

Are you struggling to choose the right stainless steel grade for your project? The wrong choice could lead to premature corrosion, product failure, or unsafe conditions, especially in harsh environments.
316 stainless steel offers exceptional corrosion resistance, particularly against chlorides and acids. It maintains strength at high temperatures, resists pitting, and provides excellent durability in marine environments, making it ideal for demanding applications.

In my years at PTSMAKE, I’ve seen many clients switch to 316 stainless steel after experiencing failures with other materials. While it costs more upfront than 304 stainless steel, the extended service life and reduced maintenance make it more economical in the long run. Let me show you why 316 stainless steel might be the perfect solution for your next project.
Superior Corrosion Resistance
316 stainless steel contains 2-3% molybdenum, which gives it outstanding resistance to chlorides and other harsh chemicals. This makes it perfect for marine environments, chemical processing equipment, and medical devices.
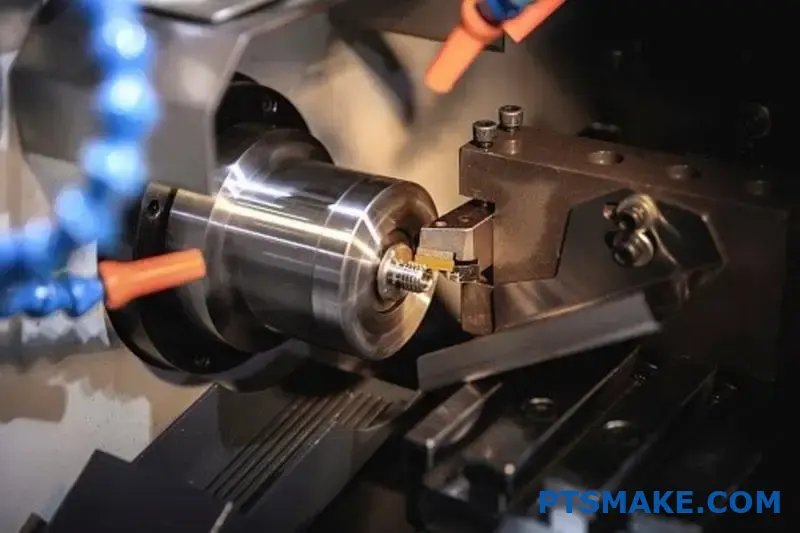
When we machine parts for coastal equipment at PTSMAKE, I always recommend 316 stainless steel. Its resistance to salt water corrosion is far superior to other grades, especially in splash zones where oxygen and salt combine to create highly corrosive conditions.
Excellent High-Temperature Performance
Another major advantage of 316 stainless steel is its excellent strength retention at elevated temperatures. It maintains its structural integrity up to 870°C (1600°F), making it suitable for heat exchangers, exhaust systems, and industrial furnace parts.
We recently manufactured components for a client’s high-temperature processing equipment. The 316 stainless steel parts have performed flawlessly for years, while their previous materials failed within months.
Enhanced Pitting and Crevice Corrosion Resistance
316 stainless steel’s molybdenum content provides exceptional resistance to pitting and crevice corrosion. This is crucial for applications where trapped moisture or chemicals could cause localized corrosion.
I’ve seen this benefit firsthand in food processing equipment we’ve manufactured. The 316 stainless steel components resist the pitting that can harbor bacteria, making them ideal for maintaining hygiene standards.
3 Improved Mechanical Properties
With a yield strength of approximately 290 MPa (42,000 psi) and tensile strength around 580 MPa (84,000 psi), 316 stainless steel offers excellent mechanical properties for structural applications.
At PTSMAKE, we frequently use 316 stainless steel for load-bearing components in harsh environments. Its combination of strength and corrosion resistance makes it uniquely suitable for these demanding applications.
Better Resistance to Reducing Chemicals
316 stainless steel performs exceptionally well when exposed to reducing chemicals like sulfuric acid, which would quickly damage other metals.
One of our clients in the chemical industry switched to 316 stainless steel valve components after experiencing repeated failures with other materials. The switch eliminated their maintenance issues and improved operational reliability.
Non-Magnetic Properties
The austenitic structure of 316 stainless steel makes it non-magnetic in the annealed condition, which is important for applications where magnetic interference must be avoided.
We’ve machined 316 stainless steel components for sensitive medical and scientific equipment where magnetic properties would interfere with operation or measurements.
Aesthetic Appeal and Finish Options
316 stainless steel maintains its bright, clean appearance even after years of use. It can be finished in various ways, from mirror polish to brushed finishes.
The architectural components we produce in 316 stainless steel not only provide durability but also maintain their appearance in outdoor environments where other materials would tarnish or corrode.
Excellent Weldability
316 stainless steel can be easily welded using standard methods, making it versatile for fabrication. The welds maintain corrosion resistance when properly executed.
In our manufacturing process, this weldability allows us to create complex assemblies that maintain their integrity throughout the entire structure.
Biocompatibility for Medical Applications
316L (the low-carbon version of 316) is biocompatible and widely used in medical implants and surgical instruments. Its resistance to bodily fluids and sterilization processes makes it ideal for these applications.
We’ve produced precision components for medical devices using 316L stainless steel, meeting the strict requirements for implantable and patient-contact applications.
Sustainable and Recyclable
316 stainless steel is 100% recyclable without loss of quality, making it an environmentally responsible choice. Its long service life also reduces the environmental impact of replacement and maintenance.
At PTSMAKE, we’re committed to sustainable manufacturing, and the recyclability of 316 stainless steel aligns with our environmental values and those of our clients.
Which Stainless Steel Is Best For Machining?
Have you ever struggled to choose the right stainless steel for your machining project? The frustration of balancing machinability with corrosion resistance, cost considerations, and application requirements can leave even experienced engineers second-guessing their material selections.
For most machining applications, 303 stainless steel offers the best balance of machinability, cost-effectiveness, and performance. However, 304 and 316 stainless steel are better choices when higher corrosion resistance is required, despite their slightly lower machinability ratings.

Understanding Stainless Steel Machinability
Machinability refers to how easily a material can be cut, drilled, or otherwise machined using standard tools and equipment. When selecting stainless steel for machining, understanding the machinability index is crucial – it directly impacts production efficiency, tool life, and overall manufacturing costs.
The machinability rating system compares materials to AISI 1212 steel, which is assigned a value of 100%. Lower percentages indicate materials that are more difficult to machine. Most stainless steels have ratings between 30-60%, making them generally more challenging to work with than carbon steels.
Factors Affecting Stainless Steel Machinability
Several key factors influence how well a stainless steel grade machines:
Work Hardening Tendency: Austenitic stainless steels (like 304 and 316) tend to work harden quickly during machining, which can accelerate tool wear.
Sulfur Content: Higher sulfur content (as in 303) improves chip breaking and reduces built-up edge formation.
Thermal Conductivity: Stainless steels generally have lower thermal conductivity than carbon steels, concentrating heat at the cutting edge.
Microstructure: The crystalline structure affects how the material responds to cutting forces.
Comparing Common Stainless Steel Grades for Machining
Based on my experience working with various manufacturers, I’ve found that three stainless steel grades dominate precision machining projects. Let’s compare their properties:
| Grade | Machinability Rating | Corrosion Resistance | Relative Cost | Best Applications |
|---|---|---|---|---|
| 303 | 70-78% | Moderate | Lower | Nuts, bolts, fasteners, shafts |
| 304 | 45-55% | Good | Moderate | Food equipment, kitchen components, architectural parts |
| 316 | 35-45% | Excellent | Higher | Marine equipment, medical devices, chemical processing parts |
303 Stainless Steel: The Machinist’s Friend
303 stainless steel contains added sulfur (0.15-0.35%) specifically to improve machinability. This addition creates manganese sulfide inclusions that act as chip breakers during cutting operations. While working with clients at PTSMAKE, I’ve found 303 to be approximately 40% more machinable than 304.
The trade-off comes in slightly reduced corrosion resistance compared to 304 and 316. However, for most indoor applications without exposure to aggressive chemicals or saltwater, 303 provides adequate protection while significantly reducing machining costs.
304 Stainless Steel: The Versatile Compromise
304 (sometimes called 18-8 for its chromium and nickel content) represents the middle ground in machinability characteristics1. It offers superior corrosion resistance to 303 and doesn’t contain the added sulfur. This makes it ideal for food processing equipment and applications where material purity matters.
When machining 304, I recommend:
- Using sharp tools with positive rake angles
- Maintaining higher cutting speeds
- Employing abundant cooling to control work hardening
316 Stainless Steel: For Demanding Environments
316 is the most challenging of these three grades to machine, primarily due to its higher nickel content and the addition of molybdenum. These elements enhance corrosion resistance, particularly against chlorides (like saltwater), but reduce machinability.
For projects requiring 316 machining, expect:
- Approximately 25% slower cutting speeds than 304
- More frequent tool changes
- Higher processing costs
I’ve found that special cold-worked versions of 316 can improve machinability while maintaining most corrosion resistance benefits.
Practical Recommendations Based on Application
After machining thousands of stainless steel components, I’ve developed some practical guidelines for material selection:
For High-Volume Production: Choose 303 whenever possible to maximize production efficiency and minimize tool costs.
For Food Contact or Medical Adjacent Applications: 304 provides a good balance of machinability and necessary corrosion resistance.
For Marine or Chemical Exposure: Despite the machining challenges, 316 remains the best choice where exceptional corrosion resistance is non-negotiable.
For Decorative Applications: Consider 304, which polishes exceptionally well and resists tarnishing.
At PTSMAKE, we often recommend considering the entire lifecycle of the part, not just the initial machining cost. Sometimes investing in the more difficult-to-machine 316 stainless steel pays dividends in extended service life and reduced replacement costs for components in harsh environments.
Machining Tips for Stainless Steels
To overcome the challenges of machining stainless steel:
Maintain Rigidity: Use rigid setups with minimal overhang to reduce chatter.
Keep Cutting: Once engaged, maintain continuous cuts whenever possible.
Cooling Strategy: Use abundant cutting fluid with high-pressure delivery systems.
Tool Selection: Cobalt-containing high-speed steel or carbide tools with proper coatings enhance tool life.
Feed Rates: Use relatively high feed rates to stay ahead of the work hardening.
What Is The Machinability Of 316L?
Have you ever started machining 316L stainless steel, only to watch your tools wear down at alarming rates? Or perhaps you’ve struggled with the frustrating gummy surface finish that seems impossible to perfect no matter what cutting parameters you use?
The machinability of 316L stainless steel is relatively poor, with a machinability rating of only 36% compared to free-machining steel (100%). This austenitic stainless steel is notoriously difficult to machine due to its work-hardening properties, low thermal conductivity, and high toughness.

Why 316L Has Challenging Machinability
After working with various grades of stainless steel in precision manufacturing, I can confidently say that 316L presents unique machining challenges. The "L" designation indicates low carbon content (less than 0.03%), which improves corrosion resistance but further complicates machining operations.
Work Hardening Tendency
One of the primary factors affecting 316L machinability is its strong work hardening tendency. During machining, the surface layer of 316L hardens significantly as cutting tools pass over it. This means that each subsequent cut encounters material that has become progressively harder than its original state.
This work hardening effect creates a vicious cycle: the harder the material becomes, the more cutting force is required, which generates more heat and causes even more hardening. At PTSMAKE, we’ve found that controlling cutting speeds and using appropriate tool geometries are essential to minimize this effect.
Thermal Conductivity Issues
316L stainless steel has poor thermal conductivity—approximately 16.2 W/m·K at room temperature, significantly lower than carbon steel at 50 W/m·K. This property creates several machining challenges:
- Heat concentration at the cutting edge
- Increased tool wear rates
- Higher risk of built-up edge formation
- Difficulty achieving tight tolerances
The heat generated during cutting cannot dissipate efficiently, causing the cutting zone to reach extreme temperatures. This trapped heat accelerates tool wear and can cause dimensional inaccuracies as the workpiece expands during machining.
Tool Life Comparison When Machining Different Materials
When analyzing tool life, the contrast between 316L and other commonly machined materials becomes evident:
| Material | Relative Tool Life | Recommended Cutting Speed (sfm) | Common Tool Wear Mechanism |
|---|---|---|---|
| 316L Stainless | 1× (baseline) | 100-300 | Abrasive, adhesive wear |
| 304 Stainless | 1.2× | 100-325 | Similar to 316L |
| 4140 Alloy Steel | 2.5× | 200-350 | Abrasive wear |
| 6061 Aluminum | 8× | 500-1000 | Built-up edge |
| Brass | 6× | 400-800 | Adhesive wear |
Optimization Strategies for 316L Machining
Over my years in manufacturing, I’ve developed several approaches to improve 316L machinability while maintaining the precision our clients demand.
Cutting Tool Selection
The right cutting tool makes a significant difference when machining 316L. I recommend:
- Cobalt HSS or Carbide Tools: Their superior hardness and heat resistance are crucial for 316L.
- Coated Tools: TiAlN and AlCrN coatings significantly extend tool life.
- Tool Geometry: Positive rake angles reduce cutting forces, while adequate relief angles prevent rubbing.
At PTSMAKE, we’ve achieved excellent results with variable-helix end mills specifically designed for austenitic stainless steels. These tools minimize chatter and improve chip evacuation—two common issues when machining 316L.
Optimal Cutting Parameters
Proper cutting parameters are essential for successful 316L machining:
Speed and Feed Recommendations
- Cutting Speed: Keep speeds moderate, typically 30-40% lower than those used for carbon steel
- Feed Rate: Maintain consistent, moderate feeds to prevent work hardening
- Depth of Cut: Use deeper cuts rather than shallow ones to get beneath the work-hardened layer2
- Chip Load: Ensure adequate chip thickness to prevent rubbing and excessive heat generation
Coolant Strategies
Effective cooling is non-negotiable when machining 316L. High-pressure coolant directed precisely at the cutting edge helps break chips and reduce temperatures. In our CNC operations, we use:
- Oil-based coolants for heavy roughing operations
- Water-soluble coolants with corrosion inhibitors for general machining
- Minimum quantity lubrication (MQL) systems for certain finishing operations
Surface Finish Considerations
Achieving excellent surface finish on 316L requires careful planning:
- Tool Condition: Always use sharp tools, replacing them at the first sign of wear
- Rigidity: Maximize workpiece and tool rigidity to minimize vibration
- Consistent Cutting: Maintain uniform chip load throughout the cutting process
- Finishing Passes: Light finishing passes with high surface speeds often yield the best results
Real-World Performance in Various Applications
In my experience at PTSMAKE, the machinability challenges of 316L are offset by its exceptional performance in critical applications. While it may be harder to machine, its corrosion resistance and mechanical properties make it invaluable for:
- Medical devices and implants
- Chemical processing equipment
- Marine and offshore components
- Food processing equipment
- Architectural applications in corrosive environments
The extra effort required to machine 316L properly pays dividends in product longevity and performance. When machined correctly, 316L components can provide decades of reliable service in environments that would destroy lesser materials.
Is 304 Or 316 Stainless Easier To Machine?
Have you ever stood by a CNC machine, watching it struggle with a stainless steel workpiece? That frustrating moment when tools wear prematurely or surface finishes aren’t quite right? Choosing between 304 and 316 stainless steel can make the difference between a successful project and a manufacturing headache.
Generally, 304 stainless steel is easier to machine than 316. The higher sulfur content in 304 improves machinability by creating chip breaks, while 316’s molybdenum content increases hardness and tool wear. However, specific scenarios may influence this relationship, depending on your priorities.
Understanding Machinability Differences Between 304 and 316
When comparing the machinability of these two popular stainless steel grades, several factors come into play. Based on my experience working with both materials across numerous projects, I can confidently say that 304 stainless steel typically offers better machinability than 316. This difference stems primarily from their distinct chemical compositions.
304 stainless contains approximately 18% chromium and 8% nickel, while 316 contains similar amounts plus 2-3% molybdenum. This seemingly small addition of molybdenum significantly impacts machinability by increasing the material’s strength and hardness. The molybdenum in 316 creates a more abrasive material that increases tool wear and requires more power during cutting operations.
Key Factors Affecting Machining Performance
Chemical Composition
The chemical makeup of each alloy directly influences how they respond to machining processes:
| Property | 304 Stainless | 316 Stainless | Impact on Machinability |
|---|---|---|---|
| Molybdenum | 0% | 2-3% | 316’s molybdenum increases hardness, reducing machinability |
| Sulfur | Higher | Lower | Higher sulfur in 304 improves chip formation |
| Carbon | 0.08% max | 0.08% max | Similar impact on both alloys |
| Chromium | 18-20% | 16-18% | Similar levels with minimal differential impact |
When cutting 316 stainless steel, the presence of molybdenum causes tools to experience approximately 20-30% faster wear compared to machining 304 stainless. At PTSMAKE, we frequently adjust our tooling schedules to accommodate this difference when switching between these materials.
Work Hardening Characteristics
Both stainless steel grades exhibit work hardening3 properties, but with notable differences:
304 stainless tends to work harden more rapidly than 316, which might seem counterintuitive to its better machinability. However, this characteristic means that:
- Sharp tools must be used to "cut through" the hardened layer
- Consistent feed rates must be maintained
- Dwelling or rubbing against the material should be avoided
With 316, the work hardening occurs more gradually, but the initial hardness is higher. This means that while 316 may be more predictable during lengthy machining operations, it remains more difficult to cut throughout the process.
Heat Generation and Management
Heat management significantly impacts successful machining of both grades:
- 304 stainless has lower thermal conductivity than 316
- 316 distributes heat slightly better during machining
- Both require effective cooling strategies
Despite 316’s marginally better heat dissipation, it still presents greater machining challenges due to its higher strength. I’ve found that high-pressure coolant systems are particularly beneficial when working with 316 stainless components with complex geometries.
Practical Considerations for Machining Both Grades
Tool Selection and Strategy
Selecting appropriate tooling makes a substantial difference when machining either grade:
- Carbide tools with proper coatings are essential for both materials
- Cobalt-containing high-speed steel tools offer better heat resistance
- Positive rake angles reduce cutting forces
- Rigid setups minimize vibration and chatter
For 316 stainless specifically, we’ve achieved better results using tools with specialized PVD coatings that enhance lubricity and heat resistance. The additional investment in premium tooling often pays dividends through improved tool life and better surface finishes.
Speed and Feed Recommendations
General starting recommendations for machining these alloys:
| Operation | 304 Stainless | 316 Stainless |
|---|---|---|
| Turning (SFM) | 250-350 | 200-300 |
| Milling (SFM) | 300-400 | 250-350 |
| Drilling (SFM) | 70-100 | 50-80 |
| Feed Rate | Standard | Reduce by 10-20% |
These values serve as starting points and should be adjusted based on your specific machining conditions, tooling, and setup rigidity.
Post-Machining Considerations
After machining, both materials may require additional processing:
- Deburring is critical due to the toughness of burrs formed
- Passivation helps restore corrosion resistance compromised during machining
- Stress relieving may be necessary for precision components
In my experience, 316 components often require more attention during deburring operations due to the tougher nature of the material. This adds to the overall processing time and cost when working with this grade.
Cost Implications of Material Choice
Beyond machinability, consider these cost factors when choosing between 304 and 316:
- 316 typically costs 20-30% more than 304
- Tooling costs are higher when machining 316 due to increased wear
- Production rates are generally slower with 316
- Energy consumption increases when machining harder materials
When evaluating projects at PTSMAKE, we factor these considerations into our quotations, especially for high-volume production runs where small per-part differences multiply significantly over time.
Tips and Techniques for Machining Stainless Steel Successfully
Have you ever started a stainless steel machining project only to encounter tool breakage, excessive heat, or poor surface finishes? Many engineers face these frustrating challenges that can derail production schedules and increase costs significantly.
Machining stainless steel is more difficult than machining regular steel due to its work hardening properties, lower thermal conductivity, and higher toughness. However, with proper tools, cutting parameters, and techniques, these challenges can be effectively managed for successful results.

Selecting the Right Cutting Tools
Choosing appropriate cutting tools is perhaps the most critical factor in successfully machining stainless steel. I’ve found that tool material selection significantly impacts both tool life and surface quality.
Tool Materials for Stainless Steel Machining
When machining stainless steel, your tool material choice will directly influence performance:
- Cobalt High-Speed Steel (HSS): Better than standard HSS for stainless steel but still limited in cutting speed and tool life
- Carbide Tools: The standard choice for most stainless steel machining operations due to their hardness and wear resistance
- Ceramic Tools: Excellent for high-speed finishing operations on stainless steel
- Cubic Boron Nitride (CBN): Ideal for hardened stainless steels
- Polycrystalline Diamond (PCD): Generally not recommended for stainless steel due to carbon affinity
For most applications at PTSMAKE, we rely on coated carbide tools. Coatings like TiAlN (Titanium Aluminum Nitride) or AlCrN (Aluminum Chromium Nitride) significantly enhance tool performance when machining stainless steel by improving heat resistance and reducing friction.
Tool Geometry Considerations
The tool geometry is equally important when machining stainless steel:
- Positive Rake Angles: Use 5-15° positive rake angles to reduce cutting forces and work hardening
- Relief Angles: Maintain 8-12° relief angles to prevent rubbing
- Edge Preparation: Slightly rounded edges (honing) improve edge strength without excessive work hardening
- Chip Breakers: Essential for controlling the tough, stringy chips typical in stainless steel machining
Optimizing Cutting Parameters
The work hardening4 behavior of stainless steel makes cutting parameter selection much more critical than with other materials.
Speed and Feed Recommendations
For stainless steel machining, I typically recommend these parameters:
| Operation | Cutting Speed (SFM) | Feed Rate (IPR) | Depth of Cut (inches) |
|---|---|---|---|
| Roughing | 100-200 | 0.005-0.015 | 0.050-0.200 |
| Finishing | 200-350 | 0.002-0.005 | 0.010-0.050 |
| Drilling | 60-100 | 0.002-0.006 | N/A |
| Tapping | 30-60 | Thread pitch | N/A |
These values serve as starting points and should be adjusted based on the specific grade of stainless steel, tool material, and machine capabilities.
Cooling and Lubrication Strategies
Effective cooling is essential when machining stainless steel due to its poor thermal conductivity:
- Flood Coolant: Use high-pressure, high-volume coolant directed precisely at the cutting zone
- Mist Cooling: Less effective but useful for simple operations
- Through-Tool Cooling: Ideal for deep holes and difficult-to-reach cutting areas
- Cryogenic Cooling: Advanced technique using liquid nitrogen for challenging applications
At PTSMAKE, we’ve invested in high-pressure coolant systems that deliver coolant directly to the cutting edge at pressures up to 1000 PSI for our most demanding stainless steel machining operations.
Preventing Common Issues
Addressing Work Hardening
Work hardening occurs when stainless steel becomes harder and more difficult to machine during the cutting process. To minimize this issue:
- Maintain constant cutting engagement
- Avoid dwelling or rubbing the tool against the workpiece
- Use sharp tools and replace them before they become dull
- Employ climb milling rather than conventional milling when possible
Chip Control Techniques
Stainless steel tends to form long, stringy chips that can wrap around the tool and workpiece, causing surface damage and tool breakage. Effective chip control involves:
- Using proper chip breaker geometries
- Programming appropriate tool paths that avoid chip re-cutting
- Adjusting depth of cut and feed rates to produce more manageable chips
- Implementing peck drilling cycles for hole-making operations
Heat Management Approaches
Heat buildup is particularly problematic with stainless steel. Beyond using coolant, consider:
- Programming regular tool retractions to allow cooling
- Reducing cutting speeds for difficult features
- Incorporating rest periods in long machining cycles
- Using multiple lighter passes instead of one heavy cut
Material-Specific Considerations
Different stainless steel grades present varying levels of machinability:
- Austenitic (300 series): The most common but typically hardest to machine
- Ferritic (400 series): Generally easier to machine than austenitic grades
- Martensitic (some 400 series): Can be machined in annealed state relatively easily
- Precipitation Hardening (17-4 PH): Moderate machinability in solution-treated condition
316 stainless steel, which we machine frequently at PTSMAKE, presents particular challenges due to its high nickel and molybdenum content. For this grade, I recommend reducing cutting speeds by approximately 15% compared to 304 stainless steel and using more aggressive cooling strategies.
What Is The Most Difficult Metal To Machine?
Have you ever watched your machining project grind to a halt because you chose the wrong metal? Or worse, found yourself constantly replacing expensive tooling because that "special alloy" is destroying everything it touches? The frustration of missed deadlines and ballooning costs is all too real when tackling challenging metals.
The most difficult metal to machine is typically considered to be Inconel, particularly Inconel 718. This nickel-chromium superalloy maintains its strength at extreme temperatures and work hardens rapidly during cutting operations, causing severe tool wear and requiring specialized equipment and techniques.

Why Inconel Tops the Difficulty Chart
In my experience running complex machining projects, Inconel consistently presents the greatest challenge to machinists. This nickel-based superalloy belongs to a family of heat-resistant materials originally developed for aerospace applications. What makes Inconel so notoriously difficult to work with is a combination of physical properties that seem specifically designed to frustrate machining operations.
Inconel maintains its strength even at extreme temperatures – while most metals soften when heated, Inconel retains its hardness. This property, combined with its tendency to work harden rapidly during cutting operations, creates a perfect storm for tool wear. Each pass of the cutting tool actually makes the remaining material harder to cut.
Additionally, Inconel has low thermal conductivity. In practical terms, this means the heat generated during machining doesn’t dissipate efficiently. Instead, it concentrates at the cutting edge, accelerating tool deterioration and potentially causing catastrophic tool failure.
The Technical Challenges of Inconel Machining
When machining Inconel, several technical challenges emerge:
- Tool Wear: Cutting tools can degrade up to 10 times faster compared to machining standard steels.
- Work Hardening: The work hardening5 phenomenon means the material becomes increasingly difficult to cut as machining progresses.
- Heat Management: The poor thermal conductivity concentrates heat at the cutting edge.
- Surface Integrity: Maintaining proper surface finish requires precise control of cutting parameters.
In our machine shop at PTSMAKE, we’ve developed specialized protocols for Inconel machining that focus on controlling these variables. We’ve found that slower cutting speeds (typically 30-50% lower than those used for stainless steel), rigid toolholding setups, and abundant cooling are essential for successful results.
Other Challenging Metals Worth Mentioning
While Inconel may take the crown for difficulty, several other metals present significant machining challenges:
Titanium and its Alloys
Titanium combines low thermal conductivity with high chemical reactivity. During machining, titanium’s poor heat dissipation concentrates thermal stress at the cutting edge, while its affinity for tool materials causes galling and built-up edge formation. Additionally, titanium’s relatively low modulus of elasticity allows it to spring away from cutting tools, creating accuracy and chatter problems.
I’ve found that successful titanium machining requires:
- Sharp cutting tools (typically carbide with specialized coatings)
- Lower cutting speeds (about 60% of those used for steel)
- Rigid workholding and toolholding setups
- Generous application of cutting fluid
Hardened Tool Steels
Tool steels like D2, A2, and M2 in their hardened state (typically 55-62 HRC) create extreme abrasion on cutting tools. These materials are designed to withstand wear in industrial applications, so naturally, they resist the cutting action of machine tools.
For these materials, I recommend:
| Machining Parameter | Recommendation |
|---|---|
| Cutting Tool | Ceramic or CBN inserts |
| Cutting Speed | Very low, depends on hardness |
| Feed Rate | Moderate to heavy |
| Coolant | Abundant or completely dry |
Hasteloy and Other Exotic Alloys
Hastelloy, a nickel-molybdenum-chromium superalloy, shares many of Inconel’s challenging properties while adding a few twists of its own. Its exceptional corrosion resistance comes from the same material characteristics that make it difficult to machine.
At PTSMAKE, we approach these exotic alloys with specialized machining strategies that account for their unique properties. After 15+ years in this industry, I’ve found that successful exotic alloy machining is as much art as science, requiring experience-based adjustments to standard machining parameters.
Material Properties That Increase Machining Difficulty
Understanding why certain metals are difficult to machine requires examining specific material properties:
- Hardness: While important, hardness alone doesn’t determine machinability.
- Work Hardening: Materials that harden when deformed (like austenitic stainless steels) become progressively more difficult to cut.
- Thermal Conductivity: Low thermal conductivity concentrates heat at the cutting edge.
- Chemical Reactivity: Some metals chemically react with tool materials at high temperatures.
- Toughness: Materials that resist fracture absorb cutting energy without producing chips.
When designing parts that require difficult-to-machine metals, I always recommend considering the manufacturing challenges alongside the performance requirements. Sometimes, slight modifications to material selection or part geometry can dramatically improve manufacturability without compromising performance.
Tailoring Your Approach: When to Adjust 316 Stainless Steel Parameters?
Have you ever completed a machining run on 316 stainless steel only to find excessive tool wear, poor surface finish, or dimensional inaccuracies? Despite following standard guidelines, are your parts still not meeting quality requirements while your production costs keep climbing?
Knowing when to adjust your machining parameters for 316 stainless steel is crucial for success. While standard parameters provide a starting point, optimal results often require customization based on your specific application, part geometry, and quality requirements. Recognize the warning signs—excessive tool wear, poor surface finish, thermal damage—and adjust accordingly.

Identifying the Need for Parameter Adjustments
Recognizing when your machining parameters need adjustment is as important as knowing how to adjust them. I’ve seen many manufacturing engineers stick with standard parameters even when the results are clearly suboptimal. This hesitation often stems from fear of making things worse or simply not recognizing the indicators that suggest changes are needed.
Warning Signs That Parameter Adjustments Are Needed
When machining 316 stainless steel, watch for these telltale signs that your current parameters aren’t optimal:
Excessive Tool Wear or Breakage: If your tools are wearing out faster than expected or breaking unexpectedly, your cutting speed, feed rate, or depth of cut may need adjustment.
Poor Surface Finish: Rough, scratched, or irregular surfaces often indicate inappropriate cutting parameters or tool selection.
Dimensional Inaccuracies: When parts consistently fall outside tolerance ranges, your machining parameters may be causing thermal distortion or deflection.
Material work hardening6: If the material seems to become increasingly difficult to cut as machining progresses, you’re likely experiencing work hardening due to improper cutting conditions.
Excessive Heat Generation: Discoloration of the workpiece, smoke, or excessive chip heat are signs that your cutting speed may be too high or cooling insufficient.
Situational Factors Requiring Parameter Adjustment
Different manufacturing scenarios call for different approaches to parameter optimization:
| Situation | Parameter Adjustment Consideration |
|---|---|
| Prototype Production | Prioritize tool life and reliability over cycle time |
| High-Volume Production | Balance tool life with productivity; may justify premium tooling |
| Thin-Wall Components | Reduce cutting forces with lighter cuts and positive geometry tools |
| Deep Pocket Machining | Adjust for chip evacuation and tool deflection concerns |
| High-Precision Requirements | Conservative speeds with increased coolant pressure and precision tooling |
Reactive vs. Proactive Parameter Adjustment
In my years overseeing CNC operations at PTSMAKE, I’ve found that reactive parameter adjustment—changing settings only after problems occur—is a common but inefficient approach. Far better is a proactive strategy where potential issues are anticipated and prevented.
Implementing a Proactive Approach
A proactive approach to parameter adjustment includes:
Analyzing Part Design Before Programming: Identify challenging features and adjust parameters preemptively.
Material Lot Testing: Test each new lot of 316 stainless steel for hardness variations that might require parameter adjustments.
Process Monitoring: Implement real-time monitoring of cutting forces, power consumption, and vibration to detect issues before they affect part quality.
Predictive Maintenance: Track tool wear patterns to predict optimal tool change intervals rather than waiting for visible wear or failure.
Balancing Multiple Objectives When Adjusting Parameters
Parameter optimization rarely has a single goal. Instead, you’ll need to balance competing objectives:
The Optimization Triangle: Speed, Quality, and Cost
When adjusting machining parameters for 316 stainless steel, you’re always balancing three primary factors:
- Production Speed: How quickly you can produce finished parts
- Part Quality: Surface finish, dimensional accuracy, and material integrity
- Production Cost: Tool life, machine time, and material utilization
Optimizing for any one factor typically means compromising on the others. For example, maximum production speed often comes at the expense of reduced tool life and potentially lower quality. At PTSMAKE, we typically work with customers to determine which of these factors is most critical for their specific application and adjust parameters accordingly.
Iterative Parameter Refinement Process
The most effective approach to parameter optimization is often iterative:
- Start with conservative parameters based on material guidelines
- Run test cuts on representative features
- Measure results against objectives (surface finish, dimensional accuracy, tool wear)
- Make incremental adjustments to parameters
- Repeat until optimal balance is achieved
This methodical approach minimizes risk while steadily improving results. It’s particularly important with 316 stainless steel, where the margin for error is narrower than with more forgiving materials.
Documenting Parameter Changes and Results
One often overlooked aspect of parameter optimization is documentation. Creating detailed records of parameter changes and their results provides invaluable data for future projects. For every significant parameter adjustment:
- Document initial conditions and reason for change
- Record precise parameter modifications
- Measure and document results (tool life, surface finish, dimensional accuracy)
- Note any secondary effects or unexpected outcomes
These records become a powerful knowledge base that accelerates the optimization process for future similar parts, saving both time and resources.
Surface Finish Options for 316 Stainless Steel Machining?
Have you ever received machined 316 stainless parts that didn’t meet your surface finish requirements? Or struggled to specify the right finish for your application, ending up with components that look great but perform poorly—or vice versa? The right surface finish can make all the difference in both functionality and aesthetics.
316 stainless steel machining can achieve a wide range of surface finishes from mirror-like Ra 0.1 μm (4 μin) to rougher 3.2 μm (125 μin) depending on the machining process. The optimal finish should be selected based on your application’s specific requirements for functionality, appearance, and cost considerations.

Understanding Surface Finish Measurements
When discussing surface finishes for 316 stainless steel machining, we primarily use the Ra (Roughness average) parameter, measured in micrometers (μm) or microinches (μin). This value represents the arithmetic average of the surface’s microscopic peaks and valleys.
In my experience working with precision components, many engineers specify unnecessarily fine finishes. This common mistake drives up costs without adding functional value. Remember that each step finer in surface finish typically increases machining time and tool wear, directly impacting your project budget.
The surface finish affects not just appearance but critical functional properties including:
- Friction characteristics
- Wear resistance
- Fluid flow dynamics
- Sealing capabilities
- Fatigue strength
- Corrosion resistance
- Tribological performance7
Standard Surface Finishes for 316 Stainless Steel
The following table outlines common surface finishes achievable with standard 316 stainless steel machining processes:
| Process | Ra Range (μm) | Ra Range (μin) | Typical Applications |
|---|---|---|---|
| CNC Turning | 0.4 – 3.2 | 16 – 125 | General mechanical components |
| CNC Milling | 0.8 – 3.2 | 32 – 125 | Structural components, fixtures |
| Grinding | 0.1 – 0.8 | 4 – 32 | Precision mating surfaces |
| Lapping | 0.05 – 0.4 | 2 – 16 | High-precision components |
| Polishing | 0.025 – 0.2 | 1 – 8 | Medical devices, food equipment |
Factors Affecting Surface Finish Quality
When machining 316 stainless steel, several factors influence the achievable surface finish:
Tool Selection and Condition
Sharp, properly selected cutting tools with appropriate geometries produce better finishes. At PTSMAKE, we regularly replace tools before they show signs of wear to maintain consistent surface quality.Cutting Parameters
Higher cutting speeds with lower feed rates generally produce finer finishes. However, this relationship isn’t always linear with 316 stainless due to its work-hardening properties.Machine Rigidity
Vibration is the enemy of good surface finish. Our high-precision CNC equipment provides the stability needed for superior finishes.Coolant Application
Proper coolant flow helps maintain consistent cutting temperatures and flushes away chips that could mar the surface.Material Condition
Properly annealed 316 stainless machines more consistently than work-hardened material.
Secondary Finishing Processes
Sometimes, the surface finish from direct machining operations isn’t sufficient for specialized applications. In these cases, secondary processes can be applied:
Mechanical Finishing
- Bead Blasting: Creates a uniform matte finish with good corrosion resistance
- Barrel Tumbling: Rounds edges and produces a smooth, consistent surface
- Vibratory Finishing: Achieves uniform finishes on complex geometries
Chemical Finishing
- Electropolishing: Removes a microscopic layer of material, leaving a bright, passive surface ideal for medical and food applications
- Passivation: Enhances the natural corrosion resistance of 316 stainless without changing the finish
Application-Specific Recommendations
For different applications, I typically recommend these surface finishes for 316 stainless components:
- Medical Devices: Ra 0.1-0.2 μm with electropolishing for biocompatibility and ease of sterilization
- Food Processing Equipment: Ra 0.2-0.4 μm with passivation to prevent bacterial adhesion
- Fluid Control Components: Ra 0.4-0.8 μm for efficient flow characteristics
- Architectural Elements: Ra 0.2-0.4 μm with mechanical polishing for aesthetic appeal
- General Mechanical Components: Ra 0.8-1.6 μm balances performance with cost-effectiveness
Cost vs. Quality Considerations
Each step finer in surface finish requirements can significantly impact machining costs. Based on projects I’ve overseen, improving from a standard Ra 1.6 μm to a fine Ra 0.2 μm finish can increase machining costs by 30-50%. This is why I always advise clients to specify only what’s functionally necessary.
For prototypes that will undergo testing, it’s often wise to start with a standard finish and refine in later iterations if needed. At PTSMAKE, we provide surface finish samples to help clients make informed decisions before committing to full production.
When considering the right surface finish for your 316 stainless steel components, balance your functional requirements, aesthetic needs, and budget constraints. The proper finish specification will ensure your parts perform as intended without unnecessary cost.
How Does 316 Stainless Steel Machining Compare In Cost To Other Alloys?
Have you ever found yourself stuck between choosing 316 stainless steel and other alloys for your project? The cost differences can be significant, but understanding why these differences exist and their impact on your bottom line isn’t always straightforward. Are you making the right material choice for your budget?
316 stainless steel typically costs 15-30% more to machine than other common alloys due to its high nickel content and work hardening properties. However, its superior corrosion resistance often provides better long-term value through extended service life and reduced maintenance costs in harsh environments.

Material Cost Comparison: 316 Stainless Steel vs. Other Common Alloys
When comparing the cost of machining 316 stainless steel to other alloys, we need to consider both material and processing costs. From my experience working with various materials at PTSMAKE, I’ve found that 316 stainless steel is typically more expensive than many alternatives, but this cost difference isn’t just about the raw material.
The raw material cost of 316 stainless steel is higher than many other alloys primarily due to its nickel content (10-14%). This drives the price up significantly compared to alternatives like 304 stainless steel (8-10.5% nickel) or carbon steel (virtually no nickel). Current market prices show 316 stainless commanding a 20-30% premium over 304 stainless and up to 3-4 times the cost of basic carbon steels.
Here’s a breakdown of approximate raw material costs for common machining alloys:
| Alloy Type | Relative Cost (316 SS = 100%) | Key Cost Factors |
|---|---|---|
| 316 Stainless Steel | 100% | High nickel & molybdenum content |
| 304 Stainless Steel | 70-80% | Lower nickel, no molybdenum |
| Aluminum 6061 | 30-40% | Abundant, easy to process |
| Carbon Steel 1045 | 25-35% | No expensive alloying elements |
| Brass C360 | 60-70% | Copper prices affect cost |
| Titanium Grade 5 | 300-400% | Rare, difficult to process |
Machining Difficulty Factors and Their Cost Impact
The machinability index8 of a material directly affects machining costs. 316 stainless steel is notoriously challenging to machine compared to many alloys. This difficulty stems from several inherent properties:
Work Hardening: 316 stainless steel work-hardens rapidly during cutting, which means the cutting tools encounter increasing resistance as machining progresses. This requires slower speeds and more frequent tool changes.
Lower Thermal Conductivity: With poor heat dissipation, cutting zones get hot quickly, accelerating tool wear and requiring additional coolant.
Gummy Texture: The material tends to stick to cutting tools, creating built-up edges that compromise surface finish quality.
These characteristics translate directly into higher machining costs through:
Tool Wear and Replacement Costs
When machining 316 stainless steel, I’ve observed tool life is typically 40-60% shorter compared to machining aluminum alloys. At PTSMAKE, we factor this into pricing – a part that might require one cutting tool in aluminum might consume 2-3 tools in 316 stainless steel.
Machining Time and Labor Costs
The cutting speeds for 316 stainless steel must be reduced by approximately 30-50% compared to materials like aluminum or brass. This directly increases machining time and labor costs. For complex parts, this can mean the difference between a 2-hour or a 4-hour machining cycle.
Cost-Benefit Analysis Across Different Applications
While the upfront costs are higher, 316 stainless steel often delivers superior value in certain applications:
Marine Applications
In saltwater environments, 316 stainless steel’s corrosion resistance proves invaluable. A less expensive alternative might fail within months, whereas 316 stainless components can last years without significant degradation. I recently worked with a customer who switched from 304 to 316 stainless for their oceanographic equipment, reporting a 3x improvement in service life despite the 25% higher initial cost.
Chemical Processing Equipment
For components exposed to aggressive chemicals, the molybdenum content in 316 stainless provides substantial corrosion resistance. While aluminum parts might cost half as much initially, their replacement frequency makes them more expensive over the equipment’s lifetime.
Food and Pharmaceutical Equipment
The hygiene requirements in these industries often make 316 stainless the only viable option despite higher machining costs. Its non-porous surface prevents bacterial contamination and withstands harsh cleaning chemicals.
Cost Reduction Strategies for 316 Stainless Steel Machining
At PTSMAKE, we’ve developed several approaches to optimize the cost-efficiency of 316 stainless steel machining:
Optimized Cutting Parameters: Using precise cutting speeds, feeds, and depths specifically calibrated for 316 stainless can improve tool life by 20-30%.
High-Performance Cutting Tools: Investing in premium carbide tools with specialized coatings might cost more initially but can double tool life when machining 316 stainless.
Proper Coolant Selection: Using high-pressure coolant systems with formulations specific to stainless steel machining significantly reduces thermal issues.
Alternative Design Approaches: Sometimes, redesigning parts to minimize machining requirements can substantially reduce costs without compromising performance.
When to Choose Alternatives to 316 Stainless Steel
Despite its benefits, 316 stainless isn’t always the most cost-effective choice:
- For indoor, non-corrosive environments, 304 stainless offers similar appearance at lower cost
- In weight-sensitive applications, aluminum alloys provide excellent strength-to-weight ratio
- For applications requiring electrical conductivity, brass or copper alloys are superior options
- When extreme hardness is needed, tool steels or hardened carbon steels are more appropriate
The decision ultimately depends on balancing initial machining costs against lifetime performance requirements and maintenance expenses.
What Are The Best Practices For Machining 316 Stainless Steel Parts?
Have you ever set up a 316 stainless steel machining operation only to face excessive tool wear, poor finishes, or dimensional issues? The frustration of watching expensive tools dull prematurely or seeing projects delayed by material that seems to fight back at every turn can be overwhelming.
When machining 316 stainless steel parts, the best practices include using sharp carbide tools, maintaining slow to moderate cutting speeds, applying generous cooling, employing rigid setups, and implementing proper tool paths. Success requires balancing feed rates with depth of cut while monitoring heat buildup throughout the process.

Understanding 316 Stainless Steel Properties
316 stainless steel is renowned for its exceptional corrosion resistance, particularly against chlorides and acids. This austenitic stainless steel contains molybdenum, which enhances its resistance to pitting in harsh environments. However, the same properties that make it valuable also present significant machining challenges.
The material has relatively low thermal conductivity, meaning heat generated during machining doesn’t dissipate easily. It also work-hardens rapidly during cutting operations. These characteristics, combined with its high ductility, make it notorious among machinists for being difficult to work with.
In my experience at PTSMAKE, understanding these material properties is the foundation for successful machining. Most failures I’ve seen stem from treating 316 like conventional steels without accounting for its unique behavior.
Tool Selection Strategies
Carbide vs. HSS Tools
For 316 stainless steel, carbide tools generally outperform high-speed steel (HSS). The exceptional hardness and heat resistance of carbide make it ideal for handling this tough material. When selecting tools, look for:
- Cobalt-enriched carbide grades for improved heat resistance
- Sharp cutting edges with positive rake angles
- Coatings like TiAlN or AlTiN for reduced friction
Ceramic and cermet9 tools can also perform well in certain high-speed applications, though they require rigid setups and precise parameters.
Geometry Considerations
Tool geometry significantly impacts machining success. For 316 stainless, I recommend:
- Positive rake angles (5-15°) to reduce cutting forces
- Increased relief angles (10-12°) to minimize rubbing
- Chip breakers designed specifically for stainless steels
- Round insert geometries for better heat distribution in heavy cuts
At PTSMAKE, we’ve found that tools with specialized geometries for austenitic stainless steels can achieve up to 40% longer tool life compared to general-purpose options.
Cutting Parameters Optimization
Speed and Feed Recommendations
Proper cutting speeds and feeds are critical when machining 316 stainless. Based on my experience, here’s a general guideline:
| Operation | Cutting Speed (SFM) | Feed Rate (IPR) | Depth of Cut (inches) |
|---|---|---|---|
| Roughing | 100-150 | 0.005-0.010 | 0.050-0.200 |
| Semi-finishing | 150-200 | 0.003-0.007 | 0.020-0.050 |
| Finishing | 200-250 | 0.001-0.003 | 0.005-0.020 |
These values should be adjusted based on your specific machine rigidity, tooling, and part requirements. Start conservative and adjust gradually for optimal results.
Depth of Cut Strategies
When machining 316 stainless steel, I’ve found that managing depth of cut is crucial:
- For roughing, use deeper cuts at slower speeds to get beneath work-hardened layers
- Avoid light, scraping cuts that accelerate work hardening
- Maintain consistent engagement to prevent thermal cycling
- Consider climb milling over conventional milling when possible
A common mistake I see is taking too light of a cut, which actually increases tool wear by working primarily in the hardened layer.
Cooling and Lubrication Techniques
Effective cooling is perhaps the most critical aspect of successfully machining 316 stainless steel. Heat is your primary enemy with this material.
Coolant Selection
I recommend:
- High-pressure coolant delivery (500+ PSI)
- Oil-based cutting fluids for severe operations
- Water-soluble coolants with EP additives for general purpose work
- Specialized stainless steel cutting oils for tapping and threading
At PTSMAKE, we’ve implemented through-tool cooling on our CNC machines specifically for working with difficult materials like 316 stainless.
Alternative Cooling Methods
Beyond traditional flood coolant:
- Minimum Quantity Lubrication (MQL) can work well for lighter operations
- Cryogenic cooling using liquid nitrogen shows promising results
- Air-oil mist systems provide both cooling and lubrication
- Pulsed coolant delivery can improve chip evacuation
The key is consistent cooling that reaches the cutting interface without being blocked by chips.
Workholding and Setup Rigidity
Machining 316 stainless demands exceptional rigidity throughout the entire setup.
Fixture Considerations
- Minimize workpiece extension and overhang
- Use multiple points of contact for complex parts
- Consider custom fixtures for challenging geometries
- Ensure all clamping components are properly torqued
Tool deflection becomes particularly problematic with 316 stainless due to its high cutting forces and work hardening. Every component in the cutting chain—from spindle to tool to workpiece—must be as rigid as possible.
Vibration Mitigation
To minimize harmful vibrations:
- Use the shortest possible tool lengths
- Increase tool diameter when possible
- Consider harmonic dampening tool holders
- Adjust spindle speeds to avoid resonant frequencies
Post-Processing Requirements
After machining 316 stainless steel parts, special considerations may be necessary:
- Stress relief treatments to prevent delayed distortion
- Passivation to restore corrosion resistance
- Electropolishing for enhanced surface quality
- Thorough cleaning to remove embedded particles
These steps help ensure the final part maintains the desired properties that make 316 stainless valuable in the first place.
Final Quality Control Checks
When machining 316 stainless steel components at PTSMAKE, we implement rigorous quality checks:
- Dimensional verification with particular attention to thermal effects
- Surface roughness measurements to confirm finish requirements
- Hardness testing to identify potential work hardening
- Visual inspection for signs of material tearing or smearing
These quality controls help ensure the parts meet their intended application requirements, especially for critical industries like medical and food processing.
1234567
How To Ensure Precision In 316 Stainless Steel Machined Components?
Have you ever received 316 stainless steel components that didn’t quite meet your specifications? Those frustrating moments when parts don’t fit perfectly, or when surface finishes look inconsistent? Precision isn’t just desirable in these components—it’s absolutely critical, especially when they’re destined for demanding applications.
Ensuring precision in 316 stainless steel machined components requires a comprehensive approach including proper material selection, optimized cutting parameters, temperature control, appropriate tooling, regular equipment calibration, and rigorous quality control processes. These factors collectively contribute to achieving tight tolerances and consistent results.

Understanding Material Properties of 316 Stainless Steel
When working with 316 stainless steel, understanding its unique properties is essential for precision machining. This austenitic stainless steel grade contains molybdenum, which gives it excellent corrosion resistance but also affects its machinability. The material’s work-hardening tendency means that cutting forces can increase during machining, potentially impacting dimensional accuracy.
In my experience at PTSMAKE, we’ve found that 316 stainless steel has a thermal conductivity approximately 16 W/m·K—significantly lower than many other metals. This poor thermal conductivity means heat concentration at the cutting zone becomes a major concern. Without proper management, this heat can cause thermal expansion, leading to dimensional inaccuracies that compromise precision.
Additionally, the material exhibits roughly 50% higher tensile strength compared to mild steel, requiring more robust cutting tools and machine setups. This combination of properties creates unique challenges that must be addressed through specific machining strategies.
Optimizing Cutting Parameters for Maximum Precision
Cutting Speed and Feed Rate Selection
The selection of appropriate cutting speeds and feed rates dramatically impacts precision outcomes in 316 stainless steel machining. I recommend using slower cutting speeds than those used for regular carbon steels—typically 30-40% slower. At PTSMAKE, we’ve discovered that a surface feet per minute (SFM) range of 100-150 often yields the best results for general turning operations.
Feed rates should be moderate to avoid excessive cutting forces. For finishing operations where precision is paramount, I typically reduce feed rates by up to 50% compared to roughing operations. This approach minimizes tool deflection and resulting dimensional variations.
Depth of Cut Considerations
Managing depth of cut is crucial for precision machining of 316 stainless steel. Multiple light passes often produce better dimensional accuracy than fewer heavy cuts. For high-precision components, I recommend:
| Operation Type | Recommended Depth of Cut (mm) | Benefits |
|---|---|---|
| Roughing | 1.0 – 3.0 | Material removal efficiency |
| Semi-finishing | 0.3 – 0.8 | Balances removal rate and accuracy |
| Finishing | 0.1 – 0.3 | Minimizes deflection, improves surface finish |
These parameters should be adjusted based on the specific component geometry and machine capability. Constant engagement strategies help maintain consistent cutting forces, reducing the risk of deflection and chatter that can compromise precision.
Thermal Management Techniques
The poor thermal conductivity of 316 stainless steel makes thermal management one of the most critical aspects of precision machining. Excessive heat generation leads to thermal expansion10 that can cause dimensional inaccuracies of several micrometers—often exceeding tight tolerance requirements.
Coolant Selection and Application
Proper coolant selection and application methods can significantly improve precision outcomes. High-pressure coolant directed precisely at the cutting edge helps in:
- Reducing cutting zone temperature by up to 30%
- Facilitating chip evacuation to prevent re-cutting
- Lubricating the tool-workpiece interface to reduce friction
For ultra-precision applications, I’ve found that oil-based coolants often outperform water-based options, despite their higher cost. The improved lubricity translates directly to better dimensional stability.
Strategic Machining Sequencing
Another approach we implement at PTSMAKE involves strategic machining sequencing. By planning operations to allow cooling periods between critical cuts, we mitigate thermal effects. For components with tight tolerances, we sometimes:
- Rough machine components slightly oversized
- Allow thermal stabilization (typically 2-4 hours)
- Perform final precision cuts after the material has reached thermal equilibrium
This approach has helped us achieve tolerances as tight as ±0.005mm on complex 316 stainless steel components.
Tooling Considerations for Precision Machining
Tool selection dramatically impacts precision outcomes when machining 316 stainless steel. The material’s work-hardening tendency and poor thermal conductivity demand specialized tooling approaches.
Cutting Tool Materials and Coatings
For precision 316 stainless steel machining, I recommend:
| Tool Material | Coating | Best Application |
|---|---|---|
| Carbide | AlTiN | General purpose machining, good heat resistance |
| Carbide | TiCN | Excellent for finish cuts, provides good lubricity |
| Ceramic | None | High-speed finishing operations |
| CBN | None | Hard-turning operations after heat treatment |
Tool geometry also plays a crucial role. Positive rake angles between 5-15° reduce cutting forces and heat generation. For ultra-precision work, we sometimes utilize specialized wiper inserts that can achieve exceptional surface finishes while maintaining tight tolerances.
Tool Holder and Rigidity Factors
Even the best cutting tools will fail to deliver precision if the tooling system lacks rigidity. At PTSMAKE, we utilize:
- Hydraulic or shrink-fit tool holders to minimize runout
- Shortest possible tool overhangs to maximize stiffness
- Pre-set tools measured with optical systems to ensure accuracy
- Anti-vibration boring bars for internal features
These approaches collectively minimize deflection and vibration, ensuring that the cutting edge follows the programmed path with minimal deviation.
Quality Control Measures for Precision Components
Achieving precision is impossible without robust quality control measures. For 316 stainless steel components, I recommend implementing a multi-stage verification process.
In-Process Monitoring Systems
Modern CNC machines equipped with in-process gauging capabilities can detect and compensate for dimensional variations before they result in scrap parts. Technologies worth implementing include:
- Probe-based in-machine measurement
- Laser measurement systems for diametric features
- Thermal monitoring of both machine and workpiece
These systems allow for real-time adjustments that maintain precision throughout the production run, reducing variation between the first and last parts produced.
Click here to download our complete stainless steel machining guide for optimal results. ↩
Learn how to prevent work hardening in stainless steel machining with our expert guide. ↩
Learn how work hardening affects your machining process and how to overcome it. ↩
Learn how this property affects your machining strategy and tool selection. ↩
Learn about work hardening mechanisms to improve your material selection process. ↩
Learn why proper work hardening management is crucial for successful 316 SS machining. ↩
Learn how surface interactions affect component longevity and performance. ↩
Learn about material properties affecting machining costs and strategies to minimize expenses. ↩
Learn about this advanced composite material for improved machining performance. ↩
Click here to learn why proper heat management is crucial for precision machining. ↩






