

Choosing the right plastic material for your machining project can be overwhelming. With so many options available, how do you know which one will meet your specific requirements without wasting your budget? Many engineers struggle with this decision, risking project delays and performance issues when selecting the wrong material.
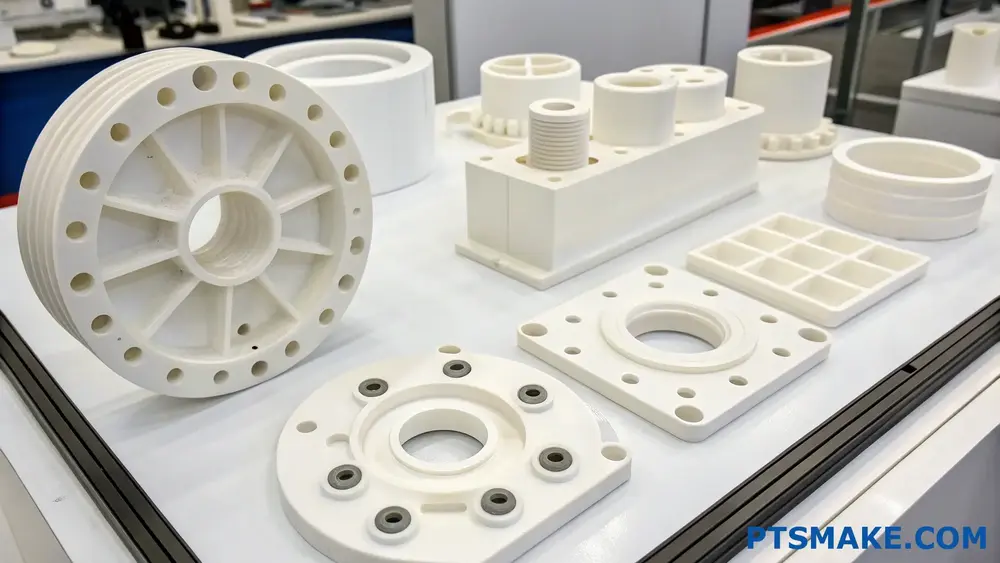
POM (Polyoxymethylene) is excellent for machining due to its high dimensional stability, low friction, and excellent machinability. It cuts cleanly with minimal burring, maintains tight tolerances, and produces precise parts with good surface finishes, making it ideal for mechanical components requiring accuracy.

In my time at PTSMAKE, I’ve seen POM become a favorite material among our customers for precision machined components. Its combination of mechanical properties and machining characteristics makes it suitable for various applications. If you’re considering POM for your next machining project, keep reading to discover its advantages, limitations, and ideal applications to determine if it’s the right choice for your specific needs.
What Is POM In Mechanical Engineering?
Have you ever struggled with selecting the right material for mechanical components that need excellent dimensional stability and low friction? Or found yourself confused by the multitude of polymer options available for precision parts? These challenges can make engineering decisions feel overwhelming.
POM (Polyoxymethylene) in mechanical engineering is a high-performance thermoplastic polymer known for its exceptional strength, stiffness, and dimensional stability. It’s widely used for producing precision components like gears, bearings, and mechanical parts that require low friction and high wear resistance in various industrial applications.

Understanding POM Material Properties
POM, also commonly referred to as acetal, polyacetal, or by its trade names Delrin® (DuPont) and Celcon® (Celanese), has become one of the most versatile engineering plastics in modern manufacturing. In my work with customers across various industries, I’ve found that POM’s unique combination of properties makes it particularly valuable for mechanical applications.
The molecular structure of POM consists of repeating -CH₂O- groups, creating a highly crystalline polymer with outstanding mechanical properties. This crystallinity gives POM excellent:
- Tensile strength (typically 60-70 MPa)
- Fatigue resistance
- Dimensional stability
- Low moisture absorption (0.2-0.3%)
- Chemical resistance to many solvents
- Low coefficient of friction (0.15-0.35)
One aspect that sets POM apart from other engineering plastics is its exceptional crystallinity1 – typically around 75-85%, which contributes to its excellent mechanical properties even at elevated temperatures.
POM Grades and Variations
There are two primary types of POM used in engineering applications:
- Homopolymer POM (often sold as Delrin®): Offers higher mechanical strength, hardness, and heat resistance
- Copolymer POM: Features better thermal stability and chemical resistance
Both types can be modified with various additives to enhance specific properties:
| POM Type | Key Strength | Common Applications |
|---|---|---|
| Standard POM | All-around performance | Gears, bushings, precision parts |
| Glass-fiber reinforced | Enhanced rigidity | Structural components |
| PTFE-filled | Reduced friction | Sliding applications, bearings |
| UV-stabilized | Weather resistance | Outdoor applications |
| Antistatic/Conductive | ESD protection | Electronics components |
Machining POM: Advantages and Considerations
In my 15+ years at PTSMAKE, I’ve worked extensively with POM machining projects. This material machines exceptionally well compared to many other plastics, making it a favorite for CNC machining operations. POM’s stiffness allows for precise machining with tight tolerances (commonly ±0.05mm or better in our shop).
Key advantages of machining POM include:
Superior Surface Finish
POM naturally produces a smooth surface finish when properly machined. This characteristic is particularly valuable for moving parts where friction reduction is critical. I’ve found that with proper cutting parameters, surface roughness values of Ra 0.4-0.8 μm are readily achievable without secondary finishing.
Dimensional Stability
Unlike many plastics that may warp or shrink significantly after machining, POM maintains exceptional dimensional stability. This property makes it ideal for precision components with tight tolerances. At PTSMAKE, we regularly machine POM parts with tolerances as tight as ±0.02mm for critical dimensions.
Technical Considerations When Machining POM
While POM is generally machining-friendly, there are several important technical considerations:
Heat management: Despite its good thermal properties, POM can generate heat during high-speed machining operations. Proper cooling and avoiding excessive cutting speeds helps prevent material deformation.
Tool selection: Sharp carbide tools with positive rake angles typically provide the best results.
Stress relaxation: Like many crystalline polymers, machined POM parts may experience some minor dimensional changes as internal stresses relax. Critical precision components may benefit from stress-relieving procedures.
Clamping considerations: POM’s relatively high stiffness allows for good workholding, but excessive clamping pressure should be avoided to prevent deformation.
Common Applications of POM in Engineering
The unique combination of properties makes POM ideal for numerous mechanical engineering applications:
Precision Mechanical Components
POM excels in applications requiring precise moving parts:
- Gears and gear assemblies
- Cams and rollers
- Bearings and bushings
- Valve components
- Clock mechanisms
Automotive Applications
The automotive industry extensively uses POM for:
- Fuel system components
- Door lock systems
- Window regulators
- Interior trim components
- Under-hood components requiring dimensional stability
Consumer and Electronic Products
POM is frequently found in:
- Zippers and fasteners
- Electronic housings
- Musical instruments
- Eyeglass frames
- Kitchen appliance components
In my work at PTSMAKE, I’ve seen firsthand how POM components deliver exceptional performance in demanding applications. Whether it’s precision gears for robotics or critical components for medical devices, properly machined POM consistently delivers the performance engineers need.
What Are The Advantages And Disadvantages Of POM Material?
Have you ever been caught between material choices for your engineering project, specifically wondering if POM is right for you? Maybe you’ve heard about its slippery surface and durability, but also concerns about its limitations when exposed to certain environments?
POM (Polyoxymethylene) offers advantages including excellent mechanical properties, high dimensional stability, low friction, and chemical resistance. However, its disadvantages include limited UV resistance, difficult bonding characteristics, susceptibility to strong acids, and higher cost compared to basic plastics like PP or PE.
Understanding POM’s Key Advantages
Superior Mechanical Properties
POM stands out in the plastic family for its remarkable mechanical properties. With a tensile strength ranging from 60-70 MPa, it outperforms many other engineering plastics. This strength, combined with its stiffness and resistance to repeated impacts, makes POM ideal for precision mechanical components.
In my experience working with clients in the automotive industry, POM parts consistently deliver excellent performance in mechanical applications where other plastics would quickly fail under stress. The material’s natural resilience allows it to maintain its mechanical properties even after thousands of cycles of use.
Exceptional Dimensional Stability
One of POM’s most valuable characteristics is its dimensional stability. With a very low water absorption rate (typically less than 0.2%), POM maintains its precise dimensions even in humid environments. This property is crucial for engineering applications where tight tolerances are required.
When we machine POM at PTSMAKE, we can achieve tolerances as tight as ±0.02mm, which remains stable over the component’s lifetime. This stability makes POM perfect for precision gears, bearings, and other mechanical components where consistent dimensions are critical.
Low Friction Coefficient
POM’s naturally low coefficient of friction (typically 0.2-0.3) gives it self-lubricating properties that few other plastics can match. This property, combined with good wear resistance, makes it ideal for moving parts that require minimal friction.
The material’s tribological characteristics2 make it perfect for applications like gears, bushings, and sliding mechanisms where metal alternatives would require additional lubrication.
Chemical Resistance
POM demonstrates excellent resistance to many chemicals including:
| Chemical Type | Resistance Level | Notes |
|---|---|---|
| Hydrocarbons | Excellent | Suitable for fuel system components |
| Alcohols | Good to Excellent | Minimal swelling |
| Weak Acids | Good | Surface remains intact |
| Detergents | Excellent | Ideal for components exposed to cleaning agents |
| Water | Excellent | Very low water absorption |
This chemical resistance profile makes POM suitable for applications in harsh environments where exposure to various substances is unavoidable.
Understanding POM’s Limitations
Poor UV Resistance
Despite its many strengths, POM has a significant weakness when it comes to ultraviolet light exposure. When continuously exposed to sunlight, POM will degrade, resulting in surface cracking and a significant decrease in mechanical properties.
In outdoor applications, I always recommend either selecting a UV-stabilized grade of POM (which only offers limited improvement) or considering alternative materials altogether. For components that must be used outdoors, protecting the POM parts with covers or coatings is essential.
Difficult Bonding Characteristics
POM’s chemical resistance, while beneficial in many aspects, makes it challenging to bond using conventional adhesives. The material’s low surface energy creates difficulties in achieving strong bonds without specialized surface treatments.
At PTSMAKE, when clients request assemblies involving POM parts that need bonding, we typically recommend mechanical fastening methods or specialized bonding techniques that involve surface treatments.
Limited Temperature Range
While POM performs well in moderate temperature ranges, it has limitations at both temperature extremes:
| Temperature Range | Performance |
|---|---|
| Below -40°C | Becomes brittle |
| -40°C to 90°C | Optimal performance range |
| 90°C to 110°C | Reduced mechanical properties |
| Above 110°C | Begins to deform, not recommended |
For applications involving temperature cycling or exposure to temperatures above 90°C, careful material selection is crucial. In some cases, we recommend glass-filled POM grades that offer improved temperature resistance.
Cost Considerations
POM is significantly more expensive than commodity plastics like polypropylene or polyethylene. This cost difference can be substantial in high-volume production scenarios.
However, when evaluating the total cost of ownership, POM’s durability and performance characteristics often justify the higher material cost through extended service life and reduced maintenance requirements.
Application-Specific Considerations
When deciding whether POM is right for your application, it’s essential to evaluate your specific requirements against POM’s properties. For precision mechanical components where dimensional stability, low friction, and good mechanical properties are priorities, POM often presents an excellent solution despite its limitations.
In industries like automotive, consumer electronics, and precision instruments, POM has become a go-to material for components like gears, bearings, and fasteners. However, for outdoor applications or parts exposed to extreme temperatures or strong chemicals, alternatives might be more appropriate.
What Is The Tolerance Of POM Machining?
Have you ever received POM machined parts that just wouldn’t fit your assembly? Or perhaps you’ve spent hours troubleshooting why your precision components fail during testing? The frustration of dealing with out-of-spec POM parts can derail projects and cause costly delays when tolerances aren’t properly addressed.
POM machining tolerances typically range from ±0.05mm to ±0.005mm depending on the complexity and requirements. Standard machining achieves ±0.05mm, while precision machining can reach ±0.01mm, and high-precision operations can achieve ±0.005mm under controlled conditions.
Factors Affecting POM Machining Tolerance
POM (Polyoxymethylene), also known as acetal, has become a preferred engineering plastic for many precision components. At PTSMAKE, we’ve machined thousands of POM parts, and I’ve found that several factors significantly impact the achievable tolerances.
Material Properties
POM’s inherent properties directly influence machining tolerances. The material exhibits excellent dimensional stability but has some characteristics that machinists must account for:
Thermal Expansion: POM has a relatively high coefficient of thermal expansion (approximately 110 × 10^-6 K^-1), which means parts can expand or contract significantly with temperature changes. During machining, the heat generated can cause dimensional changes that affect tolerances.
Moisture Absorption: While POM absorbs less moisture than nylon, it still has some hygroscopic properties. Changes in humidity can affect dimensions by up to 0.2%, which must be considered when tight tolerances are required.
Material Grade: Different grades of POM (homopolymer vs. copolymer) exhibit varying machining characteristics. Homopolymer POM typically offers better dimensional stability and can achieve tighter tolerances than copolymer versions.
Machining Parameters
The machining process itself introduces several variables that impact tolerance capabilities:
Cutting Speed and Feed Rate: Higher cutting speeds generate more heat, which can cause thermal expansion during machining. I’ve found that optimizing cutting speeds between 500-800 ft/min and using appropriate feed rates helps maintain tight tolerances.
Tool Selection: Sharp carbide tools with positive rake angles work best for POM. Dull tools create excessive heat and can cause material deformation, compromising tolerances.
Fixturing Methods: Improper workholding can lead to part deflection during machining. At PTSMAKE, we use specialized fixtures that account for POM’s flexibility, especially for thin-walled parts.
Equipment Precision
The accuracy of the CNC machine itself establishes the baseline for achievable tolerances:
Machine Accuracy: High-precision CNC machines can position to within ±0.002mm, but this doesn’t automatically translate to the same tolerance in finished parts.
Calibration Status: Regular machine calibration is essential. Even premium equipment can drift out of specification over time.
Environmental Control: Temperature fluctuations in the machining environment can impact both the machine and material. Our temperature-controlled production area maintains consistent conditions for the most demanding tolerance requirements.
Achievable Tolerances for POM Machining
Based on my experience working with hundreds of POM projects, I’ve compiled this reference table of achievable tolerances:
| Tolerance Classification | Typical Tolerance Range | Application Examples | Additional Considerations |
|---|---|---|---|
| Standard | ±0.05mm to ±0.02mm | General components, non-critical dimensions | Most economical, suitable for most applications |
| Precision | ±0.02mm to ±0.01mm | Gears, bearings, precision mechanisms | Requires careful machining setup and tool selection |
| High Precision | ±0.01mm to ±0.005mm | Medical devices, precision instruments | Requires temperature-controlled environment and specialized equipment |
| Ultra Precision | Below ±0.005mm | Optical components, calibration equipment | Extremely challenging with POM, may require post-machining stabilization |
Design Considerations for Optimal Tolerances
To achieve the best results when machining POM parts with tight tolerances, consider these design guidelines:
Wall Thickness and Feature Proportions
POM parts with thin walls or high aspect ratios can flex during machining, making tight tolerances difficult to maintain. I recommend:
- Minimum wall thickness of 1.5mm for most applications
- Avoiding aspect ratios (length to thickness) greater than 10:1 when tight tolerances are required
- Adding ribs or support features for thin sections that require precision
Tolerance Stacking
When designing assemblies with multiple POM components, consider how tolerances accumulate across the assembly. Tolerance stacking3 can quickly lead to fit problems if not properly analyzed. I often recommend:
- Using geometric dimensioning and tolerancing (GD&T) to control critical interfaces
- Implementing larger clearances in non-critical areas
- Designing for selective assembly where extremely tight fits are required
Post-Machining Considerations
POM parts often continue to stabilize after machining, which can affect final dimensions:
- Stress Relief: Complex POM parts benefit from a 24-48 hour stabilization period before final inspection
- Environmental Conditioning: For the tightest tolerances, parts should acclimate to their intended operating environment before final verification
- Coating Effects: Any surface treatments or coatings will add material and potentially affect tolerances
Cost Implications of Tight Tolerances
It’s important to understand that tolerance requirements directly impact machining costs. From my observations:
- Tolerances of ±0.05mm typically add no additional cost
- Tolerances of ±0.02mm may increase costs by 15-30%
- Tolerances of ±0.01mm can increase costs by 40-60%
- Tolerances below ±0.005mm can double or triple costs due to specialized equipment needs, longer setup times, and higher rejection rates
At PTSMAKE, we work closely with clients to identify which dimensions truly require tight tolerances, optimizing designs to maintain functionality while controlling costs.
Applications of POM Material in Various Industries?
Have you ever struggled to find a material that combines exceptional durability with precise machinability for your engineering projects? Or perhaps you’ve watched parts fail prematurely due to selecting materials that couldn’t withstand the operational demands of your specific application?
POM (Polyoxymethylene) is used across numerous industries due to its exceptional mechanical properties, including high strength, stiffness, dimensional stability, and low friction. It’s commonly applied in automotive components, consumer electronics, medical devices, plumbing systems, and precision engineering parts where reliability and durability are essential.

Automotive Applications of POM
In my years working with automotive manufacturers, I’ve seen POM become increasingly vital in this industry. Its combination of strength and low friction makes it ideal for numerous vehicle components.
Fuel System Components
POM’s chemical resistance and dimensional stability make it perfect for fuel system applications. Components such as fuel pump parts, filter housings, and valve bodies benefit from POM’s resistance to fuel and its ability to maintain precise dimensions even after prolonged exposure to hydrocarbons.
Interior Mechanisms
The low-friction properties of POM make it excellent for automotive interior components like:
- Window regulator components
- Seat adjustment mechanisms
- Gear assemblies in instrument clusters
- Door locking systems
These applications leverage POM’s self-lubricating properties, reducing the need for additional lubrication while providing smooth operation throughout the vehicle’s lifetime.
Under-the-Hood Applications
Due to its heat resistance (typically up to 100°C for continuous use), POM finds applications in various under-hood components where moderate temperature resistance is required, such as:
- Cooling system components
- Air management systems
- Belt tensioners
At PTSMAKE, we’ve supplied numerous POM components for automotive clients who specifically value the material’s ability to perform reliably in these demanding environments.
Electronics and Consumer Goods
The electrical insulation properties and dimensional stability of POM make it highly valuable in electronics manufacturing.
Electronic Device Housings
POM’s stiffness and excellent surface finish make it ideal for electronic device housings and structural components. The material’s ability to be precisely molded or machined allows for tight tolerances in applications such as:
- Laptop components
- Smartphone internal frames
- Camera mechanisms
- Electronic connector housings
Consumer Product Applications
The tribological properties4 of POM make it excellent for applications requiring moving parts with minimal wear:
- Zippper components
- Watch mechanisms
- High-end pen mechanisms
- Kitchen appliance gears and bearings
In these applications, POM’s combination of strength, stiffness, and low friction coefficient provides reliable operation over thousands of use cycles.
Medical and Laboratory Equipment
The biocompatibility of medical-grade POM (meeting requirements for certain medical applications) makes it suitable for various healthcare applications.
Surgical Instruments
Medical-grade POM is often used in:
- Surgical instrument handles
- Disposable medical devices
- Laboratory equipment components
- Dental instrument parts
These applications benefit from POM’s sterilizability using common methods, though it’s important to note that POM is not suitable for steam autoclaving at high temperatures.
Drug Delivery Systems
POM’s precision and reliability make it suitable for components in:
- Insulin pen mechanisms
- Inhalers
- Medication dispensers
- IV line components
Industrial Applications
Some of the most demanding applications for POM are found in industrial settings, where its mechanical properties truly shine.
Bearing and Wear Applications
POM’s self-lubricating properties and wear resistance make it ideal for:
| Application | Key POM Benefits |
|---|---|
| Bearings | Low friction, good wear resistance |
| Gears | Dimensional stability, strength |
| Rollers | Smooth operation, impact resistance |
| Bushings | Self-lubricating, long service life |
Plumbing and Fluid Handling
POM’s water resistance and low moisture absorption make it excellent for plumbing applications:
- Valve bodies
- Pump components
- Pipe fittings
- Water meter components
These components benefit from POM’s dimensional stability even after prolonged exposure to water, as well as its resistance to hydrolysis.
Conveyor Systems
In manufacturing facilities, POM components are often used in:
- Conveyor belt components
- Guide rails
- Wear strips
- Rollers and bearings
At PTSMAKE, we’ve produced numerous custom POM parts for conveyor systems that have demonstrated exceptional durability in continuous operation environments.
Specialized Engineering Applications
Beyond the mainstream applications, POM has found uses in highly specialized engineering fields due to its unique combination of properties.
Aerospace Components
In aerospace applications, POM’s reliability and precision are valued for:
- Interior components
- Luggage bin mechanisms
- Seating adjustment parts
- Non-structural components
Sports and Recreation Equipment
POM’s impact resistance and durability make it suitable for:
- Ski bindings
- Bicycle components
- Fishing reel mechanisms
- Fitness equipment parts
In my experience working with sports equipment manufacturers, POM’s ability to withstand repeated impacts while maintaining dimensional stability has been particularly valuable in these applications.
The versatility of POM continues to expand its application range as engineers discover new ways to leverage its unique properties. At PTSMAKE, we’ve partnered with companies across all these industries to develop custom POM components that meet specific application requirements through both injection molding and precision CNC machining processes.
Is POM Plastic Expensive?
Have you ever been shocked by the price tag of POM plastic for your project? Or perhaps you’ve found yourself wondering if there’s a more cost-effective alternative that won’t sacrifice quality? Navigating material costs can be a real headache, especially when trying to balance budget constraints with performance requirements.
POM plastic is moderately expensive compared to commodity plastics like PE or PP, typically costing $2.50-$5.00 per pound. However, its exceptional mechanical properties, dimensional stability, and long-term durability often justify the higher initial investment through reduced maintenance and replacement costs.

Factors Affecting POM Plastic Pricing
When evaluating the cost of POM plastic, it’s important to understand that several variables influence its pricing structure. Unlike simpler plastics, POM’s cost reflects its superior engineering properties.
Raw Material Costs
The base polymers used in POM production require specialized manufacturing processes and quality control measures. The cost of acetal resin fluctuates based on:
- Petroleum prices (as POM is petroleum-derived)
- Global supply chain conditions
- Production capacity of major manufacturers
Copolymer versions typically cost 10-15% more than homopolymer POM due to the additional manufacturing steps required to incorporate the second monomer.
Grade and Quality Considerations
Not all POM is created equal. Premium grades with enhanced properties command higher prices:
| POM Grade | Relative Cost | Key Features |
|---|---|---|
| Standard Grade | Baseline | Basic mechanical properties |
| Medical Grade | +30-50% | FDA-approved, biocompatible |
| Glass-Filled | +15-25% | Enhanced rigidity, dimensional stability |
| PTFE-Modified | +20-35% | Improved wear resistance, lower friction |
| UV-Stabilized | +10-20% | Outdoor durability, color stability |
At PTSMAKE, I’ve observed that many clients initially focus solely on the material cost, but the right grade selection can significantly impact total project costs through improved performance.
Volume Economics
Like most manufacturing materials, POM follows economies of scale:
- Small quantities (under 100 lbs): $4.00-$7.00 per pound
- Medium volumes (100-1000 lbs): $3.00-$5.00 per pound
- Large volumes (1000+ lbs): $2.50-$4.00 per pound
This volumetric pricing5 creates significant cost advantages for larger production runs, something we regularly leverage for our clients who commit to scheduled production volumes.
Cost Comparison with Alternative Materials
To properly evaluate POM’s cost-effectiveness, let’s compare it with other commonly used engineering plastics:
| Material | Average Cost ($/lb) | Strength-to-Cost Ratio | Typical Applications |
|---|---|---|---|
| POM (Acetal) | $2.50-$5.00 | High | Gears, bearings, precision parts |
| Nylon (PA6) | $2.00-$4.00 | Medium-High | Structural components, wear applications |
| ABS | $1.50-$3.00 | Medium | Consumer products, housings |
| Polycarbonate | $2.75-$5.50 | Medium-High | Transparent applications, impact resistance |
| PEEK | $15.00-$25.00 | Very High | High-temp applications, aerospace |
While POM sits in the mid-range of engineering plastics pricing, it offers exceptional value when considering its unique balance of properties. For precision parts requiring tight tolerances, POM’s dimensional stability often makes it more economical than less expensive alternatives that may warp or require more complex design adjustments.
Value Proposition of POM in Machining Applications
When specifically discussing POM machining, the material exhibits several cost advantages:
Excellent Machinability
POM’s natural lubricity and stability make it highly machinable, which translates to:
- Faster cutting speeds (20-30% faster than many plastics)
- Extended tool life
- Reduced machining costs
- Lower scrap rates due to excellent dimensional stability
In my experience at PTSMAKE, POM parts often require fewer secondary operations and less complex fixturing than alternatives, resulting in labor savings that offset the higher material cost.
Lifecycle Cost Considerations
Looking beyond initial material costs, POM often delivers superior total cost of ownership:
- Extended service life (particularly in wear applications)
- Reduced maintenance requirements
- Consistent performance over time
- Lower warranty and replacement costs
For instance, a POM gear might cost 30% more in raw materials than a nylon alternative, but could last twice as long in high-cycle applications, ultimately delivering significant cost savings.
Making Cost-Effective Decisions with POM
To maximize value when working with POM, consider these strategies:
- Right-sizing material selection: Choose the appropriate grade for your application without over-engineering
- Optimizing design for material properties: Leverage POM’s strengths to reduce material usage
- Volume planning: Consolidate orders where possible to benefit from volume pricing
- Hybrid approaches: Use POM only for critical components where its properties justify the cost
At PTSMAKE, we frequently help clients optimize their material selection process by conducting detailed performance-to-cost analyses based on specific application requirements.
What Is The Difference Between Delrin And POM?
Have you ever specified Delrin for a project, only to receive quotes for "POM" instead? Or maybe you’ve been comparing material spec sheets and found yourself confused about whether these are completely different materials or essentially the same thing?
Delrin and POM are actually referring to the same base material. Delrin is DuPont’s brand name for polyoxymethylene (POM), also known as acetal. The key difference lies in their manufacturing methods – Delrin is homopolymer POM, while generic POM often refers to copolymer versions with slightly different properties.

Understanding the Relationship Between Delrin and POM
When engineers and designers specify materials for precision parts, the terminology can sometimes cause confusion. In my experience working with clients at PTSMAKE, I’ve found that understanding the relationship between Delrin and POM is essential for making informed material decisions.
POM (polyoxymethylene) is the technical name for a family of engineering thermoplastics. It’s also commonly called acetal. Delrin, on the other hand, is a specific brand name owned by DuPont (now DowDuPont) for their version of POM. This is similar to how Kleenex is a brand name for facial tissues, or how Xerox became synonymous with photocopiers.
The difference goes beyond just naming conventions, though. Delrin specifically refers to homopolymer POM, which has a linear chain structure of formaldehyde. Generic POM in the marketplace often refers to copolymer versions, which include other monomers in the chain to enhance certain properties.
Homopolymer vs. Copolymer: The Chemical Distinction
The fundamental difference between Delrin and generic POM lies in their molecular structure:
Homopolymer POM (Delrin)
Homopolymer POM is made up of repeating -CH₂O- units in a linear chain. This structure provides:
- Higher mechanical strength
- Improved fatigue resistance
- Better dimensional stability
- Higher melting point (around 175°C)
- Greater crystallinity
Copolymer POM
Copolymer POM incorporates small amounts of other monomers (usually ethylene oxide) into the polymer chain, resulting in:
- Better thermal stability
- Improved chemical resistance
- Less formaldehyde emissions during processing
- Slightly lower melting point (around 162-170°C)
- Slightly less crystallinity
This table summarizes the key differences:
| Property | Homopolymer POM (Delrin) | Copolymer POM |
|---|---|---|
| Chemical Structure | Linear -CH₂O- chains | Contains other monomers |
| Tensile Strength | Higher | Slightly lower |
| Thermal Stability | Lower | Higher |
| Formaldehyde Emission | Higher | Lower |
| Chemical Resistance | Good | Better |
| Melting Point | ~175°C | ~162-170°C |
Performance Characteristics in Machining Applications
When it comes to machinability6, both materials perform exceptionally well. At PTSMAKE, we routinely CNC machine both Delrin and other POM variants with excellent results. The material cuts cleanly, holds tight tolerances, and produces parts with excellent surface finish.
Some key machining characteristics include:
- Low friction and self-lubricating properties make it ideal for moving parts
- Excellent dimensional stability means less warping during and after machining
- Good wear resistance in sliding applications
- Low moisture absorption helps maintain dimensional accuracy in varying environments
- Outstanding fatigue resistance for cyclical loading applications
Industry Applications and Material Selection Guidelines
Both Delrin and other POM variants are widely used across multiple industries, but their slight differences make each better suited for specific applications:
Ideal Applications for Delrin (Homopolymer POM)
- High-precision gears and bearings where dimensional stability is critical
- Load-bearing components requiring high strength and stiffness
- Parts subjected to repeated impact or cyclic loading
- Applications requiring excellent fatigue resistance
- Components requiring excellent machinability
Ideal Applications for Copolymer POM
- Parts exposed to thermal cycling
- Components requiring extended contact with chemicals
- Applications where processing stability is critical
- Parts that need hot water resistance
- Applications where minimizing formaldehyde emission is important
Cost Considerations and Availability
When specifying materials for your projects, cost and availability are practical considerations that can’t be ignored. Generally, Delrin (as a branded product) comes at a small premium compared to generic POM materials. However, this cost difference is often justified by its consistent quality and performance characteristics.
In my experience at PTSMAKE, we stock both materials to accommodate different project requirements. For projects where cost is a primary driver, copolymer POM often provides an excellent balance of performance and value. For applications demanding the highest mechanical properties, Delrin remains the preferred choice.
Making the Right Choice for Your Project
When deciding between Delrin and other POM variants, consider these factors:
- Mechanical requirements (strength, stiffness, fatigue resistance)
- Environmental conditions (temperature range, chemical exposure)
- Manufacturing process (machining parameters, potential formaldehyde emissions)
- Cost constraints and product lifecycle considerations
- Industry-specific certifications or requirements
By understanding these nuances, you can make an informed decision that balances performance requirements with practical considerations like cost and availability.
Can POM Be Laser Cut?
Have you ever been in the middle of a project and wondered if POM (polyoxymethylene) can be laser cut? Perhaps you’ve struggled with machining this common engineering plastic and considered laser cutting as an alternative, only to hear conflicting information about its feasibility or safety?
Yes, POM can be laser cut, but with significant limitations and safety concerns. When laser cut, POM releases formaldehyde gas which is both toxic and dangerous. While technically possible with proper ventilation and safety measures, most professionals avoid laser cutting POM and opt for CNC machining instead for better results and safety.

Understanding POM and Laser Cutting Compatibility
POM, also known as acetal, Delrin® (DuPont’s brand), or polyacetal, is a high-performance engineering thermoplastic widely used in precision parts. At PTSMAKE, we process POM regularly for our clients in industries ranging from automotive to consumer electronics. This material is valued for its excellent dimensional stability, low friction coefficient, and good wear resistance.
However, when it comes to laser cutting POM, there’s a serious concern that needs addressing. When exposed to high temperatures from laser cutting, POM undergoes thermal decomposition, releasing formaldehyde7 gas. This isn’t just unpleasant – it’s a serious health hazard and can damage your laser cutting equipment over time.
Safety Concerns with Laser Cutting POM
Toxic Gas Emission
The primary reason most fabricators avoid laser cutting POM is the formaldehyde release. This colorless gas with a pungent odor can cause:
- Respiratory irritation
- Eye irritation
- Potential long-term health effects with repeated exposure
- Headaches and other symptoms even at low concentrations
Some laser cutting facilities have attempted to overcome this with industrial-grade ventilation systems, but the risk remains significant.
Machine Damage Potential
Beyond health concerns, the gases released can:
- Corrode metal components in laser cutters
- Damage optical elements
- Reduce the lifespan of the machine
- Cause maintenance issues that may not be covered under warranty
Alternative Manufacturing Methods for POM
Given these challenges, at PTSMAKE we typically recommend alternative approaches for POM fabrication:
CNC Machining
CNC machining is the most suitable process for POM parts and offers several advantages:
- Excellent dimensional accuracy (tolerances as tight as ±0.025mm)
- Superior surface finish
- No harmful gas emissions
- Ability to create complex geometries
- Cost-effective for both prototypes and production runs
POM machines beautifully, with good chip formation and minimal burrs when proper cutting parameters are used.
Comparing Processing Methods for POM
| Manufacturing Method | Safety | Surface Quality | Dimensional Accuracy | Cost-Effectiveness | Speed |
|---|---|---|---|---|---|
| CNC Machining | High | Excellent | Very High | High | Medium |
| Laser Cutting | Poor | Fair to Poor | Medium | Low | Fast |
| Injection Molding | High | Excellent | High | Low for prototypes, High for volume | Slow setup, Fast production |
| Water Jet Cutting | High | Good | Medium | Medium | Medium |
When Laser Cutting POM Might Be Considered
Despite the challenges, there are rare situations where laser cutting POM might still be considered:
Specific Circumstances
- Extremely thin POM sheets (under 1mm) where the exposure time is minimal
- Projects where the cutting area is very small
- Facilities with specialized industrial ventilation systems designed specifically for formaldehyde capture
- Experimental or one-off projects where the benefits outweigh the risks
Required Safety Measures
If you absolutely must laser cut POM, these precautions are essential:
- Use industrial-grade ventilation systems with formaldehyde-specific filters
- Ensure operators wear appropriate respiratory protection
- Keep cutting time to an absolute minimum
- Perform regular air quality testing
- Consider enclosing the entire cutting area with negative pressure
Industry Best Practices
From my experience working with engineering plastics at PTSMAKE, the industry consensus is clear: avoid laser cutting POM whenever possible. Most professional machine shops and fabricators will refuse to laser cut POM due to safety and equipment concerns.
The best approach is to design your parts with the manufacturing method in mind. If you’re creating components from POM, design them for CNC machining or injection molding rather than laser cutting. This often results in better parts anyway, as POM’s excellent machinability makes it perfect for precision machining processes.
Final Considerations on POM Processing
If you’re working with POM for a project, consult with manufacturing experts early in the design process. At PTSMAKE, we often help clients optimize their designs for the most appropriate manufacturing method, saving them time, money, and potential safety issues.
Remember that material selection should always consider the entire manufacturing process. POM is an outstanding engineering plastic, but it simply isn’t well-suited for laser processing. Embracing its strengths (machining and molding) rather than forcing it into less compatible processes will yield better results every time.
How To Prevent Warping During POM Machining?
Have you ever spent days perfecting a POM part design, only to receive warped components that don’t fit your assembly? Or watched in frustration as precise dimensions drift out of tolerance after machining? Warping in POM machining doesn’t just compromise functionality—it can derail entire projects.
To prevent warping during POM machining, maintain balanced material removal, implement proper fixturing, control cutting parameters, and allow for adequate stress relief. These techniques minimize internal stress buildup that causes POM to warp during and after machining operations.

Understanding POM’s Warping Tendency
POM (Polyoxymethylene), also known as acetal or Delrin®, is a crystalline thermoplastic with excellent dimensional stability and machinability. However, it’s prone to warping due to several intrinsic properties that we need to understand before addressing prevention methods.
POM has a high crystallinity8 rate compared to many other thermoplastics. When machining POM, the polymer chains realign in response to mechanical forces, creating internal stress. This stress, if not properly managed, will cause dimensional changes after the part is released from fixtures.
In my experience working with precision parts at PTSMAKE, I’ve found that warping in POM typically manifests in three ways:
- Immediate distortion when released from fixtures
- Gradual warping over several hours or days
- Dimensional changes in response to temperature fluctuations
These warping behaviors are particularly problematic in high-precision applications where tolerances matter. Let me share practical prevention techniques that have proven effective across hundreds of POM machining projects.
Balanced Material Removal Techniques
Symmetrical Machining Approach
One of the most effective ways to prevent warping is to maintain balanced material removal. When machining POM, remove material evenly from all sides rather than from just one face.
For example, when machining a rectangular POM block:
- First, rough machine all six faces with equal stock allowance
- Then perform finish machining in a sequence that maintains balance
- Alternate between opposing faces to equalize internal stresses
This approach helps distribute internal stresses evenly throughout the part, reducing the tendency to warp.
Step-Down Machining Strategy
For thick POM components, I recommend a step-down approach:
- Remove material in multiple thin passes rather than fewer deep cuts
- Allow short pauses between successive deep cuts on the same area
- Maintain consistent cutting depths across the part
By following this method, you give the material time to partially relieve stresses between cuts, resulting in more stable final dimensions.
Optimized Fixturing Methods
Uniform Clamping Pressure
The way you hold POM workpieces significantly impacts warping. Use these fixturing best practices:
- Apply even, moderate clamping pressure across the workpiece
- Avoid over-tightening clamps, which introduces stress
- Use distributed clamping points rather than concentrated pressure
- Consider vacuum fixtures for thin sheets to distribute holding force evenly
At PTSMAKE, we often use custom-designed fixtures with multiple low-pressure contact points for complex POM parts, which has significantly reduced warping issues.
Stress-Free Workholding
Consider these specialized workholding techniques for challenging POM parts:
| Workholding Method | Best For | Warping Prevention Benefit |
|---|---|---|
| Custom Nest Fixtures | Complex geometries | Supports material across entire surface |
| Soft Jaws | Precision components | Conforms to part shape without concentrated stress |
| Double-sided Tape | Thin sections | Eliminates clamping stress entirely |
| Sacrificial Supports | Delicate features | Maintains rigidity until final operations |
The right workholding strategy should match both your part geometry and required tolerances.
Cutting Parameter Optimization
Temperature Management
Heat generation during machining is a major contributor to POM warping. Control temperature with these approaches:
- Use sharp cutting tools to reduce friction and heat generation
- Apply appropriate cutting speeds (typically 500-1000 sfm for POM)
- Implement adequate cooling during machining operations
- Allow parts to reach ambient temperature between operations
For particularly precision-critical components, we sometimes machine POM in a temperature-controlled environment to minimize thermal expansion effects.
Feed and Speed Selection
The right cutting parameters can significantly reduce warping. Here’s what works best for POM:
- Higher cutting speeds with lighter cuts
- Feed rates of 0.005"-0.010" per tooth for finishing operations
- Moderate to high spindle speeds (3000-10000 RPM depending on tool diameter)
- Climb milling rather than conventional milling when possible
These parameters minimize heat generation while creating the cleanest possible cut, reducing internal stress.
Post-Machining Stress Relief
Controlled Cooling Cycles
After machining, POM benefits from controlled cooling to relieve internal stresses:
- Allow parts to cool gradually at room temperature
- For critical components, consider a stepped cooling process
- Avoid rapid temperature changes that can induce additional stress
In some cases at PTSMAKE, we’ve developed specific cooling protocols for ultra-precision POM components that include intermediate rest periods between machining steps.
Aging Process for Critical Components
For the most demanding applications, implement an aging process:
- Rough machine the part, leaving 0.2-0.5mm stock allowance
- Allow the part to stabilize for 24-48 hours
- Perform finish machining operations
- Conduct a final quality check after an additional stabilization period
This approach has helped us achieve tolerances as tight as ±0.02mm on complex POM components by accounting for the material’s natural tendency to seek equilibrium.
Material Selection Considerations
Not all POM grades behave the same way. For applications where dimensional stability is critical, consider:
- Homopolymer POM (like Delrin®) for better machinability
- Copolymer POM for enhanced dimensional stability
- POM with lower crystallinity percentage for reduced warping
- Pre-annealed POM stock for critical applications
Working with your material supplier to select the right grade of POM for your specific application can prevent warping issues before machining even begins.
What Surface Finishes Are Available For POM Machined Parts?
Have you ever received POM machined parts that didn’t have the right surface finish? Perhaps the components looked perfect dimensionally but felt wrong to the touch, or maybe they failed to assemble properly with mating parts due to excessive friction? Surface finish can make or break your POM project.
POM machined parts can receive various surface finishes including as-machined (Ra 1.6-3.2μm), polished (Ra 0.2-0.8μm), bead blasted, and specialized treatments like UV protection coatings. The optimal finish depends on your application’s functional requirements, aesthetic needs, and budget constraints.

As-Machined Finish for POM Parts
The as-machined finish is the most economical option for POM components. After the CNC machining process, POM naturally produces a semi-smooth surface with visible tool marks. These tool paths typically result in a surface roughness between Ra 1.6μm and 3.2μm, depending on the cutting parameters used.
For many industrial applications, this standard finish is perfectly acceptable. I’ve found that as-machined POM parts perform well in applications where appearance isn’t critical but functionality is. The natural low friction coefficient of POM often compensates for the slightly rougher surface.
When to Choose As-Machined Finish:
- Cost-sensitive projects
- Internal components not visible to end-users
- Prototyping stages where aesthetics are secondary
- Applications with minimal sliding contact
One advantage of the as-machined finish is that it preserves the material’s inherent properties without introducing additional processing that might affect dimensional accuracy or material characteristics.
Polished Surface Finishes
When smoother surfaces are required, polishing POM machined parts can achieve surface roughness values between Ra 0.2μm and 0.8μm. Polishing can be done manually or with specialized equipment, depending on the complexity of the part geometry.
POM responds well to polishing techniques, although its relatively soft nature requires careful handling to avoid dimensional changes. The tribological characteristics9 of polished POM surfaces make them ideal for moving parts that require minimal friction and wear.
Polishing Methods for POM:
- Mechanical polishing with progressively finer abrasives
- Vapor polishing (using specific solvents)
- Tumble polishing for smaller parts
- Vibratory finishing for complex geometries
A high-polish finish not only improves the part’s appearance but also enhances functionality in sliding applications and reduces particle generation in clean environments.
Bead Blasting for Matte Finish
Bead blasting offers a uniform matte appearance that can hide minor surface imperfections while providing a pleasing tactile quality. This process involves projecting fine glass beads at the POM surface under controlled pressure.
The resulting finish has a non-reflective appearance with a consistent texture. Bead blasting POM typically produces a surface roughness of Ra 1.6-3.2μm, but with a more uniform pattern than as-machined surfaces.
Benefits of Bead Blasted POM Surfaces:
- Improved grip and handling
- Concealment of minor surface imperfections
- Reduced light reflection
- Visually appealing matte appearance
At PTSMAKE, we’ve found bead blasting to be particularly effective for POM parts used in consumer products where both aesthetics and functionality matter.
Specialized Surface Treatments
Beyond standard finishes, POM parts can receive specialized surface treatments to enhance performance characteristics:
UV Protection Coatings
POM is known to degrade when exposed to prolonged UV light. For outdoor applications, we can apply thin UV-resistant coatings that extend component lifespan without significantly altering dimensions.
Laser Marking
When part identification is required, laser marking provides a permanent solution for POM components. This technique creates contrast by slightly changing the surface color without compromising structural integrity.
Surface Texturing
For specific functional requirements, controlled texturing can be applied to POM surfaces. This might include:
- Micro-textures for controlled friction
- Knurling for improved grip
- Decorative patterns for brand identity
Selecting the Right Surface Finish
Choosing the optimal surface finish for your POM machined parts involves balancing several factors:
| Surface Finish | Typical Roughness (Ra) | Best Applications | Relative Cost |
|---|---|---|---|
| As-Machined | 1.6-3.2μm | General purpose, internal components | $ |
| Polished | 0.2-0.8μm | Sliding interfaces, visible parts | $$ |
| Bead Blasted | 1.6-3.2μm | Consumer products, ergonomic parts | $$ |
| Specialized Treatments | Varies | Application-specific requirements | $$$ |
The selection process should begin with identifying the functional requirements of your component. Is it a bearing surface that needs minimal friction? Does it need to mate precisely with another component? Will it be visible to end users?
Industry-Specific Considerations
Different industries have varying requirements for POM surface finishes:
Medical Industry
For medical applications, surface finish directly impacts cleanability and biocompatibility. Highly polished POM surfaces minimize bacterial adhesion and facilitate sterilization processes.
Food Processing Equipment
In food contact applications, surface finish affects both cleanability and product flow. Smoother finishes reduce the potential for material adhesion and contamination buildup.
Automotive Applications
POM parts for automotive use often require specific surface finishes to control noise, vibration, and harshness (NVH) characteristics. The right finish can significantly impact the performance and perceived quality of these components.
Testing and Verification
Whatever surface finish you select, proper verification is essential. Surface roughness can be measured using profilometers, and visual standards should be established for consistent quality control.
At PTSMAKE, we document surface finish specifications clearly and provide verification reports to ensure your POM machined parts meet all requirements consistently.
How Does POM Machining Impact Production Lead Times?
Ever struggled with production delays that throw your entire project timeline off track? Have you found yourself caught between choosing quality materials and meeting tight deadlines, wondering if there’s a solution that doesn’t force you to compromise?
POM machining significantly reduces production lead times through its excellent machinability, dimensional stability, and rapid processing capabilities. When machined correctly, POM (polyoxymethylene) parts require minimal post-processing and can be manufactured faster than many alternative materials, enabling quicker time-to-market for critical components.

Understanding POM’s Impact on Manufacturing Efficiency
When evaluating materials for production efficiency, POM (polyoxymethylene) stands out as a game-changer for many projects requiring quick turnaround times. The material’s unique properties directly translate to improved production cycles compared to many alternative engineering plastics.
POM’s high crystallinity gives it excellent machinability characteristics – it cuts cleanly, holds tight tolerances, and produces less tool wear than many other engineering plastics. In my experience working with precision components, this translates to faster machining cycles with fewer tool changes and adjustments.
Material Properties That Accelerate Production
The specific properties of POM that contribute to faster production include:
- Superior Dimensional Stability: Once machined, POM parts maintain their dimensions without significant warping or shrinking, reducing the need for multiple manufacturing iterations.
- Low Friction Coefficient: Requires less cutting force during machining, allowing for faster feed rates.
- Excellent Chip Formation: Creates clean, predictable chips that are easily evacuated from the cutting zone, preventing tool clogging and reducing machine downtime.
- High Stiffness-to-Weight Ratio: Enables secure workholding with minimal setup time.
These properties combine to create a machining cycle efficiency10 that’s noticeably better than many alternatives like nylon or PEEK in specific applications.
Comparing Lead Times: POM vs. Alternative Materials
To provide a clearer picture of how POM impacts production schedules, I’ve compiled this comparative analysis based on typical manufacturing scenarios:
| Material | Typical Machining Time (relative) | Post-Processing Requirements | Average Lead Time Reduction |
|---|---|---|---|
| POM | 1.0 (baseline) | Minimal | – |
| Nylon | 1.3-1.5 | Moderate (moisture management) | 20-30% longer than POM |
| PEEK | 1.8-2.0 | Minimal | 40-50% longer than POM |
| Aluminum | 0.8-1.2 | Surface treatments often required | 10-25% varies by complexity |
| Delrin® (POM-H) | 0.9-1.0 | Minimal | 5-10% faster than standard POM |
This comparison demonstrates why many of our clients at PTSMAKE choose POM for time-sensitive projects requiring both precision and quick turnaround.
Optimizing POM Machining for Faster Delivery
Having worked with thousands of POM components, I’ve identified several strategies that can further reduce lead times:
1. Advanced Tooling Considerations
Using diamond-polished carbide tools specifically designed for acetal machining can increase cutting speeds by 15-20% while maintaining excellent surface finish. I’ve found that optimized tooling pays for itself through reduced cycle times and extended tool life.
2. Thermal Management During Machining
Despite POM’s excellent thermal properties, controlling heat generation during high-speed machining is critical for maintaining tight tolerances and preventing material degradation. Proper coolant application reduces the need for pauses between operations and prevents dimensional discrepancies that would require rework.
3. Streamlined Programming Techniques
When programming CNC operations for POM, we can often eliminate some of the conservative cutting parameters that might be necessary for more difficult materials. This optimization alone can reduce machining cycles by 10-15% compared to generic plastic machining programs.
Real-World Case Study: Production Acceleration with POM
In a recent project at PTSMAKE, we were tasked with producing 500 precision valve components with a two-week deadline. The original design specified glass-filled nylon, but after consulting with the client on their performance requirements, we recommended switching to POM.
The results were significant:
- Total production time reduced by 4 days (28%)
- Scrap rate decreased from an estimated 7% to under 2%
- Post-machining operations eliminated due to POM’s excellent as-machined surface finish
- Client was able to begin assembly and testing earlier than originally scheduled
This case demonstrates how material selection, particularly choosing POM for appropriate applications, can dramatically compress production schedules without compromising quality.
The Economic Impact of Reduced Lead Times
The financial implications of faster production extend far beyond the immediate manufacturing costs. When components arrive sooner:
- Development cycles accelerate, bringing products to market faster
- Inventory carrying costs decrease
- Cash flow improves as projects move to completion and billing stages more quickly
- Engineering resources are freed up for other projects sooner
For many of our clients, these secondary benefits often outweigh the direct material and machining cost considerations, making POM machining an economically advantageous choice for time-sensitive projects.
Learn more about how crystallinity affects your part designs and performance. ↩
Learn more about wear properties in moving mechanical systems. ↩
Learn how to prevent assembly failures through proper tolerance management techniques. ↩
Learn how these properties impact wear resistance and part longevity. ↩
Learn how volume pricing affects your project costs and potential savings. ↩
Click for detailed machining guidelines for optimal POM results. ↩
A toxic gas released when POM is heated, making laser cutting dangerous. ↩
Learn about this key polymer property that affects machining quality. ↩
Learn how surface properties affect friction and wear performance. ↩
Learn optimization techniques to reduce your manufacturing cycles by up to 30%. ↩






