

## Which Is Better, PP or PE?
Choosing between PP and PE for manufacturing projects often leaves engineers and procurement managers scratching their heads. The wrong material choice can lead to premature part failure, unexpected manufacturing challenges, or budget overruns. I’ve seen many clients struggle with this decision, often selecting materials based on price alone rather than performance requirements.
The answer to whether PP or PE is better depends entirely on your specific application requirements. PP offers higher heat resistance and rigidity, making it ideal for structural components, while PE provides superior chemical resistance and flexibility, perfect for containers and fluid-handling applications.
As someone who works with both materials daily at PTSMAKE, I understand how critical this decision is for your project’s success. Each polymer has distinct properties that make it the perfect choice for certain applications but completely wrong for others. Let me walk you through the key differences that will help you make the right choice for your specific needs.
Can Polyethylene Be Machined?
Ever struggled with figuring out whether polyethylene can be effectively machined for your critical engineering project? The uncertainty can be paralyzing when deadlines loom and you need reliable parts that meet precise specifications, especially when working with this popular but sometimes challenging plastic.
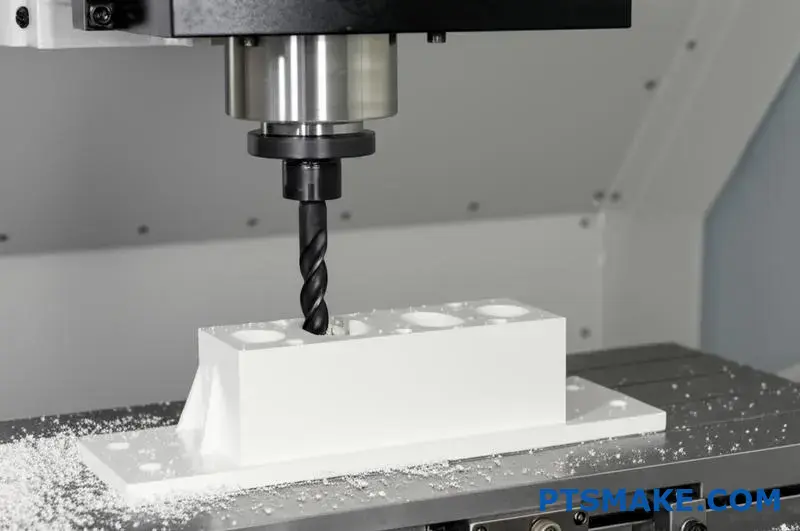
Yes, polyethylene can definitely be machined using standard CNC equipment. While it presents unique challenges due to its low melting point and flexible nature, with proper techniques including sharp tooling, appropriate speeds, adequate cooling, and secure workholding, PE can be precisely machined into high-quality parts for numerous applications.
Understanding Polyethylene Machinability
Polyethylene (PE) is one of the most widely used plastics in manufacturing, and for good reason. Its versatility, chemical resistance, and cost-effectiveness make it ideal for countless applications. But when it comes to machining this material, many engineers face uncertainty about whether PE can be effectively processed through traditional machining methods.
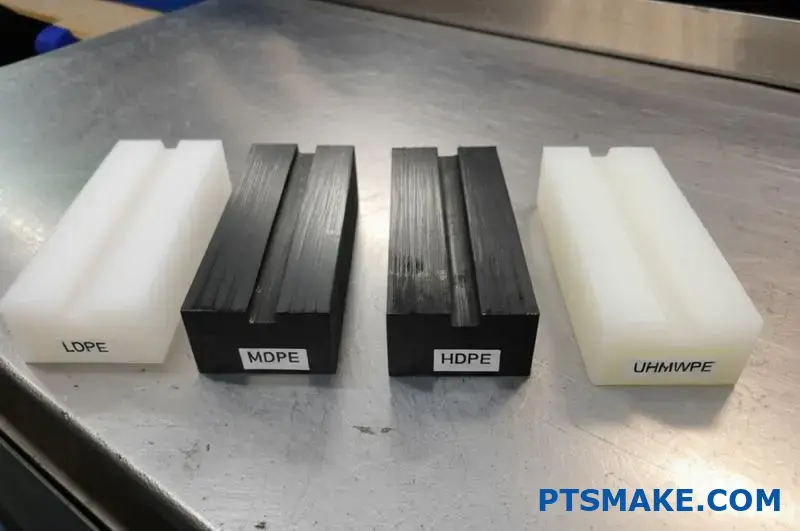
PE comes in several varieties, each with different properties that affect machinability. The most common types include:
Types of Polyethylene and Their Machinability
| PE Type | Density | Machinability | Best Applications |
|---|---|---|---|
| LDPE (Low Density) | 0.91-0.94 g/cm³ | Challenging – Very flexible | Food packaging, squeeze bottles |
| HDPE (High Density) | 0.94-0.97 g/cm³ | Good – More rigid | Containers, pipes, cutting boards |
| UHMWPE (Ultra-High Molecular Weight) | 0.93-0.94 g/cm³ | Excellent – Superior wear resistance | Bearings, gears, medical implants |
| MDPE (Medium Density) | 0.93-0.94 g/cm³ | Moderate | Gas pipes, packaging films |
The density directly correlates with machinability – generally, the higher the density, the better the material machines. UHMWPE, despite its similar density to MDPE, offers exceptional machinability due to its unique molecular structure creating an optimal balance between rigidity and molecular cohesion1.

Challenges When Machining Polyethylene
While PE can certainly be machined, it does present some distinct challenges:
- Thermal sensitivity – PE has a relatively low melting point (105-135°C depending on type), making it prone to melting during machining operations
- Flexibility – The material’s flexibility can cause deflection during cutting, reducing precision
- Tool selection considerations – Standard metal-cutting tools often don’t perform optimally with PE
- Dimensional stability – PE can expand or contract with temperature changes during machining
In my 15+ years at PTSMAKE, I’ve found that the most common issue clients face is material deformation during machining. PE’s flexibility means it can bend away from cutting tools, leading to inaccurate dimensions and poor surface finishes. This is especially problematic with thin-walled parts or when using dull tooling.
Best Practices for Machining Polyethylene
To successfully machine polyethylene, consider these key techniques:
Tooling Recommendations
Sharp cutting tools are absolutely essential. Dull tools generate excess heat and can cause the material to melt rather than cut cleanly. Single-flute cutters work well for many PE machining operations, as they provide efficient chip evacuation.
Speed and Feed Considerations
Unlike metals, PE generally machines better at higher speeds and lower feeds:
- Spindle speeds: 3,000-10,000 RPM (depending on tool diameter)
- Feed rates: 0.1-0.3 mm per tooth
- Depth of cut: Lighter cuts often yield better results
Cooling Strategies
Effective cooling is critical when machining polyethylene. Options include:
- Compressed air cooling
- Mist cooling systems
- Flood coolant (water-based)
At PTSMAKE, we’ve found that compressed air directed at the cutting zone works remarkably well for most PE machining operations, efficiently preventing heat buildup without introducing contaminants.

Workholding Solutions
Securing PE workpieces properly is perhaps the most challenging aspect of machining this material. Effective strategies include:
- Vacuum tables
- Double-sided tape for thin sheets
- Custom fixtures that provide maximum support
- Multiple light clamps rather than few strong ones
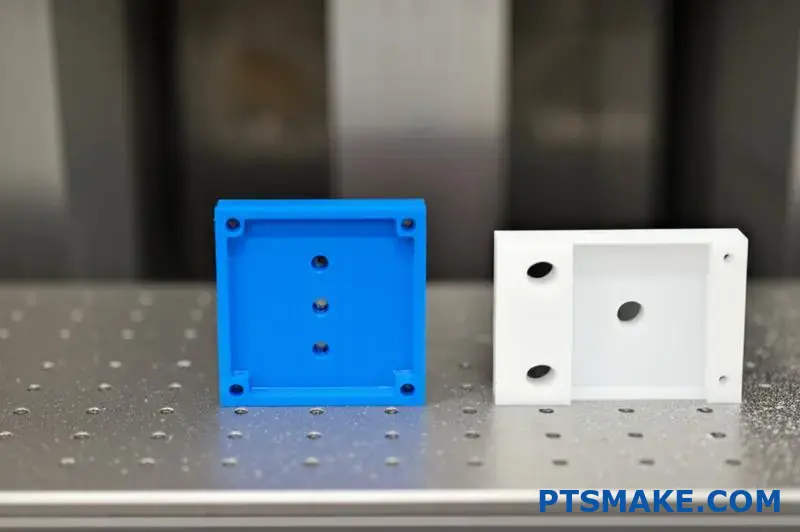
Applications of Machined Polyethylene Parts
Successfully machined PE components serve numerous industries:
- Medical: Custom implants, laboratory equipment, prosthetic components
- Food processing: Cutting boards, conveyor components, container lids
- Chemical processing: Valve components, pump parts, custom fittings
- Marine: Bushings, wear pads, custom components for marine equipment
- Packaging: Custom components for packaging equipment, specialized containers
With proper techniques, PE machining can achieve tolerances of ±0.1mm in most applications, with even tighter tolerances possible for specific requirements. This makes it suitable for precision applications where other manufacturing methods might fall short.
Is Polyethylene Easy to Machine?
Have you ever found yourself wondering if polyethylene is truly suitable for your precision machining project? The frustration can mount when you’re facing tight deadlines and uncertain material behavior threatens to derail your production schedule or compromise part quality.
Polyethylene can be machined successfully, though it presents unique challenges. Its low melting point, flexibility, and tendency to deform require specific techniques. With proper cutting parameters, adequate cooling, sharp tooling, and secure workholding methods, PE can be precisely machined into high-quality components for various applications.

The Nature of Polyethylene and Its Machining Properties
Polyethylene (PE) is one of the most widely used thermoplastics in the world, valued for its excellent chemical resistance, electrical insulating properties, toughness, and relatively low cost. When it comes to machining this versatile material, understanding its physical properties is essential for successful outcomes.
PE exists in several forms, each with different characteristics that affect machinability:
Types of Polyethylene and Their Machining Characteristics
| Type | Density (g/cm³) | Machining Difficulty | Key Properties |
|---|---|---|---|
| LDPE (Low-Density) | 0.91-0.94 | Moderate-High | Very flexible, soft, tends to deform |
| HDPE (High-Density) | 0.94-0.97 | Moderate | More rigid, better dimensional stability |
| UHMWPE (Ultra-High Molecular Weight) | 0.93-0.94 | Moderate-Low | Excellent wear resistance, self-lubricating |
| MDPE (Medium-Density) | 0.93-0.94 | Moderate | Balanced properties between LDPE and HDPE |
The molecular structure of PE significantly impacts its machinability. Higher density variants like HDPE typically machine better than lower density versions because they offer more rigidity during cutting operations. UHMWPE has exceptional wear resistance and self-lubricating properties that can actually make it easier to machine in certain applications, despite its extremely long polymer chains.

Common Challenges When Machining Polyethylene
In my years of experience at PTSMAKE, I’ve identified several recurring challenges when machining polyethylene:
1. Thermal Sensitivity
PE has a relatively low melting point (typically 110-135°C depending on the type). During machining, friction between the cutting tool and material generates heat that can easily lead to:
- Melting at the cut interface
- Material gumming up on tools
- Poor surface finish
- Dimensional inaccuracy
2. Material Flexibility and Deformation
PE’s inherent flexibility, especially in LDPE varieties, creates several machining difficulties:
- Workpiece deflection during cutting
- Vibration during machining operations
- Difficulty maintaining tight tolerances
- Unpredictable chip formation
3. Tool Selection Issues
Standard metal-cutting tools often don’t perform optimally with PE. The material’s properties require specific considerations:
- Tool geometry needs to accommodate the material’s elasticity
- Tool sharpness is critical to prevent pushing/deforming rather than cutting
- Tool materials affect heat generation and dissipation
4. Workholding Challenges
Securing PE workpieces adequately presents unique difficulties:
- Traditional clamping methods may deform the material
- PE’s slick surface reduces friction for workholding
- Thermal expansion during machining can change clamping forces

Best Practices for Successful PE Machining
Despite these challenges, polyethylene can be machined quite effectively when following these best practices:
Cutting Tool Selection and Geometry
The right tool makes all the difference when machining PE:
- Use sharp, polished cutting edges to minimize friction
- Select tools with positive rake angles (10-20°) to promote clean cutting
- Consider single-flute end mills for better chip evacuation
- For drilling operations, modified drill points (90-110°) perform better than standard 118° points
Machining Parameters
Optimizing speeds and feeds is critical for PE machining:
- Higher cutting speeds (typically 500-1000 sfm) help prevent melting by reducing cutting time
- Light chip loads (0.005-0.015 inches per tooth) minimize deflection
- Multiple light passes often yield better results than heavy cuts
- Continuous cutting is preferable to interrupted cutting when possible
Cooling Strategies
Effective cooling is perhaps the most important factor in successful PE machining:
- Compressed air cooling works well and keeps the material clean
- Avoid water-based coolants when possible as PE is hydrophobic
- For high-precision work, cryogenic cooling can be particularly effective
- Allow adequate cooling time between operations on the same area
Workholding Solutions
At PTSMAKE, we’ve developed several effective approaches for securing PE workpieces:
- Vacuum fixtures work exceptionally well for sheet material
- Custom-designed fixtures that maximize support surface area
- Double-sided tape for thin sections (with appropriate release methods)
- When using mechanical clamps, distribute pressure evenly with larger contact areas

Comparing PE Machining to Other Manufacturing Methods
When considering PE parts, machining competes with other manufacturing methods like injection molding and extrusion. Here’s how they compare:
| Manufacturing Method | Best for | Limitations | Cost Efficiency |
|---|---|---|---|
| CNC Machining | Prototypes, low-volume production, complex geometry, tight tolerances | Higher unit cost for large volumes, material waste | Cost-effective for < 500 units |
| Injection Molding | High-volume production, consistent parts | High tooling costs, design limitations, longer lead time | Cost-effective for > 1,000 units |
| Extrusion | Continuous profiles, pipes, sheets | Limited to constant cross-section profiles | Cost-effective for simple, high-volume parts |
For many applications requiring custom shapes or where tooling costs can’t be justified, machining PE is often the most practical manufacturing solution. With modern CNC equipment and proper techniques, PE parts with tolerances as tight as ±0.1mm are readily achievable for most geometric configurations2.
Finishes and Post-Processing Options
Once machined, PE parts can benefit from various finishing options:
- Flame polishing for improved clarity and smoothness
- Mechanical polishing for precise dimensioning
- Bead blasting for matte finishes
- Heat treatment to relieve internal stresses
- Annealing for improved dimensional stability
Each finishing method affects the final properties of the PE part, including chemical resistance, surface energy, and dimensional stability over time.
What Is Polyethylene Material Used For?
Ever wondered why polyethylene appears in virtually every aspect of modern life, from your kitchen containers to critical industrial components? The overwhelming variety of applications can leave engineers and product designers confused about whether this versatile plastic is truly the right choice for their specific needs.
Polyethylene is used for an incredibly diverse range of applications due to its versatility. From packaging (bags, bottles, containers) to construction materials (pipes, insulation), automotive components, medical devices, toys, and consumer goods, PE’s combination of chemical resistance, durability, flexibility, and cost-effectiveness makes it the world’s most widely used plastic.

The Versatility of Polyethylene in Various Industries
Polyethylene’s remarkable adaptability has made it indispensable across countless applications. Its unique combination of properties – including chemical resistance, moisture barrier, electrical insulation, and impact strength – allows it to solve diverse manufacturing challenges effectively.
Packaging Applications
The packaging industry consumes the largest share of polyethylene production worldwide. From food packaging to shipping materials, PE offers protection, preservation, and convenience:
- Food storage containers: PE’s food-safe properties make it ideal for everything from milk jugs to sandwich bags
- Protective packaging: Bubble wrap, foam sheets, and air pillows protect fragile items during shipping
- Shrink wrap and stretch film: Secures pallets and bundles items together
- Bottles and containers: Both rigid (HDPE) and squeezable (LDPE) options
I’ve worked with numerous food packaging companies at PTSMAKE to develop custom PE components that extend shelf life while maintaining food safety standards. The material’s versatility in this sector is unmatched, whether for rigid containers or flexible films.

Construction and Building Materials
The construction industry relies heavily on polyethylene for its durability and weather resistance:
| Application | PE Type | Key Benefits |
|---|---|---|
| Water and gas pipes | HDPE, MDPE | Chemical resistance, flexibility, long service life |
| Vapor barriers | LDPE | Moisture resistance, durability |
| Geomembranes | HDPE | Chemical stability, UV resistance |
| Insulation | LDPE foam | Thermal efficiency, moisture resistance |
HDPE pipes have revolutionized underground utilities, offering superior corrosion resistance compared to traditional metal pipes. Their flexibility also allows for trenchless installation methods, significantly reducing installation costs and environmental disruption.
Automotive and Transportation
The automotive industry values polyethylene for its lightweight properties and impact resistance:
- Fuel tanks: HDPE fuel tanks are lightweight, corrosion-resistant, and can be molded into complex shapes
- Electrical wire insulation: PE provides excellent electrical insulation properties
- Interior components: Dashboards, door panels, and console parts often incorporate PE
- Underbody shields: Protect critical components from road debris and environmental elements
Modern vehicles contain an average of 150-200 kg of plastics, with polyethylene making up a significant portion. Its contribution to vehicle weight reduction directly improves fuel economy and reduces emissions.
Medical and Healthcare Applications
Polyethylene’s biocompatibility makes it vital in healthcare settings:
- Implants: UHMWPE is used for joint replacements due to its exceptional wear resistance
- Packaging for medical devices: Maintains sterility and provides protection
- Disposable medical items: Gloves, syringes, IV bags, and tubing
- Pharmaceutical containers: Resistant to chemicals and moisture

The biocompatibility3 of certain PE grades, particularly UHMWPE, has made them indispensable in orthopedic applications. Hip and knee replacements utilizing this material can function for 15-20 years under proper conditions, providing life-changing mobility for patients worldwide.
Consumer Goods and Toys
From household items to children’s toys, PE offers safety and durability:
- Toys: Non-toxic, durable, and can be molded into complex shapes
- Household items: Cutting boards, storage containers, and organization systems
- Furniture: Outdoor furniture benefits from PE’s weather resistance
- Sports equipment: From kayaks to protective gear
The toy industry particularly values polyethylene for its combination of durability, safety, and moldability. Children’s outdoor play equipment often uses HDPE for its UV resistance and ability to withstand years of use in harsh weather conditions.
Agriculture and Farming
Agriculture has embraced polyethylene for numerous applications:
- Greenhouse films: Light transmission and thermal properties create ideal growing environments
- Irrigation systems: PE pipes and drip irrigation components
- Silage and mulch films: Preserve crops and control weed growth
- Storage containers: Chemical and impact resistant for agricultural chemicals
Modern agriculture increasingly relies on polyethylene to improve efficiency and reduce resource use. Irrigation systems made from PE have transformed farming in arid regions by drastically reducing water consumption compared to traditional irrigation methods.

Polyethylene Types and Their Specific Applications
The various types of polyethylene serve different application needs based on their unique properties:
Low-Density Polyethylene (LDPE)
LDPE offers excellent flexibility and transparency:
- Shopping bags and packaging films
- Squeeze bottles
- Wire and cable insulation
- Flexible tubing
- Coatings for paper and cardboard
High-Density Polyethylene (HDPE)
HDPE provides rigidity and excellent chemical resistance:
- Milk jugs and detergent bottles
- Pipes for water, gas, and sewage
- Cutting boards and food storage containers
- Fuel tanks
- Plastic lumber for outdoor furniture and decking
Ultra-High Molecular Weight Polyethylene (UHMWPE)
UHMWPE delivers exceptional wear resistance and low friction:
- Artificial joints and medical implants
- Industrial machine parts (gears, bearings, bushings)
- Bulletproof vests and ballistic panels
- High-performance fibers for ropes and fishing lines
- Wear plates for chutes and hoppers
Linear Low-Density Polyethylene (LLDPE)
LLDPE combines strength and flexibility:
- Stretch wrap and cling film
- Garbage bags and heavy-duty sacks
- Agricultural films
- Rotomolded tanks and containers
- Flexible tubing and hoses
Cross-Linked Polyethylene (PEX)
PEX offers enhanced temperature resistance and stress crack resistance:
- Plumbing pipes for hot and cold water
- Radiant floor heating systems
- Insulation for high-frequency electrical cables
- Chemical transportation
- Sports equipment
Environmental Considerations and Sustainability
While polyethylene’s durability is an advantage for product longevity, it presents environmental challenges. The industry is actively addressing these concerns through several approaches:
- Recycling initiatives: Both mechanical and chemical recycling methods are expanding
- Biodegradable additives: Research continues on additives that accelerate breakdown in specific environments
- Bio-based polyethylenes: Derived from renewable resources like sugarcane rather than petroleum
- Design for recyclability: Creating products specifically designed for end-of-life reclamation
At PTSMAKE, we’ve implemented comprehensive recycling programs for PE production scrap and actively work with clients to design products with recycled content where applications permit. The circular economy for polyethylene is gradually becoming reality through these combined efforts.
Selecting the Right Polyethylene for Your Application
Choosing the appropriate PE type involves evaluating several factors:
- Mechanical requirements: Flexibility vs. rigidity, impact strength, abrasion resistance
- Chemical exposure: Resistance to specific chemicals, acids, bases, or solvents
- Temperature range: Both processing and in-service temperatures
- Regulatory compliance: Food contact, medical, or potable water requirements
- Cost considerations: Material, processing, and lifetime costs
- Environmental factors: UV exposure, weathering, recyclability
Each application requires thoughtful material selection to balance these sometimes competing factors. Working with experienced materials engineers can help navigate these choices effectively.
What Is the Difference Between HDPE and PE Plastic?
Have you ever stood in front of shelves of plastic materials, confused about whether to choose HDPE or PE for your project? The terminology can be bewildering when you’re trying to make the right material choice, and selecting incorrectly could lead to part failure, wasted resources, or manufacturing complications.
HDPE (High-Density Polyethylene) is actually a specific type of PE (Polyethylene) plastic. The main difference is that HDPE has a more densely packed molecular structure, making it stronger, more rigid, and more heat-resistant than other PE varieties like LDPE (Low-Density Polyethylene), which are more flexible and transparent.
Understanding the Relationship Between HDPE and PE
Many engineers and product designers get confused about the difference between HDPE and PE, and with good reason. The terminology can be misleading if you’re not familiar with plastic classifications. Let me clarify this relationship once and for all.
Polyethylene (PE) is actually the parent category – it’s the most widely produced plastic in the world. HDPE (High-Density Polyethylene) is a specific type of polyethylene, distinguished by its density and molecular structure. When someone refers to "PE plastic," they’re talking about the broader family that includes several distinct types:
Major Types of Polyethylene (PE)
| PE Type | Density (g/cm³) | Crystallinity | Key Characteristics |
|---|---|---|---|
| HDPE (High-Density) | 0.94-0.97 | 70-80% | Strong, rigid, opaque |
| LDPE (Low-Density) | 0.91-0.94 | 40-55% | Flexible, transparent, lower melting point |
| LLDPE (Linear Low-Density) | 0.91-0.94 | 30-45% | Improved stress crack resistance, toughness |
| MDPE (Medium-Density) | 0.93-0.94 | 50-70% | Balance of rigidity and impact resistance |
| UHMWPE (Ultra-High Molecular Weight) | 0.93-0.94 | 39-75% | Exceptional abrasion resistance, self-lubricating |
The key difference between these types lies in their molecular structure. HDPE has a linear molecular structure with minimal branching, allowing the molecules to pack tightly together. This tight packing results in higher density, greater crystallinity, and improved strength properties.

Key Property Differences Between HDPE and Other PE Types
When selecting between HDPE and other PE types for manufacturing applications, understanding their property differences is crucial for making the right choice.
Mechanical Properties
HDPE offers significantly better strength characteristics than other PE variants:
- Tensile Strength: HDPE typically has a tensile strength of 20-40 MPa, compared to 8-20 MPa for LDPE
- Rigidity: HDPE has a higher modulus of elasticity, making it more rigid and suitable for structural applications
- Impact Resistance: While HDPE has good impact resistance, LDPE often performs better in this area due to its flexibility
- Temperature Resistance: HDPE maintains structural integrity at higher temperatures (120°C) compared to LDPE (80°C)
These mechanical differences make HDPE the preferred choice for applications requiring structural strength and rigidity, such as pipes, bottles, and containers.
Appearance and Processing Characteristics
The different molecular structures also affect how these materials look and process:
- Transparency: LDPE is more transparent than HDPE, which is typically translucent to opaque
- Surface Finish: HDPE tends to have a matte finish while LDPE can be glossier
- Processing Temperature: HDPE requires higher processing temperatures due to its higher melting point
- Shrinkage: HDPE typically exhibits greater shrinkage during cooling than LDPE
In my experience at PTSMAKE, these differences significantly impact manufacturing decisions, particularly when precise dimensions or specific aesthetics are required.

Chemical Resistance and Barrier Properties
Both HDPE and other PE types offer excellent chemical resistance, but with some notable differences:
- Oil and Grease Resistance: HDPE performs exceptionally well
- Acid and Base Resistance: Both have excellent resistance to acids and bases
- Solvent Resistance: HDPE has better resistance to many solvents compared to LDPE
- Oxygen Permeability: HDPE offers better oxygen barrier properties than LDPE
- Moisture Barrier: Both provide excellent moisture barriers, with HDPE slightly superior
When machining PE materials at PTSMAKE, we consider these properties carefully, especially when the final application involves exposure to chemicals or requires specific barrier properties.
Manufacturing Considerations: HDPE vs. Other PE Types
The distinct properties of HDPE versus other PE types lead to different manufacturing approaches and considerations.
Machining Differences
When it comes to CNC machining polyethylene variants:
- Tool Wear: HDPE is more abrasive than LDPE, potentially requiring more frequent tool changes
- Heat Management: HDPE’s higher melting point provides a wider processing window before thermal deformation occurs
- Surface Finish: HDPE typically machines to a smoother finish than LDPE due to its greater rigidity
- Tolerance Maintenance: HDPE holds tighter tolerances during machining due to reduced flexibility
Injection Molding Considerations
For injection molding applications:
- Mold Shrinkage: HDPE typically shows 1.5-3% shrinkage compared to 1-3% for LDPE
- Processing Temperature: HDPE requires higher barrel temperatures (190-280°C vs. 160-240°C for LDPE)
- Flow Characteristics: LDPE flows more easily in the mold than HDPE
- Cooling Time: HDPE generally requires longer cooling times due to its higher crystallinity
Application Differences: When to Choose HDPE vs. Other PE Types
The unique properties of each PE type make them suitable for different applications.
Ideal HDPE Applications
HDPE excels in applications requiring:
- Structural Integrity: Pipes, conduits, storage tanks
- Chemical Resistance: Chemical storage containers, fuel tanks
- Food Safety: Cutting boards, food storage containers, milk jugs
- Durability: Outdoor furniture, playground equipment, trash cans
- Environmental Exposure: Geomembranes, marine applications, outdoor installations
Ideal Applications for Other PE Types
Other PE variants are better suited for:
- Flexibility: LDPE for squeeze bottles, flexible tubing, plastic bags
- Transparency: LDPE for clear packaging films and covers
- Softness: LDPE for soft-touch components and cushioning
- Low-Temperature Performance: LLDPE for freezer bags and cold storage applications
- Complex Shapes: LDPE for complex, detailed molded parts due to better flow properties
Environmental Considerations and Recyclability
Both HDPE and other PE types are recyclable, but there are important differences in their recycling processes and environmental impact:
- Recycling Identification: HDPE is identified by recycling code #2, while LDPE is #4
- Recycling Rates: HDPE is recycled at higher rates than LDPE, partly due to the prevalence of HDPE in rigid containers that are easier to collect and process
- Degradation During Recycling: HDPE maintains properties better through multiple recycling cycles
- Energy Recovery: Both have high calorific values if used for energy recovery
- Biodegradability: Neither HDPE nor standard LDPE are biodegradable without special additives
At PTSMAKE, we prioritize post-consumer recycled4 HDPE when possible for appropriate applications, helping to reduce environmental impact while maintaining part performance.
Cost Considerations
The economic factors often play a decisive role in material selection:
- Raw Material Cost: HDPE typically costs 10-20% more than LDPE
- Processing Efficiency: LDPE often processes faster due to lower temperatures and better flow
- Part Weight: HDPE parts can sometimes be designed thinner than LDPE due to higher strength, potentially reducing material usage
- Lifecycle Cost: HDPE’s durability often results in lower lifetime costs for long-term applications
- Scrap Value: HDPE typically has higher scrap value for recycling
When advising clients on material selection at PTSMAKE, I often find that the initial cost difference between PE types becomes negligible when considering the entire lifecycle of the product.
Making the Right Choice for Your Application
Selecting between HDPE and other PE types requires a comprehensive understanding of your application requirements:
- Perform a requirements analysis: Define strength, temperature, chemical exposure, and flexibility needs
- Consider manufacturing methods: Different PE types may be better suited to specific manufacturing processes
- Evaluate appearance requirements: If transparency or surface finish is important, this may guide your choice
- Assess environmental conditions: Temperature ranges, UV exposure, and chemical contact all influence material selection
- Review regulatory requirements: Food contact, medical applications, and potable water systems have specific material guidelines
By understanding the fundamental differences between HDPE and other polyethylene types, you can make informed decisions that optimize both performance and manufacturing efficiency for your specific application needs.
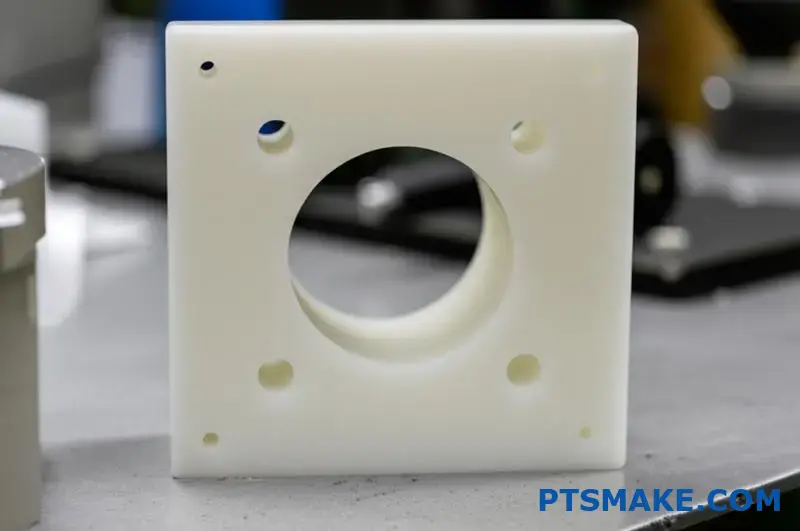
What Are the Best Practices for PE Machining to Ensure Precision?
Have you ever struggled with achieving precise dimensions when machining polyethylene parts? The frustration can be real when your PE components come off the machine with melted edges, poor surface finishes, or dimensions that drift well outside your specified tolerances—especially when deadlines loom and quality expectations are high.
To ensure precision in PE machining, implement these key practices: use sharp carbide tools with positive rake angles, maintain appropriate cutting speeds (higher RPM, lower feed rates), employ effective cooling methods like compressed air, secure workpieces with specialized fixtures or vacuum tables, and allow for material’s thermal expansion properties when designing tolerances.
Understanding the Challenges of PE Machining
Polyethylene presents unique machining challenges compared to other polymers and metals. Its low melting point, flexibility, and thermal expansion characteristics require specialized approaches to achieve precision results. After working with countless PE machining projects, I’ve identified the core challenges that must be addressed for successful outcomes.
Material Properties Affecting Machining Precision
PE’s physical properties significantly impact machining precision:
| Property | Value Range | Impact on Machining |
|---|---|---|
| Melting Point | 105-135°C (depending on type) | Low heat resistance leads to melting during cutting |
| Thermal Expansion | 100-200 μm/m·K | High expansion rate affects dimensional stability |
| Elasticity | Varies by type (LDPE most elastic) | Material deflection during cutting operations |
| Heat Conductivity | 0.33-0.52 W/m·K | Poor heat dissipation concentrates cutting heat |
| Water Absorption | <0.01% | Low water absorption allows for stable machining |
The combination of these properties makes PE particularly prone to heat-related issues during machining. HDPE, with its higher density and crystallinity, typically machines better than LDPE, but both require careful parameter selection to achieve precise results.

Tooling Selection for Precision PE Machining
The right tooling makes a tremendous difference when machining polyethylene. Through extensive testing at PTSMAKE, we’ve developed specific tooling recommendations that consistently deliver superior results.
Cutting Tool Materials
For precision PE machining, tool material selection is critical:
- Carbide tools – Offer the best combination of sharpness retention and heat resistance
- Polished HSS tools – Suitable for light-duty applications with proper cooling
- Diamond-coated tools – Exceptional for high-volume production due to reduced friction
Regardless of material, tool sharpness is paramount. Dull tools generate excessive heat and push the material rather than cutting it cleanly, resulting in poor dimensional accuracy.
Optimal Tool Geometries
Tool geometry significantly affects cut quality in PE machining:
- Rake angles – Positive rake angles between 10-20° reduce cutting forces and heat
- Relief angles – Higher relief angles (10-15°) prevent rubbing and heat generation
- Helix angles – High helix angles (30-45°) improve chip evacuation
- Edge preparation – Sharp edges with minimal rounding perform best
For drilling operations, modified point geometries with steeper point angles (90-110°) perform better than standard 118° points, reducing thrust forces and material deformation.
Optimizing Cutting Parameters
Finding the right balance of speed, feed, and depth of cut is essential for precision PE machining.
Speed Considerations
Unlike metals, PE generally machines better at higher spindle speeds:
- Recommended speed ranges:
- Small diameter tools (<6mm): 10,000-18,000 RPM
- Medium diameter tools (6-12mm): 8,000-12,000 RPM
- Large diameter tools (>12mm): 5,000-8,000 RPM
Higher speeds reduce cutting forces and promote clean shearing of the material rather than pushing or tearing.
Feed Rate Optimization
Feed rates must be carefully balanced:
- Too fast: Material deformation, poor surface finish, dimensional issues
- Too slow: Excessive heat generation, melting, tool damage
- Optimal range: 0.1-0.3mm per tooth for most applications

Depth of Cut Strategy
Multiple light passes often yield better results than fewer heavy cuts:
- Roughing operations: 1-2mm maximum depth
- Finishing operations: 0.2-0.5mm for optimal surface finish
- Step-over distance: 25-40% of tool diameter for consistent surface quality
Cooling and Temperature Management
Temperature control is perhaps the most critical factor in precision PE machining. The material’s low melting point makes effective cooling essential.
Effective Cooling Methods
Through extensive testing, we’ve found these cooling approaches most effective:
- Compressed air cooling – Directed precisely at the cutting zone, provides adequate cooling without contamination
- Mist cooling systems – Effective for higher-speed operations, but requires proper containment
- Cryogenic cooling – For extreme precision requirements, though specialized equipment is needed
- Ambient temperature control – Maintaining consistent shop temperature improves dimensional stability
At PTSMAKE, we primarily use compressed air cooling for most PE machining operations. It provides sufficient cooling while keeping the material clean for subsequent operations or assembly.
Heat Dissipation Strategies
Beyond direct cooling, these strategies help manage heat:
- Intermittent cutting – Allowing cool-down periods between passes
- Climb milling – Generally preferred for reduced heat generation
- Progressive depth approaches – Gradually increasing depth of cut to distribute heat
- Tool path optimization – Avoiding concentrated heat in specific areas
Workholding Solutions for PE Machining
Securing PE workpieces properly is crucial for precision machining. The material’s flexibility and slick surface make this particularly challenging.
Specialized Fixturing Approaches
Effective workholding solutions for PE include:
- Vacuum tables – Excellent for sheet material, providing even support without deformation
- Custom-contoured supports – Matching the part geometry to maximize support
- Low-pressure clamping – Distributed clamping pressure to prevent distortion
- Double-sided tape – Effective for thin sections when used with proper surface preparation

Temperature-Controlled Fixturing
For the highest precision requirements:
- Temperature-stabilized fixtures – Maintaining consistent temperature throughout machining
- Pre-heating strategies – Bringing material to operating temperature before machining
- Thermal isolation techniques – Preventing heat transfer between fixture and workpiece
Accounting for Material Behavior
Understanding how PE behaves during and after machining is essential for achieving precision results.
Thermal Expansion Compensation
PE’s high thermal expansion coefficient requires proactive management:
- Dimensional compensation – Adjusting tool paths to account for expected thermal expansion
- Temperature monitoring – Tracking material temperature throughout the process
- Stress relieving – Allowing material to reach thermal equilibrium before critical operations
Relaxation and Residual Stress
PE can experience dimensional changes after machining due to stress relaxation5:
- Annealing procedures – Controlled heating to relieve internal stresses
- Rest periods – Allowing machined parts to stabilize before final inspection
- Machining sequence optimization – Planning operations to minimize introduced stress
Quality Control for Precision PE Machining
Ensuring consistent quality requires appropriate measurement and inspection techniques.
Measurement Considerations
PE’s properties affect measurement accuracy:
- Temperature-controlled inspection – Measuring at controlled, consistent temperatures
- Contact pressure awareness – Using appropriate pressure when using contact measurement
- Multiple measurement points – Checking dimensions across different areas to verify consistency
- Stabilization periods – Allowing parts to reach dimensional stability before final inspection
Process Validation Approaches
Maintaining process stability ensures consistent results:
- First article inspection – Comprehensive verification of first parts produced
- Statistical process control – Monitoring key dimensions throughout production
- Tool wear monitoring – Tracking tool condition to predict quality issues
- Environmental monitoring – Recording temperature and humidity during production
Finish and Post-Processing Techniques
Achieving the desired final surface quality often requires specific post-processing approaches.
Surface Finishing Methods
Effective PE finishing techniques include:
- Mechanical polishing – Using progressively finer abrasives for smooth surfaces
- Flame polishing – Briefly exposing surfaces to controlled flame for glossy finish
- Vapor smoothing – For specialized applications requiring exceptional smoothness
- Media tumbling – For bulk finishing of smaller components
Post-Machining Treatments
Additional treatments can enhance part performance:
- UV stabilization – For parts exposed to sunlight
- Annealing cycles – Controlled heating and cooling to relieve stresses
- Surface treatments – Improving wettability or bondability for downstream processes
By implementing these best practices, precision PE machining becomes much more reliable and predictable. At PTSMAKE, we’ve refined these approaches through years of experience, allowing us to consistently deliver PE components with tolerances as tight as ±0.05mm for critical dimensions.
How Does PE Machining Compare to Other Plastics in Cost-Effectiveness?
Have you ever found yourself torn between different plastic materials for your manufacturing project? The frustration of balancing performance requirements against budget constraints can be overwhelming, especially when every material seems to promise different benefits while concealing potential cost pitfalls.
PE machining offers excellent cost-effectiveness compared to other plastics due to its lower raw material cost, excellent machinability, minimal tool wear, and reduced need for specialized equipment. While materials like PEEK or Ultem may offer superior performance in extreme conditions, PE delivers an optimal balance of performance and affordability for most general applications.
Comparing Material Costs: PE vs. Other Engineering Plastics
When evaluating the cost-effectiveness of PE machining compared to other engineering plastics, we must consider several factors beyond just the raw material price. My experience working with various plastic materials has shown that a comprehensive cost analysis includes material acquisition, machinability, tooling requirements, and production efficiency.
Raw Material Cost Comparison
The base material cost forms the foundation of any cost analysis:
| Material | Relative Cost (PE = 1.0) | Key Benefits | Limitations |
|---|---|---|---|
| Polyethylene (PE) | 1.0 | Low cost, chemical resistance, easy to machine | Lower temperature resistance, less rigid |
| Polypropylene (PP) | 1.1-1.3 | Better heat resistance, good fatigue resistance | More difficult to machine, warping concerns |
| Acrylic (PMMA) | 1.5-2.0 | Optical clarity, UV resistance | Brittle, chips easily during machining |
| Polycarbonate (PC) | 2.0-2.5 | Impact resistance, transparency | Higher cost, tool wear concerns |
| Nylon (PA) | 2.0-3.0 | Wear resistance, strength | Moisture absorption, dimensional stability issues |
| Acetal (POM) | 2.0-3.0 | Excellent dimensional stability, low friction | Higher cost, difficult to bond |
| PEEK | 15-20 | Extreme temperature resistance, strength | Very expensive, specialized tooling required |
PE’s position as one of the most cost-effective engineering plastics gives it a significant advantage for many applications. While materials like PEEK offer superior performance in extreme environments, their substantially higher cost often makes them impractical for general-purpose applications.
Machinability Factors Affecting Cost
The ease with which a material can be machined significantly impacts overall project costs:
Cutting Speed and Feed Rates
PE allows for higher cutting speeds and feed rates compared to many engineering plastics. This translates directly to reduced machining time and lower labor costs. For example, PE can typically be machined 30-50% faster than nylons, which require slower speeds to prevent melting and material deformation.Tool Life and Wear
Tool wear varies dramatically across different plastic materials:- PE causes minimal tool wear due to its softness and lubricity
- Fiber-reinforced plastics like glass-filled nylon can reduce tool life by 70-80%
- Highly abrasive materials like glass-filled PEEK may require frequent tool changes
Surface Finish Requirements
PE typically achieves acceptable surface finishes with standard machining operations, while materials like acrylic often require additional finishing steps to remove tool marks and restore optical clarity.Dimensional Stability During Machining
PE’s thermal stability during machining is moderate compared to other options:- PE: Moderate thermal expansion, requires attention to cooling
- Acetal: Excellent dimensional stability, minimal concerns during machining
- Nylon: High moisture absorption can cause dimensional changes
Production Efficiency Considerations
Beyond material and machining costs, overall production efficiency plays a crucial role in determining true cost-effectiveness.
Cycle Time Analysis
I’ve tracked cycle times across various plastic materials in similar applications at PTSMAKE, and the differences can be substantial:
- PE parts typically machine 20-30% faster than equivalent PP parts
- Compared to PEEK or Ultem, PE machining can be 40-60% faster
- For high-volume production, these cycle time differences translate directly to cost savings
Waste and Material Utilization
Different plastics generate varying amounts of waste during processing:
- PE: Low-density material yields more parts per pound compared to heavier alternatives
- Material removal is easier with PE, generating cleaner chips that are more readily recyclable
- PE’s forgiving nature means lower scrap rates compared to brittle materials like acrylic
Specialized Equipment Requirements
Some plastics require specialized equipment or handling that PE does not:
- Hygroscopic materials like nylon require pre-drying before machining
- High-temperature materials may need specialized cooling systems
- Brittle materials often require specialized fixturing to prevent cracking
PE can typically be machined on standard CNC equipment without special modifications, contributing to its cost-effectiveness.
Application-Specific Cost-Benefit Analysis
The true cost-effectiveness of PE compared to other plastics becomes most apparent when analyzed in specific application contexts.
Chemical Processing Applications
For components exposed to chemicals:
- PE offers excellent chemical resistance at a fraction of the cost of fluoropolymers like PTFE
- While PTFE might provide marginally better chemical resistance in extreme environments, PE delivers 80-90% of the performance at roughly 20-30% of the cost
- For most general chemical exposure applications, PE represents the most cost-effective solution
Outdoor and Weather-Exposed Applications
For components that will face the elements:
- PE with UV stabilizers offers good weather resistance at low cost
- While materials like ASA or PC might offer better UV resistance, PE with additives provides sufficient performance for many applications at 40-60% lower cost
- The lower initial cost of PE often justifies more frequent replacement in extreme environments
Food and Beverage Industry Applications
In food-contact applications:
- Food-grade PE is significantly less expensive than specialty food-grade materials
- Regulatory compliance is straightforward with PE
- The combination of FDA compliance, chemical resistance, and low cost makes PE exceptionally cost-effective for food processing equipment components

Specific Machining Operations Cost Comparison
Different machining operations present varying cost-effectiveness profiles across plastic materials.
Milling Operations
When milling complex geometries:
- PE allows for aggressive cutting parameters, reducing machine time
- Unlike brittle materials that require careful approach strategies, PE can be machined more aggressively
- Tool paths can be optimized for speed rather than minimizing tool pressure
On average, milling operations in PE can be 25-35% more cost-effective than equivalent operations in higher-performance engineering plastics.
Drilling and Hole-Making
For precision holes and features:
- PE drills cleanly without special drill geometries
- Unlike materials like acrylic that chip easily, PE forms clean chips during drilling
- Thread-forming in PE is straightforward compared to harder or more brittle materials
Turning Operations
In turning applications:
- PE turns efficiently with minimal cutting forces
- Surface finish is generally good without specialized tooling
- Chip control is straightforward compared to stringier materials like nylon
Long-Term Cost Considerations
While initial production costs are important, the total lifecycle cost may provide a more complete picture of cost-effectiveness.
Durability and Replacement Frequency
The durability of PE versus other materials affects long-term costs:
- Though materials like acetal or PEEK may last longer in high-wear applications, their 2-3x higher initial cost may not justify the extended service life
- For moderate-wear applications, PE often presents the optimal balance between service life and initial cost
- In applications where regular replacement is expected regardless of material, PE’s lower initial cost is particularly advantageous
Recycling and End-of-Life Costs
Environmental considerations have financial implications:
- PE is widely recycled, potentially reducing disposal costs
- The established recycling infrastructure for PE can provide value recovery at end-of-life
- Lower energy requirements for processing PE translate to smaller carbon footprint and potential carbon tax advantages in some regions
Practical Cost-Saving Strategies When Using PE
Based on my experience at PTSMAKE, I’ve developed several strategies to maximize cost-effectiveness when machining PE:
Material Selection Optimization
- Choose the appropriate PE type (HDPE, LDPE, UHMWPE) based on specific application requirements
- Avoid over-specifying material properties when standard PE grades will suffice
Design for Manufacturability
- Leverage PE’s excellent machinability by designing parts that take advantage of standard machining operations
- Eliminate unnecessary features that add machining time without functional benefit
Tooling Strategies
- Use standard tooling rather than specialized cutters
- Extend tool life through optimized cutting parameters specific to PE
Process Optimization
- Batch similar PE parts together to reduce setup time
- Optimize cutting parameters specifically for PE rather than using general plastic guidelines
When PE Isn’t the Most Cost-Effective Option
Despite its many advantages, PE isn’t always the most cost-effective choice:
High-Temperature Applications
- When operating temperatures exceed 80-90°C, materials like PEEK or PEI become necessary despite higher costs
- The cost of failure in high-temperature environments outweighs material savings
Extremely High-Load Structural Applications
- For critical structural components under high mechanical stress, fiber-reinforced materials may be more cost-effective despite higher initial costs
- Reduced material volume due to higher strength may offset the higher material cost
Ultra-Precision Applications
- Applications requiring extreme dimensional stability may benefit from materials like acetal despite higher material costs
- The reduction in scrap rate and rework can offset material cost differences
By understanding these nuances and carefully evaluating your specific application requirements, you can determine whether PE machining offers the optimal balance of cost and performance for your project. In many cases, PE delivers an exceptional value proposition that’s difficult for other engineering plastics to match.
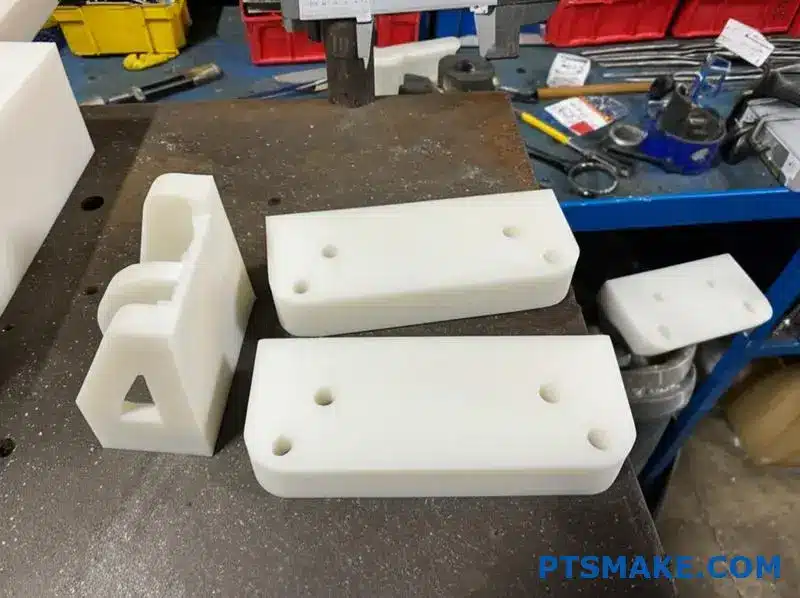
What Industries Commonly Use PE Machined Components?
Have you ever wondered why those durable white plastic parts seem to appear everywhere from your kitchen plumbing to sophisticated medical devices? The ubiquity of PE machined components across vastly different industries can leave engineers and product designers questioning whether this versatile material might be the right solution for their specific applications too.
Polyethylene machined components are widely used across numerous industries including chemical processing, food and beverage, pharmaceutical, marine, automotive, aerospace, medical, agriculture, water management, and consumer goods. PE’s combination of chemical resistance, FDA compliance, durability, and cost-effectiveness makes it ideal for parts ranging from fluid handling components to specialized bearings.

Understanding the Versatility of PE Machined Components
Polyethylene (PE) has established itself as one of the most versatile and widely used plastics in manufacturing. When precision machined, it offers an exceptional combination of properties that make it suitable for countless applications across diverse industries. The material’s inherent characteristics—chemical resistance, moisture barrier properties, electrical insulation, and impact strength—allow it to address challenging requirements in specialized sectors.
Chemical Processing Industry
The chemical processing industry represents one of the largest users of PE machined components, primarily due to the material’s outstanding chemical resistance:
| Application | PE Type | Benefits |
|---|---|---|
| Valve components | HDPE | Resistant to acids, bases, and corrosive chemicals |
| Pump parts | UHMWPE | Exceptional wear resistance in abrasive slurries |
| Chemical storage tanks | HDPE | Excellent long-term durability with harsh chemicals |
| Flow meters | HDPE | Dimensional stability in varying chemical environments |
In my work at PTSMAKE, we’ve produced countless specialized fittings, valve seats, and custom components for chemical processing equipment. The ability of PE to withstand aggressive chemicals that would quickly degrade metals or other plastics makes it indispensable in this industry.

Food and Beverage Processing
Food safety requirements make PE machined components particularly valuable in food processing:
- FDA compliance – Food-grade PE meets stringent regulatory requirements
- Non-toxic surface – Will not contaminate food products
- Easy cleaning and sanitization – Non-porous surface resists bacterial growth
- Wear resistance – Maintains integrity despite continuous use
Common applications include:
- Custom conveyor parts
- Food processing equipment components
- Cutting boards and preparation surfaces
- Custom container lids and closures
The combination of food safety, durability, and machinability makes PE an ideal material for custom components in this highly regulated industry.
Water Management and Utilities
Water treatment and distribution systems heavily rely on PE components:
- Corrosion resistance – Unaffected by water treatment chemicals
- Long service life – Exceptional longevity in wet environments
- Freeze resistance – Can withstand freezing temperatures without cracking
- UV resistance – When properly formulated, can withstand outdoor exposure
Applications in this sector include:
- Specialized pipe fittings
- Pump components
- Water meter parts
- Custom valve components
The water management industry particularly values HDPE for its pressure-bearing capabilities and excellent long-term durability when exposed to chlorinated water and other treatment chemicals.
Marine and Offshore Applications
The marine environment presents unique challenges that PE machined components handle exceptionally well:
| Marine Application | Key PE Benefit |
|---|---|
| Bearings and bushings | Self-lubricating in water environments |
| Underwater cable protectors | Buoyancy and impact resistance |
| Boat accessories | Corrosion resistance in saltwater |
| Offshore platform components | Resistance to marine growth |
UHMWPE is especially valued in marine applications for its exceptional wear resistance and low friction properties in water. I’ve worked with numerous marine equipment manufacturers to develop specialized PE components that outperform traditional materials in challenging saltwater environments.

Medical and Pharmaceutical Industries
The medical sector utilizes PE machined components for numerous specialized applications:
- Biocompatibility – Certain PE grades are suitable for implantable devices
- Chemical resistance – Withstands sterilization chemicals and processes
- Custom surgical instruments – Non-marking, lightweight tools
- Laboratory equipment – Corrosion-resistant components
UHMWPE has become particularly important in orthopedic applications, where its combination of wear resistance and biocompatibility make it ideal for joint replacement components. The ability to precision machine PE to exact specifications allows for the creation of complex medical devices with tight tolerances.
Automotive and Transportation
While not as visible as metal components, PE machined parts play crucial roles in automotive systems:
- Fuel system components – Resistant to hydrocarbons
- Under-hood bushings and spacers – Temperature stable and electrically insulating
- Interior components – Lightweight and durable
- Fluid handling systems – Chemical resistance and long service life
The automotive industry increasingly values PE for non-structural components where weight reduction and chemical resistance are priorities. Modern vehicles may contain dozens of precision-machined PE components, from simple spacers to complex functional parts.
Aerospace and Defense
The aerospace sector utilizes PE machined components in specialized applications:
| Aerospace Application | PE Advantage |
|---|---|
| Wire harness components | Electrical insulation, light weight |
| Interior components | Flame-retardant grades available |
| Ground support equipment | Impact resistance, weather resistance |
| Specialized tooling | Non-marring surfaces for manufacturing |
While not suitable for primary structural components, PE finds numerous applications in aerospace for its combination of light weight, electrical properties, and environmental resistance. At PTSMAKE, we’ve produced specialized insulating components and custom fixtures for aerospace manufacturing processes that leverage PE’s unique properties.

Agriculture and Farming
Agricultural equipment and systems extensively use PE machined components:
- Irrigation system components – Weather resistance and durability
- Specialized fittings – Custom connections for agricultural equipment
- Livestock feeding systems – Food-safe and durable
- Greenhouse components – UV resistance and thermal insulation
The outdoor durability of PE, particularly HDPE with UV stabilizers, makes it ideal for agricultural applications exposed to weather and chemicals. Custom-machined fittings and specialized components help farmers create efficient, durable systems that withstand harsh operating conditions.
Material Handling and Packaging
The material handling industry relies on PE machined components for:
- Custom guides and wear strips – Low friction properties
- Specialized packaging components – Custom closures and fittings
- Conveyor system parts – Noise reduction and wear resistance
- Custom container features – Precise fittings and closures
In packaging applications, the ability to precision machine PE allows for the creation of custom components that provide exact fits, smooth operation, and long service life in high-volume production environments.
Selecting the Right PE for Specific Industry Applications
Different industries require specific PE grades to meet their unique requirements:
PE Type Selection by Industry
| Industry | Recommended PE Type | Rationale |
|---|---|---|
| Chemical Processing | HDPE, UHMWPE | Superior chemical resistance, structural integrity |
| Food Processing | HDPE (food grade) | FDA compliance, rigidity, cleanability |
| Medical | UHMWPE (medical grade) | Biocompatibility, wear resistance |
| Automotive | HDPE, MDPE | Temperature resistance, chemical stability |
| Marine | UHMWPE | Exceptional wear resistance in wet environments |
| Water Management | HDPE | Pressure resistance, long-term durability |
The selection of the appropriate PE grade is critical to application success. At PTSMAKE, we work closely with clients to identify the optimal material specification based on their specific industry requirements and operating conditions.
Case Studies: PE Machined Components Across Industries
In my years at PTSMAKE, I’ve seen numerous examples of how PE machined components solve challenging problems across diverse industries:
Case Study 1: Chemical Processing Valve Components
A chemical manufacturer needed custom valve components for handling aggressive acids. By machining the parts from HDPE, we created components that:
- Withstood continuous exposure to 30% sulfuric acid
- Maintained dimensional stability despite temperature fluctuations
- Provided a service life 3x longer than the previous PTFE components at a lower cost
Case Study 2: Medical Device Prototyping
A medical device startup needed rapid prototyping of a specialized fluid handling component. Using precision-machined UHMWPE, we delivered:
- Biocompatible components that could be tested in clinical settings
- Parts that maintained tight tolerances for precise fluid control
- Components that could be iterated quickly as the design evolved
Case Study 3: Marine Equipment Bearings
A marine equipment manufacturer needed specialized bearings for underwater applications. Our UHMWPE machined bearings provided:
- Self-lubricating operation in saltwater environments
- Exceptional wear resistance despite sand and particulate exposure
- Significantly longer service life than bronze alternatives
These real-world applications demonstrate the versatility and problem-solving capability of properly specified and machined PE components across diverse industrial sectors.
The Industrial Value Proposition of PE Machined Parts
When industries choose PE machined components, they’re gaining several key advantages:
- Chemical compatibility – Resistance to a wide range of chemicals, acids, bases, and solvents
- Cost-effectiveness – Lower material cost than specialized engineering plastics
- Machinability – Ability to create precise, complex geometries without expensive tooling
- Adaptability – Available in different grades to meet specific industry requirements
- Durability – Excellent long-term performance in challenging environments
For applications requiring custom components in small to medium volumes, PE machining offers an optimal balance of performance, cost, and manufacturing flexibility that few other materials can match.
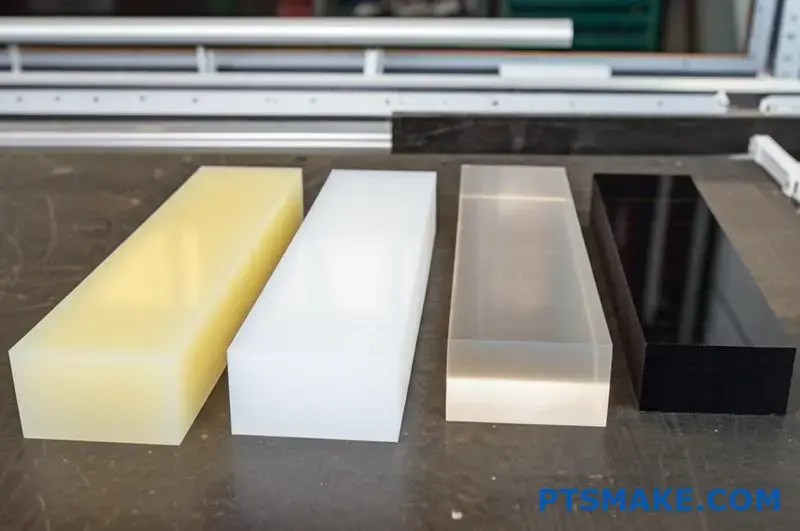
How to Choose the Right PE Grade for Your Machining Project?
Ever found yourself staring at a list of polyethylene grades, completely unsure which one will deliver the performance your machining project demands? The wrong PE choice can lead to premature part failure, manufacturing headaches, or budget overruns—especially when your project specifications leave little room for error.
Choosing the right PE grade for your machining project requires evaluating several key factors: your application’s mechanical requirements, operating environment, temperature range, chemical exposure, and budget constraints. HDPE offers rigidity and strength, LDPE provides flexibility, while UHMWPE delivers exceptional wear resistance and impact strength for demanding applications.
Understanding Different PE Grades and Their Machining Properties
Polyethylene (PE) is one of the most versatile thermoplastics available, but not all PE grades are created equal when it comes to machining applications. Selecting the optimal grade requires understanding the fundamental differences between them and how these differences affect both machinability and end-use performance.
The Main PE Grades and Their Characteristics
Each polyethylene grade has a unique molecular structure that determines its physical properties and machining behavior:
| PE Type | Density (g/cm³) | Crystallinity | Key Properties | Best Machining Characteristics |
|---|---|---|---|---|
| LDPE (Low-Density) | 0.91-0.94 | 40-50% | Flexible, transparent, good chemical resistance | Tends to deflect during cutting, requires firm workholding |
| MDPE (Medium-Density) | 0.93-0.94 | 50-60% | Balance of rigidity and impact strength | Good dimensional stability, moderate machinability |
| HDPE (High-Density) | 0.94-0.97 | 70-80% | Rigid, strong, opaque, excellent chemical resistance | Machines well with sharp tools, holds tighter tolerances |
| UHMWPE (Ultra-High Molecular Weight) | 0.93-0.94 | 45-55% | Exceptional wear resistance, impact strength, self-lubricating | Excellent machinability, produces smooth surfaces |
The density and crystallinity directly impact how each PE type responds to machining operations. Higher density and crystallinity generally result in better dimensional stability during machining but may require more careful parameter selection to prevent heat buildup.
In my experience at PTSMAKE, I’ve found that beginners often underestimate how significant these differences can be. For example, attempting to machine a tight-tolerance component from LDPE when HDPE would be more appropriate can lead to frustrating dimensional control issues and repeated part failures.
Mechanical Property Considerations
When selecting a PE grade for your machining project, consider these key mechanical properties:
- Tensile Strength: Ranges from 8-12 MPa for LDPE to 20-30 MPa for HDPE
- Stiffness (Flexural Modulus): LDPE (170-280 MPa) vs. HDPE (800-1300 MPa)
- Impact Resistance: UHMWPE offers the highest impact strength, followed by LDPE
- Wear Resistance: UHMWPE outperforms all other grades by a significant margin
- Fatigue Resistance: HDPE generally offers better long-term fatigue performance than LDPE
These properties should be matched to your application requirements. For structural components that need to maintain dimensions under load, HDPE or UHMWPE are typically better choices than LDPE. For flexible parts that need to absorb impact or provide cushioning, LDPE may be more appropriate.
Application-Specific PE Grade Selection
The intended application of your machined part should heavily influence your PE grade selection. Let’s examine how different industries and applications match with specific PE grades.
Chemical Processing Applications
Chemical resistance is often a primary concern for components in chemical processing:
- HDPE: Excellent resistance to acids, bases, and most aqueous solutions
- UHMWPE: Superior chemical resistance with added wear protection for abrasive slurries
- LDPE: Good for lower-stress applications with chemical exposure
A chemical valve component I designed at PTSMAKE used HDPE specifically because it needed to withstand concentrated acid while maintaining dimensional stability. LDPE would have offered similar chemical resistance but would have deformed under the mechanical loads involved.
Food and Beverage Industry Requirements
Food safety compliance and cleanability drive PE selection for food applications:
- HDPE: FDA-compliant grades available, rigid enough for cutting surfaces and structural components
- UHMWPE: Excellent for high-wear food processing equipment parts
- LDPE: Less common in machined food components due to flexibility
FDA compliance is non-negotiable for food contact applications. Always specify FDA-compliant grades when ordering PE for food industry projects, as standard grades may contain additives not approved for food contact.

Medical and Pharmaceutical Applications
The medical industry has stringent requirements for material purity and performance:
- UHMWPE: The preferred grade for orthopedic implants due to its wear resistance and biocompatibility
- HDPE: Used for laboratory equipment, diagnostic device components
- Medical-grade variants: Specially formulated to meet USP Class VI or ISO 10993 requirements
Medical applications often require certified materials with full traceability. When machining PE for medical applications, work with suppliers who can provide the necessary documentation and certifications.
Water Management and Plumbing
Water system components require specific PE characteristics:
- HDPE: Standard for pressure-bearing components and fittings
- PE100: A specialized HDPE formulation optimized for pressure pipe applications
- MDPE: Sometimes used for moderate-pressure applications
For water management applications, be aware that PE materials approved for potable water may require specific certifications like NSF/ANSI 61 in the United States.
Environmental Factors in PE Grade Selection
The operating environment plays a crucial role in determining the appropriate PE grade for your machined parts.
Temperature Considerations
Temperature range significantly impacts PE performance:
- LDPE: Generally suitable for -50°C to +50°C applications
- HDPE: Usable from -60°C to +80°C
- UHMWPE: Maintains properties from -200°C to +80°C
- Cross-linked PE: Can extend the upper temperature limit to +90-100°C
Remember that as you approach the upper temperature limits, mechanical properties begin to degrade. Always allow for a safety margin between your maximum operating temperature and the material’s limit.
UV and Weather Exposure
For outdoor applications, consider UV stability:
- Standard PE grades will degrade when exposed to UV light
- Carbon black-filled grades offer excellent UV resistance
- Specialized UV stabilizers can be added to maintain appearance in colored grades
I once worked on an outdoor equipment project where the client initially selected standard HDPE without UV stabilization. Within six months, the parts showed significant degradation. We switched to a UV-stabilized grade, which has now been in service for years without issue.
Chemical Exposure Assessment
Different PE grades exhibit varying resistance to specific chemicals:
| Chemical Type | Best PE Grade Choice |
|---|---|
| Strong Acids | HDPE, UHMWPE |
| Strong Bases | HDPE, UHMWPE |
| Alcohols | All PE grades |
| Aromatic Hydrocarbons | Limited resistance – consider alternatives |
| Halogenated Solvents | Poor resistance – avoid PE |
| Fuels (Gasoline, Diesel) | HDPE (limited exposure only) |
Always consult chemical resistance charts for your specific chemical exposure. When in doubt, request material samples for testing with your actual chemicals under application conditions.

Machining Considerations for Different PE Grades
Each PE grade presents different machining challenges and opportunities that should influence your selection.
Dimensional Stability During Machining
PE grades vary in their ability to maintain dimensions during machining:
- HDPE: Good dimensional stability, minimal deflection during machining
- UHMWPE: Excellent stability with proper fixturing
- LDPE: More prone to deflection and dimensional issues during machining
For tight tolerance work, HDPE and UHMWPE are generally preferred. LDPE requires more careful machining approaches, including specialized fixturing and cutting parameters to achieve precision.
Specific Cutting Parameters by PE Grade
Optimizing cutting parameters based on PE grade improves results:
| PE Grade | Recommended Speed | Feed Rate | Cooling Approach |
|---|---|---|---|
| LDPE | Lower speeds (3,000-8,000 RPM) | Light feeds (0.1-0.2 mm/tooth) | Air cooling usually sufficient |
| HDPE | Medium speeds (5,000-10,000 RPM) | Moderate feeds (0.15-0.25 mm/tooth) | Compressed air or mist cooling |
| UHMWPE | Higher speeds (8,000-15,000 RPM) | Moderate feeds (0.15-0.3 mm/tooth) | Compressed air cooling recommended |
These parameters should be adjusted based on your specific machine capabilities, tooling, and part geometry. At PTSMAKE, we’ve found that PE generally machines best with higher speeds and lower feeds compared to metals.
Surface Finish Considerations
Different PE grades yield different surface finishes under similar machining conditions:
- HDPE: Generally machines to a smooth matte finish
- UHMWPE: Can achieve exceptionally smooth surfaces with proper tooling
- LDPE: Often has a more "dragged" appearance unless carefully machined
For applications where appearance is critical, factor in these natural finish tendencies when selecting your PE grade. Post-machining processes like flame polishing can also enhance surface finish, though these work better on some grades than others.
Cost-Benefit Analysis for PE Grade Selection
Budget considerations inevitably influence material selection decisions. Understanding the cost implications of different PE grades helps optimize both performance and economics.
Material Cost Comparison
PE grades span a considerable price range:
- LDPE: Baseline cost (1× reference)
- HDPE: Slightly higher cost (1.1-1.3× LDPE)
- MDPE: Similar to HDPE (1.1-1.3× LDPE)
- UHMWPE: Significantly higher (3-5× LDPE)
- Specialty grades: Can be 5-10× basic grades
Always consider whether the performance benefits justify the cost increase. In many cases, the enhanced durability of premium grades like UHMWPE can offset their higher initial cost through extended service life.
Lifecycle Cost Considerations
Looking beyond initial material costs reveals important economic factors:
- Replacement frequency: Higher-performance grades typically last longer
- Maintenance requirements: Some grades require less maintenance over time
- Failure consequences: Consider the cost of failure in critical applications
When I consult with clients at PTSMAKE about material selection, I often recommend performing a formal lifecycle cost analysis for critical components. The initial material cost is frequently a minor factor in the total ownership cost when maintenance, downtime, and replacement are considered.
Making the Final PE Grade Selection
After considering all factors, how do you make your final decision? Follow this systematic approach:
- List critical performance requirements: Temperature range, chemical exposure, mechanical loads
- Identify deal-breakers: Conditions that would eliminate certain grades
- Compare remaining candidates: Evaluate machinability, cost, and availability
- Consider prototyping: For critical applications, test multiple grades
In some cases, you may need to compromise or look at alternative materials entirely. PE offers excellent properties, but it’s not suitable for every application. When temperature requirements exceed 80-90°C or chemical compatibility is questionable, consider other engineering plastics like PEEK, POM, or PA.
Common Mistakes in PE Grade Selection
Through my work at PTSMAKE, I’ve witnessed several common mistakes in PE grade selection that you should avoid:
- Selecting based on price alone: Choosing LDPE when HDPE is needed for rigidity
- Ignoring environmental factors: Failing to consider UV exposure for outdoor applications
- Overlooking machining challenges: Selecting difficult-to-machine grades for complex geometries
- Using generic specifications: Requesting "PE" without specifying the exact grade
- Disregarding operating temperature: Using standard grades in elevated temperature applications
The most successful projects begin with thorough material selection based on a complete understanding of the application requirements and the specific properties of each PE grade.
By carefully matching your specific application requirements to the appropriate PE grade, you’ll ensure your machined components deliver optimal performance throughout their service life while achieving the best balance of cost and functionality. Remember that material selection is a critical engineering decision that deserves thoughtful consideration early in your project planning process.
Learn how molecular structure affects machinability and how to optimize your PE parts. ↩
Explore how molecular structure affects machinability and optimize your PE components. ↩
Discover why certain PE grades are accepted by the human body without rejection and their medical applications. ↩
Learn about the benefits of using recycled materials and how they can improve your sustainability metrics. ↩
Learn how material stress affects dimensional stability and how to compensate for it in your parts. ↩





