

يعاني العديد من المصنعين في اختيار المواد المناسبة لأجزائهم البلاستيكية. قد تكون الخيارات والمواصفات الفنية التي لا نهاية لها مربكة، مما يؤدي في كثير من الأحيان إلى أخطاء مكلفة في اختيار المواد. لقد رأيت شركات تهدر آلاف الدولارات على مشاريع فاشلة لمجرد أنها اختارت البلاستيك الخاطئ.
إن قولبة حقن ABS هي عملية تصنيع تجمع بين بوليمرات الأكريلونيتريل والبوتادين والستايرين لصنع أجزاء بلاستيكية متينة. تستخدم هذه العملية الحرارة والضغط لإذابة بلاستيك ABS وحقنه في قوالب، مما ينتج مكونات قوية ومقاومة للصدمات.

أريد مشاركة بعض الأفكار الهامة حول قولبة حقن ABS التي يمكن أن توفر لك الوقت والمال. بصفتي شخصًا يشرف على العديد من مشاريع قولبة ABS في شركة PTSMAKE، فإنني أتفهم أهمية إنجاز هذه العملية بشكل صحيح. دعني أطلعك على الجوانب الأساسية التي تجعل من قولبة حقن ABS خيارًا مفضلًا للعديد من الصناعات.
هل مادة ABS سهلة التشكيل؟
هل سبق لك أن واجهت من قبل قطع بلاستيك ABS ملتوية أو مشوهة؟ يعاني العديد من المصنعين من مشاكل في قولبة ABS، بدءًا من علامات الغرق القبيحة إلى أعطال الأجزاء المحبطة. يمكن أن تؤدي هذه التحديات إلى تأخيرات مكلفة في الإنتاج وإهدار المواد، مما يجعلك تتساءل عما إذا كنت قد اخترت المادة المناسبة.
من السهل تشكيل ABS بشكل عام بسبب نافذة المعالجة الواسعة وخصائص التدفق الجيدة. ومع ذلك، يعتمد النجاح على معايير التشكيل المناسبة، وإعداد المعدات، ومناولة المواد. مع الخبرة والتحضير المناسبين، يمكن قولبة ABS بكفاءة واتساق.
فهم خصائص مادة ABS
ABS (أكريلونيتريل بوتادين ستايرين) هو بلاستيك حراري متعدد الاستخدامات يوفر مزيجاً فريداً من الخصائص. تتميز المادة بما يلي درجة حرارة الانتقال الزجاجي1 دورًا حاسمًا في قابليتها للتشكيل. في شركة PTSMAKE، وجدنا أن فهم هذه الخصائص أمر ضروري لنجاح عملية التشكيل:
فوائد التركيب الكيميائي
- أكريلونيتريل: يوفر مقاومة كيميائية
- بوتادين: يعزز قوة الصدمات
- ستايرين: يوفر قابلية معالجة جيدة
الخصائص الفيزيائية الرئيسية
| الممتلكات | النطاق النموذجي | التأثير على القوالب |
|---|---|---|
| مؤشر التدفق الذائب | 1-36 جم/دقيقة | يؤثر على القدرة على الملء |
| الانكماش | 0.4-0.7% | يؤثر على دقة الأجزاء المؤثرة |
| درجة حرارة المعالجة | 220-260°C | يحدد سلوك الذوبان |
معلمات القوالب الحرجة
يعتمد النجاح في قولبة ABS بشكل كبير على التحكم في العديد من المعايير الرئيسية:
التحكم في درجة الحرارة
الإدارة المناسبة لدرجة الحرارة أمر بالغ الأهمية لقولبة ABS. بناءً على خبرتي في PTSMAKE، نوصي بما يلي:
- درجة حرارة البرميل: 220-260 درجة مئوية
- درجة حرارة القالب: 60-80 درجة مئوية
- درجة حرارة الفوهة: 230-250 درجة مئوية
إعدادات الضغط
يضمن التحكم السليم في الضغط المناسب جودة القطعة:
- ضغط الحقن: 70-120 ميجا باسكال
- ضغط الإمساك: 50-80% من ضغط الحقن
- الضغط الخلفي: 2.5-5 ميجا باسكال
تحديات القوالب الشائعة
حساسية الرطوبة
يتطلب ABS التجفيف المناسب قبل المعالجة:
- محتوى الرطوبة الموصى به: <0.1%
- درجة حرارة التجفيف: 80-85 درجة مئوية
- وقت التجفيف: 2-4 ساعات
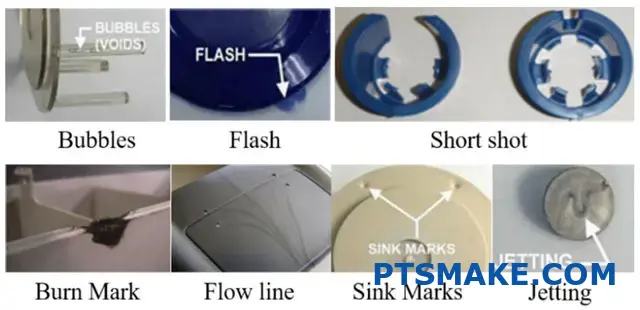
الوقاية من العيوب السطحية
المشكلات الشائعة والحلول:
| العيب | السبب | الحل |
|---|---|---|
| علامات الحوض | التعبئة غير كافية | زيادة ضغط الانتظار |
| خطوط التدفق | ضعف درجة حرارة الذوبان | ضبط درجة حرارة البرميل |
| واربج | تبريد غير متساوٍ | قنوات التبريد المتوازنة |
أفضل ممارسات مناولة المواد
متطلبات التخزين
- تخزينها في حاويات محكمة الغلق
- الحفاظ على الرطوبة النسبية أقل من 50%
- يُحفظ بعيداً عن أشعة الشمس المباشرة
خطوات ما قبل المعالجة
- اختبار المواد
- التجفيف المناسب
- تنظيف المعدات
- التحقق من المعلمة
تقنيات القولبة المتقدمة
صب القوالب متعددة الطلقات
لقد نجحنا في PTSMAKE في تنفيذ عملية التشكيل متعدد الطلقات باستخدام ABS:
- يسمح بالتصميمات المعقدة
- يقلل من خطوات التجميع
- يحسن وظائف الأجزاء
نهج القولبة العلمية
يضمن استخدام مبادئ التشكيل العلمية الاتساق:
- التطوير المنهجي للعملية
- اختيار المعلمات المستندة إلى البيانات
- المراقبة والتعديل المستمران
الاعتبارات الخاصة بالصناعة
تطبيقات السيارات
- متطلبات مقاومة الصدمات العالية
- احتياجات ثبات درجة الحرارة
- مواصفات تشطيب السطح
الإلكترونيات الاستهلاكية
- تفاوتات الأبعاد الضيقة
- المتطلبات الجمالية
- قدرات الحماية من التداخل الكهرومغناطيسي الكهرومغناطيسي
تدابير مراقبة الجودة
الضوابط أثناء العملية
- الفحوصات البصرية المنتظمة
- التحقق من الأبعاد
- فحوصات الوزن
- تقييم جودة السطح
اختبار ما بعد التشكيل
| نوع الاختبار | الغرض | التردد |
|---|---|---|
| اختبار التأثير | التحقق من القوة | لكل دفعة |
| تحليل الأبعاد | الامتثال للحجم | لكل إعداد |
| الفحص البصري | جودة السطح | 100% |
استراتيجيات تحسين التكلفة
اختيار المواد
- اختيار الدرجة على أساس التطبيق
- تحسين استخدام Regrind
- إدارة سلسلة التوريد
كفاءة العملية
- تحسين وقت الدورة الزمنية
- تخفيض استهلاك الطاقة
- تقليل معدل الخردة إلى الحد الأدنى
من خلال تطبيق هذه الأساليب الشاملة في PTSMAKE، حققنا نجاحًا ثابتًا في قولبة ABS. وعلى الرغم من أن المادة تمثل بعض التحديات، إلا أن الإعداد والتحكم المناسبين يجعلانها واحدة من أكثر المواد البلاستيكية الهندسية التي يمكن التعامل معها.
هل يمكن قولبة بلاستيك ABS بالضغط؟
عندما تفكر الشركات المصنعة في قولبة بلاستيك ABS بالضغط، فإنها غالبًا ما تواجه معضلة حرجة. تبدو العملية بسيطة، ولكن احتمالية تدهور المواد والنتائج غير المتسقة تخلق حالة من عدم اليقين الكبير. لقد شاهدت العديد من العملاء يعانون من محاولات فاشلة، مما يؤدي إلى إهدار الوقت والموارد.
على الرغم من إمكانية قولبة بلاستيك ABS من الناحية الفنية بالضغط، إلا أنه لا يوصى باستخدامه بسبب طبيعته اللدائنية الحرارية. إن التركيب الجزيئي للمادة يجعلها أكثر ملاءمة لعمليات القولبة بالحقن، حيث يمكن لدورات التسخين والتبريد المتحكم فيها الحفاظ على خصائصها وضمان جودة ثابتة.

فهم خصائص مادة ABS
يعتمد نجاح أي عملية قولبة بشكل كبير على فهم خصائص المادة. تتميز مادة ABS (أكريلونيتريل بوتادين ستايرين) بخصائص محددة تؤثر على سلوك معالجتها:
الخواص الحرارية
- درجة حرارة التحوّل الزجاجي: 105°C
- نطاق درجة حرارة المعالجة: 190-250°C
- درجة حرارة الانحراف الحراري: 85-98 درجة مئوية
تعرض المادة السلوك اللزوجة المرن2 أثناء المعالجة، مما يؤثر على كيفية استجابته لقوى الضغط.
لماذا القوالب الضاغطة ليست مثالية لقولبة ABS
خصائص تدفق المواد
في شركة PTSMAKE، اختبرنا على نطاق واسع طرق قولبة مختلفة لـ ABS. يمثل سلوك تدفق المادة العديد من التحديات أثناء التشكيل بالضغط:
- التوزيع غير المتكافئ للمواد
- مخاطر انحباس الهواء
- كثافة غير متناسقة عبر الجزء
مشكلات التحكم في درجة الحرارة
ويوضح الجدول التالي الاختلافات الرئيسية بين القولبة بالضغط والقولبة بالحقن ل ABS:
| المعلمة | القولبة بالضغط | القولبة بالحقن |
|---|---|---|
| التحكم في درجة الحرارة | محدودة | الدقة |
| وقت الدورة | أطول | أقصر |
| اتساق الجزء | متغير | عالية |
| تكلفة الأداة | أقل | أعلى |
| حجم الإنتاج | منخفضة-متوسطة | متوسط-عالي |
بدائل أفضل لمعالجة ABS
فوائد حقن القوالب بالحقن
استنادًا إلى خبرتنا في التصنيع، يوفر القولبة بالحقن نتائج فائقة لـ ABS:
- تحكم أفضل في تدفق المواد
- جودة القطع الأكثر اتساقًا
- كفاءة إنتاج أعلى
- تقليل النفايات
- تشطيب أفضل للسطح
تحسين معلمات العملية
للحصول على أفضل النتائج مع ABS، نوصي باستخدام معلمات القولبة بالحقن التالية:
- درجة حرارة الذوبان: 220-260 درجة مئوية
- درجة حرارة القالب: 50-80°C
- ضغط الحقن: 70-120 ميجا باسكال
- ضغط الإمساك: 40-80% من ضغط الحقن
اعتبارات الجودة
تشطيب السطح وجمالياته
تعتبر الاختلافات في جودة السطح بين أجزاء ABS المصبوبة بالضغط والحقن كبيرة:
يوفر قولبة الحقن بالحقن:
- أسطح أكثر نعومة
- احتفاظ أفضل باللمعان
- قوام أكثر اتساقًا
- إعادة إنتاج تفاصيل فائقة
ينتج عن القولبة بالضغط عادةً:
- تشطيب سطح متغير
- إمكانية خطوط التدفق المحتملة
- مظهر أقل اتساقًا
- قدرة تفصيلية محدودة
السلامة الهيكلية
أجرى فريقي اختبارات مكثفة على كل من أجزاء ABS المقولبة بالضغط والحقن. وتكشف مقارنة السلامة الهيكلية عن
الخواص الميكانيكية
- قوة الشد
- مقاومة الصدمات
- ثبات الأبعاد
- مقاومة الاعوجاج
الأداء على المدى الطويل
- مقاومة الطقس
- ثبات الأشعة فوق البنفسجية
- مقاومة المواد الكيميائية
- مقاومة الحرارة
تحليل التكاليف وكفاءة الإنتاج
اعتبارات حجم الإنتاج
غالبًا ما يعود الاختيار بين القولبة بالضغط والحقن إلى الاقتصاد:
إنتاج منخفض الحجم (أقل من 1,000 جزء)
- تكاليف الأدوات
- وقت الإعداد
- نفايات المواد
- متطلبات العمل
الإنتاج بكميات كبيرة (> 1,000 جزء)
- كفاءة وقت الدورة الزمنية
- إمكانات الأتمتة
- اتساق الجودة
- التكلفة الإجمالية للجزء الواحد
الاستثمار والعائد على الاستثمار
عند النظر في طرق معالجة ABS، تؤثر هذه العوامل على عائد الاستثمار:
| العامل | القولبة بالضغط | القولبة بالحقن |
|---|---|---|
| الاستثمار المبدئي | أقل | أعلى |
| تكاليف التشغيل | أعلى لكل جزء | أقل لكل جزء |
| سرعة الإنتاج | أبطأ | أسرع |
| معدل الخردة | أعلى | أقل |
| تكاليف العمالة | أعلى | أقل |
الأثر البيئي والاستدامة
يؤثر اختيار طريقة التصنيع على الاستدامة البيئية:
النفايات المادية
- يولد القولبة بالضغط عادةً المزيد من النفايات
- يوفر قولبة الحقن بالحقن كفاءة أفضل للمواد
- تختلف إمكانات إعادة التدوير حسب العملية
استهلاك الطاقة
- كفاءة العملية
- متطلبات المعدات
- مدة دورة الإنتاج
في PTSMAKE، نعطي الأولوية لممارسات التصنيع المستدام مع الحفاظ على معايير الجودة العالية. تحقق عمليات القولبة بالحقن الخاصة بنا لمواد ABS معدلات استخدام للمواد أعلى من 98%، مما يقلل بشكل كبير من النفايات والأثر البيئي.
ما هي الدرجات المختلفة لقولبة حقن ABS؟
قد يكون اختيار درجة ABS المناسبة لقولبة الحقن أمرًا مربكًا. فمع توفر مئات الخيارات المتاحة ولكل منها خصائص مميزة، يجد العديد من المهندسين ومصممي المنتجات صعوبة في اتخاذ الخيار الأمثل للتطبيق المحدد. يؤثر هذا القرار بشكل مباشر على جودة المنتج وأدائه.
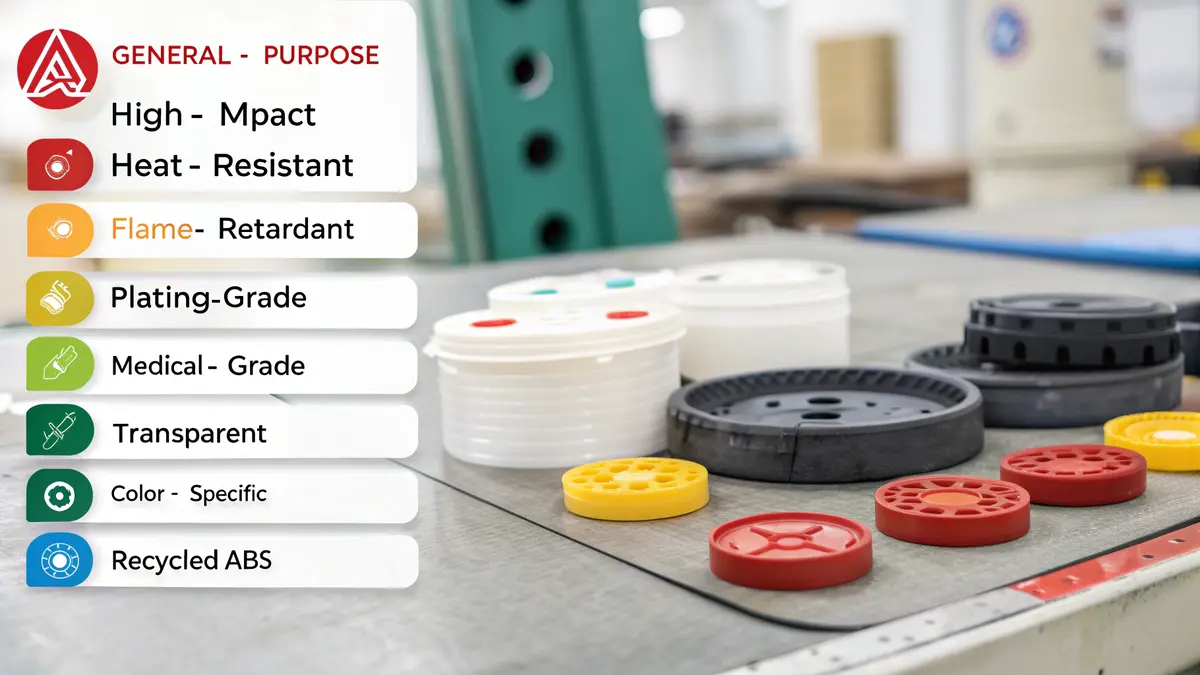
تُصنف درجات ABS (أكريلونيتريل بوتادين ستايرين) لقولبة الحقن بناءً على خصائصها وتطبيقاتها المحددة. تشمل الفئات الرئيسية درجات الأغراض العامة والمقاومة للحرارة وعالية التأثير ومثبطات اللهب والدرجات المتخصصة، حيث تقدم كل منها خصائص فريدة لاحتياجات التصنيع المختلفة.
فهم درجات ABS للأغراض العامة
درجات ABS للأغراض العامة هي أكثر المتغيرات شيوعًا في صب الحقن. تقدم هذه الدرجات مزيجًا متوازنًا من الخصائص التي تجعلها مناسبة لمجموعة واسعة من التطبيقات. في شركة PTSMAKE، نوصي في كثير من الأحيان بهذه الدرجات للمنتجات التي لا تتطلب خصائص أداء قصوى.
تشمل الخصائص الرئيسية ما يلي:
- قوة تأثير معتدلة
- تشطيب جيد للسطح
- مقاومة جيدة للحرارة
- التسعير الفعال من حيث التكلفة
تشمل التطبيقات الشائعة لدرجات الأغراض العامة ما يلي:
- علب الإلكترونيات الاستهلاكية
- المكونات الداخلية للسيارات
- قطع غيار الأجهزة المنزلية
- الألعاب والمنتجات الترفيهية
درجات ABS عالية التأثير
تحتوي الدرجات عالية التأثير على نسبة مئوية أعلى من مطاط البوتادين3 مما يعزز مقاومة الصدمات بشكل كبير. هذه الدرجات ضرورية عند إنتاج الأجزاء التي تحتاج إلى تحمل الصدمات المتكررة أو الظروف القاسية.
خصائص الأداء
- قوة تأثير فائقة
- صلابة معززة
- أداء جيد في درجات الحرارة المنخفضة
- مقاومة حرارة أقل قليلاً للحرارة
التطبيقات النموذجية
- معدات الحماية
- علب الأدوات
- الأجزاء الخارجية للسيارات
- العبوات الصناعية
درجات ABS المقاومة للحرارة
بالنسبة للتطبيقات التي تتطلب ثباتًا حراريًا أفضل، توفر درجات ABS المقاومة للحرارة أداءً محسنًا في درجات الحرارة المرتفعة.
| الممتلكات | القيمة القياسية | القيمة المحسّنة |
|---|---|---|
| درجة حرارة الانحراف الحراري | 85°C | حتى 110 درجة مئوية |
| نقطة تليين فيكات | 100°C | حتى 120 درجة مئوية |
| درجة حرارة الخدمة المستمرة | 75°C | حتى 95 درجة مئوية |
درجات ABS المثبطة للهب والمقاومة للهب
غالبًا ما تتطلب لوائح السلامة مواد ذات خصائص محددة مثبطة للهب. تشتمل هذه الدرجات المتخصصة على إضافات مثبطة للهب مع الحفاظ على الخصائص الأساسية لمواد ABS.
الميزات الرئيسية
- تقييمات UL94 V-0 أو V-1 أو V-2
- الحد الأدنى من انبعاث الدخان
- خصائص الإطفاء الذاتي
- الحفاظ على الخواص الميكانيكية
بوليمرات ABS ذات طلاء من الدرجة ABS
صُممت هذه الدرجات المتخصصة خصيصًا للتطبيقات التي تتطلب طلاء المعادن. لقد رأيت نتائج رائعة مع هذه الدرجات في صنع قطع زخرفية عالية الجودة.
الخصائص الحرجة
- جودة السطح المحسّنة
- قابلية ممتازة للتصفيح
- التصاق جيد بالطبقات المعدنية
- أداء متسق
ABS من الدرجة الطبية
تتطلب التطبيقات الطبية درجات محددة تلبي المتطلبات التنظيمية الصارمة. توفر هذه الدرجات:
- التوافق الحيوي
- امتثال هيئة الغذاء والدواء
- شهادة USP من الفئة السادسة
- مقاومة التعقيم
درجات ABS الشفافة
على الرغم من أن هذه الدرجات ليست شفافة مثل PC أو PMMA، إلا أنها توفر وضوحًا محسنًا مقارنةً بالبولي بروبيلين ABS القياسي:
تشمل التطبيقات
- أدلة إرشادية ضوئية
- نوافذ العرض
- العناصر الزخرفية
- أغطية شبه شفافة
الدرجات الخاصة بالألوان
تحتاج متطلبات التلوين المختلفة إلى درجات محددة من ABS:
| نوع اللون | الخصائص | التطبيقات الشائعة |
|---|---|---|
| طبيعي | قابلية تلوين ممتازة | الأجزاء الملونة حسب الطلب |
| ملونة مسبقاً | لون متناسق | الإنتاج الضخم |
| أبيض | سطوع عالٍ | علب الأجهزة |
| أسود | مقاومة للأشعة فوق البنفسجية | التطبيقات الخارجية |
درجات ABS المعاد تدويرها
مع تزايد أهمية الاستدامة، تكتسب درجات ABS المعاد تدويرها شعبية متزايدة. في PTSMAKE، نقدم العديد من الخيارات:
- الدرجات المعاد تدويرها ما بعد الصناعية
- الدرجات المعاد تدويرها بعد الاستهلاك
- درجات المزج (بكر + معاد تدويره)
معايير الاختيار لدرجات ABS
عند مساعدة العملاء على اختيار درجة ABS المناسبة، أضع في اعتباري عدة عوامل:
متطلبات التقديم
- درجة حرارة التشغيل
- احتياجات مقاومة الصدمات
- التعرض للمواد الكيميائية
- التعرض للأشعة فوق البنفسجية
شروط المعالجة
- تصميم القالب
- متطلبات وقت الدورة الزمنية
- قدرات المعدات
- حجم الإنتاج
الاعتبارات الاقتصادية
- التكلفة المادية
- كفاءة المعالجة
- متطلبات جودة الجزء
- مقياس الإنتاج
المتطلبات التنظيمية
- معايير الصناعة
- اللوائح البيئية
- شهادات السلامة
- الامتثال الإقليمي
اعتبارات مراقبة الجودة
تتطلب كل درجة من درجات ABS تدابير محددة لمراقبة الجودة:
معلمات الاختبار
- مؤشر التدفق الذائب
- قوة التأثير
- درجة حرارة الانحراف الحراري
- تناسق الألوان
- جودة السطح
ضوابط العمليات
- معلمات التجفيف
- ملامح درجة الحرارة
- ضغط الحقن
- وقت التبريد
- إزالة الجزء
من خلال خبرتي في شركة PTSMAKE، وجدت أن فهم هذه الدرجات المختلفة وتطبيقاتها أمر بالغ الأهمية لنجاح مشاريع القولبة بالحقن. عندما تتعاون معنا، يساعدك فريق الخبراء لدينا على اختيار درجة ABS المثلى لاستخدامك المحدد، مما يضمن لك الأداء والفعالية من حيث التكلفة.
ما درجة الحرارة التي يتم عندها قولبة بلاستيك ABS؟
كل يوم، أصادف كل يوم شركات تصنيع تعاني من مشاكل في درجات حرارة صب ABS. فإما أن ينتهي بهم الأمر بقطع مشوهة بسبب درجات الحرارة غير الصحيحة أو يواجهون مشاكل في تدهور المواد. هذه المشاكل المتعلقة بدرجات الحرارة لا تؤدي فقط إلى إهدار مواد ثمينة بل تؤدي أيضًا إلى تأخيرات مكلفة في الإنتاج.
للحصول على أفضل النتائج، عادةً ما يتم قولبة بلاستيك ABS عند درجة حرارة تتراوح بين 440-500 درجة فهرنهايت (227-260 درجة مئوية). وتعتمد درجة الحرارة المحددة ضمن هذا النطاق على درجة ABS، وهندسة القطع، وظروف التشكيل. يعد الحفاظ على درجات الحرارة المناسبة للذوبان والقالب أمرًا بالغ الأهمية لتحقيق قطع عالية الجودة.

فهم بارامترات درجة حرارة صب ABS
مناطق درجة حرارة الذوبان
يعتمد نجاح صب حقن ABS بالحقن اعتمادًا كبيرًا على الحفاظ على درجات الحرارة المناسبة في مختلف المناطق. في شركة PTSMAKE، قمنا بتطوير نهج شامل للتحكم في درجة الحرارة يضمن جودة القطعة بشكل متسق. إن التدهور الحراري4 من ABS إذا تجاوزت درجات الحرارة الحدود الموصى بها.
فيما يلي تحليل مفصل لمناطق درجات الحرارة النموذجية:
| المنطقة | نطاق درجة الحرارة (درجة فهرنهايت) | نطاق درجة الحرارة (درجة مئوية) | الغرض |
|---|---|---|---|
| منطقة التغذية | 380-420 | 193-216 | إعداد المواد |
| منطقة الضغط | 420-460 | 216-238 | ذوبان المواد |
| منطقة القياس | 440-500 | 227-260 | تجانس الذوبان النهائي |
التحكم في درجة حرارة القالب
تلعب درجة حرارة القالب دورًا حاسمًا في جودة الجزء وزمن الدورة. بناءً على خبرتي في العمل مع مختلف درجات ABS، أوصي بنطاقات درجة حرارة القالب التالية:
| نوع الجزء | درجة حرارة القالب (درجة فهرنهايت) | درجة حرارة القالب (درجة مئوية) |
|---|---|---|
| الأجزاء رقيقة الجدران | 150-170 | 66-77 |
| الأجزاء القياسية | 170-190 | 77-88 |
| أجزاء سميكة الجدران سميكة الجدران | 190-210 | 88-99 |
العوامل الحرجة التي تؤثر على درجة حرارة القالب
اعتبارات درجة المواد
تتطلب درجات مختلفة من ABS إعدادات درجة حرارة محددة:
- درجات عالية التأثير: تتطلب بشكل عام درجات حرارة أقل
- درجات مقاومة للحرارة: تحتاج إلى درجات حرارة معالجة أعلى
- درجات مثبطة للهب: تتطلب تحكماً دقيقاً في درجة الحرارة
تأثير تصميم الجزء
تؤثر هندسة الجزء بشكل كبير على درجة حرارة التشكيل المثلى:
- اختلافات سُمك الجدار
- وجود ميزات معقدة
- متطلبات طول التدفق
- مواصفات تشطيب السطح
العيوب والحلول المتعلقة بدرجة الحرارة
المشكلات الشائعة
اللقطات القصيرة
- السبب: درجة حرارة الذوبان منخفضة للغاية
- الحل: زيادة درجة الحرارة بزيادات 10 درجات فهرنهايت
الحرق
- السبب: درجة حرارة الذوبان المفرطة
- الحل: خفض درجة الحرارة تدريجيًا مع مراقبة جودة القِطع
عيوب السطح
- السبب: درجة حرارة القالب غير صحيحة
- الحل: ضبط درجة حرارة القالب بناءً على متطلبات السطح
تدابير مراقبة الجودة
للحفاظ على جودة القطعة ثابتة، نقوم في شركة PTSMAKE بتطبيق
- مراقبة درجة الحرارة في الوقت الحقيقي
- المعايرة المنتظمة لمستشعرات درجة الحرارة
- توثيق المعلمات المثلى
- فحوصات الجودة على فترات زمنية محددة
استراتيجيات متقدمة للتحكم في درجة الحرارة
تحسين العمليات
لتحقيق أفضل النتائج:
- ابدأ بدرجات الحرارة الموصى بها من الشركة المصنعة
- قم بإجراء تعديلات صغيرة وتدريجية
- توثيق جميع التغييرات والنتائج
- مراقبة جودة القطعة بعد كل تعديل
اعتبارات كفاءة الطاقة
كما يؤثر التحكم في درجة الحرارة المناسبة في استهلاك الطاقة:
- عزل البراميل وأنظمة العداء الساخن
- استخدام عناصر تسخين فعالة
- تنفيذ أنظمة استعادة الطاقة
- تحسين زمن الدورة الزمنية
التطبيقات والاعتبارات الخاصة
قطع غيار عالية الأداء
للتطبيقات الصعبة:
- استخدام أنظمة دقيقة للتحكم في درجة الحرارة
- تنفيذ التحكم التكيفي في العمليات
- مراقبة مدة بقاء المواد
- التحقق من جودة القِطع من خلال الاختبارات المحسّنة
تطبيقات متعددة المواد
عند قولبة ABS مع مواد أخرى:
- النظر في توافق درجات حرارة المعالجة
- استخدام انتقالات درجة الحرارة المناسبة
- مراقبة جودة واجهة المواد
- تنفيذ إجراءات التطهير المناسبة
من خلال التحكم الدقيق في درجة الحرارة والمراقبة الدقيقة، نحقق باستمرار قطع ABS عالية الجودة. يكمن المفتاح في فهم العلاقة بين خصائص المواد وظروف المعالجة ومتطلبات القِطع. في شركة PTSMAKE، قمنا في شركة PTSMAKE بتحسين هذه العمليات لتقديم نتائج استثنائية لعملائنا، سواء كانوا بحاجة إلى قطع نموذجية أولية أو عمليات إنتاج بكميات كبيرة.
كيف يمكن تحسين تصميم الأجزاء لقولبة حقن ABS؟
قد يكون تصميم القِطع لقولبة حقن ABS أمرًا صعبًا. يعاني العديد من المهندسين من مشاكل مثل الاعوجاج وعلامات الغرق وعدم اتساق سُمك الجدار، مما يؤدي إلى رفض القِطع وتأخيرات مكلفة في الإنتاج.
يكمن مفتاح تحسين تصميم القوالب بالحقن ABS في اتباع الإرشادات الأساسية: الحفاظ على سمك الجدار الموحد، ودمج زوايا السحب المناسبة، وتصميم هياكل الأضلاع المناسبة، ووضع مواقع البوابات بشكل استراتيجي. تضمن هذه العناصر جودة القِطع وقابلية التصنيع.
فهم متطلبات سُمك الجدار
أحد الجوانب الأكثر أهمية في تصميم أجزاء ABS هو سُمك الجدار. إن السلوك الانسيابي5 من ABS أثناء عملية التشكيل يتطلب دراسة دقيقة لأبعاد الجدار. أوصي باتباع هذه الإرشادات:
نطاق سُمك الجدار الموصى به
| حجم الجزء | الحد الأدنى للسماكة | السُمك الأقصى | السُمك الأمثل |
|---|---|---|---|
| الأجزاء الصغيرة (أقل من 4 بوصات) | 1.0 مم | 3.0 مم | 2.0 مم |
| الأجزاء المتوسطة (4-8 بوصات) | 1.2 مم | 3.5 مم | 2.5 مم |
| الأجزاء الكبيرة (> 8 بوصات) | 1.5 مم | 4.0 مم | 3.0 مم |
انتقالات سماكة الجدار
عند تصميم الانتقالات بين سماكات الجدران المختلفة، حافظ على تغيير تدريجي باستخدام نسبة 3:1 أو أقل. في شركة PTSMAKE، وجدنا أن التغييرات المفاجئة غالبًا ما تؤدي إلى تركيزات إجهاد وأعطال محتملة في القِطع.
مشروع تنفيذ الزاوية
زوايا السحب ضرورية لسهولة إخراج القِطع. بناءً على خبرتي في العمل مع مختلف أجزاء ABS، أقترح:
- الحد الأدنى لزاوية الغاطس: 1 درجة للأسطح المزخرفة
- زاوية السحب الموصى بها: 2-3 درجة للأسطح الملساء
- زاوية الغاطس المثلى: 3-5 درجات للأضلاع العميقة والرؤوس
تحسين تصميم الضلع
توفر الأضلاع دعماً هيكلياً مع تقليل استخدام المواد. اتبع هذه الإرشادات:
أبعاد الضلع
- السماكة: 50-75% من سمك الجدار المجاور
- الارتفاع: 3 أضعاف سمك الجدار الأساسي كحد أقصى
- التباعد: 2 أضعاف سمك الجدار بين الأضلاع كحد أدنى
استراتيجية موقع البوابة
يؤثر وضع البوابة بشكل كبير على جودة القطعة. ضع في اعتبارك هذه العوامل:
اعتبارات البوابة الحرجة
طول التدفق
- الحد الأقصى لطول التدفق الأقصى ل ABS: 150-200 مم
- بوابات متعددة للأجزاء الكبيرة
أنواع البوابات
- بوابات الدبوس: أجزاء صغيرة، تحكم دقيق
- بوابات المروحة: الأجزاء العريضة، التدفق المتساوي
- بوابات الغواصات التفكيك التلقائي
تصميم الزوايا والحواف
يمنع التصميم المناسب للزاوية تركيز الإجهاد ويضمن تعبئة موحدة:
الزوايا الداخلية
- الحد الأدنى لنصف القطر: 0.5 ضعف سُمك الجدار
- نصف القطر الموصى به: 1.0-1.5 ضعف سُمك الجدار
الزوايا الخارجية
- الحد الأدنى لنصف القطر: 0.3 ضعف سُمك الجدار
- نصف القطر الموصى به: 0.75 ضعف سُمك الجدار
متطلبات تصميم الرؤساء
من خلال عملي في PTSMAKE، وجدت أن إرشادات تصميم الرؤساء هذه حاسمة الأهمية:
القطر الخارجي
- الحد الأقصى 2 أضعاف القطر الداخلي
- الحد الأدنى لسُمك الجدار: 60% من الجدران المتجاورة
هيكل الدعم
- استخدم مجمعات التقوية للرؤساء الطوال
- أقصى ارتفاع: 3 أضعاف القطر الخارجي
اعتبارات المفصلة الحية
عند تصميم المفصلات الحية لأجزاء ABS:
متطلبات السماكة
- مقطع مفصلي: 0.3-0.5 مم
- مناطق انتقالية: تفتق تدريجي يزيد عن 2-3 مم
نصف القطر المرن
- الحد الأدنى 1.5 مرة سمك المادة 1.5 مرة
- الأمثل: 2.0 - 2.5 ضعف سُمك المادة
تحسين تدفق المواد
يضمن التدفق السليم للمواد ضمان جودة القِطع:
تصميم مسار التدفق
- مسارات تدفق متوازنة لجميع الأقسام
- تجنب البقع الميتة وفخاخ الهواء
متطلبات التنفيس
- عمق الفتحة: 0.02-0.03 مم
- الموقع: نهاية مسارات التدفق ونقاط الالتقاء
عناصر الدعم الهيكلي
للحفاظ على سلامة الجزء:
خيارات التعزيز
- وضع الضلع الاستراتيجي
- المقاطع الداخلية للمناطق المسطحة الكبيرة
- هياكل قرص العسل لقوة خفيفة الوزن
ميزات التحميل
- توزيع الأحمال عبر نقاط متعددة
- دمج هياكل دعم بالقرب من المناطق ذات الضغط العالي
لقد طبقت مبادئ التصميم هذه في العديد من المشروعات في PTSMAKE، وحققت نتائج ممتازة باستمرار. تذكر أن القولبة الناجحة بحقن ABS تبدأ بمراعاة التصميم المدروس لهذه العناصر. المفتاح هو تحقيق التوازن بين مبادئ التصميم النظرية وقيود التصنيع العملية.
ما هي عوامل التكلفة في إنتاج قوالب حقن ABS؟
تعاني العديد من الشركات المصنعة من التكاليف غير المتوقعة في مشاريع قولبة حقن ABS. لقد رأيت عملاء يواجهون تجاوزات في الميزانية ونفقات غير متوقعة، مما يؤدي إلى تأخير المشروع وتوتر العلاقات مع مورديهم.
تتأثر تكلفة إنتاج قوالب حقن ABS باختيار المواد، ونفقات الأدوات، وحجم الإنتاج، وتعقيدات الأجزاء، ونفقات التصنيع العامة. يساهم كل عامل بشكل مختلف في التكلفة النهائية، مما يتطلب دراسة متأنية أثناء تخطيط المشروع.
تكاليف المواد وأثر الاختيار
تسعير المواد الخام
تؤثر تكلفة راتنج ABS بشكل كبير على نفقات الإنتاج الإجمالية. ونحن في شركة PTSMAKE، نتتبع أسعار السوق بعناية ونحافظ على علاقات مع موردين موثوقين لضمان توفير تكاليف مواد تنافسية لعملائنا. إن درجة المادة6 يؤثر الاختيار على كل من جودة المنتج النهائي وتكاليف الإنتاج.
اعتبارات نفايات المواد
نطبق أنظمة فعالة لمناولة المواد لتقليل النفايات. ويشمل ذلك:
- تحسين نظام العداء
- التخزين السليم للمواد
- إدارة استخدام Regrind
- إجراءات مراقبة الجودة
تحليل الاستثمار في الأدوات
تكاليف تصميم القالب الأولي
يؤثر تعقيد الجزء الخاص بك بشكل مباشر على تكاليف تصميم القالب. وتشمل العوامل المهمة ما يلي:
| عنصر التصميم | تأثير التكلفة |
|---|---|
| تشطيبات السطح | متوسطة إلى عالية |
| القطع السفلية | عالية |
| الإجراءات الجانبية | عالية جداً |
| متطلبات الملمس | متوسط |
نفقات صيانة العفن
تضمن الصيانة المنتظمة للقالب اتساق جودة القالب وإطالة عمر الأداة. ويشمل ذلك:
- جداول الصيانة الوقائية
- استبدال الأجزاء البالية
- تجديد المعالجة السطحية
- صيانة نظام التبريد
اعتبارات حجم الإنتاج
تكاليف الإعداد وبدء التشغيل
يتم توزيع تكاليف الإعداد الأولي على إجمالي حجم الإنتاج. عادةً ما تؤدي الأحجام الأعلى إلى انخفاض تكاليف الوحدة الواحدة. وتشمل هذه التكاليف ما يلي:
| عنصر الإعداد | ثابت/متغير |
|---|---|
| البرمجة الآلية | ثابت |
| تحميل المواد | متغير |
| إعداد الجودة | ثابت |
| عمليات التشغيل التجريبية | متغير |
فوائد الاقتصاد في الحجم
توفر عمليات الإنتاج الأكبر حجماً العديد من المزايا:
- انخفاض تكاليف المواد لكل وحدة
- تخصيص تكلفة إعداد أقل
- تحسين كفاءة الإنتاج
- قوة تفاوضية أفضل
عوامل التعقيد الجزئي
تأثير ميزات التصميم التأثير
تتطلب تصميمات القِطع المعقدة أدوات أكثر تعقيدًا وأزمنة دورات أطول. تشمل الاعتبارات الرئيسية ما يلي:
- اختلافات سُمك الجدار
- الميزات الداخلية
- متطلبات تشطيب السطح
- متطلبات التجميع
متطلبات مراقبة الجودة
غالبًا ما تحتاج الأجزاء الأكثر تعقيدًا إلى فحوصات جودة إضافية، مما يزيد من التكاليف الإجمالية:
- فحوصات الأبعاد
- اختبار المواد
- الفحوصات البصرية
- الاختبار الوظيفي
نفقات التصنيع الزائدة
تكاليف العمالة
تختلف نفقات العمالة بناءً على:
| نوع العمل | عامل التكلفة |
|---|---|
| عمليات الماكينات | متوسط |
| مراقبة الجودة | عالية |
| مناولة المواد | منخفضة |
| التعبئة والتغليف | منخفضة |
تكاليف المعدات والمرافق
تشمل تكاليف التشغيل:
- استهلاك الماكينة
- صيانة المرافق
- نفقات المرافق
- تكاليف التأمين
استراتيجيات تحسين الإنتاج
تقليل وقت الدورة الزمنية
في PTSMAKE، نركز في PTSMAKE على تحسين زمن الدورة من خلال:
- تصميم نظام تبريد متقدم
- تحسين بارامتر العملية
- تنفيذ الأتمتة
- جداول الصيانة الدورية
إدارة الجودة
مراقبة الجودة الفعالة تقلل من العيوب المكلفة:
- المراقبة أثناء العملية
- مراقبة العمليات الإحصائية
- تدريب منتظم للمشغلين
- أنظمة التوثيق
خفض التكاليف من خلال التكنولوجيا
تقنيات التصنيع المتقدمة
نستخدم التقنيات الحديثة لتقليل التكاليف:
- أنظمة التصنيع الذكية
- المناولة الآلية للمواد
- معدات مراقبة العمليات
- آلات موفرة للطاقة
فوائد أتمتة العمليات
تساعد الأتمتة على تقليل التكاليف من خلال:
- اتساق جودة المنتج
- انخفاض متطلبات العمالة المخفضة
- دورات إنتاج أسرع
- انخفاض نفايات المواد
اعتبارات تخطيط المشروع
إدارة الجدول الزمني
يساعد التخطيط الفعال للمشروع على التحكم في التكاليف من خلال:
- جدولة واقعية
- تخصيص الموارد
- إدارة المخاطر
- تخطيط الاتصالات
تخصيص الموارد
الإدارة السليمة للموارد تضمن كفاءة الإنتاج:
- استخدام المعدات
- جدولة العمل
- جرد المواد
- موارد مراقبة الجودة
يتيح هذا الفهم الشامل لعوامل التكلفة في إنتاج قولبة حقن ABS تخطيطًا أفضل للمشروع والتحكم في التكلفة. ونحن في شركة PTSMAKE، نعمل عن كثب مع عملائنا لتحسين كل عامل من العوامل، مما يضمن إنتاجًا فعالاً من حيث التكلفة مع الحفاظ على معايير الجودة العالية. تتيح لنا خبرتنا في التعامل مع مختلف أحجام المشاريع وتعقيداتها تقديم رؤى وحلول قيّمة لإدارة تكاليف الإنتاج بفعالية.
كيف تقارن قوالب حقن ABS بالقالب بالحقن بالكمبيوتر الشخصي أو صب البولي بروبيلين؟
غالبًا ما يواجه المصنعون صعوبة في الاختيار بين ABS، والكمبيوتر الشخصي، والـ PP لمشروعات القولبة بالحقن الخاصة بهم. يمكن أن يؤدي الاختيار الخاطئ للمواد إلى فشل المنتج وزيادة التكاليف وتأخير الإنتاج. تصبح هذه التحديات أكثر أهمية عند التعامل مع الطلبات ذات الحجم الكبير أو تصميمات الأجزاء المعقدة.
يوفر قولبة حقن ABS مزيجًا متوازنًا من القوة وقابلية المعالجة وفعالية التكلفة مقارنةً بقولبة PC وPP. بينما يتفوق الكمبيوتر الشخصي في مقاومة الصدمات والوضوح البصري، ويوفر البولي بروبيلين البولي بروبيلين مقاومة كيميائية ومرونة، فإن ABS يوفر خصائص ميكانيكية جيدة مع ظروف معالجة أسهل.
خصائص المواد وخصائص المعالجة
عند المقارنة بين هذه المواد، علينا مراعاة عدة جوانب رئيسية. في PTSMAKE، نعمل بانتظام مع جميع المواد الثلاث، ولكل منها خصائصها الفريدة سلوك التبلور7 التي تؤثر على ظروف المعالجة وخصائص الجزء النهائي.
متطلبات درجة حرارة المعالجة
تختلف متطلبات درجة حرارة المعالجة اختلافًا كبيرًا بين هذه المواد:
| المواد | درجة حرارة الذوبان (درجة مئوية) | درجة حرارة القالب (درجة مئوية) | درجة حرارة التجفيف (درجة مئوية) |
|---|---|---|---|
| ABS | 220-260 | 60-80 | 80-85 |
| كمبيوتر شخصي | 280-320 | 80-120 | 120-125 |
| ص | 200-250 | 20-60 | غير مطلوب |
مقارنة الخواص الميكانيكية
تختلف الخواص الميكانيكية لهذه المواد اختلافًا كبيرًا:
| الممتلكات | ABS | كمبيوتر شخصي | ص |
|---|---|---|---|
| قوة الشد (ميجا باسكال) | 40-50 | 55-75 | 30-40 |
| قوة الصدم (جول/متر) | 200-400 | 600-850 | 20-100 |
| الانحراف الحراري (درجة مئوية) | 90-105 | 130-140 | 50-65 |
اعتبارات التكلفة وكفاءة الإنتاج
لقد لاحظت أن تكاليف المواد تلعب دوراً حاسماً في تخطيط المشروع. وعادةً ما تقدم ABS نقطة سعرية وسطية:
- ABS: $2.5-3.5 / كجم
- كمبيوتر شخصي: $3.5-5.0/كجم
- PP: $1.5-2.5-2.5/كجم
عوامل كفاءة المعالجة
تقدم كل مادة تحديات معالجة مختلفة:
وقت الدورة
- ABS: أزمنة دورة معتدلة (20-30 ثانية)
- الكمبيوتر الشخصي: أزمنة دورة أطول (30-40 ثانية)
- PP: أزمنة دورة أقصر (15-25 ثانية)
استهلاك الطاقة
- ABS: استخدام معتدل للطاقة
- الحاسب الشخصي: متطلبات طاقة أعلى بسبب ارتفاع درجات حرارة المعالجة
- PP: استهلاك أقل للطاقة
اعتبارات خاصة بالتطبيق
الإلكترونيات الاستهلاكية
تهيمن ABS على هذا القطاع بسبب:
- تشطيب ممتاز للسطح
- ثبات أبعاد جيد
- إنتاج فعال من حيث التكلفة
مكونات السيارات
يعتمد الاختيار على متطلبات محددة:
- ABS: الزخارف الداخلية ومكونات لوحة القيادة
- الكمبيوتر الشخصي: أغطية المصابيح الأمامية والمكونات الشفافة
- PP: المصدات، وخزانات السوائل
الأثر البيئي والاستدامة
تختلف الجوانب البيئية لهذه المواد اختلافًا كبيرًا:
قابلية إعادة التدوير
- ABS: قابلية جيدة لإعادة التدوير، يحافظ على الخصائص
- الكمبيوتر الشخصي: يمكن إعادة تدويره ولكن مع بعض التدهور في الممتلكات
- PP: قابلية ممتازة لإعادة التدوير
بصمة الطاقة
- ABS: بصمة طاقة معتدلة
- الكمبيوتر الشخصي: بصمة طاقة أعلى
- PP: بصمة طاقة أقل
متطلبات مراقبة الجودة والاختبار
تختلف إجراءات مراقبة الجودة باختلاف كل مادة:
مشكلات الجودة الشائعة
ABS
- التحكم في الاعوجاج
- اتساق تشطيب السطح الخارجي
- مطابقة الألوان
كمبيوتر شخصي
- حساسية الرطوبة
- التشقق الناتج عن الإجهاد
- الوقاية من الاصفرار
ص
- التحكم في الانكماش
- قوة خط اللحام
- منع علامات التدفق
في PTSMAKE، نحافظ في شركة PTSMAKE على بروتوكولات صارمة لمراقبة الجودة لجميع المواد، باستخدام معدات وإجراءات اختبار متقدمة لضمان جودة القطع المتسقة.
اعتبارات التصميم للمواد المختلفة
تتطلب كل مادة اعتبارات تصميم محددة:
إرشادات سماكة الجدار
| المواد | سُمك الجدار الموصى به (مم) | السُمك الأقصى للجدار (مم) |
|---|---|---|
| ABS | 1.2-3.5 | 4.0 |
| كمبيوتر شخصي | 1.5-3.8 | 4.5 |
| ص | 0.8-3.0 | 3.5 |
متطلبات زاوية السحب
- ABS: 1-2 درجة
- الكمبيوتر الشخصي: 1-3 درجات
- PP: 0.5-1.5 درجة
نصائح عملية لاختيار المواد
عند مساعدة العملاء على الاختيار من بين هذه المواد، أضع في اعتباري:
متطلبات الاستخدام النهائي
- التعرض لدرجات الحرارة
- احتياجات المقاومة الكيميائية
- متطلبات الحمولة الميكانيكية
حجم الإنتاج
- توقعات عمر الأداة
- متطلبات وقت الدورة الزمنية
- قيود التكلفة
المتطلبات الجمالية
- احتياجات تشطيب السطح
- متطلبات اللون
- احتياجات الشفافية
ويعتمد القرار بين قولبة حقن ABS والكمبيوتر الشخصي والـ PP في النهاية على الموازنة بين هذه العوامل المختلفة. في حين أن ABS يوفر حلاً وسطًا جيدًا للعديد من التطبيقات، إلا أن المتطلبات المحددة قد تجعل الكمبيوتر الشخصي أو PP أكثر ملاءمة لمشاريع معينة.
ما هي خيارات المعالجة اللاحقة للأجزاء المصبوبة في قوالب ABS؟
تعاني العديد من الشركات المصنعة من المظهر الخام للأجزاء المصبوبة من ABS مباشرةً من القالب. فغالبًا ما تظهر على السطح الخارجي علامات بوابات مرئية وخطوط فاصلة وملمس غير متناسق لا يلبي متطلبات المنتج. يمكن أن يؤثر ذلك بشكل كبير على جماليات المنتج وقبول السوق.
تقدم المعالجة اللاحقة للأجزاء المقولبة من ABS حلولاً متنوعة تشمل تشطيب السطح والطلاء والطلاء وعمليات التجميع. يمكن لهذه التقنيات تحسين مظهر ووظائف المكونات المصبوبة، مما يجعلها مناسبة للاستخدامات المقصودة.
فهم تقنيات إعداد السطح
قبل تطبيق أي معالجات تشطيبية، يعد الإعداد المناسب للسطح أمرًا بالغ الأهمية. يعتمد نجاح أي طريقة من طرق المعالجة اللاحقة إلى حد كبير على مدى جودة تحضير السطح. في شركة PTSMAKE، نستخدم العديد من تقنيات إعداد السطح:
المعالجة الميكانيكية للسطح
- الصنفرة والتلميع
- السفع بالخرز
- البهلوان
- التشطيب الاهتزازي
تساعد هذه الطرق في إزالة خطوط التقسيم وبقايا البوابة وإنشاء نسيج سطح موحد. يعتمد الاختيار على هندسة الجزء والمتطلبات النهائية.
خيارات التشطيبات الزخرفية
عندما يتعلق الأمر بتعزيز المظهر المرئي لأجزاء ABS، فإن العديد من تشطيب متباين الخواص8 التقنيات المتاحة:
أنظمة الطلاء
تتضمن عملية الطلاء عادةً ما يلي:
| الخطوة | الغرض | الطرق الشائعة |
|---|---|---|
| التنظيف | إزالة الملوثات | المسح بالمذيبات والتنظيف بالموجات فوق الصوتية |
| التمهيد | تحسين التصاق الطلاء | رذاذ الرذاذ التمهيدي ومحفز الالتصاق |
| طبقة الأساس | تطبيق اللون الرئيسي | الطلاء بالرش بالرش، الغمس |
| طبقة علوية | الحماية واللمعان | طلاء شفاف، طلاء شفاف مقاوم للأشعة فوق البنفسجية |
تشطيبات معدنية
يمكن لطلاء الكروم والتشطيبات المعدنية الأخرى أن تضفي على أجزاء ABS مظهراً متميزاً:
- الحفر الكيميائي
- الطلاء بدون كهرباء
- الطلاء الكهربائي
- طلاء بطبقة PVD
المعالجة اللاحقة الوظيفية
بالإضافة إلى الجماليات، تعمل بعض عمليات ما بعد المعالجة على تحسين وظائف الأجزاء:
المعالجة الحرارية
يمكن للمعالجة الحرارية:
- تخفيف الضغوط الداخلية
- تحسين ثبات الأبعاد
- تعزيز الخواص الميكانيكية
عمليات التجميع
تتطلب العديد من أجزاء ABS عمليات إضافية:
| نوع العملية | الغرض | التطبيقات الشائعة |
|---|---|---|
| اللحام بالموجات فوق الصوتية | انضم إلى المكونات | العبوات الإلكترونية |
| لحام اللوح الساخن | إنشاء روابط قوية | قطع غيار السيارات |
| الربط بالمادة اللاصقة | التجميعات المعقدة | المنتجات الاستهلاكية |
| التثبيت الميكانيكي | مفاصل قابلة للإزالة | العناصر القابلة للخدمة |
خيارات تركيب السطح
يمكن أن يؤدي تركيب السطح إلى تغيير مظهر وملمس أجزاء ABS بشكل كبير:
التركيب الكيميائي
- الحفر بالحمض
- حصيرة كيميائية
- تعديل السطح الانتقائي
التركيب المادي
- التركيب بالليزر
- التفجير الإعلامي
- نقل النمط
اعتبارات مراقبة الجودة
في PTSMAKE، ننفذ في شركة PTSMAKE تدابير صارمة لمراقبة الجودة للأجزاء بعد المعالجة:
الفحص البصري
- توحيد تشطيب السطح الخارجي
- تناسق الألوان
- تحديد العيوب
الاختبار البدني
- اختبار الالتصاق للطلاءات
- مقاومة الصدمات
- اختبار التعرض البيئي
الجوانب البيئية والسلامة
يجب أن تراعي عمليات ما بعد المعالجة:
الأثر البيئي
- انبعاثات المركبات العضوية المتطايرة من الطلاء
- متطلبات معالجة النفايات
- إمكانيات إعادة تدوير المواد
تدابير السلامة
- معدات الحماية الشخصية
- متطلبات التهوية
- إجراءات التعامل مع المواد الكيميائية
اعتبارات التكلفة
تختلف خيارات ما بعد المعالجة المختلفة اختلافاً كبيراً في التكلفة:
| نوع العملية | التكلفة النسبية | ملاءمة حجم الإنتاج |
|---|---|---|
| التشطيبات الأساسية | منخفضة | جميع المجلدات |
| الطلاء | متوسط | أحجام متوسطة إلى عالية |
| التصفيح | عالية | أحجام كبيرة |
| التركيب | متوسط-عالي | أحجام متوسطة إلى عالية |
التطبيقات الخاصة بالصناعة
تختلف متطلبات ما بعد المعالجة حسب الصناعة:
السيارات
- لمسات نهائية شديدة اللمعان
- مقاومة الخدش
- ثبات الأشعة فوق البنفسجية
الإلكترونيات الاستهلاكية
- طلاءات ناعمة الملمس
- التدريع الكهرومغناطيسي الكهرومغناطيسي
- الاتساق الجمالي
الأجهزة الطبية
- التوافق الحيوي
- توافق التعقيم
- مقاومة المواد الكيميائية
من خلال هذا الاستكشاف الشامل لخيارات ما بعد المعالجة للأجزاء المصبوبة من ABS، قمت بتغطية التقنيات والاعتبارات الأساسية. في شركة PTSMAKE، نعمل عن كثب مع عملائنا لتحديد أنسب طرق المعالجة اللاحقة بناءً على متطلباتهم المحددة، مما يساعدهم على تحقيق الأهداف الوظيفية والجمالية بكفاءة وفعالية من حيث التكلفة.
كيف تمنع الالتواء في المكونات المصبوبة بحقن ABS؟
يمثل الالتواء في الأجزاء المصبوبة بحقن ABS تحديًا مستمرًا يمكن أن يحول التصميم المثالي إلى كابوس مكلف. لقد رأيت عددًا لا يحصى من المصنعين يعانون من مشكلة الاعوجاج في المكونات، مما يؤدي إلى ارتفاع معدلات الخردة وتأخير الإنتاج وإحباط العملاء الذين يطلبون الكمال في قطعهم.
لمنع الاعوجاج في المكونات المصبوبة بحقن ABS، ركز على تحسين تصميم القالب، والحفاظ على سمك الجدار الموحد، والتحكم في معدلات التبريد، ووضع معلمات المعالجة المناسبة. هذه العوامل، جنبًا إلى جنب مع الاختيار الدقيق للمواد ومعالجتها بعناية، تقلل إلى حد كبير من مشاكل الاعوجاج.
فهم الأسباب الجذرية للالتواء
عندما يتعلق الأمر بمنع الاعوجاج في مكونات ABS، فإن فهم الأسباب الأساسية أمر بالغ الأهمية. السبب الرئيسي للتشوه هو التبريد غير المتساوي، مما يخلق ضغوطًا داخلية في الجزء المقولب. يحدث هذا بسبب الانكماش الحجمي9 الذي يحدث عندما تبرد المادة وتتصلب.
العوامل الرئيسية المساهمة في الالتواء:
العوامل المتعلقة بالتصميم
- سمك الجدار غير متناسق
- زوايا حادة وانتقالات حادة
- تصميم ضلع غير مناسب
- نقص في زوايا السحب
العوامل المرتبطة بالعملية
- درجة حرارة الذوبان غير صحيحة
- ضغط حقن غير مناسب
- وقت تبريد غير مناسب
- تخطيط قناة تبريد غير متساوٍ
تنفيذ حلول التصميم
قمنا في PTSMAKE بتطوير استراتيجيات شاملة لمكافحة مشاكل الالتواء. فيما يلي حلول التصميم المجربة التي ننفذها:
التصميم الأمثل لسُمك الجدار
المفتاح هو الحفاظ على سمك موحد للجدار في جميع أنحاء الجزء. إليك دليل عملي:
| نطاق سُمك الجدار (مم) | نوع التطبيق | مستوى المخاطرة |
|---|---|---|
| 1.0 - 2.0 | المكونات الصغيرة | منخفضة |
| 2.0 - 3.0 | الأجزاء متوسطة الحجم | متوسط |
| 3.0 - 4.0 | المكونات الكبيرة | عالية |
اعتبارات زاوية السحب
زوايا السحب المناسبة ضرورية لسهولة إزالة القِطع وتقليل الضغط:
| حجم المكوّن | زاوية السحب الموصى بها | المزايا |
|---|---|---|
| صغير (أقل من 50 مم) | 0.5° - 1° | الحد الأدنى من قوة الطرد |
| متوسطة (50-150 مم) | 1° - 2° | تقليل مخاطر الالتواء |
| كبير (> 150 مم) | 2° - 3° | الإصدار الأمثل |
تقنيات تحسين العمليات
التحكم في درجة الحرارة
الحفاظ على درجة الحرارة المناسبة طوال دورة التشكيل أمر بالغ الأهمية:
نطاق درجة حرارة الذوبان
- النطاق الأمثل ل ABS: 220-260 درجة مئوية
- مراقبة باستخدام مستشعرات حرارية
- الضبط بناءً على سُمك الجزء
التحكم في درجة حرارة القالب
- الحفاظ على 60-80 درجة مئوية ل ABS
- استخدام قنوات تبريد فعالة
- تنفيذ أنظمة مراقبة درجة الحرارة
معلمات الحقن
تؤثر معلمات الحقن المناسبة على الالتواء بشكل كبير:
| المعلمة | النطاق الموصى به | التأثير على الالتواء |
|---|---|---|
| سرعة الحقن | 50-100 مم/ثانية | معتدل |
| الضغط المستمر | 40-60% لضغط الحقن 40-60% | عالية |
| وقت التبريد | 20-40 ثانية | الحرجة |
مناولة المواد وتخزينها
إعداد المواد المناسبة
متطلبات التجفيف
- درجة الحرارة: 80-85 درجة مئوية
- الوقت: 2-4 ساعات
- محتوى الرطوبة: < 0.1% < 0.1%
ظروف التخزين
- درجة الحرارة: 20-25 درجة مئوية
- الرطوبة < 50% <50%
- محمية من أشعة الشمس المباشرة
الحلول والتقنيات المتقدمة
تصميم نظام التبريد الذكي
في PTSMAKE، نستخدم تصميمات قنوات التبريد المتقدمة:
التبريد المطابق
- يتبع محيط الجزء
- يقلل من زمن الدورة بمقدار 20-30%
- يحسن جودة القطعة
التبريد المتوازن
- مناطق تبريد متعددة
- مراقبة درجة الحرارة
- أنظمة التحكم التكيفي
تدابير مراقبة الجودة
المراقبة أثناء العملية
- الكشف عن الاعوجاج في الوقت الحقيقي
- الضبط الآلي للمعلمات
- وثائق الجودة
فحص ما بعد المعالجة
- التحقق من الأبعاد
- تحليل الإجهاد
- قياس الاعوجاج
استكشاف المشكلات الشائعة وإصلاحها
عند حدوث التواء، اتبع هذا النهج المنهجي:
مرحلة التحليل
- توثيق نمط الاعوجاج
- قياس الانحراف
- مراجعة معلمات العملية
الإجراءات التصحيحية
- ضبط وقت التبريد
- تعديل ضغط الانتظار
- ضبط دقيق لدرجة حرارة القالب
حلول فعالة من حيث التكلفة
لتقليل الالتواء إلى الحد الأدنى مع الحفاظ على فعالية التكلفة:
تحسين التصميم
- المحاكاة قبل التجهيز بالأدوات
- تحسين استخدام المواد
- تقليل وقت الدورة الزمنية
كفاءة العملية
- تنفيذ الضوابط التلقائية
- الحفاظ على الصيانة الوقائية
- تدريب المشغلين بشكل صحيح
ومن خلال هذه التدابير الشاملة، نحقق باستمرار في شركة PTSMAKE مكونات مصبوبة بحقن ABS عالية الجودة بأقل قدر من الالتواء. ويجمع نهجنا بين الخبرة الفنية والخبرة العملية لتقديم حلول موثوقة للمشاريع الأكثر تحديًا لعملائنا.
ما هي الصناعات الأكثر استفادة من قولبة حقن ABS؟
في مشهد التصنيع اليوم، تكافح العديد من الصناعات لإيجاد المواد المثالية لمنتجاتها. فهي تواجه تحديات تتعلق بالمتانة والفعالية من حيث التكلفة وتلبية معايير الجودة الصارمة. غالبًا ما يؤدي تعقيد اختيار المواد إلى أخطاء مكلفة وتأخيرات في الإنتاج.
يبرز قولبة حقن ABS كحل تصنيع متعدد الاستخدامات، حيث تستفيد منه الصناعات من السيارات إلى الإلكترونيات الاستهلاكية. إن الجمع بين القوة ومقاومة الحرارة والفعالية من حيث التكلفة يجعلها ذات قيمة خاصة للمصنعين الذين يبحثون عن مكونات بلاستيكية موثوقة وعالية الجودة.

تطبيقات صناعة السيارات
يمثل قطاع السيارات أحد أكبر مستخدمي القولبة بالحقن ABS. وقد لاحظت كيف أحدثت هذه التكنولوجيا ثورة في تصنيع السيارات من خلال:
المكونات الداخلية
- تجميعات لوحة العدادات
- ألواح ومقابض الأبواب
- أجزاء الكونسول المركزي
- مبيت لوحة العدادات
الأجزاء الخارجية
- علب المرايا
- مكونات الشبكة
- أغطية العجلات
- مكونات المصد
إن مرونة اللدائن الحرارية10 من ABS يجعلها مناسبة بشكل خاص للأجزاء التي تحتاج إلى تحمل درجات حرارة وإجهاد ميكانيكي متفاوتة.
تصنيع الإلكترونيات الاستهلاكية
في PTSMAKE، ننتج بانتظام مكونات ABS للإلكترونيات الاستهلاكية. وتستفيد هذه الصناعة من:
علب الأجهزة
- حافظات الهواتف الذكية
- أغلفة الكمبيوتر المحمول
- حاويات الأجهزة اللوحية
- أجسام وحدة التحكم في الألعاب
المكونات الداخلية
- أنظمة إدارة الكابلات
- علب الموصلات
- آليات التبديل
- حجرات البطارية
صناعة الأجهزة الطبية
يتطلب القطاع الطبي خصائص مواد استثنائية، وهو ما توفره ABS من خلال:
| التطبيق الطبي | المزايا الرئيسية | المنتجات الشائعة |
|---|---|---|
| معدات التشخيص | مقاومة المواد الكيميائية | اختبار علب أجهزة الاختبار |
| الأدوات الجراحية | القدرة على التعقيم | مقابض الأدوات |
| عناصر رعاية المرضى | المتانة | ضوابط السرير |
| معدات المختبرات | القولبة الدقيقة | حالات جهاز التحليل الحالات |
قطاع الأجهزة المنزلية
تستفيد صناعة الأجهزة من قولبة حقن ABS في:
الأجهزة الكبيرة
- مكونات الثلاجة
- ألواح الغسالة
- أجزاء غسالة الصحون
- أغطية مكيفات الهواء
الأجهزة الصغيرة
- علب ماكينة صنع القهوة
- قواعد الخلاط
- قطع غيار المكنسة الكهربائية
- مكونات معالج الطعام
صناعة تصنيع الألعاب
تستفيد صناعة الألعاب بشكل خاص من خصائص ABS من خلال:
ميزات السلامة
- مقاومة الصدمات من أجل المتانة
- تركيبة المواد غير السامة
- تشطيب سطح أملس
- ثبات اللون
مزايا التصميم
- إمكانية الشكل المعقد
- الصيانة ذات التحمل الضيق
- إنتاج فعال من حيث التكلفة
- جودة متسقة
تصنيع المعدات الصناعية
في التطبيقات الصناعية، يُستخدم قولبة حقن ABS في التطبيقات الصناعية:
| مجال التطبيق | أنواع المكونات | المتطلبات الرئيسية |
|---|---|---|
| معدات السلامة | أغطية واقية | مقاومة الصدمات |
| أنظمة التحكم | الوحدات السكنية | العزل الكهربائي |
| قطع غيار الماكينات | لوحات التشغيل | ثبات الأبعاد |
| مكونات الأداة | مقابض مريحة | المتانة |
تطبيقات صناعة البناء والتشييد
يستخدم قطاع التشييد والبناء نظام ABS من أجل:
التركيبات الداخلية
- لوحات مفاتيح الإضاءة
- أغطية المقابس الكهربائية
- مكونات التدفئة والتهوية وتكييف الهواء
- أجهزة الباب
مكونات السباكة
- تجهيزات الأنابيب
- علب الصمامات
- أنظمة الصرف
- أجزاء إدارة المياه
معدات الرياضة والترفيه
تستفيد صناعة السلع الرياضية من:
معدات الحماية
- مكونات الخوذة
- أغلفة معدات الحماية
- مبيت معدات السلامة
- الأجزاء المقاومة للصدمات
المواد الترفيهية
- قطع غيار معدات التمارين الرياضية
- مكونات الإكسسوارات الرياضية
- معدات الألعاب
- معدات الأنشطة الخارجية
في PTSMAKE، طورنا في شركة PTSMAKE خبرة واسعة في قولبة حقن ABS في هذه الصناعات. تمكننا قدراتنا التصنيعية المتقدمة من تلبية المواصفات الدقيقة مع الحفاظ على فعالية التكلفة. نحن نعمل عن كثب مع العملاء من مختلف القطاعات لضمان تلبية مكونات ABS الخاصة بهم لمعايير الصناعة ومتطلبات التطبيقات المحددة.
يستمر تعدد استخدامات قولبة حقن ABS في توسيع نطاق تطبيقاتها في مختلف الصناعات. من مكونات السيارات إلى الأجهزة الطبية، توفر عملية التصنيع هذه حلولاً موثوقة لاحتياجات الإنتاج المتنوعة. ويضمن التزامنا بالجودة والدقة في شركة PTSMAKE حصول كل صناعة على مكونات تلبي مواصفاتها الفريدة ومتطلبات الأداء الخاصة بها.
كيف تضمن مراقبة الجودة في قولبة حقن ABS؟
يمكن أن تؤدي مشكلات مراقبة الجودة في قولبة حقن ABS إلى تأخيرات مكلفة في الإنتاج وهدر المواد. لقد شاهدت العديد من الشركات المصنعة تعاني من عدم اتساق جودة القطع، وارتفاع معدلات الرفض، وشكاوى العملاء، مما يؤدي إلى مشاكل تشغيلية كبيرة وضغوط مالية.
لضمان مراقبة الجودة في قولبة حقن ABS، قم بتنفيذ نظام شامل يتضمن اختبار المواد، ومراقبة معلمات العملية، والصيانة الدورية للمعدات. يساعد هذا النهج، جنبًا إلى جنب مع المشغلين المدربين والتوثيق المناسب، في الحفاظ على جودة القطعة المتسقة طوال فترة الإنتاج.
اختيار المواد واختبارها
يبدأ أساس مراقبة الجودة باختيار المواد المناسبة. عند العمل مع ABS (أكريلونيتريل بوتادين ستايرين)، فإننا نولي اهتمامًا خاصًا بما يلي مؤشر التدفق الذائب11 للمواد. في PTSMAKE، نجري اختبارات صارمة للمواد الواردة، بما في ذلك:
التحقق من شهادة المواد
- التحقق من شهادات المواد
- التحقق من مواصفات المواد
- تأكيد أرقام الدُفعات وظروف التخزين
اختبارات ما قبل المعالجة
- تحليل محتوى الرطوبة
- اختبار معدل التدفق الذائب
- التحقق من تناسق الألوان
التحكم في معلمات العملية
يعد الحفاظ على معلمات عملية مستقرة أمرًا بالغ الأهمية لتحقيق جودة متسقة. وتشمل المعلمات الرئيسية التي نراقبها ما يلي:
| المعلمة | النطاق المقبول | التأثير على الجودة |
|---|---|---|
| درجة حرارة الذوبان | 220-260°C | يؤثر على التدفق والتشطيب السطحي |
| ضغط الحقن | 500-1500 بار | تأثيرات تعبئة جزء التأثيرات |
| الضغط القابضة | 40-70% لضغط الحقن 40-70% | يتحكم في الانكماش |
| درجة حرارة القالب | 50-80°C | يؤثر على جودة السطح |
بروتوكول صيانة المعدات
تضمن الصيانة الدورية موثوقية الماكينة وجودة القِطع. يتضمن جدول الصيانة لدينا ما يلي:
الفحوصات اليومية
- مستويات الزيت الهيدروليكي
- وظائف نظام التدفئة
- فحص تآكل البرغي والأسطوانة
- تنظيف العفن وتزييته
الصيانة الأسبوعية
- التحقق من المعايرة
- اختبار نظام الأمان
- تنظيف الفلتر
- فحص نظام التبريد
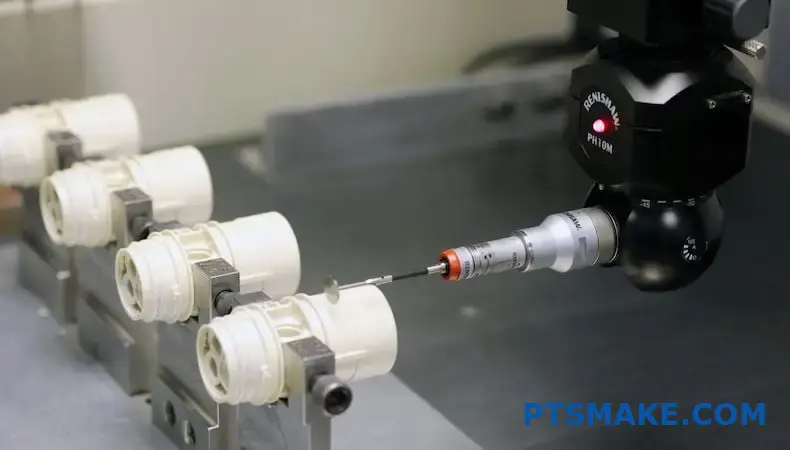
طرق فحص الجودة
يجب أن يكون فحص الجودة منهجيًا وشاملًا:
التفتيش أثناء العملية
- الفحص البصري للعيوب
- فحص الأبعاد
- مراقبة اتساق الوزن
- تقييم تشطيب السطح
مراقبة الجودة النهائية
- الاختبار الوظيفي
- اختبار مقاومة الصدمات
- اختبار الإجهاد البيئي
- فحص العينات الدفعية لأخذ العينات
التوثيق والتتبع
التوثيق السليم ضروري لمراقبة الجودة:
المستندات المطلوبة
- الشهادات المادية
- سجلات معلمات العملية
- نتائج الفحص
- تقارير عدم المطابقة
- سجلات الإجراءات التصحيحية
التحكم في العمليات الإحصائية (SPC)
في PTSMAKE، ننفذ في PTSMAKE مراقبة الأداء الفردي لمراقبة عملية القولبة بالحقن والتحكم فيها:
أدوات مراقبة الأداء الاستراتيجية الرئيسية
- مخططات التحكم
- دراسات القدرات
- تحليل الاتجاهات
- التحقيق في الأسباب الجذرية
تدريب المشغلين واعتمادهم
تعتمد مراقبة الجودة بشكل كبير على المشغلين المهرة. يتضمن برنامجنا التدريبي ما يلي:
التدريب الأساسي
- مناولة المواد
- تشغيل الماكينة
- فحص الجودة
- إجراءات السلامة
التدريب المتقدم
- استكشاف الأخطاء وإصلاحها
- تحسين العملية
- استخدام أدوات الجودة
- أنظمة التوثيق
التحكم البيئي
تؤثر العوامل البيئية بشكل كبير على جودة قولبة ABS:
العوامل الحرجة
- التحكم في درجة الحرارة (20-25 درجة مئوية)
- التحكم في الرطوبة (40-50%)
- بيئة خالية من الغبار
- التخزين السليم للمواد
التحسين المستمر
نحافظ على الجودة من خلال التحسين المستمر:
أنشطة التحسين
- اجتماعات الجودة المنتظمة
- مراجعات تحسين العمليات
- تحليل ملاحظات العملاء
- تحديثات التكنولوجيا
استراتيجيات الوقاية من العيوب
الوقاية أكثر فعالية من التصحيح:
طرق الوقاية الرئيسية
- اجتماعات مراجعة التصميم
- تنفيذ عملية FMEA للعمليات
- الصيانة الوقائية
- معايرة منتظمة
ما هي الاعتبارات البيئية لقولبة حقن ABS؟
أدت المخاوف البيئية المتزايدة في مجال تصنيع البلاستيك إلى وضع قولبة حقن ABS تحت المجهر. يكافح العديد من المصنعين لتحقيق التوازن بين كفاءة الإنتاج والمسؤولية البيئية، ويواجهون تحديات مثل الإدارة السليمة للنفايات وتقليل البصمة الكربونية. وتصبح هذه القضايا أكثر أهمية مع تشديد اللوائح البيئية على مستوى العالم.
يترتب على قولبة حقن ABS آثار بيئية كبيرة، بدءًا من اختيار المواد إلى إدارة النفايات. وتشمل الاعتبارات الرئيسية استهلاك الطاقة وقدرات إعادة التدوير والتحكم في الانبعاثات وممارسات الإنتاج المستدام. يمكن أن يؤدي تنفيذ التدابير البيئية المناسبة إلى تقليل الأثر البيئي مع الحفاظ على جودة الإنتاج.

استهلاك الطاقة وكفاءتها
يعد استخدام الطاقة في قولبة حقن ABS عاملاً بيئيًا حاسمًا. وقد نفذنا في شركة PTSMAKE العديد من تدابير توفير الطاقة التي أعتقد أنها ضرورية للتصنيع المستدام:
إدارة درجة الحرارة
- تحسين مناطق التدفئة
- استخدام العزل المناسب
- صيانة أنظمة التبريد الفعالة
كفاءة الماكينة
تؤثر كفاءة ماكينات القولبة بالحقن بشكل كبير على استهلاك الطاقة. المعدات الحديثة ذات الأنظمة الهيدروليكية المؤازرة12 يمكن أن تقلل من استخدام الطاقة بنسبة تصل إلى 501 تيرابايت 11 تيرابايت مقارنةً بالأنظمة الهيدروليكية التقليدية.
مناولة المواد وتقليل النفايات
حفظ المواد الخام
المناولة السليمة للمواد أمر بالغ الأهمية لحماية البيئة. وإليك ما نركز عليه:
| الجانب المادي | الأثر البيئي | استراتيجية الحل |
|---|---|---|
| فيرجن ABS | ارتفاع استهلاك الموارد | تحسين استخدام المواد |
| مادة الترجيع | يقلل من النفايات | تدابير مراقبة الجودة |
| التخزين | التدهور المادي | تخزين يتم التحكم في المناخ |
| النقل والمواصلات | البصمة الكربونية | التوريد المحلي عندما يكون ذلك ممكناً |
ممارسات إدارة النفايات
الإدارة الفعالة للنفايات أمر ضروري في قولبة حقن ABS:
- تنفيذ أنظمة إعادة التدوير ذات الحلقة المغلقة
- فصل الأنواع المختلفة من النفايات البلاستيكية
- التخلص السليم من المواد غير القابلة لإعادة التدوير
- صيانة دورية لتقليل نفايات التطهير إلى الحد الأدنى
التحكم في الانبعاثات وجودة الهواء
إدارة المركبات العضوية المتطايرة
يمكن أن تؤدي معالجة ABS إلى إطلاق مركبات عضوية متطايرة (VOCs). وتشمل تدابير التحكم ما يلي:
- تركيب أنظمة تهوية مناسبة
- استخدام معدات ترشيح فعالة
- المراقبة المنتظمة لجودة الهواء
- الحفاظ على درجات حرارة المعالجة المثلى
الحد من البصمة الكربونية
خطوات لتقليل انبعاثات الكربون:
- استخدام معدات موفرة للطاقة
- تنفيذ أنظمة المصانع الذكية
- تحسين جداول الإنتاج
- تقليل احتياجات النقل
الحفاظ على المياه وإدارتها
تحسين نظام التبريد
يتطلب استخدام المياه في أنظمة التبريد إدارة دقيقة:
- تنفيذ أنظمة التبريد ذات الحلقة المغلقة
- الصيانة الدورية لأبراج التبريد
- مراقبة جودة المياه
- كشف التسرب ومنعه
معالجة مياه الصرف الصحي
تشمل الإدارة السليمة لمياه الصرف الصحي ما يلي:
| خطوة العلاج | الغرض | المنافع البيئية |
|---|---|---|
| الترشيح | إزالة الجسيمات | الحد من تلوث المياه |
| المعالجة الكيميائية | تحييد الملوثات | حماية أنظمة المياه |
| إعادة التدوير | إعادة استخدام المياه المعالجة | الحفاظ على الموارد |
| الرصد | ضمان الامتثال | الحفاظ على المعايير |
ممارسات الإنتاج المستدام
تحسين العمليات
تطبيق الممارسات المستدامة في الإنتاج:
- استخدام أدوات التحكم في العمليات المتقدمة
- تقليل أزمنة الدورات إلى الحد الأدنى
- تقليل معدلات الخردة
- تحسين تدفق المواد
تدابير مراقبة الجودة
دور إدارة الجودة في حماية البيئة
- منع الأجزاء المعيبة
- الحد من نفايات المواد
- تقليل متطلبات إعادة العمل إلى الحد الأدنى
- تنفيذ الصيانة الوقائية
المواد البديلة والابتكار
البدائل الصديقة للبيئة
استكشاف الخيارات المستدامة:
- بدائل ABS القائمة على أساس حيوي
- المواد ذات المحتوى المعاد تدويره
- إضافات قابلة للتحلل الحيوي
- الملونات منخفضة التأثير
التكامل التكنولوجي
استخدام التكنولوجيا لتحسين البيئة:
- أنظمة المراقبة الذكية
- الصيانة التنبؤية
- تتبع استخدام الطاقة
- خوارزميات الحد من النفايات
الامتثال التنظيمي والشهادات
المعايير البيئية
تلبية اللوائح البيئية:
| النوع القياسي | المتطلبات | التنفيذ |
|---|---|---|
| ISO 14001 | الإدارة البيئية | النهج المنهجي |
| اللوائح المحلية | التحكم في الانبعاثات | المراقبة المنتظمة |
| معايير الصناعة | مناولة المواد | تدريب الموظفين |
| إدارة النفايات | التخلص السليم | التوثيق |
عملية التصديق
الحفاظ على الشهادات البيئية:
- عمليات التدقيق المنتظمة
- تدريب الموظفين
- إدارة الوثائق
- التحسين المستمر
نحن في شركة PTSMAKE، ندرك أن الاعتبارات البيئية في قولبة حقن ABS لا تتعلق فقط بالامتثال - بل تتعلق بالمسؤولية والاستدامة. ومن خلال الاهتمام الدقيق بهذه الجوانب، قمنا بتطوير عمليات تحافظ على الجودة العالية مع تقليل التأثير البيئي إلى الحد الأدنى. أشجع الشركات المصنعة على النظر إلى الاعتبارات البيئية كفرص للابتكار والتحسين بدلاً من اعتبارها عقبات أمام الإنتاج.
تعرّف على تأثير درجة حرارة التحول الزجاجي على قابلية ABS للتشكيل وتحسين عملية التشكيل. ↩
تعرف على خصائص تدفق ABS لتحسين تصميم القوالب وكفاءة الإنتاج. ↩
تعرّف على كيفية تحسين مطاط البيوتادين لأداء ABS لمقاومة الصدمات والمرونة. ↩
تعرف على كيفية تأثير الحرارة على خصائص بلاستيك ABS وتحسين جودة إنتاجك. ↩
افهم كيفية تدفق وتشوه ABS لتحسين جودة القِطع في قولبة الحقن. ↩
تعرّف على درجات المواد لتحسين جودة المنتج وتحسين تكاليف الإنتاج. ↩
فهم كيفية تأثير التبلور على خصائص المواد ومعالجتها من أجل اختيار أفضل. ↩
تعرّف على تقنيات التشطيب متباين الخواص لتحسين مظهر قطع ABS ووظائفها. ↩
فهم الانكماش الحجمي لمنع مشاكل الالتواء في قولبة حقن ABS بفعالية. ↩
إن فهم مرونة اللدائن الحرارية يعزز اختيار المواد ومتانة المنتج لتحقيق نتائج تصنيع مثالية. ↩
فهم MFI لتحسين ظروف المعالجة وتحسين جودة القِطع في قولبة حقن ABS. ↩
تعرّف على كيفية تعزيز الأنظمة الهيدروليكية المؤازرة لكفاءة الطاقة في قولبة الحقن. ↩






