

هل سئمت من المنتجات ذات الأجزاء التي تتفكك أو تتكسر بسهولة؟ يعاني العديد من المصنعين من مشكلة الجمع بين مواد مختلفة، مما يؤدي إلى مشاكل في الجودة وارتفاع التكاليف وتأخير الإنتاج الذي يحبط جميع المعنيين.
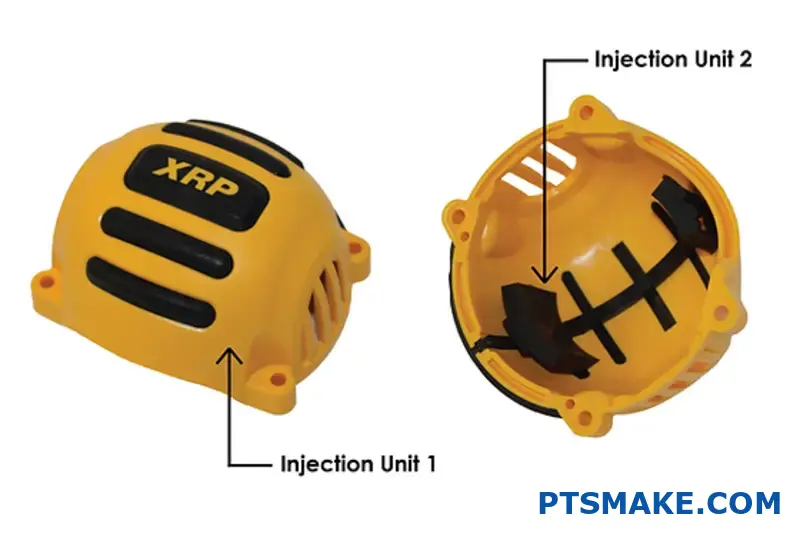
قولبة الحقن بالحقن 2 طلقة (وتسمى أيضًا القولبة ثنائية الطلقات أو متعددة الطلقات) هي عملية تصنيع يتم فيها حقن مادتين مختلفتين في قالب واحد بالتتابع، مما يؤدي إلى إنشاء جزء نهائي بمواد أو ألوان متعددة دون تجميع.
في شركة PTSMAKE، رأيت كيف أن القولبة ثنائية الطلقات تحول مشاريع التجميع المعقدة إلى حلول مبسطة وفعالة من حيث التكلفة. لا تعمل هذه التقنية على تحسين متانة المنتج وجمالياته فحسب، بل تقلل أيضًا من وقت الإنتاج بشكل كبير. إذا كنت تتطلع إلى تحسين تصميم منتجك مع خفض التكاليف، فستحتاج إلى فهم كيفية عمل هذه العملية المبتكرة ومتى تستخدمها.
ما هو الفرق بين الطلقتين والقولبة الزائدة؟
هل سبق لك أن التقطت فرشاة أسنان ذات مقبض مطاطي أو استخدمت أداة كهربائية بمقبض ناعم الملمس؟ هل تساءلت من قبل كيف يجمع المصنعون بين البلاستيك الصلب والمواد اللينة والناعمة في منتج واحد؟ يمكن أن يؤدي الخلط بين عمليات القولبة بالحقن ثنائية الحقن والقولبة المفرطة إلى أخطاء مكلفة في التصميم وصداع في الإنتاج.
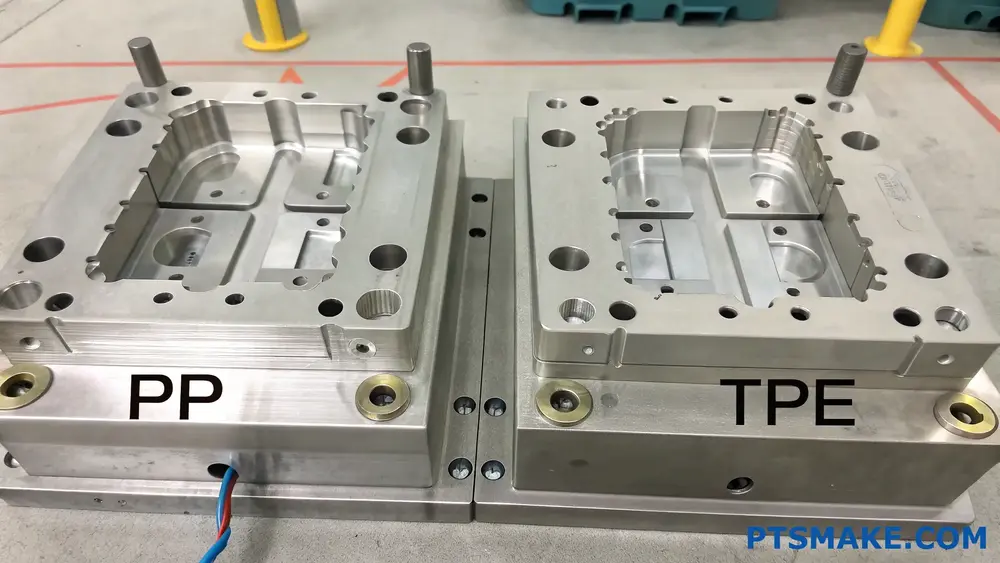
إن القولبة بالحقن ثنائي اللقطة والقولبة المفرطة هما عمليتان مختلفتان لتصنيع البلاستيك متعدد المواد. ينتج القولبة ثنائية اللقطة أجزاءً في ماكينة واحدة باستخدام حقنتين، بينما تتطلب عملية التشكيل الزائد خطوة منفصلة حيث يتم تشكيل مادة ثانية فوق ركيزة مصنوعة مسبقًا. تقدم كل منهما مزايا متميزة لتطبيقات مختلفة.

فهم القولبة بالحقن ثنائية الطلقات
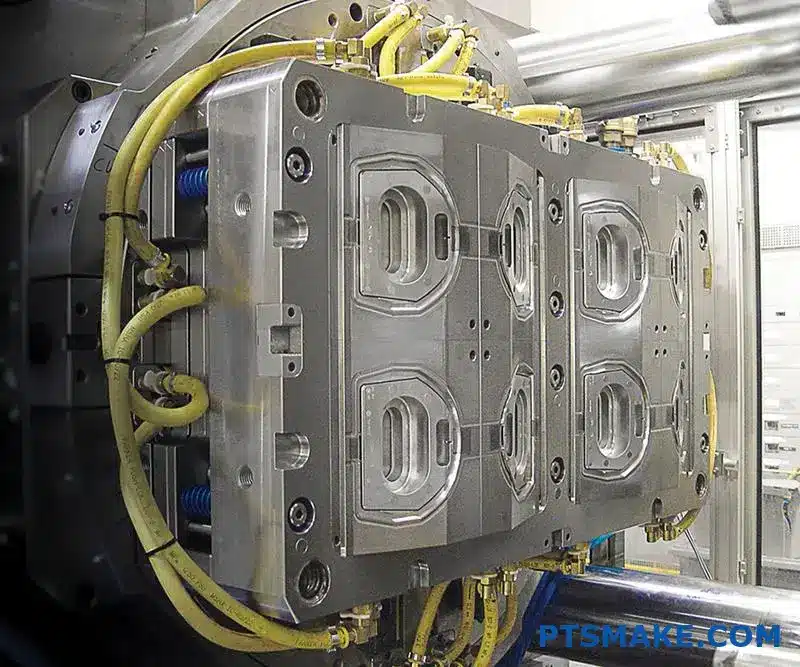
القولبة بالحقن ثنائية اللقطة (وتسمى أيضًا القولبة ثنائية اللقطة أو متعددة اللقطات) هي عملية تصنيع متطورة تسمح بصب مادتين مختلفتين معًا في دورة ماكينة واحدة. وقد أحدثت هذه التقنية ثورة في كيفية إنشاء أجزاء بلاستيكية معقدة ذات خصائص مواد مختلفة.
من خلال خبرتي في العمل مع العملاء في شركة PTSMAKE، وجدت أن عملية التشكيل ثنائي الطلقات توفر دقة استثنائية عند دمج المواد. تبدأ العملية بحقن المادة الأولى في تجويف القالب. ثم، إما من خلال تدوير القالب أو النقل إلى تجويف ثانٍ، يتم حقن المادة الثانية. تكون المادة الأولى لا تزال دافئة عندما تحدث الحقنة الثانية، مما يخلق رابطة جزيئية بين المادتين.
المزايا الرئيسية للقوالب ثنائية الطلقات
تتجاوز فوائد القولبة بالحقن ثنائي الحقن مجرد الجمع بين المواد:
- تقليل وقت الإنتاج: نظرًا لأن كلا المادتين تتم معالجتهما في دورة ماكينة واحدة، فإن الإنتاج أسرع بكثير من الطرق التقليدية.
- روابط مادية أقوى: عادةً ما تكون الرابطة الجزيئية المتكونة بين المواد أقوى من الرابطة الميكانيكية في التشكيل الزائد.
- دقة أعلى: تكون المحاذاة بين المادتين دقيقة للغاية بسبب الطبيعة الخاضعة للتحكم في العملية.
- انخفاض تكاليف العمالة: مناولة أقل تعني متطلبات أقل للعمالة وفرص أقل للخطأ البشري.
التطبيقات الشائعة للقوالب ثنائية الطلقات
يتفوق التشكيل ثنائي الطلقات في التطبيقات التي تتطلب تركيبات دقيقة من المواد:
- الأجهزة الطبية المزودة بأجسام صلبة ومكونات ناعمة الملمس
- قطع غيار السيارات المزودة بموانع تسرب أو حشيات مدمجة
- أجهزة إلكترونية استهلاكية بإطارات صلبة وأزرار ناعمة الملمس
- أدوات ذات أجسام بلاستيكية صلبة ومقابض مطاطية مريحة
فهم القوالب المتراكبة
التشكيل الزائد هو نهج مختلف للتصنيع متعدد المواد يتضمن عملية من خطوتين. أولاً، يتم إنشاء مكوّن أساسي (غالباً ما يسمى الركيزة) من خلال القولبة بالحقن أو عملية أخرى. بعد ذلك، يتم وضع هذه الركيزة في قالب مختلف حيث يتم حقن مادة ثانية فوقها.
في شركة PTSMAKE، كثيرًا ما نستخدم القوالب المتراكبة في المشاريع التي يحتاج فيها العملاء إلى إضافة وظائف إلى المكونات الموجودة أو عند العمل مع مواد لها متطلبات معالجة مختلفة إلى حد كبير. إن اللدائن البلاستيكية الحرارية1 المستخدمة في القوالب المتراكبة توفر مرونة ممتازة في التصميم واختيار المواد.
المزايا الرئيسية للقوالب المتراكبة
يوفر التشكيل الزائد العديد من المزايا المميزة التي تجعله مثاليًا لبعض التطبيقات:
- مرونة المواد: يمكن الجمع بين مواد ذات درجات حرارة معالجة مختلفة إلى حد كبير
- براعة التصميم: يسمح بتصميمات ركيزة أكثر تعقيدًا
- إمكانية التعديل التحديثي: يمكن إضافة ميزات إلى المكونات الموجودة
- قابلية التوسع: مناسب تمامًا لكل من عمليات الإنتاج المنخفضة والكبيرة الحجم على حد سواء
التطبيقات الشائعة للقوالب المتراكبة
تشمل الاستخدامات الشائعة التي يتألق فيها القوالب المتراكبة ما يلي:
- موصلات كهربائية مزودة بموانع تسرب مدمجة
- مقابض أدوات مزودة بمقابض مبطنة
- أدوات مطبخ بمقابض مانعة للانزلاق
- حاويات مقاومة للماء مزودة بحشيات مدمجة
المقارنة بين التشكيل بالقالب ثنائي الطلقات والقولبة المفرطة
لمساعدتك في تحديد العملية المناسبة لمشروعك، أعددتُ جدول المقارنة هذا بناءً على عوامل الأداء الرئيسية:
| العامل | القوالب ثنائية الطلقات | التشكيل الزائد |
|---|---|---|
| سرعة الإنتاج | أسرع (دورة ماكينة واحدة) | أبطأ (خطوات متعددة) |
| قوة الرابطة المادية | أقوى (رابطة جزيئية) | جيد (رابطة ميكانيكية) |
| تكاليف الأدوات | استثمار أولي أعلى | استثمار أولي أقل |
| توافق المواد | يقتصر على المواد المتوافقة | مرونة أكبر في المواد |
| النقطة المثالية لحجم الإنتاج | أحجام متوسطة إلى عالية | أحجام منخفضة إلى عالية |
| تعقيد التصميم | تعقيد متوسط | تعقيد كبير ممكن |
اتخاذ الخيار الصحيح لمشروعك
عند تقديم المشورة للعملاء في PTSMAKE بشأن العملية التي يجب اختيارها، أضع في اعتباري عدة عوامل:
اعتبارات حجم الإنتاج
بالنسبة لعمليات الإنتاج ذات الحجم الكبير حيث تكون الكفاءة أمرًا بالغ الأهمية، غالبًا ما يوفر القولبة ثنائية اللقطة قيمة أفضل على المدى الطويل على الرغم من ارتفاع تكاليف الأدوات الأولية. أما بالنسبة لعمليات التشغيل الأصغر أو النماذج الأولية، فإن القولبة المفرطة توفر عادةً مرونة أكبر مع استثمار أولي أقل.
توافق المواد
يعمل التشكيل ثنائي الطلقات بشكل أفضل عندما تكون المواد ذات درجات حرارة معالجة متشابهة وكيميائيات متوافقة. إذا كنت تعمل مع مواد لها متطلبات معالجة مختلفة إلى حد كبير، فقد يكون القولبة المفرطة هي خيارك الوحيد.
تعقيد التصميم
يؤثر تعقيد تصميم الجزء الخاص بك بشكل كبير على اختيار العملية. يتفوق القولبة ثنائية الطلقة مع الأشكال الهندسية الأبسط وسماكات الجدار المتناسقة، في حين أن القوالب المفرطة يمكن أن تستوعب تصميمات الركيزة الأكثر تعقيدًا وأنماط التغطية المختلفة.
تحليل التكاليف
عند تقييم التكاليف، ضع في اعتبارك كلاً من استثمارات الأدوات الأولية وتكاليف الإنتاج لكل جزء:
- قولبة ثنائية الطلقات: تكاليف أعلى للأدوات ولكن تكاليف أقل للقطعة الواحدة بكميات كبيرة
- التشكيل الزائد: استثمار أولي أقل في الأدوات الأولية ولكن تكاليف أعلى لكل جزء بسبب المناولة الإضافية
في السنوات الأخيرة، لاحظت أن التطورات في أنظمة المناولة الآلية قد ضيقت الفجوة في الكفاءة بين هذه العمليات، مما جعل القولبة المفرطة أكثر تنافسية في عمليات الإنتاج متوسطة الحجم مما كانت عليه في السابق.
ما هي المزايا الرئيسية للقولبة بالحقن ثنائي الطلقات للتطبيقات الصناعية؟
هل عانيت من قبل من خطوات التجميع المتعددة التي تبطئ الجدول الزمني للإنتاج؟ أو ربما شعرت بالإحباط بسبب عدم اتساق الجودة عند ربط المواد المختلفة معًا؟ يمكن أن تؤثر هذه التحديات بشكل كبير على الأداء العام لمنتجك والنتائج النهائية.
يوفر القولبة بالحقن ثنائي الحقن مزايا كبيرة للتطبيقات الصناعية من خلال الجمع بين مواد متعددة في عملية واحدة. تقلل هذه التقنية من تكاليف التجميع، وتعزز متانة المنتج، وتسمح بالتصميمات المعقدة، وتحسن من بيئة العمل، وتوفر مرونة جمالية أكبر مع الحفاظ على كفاءة إنتاج عالية.
كفاءة التكلفة من خلال تبسيط الإنتاج
يقلل القولبة بالحقن ثنائي الحقن بشكل كبير من تكاليف التصنيع مقارنة بالطرق التقليدية. من خلال التخلص من عمليات التجميع الثانوية، تقلل هذه العملية من تكاليف العمالة وتقلل من احتمالية حدوث خطأ بشري. من خلال خبرتي في العمل مع العملاء الصناعيين في PTSMAKE، عادةً ما تشهد الشركات انخفاضًا في تكاليف الإنتاج الإجمالية بنسبة 15-30% عند التحول إلى القولبة بالحقن ثنائي الحقن للتطبيقات المناسبة.
القضاء على العمليات الثانوية
غالباً ما يتطلب التصنيع التقليدي خطوات متعددة:
- صب المكونات الفردية
- تحضير السطح
- استخدام المواد اللاصقة
- التجميع
- فحص الجودة في كل مرحلة من المراحل
مع التشكيل ثنائي الطلقات، يتم دمج هذه العمليات في عملية آلية واحدة. لا يؤدي التخلص من هذه الخطوات إلى تقليل التكاليف المباشرة فحسب، بل يقلل أيضًا من المخزون اللازم للمكونات قيد التنفيذ.
الحد من نفايات المواد
غالبًا ما تؤدي طرق التجميع التقليدية إلى إهدار المواد من خلال:
| مصدر النفايات | العملية التقليدية | عملية اللقطتين |
|---|---|---|
| المواد اللاصقة | كميات كبيرة مستخدمة | لا شيء مطلوب |
| الأجزاء المرفوضة | معدلات أعلى بسبب أخطاء التجميع | انخفاض معدلات الرفض |
| خردة المواد | تم توليدها على مراحل متعددة | تصغيرها إلى عملية واحدة |
في PTSMAKE، لاحظنا أنه يمكن تقليل نفايات المواد بما يصل إلى 25% عند تطبيق تقنية اللقطتين للتطبيقات المناسبة.
تعزيز متانة المنتج وأدائه المحسّن
ينتج عن الرابطة الجزيئية التي تنشأ بين المواد أثناء عملية الطلقتين متانة استثنائية. على عكس الروابط اللاصقة التي يمكن أن تضعف بمرور الوقت، فإن هذه الواجهة الجزيئية2 يخلق اتصالاً لا ينفصل تقريبًا بين المكونات.
مقاومة فائقة للعوامل الجوية والمواد الكيميائية
تُظهر المنتجات المصنّعة باستخدام القولبة ثنائية الطلقات مقاومة ملحوظة لـ:
- تقلبات درجات الحرارة
- التعرض للأشعة فوق البنفسجية
- التفاعلات الكيميائية
- تغلغل الرطوبة
وهذا يجعل هذه التقنية ذات قيمة خاصة للمعدات الخارجية ومكونات السيارات وأجهزة مناولة المواد الكيميائية. لقد كان لديّ عملاء عانوا في السابق من فشل المنتج بسبب تدهور المادة اللاصقة في البيئات القاسية وتخلصوا تمامًا من هذه المشكلات بعد التحول إلى تقنية اللقطتين.
مقاومة الصدمات المحسّنة
إن الانتقال السلس بين المواد يخلق منتجات ذات مقاومة صدمات أفضل من البدائل المجمّعة تقليديًا. إن عدم وجود نقاط تركيز الضغط الموجودة عادةً في الوصلات الملصقة يعني أن القوة موزعة بشكل متساوٍ في جميع أنحاء الجزء.
حرية التصميم والتعقيد
يسمح القولبة بالحقن ثنائي الحقن بميزات تصميم لم تكن ممكنة في السابق، مما يتيح إمكانيات جديدة لابتكار المنتجات.
أشكال هندسية معقدة
تتيح هذه العملية:
- التقطيعات السفلية التي قد تكون صعبة مع القوالب التقليدية
- مقاطع رقيقة الجدران متاخمة للمكونات الصلبة
- القنوات والهياكل الداخلية المعقدة
- سمك المادة المتغير داخل الجزء الواحد
تركيبات المواد للتحسين الوظيفي
تتضمن بعض تركيبات المواد القوية ما يلي:
| المادة الأساسية | مواد مصبوبة فوق القالب | المزايا الوظيفية |
|---|---|---|
| بلاستيك صلب | TPE/TPU | أختام مقاومة للماء وتوسيد |
| معدن | بلاستيك هندسي | تقليل الوزن، والعزل |
| بلاستيك صلب | بوليمرات ناعمة الملمس | تحسين بيئة العمل والقبضة |
| بلاستيك شفاف | بلاستيك غير شفاف | أنابيب الإضاءة ذات المقاطع المقنعة |
المزايا المريحة والجمالية
تجربة مستخدم محسّنة
يعمل التشكيل ثنائي الطلقات على إنشاء انتقالات سلسة بين المواد الصلبة واللينة، مما يعزز من بيئة عمل المنتج. وهذا الأمر ذو قيمة خاصة في:
- الأجهزة الطبية التي تتطلب مناولة دقيقة
- أدوات كهربائية مزودة بمثبط اهتزازات
- إلكترونيات استهلاكية ذات مناطق قبضة مريحة
- المكونات الداخلية للسيارات
تسمح القدرة على التحكم الدقيق في وضع وسُمك المواد الناعمة الملمس بالتحكم الدقيق في وضع وسُمك المواد الناعمة الملمس بتحسين راحة المستخدم دون المساس بسلامة الهيكل.
جاذبية بصرية محسّنة
تسمح العملية بـ
- حدود لونية واضحة دون نزف أو تلطخ
- ألوان متعددة بدون طلاء
- قوام متباين في جزء واحد
- عناصر زخرفية متكاملة
عادةً ما تتفوق الجودة البصرية للأجزاء المصبوبة بطلقتين على الأجزاء المطلية أو المجمّعة على البدائل المطلية أو المجمّعة، مع متانة ومقاومة أفضل للتآكل.
فوائد الاستدامة البيئية
يتماشى صب الطلقتين مع أهداف الاستدامة الحديثة بعدة طرق:
- تقليل استهلاك الطاقة من خلال التخلص من دورات الصب المتعددة وعمليات التجميع
- تقليل آثار النقل من خلال توحيد سلاسل التوريد
- التخلص من المركبات العضوية المتطايرة (VOCs) الموجودة عادةً في المواد اللاصقة
- إمكانية إعادة التدوير بسهولة أكبر عند اختيار مواد متوافقة
لقد ساعدنا في شركة PTSMAKE العديد من العملاء على تحقيق أهداف الاستدامة من خلال تحويل المنتجات المناسبة إلى تقنية اللقطتين مما يقلل من الأثر البيئي وتكاليف الإنتاج في الوقت نفسه.
تحليل التكلفة: صب الطلقتين مقابل الطرق التقليدية؟
هل تساءلت يومًا لماذا تقدم بعض الشركات المصنعة منتجاتها باستمرار بتكاليف أقل دون التضحية بالجودة؟ هل عانيت من أجل تقليل نفقات الإنتاج مع الحفاظ على أداء الأجزاء أو حتى تحسينه؟ هذه التحديات تبقي العديد من الفرق الهندسية مستيقظة طوال الليل.
يقلل التشكيل ثنائي الطلقات من تكاليف الإنتاج مقارنةً بالطرق التقليدية من خلال التخلص من العمليات الثانوية، وتقليل تكاليف العمالة، وتقليل هدر المواد، وتقليل وقت التجميع، وخفض نفقات إدارة المخزون - مما يؤدي عادةً إلى توفير التكاليف الإجمالية للتطبيقات المناسبة.
تحليل وفورات التكلفة
عند تقييم عمليات التصنيع، يساعد فهم الآثار المترتبة على التكلفة الدقيقة على اتخاذ قرارات مستنيرة. لقد قمتُ بتحليل العديد من المشاريع التي تحول فيها العملاء من الطرق التقليدية إلى القولبة ثنائية الطلقات، وعادةً ما تظهر فوائد التكلفة في عدة مجالات رئيسية.
مقارنة تكاليف الإنتاج المباشر
يوفر القولبة ثنائية الطلقة مزايا كبيرة من حيث التكلفة مقارنة بالقولبة التقليدية أحادية الطلقة متبوعة بعمليات ثانوية. دعني أفصل هذه الوفورات بأرقام حقيقية بناءً على سيناريوهات الإنتاج النموذجية:
| عامل التكلفة | الطريقة التقليدية | قولبة ثنائية الطلقات | المدخرات النموذجية |
|---|---|---|---|
| تكاليف العمالة | $0.85-1.20/جزء | $0.40-0.65/جزء | 45-55% |
| وقت الدورة | 60-90 ثانية | 30-50 ثانية | 40-50% |
| النفايات المادية | 8-12% | 3-5% | 50-60% |
| معدل رفض الجودة | 5-8% | 2-3% | 50-60% |
| الاستثمار في الأدوات | تكلفة أولية أقل | تكلفة أولية أعلى | -30-40% (أولي) |
| إجمالي تكلفة الإنتاج | $1.40-1.80/1.80/جزء | $0.95-1.25/جزء | 30-35% |
تمثل هذه الأرقام متوسطات من عمليات الإنتاج المتعددة في PTSMAKE، على الرغم من أن الوفورات المحددة ستختلف بناءً على تعقيدات القِطع واختيار المواد وحجم الإنتاج.
القضاء على العملية الثانوية
تأتي إحدى أهم مزايا التكلفة من التخلص من العمليات الثانوية. فغالباً ما يتطلب التصنيع التقليدي:
- الأجزاء المراد إزالتها من ماكينات التشكيل الأولية
- التبريد والتحضير للعمليات الثانوية
- النقل إلى محطات التشغيل الثانوية (الطلاء، التجميع، إلخ)
- عمالة إضافية للمناولة والمعالجة
- فحوصات الجودة بين العمليات
مع التشكيل ثنائي الطلقات، يتم دمج هذه الخطوات في عملية واحدة. يمكن إكمال الجزء الذي كان يتطلب في السابق صبًا بالإضافة إلى طباعة الوسادة أو التجميع الثانوي في دورة ماكينة واحدة. بالنسبة لعميل في صناعة الإلكترونيات الاستهلاكية، قمنا بتخفيض تكاليف الإنتاج بمقدار 28% من خلال التخلص من ثلاث عمليات ثانوية من خلال تصميم عملية ثنائية الطلقة.
كفاءة استخدام المواد
يحسن التشكيل ثنائي الطلقات بشكل كبير من استخدام المواد بعدة طرق:
- تقليل نفايات العدائين: تعمل أنظمة العداء الساخن الحديثة في عمليات الطلقتين على تقليل هدر المواد في أنظمة العداء.
- انخفاض معدلات الرفض: مع انخفاض عدد عمليات المناولة، تنخفض معدلات الرفض عادةً بنسبة 30-50%.
- التوزيع الأمثل للمواد: تسمح القدرة على استخدام مواد مختلفة في مناطق مختلفة من الجزء بتخصيص أكثر كفاءة للمواد.
في PTSMAKE، قمنا بتنفيذ عملية ثنائية الطلقات لعميل في مجال السيارات، مما أدى إلى تقليل استهلاك المواد بمقدار 23% مقارنة بطريقة التصنيع السابقة من خلال هذه الكفاءات.
فوائد التكلفة الخفية التي تتجاوز الإنتاج المباشر
وفورات إدارة المخزون
غالبًا ما يتطلب التصنيع التقليدي الاحتفاظ بمخزون من المكونات في انتظار العمليات الثانوية أو التجميع. ويؤدي التشكيل ثنائي الطلقات إلى التخلص من هذه العمل قيد التنفيذ3 المخزونات، مما يقلل
- متطلبات مساحة المستودع
- تتبع المخزون وتكاليف الإدارة
- مخاطر تقادم المكونات
- رأس المال المقيد في سلع غير مكتملة
بالنسبة لأحد عملاء الأجهزة الطبية، انخفضت تكاليف حمل المخزون بحوالي 181 تيرابايت و11 تيرابايت بعد الانتقال إلى عملية اللقطتين.
تخفيض تكاليف الخدمات اللوجستية والنقل
عندما تتطلب المنتجات عمليات تصنيع متعددة في منشآت مختلفة، تتراكم تكاليف كبيرة من:
- النقل بين المرافق
- التعبئة والتغليف للحماية أثناء النقل
- التوثيق والتتبع
- الأضرار المحتملة أثناء النقل
- زيادة المدد الزمنية المستغرقة
ومن خلال دمج العمليات، فإن القولبة ثنائية الطلقة تلغي هذه التكاليف اللوجستية بين العمليات. وفرت إحدى الشركات المصنعة للمنتجات الاستهلاكية التي عملت معها ما يقرب من $0.32 لكل وحدة من تكاليف النقل وحدها من خلال الانتقال إلى عملية ثنائية الطلقات.
الوفورات في التكاليف المرتبطة بالجودة
تُترجم التحسينات في الجودة الناتجة عن التشكيل بالقطعتين مباشرةً إلى توفير في التكلفة:
- انخفاض متطلبات الفحص المخفضة: مع عدد أقل من العمليات، تنخفض نقاط التفتيش.
- مطالبات ضمان أقل: تحسين اتساق القِطع وقوة الرابطة يقلل من الأعطال الميدانية.
- انخفاض إعادة العمل: يقلل التخلص من العمليات الثانوية من فرص حدوث عيوب.
عادةً ما تؤدي هذه التحسينات في الجودة إلى تقليل التكاليف المتعلقة بالجودة بنسبة 15-25% مقارنةً بالطرق التقليدية ذات العمليات المتعددة.
اعتبارات التكلفة طويلة الأجل
تحليل التكلفة الإجمالية للملكية
في حين أن تكاليف الأدوات الأولية للقولبة ثنائية الطلقات أعلى، إلا أن التكلفة الإجمالية للملكية على مدار دورة حياة المنتج غالبًا ما تفضل هذا النهج:
- استثمار أولي أعلى في الأدوات والمعدات
- انخفاض كبير في تكاليف إنتاج كل جزء بشكل ملحوظ
- انخفاض تكاليف الجودة على مدى عمر المنتج
- انخفاض متطلبات العمالة وتكاليف التدريب المرتبطة بها
- تقليل الصيانة والتعقيد التشغيلي
بالنسبة للمنتجات التي تتجاوز أحجام إنتاجها 50,000 وحدة، فإن علاوة الاستثمار الأولي في الأدوات عادةً ما يتم سدادها في غضون 6-18 شهرًا من خلال الوفورات التشغيلية.
مزايا قابلية التوسع
مع زيادة أحجام الإنتاج، يُظهر القولبة ثنائية الطلقات مزايا فائقة من حيث التكلفة مقارنة بالطرق التقليدية:
- لا تتدرج تكاليف العمالة بشكل خطي مع حجم الإنتاج
- يتم التخلص من اختناقات العمليات الثانوية
- تحسن استخدام المعدات مع العمليات الموحدة
- تصبح أتمتة العمليات أكثر فعالية
تجعل مزايا قابلية التوسع هذه القوالب ثنائية الطلقات فعالة من حيث التكلفة بشكل خاص لعمليات الإنتاج المتوسطة إلى الكبيرة الحجم حيث تتطلب الطرق التقليدية استثمارات إضافية كبيرة للتوسع.
استكشاف تركيبات المواد المتوافقة للقولبة بالحقن ثنائي الحقن؟
هل سبق لك أن قضيت أسابيع في تصميم جزء متعدد المواد، لتكتشف أن المواد التي اخترتها غير متوافقة تمامًا في الإنتاج؟ أو هل شاهدت مشروعاً مخططاً بشكل مثالي على شكل قطعتين يفشل لأن المواد لا تتوافق بشكل صحيح، مما يسبب تأخيرات مكلفة ومشاكل جودة محبطة؟
تشمل تركيبات المواد الأكثر فعالية لقولبة الحقن بالحقن ثنائي الطلقات أزواج اللدائن الحرارية ذات الهياكل الكيميائية المتشابهة ودرجات حرارة انصهار متوافقة ومعدلات انكماش تكميلية. تشمل التوليفات الشائعة PP مع TPE/TPV، والكمبيوتر الشخصي مع ABS، والنايلون مع TPE لتحقيق الترابط الكيميائي والميكانيكي الأمثل.

فهم أساسيات توافق المواد
ربما يكون اختيار المواد هو القرار الأكثر أهمية في قولبة الحقن بالحقن ثنائي الطلقات. بعد العمل مع مئات من تركيبات المواد، وجدت أن التوافق يتلخص في ثلاثة عوامل رئيسية: التوافق الكيميائي والخصائص الحرارية والخصائص الميكانيكية.
لنجاح مشروع التشكيل ثنائي الطلقات، يجب أن تترابط المواد معًا على المستوى الجزيئي. ويحدث ذلك بشكل أكثر فعالية عندما تتشارك المادتان في تراكيب كيميائية متشابهة أو عندما تحتوي إحدى المادتين على عناصر يمكن أن تشكل روابط مع الأخرى. بالإضافة إلى ذلك، يجب أن تكون درجة حرارة المعالجة للمادتين متشابهة - عادةً في حدود 40 درجة مئوية - لمنع الالتواء أو التدهور أو الترابط غير الكامل أثناء عملية التشكيل الثانية.
تمثل معدلات الانكماش تحديًا آخر. عندما تتقلص مادتان بمعدلات مختلفة بشكل كبير أثناء التبريد، يمكن أن يؤدي ذلك إلى حدوث إجهادات داخلية أو التواء أو حتى التسبب في انفصال المكونات. القاعدة الأساسية الجيدة هي إبقاء فروق معدل الانكماش أقل من 0.003 بوصة/في عندما يكون ذلك ممكنًا.
تركيبات المواد الشائعة التي تحقق نتائج
استنادًا إلى خبرتي في العمل مع الشركات المصنعة في مختلف الصناعات، فإن بعض تركيبات المواد تحقق أداءً جيدًا باستمرار في تطبيقات التشكيل بالقالب بالخرز المزدوج:
البولي بروبلين (PP) مع TPE/TPV
لا يزال البولي بروبيلين بروبيلين المقترن باللدائن البلاستيكية الحرارية (TPE) أو اللدائن الحرارية الملدنة (TPV) أحد أكثر التركيبات استخدامًا. هذا الاقتران يخلق التشابك الجزيئي4 بين المواد، مما ينتج عنه روابط قوية دون الحاجة إلى مواد لاصقة أو تداخلات ميكانيكية. لقد رأيت هذه التركيبة مستخدمة على نطاق واسع في المنتجات الاستهلاكية ومكونات السيارات والأجهزة الطبية حيث تحتاج الهياكل الصلبة إلى مقابض أو سدادات ناعمة الملمس.
بولي كربونات (PC) مع ABS
يوفر مزيج PC+ABS توازنًا ممتازًا بين القوة ومقاومة الحرارة وقابلية المعالجة. يوفر الكمبيوتر الشخصي مقاومة الصدمات والشفافية، بينما يساهم ABS في تشطيب السطح وقابلية المعالجة. تعمل هذه التركيبة بشكل جيد بشكل خاص في العلب الإلكترونية والمكونات الداخلية للسيارات والإلكترونيات الاستهلاكية حيث تكون السلامة الهيكلية والجاذبية الجمالية مهمة.
نايلون مع TPEs
يُنتج النايلون (البولي أميد) المقترن بالبولي أميد المصمم خصيصًا من البولي إيثيلين متعدد الألياف مكونات متينة للغاية مع مقاومة ممتازة للمواد الكيميائية والحرارة والإجهاد. ويتفوق هذا المزيج في تطبيقات السيارات تحت غطاء المحرك، والمعدات الصناعية، والمنتجات الاستهلاكية عالية الأداء حيث تكون المتانة البيئية أمرًا بالغ الأهمية.
ABS مع TPU
يوفر ABS الصلابة الهيكلية بينما يوفر البولي يوريثين بالحرارة (TPU) المرونة ومقاومة التآكل والملمس الناعم. يعمل هذا المزيج بشكل جيد في الإلكترونيات الاستهلاكية والأدوات الكهربائية والأجهزة الطبية حيث تكون بيئة العمل مهمة.
تركيبات المواد التي يجب تجنبها
لا تعمل جميع تركيبات المواد معًا بشكل جيد. من خلال التجربة والخطأ في العديد من المشاريع، حددت العديد من التوليفات التي تسبب مشاكل في كثير من الأحيان:
- البولي إيثيلين (PE) مع معظم اللدائن الحرارية الأخرى (باستثناء بعض أنواع البولي إيثيلين متعدد الكلور)
- البوليسترين (PS) مع البولي أوليفينات (PE، PP)
- بولي كلوريد الفينيل مع اللدائن الحرارية عالية الحرارة (عدم التوافق في درجات الحرارة)
- الأسيتال (POM) مع معظم المواد الأخرى (يميل إلى عدم التوافق الكيميائي)
عندما يطلب العملاء هذه التركيبات، فإنني عادةً ما أوصي بمواد بديلة أو أقترح تعديلات في التصميم لدمج التداخلات الميكانيكية عندما لا يكون الربط الكيميائي ممكناً.
دليل اختيار المواد للتطبيقات الشائعة
يوفر الجدول أدناه دليلاً مرجعياً سريعاً بناءً على متطلبات التطبيق:
| الحاجة إلى التطبيق | تركيبة المواد الموصى بها | المزايا الرئيسية |
|---|---|---|
| مقابض ناعمة الملمس | PP + TPE/TPV | ترابط ممتاز، وملمس جيد، وفعالية من حيث التكلفة |
| أختام مقاومة للماء | PC + LSR (مطاط السيليكون السائل) | سلامة مانع تسرب ممتازة ومقاومة درجات الحرارة |
| الأجزاء عالية التأثير | كمبيوتر شخصي + ABS | قوة صدمة فائقة، وجماليات جيدة |
| مقاومة المواد الكيميائية | نايلون + مادة TPE المقاومة للمواد الكيميائية | متانة ممتازة في البيئات القاسية |
| نوافذ شفافة مزودة بأختام | PMMA (أكريليك) + TPU (أكريليك) | وضوح بصري مع ختم مرن |
| التطبيقات الكهربائية | مادة PBT + TPE | عزل كهربائي جيد مع ميزات مرنة |
تعزيز توافق المواد
في الحالات التي تكون فيها تركيبات المواد المثالية غير ممكنة بسبب متطلبات التصميم الأخرى، يمكن للعديد من التقنيات تحسين الترابط:
المعالجات السطحية والطبقات الأولية
بالنسبة لأزواج المواد الصعبة، يمكن للبرايمرات المتخصصة إنشاء جسور كيميائية بين المواد غير المتوافقة. كما يمكن للمعالجات السطحية مثل معالجات البلازما أو الهالة أو اللهب تنشيط أسطح المواد لتحسين الترابط. في شركة PTSMAKE، استخدمنا هذه التقنيات بنجاح لربط مواد مثل POM إلى TPE، والتي لا تنشئ عادةً روابط قوية.
اعتبارات التصميم من أجل تفاعل أفضل للمواد
يمكن للتصميم الذكي التغلب على قيود المواد. أوصي دائمًا بدمج التداخلات الميكانيكية مثل القواطع السفلية أو التوافقيات أو الأضلاع عندما يكون توافق المواد مشكوكًا فيه. يمكن أن تؤدي زيادة مساحة سطح التلامس بين المواد وتصميم الواجهة لتقليل تركيزات الإجهاد إلى تحسين سلامة القِطع بشكل كبير.
المواد المضافة والمواد المركبة
يمكن للإضافات الخاصة سد الفجوة بين المواد غير المتوافقة. على سبيل المثال، يمكن للبوليمرات المطعمة ببوليمرات أنهيدريد المالئيك أن تحسن بشكل كبير من الترابط بين البولي أوليفينات والبلاستيك الهندسي. في حين أن هذه الإضافات تضيف بعض التكلفة، إلا أنها غالبًا ما تكون أكثر اقتصادًا من إعادة تصميم الأجزاء أو تغيير المواد بالكامل.
اختبار توافق المواد المختبرة
قبل الالتزام بالإنتاج الكامل، أوصي دائمًا باختبار توافق المواد من خلال اختبار توافق المواد قبل الالتزام بالإنتاج الكامل:
- اختبار التقشير لقياس قوة الرابطة
- التدوير البيئي للتحقق من متانة الرابطة في ظل تقلبات درجات الحرارة والرطوبة
- اختبار المقاومة الكيميائية عند الاقتضاء
- اختبار الإجهاد الميكانيكي لمحاكاة الاستخدام في العالم الحقيقي
لقد أنقذت هذه الاختبارات عددًا لا يحصى من المشاريع من الفشل من خلال تحديد المشكلات المحتملة قبل توسيع نطاق الإنتاج.
اختيار المواد وتوافقها في التشكيل ثنائي الطلقات؟
هل عانيت من قبل مع المواد التي لا تلتصق ببساطة في مشروعك للقولبة ثنائية الطلقات؟ أو واجهت مشاكل التصفيح بعد الإنتاج مما أعادك إلى لوحة الرسم؟ يمكن أن يؤدي اختيار المواد إلى نجاح أو فشل مشروعك في التشكيل بالخرز المزدوج، ومع ذلك غالبًا ما يتم تجاهله حتى تظهر المشاكل.
توافق المواد هو حجر الزاوية لنجاح مشاريع القولبة ثنائية الطلقات. يجب أن يكون للمواد المختارة درجات حرارة معالجة متشابهة، ومعدلات انكماش متوافقة، وخصائص ترابط كيميائية أو ميكانيكية مناسبة لإنشاء مكون متين وعالي الجودة. وبدون الاقتران المناسب للمواد، فإن فشل المنتج أمر لا مفر منه.
فهم أساسيات توافق المواد
لا يقتصر توافق المواد في عملية التشكيل بالقطعتين على مجرد العثور على مادتين تلتصقان ببعضهما البعض - بل يتعلق الأمر بإنشاء علاقة تدوم طوال عمر المنتج. عندما أقوم بتقييم المواد المستخدمة في مشروع ثنائي الطلقات، أقوم بفحص العديد من العوامل الحاسمة التي تحدد الأداء على المدى الطويل.
تعتمد أكثر تطبيقات القولبة ثنائية الطلقات نجاحًا على المواد التي تخلق الرابطة البينية5 بين اللقطة الأولى والثانية. يمكن أن تتشكل هذه الرابطة من خلال الالتصاق الكيميائي، حيث تخلق التفاعلات الجزيئية اتصالاً قوياً، أو من خلال التشابك الميكانيكي، حيث تتدفق المادة الثانية إلى مناطق محكم من المادة الأولى.
من خلال خبرتي في العمل مع العملاء في PTSMAKE، وجدتُ أن تحقيق أفضل توافق للمواد يتطلب فهم التركيب الكيميائي لكل من البوليمرات. عادةً ما توفر المواد من نفس عائلة البوليمر التصاق أفضل. على سبيل المثال، غالبًا ما ينتج عن إقران TPE (المطاط الصناعي بالحرارة) مع البولي بروبيلين ترابطًا ممتازًا لأنهما يشتركان في التركيب الجزيئي نفسه.
خصائص المواد الحرجة التي يجب مراعاتها
تحدد العديد من الخصائص الرئيسية ما إذا كانت المواد ستعمل معًا بشكل جيد في تطبيقات اللقطتين:
توافق درجة حرارة المعالجة
يجب أن يكون نطاق درجة حرارة المعالجة لكلا المادتين متوافقًا. إذا كانت الفجوة في درجات الحرارة واسعة للغاية، فستواجه تحديات كبيرة. أوصي باختيار مواد ذات درجات حرارة معالجة في حدود 40 درجة مئوية من بعضها البعض كلما أمكن ذلك.
محاذاة معدل الانكماش
عدم تطابق الانكماش هو أحد الأسباب الأكثر شيوعًا لفشل القولبة بالطلقات التي واجهتها. عندما تتقلص المواد بمعدلات مختلفة بشكل كبير أثناء التبريد، فإن ذلك يخلق ضغوطًا داخلية يمكن أن تؤدي إلى التواء ومشاكل في الأبعاد وحتى فشل الرابطة.
يوضح الجدول التالي معدلات الانكماش النموذجية لمجموعات المواد الشائعة ذات الطلقتين:
| المواد الأولية | معدل الانكماش (%) | المواد الثانوية | معدل الانكماش (%) | التوافق |
|---|---|---|---|---|
| بولي بروبيلين | 1.0-2.0 | TPE | 1.5-3.0 | جيد |
| ABS | 0.4-0.7 | كمبيوتر شخصي | 0.5-0.7 | ممتاز |
| نايلون | 1.0-1.5 | TPU | 1.5-2.5 | معتدل |
| كمبيوتر شخصي | 0.5-0.7 | TPE | 1.5-3.0 | فقير |
طاقة السطح وقابلية التبلل
تلعب طاقة السطح دورًا حاسمًا في مدى جودة ترابط المواد. عادةً ما تشكل المواد ذات الطاقة السطحية العالية روابط أقوى. عند تصميم الأجزاء، أوصي أحيانًا بمعالجات سطحية لتعديل الطاقة السطحية للقطعة الأولى لتحسين الالتصاق مع المادة الثانية.
تركيبات المواد الشائعة للقوالب ثنائية الطلقات
على مدار السنوات التي قضيتها في هذا المجال، وجدتُ أن بعض أزواج المواد تحقق أداءً جيداً باستمرار في تطبيقات اللقطتين:
تركيبات صلبة/لينة
ربما يكون هذا هو التطبيق الأكثر شيوعًا للقولبة ثنائية الطلقات، حيث يتم الجمع بين مادة هيكلية صلبة ومادة لينة ومرنة:
- PP/TPE: يستخدم على نطاق واسع للمنتجات الاستهلاكية ومقابض الأدوات والأجهزة الطبية
- ABS/TPE: شائع في المكونات الداخلية للسيارات والإلكترونيات الاستهلاكية
- PC/TPE: مثالي للتطبيقات التي تتطلب شفافية مع عناصر ناعمة الملمس
التطبيقات الصلبة متعددة الألوان
عند إنشاء مكونات صلبة متعددة الألوان:
- ABS/ABS: ترتبط مواد ABS الملونة المختلفة ABS ببعضها البعض بشكل جيد للغاية
- PC/PC: ممتاز للتطبيقات الشفافة أو الشفافة متعددة الألوان
- PP/PP: فعال من حيث التكلفة للمنتجات الاستهلاكية ذات الحجم الكبير
اختبار توافق المواد قبل الإنتاج
قبل الالتزام بالإنتاج الكامل، أوصي دائمًا باختبار توافق المواد قبل الالتزام بالإنتاج الكامل. في PTSMAKE، نقدم في PTSMAKE عدة طرق للاختبار:
- اختبار الالتصاق باستخدام قياسات قوة التقشير
- اختبار الإجهاد البيئي (تدوير درجة الحرارة والتعرض للرطوبة)
- لقطات نموذج أولي للتحقق من صحة التصميم واختيار المواد
- اختبار مقاومة المواد الكيميائية للتطبيقات المعرضة لبيئات قاسية
يمكن للاختبار المبكر أن يوفر تكاليف كبيرة من خلال تحديد المشكلات المادية المحتملة قبل الانتهاء من تصنيع أدوات الإنتاج.
تحديات اختيار المواد وحلولها
التحدي: المواد المعاد تدويرها
يمثل استخدام المواد المعاد تدويرها في تطبيقات الطلقتين تحديات توافق فريدة من نوعها. يمكن أن يؤدي التركيب المتنوع للمواد المعاد تدويرها إلى ترابط غير متناسق. أوصي بإجراء اختبار مكثف عند دمج المحتوى المعاد تدويره وغالبًا ما أقترح استخدام المواد البكر لسطح الربط مع استخدام المواد المعاد تدويرها للقلب.
التحدي: المتطلبات الخاصة
بالنسبة للتطبيقات الطبية أو الغذائية أو التطبيقات الخارجية، تدخل اعتبارات مادية إضافية:
- قد تتطلب التطبيقات الطبية مواد متوافقة حيويًا أو قابلة للتعقيم
- تحتاج التطبيقات الملامسة للأغذية إلى مواد متوافقة مع إدارة الغذاء والدواء الأمريكية
- يجب أن تتحمل المنتجات الخارجية التعرض للأشعة فوق البنفسجية وتقلبات درجات الحرارة
كل متطلب خاص يضيّق خيارات المواد الخاصة بك، مما يجعل تقييم التوافق أكثر أهمية.
عند التعامل مع هذه التحديات، يمكن للتشاور مع خبراء المواد في مرحلة مبكرة من عملية التصميم أن يمنع حدوث أخطاء مكلفة. في شركة PTSMAKE، نعمل بشكل وثيق مع موردي المواد لضمان أن المواد المختارة ستلبي متطلبات الأداء والمتطلبات التنظيمية.
كيف نضمن دقة المحاذاة في عمليات القولبة بالحقن ثنائي الحقن؟
هل سبق لك أن استلمت دفعة من الأجزاء المصبوبة ثنائية الطلقات لتجد مكونات غير متحاذية أو طبقات مرئية أو ضعف الترابط بين المواد؟ يمكن أن يكون الإحباط الناتج عن إلغاء عمليات الإنتاج بأكملها بسبب مشاكل المحاذاة أمرًا مرهقًا، خاصةً عندما تلوح المواعيد النهائية في الأفق وتضيق الميزانيات.
يتطلب ضمان المحاذاة الدقيقة في قولبة الحقن بالحقن ثنائي اللقطة اهتمامًا دقيقًا بتصميم القالب واختيار المواد ومعايير العملية وتدابير مراقبة الجودة. من خلال تنفيذ وضع البوابات المناسب، وتحسين التحكم في درجة الحرارة، والحفاظ على ضغط حقن ثابت، واستخدام تقنيات المحاذاة المتقدمة، يمكن للمصنعين تحقيق تكامل سلس بين المكونات.
فهم تحديات المحاذاة في التشكيل ثنائي الطلقات
تقدم عملية القولبة بالحقن ثنائي الطلقات، والمعروفة أيضًا باسم الحقن المزدوج أو التشكيل الزائد، تحديات محاذاة فريدة من نوعها مقارنةً بالقولبة التقليدية. تتطلب العملية تنسيقًا دقيقًا بين الحقنة الأولى والثانية لضمان توافق المكونات معًا بشكل مثالي. من خلال خبرتي في العمل مع الأجزاء المصبوبة بشكل مفرط المعقدة، حددت العديد من العوامل الرئيسية التي تؤثر على دقة المحاذاة.
توافق المواد ومعدلات الانكماش وتوافقها
يتمثل أحد أهم التحديات في التشكيل ثنائي الطلقات في إدارة مختلف معدلات الانكماش6 بين المواد. عندما تبرد مادتان بمعدلات مختلفة، فإن ذلك يخلق ضغوطًا داخلية يمكن أن تشوه المكونات وتسبب اختلالاً في المحاذاة. على سبيل المثال، عند قولبة البولي إيثيلين تيرفثاليت البولي إيثيلين على ركيزة صلبة من البولي كربونات، يمكن أن يكون الفرق في الانكماش أكبر من 3-5 مرات بالنسبة للبولي إيثيلين تيرفثاليت.
ولمواجهة هذا التحدي، أوصي بما يلي:
- اختيار مواد ذات خصائص انكماش متوافقة
- ضبط سُمك الجدار لتعويض الانكماش التفاضلي
- استخدام برامج المحاكاة للتنبؤ بمشاكل الانكماش والتخفيف من حدتها
- تنفيذ استراتيجيات التبريد المناسبة للتحكم في معدلات الانكماش
اعتبارات تصميم القالب للمحاذاة الدقيقة
يلعب تصميم القالب دورًا حاسمًا في ضمان دقة المحاذاة. يمكن أن تؤدي خيارات التصميم الرديئة إلى مشاكل في التسجيل والوميض واللقطات القصيرة واختلال محاذاة المكونات.
عناصر تصميم القالب الحرجة
- ميزات محاذاة التجويف الأساسي: تضمين دبابيس محاذاة دقيقة وبطانات ذات تفاوتات تفاوت ± 0.001 بوصة أو أفضل
- أنظمة طرد قوية: تصميم أنظمة طرد مصممة لإزالة الأجزاء دون تشويهها
- تحسين موقع البوابة: وضع البوابات في مكان استراتيجي لضمان الملء المتوازن وتقليل تغيرات الضغط إلى الحد الأدنى
خلال مشروع حديث في PTSMAKE، أعدنا تصميم قالب ثنائي الطلقات لموصل سيارات بإضافة ميزات محاذاة إضافية. وقد قلل هذا التعديل من تباين المحاذاة بأكثر من 70%، مما جعل الجزء مطابقًا للمواصفات.
تقنيات المحاذاة المتقدمة
تستفيد عمليات التشكيل الحديثة ثنائية الطلقات من العديد من التقنيات المتقدمة:
| التكنولوجيا | المزايا | الدقة النموذجية |
|---|---|---|
| ألواح فهرسة تعمل بمحرك مؤازر | تحكم دقيق في التموضع، ودوران قابل للتكرار | ±0.001" |
| أنظمة الرؤية | التحقق في الوقت الفعلي من المحاذاة والضبط التلقائي | ±0.0005" |
| محولات الضغط الرقمية | مراقبة متناسقة لضغط التجويف، واتساق من دورة إلى أخرى | ± 0.5% بمقياس كامل |
| مستشعرات موضع القالب | التحقق من موضع القالب بالضبط قبل الحقن | ±0.0002" |
لقد حولت هذه التقنيات قدرات الدقة في التشكيل ثنائي الطلقات. لقد طبقت أنظمة فهرسة مدفوعة بمؤازرة حافظت على تفاوتات المحاذاة في حدود 0.002 بوصة عبر عمليات إنتاج تزيد عن 100,000 وحدة.
استراتيجيات التحكم في العمليات للمحاذاة المثلى
حتى مع التصميم المثالي للقوالب، يظل التحكم في العملية أمرًا حاسمًا لتحقيق محاذاة متسقة. وقد أثبتت هذه الاستراتيجيات فعاليتها في تجربتي في الإنتاج:
إدارة درجة الحرارة
يمكن أن تتسبب الاختلافات في درجات الحرارة عبر القالب في حدوث انكماش غير متساوٍ ومحاذاة سيئة. قم بتنفيذ هذه الممارسات:
- الحفاظ على درجة حرارة ثابتة للقالب باستخدام وحدات تحكم حرارية متطورة (± 1 درجة مئوية كحد أقصى)
- قنوات تبريد متوازنة لضمان توزيع الحرارة بشكل موحد
- مراقبة درجة حرارة المواد طوال فترة المعالجة
- النظر في التبريد المطابق للأشكال الهندسية المعقدة
تحسين معلمات الحقن
تؤثر مرحلة الحقن بشكل كبير على دقة المحاذاة:
- التحكم في الضغط: الحفاظ على ثبات ضغط الحقن والإمساك بالضغط
- ملفات تعريف السرعة: تطوير ملامح سرعة حقن محسنة لسرعة الحقن لكل مادة
- نقاط التحويل: تحديد نقاط التحول في الحجم/الضغط بعناية
- توزيع قوة المشبك: ضمان ضغط تشبيك متساوٍ عبر وجه القالب
لقد وجدت أن توثيق هذه المعلمات وتوحيدها لكل مجموعة من المواد أمر ضروري للحصول على نتائج قابلة للتكرار.
أنظمة مراقبة الجودة والقياس
يساعد تطبيق أنظمة قوية لمراقبة الجودة على اكتشاف مشكلات المحاذاة قبل أن تصبح مشاكل مكلفة:
- الاستفادة من ماكينات قياس الإحداثيات (CMMs) للتحقق الدقيق من الأبعاد
- تنفيذ التحكم الإحصائي في العمليات (SPC) مع حدود التحكم المناسبة
- تطوير معايير النجاح/الإخفاق الخاصة بخصائص المحاذاة
- تحديد فترات زمنية منتظمة لأخذ العينات بناءً على حجم الإنتاج والأهمية الحرجة
استكشاف مشكلات المحاذاة الشائعة وإصلاحها
على الرغم من بذل أفضل الجهود، لا يزال من الممكن حدوث مشاكل في المحاذاة. إليك طريقة منهجية لاستكشاف الأخطاء وإصلاحها:
- توثيق المشكلة: قياس المحاذاة الخاطئة وتسجيلها بدقة
- تحليل بيانات العملية: مراجعة بارامترات الحقن ودرجات الحرارة والضغط
- فحص مكونات القالب: تحقق من وجود تآكل في ميزات المحاذاة والدبابيس والبطانات
- تقييم المواد: التحقق من خصائص المواد وظروف المعالجة
- تنفيذ الإجراءات التصحيحية: إجراء تعديلات مستهدفة بناءً على النتائج
في أحد المشاريع الصعبة، واجهنا اختلالاً مستمراً في أحد مكونات الأجهزة الطبية. ومن خلال اتباع هذا النهج المنهجي في استكشاف الأخطاء وإصلاحها، حددنا أن اختلافات دفعة المواد كانت تسبب انكماشًا غير متسق. وقد أدى تطبيق مواصفات مواد أكثر صرامة إلى حل المشكلة.
دراسة حالة: تحسين المحاذاة في المكونات ثنائية الطلقات في السيارات
في PTSMAKE، عملنا مع أحد موردي السيارات لتحسين دقة المحاذاة في مجموعة مفاتيح ثنائية اللقطة. كان معدل الرفض في الإنتاج الأولي 12% بسبب مشاكل في المحاذاة الخاطئة. من خلال تنفيذ:
- ميزات محاذاة القالب المحسّنة
- الفهرسة بالتحكم المؤازر
- معلمات العملية المحسّنة
- تصميم قناة تبريد متقدمة
لقد قللنا حالات رفض المحاذاة الخاطئة إلى أقل من 11 تيرابايت و11 تيرابايت، مما وفر حوالي 1 تيرابايت و12 تيرابايت و45,000 تيرابايت سنويًا من تكاليف الخردة.
لقد أصبح هذا النهج المنهجي لدقة المحاذاة ممارسة قياسية في عمليات التشكيل ثنائي الطلقات لدينا، مما يضمن جودة متسقة عبر تطبيقات متنوعة من السيارات إلى الأجهزة الطبية.
تحليل التكلفة والفائدة من صب الطلقتين لإنتاج السيارات؟
هل سبق لك أن واجهت القرار الصعب بالاختيار بين طرق التصنيع التقليدية والتقنيات الحديثة مثل القولبة ثنائية الطلقات لمشاريع السيارات الخاصة بك؟ تصبح المعضلة أكثر صعوبة عندما تتعامل مع الإنتاج بكميات كبيرة حيث يكون كل سنت لكل جزء مهمًا ويمكن أن تؤدي كفاءة الإنتاج إلى زيادة ميزانيتك أو تحطيمها.
نعم، يمكن للقولبة ثنائية الطلقات أن تدعم بشكل فعال إنتاج مكونات السيارات بكميات كبيرة. فهي توفر مزايا من حيث التكلفة من خلال تقليل خطوات التجميع، وانخفاض تكاليف العمالة، وأوقات دورات أسرع، وتقليل نفايات المواد، مما يجعلها ذات قيمة خاصة لقطع غيار السيارات المعقدة التي يتم إنتاجها على نطاق واسع.

تقسيم هيكل التكلفة
عند تقييم القولبة ثنائية الطلقات لإنتاج السيارات بكميات كبيرة، فإن فهم الصورة الكاملة للتكلفة أمر ضروري. بعد العمل مع العديد من عملاء السيارات، وجدت أن العديد من صانعي القرار يركزون بشكل ضيق للغاية على تكاليف الأدوات الأولية دون النظر في التأثير الاقتصادي الكلي.
الاستثمار الأولي مقابل التوفير على المدى الطويل
يتطلب التشكيل بالقالب ثنائي الطلقات استثمارًا مقدمًا أعلى مقارنةً بالقالب التقليدي. يمكن أن تكون تكاليف الأدوات 25-40% أعلى بسبب تصميم القالب المعقد المطلوب. ومع ذلك، فإن هذا الاستثمار المبدئي عادةً ما يؤتي ثماره من خلال المزايا التشغيلية المختلفة:
| عامل التكلفة | القوالب التقليدية | قولبة ثنائية الطلقات | التأثير على الإنتاج بكميات كبيرة |
|---|---|---|---|
| الاستثمار في الأدوات | أقل | 25-40% أعلى | يتم إطفاء التكاليف الأولية المرتفعة على فترات الإنتاج الكبيرة |
| تكاليف التجميع | مطلوب للأجزاء متعددة المواد | الحد الأدنى أو القضاء عليها | وفورات كبيرة على نطاق واسع |
| تكاليف العمالة | أعلى بسبب العمليات الثانوية | أقل بسبب العملية الآلية | تتضاعف وفورات العمالة مع تضاعف الحجم |
| وقت الدورة | وقت إنتاج إجمالي أطول | دورات مدمجة أسرع | إنتاجية أعلى تزيد من السعة |
| معدل الخردة | مخاطر أعلى مع عمليات متعددة | أقل مع العملية الموحدة | يصبح الحد من النفايات كبيراً على نطاق واسع |
بالنسبة لتطبيقات السيارات ذات الحجم الكبير التي تنتج مئات الآلاف من القطع، غالبًا ما تصبح التكلفة المخفضة لكل قطعة واضحة بعد حوالي 15,000 إلى 25,000 وحدة، اعتمادًا على مدى تعقيد المكون المحدد.
توافق الأتمتة للإنتاج الضخم
تتمثل الميزة الرئيسية للقولبة ثنائية الطلقات لإنتاج السيارات بكميات كبيرة في توافقها الاستثنائي مع أنظمة التشغيل الآلي.
التكامل مع الأنظمة الروبوتية
يمكن دمج خلايا القولبة الحديثة ثنائية الطلقات بسلاسة مع:
- أنظمة مناولة الأجزاء الروبوتية
- معدات الفحص الآلي للجودة
- أنظمة التعبئة والتغليف المباشر
- أتمتة مناولة المواد
في PTSMAKE، قمنا بتنفيذ خلايا قولبة مؤتمتة بالكامل ذات حقنتين تعمل بأقل تدخل بشري، مما يقلل من تكاليف العمالة بنسبة تصل إلى 70% مقارنةً بطرق التصنيع التقليدية التي تتطلب عمليات تجميع ثانوية.
جودة متسقة على نطاق واسع
يصبح اتساق الجودة أكثر أهمية في الإنتاج بكميات كبيرة. يوفر القولبة ثنائية الطلقات مزايا كبيرة هنا:
- القضاء على محاذاة القالب7 المشكلات بين العمليات المنفصلة
- انخفاض التباين من جزء إلى آخر
- انخفاض معدلات العيوب بسبب قلة عمليات المناولة
- ترابط أكثر اتساقًا بين المواد
بالنسبة لتطبيقات السيارات التي تتطلب خصائص هيكلية صلبة وأسطحًا ناعمة الملمس، مثل مكونات لوحة العدادات أو مقابض الأبواب، يصبح هذا الاتساق ميزة كبيرة للجودة وتقليل مطالبات الضمان.
مجموعات المواد التي تقود الابتكار في مجال السيارات
تستمر صناعة السيارات في الدفع نحو مكونات أخف وزناً وأقوى وأكثر فعالية من حيث التكلفة. تتيح القوالب ثنائية الطلقات تركيبات المواد التي يصعب أو يستحيل تحقيقها من خلال طرق التصنيع الأخرى.
أزواج المواد الشائعة في السيارات
| المواد الأولية | المواد الثانوية | التطبيقات النموذجية |
|---|---|---|
| جهاز كمبيوتر شخصي/مكيف هوائي | TPE/TPU | مقابض التحكم والأزرار والمقابض |
| نايلون/PA | TPV | المكونات الوظيفية التي تتطلب الختم |
| ص | TPO | الزخرفة الداخلية، ومكونات وحدة التحكم |
| PBT | سيليكون | مكونات عالية الحرارة مع مانعة للتسرب |
| كمبيوتر شخصي | ب م أ م أ | مكونات الإضاءة وشاشات العرض |
تسمح تركيبات المواد هذه لمهندسي السيارات بحل العديد من تحديات التصميم في مكون واحد. على سبيل المثال، إنشاء ناقل حركة صلب مع مقابض مدمجة ناعمة الملمس ومؤشرات مضيئة في خطوة تصنيع واحدة.
عتبات حجم الإنتاج
استنادًا إلى خبرتي في العمل مع مورّدي طبقات السيارات، تصبح عملية التشكيل بالقالب ثنائي الطلقات اقتصادية بشكل متزايد مع تزايد أحجام الإنتاج.
متى يكون صب الطلقتين منطقيًا من الناحية المالية؟
- منخفضة الحجم (أقل من 10,000 وحدة): بشكل عام ليست فعالة من حيث التكلفة إلا إذا كان تعقيد الجزء يتطلب ذلك تمامًا
- حجم متوسط (10,000 إلى 50,000 وحدة): البدء في رؤية عائد الاستثمار، خاصة بالنسبة للأجزاء ذات خطوات التجميع المتعددة
- وحدات كبيرة الحجم (أكثر من 50,000 وحدة): فعالة للغاية من حيث التكلفة، مع تحقيق وفورات كبيرة
- الإنتاج الضخم (أكثر من 100,000 وحدة): التطبيق الأمثل، وتحقيق أقصى قدر من الفوائد من حيث التكلفة
بالنسبة لتطبيقات السيارات مثل مقابض الأبواب، حيث قد يصل الإنتاج السنوي إلى 500,000 وحدة أو أكثر، يمكن أن تصل وفورات التكلفة من التشكيل ثنائي الطلقات إلى ملايين الدولارات على مدى عمر البرنامج.
الاعتبارات البيئية للتصنيع المستدام
من المزايا التي غالبًا ما يتم تجاهلها في كثير من الأحيان لقولبة ثنائية الطلقات للإنتاج بكميات كبيرة هو تأثيرها البيئي. فمن خلال دمج الأجزاء والعمليات المتعددة، فإنه يقلل من:
- إجمالي استهلاك المواد
- استخدام الطاقة في عمليات التصنيع
- متطلبات النقل بين خطوات التصنيع
- البصمة الكربونية الكلية
بالنسبة لمصنعي السيارات الذين لديهم أهداف الاستدامة، تتماشى هذه المزايا بشكل مثالي مع المبادرات البيئية للشركات مع تقليل التكاليف في الوقت نفسه - وهو سيناريو مربح للجانبين رأيت المزيد من العملاء يتبنونه في السنوات الأخيرة.
ما هي إجراءات مراقبة الجودة الضرورية للأجزاء المصبوبة بالحقن ثنائي الطلقات؟
هل سبق لك أن استلمت قطعتين مصبوبتين بالرصاص لتكتشف وجود نزيف لوني أو اختلال في المحاذاة أو عدم اتساق في ترابط المواد؟ قد يؤدي الإحباط الناتج عن رفض عملية إنتاج كاملة بسبب مشاكل الجودة إلى عرقلة الجداول الزمنية للمشروع وتضخيم التكاليف بشكل كبير. تصبح هذه المشاكل حرجة بشكل خاص عند إنتاج مكونات معقدة وعالية الدقة.
تتطلب مراقبة الجودة الفعالة للأجزاء المصبوبة بالحقن ثنائي الحقن نهجًا شاملاً يغطي اختبار المواد، والتحقق من صحة العملية، والفحص البصري، والتحقق من الأبعاد، واختبار قوة الترابط، والاختبار الوظيفي. عند تنفيذ هذه التدابير بشكل منهجي في جميع مراحل الإنتاج، تضمن هذه التدابير اتساق جودة القِطع وأدائها.

أساس مراقبة الجودة للقولبة ثنائية الطلقات
تبدأ مراقبة الجودة لقولبة الحقن بالحقن ثنائي الطلقات قبل وقت طويل من بدء الإنتاج. وبصفتي شخصًا قاد عددًا لا يحصى من مشاريع التصنيع، أعتقد أن إنشاء نظام قوي لمراقبة الجودة أمر ضروري لتحقيق نتائج متسقة. تتطلب التحديات الفريدة من نوعها للقولبة بالحقن ثنائي الحقن - إدارة مواد متعددة، وضمان الالتصاق المناسب، والحفاظ على ثبات الأبعاد بين الحقن - تدابير جودة متخصصة.
اختبار توافق المواد
قبل بدء الإنتاج، يعد الاختبار الشامل لتوافق المواد أمرًا بالغ الأهمية. يعتمد نجاح القولبة ثنائية الطلقات اعتمادًا كبيرًا على مدى جودة ترابط المواد المختلفة معًا. عادةً ما نجري عدة اختبارات:
- اختبار الالتصاق للتحقق من قوة الترابط بين المواد
- تحليل التوافق الكيميائي لمنع التفاعلات الضارة
- اختبار التمدد الحراري لضمان عدم انفصال المواد أثناء التبريد
- التحقق من مؤشر التدفق الذائب لتأكيد سلوك التدفق السليم
تساعد هذه الاختبارات في تحديد المشكلات المحتملة قبل ظهورها في الإنتاج. على سبيل المثال، عند العمل مع أحد عملاء الأجهزة الطبية، اكتشفنا أن مادة TPE المحددة في البداية لن تلتصق بشكل صحيح مع الركيزة المصنوعة من البولي كربونات. ومن خلال تحديد ذلك أثناء الاختبار بدلاً من الإنتاج، وفرنا وقتاً وموارد كبيرة.
التحقق من صحة العمليات وتوثيقها
إن عملية التحقق من الصحة8 للقولبة ثنائية الطلقات تتطلب توثيقًا أكثر شمولاً من القولبة بالحقن القياسية. وكحد أدنى، يجب أن يتضمن التوثيق ما يلي:
| عنصر التوثيق | الغرض | المعلمات الحرجة |
|---|---|---|
| فحص المادة الأولى | التحقق من جودة الإنتاج الأولي | الأبعاد، والمظهر، والترابط |
| ورقة معلمات العملية | توثيق إعدادات الماكينة المثلى | درجات الحرارة، والضغوط، والأوقات |
| شهادة المواد | يؤكد مواصفات المواد | خواص المواد، وأرقام القطع |
| خطة مراقبة الجودة | الخطوط العريضة لإجراءات التفتيش | تكرار أخذ العينات ومعايير القبول |
يضمن التحقق السليم إمكانية التكرار ويوفر نقطة مرجعية عند استكشاف مشكلات الجودة وإصلاحها. أوصي العملاء دائمًا بالاحتفاظ بوثائق عملية مفصلة، خاصةً بالنسبة للتطبيقات المعقدة ذات اللقطتين.
تدابير مراقبة الجودة أثناء العملية
بروتوكولات الفحص البصري
يظل الفحص البصري أحد أكثر أدوات مراقبة الجودة فعالية. وبالنسبة للأجزاء المصبوبة بطلقتين، يجب أن تركز عمليات الفحص البصري على:
- المناطق البينية بين المواد من أجل الترابط المناسب
- تقييم تناسق الألوان ونزيف الألوان
- عيوب السطح بما في ذلك خطوط التدفق، وعلامات الحوض، وعلامات الاحتراق
- وميض أو فيضان عند حدود المواد
- محاذاة مناسبة بين مكونات الطلقة الأولى والثانية
في حين أن أنظمة الرؤية الآلية يمكن أن تساعد، فإن المفتشين المدربين لا يقدرون بثمن لتحديد العيوب الدقيقة التي قد تغفلها الآلات. لقد قمنا بتنفيذ ظروف إضاءة فحص موحدة وكتالوجات عيوب بصرية شاملة لتحسين الاتساق.
التحقق من الأبعاد
تمثل دقة الأبعاد في التشكيل بالطلقتين تحديات فريدة من نوعها لأن الطلقة الثانية يمكن أن تؤثر على أبعاد الطلقة الأولى. تشمل طرق التحقق الأساسية ما يلي:
- ماكينات قياس الإحداثيات (CMM) - للقياس الدقيق للأبعاد الحرجة
- المقارنات الضوئية - للتحقق من المحاذاة الصحيحة بين المكونات
- مسح ضوئي ثلاثي الأبعاد - بالنسبة إلى الأشكال الهندسية المعقدة ومقارنة الجزء الكلي ببيانات CAD
- مقاييس الانطلاق/عدم الانطلاق - للتحقق السريع من الميزات الحرجة
إن تحديد الترددات المناسبة لأخذ العينات بناءً على حجم الإنتاج وأهمية الجزء يضمن مراقبة الجودة بكفاءة دون الإفراط في الاختبار.
اختبار الروابط المادية
تحدد قوة الرابطة بين المواد سلامة الجزء من الناحية الهيكلية. نقوم عادةً بـ
- اختبارات التقشير لقياس قوة الالتصاق
- اختبار القص عند واجهات المواد
- اختبار الإعياء الدوري للأجزاء التي تتعرض لإجهاد متكرر
- اختبار الإجهاد البيئي (درجة الحرارة والرطوبة والتعرض للأشعة فوق البنفسجية)
يجب أن تحاكي هذه الاختبارات ظروف العالم الحقيقي بأكبر قدر ممكن. بالنسبة لعملاء السيارات، قمنا بتطوير بروتوكولات اختبار متخصصة تتضمن تدوير درجة الحرارة للتحقق من سلامة الرابطة في البيئات التشغيلية.
ضمان جودة ما بعد الإنتاج
الاختبار الوظيفي
بالإضافة إلى الخصائص الفيزيائية، يجب أن يكون أداء الجزأين المصبوبين بالحقن على النحو المنشود في تطبيقهما. يجب أن يقيِّم الاختبار الوظيفي ما يلي:
- تشغيل الميزات الميكانيكية (المفصلات والمشابك والأزرار)
- فعالية منع التسرب للحشوات أو الأختام المصبوبة فوق القالب
- الخواص الكهربائية للأجزاء ذات العناصر الموصلة للكهرباء
- المقاومة الكيميائية للأجزاء المعرضة للمذيبات أو المواد الأخرى
غالبًا ما توفر تركيبات الاختبار المخصصة أكثر الوسائل فعالية لتقييم الأداء الوظيفي باستمرار.
تنفيذ التحكم في العمليات الإحصائية
للحفاظ على الجودة على مدى عمليات الإنتاج الممتدة، فإن تنفيذ مراقبة العمليات الإحصائية (SPC) لا يقدر بثمن. بالنسبة للقولبة ثنائية الطلقات، تشمل العناصر الرئيسية لمراقبة العمليات الإحصائية ما يلي:
- مخططات التحكم للأبعاد الحرجة ومعلمات العملية
- دراسات القدرة (Cp، Cpk) للتحقق من استقرار العملية
- تحليل الاتجاهات لتحديد التحولات التدريجية في الجودة
- بروتوكولات تحليل الأسباب الجذرية لمعالجة المشكلات المكتشفة
لقد وجدتُ أن تركيز جهود مراقبة الأداء الفردي على الخصائص الأكثر أهمية بدلاً من محاولة مراقبة كل شيء يؤدي إلى مراقبة جودة أكثر فعالية.
إطار عمل التحسين المستمر
نظام قوي لمراقبة الجودة ليس ثابتًا. تساعد عمليات التدقيق المنتظمة ومبادرات التحسين على تنقيح العمليات بناءً على البيانات المتراكمة. فكر في التنفيذ:
- عمليات تدقيق جودة الموردين المنتظمة
- المراجعة الدورية لمعدلات الرفض وأسبابه
- مشاريع التحسين المهيكلة التي تستهدف العيوب الشائعة
- التدريب المتبادل لموظفي الجودة لتحسين اتساق التفتيش
عندما واجه أحد العملاء مشاكل وميض متكررة في واجهات المواد، أجرى فريق الجودة لدينا مشروع تحسين مركز أدى إلى خفض معدلات العيوب بمقدار 68% من خلال تعديلات متواضعة في الأدوات وتعديلات معلمات العملية.
كيف تعمل قوالب الحقن ثنائية الطلقات على تحسين متانة المنتج في الأجهزة الطبية؟
هل سبق لك أن تعاملت مع جهاز طبي شعرت بأنه هش أو يحتوي على أجزاء يبدو أنها من المحتمل أن تتعطل أثناء الاستخدام الحرج؟ أو ربما شاهدت مدى سرعة تلف بعض المعدات الطبية في ظل الظروف القاسية للتعقيم الروتيني والتعامل اليومي؟ يؤثر هذا التحدي المتزايد على سلامة المرضى ويرفع تكاليف الاستبدال بشكل كبير.
يحسّن القولبة بالحقن ثنائي الحقن من متانة الأجهزة الطبية بشكل كبير من خلال إنشاء روابط سلسة ومقاومة للمواد الكيميائية بين المواد المختلفة بدون مواد لاصقة. تُنتج هذه التقنية مكونات ذات مرونة وصلابة مستهدفة في مناطق دقيقة، مما ينتج عنه أجهزة تتحمل دورات التعقيم المتكررة والمناولة اليومية مع الحفاظ على السلامة الهيكلية.

العلم الكامن وراء تعزيز المتانة في التطبيقات الطبية
عند دراسة السبب الذي يجعل القولبة بالحقن ثنائي الحقن توفر متانة فائقة في الأجهزة الطبية، نحتاج إلى فهم المزايا الأساسية التي تقدمها هذه العملية. تنشئ هذه التقنية رابطة جزيئية بين المواد المختلفة، مما يزيل نقاط الضعف التي توجد عادةً في المكونات المجمعة.
تشكيل الروابط الكيميائية أثناء عملية التشكيل
يبدأ تعزيز المتانة على المستوى الجزيئي. أثناء عملية التشكيل ثنائي الطلقات، يتم تبريد المادة الأولى جزئيًا قبل إدخال المادة الثانية. وهذا يخلق ظروفاً مثالية لسلاسل البوليمر من كلتا المادتين للتشابك في الواجهة. وعلى عكس طرق التجميع التقليدية حيث يتم ربط مكونين منفصلين باستخدام مواد لاصقة أو مثبتات ميكانيكية، فإن الانتشار بين الجزيئي9 تخلق رابطة قوية تقريبًا مثل المواد الأساسية نفسها.
من خلال خبرتي في العمل مع الشركات المصنعة للأجهزة الطبية، يثبت هذا الترابط على المستوى الجزيئي أنه أمر بالغ الأهمية عندما يجب أن تتحمل الأجهزة مئات دورات التعقيم. وغالباً ما تفشل طرق الربط التقليدية في ظل هذه الظروف، بينما تحافظ الأجزاء المصبوبة بالقطعتين على سلامتها لفترة أطول بكثير.
استراتيجيات الجمع بين المواد لتحقيق الأداء الأمثل
يؤدي الاقتران الاستراتيجي للمواد إلى تحسين المتانة في التطبيقات الطبية. إليك كيفية معالجة التوليفات المختلفة لتحديات المتانة المحددة:
| تركيبة المواد | مزايا المتانة | التطبيقات الطبية الشائعة |
|---|---|---|
| بلاستيك صلب + TPE | مقاومة الصدمات مع قبضة مريحة | الأدوات الجراحية وأدوات التشخيص |
| كمبيوتر شخصي + سيليكون | مقاومة المواد الكيميائية مع ختم مرن | أنظمة توصيل السوائل، ومعدات التنفس |
| نايلون + TPU | مقاومة التآكل مع تبطين | أجهزة تقويم العظام ومعدات إعادة التأهيل |
| PP + TPE | ثبات التعقيم مع عناصر اللمس | معدات المختبرات، وأجهزة مراقبة المرضى |
عند تطوير نظام قسطرة لأحد العملاء عند PTSMAKE، استخدمنا مزيجًا من الكمبيوتر/السيليكون الذي زاد من تحمل المنتج لدورة التعقيم بمقدار 300% مقارنةً بتصميمهم السابق الذي استخدموا فيه الربط اللاصق.
فوائد السلامة الهيكلية للمكونات الطبية الحرجة
التخلص من نقاط تركيز الإجهاد
تخلق طرق التجميع التقليدية نقاط تركيز إجهاد حيث تلتقي المكونات المختلفة. وتصبح هذه النقاط مواقع لبدء الفشل أثناء الاستخدام المتكرر أو التعقيم. يزيل التشكيل ثنائي الطلقات نقاط الضعف هذه عن طريق إنشاء انتقالات متجانسة بين المواد.
لقد قمتُ بتحليل العديد من الأجهزة الطبية الفاشلة على مر السنين، وحوالي 70% من حالات الفشل تحدث عند نقاط انتقال المواد هذه عند استخدام طرق التجميع التقليدية. يقضي التشكيل ثنائي الطلقات فعليًا على وضع الفشل هذا.
مناطق المرونة والصلابة المتحكم فيها
أحد الجوانب الأكثر قيمة للقولبة ثنائية الطلقات للأجهزة الطبية هو القدرة على إنشاء مناطق محددة بدقة بخصائص ميكانيكية مختلفة. وهذا يتيح:
- مكونات هيكلية صلبة تحافظ على ثبات الأبعاد
- المناطق المرنة التي تمتص الصدمات أو توفر مزايا مريحة
- مناطق ناعمة الملمس لراحة المستخدم وتحكمه
- انتقالات الصلابة المتغيرة التي توزع الضغط بالتساوي
وتكتسب هذه التحولات في الخصائص الخاضعة للتحكم أهمية خاصة في الأجهزة مثل الأدوات الجراحية حيث يجب أن يتعايش التحكم الدقيق والمتانة. استخدم مقبض الملقط الذي ساعدت في تصميمه البولي كربونات الصلبة للعناصر الهيكلية مع صبّ مادة TPE بشكل استراتيجي للقبض والتحكم، مما أدى إلى زيادة العمر الافتراضي القابل للاستخدام بمقدار 40%.
تحسينات المتانة في العالم الحقيقي في التطبيقات الطبية
دراسة حالة: المضخات الوريدية وأنظمة توصيل السوائل
تمثل أنظمة توصيل السوائل تحديات خاصة تتعلق بالمتانة بسبب التعرض المستمر للمواد الكيميائية والتنظيف المتكرر. وقد أحدثت القوالب ثنائية الطلقات ثورة في هذه الأجهزة من خلال:
- إنشاء انتقالات سلسة بين العلب الصلبة ومسارات السوائل المرنة
- التخلص من نقاط التسرب من الوصلات الميكانيكية
- توفير مقاومة للمواد الكيميائية عند الحاجة دون المساس بالمرونة
- تمكين قابلية تنظيف أفضل من خلال التخلص من الشقوق والدرزات
أظهر مشروع أنجزناه مؤخرًا لصالح إحدى الشركات الكبرى المصنعة للمعدات الطبية هذه الفوائد بوضوح. فمن خلال إعادة تصميم مسار سائل المضخة الوريدية باستخدام قولبة ثنائية بدلاً من المكونات المجمعة المتعددة، ساعدنا في إطالة متوسط عمر الخدمة من 18 شهرًا إلى أكثر من 4 سنوات.
مقاومة معززة لعمليات التعقيم
يجب أن تتحمل الأجهزة الطبية إجراءات التعقيم القوية بما في ذلك:
- التعقيم بالبخار بالأوتوكلاف (121-134 درجة مئوية)
- غاز أكسيد الإيثيلين
- أشعة جاما
- المعقمات الكيميائية مثل بيروكسيد الهيدروجين
تُظهر الأجزاء المصبوبة بطلقتين مقاومة فائقة لهذه العمليات مقارنةً بالمكونات المجمعة للأسباب التالية:
- لا توجد مواد لاصقة تتحلل
- لن تنفصل واجهات المواد أثناء التدوير الحراري
- يمنع التركيب المتجانس تغلغل المواد المعقمة
- يمكن استيعاب اختلافات التمدد الحراري بين المواد من خلال اختيار المواد
عند تصميم المكوّنات التي ستواجه هذه الظروف القاسية، أوصي دائمًا بالصب ثنائي الطلقات على طرق التجميع التقليدية كلما أمكن ذلك.
فوائد الاستدامة البيئية والاقتصادية
بالإضافة إلى مزايا المتانة الفورية، يوفر القولبة ثنائية الطلقات مزايا استدامة مهمة في تصنيع الأجهزة الطبية:
- الحد من النفايات من خلال دمج المكونات التي يمكن تصنيعها بشكل منفصل
- انخفاض معدل الاستبدال بسبب طول عمر الجهاز الافتراضي
- التخلص من المواد اللاصقة والمذيبات التي قد تشكل مخاوف بيئية
- إعادة تدوير مبسطة في نهاية العمر الافتراضي بفضل اختيار المواد المتوافقة
تتماشى هذه المزايا مع التركيز المتزايد على ممارسات التصنيع المستدام في صناعة الأجهزة الطبية، وهو أمر تبنيناه بالكامل في شركة PTSMAKE في عمليات الإنتاج لدينا.
تعرّف على سبب أهمية اختيار المواد لنجاح مشاريع التشكيل متعدد المواد. ↩
تعرف على آلية الترابط الحرجة هذه من أجل هندسة أفضل للمنتج. ↩
تعرف كيف يمكن لمفهوم التصنيع هذا أن يقلل من تكاليف المخزون لديك 18-25%. ↩
التشابك الفيزيائي لسلاسل البوليمر عبر واجهات المواد، وهو أمر بالغ الأهمية لتحقيق ترابط قوي. ↩
تعرّف على المزيد حول مفهوم الترابط الحاسم هذا للمشاريع الناجحة. ↩
انقر للتعرف على تقنيات تعويض الانكماش الخاص بالمواد. ↩
تعلم كيف تؤثر محاذاة القالب المناسبة على جودة القِطع وكفاءة الإنتاج. ↩
تعرّف على كيفية ضمان التحقق من صحة المعالجة جودة التصنيع المتسقة والامتثال التنظيمي. ↩
انقر لمعرفة كيف تعزز هذه العملية الجزيئية أداء الأجهزة الطبية وطول عمرها الافتراضي. ↩






