

يعاني العديد من المصنعين من مشاكل في قولبة حقن البولي بروبيلين بولي بروبيلين حيث يواجهون مشاكل مثل الالتواء والانكماش وعدم اتساق جودة القِطع. لقد رأيت أن هذه المشاكل تسبب تأخيرات كبيرة في الإنتاج وهدرًا مكلفًا للمواد، خاصةً عند قولبة أجزاء PP المعقدة.
تتمثل العوامل الرئيسية في قولبة حقن PP في درجة حرارة القالب (40-80 درجة مئوية)، ودرجة حرارة الذوبان (200-280 درجة مئوية)، وضغط الحقن (10000-15000 رطل لكل بوصة مربعة)، ووقت التبريد. تؤثر هذه العوامل بشكل مباشر على جودة القِطع وزمن الدورة وكفاءة الإنتاج.

دعوني أشارككم ما تعلمته عن تحسين هذه العوامل الرئيسية في PTSMAKE. سنستكشف كل معلمة بالتفصيل، وسأوضح لك كيف يمكن للتحكم المناسب أن يحسن نتائج قولبة ال PP الخاصة بك بشكل كبير. من إعداد المواد إلى إخراج الجزء النهائي، كل خطوة مهمة في تحقيق جودة متسقة.
ما هو قولبة حقن البولي بروبيلين البولي بروبلين؟
هل تساءلت من قبل عن سبب عدم اتساق بعض المنتجات البلاستيكية من حيث الجودة أو فشلها قبل الأوان؟ يعاني العديد من المصنعين من مشاكل في إنتاج الأجزاء البلاستيكية، ويواجهون مشاكل مثل الاعوجاج والانكماش وسوء تشطيب السطح. لا تؤدي هذه المشاكل إلى تأخيرات مكلفة في الإنتاج فحسب، بل يمكن أن تضر بسمعة العلامة التجارية أيضًا.
قولبة حقن البولي بروبيلين PP هي عملية تصنيع تقوم بتحويل كريات البولي بروبيلين (PP) البلاستيكية إلى أجزاء صلبة عن طريق تسخينها حتى تنصهر، ثم حقن المادة في تجويف القالب تحت ضغط عالٍ. تصنع هذه العملية متعددة الاستخدامات كل شيء من قطع غيار السيارات إلى السلع الاستهلاكية.

فهم خصائص مادة PP
يتميز البولي بروبيلين PP، أو البولي بروبيلين، في عالم البلاستيك بمزيج فريد من الخصائص. وهذا شبه بلورية1 يوفر البوليمر مزايا استثنائية تجعله مثاليًا للقولبة بالحقن:
الخواص الكيميائية والفيزيائية
- درجة الانصهار: 130-171 درجة مئوية
- الكثافة: 0.895-0.92 جم/سم مكعب
- مقاومة للمواد الكيميائية: ممتازة ضد الأحماض والقواعد
- امتصاص الرطوبة: منخفضة جداً
الخواص الميكانيكية
- قوة انثناء عالية
- مقاومة جيدة للإجهاد والتعب
- قوة تأثير ممتازة
- معامل احتكاك منخفض
خطوات عملية قولبة حقن البولي بروبلين بولي بروبلين بالحقن
نتبع في PTSMAKE تسلسلاً دقيقاً من الخطوات لضمان الحصول على أفضل النتائج:
إعداد المواد
- تجفيف كريات PP (إذا لزم الأمر)
- إضافة الملونات أو المواد المضافة
- إعداد ماكينة القولبة بالحقن
اللدونة
- تسخين PP إلى درجة حرارة الانصهار
- الحفاظ على درجة حرارة ذوبان ثابتة
- التحكم في سرعة اللولب والضغط الخلفي
مرحلة الحقن
- ملء تجويف القالب
- تطبيق ضغط الانتظار
- التبريد والتصلب
طرد الجزء
- فتح القالب
- إزالة الجزء النهائي
- فحص الجودة
معلمات العملية الرئيسية
يعتمد النجاح في قولبة حقن البولي بروبيلين بروبيلين على التحكم الدقيق في المعلمات المختلفة:
| المعلمة | النطاق النموذجي | التأثير على جودة الجزء |
|---|---|---|
| درجة حرارة الذوبان | 200-280°C | يؤثر على التدفق والتشطيب السطحي |
| ضغط الحقن | 500-1500 بار | يحدد ملء الجزء |
| درجة حرارة القالب | 20-60°C | تأثيرات التبريد والالتواء |
| وقت التبريد | 10-30 ثانية | يتحكم في ثبات الأبعاد |
التطبيقات الشائعة
يخدم قولبة حقن البولي بروبيلين PP مختلف الصناعات بتطبيقاته المتنوعة:
مكونات السيارات
- أجزاء الزخرفة الداخلية
- علب البطاريات
- مكونات المصد
- خزانات السوائل
السلع الاستهلاكية
- حاويات الطعام
- الأدوات المنزلية
- الألعاب والمنتجات الترفيهية
- أثاث الحدائق
التطبيقات الصناعية
- حاويات مناولة المواد
- علب المعدات الصناعية
- صهاريج تخزين المواد الكيميائية
- أغطية واقية
اعتبارات التصميم لقولبة حقن البولي بروبيلين بولي بروبيلين
لتحقيق أفضل النتائج، ضع في اعتبارك مبادئ التصميم التالية:
سُمك الجدار
- الحفاظ على سمك جدار موحد
- النطاق الموصى به: 1.0 - 3.0 مم
- انتقالات تدريجية بين الأقسام
زوايا السحب
- 1-2 درجة كحد أدنى للأسطح المزخرفة
- 0.5-1 درجة للأسطح الملساء
- زوايا متزايدة للسحوبات العميقة
موقع البوابة
- وضع استراتيجي لأنماط التدفق
- بوابات متعددة للأجزاء الكبيرة
- النظر في مواقع خطوط اللحام
تدابير مراقبة الجودة
في PTSMAKE، ننفذ في PTSMAKE مراقبة شاملة للجودة:
الفحص البصري
- تقييم تشطيب السطح
- التحقق من تناسق الألوان
- اكتشاف الوميض وعلامة الحوض
التحقق من الأبعاد
- قياسات الأبعاد الحرجة
- تقييم الاعوجاج
- تعويض الانكماش
اختبار الأداء
- اختبارات مقاومة الصدمات
- اختبار الإجهاد البيئي
- التحقق من قدرة التحميل
استكشاف المشكلات الشائعة وإصلاحها
استناداً إلى خبرتي في PTSMAKE، إليك حلول للمشاكل الشائعة:
واربج
- تحسين وقت التبريد
- ضبط درجة حرارة القالب
- مراجعة مواقع البوابات
علامات الحوض
- تعديل سُمك الجدار
- ضبط ضغط الانتظار
- مراجعة تصميم نظام التبريد
اللقطات القصيرة
- زيادة ضغط الحقن
- فحص درجة حرارة المادة
- التحقق من كفاية حجم البوابة
استراتيجيات تحسين التكلفة
الحفاظ على أسعار تنافسية مع ضمان الجودة:
اختيار المواد
- تحسين الدرجة
- إعادة النظر في استخدام السجل
- استراتيجيات الشراء بالجملة
كفاءة العملية
- تقليل وقت الدورة الزمنية
- تحسين استهلاك الطاقة
- تنفيذ الأتمتة
صيانة الأدوات
- جدولة الصيانة الوقائية
- إجراءات التنظيف المنتظمة
- مراقبة التآكل
ما هي فوائد وعيوب البولي بروبلين؟
هل سبق لك أن واجهت صعوبة في اختيار المادة البلاستيكية المناسبة لمنتجاتك؟ يواجه العديد من المصنعين هذا التحدي يوميًا، وغالبًا ما يشعرون بالإرهاق بسبب الخيارات العديدة المتاحة. يمكن أن يؤدي الاختيار الخاطئ إلى فشل المنتج وزيادة التكاليف وتأخير المشروع.
البولي بروبيلين (PP) هو بوليمر متعدد الاستخدامات من اللدائن الحرارية التي توفر توازنًا ممتازًا من الخصائص، بما في ذلك المقاومة الكيميائية العالية والقوة الميكانيكية الجيدة والفعالية من حيث التكلفة. ومع ذلك، فإن له أيضًا قيودًا مثل الحساسية للأشعة فوق البنفسجية والأداء المحدود في درجات الحرارة المنخفضة.

الخواص الكيميائية والتركيب الجزيئي
تنبع الخصائص الفريدة للبولي بروبيلين من تركيبته الجزيئية. يتكون البولي بروبيلين من ذرات الكربون والهيدروجين مرتبة في نمط معين، مما يخلق تكتيكًا يؤثر بشكل كبير على خصائصه. لقد لاحظت أنه يمكن هندسة درجات مختلفة من البولي بروبيلين PP لتلبية متطلبات محددة، مما يجعلها قابلة للتكيف بدرجة كبيرة مع مختلف التطبيقات.
مقاومة المواد الكيميائية
يُظهر PP مقاومة ممتازة لـ:
- الأحماض والقواعد
- المذيبات الكيميائية
- المواد الكيميائية المنزلية الشائعة
- مواد التنظيف الصناعية
الخواص الميكانيكية والأداء
من خلال خبرتي في شركة PTSMAKE، عملت مع العديد من تطبيقات البولي بروبيلين بروبيلين. وفيما يلي تحليل مفصل لخصائصها الميكانيكية:
| الممتلكات | نطاق القيمة | معيار الصناعة |
|---|---|---|
| قوة الشد | 32-43 ميجا باسكال | ASTM D638 |
| معامل الانحناء | 1.14-1.55 جيجا باسكال | ISO 178 |
| قوة التأثير | 2.5-7.0 كيلو جول/م² | ASTM D256 |
| الكثافة | 0.90-0.91 جم/سم مكعب | ASTM D792 |
المزايا الرئيسية
الفعالية من حيث التكلفة
يُعد البولي بروبيلين بروبيلين أحد أكثر البوليمرات المتاحة اقتصاديًا. ونحن في PTSMAKE، غالبًا ما نوصي به للعملاء الذين يبحثون عن حلول مناسبة للميزانية دون المساس بالجودة.
براعة المعالجة
تقدم المادة:
- سهولة المعالجة في القولبة بالحقن
- خصائص تدفق جيدة
- أوقات الدورات القصيرة
- الحد الأدنى من الاعوجاج
المزايا البيئية
- 100% قابل لإعادة التدوير
- استهلاك أقل للطاقة أثناء المعالجة
- تقليل البصمة الكربونية
- توليد الحد الأدنى من النفايات
القيود البارزة
حساسية درجة الحرارة
يُظهر PP القيود في:
- البيئات ذات درجات الحرارة المنخفضة (أقل من صفر درجة مئوية)
- تطبيقات درجات الحرارة العالية (فوق 120 درجة مئوية)
- ظروف التدوير الحراري
قابلية التأكسد والأشعة فوق البنفسجية
بدون إضافات مناسبة، يمكن أن يواجه PP:
- بهتان اللون
- تدهور السطح
- انخفاض الخواص الميكانيكية
- تقصير العمر الافتراضي
تطبيقات الصناعة
قطاع السيارات
يجد PP استخدامًا واسع النطاق في:
- مكونات الزخرفة الداخلية
- علب البطاريات
- أنظمة المصدات
- مكونات تحت غطاء المحرك
السلع الاستهلاكية
تشمل التطبيقات الشائعة ما يلي:
- حاويات الطعام
- الأدوات المنزلية
- مواد التعبئة والتغليف
- منتجات المنسوجات
الصناعة الطبية
PP أمر بالغ الأهمية لـ
- المحاقن
- الحاويات الطبية
- معدات المختبر
- أدوات التشخيص
اعتبارات اختيار المواد
عندما أساعد العملاء في PTSMAKE على الاختيار بين خامات البولي بروبيلين والمواد الأخرى، أضع في اعتباري عدة عوامل:
الظروف البيئية
- نطاق درجة حرارة التشغيل
- التعرض للأشعة فوق البنفسجية
- التعرض للمواد الكيميائية
- متطلبات الإجهاد الميكانيكي
متطلبات المعالجة
- حجم الإنتاج
- احتياجات وقت الدورة الزمنية
- متطلبات تشطيب السطح
- ثبات الأبعاد
عوامل التكلفة
- سعر المادة
- تكاليف المعالجة
- صيانة الأدوات
- دورة حياة المنتج
نصائح لتحسين التصميم
بالنسبة لتطبيقات PP الناجحة، ضع في اعتبارك:
سُمك الجدار
- الحفاظ على سمك جدار موحد
- تجنب المقاطع السميكة
- تصميم أضلاع ومجموعات التقوية المناسبة
موقع البوابة
- تحسين لنمط التدفق
- النظر في وضع خط اللحام
- حساب سلوك الانكماش
تشطيب السطح
- التخطيط لمتطلبات القوام
- النظر في احتياجات ما بعد المعالجة
- حساب التوقعات الجمالية
تدابير مراقبة الجودة
في شركة PTSMAKE، نطبق إجراءات صارمة لمراقبة الجودة:
اختبار المواد
- التحقق من مؤشر التدفق الذائب
- تحليل محتوى الرطوبة
- فحوصات التلوث
مراقبة العمليات
- التحكم في درجة الحرارة
- مراقبة الضغط
- تحسين وقت الدورة الزمنية
التحقق من صحة المنتج
- فحص الأبعاد
- اختبار الأداء
- الفحص البصري
يعتمد نجاح تطبيقات الPP إلى حد كبير على فهم كل من قدراته وحدوده. من خلال الاختيار الدقيق للمواد، واعتبارات التصميم المناسبة، وتدابير مراقبة الجودة المناسبة، يمكن للمصنعين الاستفادة بفعالية من مزايا البولي بروبيلين بولي بروبيلين مع الحد من عيوبه.
ما هي درجة الحرارة اللازمة لقولبة حقن البولي بروبلين بالحقن؟
يمكن أن يؤدي ضبط درجة الحرارة الخاطئة لقولبة حقن البولي بروبيلين PP إلى مشاكل خطيرة في الجودة وتأخير الإنتاج. لقد رأيت العديد من المصنعين يعانون من الأجزاء المشوهة، والتعبئة غير المكتملة، وتدهور المواد ببساطة لأنهم لم يتمكنوا من ضبط إعدادات درجة الحرارة الصحيحة.
بالنسبة لقولبة حقن البولي بروبلين، تتراوح درجة الحرارة المثلى للذوبان عادةً من 380 درجة فهرنهايت إلى 480 درجة فهرنهايت (193 درجة مئوية إلى 249 درجة مئوية)، بينما يجب الحفاظ على درجة حرارة القالب بين 80 درجة فهرنهايت إلى 120 درجة فهرنهايت (27 درجة مئوية إلى 49 درجة مئوية). تضمن درجات الحرارة هذه التدفق المناسب للمواد وجودة الأجزاء.

فهم مناطق درجات الحرارة في قولبة حقن البولي بروبلين بروبيلين بولي بروبيلين
ملف درجة حرارة البرميل
إن التدرج الحراري2 عبر مناطق تسخين مختلفة تلعب دورًا حاسمًا في تحقيق التدفق الأمثل للمواد. في PTSMAKE، نقوم عادةً في PTSMAKE بإعداد درجات حرارة البرميل في مناطق متعددة:
| المنطقة | نطاق درجة الحرارة (درجة فهرنهايت) | نطاق درجة الحرارة (درجة مئوية) |
|---|---|---|
| منطقة التغذية | 360-380 | 182-193 |
| منطقة الضغط | 400-420 | 204-216 |
| منطقة القياس | 440-460 | 227-238 |
| فوهة | 460-480 | 238-249 |
العوامل الحرجة التي تؤثر على اختيار درجة الحرارة
اعتبارات درجة المواد
تتطلب درجات PP المختلفة إعدادات درجة حرارة محددة:
- البوليمر المتجانس PP: يعالج بشكل عام في درجات حرارة منخفضة
- البوليمر المشترك PP: يتطلب درجات حرارة أعلى قليلاً
- PP المملوء بالزجاج: يحتاج إلى درجات حرارة أعلى لضمان توجيه الألياف بشكل صحيح
تأثير تصميم الجزء
يؤثر تعقيد تصميم الجزء الخاص بك بشكل مباشر على متطلبات درجة الحرارة:
- تحتاج الأجزاء رقيقة الجدران إلى درجات حرارة أعلى لتدفق أفضل
- يمكن أن تستخدم المقاطع السميكة درجات حرارة أقل لمنع علامات الحوض
- قد تتطلب الأشكال الهندسية المعقدة أشكالاً هندسية معقدة ومتنوعة من درجات الحرارة
مشكلات المعالجة المتعلقة بدرجة الحرارة والحلول المتعلقة بها
المشاكل الشائعة
اللقطات القصيرة
- السبب: درجة حرارة الذوبان منخفضة للغاية
- الحل: قم بزيادة درجة حرارة البرميل تدريجيًا بزيادات قدرها 10 درجات فهرنهايت
الحرق
- السبب: درجة حرارة الذوبان المفرطة
- الحل: خفض درجة حرارة البرميل مع الحفاظ على التعبئة المناسبة
واربج
- السبب: درجة حرارة العفن غير مناسبة
- الحل: ضبط درجة حرارة القالب للتبريد المنتظم
أفضل ممارسات التحكم في درجة الحرارة
إجراءات بدء التشغيل
- ابدأ بإعدادات درجة حرارة منخفضة
- زيادة تدريجية إلى درجة حرارة التشغيل
- السماح بوقت نقع كافٍ
- التحقق من انتظام درجة الحرارة عبر المناطق
مراقبة الإنتاج
- استخدام مسدسات درجة الحرارة بالأشعة تحت الحمراء لفحص درجة حرارة السطح
- مراقبة استهلاك الطاقة لعناصر التسخين
- المعايرة المنتظمة لمستشعرات درجة الحرارة
اعتبارات درجة الحرارة المتقدمة
التعديلات الخاصة بالمواد
تتطلب تركيبات PP المختلفة اعتبارات درجة حرارة محددة:
| نوع PP | درجة حرارة الذوبان (درجة فهرنهايت) | درجة حرارة القالب (درجة فهرنهايت) |
|---|---|---|
| بولي بروبيلين معاد تدويره | 380-420 | 80-100 |
| الدرجة الطبية | 420-460 | 90-110 |
| مثبطات اللهب | 440-480 | 100-120 |
العوامل البيئية
يجب أن يراعي التحكم في درجة الحرارة:
- تقلبات درجة الحرارة المحيطة
- مستويات الرطوبة
- كفاءة نظام التبريد
- موقع الماكينة
تدابير مراقبة الجودة
في PTSMAKE، نطبق بروتوكولات صارمة لمراقبة درجة الحرارة:
- التسجيل المستمر لدرجات الحرارة
- فحوصات الجودة المنتظمة
- وثائق معلمات العملية
- مراقبة العمليات الإحصائية
استراتيجيات التحسين
عملية الضبط الدقيق
الإعداد الأولي
- ابدأ بدرجات الحرارة الموصى بها من الشركة المصنعة
- توثيق معلمات خط الأساس
- إجراء تجارب قصيرة المدى
تعديل المعلمة
- إجراء تغييرات متغير واحد
- السماح بوقت استقرار كافٍ
- توثيق جميع التغييرات والنتائج
اعتبارات كفاءة الطاقة
تؤثر الإدارة السليمة لدرجة الحرارة على استهلاك الطاقة:
- عزل البراميل وأنظمة العداء الساخن
- الحفاظ على درجة الحرارة المثلى لمياه التبريد
- الصيانة الدورية لعناصر التسخين
- استخدام أنظمة تدفئة موفرة للطاقة
نحن في PTSMAKE نركز بشكل كبير على كفاءة الطاقة مع الحفاظ على التحكم الدقيق في درجة الحرارة. تضمن أنظمة المراقبة المتطورة الخاصة بنا وجود ملامح درجة حرارة متسقة في جميع مراحل الإنتاج، مما يؤدي إلى إنتاج أجزاء PP عالية الجودة لعملائنا في مختلف الصناعات، من السيارات إلى السلع الاستهلاكية.
ما هو حشو PP المستخدم؟
هل سبق لك أن عانيت من قبل من ارتفاع تكاليف المواد في تصنيع البلاستيك مع محاولة الحفاظ على جودة المنتج؟ تواجه العديد من الشركات المصنعة هذا التحدي، خاصة عند العمل مع البولي بروبلين (PP). قد يبدو ارتفاع تكاليف المواد الخام والضغط المتزايد لتقليل نفقات الإنتاج أمرًا مربكًا.
مواد حشو البولي بروبيلين PP عبارة عن مواد مضافة ممزوجة مع البولي بروبيلين النقي لتعزيز خصائص محددة مع تقليل التكاليف الإجمالية للمواد. يمكن لهذه المواد، بما في ذلك كربونات الكالسيوم والتلك والألياف الزجاجية، تحسين القوة والصلابة ومقاومة الحرارة مع جعل الإنتاج أكثر فعالية من حيث التكلفة.

الأنواع الشائعة من حشوات ال PP
في شركة PTSMAKE، نعمل بانتظام مع مختلف أنواع حشوات البولي بروبيلين لتلبية متطلبات التصنيع المختلفة. فيما يلي الأنواع الأكثر شيوعًا:
الحشوات المعدنية
- كربونات الكالسيوم
- التلك
- ميكا
- الكاولين
هذه التعزيزات المعدنية3 توفر مزايا فريدة لمركبات PP. لقد وجدت أن كل نوع يقدم مزايا مميزة لتطبيقات محددة.
الحشوات الزجاجية
- الألياف الزجاجية
- خرز زجاجي
- رقائق الزجاج
الخصائص المعززة بحشوات البولي بروبيلين بروبيلين
تعمل الحشوات المختلفة على تحسين الخصائص المختلفة لمواد PP. فيما يلي تفصيل مفصل:
| نوع الحشو | المزايا الأساسية | التطبيقات الشائعة |
|---|---|---|
| كربونات الكالسيوم | خفض التكلفة، مقاومة الصدمات | قطع غيار السيارات، السلع الاستهلاكية |
| التلك | الصلابة، مقاومة الحرارة | مكونات الجهاز |
| الألياف الزجاجية | القوة، ثبات الأبعاد | الأجزاء الهيكلية |
| ميكا | الخواص الكهربائية، مقاومة الحرارة | العلب الإلكترونية |
التطبيقات الخاصة بالصناعة
صناعة السيارات
من خلال خبرتي في PTSMAKE، كثيرًا ما تطلب الشركات المصنعة للسيارات البولي بروبيلين بروبيلين مع مواد مالئة محددة من أجل:
- مكونات الزخرفة الداخلية
- الأجزاء تحت غطاء المحرك
- ألواح الهيكل الخارجي
- علب البطاريات
يتطلب قطاع السيارات مواد يمكنها تحمل الظروف البيئية المختلفة مع الحفاظ على السلامة الهيكلية.
السلع الاستهلاكية
بالنسبة للمنتجات الاستهلاكية، غالبًا ما نوصي بتعبئة PP من أجل:
- علب الأجهزة
- مكونات الأثاث
- حاويات التخزين
- معدات الحدائق
التطبيقات الصناعية
يستفيد القطاع الصناعي من ملء PP في:
- صهاريج تخزين المواد الكيميائية
- الحاويات الصناعية
- معدات مناولة المواد
- المكونات الهيكلية
تحليل التكلفة والعائد
عند تنفيذ حشوات الـ PP، ضع في اعتبارك هذه العوامل:
تخفيض تكلفة المواد
- توفير المواد الخام: 15-30% 15-30%
- تحسينات كفاءة المعالجة
- انخفاض تكاليف إدارة النفايات
تحسينات الأداء
- خواص ميكانيكية محسّنة
- ثبات حراري أفضل
- دقة أبعاد محسّنة
اعتبارات الإنتاج
- متطلبات المعدات
- معلمات المعالجة
- تدابير مراقبة الجودة
الأثر البيئي
يمكن أن يسهم استخدام حشوات البولي بروبيلين بروبيلين في الاستدامة بعدة طرق:
تقليل البصمة الكربونية
- استهلاك أقل للطاقة أثناء المعالجة
- انخفاض استخدام المواد الخام
- نقل أكثر كفاءة بسبب تقليل الوزن
اعتبارات إعادة التدوير
يمكن أن يؤثر وجود مواد الحشو على عمليات إعادة التدوير. في شركة PTSMAKE، نختار بعناية مواد الحشو التي تحافظ على قابلية إعادة التدوير مع تلبية متطلبات الأداء.
أفضل الممارسات لتنفيذ حشو PP Filler
استناداً إلى خبرتنا في PTSMAKE، إليك الاعتبارات الرئيسية التالية:
اختيار المواد
- تحديد متطلبات التطبيق المحددة
- النظر في الظروف البيئية
- تقييم قيود التكلفة
- تقييم قدرات المعالجة
إرشادات المعالجة
- إجراءات التجفيف المناسبة
- التحكم في درجة الحرارة
- نسب الخلط
- تدابير مراقبة الجودة
اختبار الأداء
لضمان الحصول على أفضل النتائج، نقوم بما يلي:
الاختبار الميكانيكي
- قوة الشد
- مقاومة الصدمات
- خواص الانحناء
- الانحراف الحراري
ضمان الجودة
- ثبات الأبعاد
- تشطيب السطح
- تناسق الألوان
- المتانة على المدى الطويل
الاتجاهات المستقبلية
تستمر صناعة حشو الـ PP في التطور مع:
الحشوات الهجينة المتقدمة
- مجموعات من أنواع الحشو المختلفة
- أحجام الجسيمات المصممة هندسيًا
- المتغيرات المعدلة السطح
خيارات مستدامة
- الحشوات ذات الأساس حيوي
- المحتوى المعاد تدويره
- البدائل القابلة للتحلل الحيوي
المواد الذكية
- الحشوات الموصلة
- إضافات الإدارة الحرارية
- مركبات متوافقة مع المستشعرات
الاعتبارات الفنية
عند العمل مع PP المملوء، ضع في اعتبارك:
معلمات المعالجة
- التحكم في درجة حرارة الذوبان
- تعديلات ضغط الحقن
- تعديلات وقت التبريد
- متطلبات تصميم البرغي
تدابير مراقبة الجودة
- اختبار المواد بانتظام
- مراقبة العمليات
- التحقق من صحة المنتج
- متطلبات التوثيق
من خلال الاختيار والتنفيذ الدقيق لمواد حشو البولي بروبيلين PP، يمكن للمصنعين تحقيق وفورات كبيرة في التكاليف مع الحفاظ على أداء المنتج أو تحسينه. في شركة PTSMAKE، نستكشف باستمرار تقنيات وتطبيقات الحشو الجديدة لتزويد عملائنا بالحلول المثلى لاحتياجاتهم الخاصة.
ما الذي يدمر البولي بروبلين؟
هل لاحظت من قبل تدهور منتجاتك المصنوعة من البولي بروبلين بشكل غير متوقع؟ يمكن أن يتحلل هذا البلاستيك الشائع، الموجود في كل شيء بدءًا من حاويات الطعام إلى قطع غيار السيارات، بشكل غامض، مما يترك العديد من المصنعين والمستخدمين في حيرة وإحباط بسبب الأعطال المبكرة.
تتحلل مادة البولي بروبيلين (PP) في المقام الأول من خلال الأكسدة والتعرض للأشعة فوق البنفسجية ودرجات الحرارة القصوى وبعض حالات التعرض للمواد الكيميائية. يمكن أن تؤدي هذه العوامل إلى تكسير سلاسل البوليمر، مما يؤدي إلى هشاشة المنتج وتغير لونه وفشل المادة في نهاية المطاف، مما يقلل بشكل كبير من عمر المنتج.
فهم عملية التحلل الكيميائي
ينطوي تدهور البولي بروبلين على تفاعلات كيميائية معقدة. عند تعرضه لعوامل بيئية مختلفة، يخضع البولي بروبلين لما يلي انشطار السلسلة4التي تكسر سلاسل البوليمر الطويلة إلى أجزاء أقصر. وتظهر هذه العملية عادة بعدة طرق:
التحلل التأكسدي
- تكوين الجذور الحرة
- تفاعلات كسر السلسلة
- تكوين مجموعات الكربونيل
- انخفاض الوزن الجزيئي
التأثيرات الحرارية على هيكل PP
يحدث التدهور الحراري من خلال آليات مختلفة:
| نطاق درجة الحرارة (درجة مئوية) | التأثير على PP | العلامات المرئية |
|---|---|---|
| أقل من صفر | يصبح هشاً | التشقق السطحي |
| 0-100 | مستقرة بشكل عام | الحد الأدنى من التغيير |
| فوق 100 | يبدأ التليين | التشوه |
| فوق 160 | التدهور الشديد | الذوبان وتغير اللون |
العوامل البيئية التي تؤثر على استقرار PP
تأثير الأشعة فوق البنفسجية
من خلال خبرتي في العمل في عملية القولبة بالحقن في PTSMAKE، تعد الأشعة فوق البنفسجية أحد أهم التهديدات لاستقرار الـ PP. تتبع العملية عادةً هذه المراحل:
- امتصاص الفوتون الأولي
- تكوين الجذور الحرة
- انهيار السلسلة التدريجي
- تدهور السطح
تأثيرات التعرض للمواد الكيميائية
تؤثر المواد الكيميائية المختلفة على ال PP بطرق مختلفة:
| نوع المادة الكيميائية | مستوى التأثير | طرق الوقاية |
|---|---|---|
| الأحماض القوية | شديدة | إضافات خاصة مطلوبة |
| قواعد قوية | معتدل | معالجة السطح |
| المذيبات العضوية | خفيف إلى شديد | اختيار درجة المواد |
| العوامل المؤكسدة | شديدة | إضافة مضادات الأكسدة |
استراتيجيات الوقاية في التصنيع
كشركة مصنعة متخصصة في قولبة حقن البولي بروبيلين بولي بروبيلين فقد نفذت العديد من الاستراتيجيات لتعزيز استقرار البولي بروبيلين بولي بروبيلين:
اختيار المواد وتعديلها
- استخدام درجات PP عالية الجودة
- إضافة المثبتات المناسبة:
- مضادات الأكسدة
- مثبتات الأشعة فوق البنفسجية
- المثبتات الحرارية
- مثبتات المعالجة
اعتبارات المعالجة
في شركة PTSMAKE، نركز على هذه الجوانب الهامة أثناء قولبة حقن البولي بروبيلين بروبيلين:
- التحكم في درجة الحرارة
- إدارة الرطوبة
- تحسين سرعة المعالجة
- تنظيم معدل التبريد
التطبيقات والحلول الواقعية
التطبيقات الصناعية
تتطلب الصناعات المختلفة مناهج محددة:
| الصناعة | المشكلات الشائعة | الحلول |
|---|---|---|
| السيارات | التعرض للأشعة فوق البنفسجية | مثبتات الأشعة فوق البنفسجية + أسود الكربون |
| الطب الباطني | أضرار التعقيم | درجات PP الخاصة |
| التعبئة والتغليف | مقاومة المواد الكيميائية | طبقات الحاجز |
| الإلكترونيات | التعرض للحرارة | المثبتات الحرارية |
الصيانة والتخزين
لزيادة عمر منتج PP إلى أقصى حد ممكن:
- التخزين في بيئات محكومة
- تجنب أشعة الشمس المباشرة
- الحفاظ على درجات حرارة معتدلة
- منع التعرض للمواد الكيميائية
الاختبار ومراقبة الجودة
في PTSMAKE، نطبق بروتوكولات اختبار صارمة:
الاختبار البدني
- قوة التأثير
- قوة الشد
- خواص الانحناء
- ثبات الأبعاد
التحليل الكيميائي
- وقت تحريض الأكسدة
- توزيع الوزن الجزيئي
- تقييم التبلور
- التحليل الحراري
التطورات المستقبلية في حماية PP الحماية
لا يزال مجال حماية بروميد الميثيل بروبيلين في تطور مستمر:
- تقنيات المثبتات الجديدة
- طرق المعالجة المتقدمة
- حزم المواد المضافة المحسنة
- بروتوكولات الاختبار المحسّنة
استنادًا إلى خبرتي في التصنيع، يكمن مفتاح منع تدهور البولي بروبيلين بروبيلين في فهم هذه العوامل المدمرة وتنفيذ التدابير الوقائية المناسبة. نحن في شركة PTSMAKE، نقوم باستمرار بتحديث عمليات القولبة بالحقن لدينا لدمج أحدث التطورات في تكنولوجيا حماية البولي بروبيلين بروبيلين لضمان حصول عملائنا على منتجات ذات متانة وأداء مثاليين.
تذكر أن التصنيع الناجح لمنتجات البولي بروبلين يتطلب نهجًا شاملاً يجمع بين علم المواد وخبرة المعالجة ومراقبة الجودة. من خلال فهم ما يدمر البولي بروبلين، يمكننا حماية وتعزيز أداء هذه المادة متعددة الاستخدامات بشكل أفضل في مختلف التطبيقات.
ما هو الفرق بين قولبة حقن البلاستيك PLA والبولي بروبيلين PP؟
عندما يحتاج المصنعون إلى الاختيار بين PLA وPP لقولبة الحقن، فإنهم غالبًا ما يواجهون صعوبة في فهم الخصائص المميزة لكل منهما. يمكن أن يؤدي الاختيار الخاطئ للمواد إلى فشل المنتج وإهدار الموارد والتأخير المكلف في الإنتاج.
يُعد كل من PLA وPP من المواد الشائعة لقولبة الحقن، ولكنهما يخدمان أغراضًا مختلفة. PLA هو بوليمر قابل للتحلل الحيوي ومثالي للتطبيقات الصديقة للبيئة، بينما يوفر PP متانة فائقة ومقاومة كيميائية، مما يجعله مثاليًا للمنتجات الاستهلاكية طويلة الأمد.
خواص المواد ومتطلبات المعالجة
مقارنة الخصائص الفيزيائية
يتميز كل من PLA (حمض البولي لاكتيك) و PP (البولي بروبيلين) بخصائص فيزيائية مميزة تؤثر على سلوك التبلور5 أثناء عملية التشكيل. في شركة PTSMAKE، لاحظنا أن هذه الاختلافات تؤثر بشكل كبير على جودة المنتج النهائي.
| الممتلكات | PLA | ص |
|---|---|---|
| نقطة الانصهار | 150-180°C | 160-170°C |
| الكثافة | 1.24 جم/سم مكعب | 0.90 جم/سم مكعب |
| قوة الشد | 50-70 ميجا باسكال | 30-40 ميجا باسكال |
| مقاومة الصدمات | منخفضة إلى متوسطة | عالية |
معلمات المعالجة
يعتمد نجاح القولبة بالحقن بأي من المادتين اعتمادًا كبيرًا على معايير المعالجة المناسبة:
التحكم في درجة الحرارة
- يتطلب PLA تحكماً دقيقاً في درجة الحرارة (180-220 درجة مئوية)
- يوفر PP مزيدًا من المرونة (200-280 درجة مئوية)
- درجة حرارة القالب لجلاستيك PLA: 20-30 درجة مئوية
- درجة حرارة القالب ل PP: 20-60 درجة مئوية
سرعة الحقن والضغط
- يحتاج PLA إلى سرعات حقن معتدلة لمنع التدهور
- يتحمل PP سرعات حقن أعلى
- تتطلب كلتا المادتين ضغوط احتجاز مختلفة
الأثر البيئي والاستدامة
قابلية التحلل البيولوجي
يتميز بلاستيك PLA بخصائصه القابلة للتحلل الحيوي، حيث يتحلل في منشآت التسميد الصناعي في غضون 3-6 أشهر. أما البولي بروبيلين، باعتباره بلاستيكاً تقليدياً، فيمكن أن يستغرق مئات السنين ليتحلل.
البصمة الكربونية
ينتج عن إنتاج جيش التحرير الشعبي الصيني عمومًا:
- انخفاض انبعاثات الكربون
- تقليل الاعتماد على الوقود الأحفوري
- استخدام الموارد المتجددة
يتضمن تصنيع الـ PP:
- ارتفاع انبعاثات الكربون
- الموارد القائمة على النفط
- استهلاك المواد غير المتجددة
اعتبارات التطبيق
الاستخدامات الخاصة بالصناعة
| الصناعة | تطبيقات PLA | تطبيقات PP |
|---|---|---|
| الطب الباطني | الغرسات الجراحية، أنظمة توصيل الأدوية | المعدات الطبية، المحاقن |
| التعبئة والتغليف | حاويات الطعام، أدوات المائدة التي يمكن التخلص منها | حاويات قابلة لإعادة الاستخدام، وأغطية الزجاجات |
| السلع الاستهلاكية | منتجات صديقة للبيئة، منتجات يمكن التخلص منها | السلع المعمرة، قطع غيار السيارات |
| الإلكترونيات | المكونات المؤقتة، النماذج الأولية | السكن طويل الأمد، الأجزاء الكهربائية |
تحليل التكاليف
تشمل الجوانب الاقتصادية للاختيار بين PLA وPP ما يلي:
التكاليف المادية
- PLA: تكلفة أعلى بشكل عام لكل كجم
- PP: أكثر اقتصادية للإنتاج على نطاق واسع
- تؤثر اعتبارات الحجم على التكاليف الإجمالية
تكاليف المعالجة
- يتطلب PLA تحكماً أكثر دقة، مما قد يزيد من وقت الإعداد
- يوفر PP نوافذ معالجة أكثر تسامحًا
- تختلف متطلبات صيانة المعدات
مراقبة الجودة والاختبار
مشكلات الجودة الشائعة
لـ PLA
- التواء بسبب التبلور
- حساسية الرطوبة
- مقاومة محدودة للحرارة
- اختلافات تشطيب السطح
لـ PP
- التحكم في الانكماش
- قوة خط اللحام
- تناسق الألوان
- منع علامات التدفق
طرق الاختبار
تشمل إجراءات ضمان الجودة ما يلي:
- اختبار دقة الأبعاد
- تقييم مقاومة الصدمات
- اختبار الإجهاد البيئي
- تقييم المقاومة الكيميائية
نصائح الخبراء لاختيار المواد
استنادًا إلى تجربتي في PTSMAKE، إليك الاعتبارات الرئيسية للاختيار بين PLA وPP:
تحليل متطلبات المشروع:
- العمر المتوقع للمنتج
- الظروف البيئية
- مستويات الإجهاد الميكانيكي
- قيود التكلفة
اعتبارات الإنتاج:
- متطلبات الحجم
- قدرات المعدات
- تدابير مراقبة الجودة
- احتياجات ما بعد المعالجة
العوامل البيئية:
- الامتثال التنظيمي
- التخلص من النفايات في نهاية العمر الافتراضي
- أهداف البصمة الكربونية
- تفضيلات العميل
الجوانب الاقتصادية:
- الاستثمار الأولي
- تكاليف التشغيل
- توافر المواد
- متطلبات السوق
في عملي اليومي مع العملاء في PTSMAKE، وجدت أن الاختيار الناجح للمواد يأتي من فهم هذه الاختلافات ومواءمتها مع متطلبات المشروع المحددة. لا يكمن المفتاح في معرفة الجوانب التقنية فحسب، بل أيضًا النظر في الآثار العملية المترتبة على تطبيقك المحدد.
هل PLA أفضل من PP؟
قد يكون الاختيار بين PLA وPP مربكًا للعديد من مصممي المنتجات والمهندسين. غالبًا ما أرى المهنيين يكافحون من أجل تحديد المادة الأنسب لتطبيقاتهم، خاصةً عند النظر في التأثير البيئي مقابل متطلبات الأداء.
الإجابة ليست مباشرة - فلكل من PLA وPP مزايا فريدة من نوعها. يتفوق PLA في قابلية التحلل الحيوي وسهولة الطباعة، بينما يوفر PP متانة فائقة ومقاومة للمواد الكيميائية. يجب أن تكون متطلبات الاستخدام الخاصة بك هي التي توجه اختيارك.
مقارنة خصائص المواد
عند المقارنة بين PLA وPP، نحتاج إلى فحص العديد من الخصائص الرئيسية. في شركة PTSMAKE، نعمل بانتظام على استخدام كلتا المادتين في عمليات القولبة بالحقن، وقد لاحظت خصائصهما المميزة بشكل مباشر.
الخواص الميكانيكية
إن التبلور6 من هذه المواد يؤثر بشكل كبير على أدائها. إليك مقارنة مفصلة:
| الممتلكات | PLA | ص |
|---|---|---|
| قوة الشد | 50-70 ميجا باسكال | 30-40 ميجا باسكال |
| مقاومة الصدمات | منخفضة إلى متوسطة | عالية |
| المرونة | محدودة | ممتاز |
| مقاومة الحرارة | حتى 60 درجة مئوية | حتى 120 درجة مئوية |
الأثر البيئي
قابلية التحلل البيولوجي
يوفر PLA مزايا واضحة من حيث التأثير البيئي:
- التحلل الحيوي في ظروف التسميد الصناعي
- مصنوعة من موارد متجددة
- انخفاض البصمة الكربونية أثناء الإنتاج
وعلى الرغم من عدم قابلية البولي بروبيلين للتحلل البيولوجي، إلا أن له فوائد بيئية خاصة به:
- قابلة لإعادة التدوير بدرجة عالية
- متين، مما يعني استبدال أقل تواتراً
- استهلاك أقل للطاقة أثناء المعالجة
اعتبارات التكلفة
يمتد تحليل التكلفة إلى ما هو أبعد من مجرد أسعار المواد:
| العامل | PLA | ص |
|---|---|---|
| تكلفة المواد الخام | أعلى | أقل |
| تكلفة المعالجة | متوسط | منخفضة |
| تكلفة نهاية العمر الافتراضي | أقل | أعلى |
| سرعة الإنتاج | أبطأ | أسرع |
سيناريوهات التطبيق
التطبيقات الصناعية
يعمل PP بشكل عام بشكل أفضل في البيئات الصناعية بسبب:
- مقاومة أفضل للمواد الكيميائية
- تحمّل درجات حرارة أعلى
- مقاومة فائقة للإجهاد والتعب
- قوة تأثير أكبر
لقد شاهدت العديد من التطبيقات الناجحة لـ PP في قطع غيار السيارات والحاويات الكيميائية والأجهزة الطبية في PTSMAKE.
المنتجات الاستهلاكية
يُظهر PLA نقاط القوة في:
- تغليف المواد الغذائية
- العناصر التي يمكن التخلص منها
- التطبيقات منخفضة الإجهاد
- المنتجات التي تتطلب قابلية التحلل البيولوجي
اعتبارات المعالجة
معلمات القولبة بالحقن
تتطلب كلتا المادتين أساليب معالجة مختلفة:
| المعلمة | PLA | ص |
|---|---|---|
| درجة حرارة القالب | 20-25°C | 20-60°C |
| درجة حرارة الذوبان | 180-210°C | 200-250°C |
| ضغط الحقن | أعلى | أقل |
| وقت التبريد | أطول | أقصر |
تحديات مراقبة الجودة
بعض التحديات الشائعة التي نواجهها
PLA:
- حساسية الرطوبة
- نافذة معالجة ضيقة
- مخاطر التدهور الحراري
ص:
- التحكم في الانكماش
- مشكلات الاعوجاج
- اختلافات تشطيب السطح
الأداء في بيئات مختلفة
أداء درجة الحرارة
- يصبح PLA طرياً عند حوالي 60 درجة مئوية
- يحافظ PP على ثباته حتى 120 درجة مئوية
- يؤثر تدوير درجة الحرارة على PLA بشكل أكبر من غيرها
مقاومة المواد الكيميائية
يُظهر PP مقاومة فائقة لـ:
- الأحماض والقواعد
- المذيبات الشائعة
- عوامل التنظيف
- الزيت والشحوم
حساسية الرطوبة
يتطلب PLA تعاملًا أكثر حذرًا بسبب:
- امتصاص أعلى للرطوبة
- التدهور المحتمل أثناء التخزين
- الحاجة إلى التجفيف المسبق قبل المعالجة
القيام بالاختيار الصحيح
ضع في اعتبارك هذه العوامل عند الاختيار بين PLA وPP:
متطلبات التقديم:
- درجة حرارة التشغيل
- التعرض للمواد الكيميائية
- مستويات الإجهاد الميكانيكي
- الظروف البيئية
اعتبارات الإنتاج:
- متطلبات الحجم
- قيود التكلفة
- قدرات المعالجة
- مواصفات الجودة
الأثر البيئي:
- التخلص من النفايات في نهاية العمر الافتراضي
- متطلبات إعادة التدوير
- أهداف البصمة الكربونية
- الامتثال التنظيمي
في شركة PTSMAKE، نساعد العملاء على اتخاذ هذه القرارات من خلال إجراء تحليل مفصل للمواد وإجراء اختبارات التشغيل لضمان الاختيار الأمثل للمواد لكل تطبيق.
التطورات المستقبلية
يستمر مشهد المواد البلاستيكية في التطور:
- درجات جديدة من PLA مع مقاومة محسنة للحرارة
- تركيبات PP المحسنة لتطبيقات محددة
- مواد هجينة تجمع بين مزايا كل من
- تقنيات إعادة التدوير المتقدمة
وأعتقد أن كلتا المادتين ستستمران في لعب أدوار مهمة في تطبيقات مختلفة، مع التحسينات في الخصائص وقدرات المعالجة التي ستزيد من توسيع نطاق حالات استخدامهما.
ما هو أفضل بلاستيك للقولبة بالحقن؟
عند اختيار المواد البلاستيكية لقولبة الحقن، يواجه العديد من المهندسين ومصممي المنتجات خيارات مربكة. مع توفر المئات من المواد البلاستيكية المتاحة، يمكن أن يؤدي الاختيار الخاطئ إلى تأخير المشروع ومشاكل في الجودة وتكاليف غير ضرورية.
يعتمد أفضل أنواع البلاستيك لقولبة الحقن على متطلبات الاستخدام الخاصة بك. وعمومًا، تعتبر اللدائن الحرارية مثل PP وABS وPOM خيارات شائعة نظرًا لتوازنها الممتاز بين الخواص الميكانيكية وقابلية المعالجة وفعالية التكلفة.

فهم خواص المواد المستخدمة في القولبة بالحقن
حسب خبرتي في PTSMAKE، يكمن مفتاح اختيار المادة البلاستيكية المناسبة في فهم خصائصها الأساسية. المادة توزيع الوزن الجزيئي7 تؤثر بشكل كبير على خصائص المعالجة وأداء الجزء النهائي.
الخواص الميكانيكية
- قوة الشد
- مقاومة الصدمات
- معامل الانحناء
- مقاومة التآكل
- الصلابة
الخواص الحرارية
- درجة حرارة الانحراف الحراري
- نقطة الانصهار
- التمدد الحراري
- التوصيل الحراري
الخواص الكيميائية
- مقاومة المواد الكيميائية
- ثبات الأشعة فوق البنفسجية
- امتصاص الرطوبة
- مقاومة التشقق الإجهادي البيئي
اللدائن الحرارية الشائعة وتطبيقاتها
دعني أشرح لك المواد البلاستيكية الحرارية الأكثر شيوعًا التي نستخدمها كثيرًا في PTSMAKE:
البولي بروبلين (PP)
يظل PP أحد أكثر المواد المطلوبة لدينا نظرًا لتعدد استخداماته وفعاليته من حيث التكلفة. فهو يوفر:
- مقاومة ممتازة للمواد الكيميائية
- مقاومة جيدة للإجهاد والتعب
- كثافة منخفضة
- نسبة عالية من القوة إلى الوزن
تشمل التطبيقات الشائعة ما يلي:
- المنتجات الاستهلاكية
- مكونات السيارات
- الأجهزة الطبية
- حاويات الطعام
أكريلونيتريل بوتادين ستايرين (ABS)
يوفر ABS مقاومة ممتازة للصدمات والسطح الخارجي:
- قوة تأثير عالية
- ثبات أبعاد جيد
- سهل الطلاء واللوحة
- خصائص جمالية ممتازة
بولي أوكسي ميثيلين (POM/Acetal)
POM مثالي للمكونات الهندسية الدقيقة:
- صلابة عالية
- ثبات أبعاد ممتاز
- معامل احتكاك منخفض
- مقاومة جيدة للتآكل
دليل اختيار المواد
إليك جدول مقارنة بين اللدائن الحرارية الشائعة بناءً على الخصائص الرئيسية:
| المواد | القوة | التكلفة | مقاومة المواد الكيميائية | مقاومة الحرارة | قابلية المعالجة |
|---|---|---|---|---|---|
| ص | متوسط | منخفضة | ممتاز | متوسط | ممتاز |
| ABS | عالية | متوسط | جيد | متوسط | جيد |
| بوم | عالية | عالية | جيد | عالية | جيد |
| السلطة الفلسطينية | عالية | متوسط | متوسط | عالية | متوسط |
| كمبيوتر شخصي | عالية جداً | عالية | فقير | عالية | متوسط |
الاعتبارات الخاصة بالصناعة
صناعة السيارات
بالنسبة لتطبيقات السيارات، غالباً ما نوصي بما يلي:
- البولي بروبيلينيلين المملوء بالزجاج للمكونات الهيكلية
- مزيج ABS/PC للأجزاء الخارجية
- بوم للمكونات الميكانيكية
- PA66 للتطبيقات تحت غطاء المحرك
الصناعة الطبية
تتطلب التطبيقات الطبية:
- الامتثال لمعيار USP من الفئة السادسة أو ISO 10993
- مقاومة التعقيم
- التوافق الكيميائي
- التوافق الحيوي
الإلكترونيات الاستهلاكية
تحتاج علب الإلكترونيات:
- مثبطات اللهب (تصنيف UL94)
- قدرات الحماية من التداخل الكهرومغناطيسي الكهرومغناطيسي
- خصائص جمالية جيدة
- مقاومة الصدمات
اعتبارات التكلفة واقتصاديات المواد
تشمل التكلفة الإجمالية لاختيار المواد ما يلي:
- تكلفة المواد الخام
- متطلبات المعالجة
- اعتبارات الأدوات
- أزمنة دورة الإنتاج
- معدلات الخردة
- العمليات الثانوية
الأثر البيئي والاستدامة
في شركة PTSMAKE، نركز بشكل متزايد على المواد المستدامة:
- خيارات المحتوى المعاد تدويره
- البدائل القائمة على أساس حيوي
- معالجة موفرة للطاقة
- اعتبارات نهاية العمر الافتراضي
مراقبة الجودة والاختبار
لضمان الأداء المادي:
- شهادة المواد
- اختبار المواد الواردة
- التحقق من صحة بارامتر العملية
- اختبار الجزء النهائي
- تقييم الاستقرار على المدى الطويل
خيارات المواد المتقدمة
بالنسبة للتطبيقات المتخصصة، نقدم لك:
- التركيبات المركبة المخصصة
- المواد المقواة
- حزم المواد المضافة الخاصة
- خلائط عالية الأداء
أفضل بلاستيك للقولبة بالحقن يعتمد في النهاية على التوازن:
- متطلبات التقديم
- اعتبارات المعالجة
- العوامل الاقتصادية
- الأثر البيئي
- معايير الجودة
ومن خلال الاختيار الدقيق للمواد وقدراتنا التصنيعية المتقدمة في شركة PTSMAKE، نساعد العملاء على تحسين مشاريعهم في مجال القولبة بالحقن لتحقيق النجاح. نحن لا نراعي متطلبات الأداء الفوري فحسب، بل نراعي أيضًا المتانة طويلة الأجل وفعالية التكلفة والمسؤولية البيئية.
كيف يمكن تحسين قولبة حقن البولي بروبيلين بولي بروبيلين للحصول على نتائج أفضل؟
قد يكون تحقيق جودة متسقة في قولبة حقن البولي بروبيلين PP أمرًا صعبًا. لقد رأيت العديد من الشركات المصنعة تعاني من مشاكل مثل الاعوجاج وعلامات الغرق وعدم استقرار الأبعاد، مما يؤدي إلى ارتفاع معدلات الخردة وتأخير الإنتاج. لا تؤثر هذه المشاكل على جودة المنتج فحسب، بل تزيد أيضًا من تكاليف الإنتاج وأوقات التسليم بشكل كبير.
لتحسين قولبة حقن PP، ركز على أربعة مجالات رئيسية: المناولة السليمة للمواد، والتحكم الدقيق في درجة الحرارة، ومعلمات الحقن المحسنة، واستراتيجيات التبريد الفعالة. تضمن هذه العناصر، جنبًا إلى جنب مع المراقبة والتعديلات المنتظمة للعملية، إنتاج أجزاء PP عالية الجودة.

فهم خصائص المواد وتحضيرها
يُظهر البولي بروبيلين PP (البولي بروبيلين) سلوك التبلور8 أثناء المعالجة، مما يؤثر بشكل مباشر على جودة القِطع. في شركة PTSMAKE، نؤكد دائمًا على التحضير المناسب للمواد قبل التشكيل:
متطلبات التجفيف
- درجة حرارة ما قبل التجفيف: 70-80 درجة مئوية
- وقت التجفيف: 2-3 ساعات
- محتوى الرطوبة: < 0.05% <0.05%
إرشادات تخزين المواد
| معلمة التخزين | القيمة الموصى بها | التأثير على الجودة |
|---|---|---|
| درجة الحرارة | 20-25°C | يمنع امتصاص الرطوبة |
| الرطوبة النسبية | <50% | يحافظ على ثبات المواد |
| نوع الحاوية | حاوية محكمة الغلق | يحمي من التلوث |
| مدة التخزين | 6 أشهر كحد أقصى | يضمن خصائص المواد |
تحسين التحكم في درجة الحرارة
ملف درجة حرارة البرميل
| المنطقة | نطاق درجة الحرارة (درجة مئوية) | الغرض |
|---|---|---|
| منطقة التغذية | 190-200 | تليين المواد الأولية |
| منطقة الضغط | 200-220 | تلبيس المواد |
| منطقة القياس | 220-230 | التحضير النهائي للذوبان |
| فوهة | 220-230 | حالة التدفق الأمثل |
إعدادات معلمات الحقن
معلمات العملية الحرجة
سرعة الحقن
- سريع بما يكفي لمنع التجمد المبكر
- بطيء بما يكفي لتجنب الحرق أو التلف الناتج عن القص
- النطاق النموذجي: 50-100 مم/ثانية
ضغط الحقن
- الضغط الأولي: 600-800 بار
- ضغط الاحتفاظ: 40-60% من ضغط الحقن
- المدة الزمنية: بناءً على وقت تجميد البوابة
درجة حرارة القالب
- الجانب الداخلي: 20-30 درجة مئوية
- جانب التجويف: 20-30 درجة مئوية
- فرق درجة الحرارة: < 5°C
تنفيذ استراتيجية التبريد
تصميم نظام التبريد
تخطيط القناة
- توزيع موحد لقنوات التبريد
- قطر القناة الأمثل: 8-12 مم
- تباعد القنوات: 2.5-3 أضعاف القطر
حساب وقت التبريد
- بناءً على سُمك الجدار
- النطاق النموذجي 10-30 ثانية
- مراقبة درجة حرارة الجزء عند الطرد
تدابير مراقبة الجودة
مراقبة العمليات
| المعلمة | تواتر الرصد | التباين المقبول |
|---|---|---|
| درجة حرارة الذوبان | كل ساعتين | ±5°C |
| ضغط الحقن | كل لقطة | ±2% |
| وقت التبريد | كل إعداد | ± 1 ثانية |
| وزن الجزء | كل ساعة | ± 0.1% |
استكشاف المشكلات الشائعة وإصلاحها
الوقاية من العيوب السطحية
علامات الحوض
- زيادة ضغط التعبئة
- تحسين نظام التبريد
- ضبط تصميم سُمك الجدار
خطوط التدفق
- زيادة درجة حرارة الذوبان
- ضبط سرعة الحقن
- تعديل موقع البوابة
واربج
- تبريد التوازن
- تحسين معلمات التعبئة والتغليف
- مراجعة تصميم الجزء
توثيق العمليات ومراقبتها
تسجيل المعلمات
- توثيق جميع إعدادات العملية
- تتبع التغييرات والنتائج
- الاحتفاظ بالبيانات التاريخية
مقاييس الجودة
- فحص المادة الأولى
- الشيكات قيد المعالجة
- التحقق النهائي من الجودة
تقنيات التحسين المتقدمة
نهج القولبة العلمية
- التطوير المنهجي للعملية
- التحسين المستند إلى البيانات
- التحسين المستمر
تصميم التجارب (DOE)
- تحديد المعلمات الحرجة
- تحسين مجموعات المعلمات
- التحقق من صحة النتائج
في شركة PTSMAKE، قمنا بتنفيذ استراتيجيات التحسين هذه في العديد من مشاريع قولبة حقن البولي بروبيلين بولي بروبيلين. وقد حقق نهجنا المنهجي نتائج متفوقة باستمرار، مع تحسينات نموذجية تشمل:
- 30% انخفاض في معدل الخردة
- 25% انخفاض في زمن الدورة الزمنية
- 40% تحسن في جودة السطح
- 50% انخفاض في معدلات الخلل
باتباع هذه الإرشادات ومراقبة العملية وتعديلها باستمرار، يمكنك تحقيق أفضل النتائج في قولبة حقن البولي بروبيلين PP. تذكر أن التحسين الناجح هو عملية مستمرة تتطلب الاهتمام بالتفاصيل والتقييم المنتظم للنتائج.
ما هي العيوب الشائعة في قولبة حقن البولي بروبلين بولي بروبلين؟
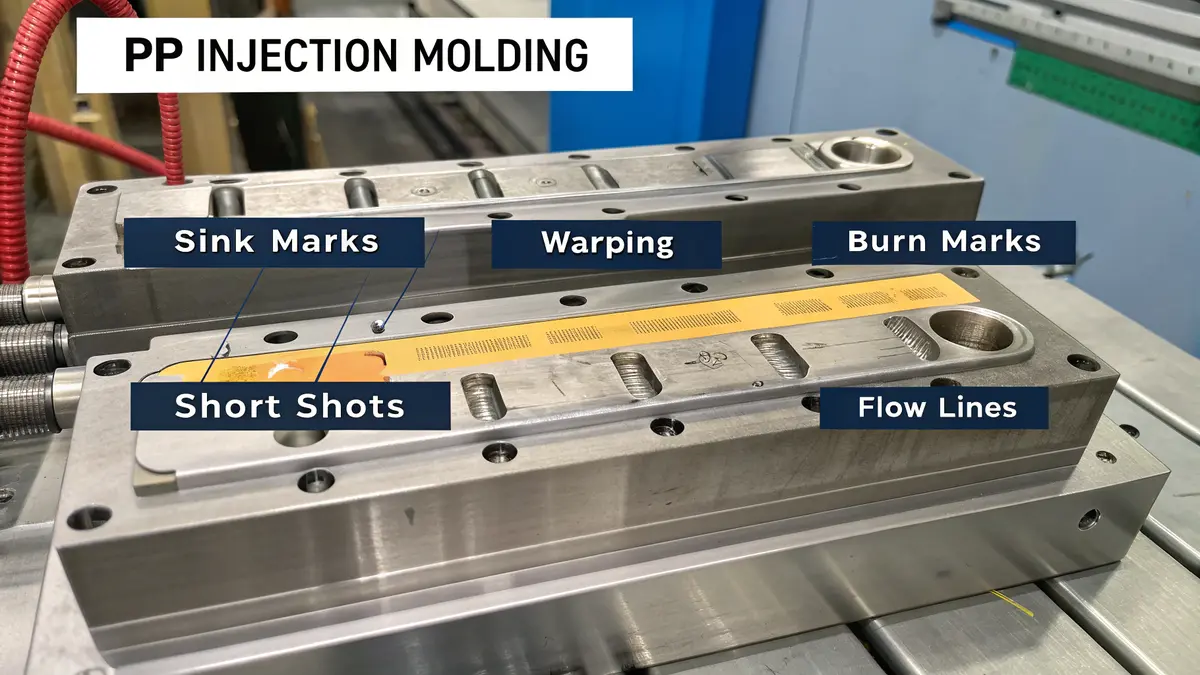
يمكن أن يكون تصنيع أجزاء PP من خلال القولبة بالحقن أمرًا صعبًا. لقد رأيت العديد من العملاء يعانون من مشاكل الجودة، ويواجهون تأخيرات في الإنتاج وزيادة التكاليف بسبب العيوب. لا تؤثر هذه المشكلات على جودة المنتج فحسب، بل تؤثر أيضًا على سمعة أعمالهم وأرباحهم النهائية.
تشمل العيوب الشائعة في قولبة حقن البولي بروبيلين بروبيلين علامات الغرق، والالتواء، وعلامات الاحتراق، واللقطات القصيرة، وخطوط التدفق. تنشأ هذه المشكلات عادةً من معلمات المعالجة غير الصحيحة، أو سوء تصميم القالب، أو مشاكل مناولة المواد. ومع ذلك، يمكن منع معظم العيوب أو تقليلها من خلال المعرفة المناسبة وتدابير التحكم المناسبة.
فهم علامات البالوعة والوقاية منها
علامات الغرق هي واحدة من أكثر العيوب شيوعًا التي أواجهها في قولبة حقن البولي بروبيلين بولي بروبيلين. تحدث هذه الانخفاضات عندما تبرد الأجزاء السميكة من الجزء وتتقلص بشكل غير متساوٍ. إن الانكماش الحجمي9 من PP أثناء التبريد يمكن أن يؤدي إلى هذه الانخفاضات السطحية القبيحة.
لمنع علامات الحوض:
- الحفاظ على سمك جدار موحد
- تحسين تصميم قناة التبريد
- ضبط ضغط الانتظار والوقت
- ضع في اعتبارك استخدام ضغط حقن أعلى
الالتواء: الأسباب والحلول
يحدث الالتواء عندما تبرد أقسام مختلفة من الجزء PP بمعدلات مختلفة، مما يسبب ضغوطًا داخلية. في PTSMAKE، قمنا بتطوير العديد من الاستراتيجيات لتقليل الالتواء:
اعتبارات التصميم
- سمك جدار موحد
- تصميم الضلع المناسب
- موقع البوابة الاستراتيجية
- تصميم نظام تبريد متوازن
معلمات المعالجة
- درجة الحرارة المثلى للذوبان
- وقت التبريد المتوازن
- ضغط الإمساك المناسب
- التحكم في درجة حرارة الطرد المضبوطة
خطوط التدفق والوقاية منها
تظهر خطوط التدفق كأنماط أو خطوط متموجة على سطح أجزاء PP. تحدث هذه العيوب البصرية غالبًا في المناطق البعيدة عن البوابة أو حول العوائق.
تدابير الوقاية الرئيسية
| العامل | طريقة التحكم | التأثير |
|---|---|---|
| درجة حرارة الذوبان | الزيادة ضمن النطاق | يحسن خصائص التدفق |
| سرعة الحقن | تحسين المواد | يقلل من أنماط التدفق المرئي |
| تصميم البوابة | الحجم والموقع المناسب | يضمن الملء المنتظم |
| اختيار المواد | اختيار الدرجة | يؤثر على سلوك التدفق |
علامات الحروق: تحديدها وحلها
تظهر علامات الاحتراق على شكل تلوينات بنية أو سوداء على أجزاء PP. وهي تنتج عن ضغط الهواء المحبوس وتسخينه أثناء الحقن.
استراتيجيات الوقاية
- تحسين نظام التنفيس
- ضبط سرعة الحقن
- التحكم في درجة حرارة الذوبان
- التحقق من محتوى الرطوبة في المواد
اللقطات القصيرة وحلولها
تحدث الطلقات القصيرة عندما لا يتم ملء تجويف القالب بالكامل. بناءً على خبرتي في PTSMAKE، تساهم عدة عوامل في هذا العيب:
العوامل المتعلقة بالمواد
- اختيار درجة PP غير صحيح
- التجفيف غير السليم
- التلوث
- المواد المتدهورة
الحلول المتعلقة بالعمليات
| المعلمة | التعديل | النتيجة المتوقعة |
|---|---|---|
| ضغط الحقن | الزيادة | حشو التجويف بشكل أفضل |
| درجة حرارة الذوبان | تحسين | تحسين التدفق |
| حجم البوابة | قم بالتكبير إذا لزم الأمر | تدفق المواد المحسّن |
| نظام العداء | تصميم التوازن | تعبئة موحدة |
التحكم في تشكيل الوميض
يظهر الوميض على شكل مواد زائدة عند خط الفراق أو مناطق أخرى. للتحكم في الوميض في قولبة البولي بروبيلين بولي بروبيلين:
طرق الوقاية
- الصيانة الدورية للعفن
- حساب قوة المشبك المناسبة
- معلمات المعالجة المحسّنة
- فحص جودة سطح العفن
الوقاية من النفث
يخلق النفث أنماطًا تشبه الثعابين على سطح الجزء. في PTSMAKE، نمنع النفث من خلال:
حلول التصميم
- تحسين تصميم البوابة
- تحسينات نظام العداء
- تعديلات سُمك الجدار
- تنفيذ قائد التدفق
مشاكل اللون والصبغة
يمكن أن يؤثر التلوين غير المتناسق على مظهر أجزاء PP. وتشمل تدابير التحكم ما يلي:
- النسبة المئوية المناسبة للمادة الرئيسية
- خلط المواد بشكل موحد
- التحكم في درجة الحرارة
- إدارة وقت الإقامة
- تحسين تصميم البرغي
تدابير مراقبة الجودة
لضمان اتساق جودة قطع PP، ننفذ:
إجراءات التفتيش
| المرحلة | التحقق من النقاط | التردد |
|---|---|---|
| الإعداد | معلمات العملية | كل إعداد |
| الإنتاج | الفحص البصري | بالساعة |
| ما بعد التشكيل | فحص الأبعاد | لكل دفعة |
| النهائي | التحقق من الجودة | لكل لوت |
إرشادات مناولة المواد
المناولة السليمة لمواد PP أمر بالغ الأهمية للوقاية من العيوب:
- التحكم في الرطوبة من خلال التجفيف المناسب
- منع التلوث
- إدارة النسبة المئوية لإعادة الترجيع
- مراقبة حالة التخزين
- نظام تدوير المواد
ومن خلال تنفيذ تدابير التحكم الشاملة هذه، فإننا في شركة PTSMAKE نحقق باستمرار قطعًا مصبوبة بحقن البولي بروبيلين عالية الجودة. وقد ساعد نهجنا المنهجي للوقاية من العيوب العديد من العملاء في الحفاظ على جودة إنتاجهم مع تقليل التكاليف المرتبطة بالرفض وإعادة العمل.
تعرّف على البوليمرات شبه البلورية وفوائدها للحصول على خيارات أفضل للمواد في التصنيع. ↩
تعرف على الاختلافات في درجات الحرارة في التشكيل من أجل المعالجة المثلى للمواد. ↩
اكتشف كيف تعمل هذه التعزيزات على تحسين الأداء وتقليل التكاليف في تطبيقات البولي بروبيلين متعدد الكلور. ↩
تعرّف على كيفية تفكك السلسلة لفهم تدهور البولي بروبلين وتحسين متانة المواد. ↩
تعرّف على كيفية تأثير التبلور على خصائص البوليمر وتأثيره على جودة المنتج في قولبة الحقن. ↩
تعرّف على كيفية تأثير التبلور على أداء المواد للحصول على خيارات تصميم أفضل. ↩
تعرّف على كيفية تأثير الوزن الجزيئي على المعالجة والأداء في مواد القولبة بالحقن. ↩
تعرف على كيفية تأثير ترتيب البوليمر على جودة وخصائص الأجزاء المصبوبة. ↩
تعرف على الانكماش الحجمي لمنع علامات الغرق وضمان جودة أفضل لقطع PP. ↩






