

هل لاحظت من قبل كيف أن بعض الأجزاء المعدنية سرعان ما تصبح باهتة أو مخدوشة أو متآكلة؟ في مجال التصنيع، غالبًا ما أرى العملاء يشعرون بالإحباط عندما تفقد مكونات الألومنيوم الجميلة بريقها أو تتدهور بعد بضعة أشهر فقط من الاستخدام.
تخلق الأنودة طبقة أكسيد متينة ومقاومة للتآكل على الأسطح المعدنية من خلال عملية كهروكيميائية. تعمل هذه المعالجة على تحسين متانة المعدن ومظهره ومقاومته للتآكل مع السماح بتلوين مخصص وتحسين خصائص السطح.

بصفتي محترفاً في مجال التصنيع، ساعدت العديد من العملاء على تحسين منتجاتهم من خلال الطلاء بأكسيد الألومنيوم. اسمحوا لي أن أشارككم الفوائد والتطبيقات الرئيسية لهذه المعالجة السطحية متعددة الاستخدامات التي يمكنها تحويل الأجزاء المعدنية العادية إلى مكونات استثنائية تدوم لفترة أطول وتؤدي أداءً أفضل.
ما هو الغرض من الأنودة؟
هل تساءلت يومًا لماذا تحافظ بعض منتجات الألومنيوم على مظهرها الأصلي بينما تتدهور منتجات أخرى بسرعة؟ أو لماذا تبدو بعض الأسطح المعدنية محصنة ضد الخدوش والتآكل بينما تصدأ عناصر مماثلة؟ يمكن أن تؤدي هذه التحديات إلى عمليات استبدال مكلفة وجودة المنتج المعرضة للخطر.
الأنودة هي عملية كهروكيميائية تخلق طبقة أكسيد متينة ومقاومة للتآكل على الأسطح المعدنية، وخاصةً الألومنيوم. لا يعزز هذا الطلاء الواقي متانة المعدن فحسب، بل يسمح أيضاً بإضافة اللون وتحسين المظهر الجمالي.

فهم أساسيات الأنودة
تتضمن عملية الأنودة تحويل السطح المعدني إلى سطح معدني متين للغاية فيلم أكسيد الأنوديك1. من خلال خبرتي في العمل مع مختلف عمليات المعالجة السطحية في PTSMAKE، وجدتُ أن هذه العملية الكهروكيميائية تخلق طبقة تصبح جزءًا لا يتجزأ من المعدن وليس مجرد طلاء سطحي.
العلم وراء العملية
تتبع عملية الأنودة الخطوات الرئيسية التالية:
تحضير السطح
- التنظيف وإزالة الشحوم
- الحفر الكيميائي
- التفتيح (اختياري)
حمام الأنودة
- الغمر في محلول إلكتروليت
- تطبيق التيار الكهربائي
- تكوين طبقة الأكسيد
الختم
- الماء الساخن أو الختم الكيميائي
- إغلاق المسام
- الحماية المعززة
فوائد الأنودة
متانة محسّنة
يوفر السطح المؤكسد:
| المزايا | الوصف |
|---|---|
| مقاومة التآكل | يمنع الأكسدة وتكوين الصدأ |
| مقاومة التآكل | يزيد من صلابة السطح |
| الحماية من العوامل الجوية | الحماية من العوامل البيئية |
| الاستقرار الكيميائي | يقاوم التفاعلات مع معظم المواد |
المزايا الجمالية
توفر عملية الأنودة العديد من المزايا الجمالية:
- إمكانيات تكامل الألوان
- لمسات نهائية متناسقة عبر المنتجات
- سطح مقاوم للبهتان
- الحفاظ على المظهر المعدني الطبيعي
التطبيقات الصناعية
صناعة الطيران والفضاء والسيارات
في قطاعي الطيران والسيارات، تُعد المكونات المؤكسدة ضرورية في قطاعي الطيران والسيارات:
- مكونات المحرك
- قطع الزخارف الخارجية
- العناصر الهيكلية
- الأجزاء الزخرفية الداخلية
لقد نجحنا في شركة PTSMAKE في تنفيذ عمليات الطلاء بأكسيد الألومنيوم بنجاح للعديد من عملاء السيارات، مما يضمن تلبية مكوناتهم للمعايير الصارمة في هذا المجال مع الحفاظ على المظهر الجمالي.
الإلكترونيات الاستهلاكية
تعتمد صناعة الإلكترونيات بشكل كبير على الأنودة من أجل:
- أغلفة الهواتف الذكية
- أجسام الحواسيب المحمولة
- إطارات الأجهزة اللوحية
- علب الأجهزة المحمولة
الهندسة المعمارية والبناء
يُستخدم الألومنيوم المؤكسد على نطاق واسع في:
- واجهات المباني
- إطارات النوافذ
- أنظمة الأبواب
- لوحات زخرفية
الاعتبارات البيئية
فوائد الاستدامة
توفر الأنودة العديد من المزايا البيئية:
- عملية غير سامة
- المواد القابلة لإعادة التدوير
- لمسة نهائية طويلة الأمد تقلل من احتياجات الاستبدال
- إنتاج الحد الأدنى من النفايات
كفاءة الطاقة
تساهم العملية في كفاءة الطاقة من خلال:
| أسبكت | المزايا |
|---|---|
| الانعكاس الحراري | يقلل من تكاليف التبريد |
| الحاجز الحراري | يحسن العزل |
| المتانة | تقليل تكرار الاستبدال إلى الحد الأدنى |
| صيانة منخفضة | يقلل من استخدام موارد التنظيف |
تدابير مراقبة الجودة
لضمان الحصول على نتائج أنودة متسقة، هناك عدة عوامل تتطلب المراقبة:
معلمات العملية
- التحكم في درجة الحرارة
- الكثافة الحالية
- تركيز المحلول
- وقت العلاج
طرق الاختبار
- قياس سُمك الطلاء
- التحقق من جودة الختم
- اختبار مقاومة التآكل
- التحقق من تناسق الألوان
اعتبارات التكلفة
على الرغم من أن التكاليف الأولية للأنودة قد تبدو أعلى من المعالجات السطحية البديلة، إلا أن الفوائد طويلة الأجل غالباً ما تبرر الاستثمار:
- انخفاض متطلبات الصيانة
- عمر افتراضي ممتد للمنتج
- انخفاض تواتر الاستبدال
- قيمة المنتج المعززة
في شركة PTSMAKE، نساعد العملاء على تقييم هذه العوامل لاتخاذ قرارات مستنيرة بشأن احتياجاتهم من المعالجة السطحية، مما يضمن تحقيق التوازن الأمثل بين التكلفة والأداء.
ماذا يعني لون الألومنيوم المؤكسد؟
هل سبق لك أن اخترت قطع الألومنيوم المؤكسد لتحتار في اختيار ألوانها المختلفة؟ يجد العديد من المهندسين أنفسهم في حيرة من أمرهم عند اختيار لون الأنودة المناسب، غير متأكدين مما إذا كان يؤثر على أداء القطعة أم أنه يؤثر على الأداء أم أنه جمالي بحت.
إن ألوان الألومنيوم المؤكسد ليست للزينة فقط - فهي تشير إلى سُمك الطلاء ومستوى الحماية. عادةً ما ينتج النوع الثاني من الطلاء بأكسيد الألومنيوم عادةً ألوانًا مثل الذهبي والأزرق والأحمر، بينما ينتج النوع الثالث (الطلاء بأكسيد الألومنيوم الصلب) عادةً ظلالاً أغمق من الرمادي أو الأسود، مما يوفر مقاومة فائقة للتآكل.

فهم تشكيل لون الأنودة
تُعد عملية التلوين في عملية الأنودة رائعة ومعقدة، حيث تتضمن تكوين طبقة أكسيد مسامية يمكن صبغها أو تركها في حالتها الطبيعية. إن العملية الكهربية2 يخلق مساماً مجهرية يمكن أن تقبل الأصباغ أو تُغلق للحماية.
ألوان الأنودة الطبيعية مقابل ألوان الأنودة المصبوغة
ينتج عن الأنودة الطبيعية اختلافات دقيقة:
- شفاف/طبيعي: مظهر شفاف قليلاً
- الرمادي الفاتح: شائع في التطبيقات المعمارية
- الشمبانيا: شائع في الإلكترونيات الاستهلاكية
توفر الأنودة المصبوغة خيارات ألوان واسعة النطاق:
| اللون | التطبيقات النموذجية | تصنيف المتانة |
|---|---|---|
| أسود | المعدات العسكرية | ممتاز |
| أزرق | المنتجات الاستهلاكية | جيد |
| أحمر | المعدات الرياضية | جيد |
| الذهب | السلع الفاخرة | جيد جداً |
اللون كمؤشر للسمك
ترتبط سماكة الطبقة المؤكسدة ارتباطاً مباشراً بلونها ومستوى الحماية:
ألوان الأنودة من النوع الثاني
- ألوان فاتحة (0.0004 بوصة - 0.0007 بوصة): تطبيقات الديكور
- ألوان متوسطة (0.0007 بوصة - 0.001 بوصة): الاستخدام للأغراض العامة
- ألوان داكنة (0.001 بوصة وما فوق): حماية معززة
ألوان الطلاء بأكسيد الألمنيوم الصلب من النوع III
- من الرمادي إلى الأسود (0.002 بوصة - 0.004 بوصة): أقصى مقاومة للتآكل
- البرونز الداكن: التطبيقات الصناعية
- زيتون رمادي داكن: مواصفات عسكرية
معايير الألوان الخاصة بالصناعة
وضعت الصناعات المختلفة متطلبات لونية محددة:
متطلبات الطيران والفضاء
- طلاء بأكسيد شفاف: المكونات الداخلية
- طلاء بأكسيد أسود: الأسطح الخارجية
- ترميز لوني: تعريف النظام
المواصفات العسكرية
- طلاء بأكسيد الألمنيوم الصلب من النوع III: رمادي زيتوني
- طلاء مقاوم للعوامل الكيميائية (CARC): نطاقات ألوان محددة
- مطابقة الألوان مع المعيار الاتحادي 595
عوامل ثبات اللون
تؤثر عدة عوامل على ثبات الألوان المؤكسدة:
المؤثرات البيئية
- التعرض للأشعة فوق البنفسجية: يمكن أن يسبب البهتان
- التعرض للمواد الكيميائية: قد يغير اللون
- اختلاف درجات الحرارة: التأثير على تناسق الألوان
متغيرات العملية
- التحكم في الجهد
- وقت الاستحمام
- تركيز الصبغة
- طرق الختم
في شركة PTSMAKE، طبّقت تدابير صارمة لمراقبة الجودة لضمان اتساق الألوان عبر دفعات الإنتاج. تحافظ منشأة الطلاء بأكسيد الألومنيوم المتطورة لدينا على التحكم الدقيق في هذه المتغيرات:
تدابير مراقبة الجودة
| المعلمة | طريقة التحكم | التسامح |
|---|---|---|
| الفولتية | المراقبة الرقمية | ±0.5V |
| الوقت | التوقيت الآلي | ± 30 ثانية |
| درجة الحرارة | التحكم الرقمي | ±2°F |
| مستوى الأس الهيدروجيني | الاختبار المستمر | ±0.2 |
إرشادات اختيار اللون
عند اختيار ألوان الأنودة، ضع في اعتبارك:
المتطلبات الوظيفية
- احتياجات مقاومة التآكل
- التعرض البيئي
- مقاومة المواد الكيميائية
- تبديد الحرارة
الاعتبارات الجمالية
- اتساق العلامة التجارية
- تكامل التصميم
- انعكاس الضوء
- مطابقة الألوان
الآثار المترتبة على التكلفة
- تعقيد العملية
- المتطلبات المادية
- حجم الإنتاج
- معايير الجودة
الاختبار والتحقق
يتطلب تناسق الألوان اختبارًا دقيقًا:
الاختبار البدني
- سُمك الطلاء
- قياس اللون
- مقاومة التآكل
- اختبار التأثير
ضمان الجودة
- تحليل مقياس الطيف الضوئي
- اختبار رذاذ الملح
- مقاومة الطقس
- اختبار الالتصاق
من خلال خبرتنا في شركة PTSMAKE، وجدنا أن نجاح عملية الطلاء بأكسيد الألوان يتطلب فهماً عميقاً لكل من العملية التقنية والمتطلبات الجمالية. ونحافظ على ضوابط عملية مفصلة وفحوصات جودة لضمان تحقيق نتائج متسقة في جميع المشاريع.
هل يمكنك إعادة أنودة الألومنيوم؟
هل سبق لك أن لاحظت أن قطع الألومنيوم المؤكسد تفقد بريقها أو تظهر عليها علامات التآكل؟ إنه لأمر محبط عندما تبدو هذه المكونات باهظة الثمن باهتة أو مخدوشة، خاصة في المنتجات الراقية حيث تكون الجماليات مهمة بقدر أهمية الوظائف.
نعم، يمكن إعادة طلاء الألومنيوم بأكسيد الألومنيوم، ولكن العملية تتطلب تجريد الطبقة المؤكسدة الموجودة بالكامل أولاً. يعتمد النجاح على حالة القطعة وجودة الأنودة السابقة والتحضير المناسب للسطح قبل إعادة الطلاء بالأكسدة.

فهم عملية إعادة المعالجة بأكسيد الألمنيوم
إن عملية إعادة الطلاء بأكسيد الألومنيوم ليست بسيطة مثل مجرد وضع طلاء جديد. فهي تنطوي على عدة خطوات حاسمة تتطلب اهتماماً دقيقاً بالتفاصيل. في PTSMAKE، قمنا في شركة PTSMAKE بتطوير نهج منظم لضمان الحصول على أفضل النتائج.
الخطوة 1: التقييم الأولي
قبل البدء في عملية إعادة المعالجة بالأكسدة، يجب علينا تقييم:
- حالة السطح
- سُمك الأنودة السابق
- وجود تلف أو تآكل
- تركيبة المادة الأصلية
الخطوة 2: نزع الطلاء الأصلي
يجب إزالة الطبقة المؤكسدة الموجودة بالكامل باستخدام محلول التجريد الكيميائي3. تتطلب هذه العملية:
| معلمة التجريد | النطاق النموذجي | الاعتبارات الحرجة |
|---|---|---|
| درجة الحرارة | 20-30°C | يجب الحفاظ على الاتساق |
| الوقت | 30-60 دقيقة | يعتمد على سُمك الطلاء |
| أس هيدروجيني المحلول | 8.5-9.5 | المراقبة المنتظمة مطلوبة |
التحديات الشائعة في إعادة الترميز
عيوب السطح
قد تكشف عملية إعادة التأكسد عن العيوب السطحية الكامنة التي كانت مخفية في السابق. نعالج ذلك من خلال:
- التلميع الميكانيكي
- الحفر الكيميائي
- تقنيات تحضير السطح
اعتبارات الخسارة المادية
تزيل كل دورة إعادة تأكسد كمية صغيرة من المادة الأساسية. ويشمل فقدان المواد النموذجي ما يلي:
- 0.0254 مم أثناء التجريد
- 0.0127 مم أثناء الطلاء بأكسيد الألومنيوم الجديد
- الفقد الإضافي من تحضير السطح
تدابير مراقبة الجودة
ولضمان نجاح عملية إعادة الأكسدة بنجاح، ننفذ ما يلي:
اختبار السُمك
- استخدام قياسات التيار الدوامي
- اختبار تدميري على قطع العينة
- فحوصات المعايرة المنتظمة
اختبار الالتصاق
- اختبار الفتحات المتقاطعة
- تقييم مقاومة الصدمات
- اختبار رذاذ الملح
تطبيقات الصناعة
تخدم إعادة الأكسدة مختلف الصناعات:
مكونات الفضاء الجوي
- أسطح التحكم
- قطع الزخارف الداخلية
- المكونات الهيكلية
قطع غيار السيارات
- مكونات العجلة
- ملحقات المحرك
- زخارف زخرفية
الإلكترونيات الاستهلاكية
في شركة PTSMAKE، نتعامل في كثير من الأحيان مع مشاريع إعادة الأكسدة من أجل:
- علب الهواتف الذكية
- حاويات الكمبيوتر المحمول
- إطارات الأجهزة اللوحية
تحليل التكلفة والعائد
ضع هذه العوامل في اعتبارك عند اتخاذ قرار بشأن إعادة الطلاء بالأكسدة:
| العامل | المزايا | القيود |
|---|---|---|
| التكلفة | 40-60% أقل من الاستبدال | يختلف باختلاف التعقيد |
| الوقت | أسرع من الإنتاج الجديد | يتطلب جدولة دقيقة |
| الجودة | يمكن أن تتطابق مع المواصفات الأصلية | قد تكشف عن عيوب خفية |
الأثر البيئي
توفر إعادة الأكسدة العديد من المزايا البيئية:
- يقلل من نفايات المواد
- يقلل من استهلاك الطاقة
- يقلل من استخدام المواد الخام
- يدعم التصنيع المستدام
أفضل الممارسات للحفاظ على الأسطح المؤكسدة
لإطالة عمر الأسطح المؤكسدة:
- التنظيف المنتظم باستخدام محاليل محايدة الأس الهيدروجيني
- تجنب المواد الكيميائية القاسية أو المواد الكاشطة
- الحماية من الظروف البيئية القاسية
- معالجة الأضرار على الفور
متى يجب التفكير في إعادة الترميز
أفضل المرشحين لإعادة الطلاء بالأكسدة هم:
- الأجزاء ذات التلف التجميلي
- المكونات ذات الأسطح البالية
- العناصر التي تتطلب تغيير اللون
- المنتجات ذات التآكل السطحي البسيط
المواصفات الفنية
للحصول على نتائج مثالية في إعادة الأكسدة، نحافظ على
| المعلمة | المواصفات | التسامح |
|---|---|---|
| درجة حرارة الحمام | 20±1°C | ±1°C |
| الكثافة الحالية | 1.5 أمبير/م² | ± 0.2 أمبير/م² |
| سُمك الطلاء | 20 ميكرون | ± 2 ميكرون |
هل يمكنك أنودة الألومنيوم المصبوب؟
هل سبق لك أن عانيت في معالجة سطح قطع الألومنيوم المصبوب الخاصة بك، فقط لتجد نتائج مخيبة للآمال؟ إن اختلاف محتوى السيليكون والمسامية في الألومنيوم المصبوب يمكن أن يجعل الحصول على طلاء بأكسيد الألومنيوم متناسق وجذاب يبدو وكأنه مهمة مستحيلة.
نعم، يمكن طلاء الألومنيوم المصبوب بأكسيد الألومنيوم، ولكن قد تكون النتائج أقل قابلية للتنبؤ بها وأقل جمالاً مقارنة بالألومنيوم المشغول. يعتمد النجاح إلى حد كبير على طريقة الصب ومحتوى السيليكون ومستوى المسامية في سبيكة الألومنيوم المصبوب.
فهم تحديات عملية أنودة الألومنيوم المصبوب
تمثل عملية أنودة الألومنيوم المصبوب تحديات فريدة من نوعها تتطلب دراسة متأنية. وتشمل العوامل الرئيسية التي تؤثر على جودة الأنودة ما يلي:
تأثير محتوى السيليكون
عادةً ما يحتوي الألومنيوم المصبوب على مستويات أعلى من السيليكون من سبائك الألومنيوم المطاوع. عندما يتجاوز محتوى السيليكون 7%، فإن الطور سهل الانصهار4 أثناء الصب يمكن أن يؤثر بشكل كبير على نتائج الأنودة. تظل جزيئات السيليكون غير متأثرة أثناء عملية الأنودة، مما يخلق نقاط ضعف محتملة في الطبقة الواقية.
اعتبارات المسامية
يحتوي الألومنيوم المصبوب بطبيعته على مسام وفراغات مجهرية يمكن أن تؤثر على عملية الأنودة:
| مستوى المسامية | التأثير على الأنودة | الحل الموصى به |
|---|---|---|
| منخفض (0-2%) | تأثير بسيط، تشطيب جيد ممكن | عملية الطلاء بأكسيد الألمنيوم القياسية |
| متوسطة (2-5%) | تأثير معتدل، قد يحتاج إلى تحضير خاص | المعالجة المسبقة المعدلة المطلوبة |
| عالية (>5%) | تأثير كبير، ونهاية ضعيفة على الأرجح | النظر في المعالجات السطحية البديلة |
متطلبات ما قبل المعالجة
يعد الإعداد المناسب للسطح أمرًا بالغ الأهمية لنجاح عملية أنودة الألومنيوم المصبوب:
التنظيف الكيميائي
- إزالة الشحوم لإزالة الزيوت والملوثات
- الحفر القلوي لإنشاء سطح متجانس
- إزالة الصمغ لإزالة الأكسدة والمخلفات
التحضير الميكانيكي
- قد يكون من الضروري إجراء صنفرة خفيفة أو تنظيف خفيف أو تنظيف خفيف بالليزر
- يجب معالجة عيوب السطح قبل الطلاء بأكسيد الألومنيوم
- مناولة دقيقة لمنع التلوث
تحسين معلمات الأنودة
تحتاج عملية الطلاء بأكسيد الألومنيوم القياسية إلى تعديل للألومنيوم المصبوب:
التحكم في درجة الحرارة
من الضروري الحفاظ على التحكم الدقيق في درجة الحرارة أثناء عملية الطلاء بأكسيد الألومنيوم:
| مرحلة العملية | نطاق درجة الحرارة المثلى | الاعتبارات الحرجة |
|---|---|---|
| المعالجة المسبقة | 20-25°C | يؤثر على فعالية التنظيف |
| الطلاء بأكسيد الألومنيوم | 18-22°C | التأثيرات على جودة الطلاء |
| الختم | 90-95°C | يحدد المتانة |
تعديلات الكثافة الحالية
غالبًا ما تنتج كثافات التيار المنخفضة نتائج أفضل مع الألومنيوم المصبوب:
- ابدأ ب 1.0 - 1.5 أمبير/م²
- راقب ارتفاع الجهد الكهربائي بعناية
- الضبط بناءً على تركيبة السبيكة
تدابير مراقبة الجودة
تنفيذ إجراءات قوية لمراقبة الجودة تضمن تحقيق نتائج متسقة:
طرق الاختبار
- قياسات سُمك الطلاء
- التحقق من جودة الختم
- اختبار مقاومة التآكل
العيوب الشائعة والحلول
| نوع العيب | الأسباب المحتملة | التدابير الوقائية |
|---|---|---|
| لمسة نهائية متقطعة | نسبة عالية من السيليكون | تعديل المعالجة المسبقة |
| ضعف الالتصاق | تلوث السطح | التنظيف المحسّن |
| لون غير متساوٍ | اختلافات المسامية | معلمات العملية المعدلة |
معالجات السطح البديلة
عندما تكون نتائج الأنودة غير مرضية، فكر في هذه البدائل:
طلاء المسحوق
- تغطية ممتازة لعيوب السطح
- مجموعة واسعة من خيارات الألوان
- متانة جيدة
طلاء التحويل الكيميائي
- عملية أبسط من الطلاء بأكسيد الألومنيوم
- أكثر تسامحاً مع اختلافات السطح
- مناسبة لمعظم السبائك المصبوبة
قمنا في شركة PTSMAKE بتطوير عمليات متخصصة لمعالجة مكونات الألومنيوم المصبوب. وقد أظهرت خبرتنا أن المعالجة الناجحة بأكسيد الألومنيوم المصبوب تتطلب
- تحليل شامل للمواد
- إجراءات ما قبل المعالجة المخصصة
- معلمات عملية مضبوطة بعناية
- اختبار الجودة الشامل
يكمن مفتاح تحقيق نتائج مقبولة في فهم الخصائص المحددة لمكونات الألومنيوم المصبوب وتعديل عملية الطلاء بأكسيد الألومنيوم وفقًا لذلك. وعلى الرغم من أن العملية قد تكون أكثر صعوبة من عملية طلاء الألومنيوم المطاوع بأكسيد الألومنيوم المشغول، إلا أنه يمكن تحقيق نتائج مرضية للعديد من التطبيقات من خلال الإعداد والتحكم المناسبين.
كيف تؤثر الأنودة على قوة سبائك الألومنيوم؟
هل تساءلت يومًا ما إذا كان طلاء أجزاء الألومنيوم بأكسيد الألومنيوم قد يضر بسلامتها الهيكلية؟ إنه مصدر قلق شائع يبقي العديد من المهندسين مستيقظين ليلاً، خاصةً عند التعامل مع المكونات الحرجة التي لا يمكن المساس بقوتها.
عادةً ما يكون للأنودة تأثير ضئيل على قوة سبائك الألومنيوم. في حين أن هذه العملية يمكن أن تقلل قليلاً من قوة الإجهاد بمقدار 10-15%، إلا أنها تحافظ بشكل عام على قوة الشد للمادة الأساسية أو حتى تحسنها من خلال تعزيز صلابة السطح ومقاومة التآكل.

فهم العلاقة بين الأنودة والقوة
إن تأثير الأنودة على قوة سبائك الألومنيوم معقد ومتعدد الأوجه. في شركة PTSMAKE، نتعامل بانتظام مع مكونات الألومنيوم المؤكسد لمختلف الصناعات، وقد لاحظت أن العلاقة بين الطلاء بالأكسيد والقوة تعتمد على عدة عوامل رئيسية.
تكوين الطبقة السطحية
تُنشئ عملية الأنودة طبقة أكسيد واقية من خلال التحويل الكهروكيميائي5 لسطح الألومنيوم. يتراوح سمك هذه الطبقة عادةً من 5 إلى 30 ميكرون حسب نوع عملية الأنودة المستخدمة. يؤثر تكوين هذه الطبقة على جوانب مختلفة من خصائص قوة المادة:
| نوع الطبقة | نطاق السُمك | المزايا الأساسية | التأثير على القوة |
|---|---|---|---|
| النوع الأول | 2-7 ميكرون | الحماية الأساسية | الحد الأدنى من التأثير |
| النوع الثاني | 5-18 ميكرون | تشطيبات زخرفية | تخفيض طفيف |
| النوع الثالث | 13-50 ميكرون | الصلابة القصوى | تخفيض معتدل |
تغييرات الخصائص الميكانيكية
تؤثر عملية الأنودة على الخواص الميكانيكية المختلفة لسبائك الألومنيوم:
قوة الشد
- يحافظ بشكل عام على مستواه أو يتحسن بشكل طفيف
- تزداد صلابة السطح بشكل ملحوظ
- تظل خصائص المواد الأساسية دون تغيير إلى حد كبير
قوة الإجهاد
- قد تنخفض بنسبة 10-15% 10-15%
- يختلف التأثير باختلاف سُمك الطلاء
- أكثر وضوحاً في المقاطع الرقيقة
مقاومة التآكل
- يتحسن بشكل كبير
- يصبح السطح أكثر متانة
- مقاومة أفضل للتآكل
تحسين معلمات الأنودة من أجل القوة
وللحفاظ على خصائص القوة المثلى مع تحقيق الخصائص السطحية المرغوبة، هناك عدة عوامل تحتاج إلى دراسة متأنية:
التحكم في درجة الحرارة
تؤثر درجة حرارة حمام الأنودة بشكل كبير على خصائص القوة النهائية:
- النطاق الأمثل: 18-22°C
- يمكن أن تؤدي درجات الحرارة المرتفعة إلى إضعاف الطلاء
- قد يؤدي انخفاض درجات الحرارة إلى عدم اكتمال التحويل
إدارة الكثافة الحالية
يعد التحكم السليم في كثافة التيار أمرًا بالغ الأهمية للحفاظ على القوة:
| الكثافة الحالية (أمبير/م²) | التأثير على الطلاء | التأثير على القوة |
|---|---|---|
| 1.0-1.5 | طلاء ناعم | الحد الأدنى من التخفيض |
| 1.5-2.0 | طلاء قياسي | خصائص متوازنة |
| 2.0-3.0 | طلاء صلب | المتانة القصوى |
الاعتبارات الخاصة بالصناعة
تتطلب الصناعات المختلفة طرقاً مختلفة لتحقيق التوازن بين متطلبات الأنودة والقوة:
تطبيقات الفضاء الجوي
في مكونات الطيران، حيث تكون القوة أمرًا بالغ الأهمية:
- تحكم محكم في سماكة الطلاء
- الاختبار المنتظم للخواص الميكانيكية
- عمليات الختم المتخصصة
- توثيق جميع المعلمات
مكونات السيارات
بالنسبة لقطع غيار السيارات، نركز على:
- سماكة الطلاء المحسّنة
- مقاومة التآكل المتوازنة
- حلول فعالة من حيث التكلفة
- الاتساق الكبير الحجم
الأجهزة الطبية
تتطلب التطبيقات الطبية:
- التوافق الحيوي
- تحكم دقيق في الأبعاد
- خصائص السطح المحسّنة
- رقابة صارمة على الجودة
حلول عملية لصيانة القوة
استناداً إلى خبرتنا في شركة PTSMAKE، إليك الاستراتيجيات الرئيسية للحفاظ على القوة أثناء عملية الطلاء بأكسيد الألومنيوم:
تحسين المعالجة المسبقة
- إجراءات التنظيف السليمة
- الحفر المتحكم فيه
- إزالة الحد الأدنى من المواد
- جودة تحضير السطح
التحكم في العمليات
- المراقبة المستمرة
- تحليل الحمام المنتظم
- صيانة درجة الحرارة
- تعديل الكثافة الحالية
اعتبارات ما بعد العلاج
- طرق الختم المناسبة
- فحص الجودة
- اختبار القوة
- التحقق من تشطيب السطح
تدابير ضمان الجودة
لضمان اتساق خصائص القوة:
| طريقة الاختبار | المعلمة المقاسة | التردد |
|---|---|---|
| اختبار الشد | القوة المطلقة | لكل دفعة |
| اختبار الصلابة | صلابة السطح | يومياً |
| سُمك الطلاء | تجانس الطبقات | لكل جزء |
| رذاذ الملح | مقاومة التآكل | أسبوعياً |
التطورات المستقبلية
يستمر مجال أنودة الألومنيوم في التطور:
- تركيبات الإلكتروليت الجديدة
- أنظمة التحكم في العمليات المتقدمة
- تحسين طرق الختم المحسّنة
- خصائص الطلاء المحسّنة
يمكّننا هذا الفهم الشامل لتأثيرات الأنودة على قوة سبائك الألومنيوم من تقديم الحلول المثلى لمتطلبات عملائنا الخاصة، مما يضمن حماية السطح والسلامة الهيكلية على حد سواء.
ما هي فوائد تكلفة الأنودة في التصنيع؟
هل تساءلت يومًا لماذا تتردد بعض الشركات المصنعة في تنفيذ عمليات الأنودة على الرغم من فوائدها الواضحة؟ غالباً ما يجعل الاستثمار الأولي وتعقيد العملية الشركات تتساءل عما إذا كانت التكلفة مبررة حقاً، مما يؤدي إلى فرص ضائعة محتملة لتحقيق وفورات على المدى الطويل.
توفر الأنودة فوائد كبيرة من حيث التكلفة في التصنيع من خلال إطالة عمر المنتج وتقليل متطلبات الصيانة وتحسين المتانة. وعلى الرغم من أن الاستثمار الأولي قد يكون أعلى من طرق الطلاء التقليدية، إلا أن الوفورات طويلة الأجل تفوق عادةً التكاليف الأولية.

فهم القيمة الاقتصادية للأنودة
تمتد فوائد تكلفة الأنودة إلى ما هو أبعد من مجرد حماية السطح. بصفتي رئيس شركة PTSMAKE، قمت بتحليل الأثر الاقتصادي للأنودة عبر سيناريوهات التصنيع المختلفة. تتضمن العملية إنشاء طبقة أكسيد واقية من خلال التخميل الكهروكيميائي6، مما يوفر مزايا متعددة التكلفة.
الوفورات المباشرة في التكاليف
انخفاض نفقات الصيانة
- انخفاض تكاليف التنظيف بسبب الأسطح المقاومة للأوساخ
- الحد الأدنى من الحاجة إلى إعادة الطلاء أو إعادة طلاء السطح
- انخفاض تواتر استبدال الأجزاء
العمر الافتراضي الممتد للمنتج
غالباً ما تتطلب المعالجات السطحية التقليدية تجديداً دورياً، لكن الأسطح المؤكسدة تحافظ على خصائصها لسنوات. وتُترجم هذه المتانة إلى توفير كبير في التكاليف بمرور الوقت.
فوائد التكلفة التشغيلية
يوضح الجدول التالي تكاليف الصيانة المقارنة بين المكونات المؤكسدة وغير المؤكسدة:
| جانب الصيانة | الأجزاء المؤكسدة | الأجزاء غير المؤكسدة |
|---|---|---|
| التنظيف السنوي | 1-2 مرات | 4-6 مرات |
| إعادة صقل الأسطح | كل 8-10 سنوات | كل 2-3 سنوات |
| معدل الاستبدال | 10-15 سنة | 3-5 سنوات |
| تكاليف العمالة | الحد الأدنى | متوسط إلى مرتفع |
تحسينات كفاءة الإنتاج
عملية تصنيع مبسطة
في شركة PTSMAKE، لاحظنا في شركة PTSMAKE أن عملية الأنودة يمكن أن تقلل بالفعل من خطوات الإنتاج الإجمالية مقارنةً بطرق التشطيب البديلة. وهذه العملية هي
- مؤتمتة للغاية
- قابل للتكرار باستمرار
- مراقبة الجودة من خلال معايير دقيقة
فوائد الحفاظ على الطاقة
غالباً ما تتطلب المنتجات المؤكسدة طاقة أقل في دورة حياتها:
- انخفاض متطلبات طاقة التنظيف المنخفضة
- احتياجات إنتاج بديلة أقل
- الحد الأدنى من استهلاك الطاقة في الصيانة المستمرة
الوفورات في التكاليف البيئية
الامتثال التنظيمي
تساعد الأنودة الشركات المصنعة على تلبية اللوائح البيئية دون الحاجة إلى بدائل مكلفة:
- انخفاض تكاليف التخلص من النفايات
- انخفاض نفقات الامتثال البيئي
- الحد الأدنى من متطلبات مناولة المواد الخطرة
فوائد التصنيع المستدام
تُترجم الفوائد البيئية طويلة الأجل إلى وفورات في التكاليف:
- انخفاض البصمة الكربونية
- انخفاض استهلاك المواد الخام
- انخفاض تكاليف إدارة النفايات
مزايا التكلفة الخاصة بالصناعة
تتمتع القطاعات المختلفة بفوائد فريدة من حيث التكلفة من الأنودة:
تطبيقات الفضاء الجوي
- تقلل مقاومة التآكل المحسّنة من تكرار الاستبدال
- حماية خفيفة الوزن توفر تكاليف الوقود
- إطالة العمر الافتراضي للمكونات يقلل من فترات الصيانة
تصنيع السيارات
- تحسين مقاومة التآكل يقلل من مطالبات الضمان
- تقليل الاحتكاك يوفر في التكاليف التشغيلية
- تحافظ متانة الديكور على قيمة السيارة
الإلكترونيات الاستهلاكية
- تبديد أفضل للحرارة يطيل عمر الجهاز
- تقلل مقاومة الخدش المحسّنة من العوائد
- تزيد الجماليات المحسّنة من القيمة السوقية
فوائد التكلفة المرتبطة بالجودة
انخفاض معدلات العيوب
توفر عملية الأنودة جودة متسقة تقلل من:
- مرفوضات التصنيع
- مرتجعات العملاء
- مطالبات الضمان
قيمة المنتج المعززة
الجودة المحسّنة تبرر الأسعار الممتازة:
- قيمة متصورة أعلى
- زيادة رضا العملاء
- سمعة قوية للعلامة التجارية
الأثر المالي على المدى الطويل
تحليل عائد الاستثمار
استناداً إلى خبرتنا في شركة PTSMAKE، عادةً ما تُظهر عملية الطلاء بأكسيد الألومنيوم عائد استثمار إيجابي في حدود
- 12-18 شهرًا للمنتجات ذات الحجم الكبير
- 18-24 شهرًا للتطبيقات المتخصصة
- 2-3 سنوات للتطبيقات المعمارية
مقارنة تكلفة دورة الحياة
عند مقارنة إجمالي تكاليف دورة الحياة:
- تُظهر المنتجات المؤكسدة 30-40% تكاليف ملكية إجمالية أقل
- وفورات الصيانة تعوض الاستثمار الأولي
- يتم تخفيض تكاليف الاستبدال بشكل كبير
القدرة التنافسية في السوق
فوائد استراتيجية التسعير
تتيح الأنودة:
- وضع المنتج المتميز
- هوامش ربح أعلى
- التمايز التنافسي
تأثير رضا العملاء
تحسين أداء المنتج يؤدي إلى:
- انخفاض شكاوى العملاء
- زيادة الأعمال التجارية المتكررة
- تعزيز الولاء للعلامة التجارية
تعتبر فوائد تكلفة الأنودة في التصنيع كبيرة عند النظر إليها بشكل شامل. وعلى الرغم من أن الاستثمار الأولي قد يبدو أعلى، إلا أن المزايا المالية طويلة الأجل تجعله خياراً ذكياً للمصنعين الذين يركزون على الجودة والاستدامة.
ما الفرق بين الأنودة من النوع الثاني والنوع الثالث؟
هل سبق لك أن واجهت صعوبة في الاختيار بين النوع الثاني والنوع الثالث من الطلاء بأكسيد الألومنيوم لقطع الألومنيوم الخاصة بك؟ إن الحيرة حقيقية - قد يؤدي الاختيار الخاطئ إلى تعطل القِطع قبل الأوان أو تكاليف غير ضرورية في عملية التصنيع الخاصة بك.
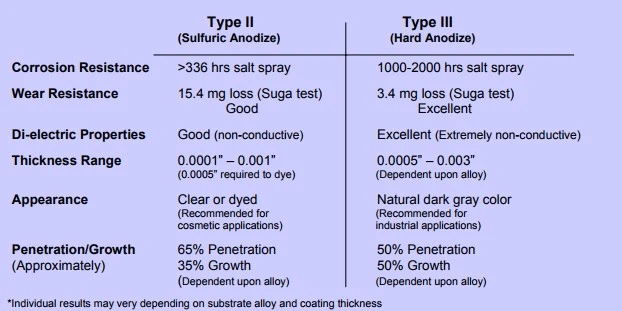
يكمن الاختلاف الرئيسي في سماكة الطلاء والتطبيق. ينتج النوع الثاني من الأنودة طبقة أرق (0.0004" إلى 0.001") مناسبة للاستخدام الداخلي، بينما ينتج النوع الثالث طبقة أكثر سماكة (0.001" إلى 0.004") مثالية للبيئات القاسية والتطبيقات عالية التآكل.
فهم أساسيات الأنودة من النوع الثاني والنوع الثالث من الأنودة
الأنودة من النوع الثاني والأنودة من النوع الثالث هما عمليتان متميزتان تخلقان طبقات أكسيد واقية على أسطح الألومنيوم. وعلى الرغم من أن كلتا الطريقتين تتبعان مبادئ أساسية متشابهة، إلا أن خصائصهما وتطبيقاتهما تختلف بشكل كبير. في PTSMAKE، نعمل بانتظام مع كلا النوعين لتلبية متطلبات العملاء المختلفة.
تتضمن هذه العملية غمر أجزاء الألومنيوم في المحلول الإلكتروليتي7 حيث يمر التيار الكهربائي، مما يؤدي إلى تكوين طبقة أكسيد. تظهر الاختلافات الرئيسية في معلمات المعالجة والخصائص الناتجة.
مقارنة سُمك الطلاء
سمك الطلاء هو أحد أبرز الاختلافات بين هذين النوعين:
| نوع الطلاء بأكسيد الألومنيوم | نطاق سماكة الطلاء | التطبيقات الشائعة |
|---|---|---|
| النوع الثاني | 0.0004" - 0.001" | الاستخدام الداخلي، التشطيبات الزخرفية |
| النوع الثالث | 0.001" - 0.004" | استخدام خارجي، مقاومة عالية للتآكل |
الخصائص والخصائص
الطلاء بأكسيد الألمنيوم من النوع الثاني
- مقاومة معتدلة للتآكل
- ممتاز لأغراض الصباغة والزخرفة
- حل فعال من حيث التكلفة
- مناسب للاستخدامات الداخلية
- يحافظ على تفاوتات أبعاد أكثر دقة
- شائع في الإلكترونيات الاستهلاكية والمكونات المعمارية
الطلاء بأكسيد الألمنيوم من النوع III
- مقاومة فائقة للتآكل
- حماية معززة من التآكل
- قيم صلابة أعلى
- مثالية للبيئات الخارجية والقاسية
- نمو أكثر قليلاً في الأبعاد
- شائعة في التطبيقات الفضائية والعسكرية
عوامل الأداء
مقارنة الصلابة
يحقق النوع الثالث من الأنودة عادةً قيم صلابة تتراوح بين 65-70 على مقياس Rockwell C، بينما تتراوح عادةً من النوع الثاني بين 40-45. يؤثر هذا الاختلاف الكبير في الصلابة بشكل مباشر على مقاومة التآكل والمتانة.
المقاومة البيئية
يوفر كلا النوعين مستويات مختلفة من الحماية البيئية:
| العامل | النوع الثاني | النوع الثالث |
|---|---|---|
| مقاومة الأشعة فوق البنفسجية | معتدل | ممتاز |
| مقاومة رذاذ الملح | 250-500 ساعة | أكثر من 1000 ساعة |
| مقاومة المواد الكيميائية | جيد | ممتاز |
| مقاومة درجات الحرارة | حتى 150 درجة فهرنهايت | حتى 200 درجة فهرنهايت |
اعتبارات التكلفة
يمكن أن يكون الفرق في التكلفة بين النوع الثاني والنوع الثالث من الأنودة كبيراً:
- النوع الثاني أقل تكلفة بشكل عام 20-30% 20-30%
- وقت المعالجة للنوع الثاني أقصر
- استهلاك الطاقة أقل في النوع الثاني
- يتطلب النوع الثالث معدات أكثر تطوراً
- تكون متطلبات تحضير المواد أكثر صرامة بالنسبة للنوع الثالث
القيام بالاختيار الصحيح
يجب أن يستند الاختيار بين النوع الثاني والنوع الثالث من الأنودة على:
متطلبات التقديم
- التعرض البيئي
- احتياجات مقاومة التآكل
- عمر الخدمة المتوقع
- المتطلبات الجمالية
- قيود الميزانية
معايير الصناعة
الصناعات المختلفة لها متطلبات محددة:
| الصناعة | الاختيار النموذجي | السبب |
|---|---|---|
| الفضاء الجوي | النوع الثالث | المتانة القصوى المطلوبة |
| الإلكترونيات الاستهلاكية | النوع الثاني | حماية فعالة من حيث التكلفة وكافية |
| المعدات الخارجية | النوع الثالث | مقاومة الطقس اللازمة |
| التركيبات الداخلية | النوع الثاني | أولوية التشطيبات الزخرفية |
الاعتبارات الفنية
تحضير السطح
يعد الإعداد المناسب للسطح أمرًا بالغ الأهمية لكلا النوعين، ولكن النوع الثالث يتطلب متطلبات أكثر صرامة:
- نظافة السطح
- عدم وجود ملوثات
- اختيار السبيكة المناسبة
- متطلبات تشطيب السطح
معلمات المعالجة
تختلف معلمات المعالجة بشكل كبير:
| المعلمة | النوع الثاني | النوع الثالث |
|---|---|---|
| درجة الحرارة | 70°F | 32°F |
| الكثافة الحالية | 10-20 فرنك سويسري | 25-50 فرنك سويسري |
| وقت المعالجة | 30-60 دقيقة | 60-120 دقيقة |
تدابير مراقبة الجودة
في شركة PTSMAKE، ننفذ في شركة PTSMAKE تدابير صارمة لمراقبة الجودة لكلتا العمليتين:
- اختبار السُمك
- التحقق من جودة الختم
- اختبار مقاومة التآكل
- اختبار مقاومة التآكل
- فحوصات تناسق الألوان (للتشطيبات المصبوغة)
يعتمد الاختيار بين الأنودة من النوع الثاني والنوع الثالث في نهاية المطاف على متطلبات التطبيق الخاصة بك. في حين أن النوع الثاني يوفر حلاً فعالاً من حيث التكلفة للتطبيقات الأقل تطلبًا، فإن النوع الثالث يوفر حماية فائقة للبيئات القاسية وحالات التآكل العالية.
هل يمكن للأكسدة تحسين متانة القِطع المصنعة باستخدام الحاسب الآلي؟
هل سبق لك أن واجهت مشكلات محبطة تتعلق بتآكل أو تآكل القِطع المصنوعة من الألومنيوم المشكّلة بنظام التحكم الرقمي من قبل؟ إنه تحدٍ شائع يمكن أن يؤدي إلى عمليات استبدال مكلفة وتأخيرات في الإنتاج، مما قد يعرض نجاح مشروعك وميزانيتك للخطر.
نعم، تعمل عملية الطلاء بأكسيد الألومنيوم على تحسين متانة القِطع المُشكّلة باستخدام الحاسب الآلي بشكل كبير من خلال إنشاء طبقة أكسيد واقية تعزز مقاومة التآكل ومقاومة التآكل وصلابة السطح مع تقديم مزايا جمالية من خلال خيارات الألوان المختلفة.

فهم العلم وراء الأنودة
تعمل عملية الأنودة على تحويل سطح الألومنيوم من خلال العملية الكهروكيميائية8 التي تخلق طبقة أكسيد متينة ومقاومة للتآكل. في شركة PTSMAKE، قمنا في شركة PTSMAKE بتحسين تقنيات الأنودة لدينا لضمان الحماية المثلى لأجزاء عملائنا. تتضمن هذه العملية عدة مراحل رئيسية:
عملية الأنودة ثلاثية الخطوات
تحضير السطح
- التنظيف وإزالة الشحوم
- الحفر الكيميائي
- التفتيح (إذا لزم الأمر)
حمام الأنودة
- الغمر في محلول إلكتروليت
- تطبيق التيار الكهربائي
- تكوين طبقة الأكسيد
الختم
- الماء الساخن أو الختم الكيميائي
- إغلاق المسام
- الحماية النهائية
فوائد طلاء القِطع المُشكَّلة بأكسيد الألومنيوم باستخدام الحاسب الآلي
الحماية المحسّنة من التآكل
تعمل الطبقة المؤكسدة كحاجز ضد العوامل البيئية:
| نوع الحماية | المزايا |
|---|---|
| مقاومة المواد الكيميائية | يمنع التلف الناتج عن الأحماض والقلويات |
| مقاومة الطقس | واقيات ضد التعرض الخارجي |
| الحماية من رذاذ الملح | مثالية للتطبيقات البحرية |
تحسين مقاومة التآكل
تعزز طبقة الأكسيد الصلب متانة السطح بشكل كبير:
| الممتلكات | قبل الطلاء بأكسيد الألومنيوم | بعد الطلاء بأكسيد الألومنيوم |
|---|---|---|
| صلابة السطح | 65-95 برينل | 250-400 برينل |
| مقاومة التآكل | معتدل | عالية |
| مقاومة الخدش | منخفضة | ممتاز |
أنواع التشطيبات بأكسيد الألومنيوم
الطلاء بأكسيد الألمنيوم من النوع I
- عملية حمض الكروميك
- طلاء رقيق (0.00002-0.0001 بوصة)
- ممتازة للأجزاء التي تتطلب تفاوتات ضيقة
الطلاء بأكسيد الألمنيوم من النوع الثاني
- عملية حمض الكبريتيك
- طلاء متوسط (0.0002-0.001 بوصة)
- الأكثر شيوعًا للتطبيقات العامة
الأنودة من النوع III (الأنودة الصلبة)
- عملية حمض الكبريتيك المعدل
- طلاء سميك (0.001-0.004 بوصة)
- أعلى مقاومة للتآكل
اعتبارات أنودة أجزاء CNC
اعتبارات التصميم
- السماح بسماكة الطلاء
- النظر في هندسة الأجزاء
- خطة لنقاط التلامس الكهربائية
- حساب التغييرات في الأبعاد
تأثير اختيار المواد
تستجيب سبائك الألومنيوم المختلفة بشكل مختلف للأنودة:
| سلسلة السبائك | الاستجابة بأكسيد الألمنيوم | أفضل التطبيقات |
|---|---|---|
| 6061 | ممتاز | الغرض العام |
| 7075 | جيد جداً | الفضاء الجوي |
| 2024 | عادل | يتطلب عناية خاصة |
مراقبة الجودة في الطلاء بأكسيد الألومنيوم
نحافظ في PTSMAKE على إجراءات صارمة لمراقبة الجودة:
فحص ما قبل المعالجة
- نظافة السطح
- التحقق من المواد
- فحص الأبعاد
مراقبة العمليات
- التحكم في درجة الحرارة
- الكثافة الحالية
- وقت المعالجة
- تركيز المحلول
اختبار ما بعد العلاج
- سُمك الطلاء
- جودة الختم
- المظهر
- مقاومة التآكل
تحليل التكلفة والعائد
على الرغم من أن الطلاء بأكسيد الألومنيوم يضيف إلى التكلفة الأولية، إلا أنه غالباً ما يكون اقتصادياً على المدى الطويل:
| العامل | بدون أنودة | بأكسيد الألومنيوم |
|---|---|---|
| التكلفة الأولية | أقل | أعلى |
| تكلفة الصيانة | أعلى | أقل |
| تكرار الاستبدال | أكثر تواتراً | أقل تواتراً |
| القيمة مدى الحياة | أقل | أعلى |
التطبيقات الخاصة بالصناعة
تستفيد الصناعات المختلفة من الأنودة بطرق فريدة من نوعها:
الفضاء الجوي
- حماية خفيفة الوزن من التآكل
- مقاومة عالية للتآكل
- خصائص العزل الكهربائي
الأجهزة الطبية
- التوافق الحيوي
- سهولة التعقيم
- مظهر نظيف
الإلكترونيات الاستهلاكية
- جاذبية جمالية
- مقاومة الخدش
- تبديد الحرارة
الأثر البيئي والاستدامة
تركز ممارسات الأنودة الحديثة على المسؤولية البيئية:
- تقليل استهلاك المياه
- إعادة تدوير المواد الكيميائية
- العمليات الموفرة للطاقة
- توليد الحد الأدنى من النفايات
انقر لمعرفة المزيد عن التركيب الكيميائي وتكوين طبقات الأكسيد الأنوديك. ↩
انقر لمعرفة المزيد عن العلم الكامن وراء تشكيل لون الأنودة والتحكم في العملية. ↩
انقر هنا للتعرف على تقنيات وحلول التجريد الكيميائية المتقدمة للحصول على أفضل النتائج. ↩
انقر لمعرفة المزيد عن كيفية تأثير التشكيلات الطورية على المعالجات السطحية للمعادن. ↩
انقر لمعرفة المزيد عن العلم الكامن وراء التحويل الكهروكيميائي في عمليات الأنودة. ↩
انقر لمعرفة المزيد عن هذه العملية المهمة التي يمكن أن تحول كفاءة التصنيع لديك. ↩
انقر هنا لمعرفة المزيد عن العملية الكهروكيميائية وتحسين نتائج الأنودة. ↩
انقر لمعرفة المزيد عن هذه العملية المهمة التي يمكن أن تطيل عمر القطع لديك بشكل كبير. ↩






