

Forestil dig en svejseproces, der er så præcis, at den kan samle en hårfin tråd uden at beskadige de omkringliggende komponenter. Lasersvejsning gør præcis det - og det omformer moderne produktion.
Lasersvejsning bruger en meget fokuseret lysstråle til at smelte og sammensmelte materialer med stor nøjagtighed. I modsætning til traditionelle metoder minimerer den varmeforvrængning, arbejder med komplekse geometrier og opnår gentagelige resultater - hvilket gør den ideel til højpræcisionsindustrier som rumfart og medicinsk udstyr.
Som en, der har tilbragt 15+ år i Præcisionsfremstilling Hos PTSMAKE har jeg set lasersvejsning løse problemer, som andre metoder ikke kan. Lad os se nærmere på, hvordan det fungerer, hvor det er bedst, og hvornår alternativer kan være bedre.
Hvordan fungerer lasersvejsning?
Tænk, hvis man kunne svejse øjenimplantater af titanium uden at fordreje metallet? Det er det magiske ved lasersvejsning.
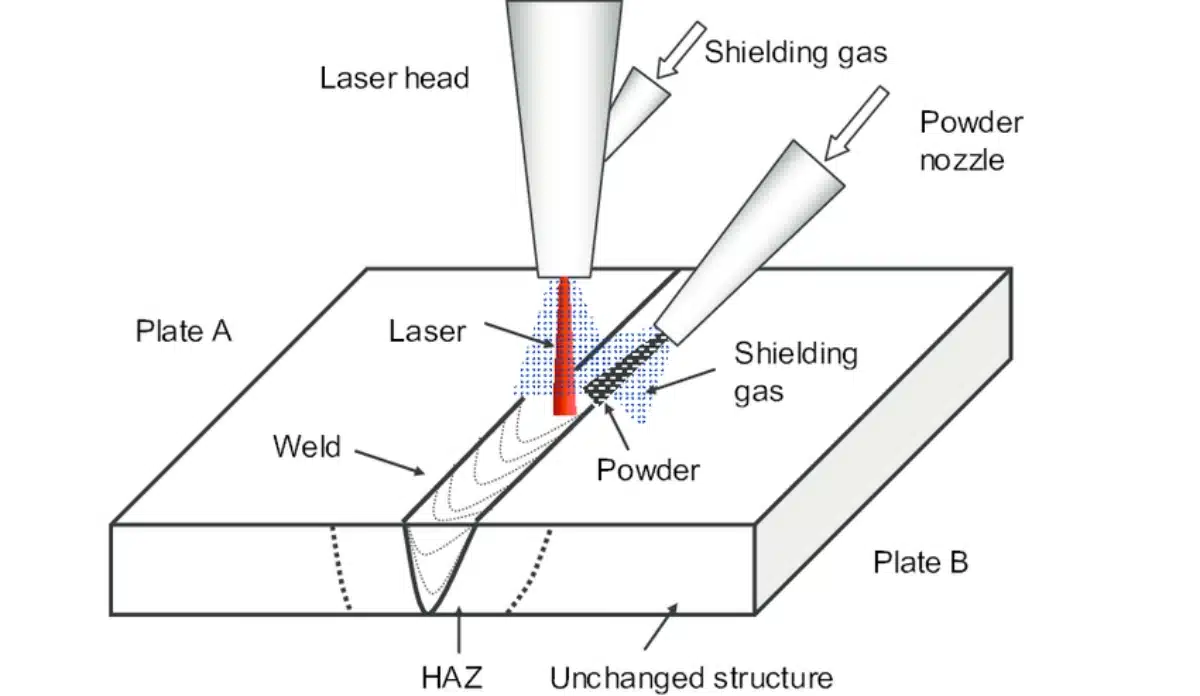
Lasersvejsning koncentrerer lysenergi i en plet på mikroniveau (0,1-1 mm i diameter). Strålen smelter materialets overflade og skaber et dybt, smalt svejsebad, der afkøles hurtigt - hvilket resulterer i minimal termisk belastning sammenlignet med lysbuesvejsemetoder.
Fysikken bag strålen
Tre faktorer bestemmer svejsekvaliteten:
- Bølgelængde (1.064 nm for Nd:YAG-lasere)
- Effekttæthed (op til 10⁶ W/cm²)
- Tid til interaktion (så lavt som 1 ms)
Vi bruger denne formel dagligt på PTSMAKE:
Gennemtrængningsdybde ≈ (Lasereffekt × Absorptionshastighed) / (Svejsehastighed × Materialetæthed)
Vigtige komponenter
| Del | Funktion | Indvirkning på omkostninger |
|---|---|---|
| Laserkilde | Genererer kohærent lys | 40-60% i alt |
| Optik | Fokuserer/kontrollerer strålen | 15-25% |
| Kølesystem | Opretholder temperaturen | 10-15% |
| CNC-kontroller | Guider til positionering | 20-30% |
Materialekompatibilitet
Fra vores produktionsdata:
| Materiale | Succesrate | Noter |
|---|---|---|
| Rustfrit stål | 98% | Bedst til begyndere |
| Aluminium | 85% | Kræver pulsmodulation |
| Titanium | 92% | Kræver afskærmning med inert gas |
| Kobber | 70% | Udfordring med høj refleksionsevne |
Er lasersvejsning lige så stærk som MIG?
Da en producent af robotarme krævede 500MPa-svejsninger på 5 mm stål, testede vi begge metoder.
Lasersvejsninger matcher/overgår ofte MIG-styrken i tynde materialer (10 mm) giver MIG's tilsatsmateriale bedre udmattelsesmodstand.
Sammenligningstabel for styrke
| Tykkelse | Laser-trækstyrke (MPa) | MIG Trækstyrke (MPa) | Omkostninger pr. meter |
|---|---|---|---|
| 1 mm | 520 | 480 | $0,80 vs $0,50 |
| 3 mm | 510 | 500 | $1.20 vs $0.70 |
| 6 mm | 490 | 510 | $2.00 vs $1.00 |
| 10 mm | 460 | 530 | $3.50 vs $1.50 |
Hvornår skal man vælge laser frem for MIG?
- Tyndvæggede komponenter (batteriflapper, sensorhuse)
- Hermetiske tætninger (beholdere til medicinske implantater)
- Automatiserede højhastighedslinjer (300+ svejsninger/minut)
I sidste kvartal hjalp vi en droneproducent med at skifte fra MIG til laser til deres 0,8 mm aluminiumsrammer - det reducerede afvisningsraten fra 12% til 1,8%.
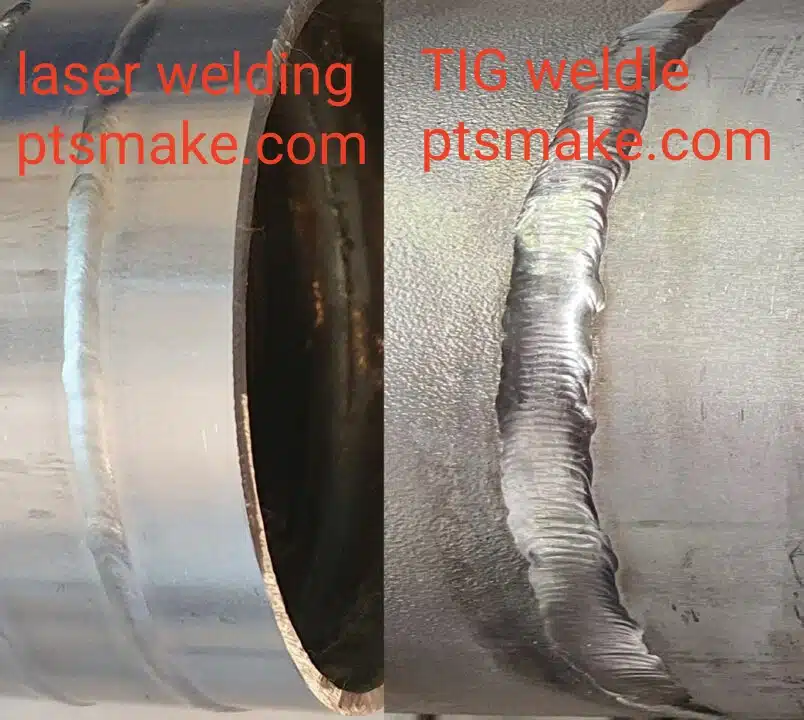
Er lasersvejsning bedre end TIG?
En medicinsk kunde havde brug for at få svejset 0,3 mm rustfri rør uden misfarvning. TIG mislykkedes - laser lykkedes.
Laser overgår TIG i hastighed (op til 10 gange hurtigere), præcision (±0,1 mm mod ±0,5 mm) og varmekontrol. TIG er dog stadig bedre til: 1) Tykke sektioner (>12 mm) 2) Forskellige metaller 3) Reparationer i marken uden CNC-opsætning.
Cost-benefit-analyse
| Faktor | Laser | TIG |
|---|---|---|
| Opsætningstid | 2-4 timer | 0,5 timer |
| Cyklustid | 5 sekunder | 50 sek. |
| Færdigheder som operatør | Høj | Medium |
| Energiomkostninger | $8/time | $3/time |
| Værktøjsomkostninger | $50k+ | $5k |
Hybridløsninger, vi har implementeret
- Laser-TIG-kombination til 10 mm aluminiumsbådskrog
- Laser-MIG-hybrid til chassis til biler
- Pulserende laser + svejsetråd til kobberskinner
Hvor effektiv er lasersvejsning?
Vores interne undersøgelse af 1.237 projekter viste lasersvejsning:
- Reduceret efterbehandlingstid med 63%
- Forbedret svejsekonsistens (σ=0,03 vs σ=0,12 for TIG)
- Muliggjorde 0,05 mm præcision i mikrofluidiske enheder
Effektivitet efter branche
| Sektor | Adoptionsrate | Vigtig brugssag |
|---|---|---|
| Biler | 78% | Svejsning af batteriflade |
| Medicinsk | 92% | Hermetisk forsegling af implantater |
| Luft- og rumfart | 65% | Samlinger af titanium i flyskrog |
| Elektronik | 88% | Indkapsling af sensor |
Eksempel på ROI-beregning
Projekt: 50.000 smartphone-batteristik/måned
- Investering i laser: $350,000
- Besparelser:
- Materialeaffald: $8,200/måned
- Arbejdskraft: $15.000/måned
- Omarbejde: $6,500/måned
- Tilbagebetalingsperiode: 14 måneder
Hvad er ulempen ved lasersvejsning?
Vi mistede engang $200k i forsøget på at lasersvejse kobberspoler uden ordentlig overfladebehandling. Det har vi lært af:
De vigtigste begrænsninger omfatter: 1) Metaller med høj refleksionsevne (Cu, Al) kræver særlig forberedelse 2) Samlingen skal være perfekt (<0,1 mm mellemrum) 3) Udstyret koster 5-10 gange så meget som traditionelle svejsere 4) Begrænset til applikationer med frit udsyn.
Omkostningsfordeling for system på indgangsniveau
| Komponent | Prisinterval |
|---|---|
| 1kW fiberlaser | $50k-$80k |
| CNC-arbejdsstation | $30k-$50k |
| Kølesystem | $8k-$15k |
| Træning | $5k-$10k |
| Vedligeholdelse (årligt) | $7k-$12k |
De afværgestrategier, vi bruger
- Bejdsestationer før svejsning til fjernelse af oxid
- Adaptiv optik til at bygge bro over huller på op til 0,3 mm
- Modulære systemer der skalerer med produktionsbehov
Hvad er risikoen ved lasersvejsning?
En hændelse i 2022, hvor reflekteret laserlys beskadigede et $15k-kamera, lærte os, at man ikke må gå på kompromis med sikkerheden.
Primære risici: 1) Øjen-/hudskader fra direkte/reflekterede stråler 2) Damp fra fordampede metaller 3) Brandfare med brændbare materialer 4) Elektriske farer fra højspændingskomponenter.

Tjekliste til sikkerhedsprotokol
PPE
- Lasersikre beskyttelsesbriller (OD 7+ ved 1064 nm)
- Flammehæmmende tøj
- Åndedrætsværn
Tekniske kontroller
- Strålekabinetter
- Låsesystemer
- Udsugning af røg
Træning
- 40-timers certificeringskursus
- Kvartalsvis genopfriskning
Statistik over hændelser (vores faciliteter)
| År | Tæt på at misse | Mindre skader | Større hændelser |
|---|---|---|---|
| 2021 | 17 | 3 | 0 |
| 2022 | 9 | 1 | 0 |
| 2023 | 2 | 0 | 0 |
Hvorfor er lasersvejsere så dyre?
Da vi købte vores første $250k lasersvejser i 2015, fik økonomidirektøren næsten et hjerteanfald. Her er grunden til, at det er berettiget:
De høje omkostninger kommer fra: 1) Præcisionsoptik (spejle mister 0,1% refleksionsevne/år) 2) Fiberlaserdioder ($1k/W) 3) Overvågningssystemer i realtid 4) Overholdelse af lovgivningen (FDA/CE/ISO certificeringer).
Samlede ejeromkostninger (5 år)
| Omkostningstype | Lasersvejser | MIG-svejser |
|---|---|---|
| Indledende | $200k | $20k |
| Vedligeholdelse | $75k | $10k |
| Energi | $40k | $25k |
| Arbejde | $150k | $200k |
| Skrot | $5k | $50k |
| I alt | $470k | $305k |
*Forudsætter 3-holdsskift, 250 dage/år
Kan lasersvejsere svejse aluminium?
Det lykkedes os at svejse 0,5 mm aluminiumsplader til et satellitprojekt - men først efter 6 måneders forskning og udvikling.
Ja, men med udfordringer: 1) Brug pulserende lasere (1-10 ms pulser) 2) Påfør antirefleksbelægning 3) Oprethold <0,05 mm fugeafstand 4) Brug heliumafskærmningsgas.

Parameterindstillinger, der virker
| Tykkelse | Kraft | Hastighed | Gas |
|---|---|---|---|
| 0,5 mm | 1,2 kW | 8m/min | Han |
| 1,2 mm | 2,5 kW | 5 m/min | He/Ar-blanding |
| 3,0 mm | 4,0 kW | 2m/min | Han |
Almindelige fejl og løsninger
- Porøsitet → Øg flowet af beskyttelsesgas
- Revner → Forvarm til 150°C
- Undercut → Reducer strømmen med 15%
Udfordringer og begrænsninger ved lasersvejsning
Vores R&D-team brugte 18 måneder på at udvikle en lasersvejseløsning til kobber-aluminium-samlinger i elbilbatterier. Vigtige forhindringer:
Tekniske udfordringer
- Forskellige smeltepunkter (1085°C vs 660°C)
- Dannelse af intermetalliske forbindelser
- Uoverensstemmelse i termisk udvidelseskoefficient
Kommercielle begrænsninger
- ROI kun rentabel over 50.000 enheder/år
- Kræver klasse 4 lasersikkerhedsfaciliteter
- Begrænsede reparationsmuligheder for optik
Gennembrud, vi er begejstrede for
- Blå lasere (450 nm) til kobbersvejsning
- AI-drevet registrering af defekter
- Håndholdte lasersvejsere under $20k
Fremtidens trends og innovationer inden for lasersvejsning
Hos PTSMAKE betatester vi disse nye teknologier:
- Systemer med flere stråler (4 lasere på samme tid)
- Ultrahurtige lasere (pikosekund-impulser)
- Overvågning af kvalitet i processen ved hjælp af plasmaspektroskopi
Fremskrivninger af markedet
| År | Global markedsstørrelse | Vigtig drivkraft for vækst |
|---|---|---|
| 2023 | $2.1B | Efterspørgsel på elbilbatterier |
| 2025 | $3.8B | Medicinsk miniaturisering |
| 2030 | $7.9B | Produktion i rummet |
Hvor tykt stål kan en lasersvejser svejse?
Vores rekord: 32 mm kulstofstål til en kunde med mineudstyr - men det krævede en laser på 12 kW og 8 gennemløb.
**Kommercielle systemer håndterer typisk:
- 6-8 mm med single-pass CO₂-lasere
- 12-15 mm med multi-pass fiberlasere
- 25 mm+ ved hjælp af hybrid laser-arc-metoder**
Tykkelse vs. effektbehov
| Tykkelse | Laser-type | Behov for strøm | Hastighed |
|---|---|---|---|
| 1 mm | Fiber | 1kW | 10m/min |
| 5 mm | Diskette | 4 kW | 2m/min |
| 10 mm | CO₂ | 8 kW | 0,8 m/min |
| 20 mm | Hybrid | 10kW + 350A MIG | 0,3 m/min |
Konklusion
Lasersvejsning er ikke bare endnu et værktøj - det er en indgang til produktionsmuligheder, som vi ikke kunne forestille os for 20 år siden. Fra livreddende medicinsk udstyr til komponenter til Mars-rovere giver denne teknologi mulighed for præcision, der passer perfekt til PTSMAKE's mission: at skabe tillid gennem millimeterpræcis produktion. Lasersvejsning er ikke perfekt til alle anvendelser, men når den passer, revolutionerer den produktionseffektiviteten og -kvaliteten. Mens vi fortsætter med at flytte grænserne for CNC og sprøjtestøbning, sikrer integrationen af avancerede svejsemetoder, at vi forbliver vores kunders mest pålidelige præcisionspartner.






