

Har du svært ved at vælge det rigtige materiale til dit næste bearbejdningsprojekt? Mange ingeniører står over for dette dilemma, især når de overvejer nylon. Det forkerte materialevalg kan føre til spildtid, øgede omkostninger og forringet kvalitet.
Nylon er et fremragende materiale til bearbejdning med god bearbejdelighed, høj slidstyrke og fremragende mekaniske egenskaber. Det er ideelt til fremstilling af dele, der kræver holdbarhed og lav friktion, som f.eks. tandhjul, lejer og bøsninger.

Jeg har arbejdet med adskillige materialer i bearbejdningsprojekter, og nylon har konsekvent bevist sit værd. Lad mig dele min indsigt i nylons specifikke fordele og begrænsninger i forbindelse med bearbejdning. Vi undersøger, hvorfor det måske er det perfekte valg til dit næste projekt.
Hvad er den bedste nylon til bearbejdning?
At finde det rigtige nylonmateriale til bearbejdning kan være overvældende med så mange muligheder. Ingeniører og producenter kæmper ofte med at finde en balance mellem omkostninger, ydeevne og bearbejdelighed, når de vælger nylonkvaliteter. Et forkert valg kan føre til mislykkede dele, spildte materialer og dyre produktionsforsinkelser.
Den bedste nylon til bearbejdning er typisk Nylon 6/6, efterfulgt af Cast Nylon 6. Disse materialer giver fremragende dimensionsstabilitet, god slidstyrke og overlegen bearbejdelighed. De holder snævre tolerancer og giver ensartede resultater på tværs af forskellige bearbejdningsoperationer.

Forståelse af nylonkvaliteter til bearbejdning
Når det gælder bearbejdning af nylon, er det afgørende at forstå de forskellige kvaliteter. De Krystallinitet1 af nylon spiller en væsentlig rolle i bestemmelsen af dets bearbejdningsegenskaber. Hos PTSMAKE arbejder vi ofte med flere forskellige nylonkvaliteter, som hver især har unikke egenskaber og fordele.
De mest almindelige nylonkvaliteter til bearbejdning
Nylon 6/6
- Højeste mekaniske styrke
- Fremragende slidstyrke
- Overlegen dimensionel stabilitet
- God kemisk modstandsdygtighed
- Ideel til præcisionsdele
Støbt nylon 6
- Bedre slidstyrke end ekstruderede versioner
- Gode bearbejdningsegenskaber
- Omkostningseffektiv løsning
- Velegnet til store komponenter
Nylon 6
- God slagfasthed
- Moderate omkostninger
- Bredt tilgængelig
- Alsidige anvendelsesmuligheder
Sammenlignende analyse af nylon-typer
Forskellige nylontyper giver forskellige fordele ved bearbejdning. Her er en detaljeret sammenligning:
| Ejendom | Nylon 6/6 | Støbt nylon 6 | Nylon 6 |
|---|---|---|---|
| Trækstyrke | Fremragende | Meget god | God |
| Varmebestandighed | Høj | Moderat | Moderat |
| Modstandsdygtighed over for slid | Overlegen | Fremragende | God |
| Omkostninger | Højere | Moderat | Lavere |
| Bearbejdelighed | Fremragende | Meget god | God |
Faktorer, der påvirker nylonbearbejdningens ydeevne
Materialeegenskaber
Succesen med nylonbearbejdning afhænger i høj grad af materialets egenskaber:
- Absorption af fugt
- Temperaturbestandighed
- Dimensionel stabilitet
- Slidkarakteristika
Bearbejdningsparametre
Korrekte bearbejdningsparametre er afgørende for optimale resultater:
- Skærehastighed: 500-1000 fod pr. minut
- Fremføringshastighed: 0,005-0,015 tommer pr. omdrejning
- Skæredybde: 0,020-0,125 tommer
- Værktøjsgeometri: Skarpe skærekanter med positive spånvinkler
Branchespecifikke applikationer
Komponenter til biler
- Bøsninger
- Lejer
- Tandhjul
- Glidende komponenter
Industrielt udstyr
- Slidplader
- Styreskinner
- Ruller
- Kædeføringer
Medicinsk udstyr
- Kirurgiske instrumenter
- Laboratorieudstyr
- Diagnostisk udstyr
- Komponenter til medicinsk udstyr
Bedste praksis for bearbejdning af nylon
Temperaturkontrol
- Oprethold en ensartet værkstedstemperatur
- Brug de rigtige kølemetoder
- Lad materialet stabilisere sig før bearbejdning
Valg af værktøj
- Brug skarpt, korrekt slebet værktøj
- Vælg passende skæregeometrier
- Overvej specialværktøj til komplekse funktioner
Materialehåndtering
- Opbevares i fugtkontrollerede omgivelser
- Tjek certificering af materialer
- Marker og spor forskellige karakterer korrekt
Overvejelser om omkostninger
Omkostningerne ved bearbejdning af nylon varierer afhængigt af flere faktorer:
- Valg af materialekvalitet
- Delkompleksitet
- Produktionsmængde
- Krav til tolerance
- Specifikationer for overfladefinish
Hos PTSMAKE hjælper vi kunderne med at optimere deres materialevalg ud fra både tekniske krav og budgetbegrænsninger. Vores erfaring viser, at investering i nylon af højere kvalitet ofte resulterer i bedre værdi på lang sigt på trods af højere startomkostninger.
Foranstaltninger til kvalitetskontrol
At sikre ensartet kvalitet i nylonbearbejdede dele:
- Dimensionel inspektion
- Verifikation af overfladefinish
- Test af materialeegenskaber
- Miljømæssig konditionering
- Dokumentation og sporbarhed
Miljøpåvirkning
Bæredygtige produktionsmetoder bliver stadig vigtigere:
- Mulighed for genbrug af materialer
- Energieffektivitet i bearbejdning
- Strategier til reduktion af affald
- Overholdelse af miljøkrav
Tips til vellykket bearbejdning af nylon
Overvejelser før bearbejdning
- Bekræft materialespecifikationer
- Tjek fugtindhold
- Gennemgå designkrav
Under bearbejdningen
- Overvåg skæretemperaturer
- Oprethold korrekt spånevakuering
- Tjek den dimensionelle stabilitet
Efterbearbejdning
- Giv mulighed for stressaflastning
- Bekræft de endelige dimensioner
- Korrekt rengøring og emballering
Fælles udfordringer og løsninger
Udfordring 1: Dimensionel stabilitet
Løsning: Brug korrekt materialekonditionering og temperaturkontrol
Udfordring 2: Slid på værktøjet
Løsning: Vælg passende skæreværktøjer og optimer bearbejdningsparametrene
Udfordring 3: Overfladefinish
Løsning: Implementer korrekte køle- og skærestrategier
Kan nylon 6 bearbejdes?
Bearbejdning af Nylon 6 kan være en udfordring for mange producenter. Materialets unikke egenskaber, herunder dets tendens til at absorbere fugt og deformere under varme, fører ofte til inkonsekvente resultater og spildte ressourcer.
Ja, Nylon 6 kan bearbejdes, men det kræver specifikke skæreparametre og korrekt materialehåndtering. Med de rigtige bearbejdningsteknikker, temperaturkontrol og værktøjsvalg kan du opnå fremragende overfladefinish og snævre tolerancer på Nylon 6-emner.

Forståelse af Nylon 6's bearbejdningsegenskaber
Nylon 6's bearbejdningsadfærd er stærkt påvirket af dens hygroskopisk2 natur. Jeg har fundet ud af, at dette materiale kræver omhyggelig overvejelse af flere nøglefaktorer for at opnå optimale resultater. Materialets lave varmeledningsevne betyder, at varmeopbygning kan være et stort problem under bearbejdningen.
Materialeegenskaber, der påvirker bearbejdeligheden
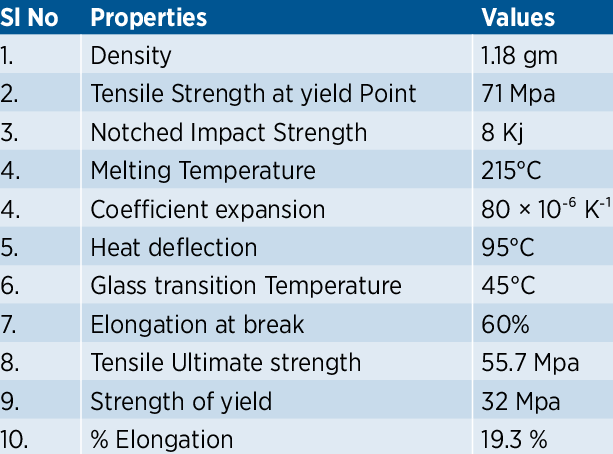
Succesen med at bearbejde Nylon 6 afhænger i høj grad af forståelsen af dets unikke egenskaber:
- Trækstyrke: 70-85 MPa
- Smeltepunkt: 220°C
- Varmeafbøjningstemperatur: 75°C
- Vandabsorption: 2.7%
Disse egenskaber har direkte indflydelse på, hvordan vi griber bearbejdningen an.
Optimale skæreparametre
På baggrund af min erfaring hos PTSMAKE har jeg udviklet specifikke skæreparametre, som konsekvent giver resultater af høj kvalitet:
| Betjening | Skærehastighed (m/min) | Fremføringshastighed (mm/omdrejning) | Skæredybde (mm) |
|---|---|---|---|
| Drejning | 300-500 | 0.1-0.3 | 0.5-2.0 |
| Fræsning | 200-400 | 0.1-0.25 | 1.0-3.0 |
| Boring | 150-250 | 0.1-0.2 | - |
Retningslinjer for valg af værktøj
At vælge de rigtige skæreværktøjer er afgørende for en vellykket bearbejdning af Nylon 6:
Værktøjsmateriale
- Højhastighedsstål (HSS)
- Værktøj med hårdmetalspids
- PCD-værktøjer til højvolumenproduktion
Krav til geometri
- Skarpe skærekanter
- Høje positive spånvinkler
- Polerede værktøjsoverflader
Strategier for temperaturkontrol
Varmestyring er afgørende, når man bearbejder Nylon 6. Jeg anbefaler at implementere disse strategier:
Brug af kølevæske
- Vandbaserede kølemidler fungerer godt
- Oprethold et ensartet flow af kølevæske
- Brug oversvømmelseskøling, når det er muligt
Justering af skærehastighed
- Start med lavere hastigheder
- Øg gradvist baseret på resultater
- Overvåg delens temperatur
Almindelige bearbejdningsudfordringer
Gennem mit arbejde hos PTSMAKE har jeg identificeret flere udfordringer og deres løsninger:
Dimensionel stabilitet
- Forbehandling af materiale før bearbejdning
- Opbevares i et kontrolleret miljø
- Giv mulighed for materialeafslapning
Problemer med overfladefinish
- Brug skarpt værktøj
- Oprethold korrekt skærehastighed
- Implementer passende køling
Foranstaltninger til kvalitetskontrol
For at sikre ensartet kvalitet i Nylon 6-bearbejdede dele:
Inspektion før bearbejdning
- Verifikation af materialecertificering
- Kontrol af fugtindhold
- Verifikation af dimensioner
Kontrol undervejs i processen
- Overvågning af temperatur
- Inspektion af værktøjsslid
- Kontrol af dimensioner
Verifikation efter bearbejdning
- Geometriske tolerancer
- Måling af overfladefinish
- Endelig dimensionel inspektion
Bedste praksis for forskellige applikationer
Forskellige applikationer kræver specifikke tilgange:
| Applikationstype | Anbefalet fremgangsmåde | Særlige overvejelser |
|---|---|---|
| Præcisionsdele | Langsommere hastigheder, flere gennemløb | Temperaturkontrol er afgørende |
| Højt volumen | Optimerede parametre, automatiserede processer | Overvågning af værktøjets levetid |
| Prototyper | Konservative parametre, omhyggelig validering | Tillæg for ekstra materiale |
Avancerede bearbejdningsteknikker
Til komplekse Nylon 6-dele kan du overveje disse avancerede teknikker:
Flerakset bearbejdning
- Reducerer opsætningstiden
- Forbedrer nøjagtigheden
- Bedre overfladefinish
Højhastighedsbearbejdning
- Kræver ordentlig køling
- Kræver fast maskinopsætning
- Fordele ved optimering af værktøjsbaner
Specialiseret fastgørelse
- Brugerdefineret opspænding
- Minimalt fastspændingstryk
- Jævn fordeling af støtte
Hos PTSMAKE har vi med succes bearbejdet tusindvis af Nylon 6-dele til forskellige industrier. Vores erfaring har vist, at selvom Nylon 6 giver unikke udfordringer, kan korrekt planlægning og udførelse resultere i fremragende bearbejdede komponenter. Nøglen er at opretholde ensartede processer og implementere passende kontroller under hele bearbejdningen.
Husk, at vellykket Nylon 6-bearbejdning kræver en omfattende tilgang, der tager højde for materialeegenskaber, skæreparametre, temperaturkontrol og kvalitetsverifikation. Ved at følge disse retningslinjer og opretholde korrekt kontrol kan du opnå pålidelige resultater af høj kvalitet i dine Nylon 6-bearbejdningsprojekter.
Hvad er bearbejdningstolerancen for nylon?
Det kan være en stor udfordring at få styr på nylonbearbejdningstolerancerne. Jeg har set mange ingeniører kæmpe med dele, der ikke passer ordentligt eller ikke klarer kvalitetskontrollen, hvilket fører til dyre omarbejdninger og projektforsinkelser.
Nylonbearbejdningstolerancen ligger typisk på ±0,002 til ±0,005 tommer (0,05 til 0,13 mm) for standardanvendelser, mens snævrere tolerancer på ±0,001 tommer (0,025 mm) kan opnås med korrekte bearbejdningsteknikker og miljøkontrol.
Forstå Nylons materialeegenskaber
Når man arbejder med nylon i bearbejdningsoperationer, er det afgørende at forstå dets unikke materialeegenskaber. Nylon udviser hygroskopisk adfærd, hvilket betyder, at det absorberer fugt fra omgivelserne. Denne egenskab påvirker i høj grad de opnåelige tolerancer.
Termiske overvejelser
Den termiske udvidelseskoefficient for nylon er højere end for metaller, hvilket påvirker dimensionsstabiliteten under bearbejdningen. Temperaturkontrol i produktionsmiljøet er afgørende for at opretholde snævre tolerancer.
Virkninger af fugt
Fugtoptagelse kan forårsage dimensionsændringer på op til 3% i nylondele. Hos PTSMAKE opbevarer vi vores nylonmaterialer i kontrollerede miljøer og tager højde for fugteffekter i vores toleranceberegninger.
Retningslinjer for standardtolerancer for bearbejdet nylon
Her er en detaljeret oversigt over typiske bearbejdningstolerancer for nylondele:
| Dimensionsområde (tommer) | Standardtolerance (± tommer) | Præcisionstolerance (± tommer) |
|---|---|---|
| Op til 1 | 0.005 | 0.002 |
| 1 til 2 | 0.007 | 0.003 |
| 2 til 4 | 0.010 | 0.004 |
| 4 til 6 | 0.015 | 0.006 |
Faktorer, der påvirker tolerancen ved bearbejdning af nylon
Skæreparametre
- Skærehastighed
- Fremføringshastighed
- Værktøjsgeometri
- Skæredybde
Disse parametre skal optimeres til nylons specifikke egenskaber. For aggressiv skæring kan føre til varmeudvikling og dimensionel ustabilitet.
Miljømæssige kontroller
Temperatur- og fugtighedskontrol er afgørende for at opretholde ensartede tolerancer. Vores anlæg opretholder streng miljøkontrol for at sikre dimensionsstabilitet.
Bedste praksis for at opnå snævre tolerancer
Valg af materiale
Forskellige nylonkvaliteter giver varierende niveauer af dimensionsstabilitet. For eksempel:
- Nylon 6/6 giver bedre dimensionsstabilitet end standard Nylon 6
- Glasfyldte nyloner giver øget stivhed og reduceret fugtabsorption
Strategi for bearbejdning
- Brug skarpe skæreværktøjer for at minimere varmeudviklingen
- Implementer korrekte kølestrategier
- Tillad materialestabilisering før endelig bearbejdning
- Overvej aflastning mellem skrub- og sletbearbejdning
Avancerede metoder til tolerancekontrol
Foranstaltninger til kvalitetskontrol
Hos PTSMAKE implementerer vi:
- Regelmæssig kalibrering af bearbejdningsudstyr
- Miljøovervågningssystemer
- Teknikker til måling undervejs i processen
- Statistisk proceskontrol (SPC)
Specialiseret værktøj
Det bruger vi:
- Specialslebne skæreværktøjer
- Avancerede løsninger til opspænding
- Måleudstyr med høj præcision
Branchespecifikke krav
Forskellige industrier har forskellige tolerancekrav:
| Industri | Typiske tolerancekrav | Almindelige anvendelser |
|---|---|---|
| Luft- og rumfart | ±0,001 til ±0,002 tommer | Bøsninger, lejer |
| Biler | ±0,003 til ±0,005 tommer | Slidkomponenter |
| Medicinsk | ±0,001 til ±0,003 tommer | Kirurgiske instrumenter |
| Industriel | ±0,005 til ±0,010 tommer | Generelle komponenter |
Overvejelser om omkostninger
At opnå snævrere tolerancer kræver ofte:
- Mere præcist udstyr
- Ekstra opsætningstid
- Langsommere bearbejdningshastigheder
- Hyppigere kvalitetstjek
Anbefalinger til design
For at optimere bearbejdningstolerancen:
- Angiv den største acceptable tolerance
- Overvej emnegeometri og dens indvirkning på bearbejdningen
- Tag højde for materialeegenskaber i designfasen
- Inkludere korrekt dimensionering og tolerance (GD&T)
Verifikation af kvalitet
Vores kvalitetskontrolproces omfatter:
- Inspektion af første artikel
- Regelmæssig kontrol undervejs i processen
- Endelig verifikation af dimensioner
- Materialecertificering, når det er påkrævet
Hos PTSMAKE forstår vi, hvor vigtigt det er at opretholde præcise tolerancer ved bearbejdning af nylon. Gennem omhyggelig materialehåndtering, korrekte bearbejdningsteknikker og streng kvalitetskontrol opnår vi konsekvent de nødvendige tolerancer for vores kunders applikationer.
Skal du bruge kølevæske, når du bearbejder nylon?
Bearbejdning af nylon uden ordentlig afkøling kan føre til frustrerende resultater. Jeg har set mange projekter gå galt, når varmeudviklingen får materialet til at deformere, hvilket fører til unøjagtigheder i dimensionerne og problemer med overfladefinishen. Det er ikke kun spild af værdifulde materialer, men fører også til dyre produktionsforsinkelser.
I de fleste tilfælde anbefales det at bruge kølemiddel ved bearbejdning af nylon. Kølevæske hjælper med at opretholde dimensionsstabilitet, forhindrer materialedeformation og forlænger værktøjets levetid. Typen af kølevæske og kølemetoden skal dog vælges omhyggeligt ud fra din specifikke anvendelse og nylonkvalitet.

Forståelse af varmeudvikling i nylonbearbejdning
Ved bearbejdning af nylon er varmeudvikling en kritisk faktor, der påvirker den endelige produktkvalitet. Den varmeledningsevne3 af nylon er relativt lav sammenlignet med metaller, hvilket betyder, at varmen har en tendens til at akkumulere i stedet for at forsvinde hurtigt. Hos PTSMAKE har vi udviklet specifikke protokoller til håndtering af varme under bearbejdning af nylon.
Faktorer, der påvirker varmeudviklingen
- Skærehastighed
- Fremføringshastighed
- Værktøjsgeometri
- Skæredybde
- Materialekvalitet
Retningslinjer for valg af kølevæske
At vælge det rigtige kølemiddel er afgørende for en vellykket nylonbearbejdning. Her er en omfattende sammenligning af forskellige kølemuligheder:
| Type kølevæske | Fordele | Ulemper | Bedste brugssag |
|---|---|---|---|
| Vandbaseret | Omkostningseffektiv, god køling | Kan forårsage absorption | Bearbejdning til generelle formål |
| Oliebaseret | Fremragende smøring, mindre absorption | Højere omkostninger, oprydning påkrævet | Dele med høj præcision |
| Trykluft | Ren, ingen forurening | Begrænset kølekapacitet | Let skærearbejde |
Optimering af kølestrategier
Direkte oversvømmelseskøling
Denne metode giver ensartet køling og evakuering af spåner. Jeg anbefaler at bruge oversvømmelseskøling til:
- Tunge grovbearbejdninger
- Dyb lomme-fræsning
- Højhastighedsbearbejdning
Tåge-kølesystem
Tågekøling giver en balance mellem køleeffektivitet og materialebeskyttelse:
- Reducerer ophobning af varme
- Minimerer absorption af materiale
- Giver tilstrækkelig smøring
Særlige overvejelser for forskellige nylonkvaliteter
Forskellige nylonkvaliteter kræver specifikke kølemetoder:
Nylon 6
- Moderat afkøling påkrævet
- Vandbaserede kølemidler fungerer godt
- Overvåg skæretemperaturen
Nylon 66
- Højere varmebestandighed
- Kan tåle højere skærehastigheder
- Har stadig gavn af ordentlig køling
Glasfyldt nylon
- Mere slibende natur
- Kræver forbedret køling
- Værktøjsslitage er et større problem
Bedste praksis for påføring af kølevæske
For at opnå optimale resultater ved bearbejdning af nylon med kølemiddel:
- Bevar den rette koncentration af kølevæske
- Brug ren, velholdt kølevæske
- Sørg for tilstrækkeligt kølemiddelflow
- Placer dyserne korrekt
- Overvåg kølevæskens temperatur
Påvirkning af overfladefinish
Korrekt brug af kølevæske har stor betydning for kvaliteten af overfladebehandlingen:
Fordele ved korrekt påføring af kølevæske
- Glattere overfladefinish
- Bedre dimensionel nøjagtighed
- Reducerede værktøjsmærker
- Ensartet delkvalitet
Almindelige problemer med forkert køling
- Forbrænding på overfladen
- Dimensionelle variationer
- Dårlig spånevakuering
- Reduceret levetid for værktøjet
Overvejelser om miljø og sikkerhed
Ved implementering af kølemiddelsystemer:
- Vælg miljøvenlige løsninger
- Følg procedurerne for korrekt bortskaffelse
- Brug passende personlige værnemidler
- Oprethold god ventilation på arbejdspladsen
- Regelmæssig vedligeholdelse af systemet
Forbedringer af produktionseffektiviteten
Min erfaring på PTSMAKE er, at korrekt brug af kølevæske har ført til betydelige forbedringer:
- 30% øger værktøjets levetid
- 25% reduktion i cyklustid
- 40% forbedring af overfladekvaliteten
- 50% fald i antallet af afviste dele
Analyse af omkostninger
Overvej disse faktorer, når du evaluerer kølemiddelsystemer:
| Omkostningsfaktor | Påvirkning | Overvejelser |
|---|---|---|
| Første investering | Medium | Opsætning af udstyr |
| Driftsomkostninger | Lav-medium | Udskiftning af kølevæske |
| Vedligeholdelse | Lav | Regelmæssig rengøring |
| Fordele ved produktionen | Høj | Forbedret kvalitet |
Fejlfinding af almindelige problemer
Når der opstår problemer under nylonbearbejdning:
- Tjek kølevæskekoncentrationen
- Kontrollér kølevæskens strømningshastighed
- Undersøg værktøjets tilstand
- Overvåg skæreparametre
- Vurder dannelsen af spåner
Implementeringen af disse strategier har hjulpet os med at opretholde en ensartet kvalitet i vores nylonbearbejdning hos PTSMAKE, især for vores kunder i luftfarts- og medicinalindustrien, som kræver komponenter med høj præcision.
Hvad er fordelene og ulemperne ved nylon 6?
Ingeniører og producenter kæmper ofte med at vælge det rigtige materiale til deres projekter. Når det drejer sig om Nylon 6, bliver beslutningen endnu mere kompleks på grund af dets unikke egenskaber, der kan være både gavnlige og udfordrende i forskellige anvendelser.
Nylon 6 er en syntetisk polymer, der er kendt for sin fremragende mekaniske styrke, slidstyrke og kemiske stabilitet. Selv om det giver betydelige fordele med hensyn til holdbarhed og omkostningseffektivitet, har det også visse begrænsninger, som skal overvejes nøje i forbindelse med specifikke anvendelser.
Mekaniske egenskaber og ydeevne
Styrke og holdbarhed
En af de mest bemærkelsesværdige egenskaber ved Nylon 6 er dens enestående Trækstyrke4. Jeg har arbejdet med mange kunder hos PTSMAKE, som specifikt vælger dette materiale til applikationer, der kræver høj mekanisk styrke. Materialet udviser:
- Enestående slagfasthed
- Overlegen modstandsdygtighed over for træthed
- Fremragende slidstyrke
- God bøjelighed
Temperatur og ydeevne
De termiske egenskaber ved Nylon 6 gør det velegnet til forskellige driftsforhold:
| Egenskab for temperatur | Område (°C) | Karakteristika for ydeevne |
|---|---|---|
| Driftstemperatur | -40 til 185 | Opretholder stabilitet over et bredt område |
| Smeltepunkt | 220 | Godt behandlingsvindue |
| Afbøjning af varme | 75-85 | Velegnet til moderat varmeeksponering |
Kemiske og miljømæssige egenskaber
Kemisk modstandsdygtighed
Hos PTSMAKE forarbejder vi regelmæssigt Nylon 6 for kunder i forskellige brancher på grund af dets imponerende kemiske egenskaber:
- Fremragende modstandsdygtighed over for olie og fedt
- God modstandsdygtighed over for svage syrer
- Høj modstandsdygtighed over for kulbrinter
- Begrænset modstandsdygtighed over for stærke syrer
Miljømæssige overvejelser
Materialets samspil med miljøfaktorer giver både fordele og udfordringer:
| Miljømæssig faktor | Fordel | Ulempe |
|---|---|---|
| Absorption af fugt | Naturlig smøring | Dimensionelle ændringer |
| UV-eksponering | God indledende modstandsdygtighed | Kan nedbrydes over tid |
| Genbrug | Genanvendeligt materiale | Energikrævende proces |
Fremstilling og forarbejdning
Bearbejdningsegenskaber
Baseret på vores omfattende erfaring hos PTSMAKE viser Nylon 6 fremragende bearbejdelighed:
- Opretholder dimensionsstabilitet under bearbejdning
- Giver mulighed for snævre tolerancer
- Kræver specifikke skæreparametre
- Fordele ved korrekt afkøling under forarbejdning
Overvejelser om støbning
Materialets støbeegenskaber giver flere fordele:
- Gode flow-egenskaber
- Fremragende formfyldning
- Minimalt svind
- Ensartet overfladefinish
Omkostninger og økonomiske faktorer
Første investering
De økonomiske aspekter af Nylon 6 omfatter:
| Omkostningsfaktor | Påvirkning | Overvejelser |
|---|---|---|
| Råmateriale | Moderat | Omkostningseffektiv sammenlignet med højtydende polymerer |
| Forarbejdning | Lav til moderat | Effektiv fremstilling mulig |
| Værktøj | Standard | Intet specialværktøj nødvendigt |
Langsigtet værdi
Materialets holdbarhed resulterer ofte i:
- Reducerede vedligeholdelsesomkostninger
- Forlænget levetid
- Lavere udskiftningsfrekvens
- Bedre afkast af investeringen
Applikationsspecifikke overvejelser
Ideelle anvendelser
Gennem vores produktionserfaring hos PTSMAKE har vi fundet ud af, at Nylon 6 udmærker sig i:
- Mekaniske komponenter
- Bærende overflader
- Gearsystemer
- Slidplader
- Industrielle fastgørelsesmidler
Begrænset egnethed
Materialet er måske ikke ideelt til:
- Anvendelser ved høje temperaturer
- Stærkt syreholdige miljøer
- Langvarig UV-eksponering
- Anvendelser, der kræver dimensionel præcision under varierende fugtforhold
Krav til vedligeholdelse og pleje
For at maksimere fordelene ved Nylon 6 er korrekt vedligeholdelse afgørende:
- Regelmæssig inspektion for slid
- Overvågning af fugtindhold
- Passende rengøringsprocedurer
- Korrekte opbevaringsforhold
En vellykket anvendelse af Nylon 6 afhænger i høj grad af, at man forstår både dets muligheder og begrænsninger. Som producent har jeg set, hvordan korrekt materialevalg og -behandling kan påvirke projektresultaterne betydeligt. Hos PTSMAKE sørger vi for, at vores kunder får detaljeret vejledning i materialevalg under hensyntagen til deres specifikke anvendelseskrav og driftsforhold.
Når du overvejer Nylon 6 til dit projekt, er det vigtigt at evaluere alle disse faktorer i forhold til dine specifikke krav. Vores team hos PTSMAKE kan hjælpe med at afgøre, om Nylon 6 er det optimale valg til din applikation, idet vi tager højde for alle de fordele og ulemper, der er beskrevet ovenfor.
Hvordan forebygger man vridning under nylonbearbejdning?
Nylonkrumning under bearbejdning er en vedvarende udfordring, der kan ødelægge selv de mest præcist designede dele. Mange producenter kæmper med problemer med dimensionsnøjagtighed og overfladekvalitet, når deres nylonemner uventet vrider sig, hvilket fører til dyre omarbejdninger og projektforsinkelser.
Nøglen til at forhindre vridning under nylonbearbejdning ligger i at kontrollere materialespændingen, opretholde korrekte skæreparametre og implementere strategiske bearbejdningsteknikker. Ved at forstå og styre disse faktorer kan du reducere eller eliminere problemer med vridning betydeligt.
Forstå Nylons materialeegenskaber
Før vi dykker ned i forebyggelsesmetoder, er det vigtigt at forstå, hvorfor nylon er tilbøjeligt til at blive skævt. Nylon udviser hygroskopisk5 opførsel, hvilket betyder, at det let absorberer fugt fra omgivelserne. Denne egenskab kombineret med den termiske følsomhed gør det særligt udfordrende at bearbejde.
Kritiske materialeegenskaber
- Fugtabsorptionshastighed
- Termisk udvidelseskoefficient
- Intern spændingsfordeling
- Krystallinsk struktur
Forberedelse før bearbejdning
Konditionering af materiale
Korrekt materialekonditionering er afgørende for en vellykket nylonbearbejdning. Hos PTSMAKE har vi udviklet en omfattende forberedelsesproces:
- Kontrol af opbevaring
- Akklimatisering af temperatur
- Verifikation af fugtindhold
- Procedurer til afhjælpning af stress
Retningslinjer for valg af aktier
| Materialekvalitet | Anbefalet brug | Tendensen til skævvridning |
|---|---|---|
| Nylon 6 | Generelt formål | Moderat |
| Nylon 6/6 | Høj styrke | Høj |
| Støbt nylon | Store komponenter | Lav |
Optimering af bearbejdningsparametre
Skærehastighed og tilspænding
På vores anlæg har vi fundet ud af, at optimale skæreparametre er afgørende for at forhindre vridning:
- Moderate skærehastigheder
- Kontrollerede fodermængder
- Progressiv skæredybde
- Afbalanceret chipbelastning
Styring af temperatur
Temperaturkontrol er afgørende under bearbejdningsprocessen:
- Korrekt valg af kølevæske
- Strategisk anvendelse af kølemiddel
- Overvågning af temperatur
- Kontrollerede skærezoner
Valg af værktøj og strategi
Anbefalede skæreværktøjer
| Værktøjstype | Anvendelse | Fordele |
|---|---|---|
| Endefræsere i hårdmetal | Generel skæring | Reduceret varmeudvikling |
| PCD-værktøjer | Efterbehandling ved høj hastighed | Overlegen overfladefinish |
| Diamantbelagt | Præcise detaljer | Forlænget levetid for værktøjet |
Overvejelser om skæregeometri
Den rigtige skæregeometri hjælper med at minimere stress:
- Skarpe skærekanter
- Positive hældningsvinkler
- Passende helixvinkler
- Korrekte aflastningsvinkler
Teknikker til at holde på arbejdet
Principper for design af armaturer
Korrekt fastgørelse er afgørende for at undgå skævheder:
- Jævn trykfordeling
- Minimal fastspændingskraft
- Optimering af støttepunkter
- Stressfri montering
Strategier til støtte
Vi implementerer forskellige supportmetoder:
- Specialdesignet armatur
- Distribuerede fastspændingspunkter
- Arbejdsopbevaring med vakuum
- Bagvedliggende offerplader
Overvejelser om efterbearbejdning
Metoder til afhjælpning af stress
Efter bearbejdningen er korrekt aflastning afgørende:
- Kontrolleret køling
- Gradvis udspænding
- Miljømæssig konditionering
- Hvileperioder
Foranstaltninger til kvalitetskontrol
Vi anvender omfattende kvalitetskontrol:
- Verifikation af dimensioner
- Inspektion af skævheder
- Overvågning af miljøet
- Dokumentationsprotokoller
Avancerede teknikker
Programmeringsstrategier
Vores tilgang til CNC-programmering omfatter:
- Afbalanceret materialefjernelse
- Strategiske værktøjsstier
- Integration af hvilepauser
- Adaptiv foderkontrol
Miljømæssig kontrol
Det er afgørende at opretholde optimale forhold:
- Temperaturstabilitet
- Kontrol af luftfugtighed
- Luftfiltrering
- Protokoller til opbevaring
Hos PTSMAKE har vi forfinet disse teknikker gennem mange års erfaring med præcisionsbearbejdning. Vi forstår, at vellykket nylonbearbejdning kræver en holistisk tilgang, der tager højde for materialeegenskaber, bearbejdningsparametre og miljøfaktorer. Ved at implementere disse strategier opnår vi konsekvent resultater af høj kvalitet for vores kunder på tværs af forskellige brancher, fra rumfart til medicinsk udstyr.
Husk, at forebyggelse af vridning ved nylonbearbejdning ikke bare handler om at følge et sæt regler - det handler om at forstå materialets opførsel og tilpasse din tilgang derefter. Gennem omhyggelig planlægning og udførelse kan du opnå fremragende resultater med dette udfordrende, men alsidige materiale.
Hvad er de optimale hastigheder og tilførsler til nylonbearbejdning?
Indstilling af forkerte hastigheder og tilspændinger til nylonbearbejdning kan føre til materialesmeltning, dårlig overfladefinish og dimensionsunøjagtigheder. Mange maskinarbejdere kæmper med disse problemer, hvilket ofte resulterer i spildte materialer og øgede produktionsomkostninger.
De optimale hastigheder og tilspændinger til nylonbearbejdning involverer typisk højere skærehastigheder (500-1000 SFM) og lavere tilspændinger (0,004-0,012 IPR) sammenlignet med metaller. Disse parametre forhindrer varmeopbygning og opretholder samtidig en god overfladefinish og dimensionsnøjagtighed.

Forstå de grundlæggende principper for hastighed og fremføring
Når man bearbejder nylon, er det afgørende at forstå forholdet mellem skærehastighed og tilspænding. Den skæreparametre6 skal være nøje afbalanceret for at opnå optimale resultater. Hos PTSMAKE har vi forfinet disse parametre gennem omfattende test og anvendelser i den virkelige verden.
Anbefalede skærehastigheder
Skærehastigheden for nylon varierer afhængigt af den specifikke kvalitet og anvendelse:
| Type nylon | Skærehastighed (SFM) | Anvendelse |
|---|---|---|
| Nylon 6 | 500-800 | Generelt formål |
| Nylon 6/6 | 600-900 | Dele med høj styrke |
| Støbt nylon | 700-1000 | Slidkomponenter |
Overvejelser om fremføringshastighed
Tilspændingshastigheden spiller en afgørende rolle for at opnå den ønskede overfladefinish og forhindre deformation af materialet. Her er, hvad jeg har fundet ud af fungerer bedst:
| Operationstype | Tilførselshastighed (IPR) | Overfladefinish (Ra) |
|---|---|---|
| Groft arbejde | 0.008-0.012 | 125-250 |
| Halvfærdiggørelse | 0.005-0.008 | 63-125 |
| Efterbehandling | 0.004-0.006 | 32-63 |
Retningslinjer for skæredybde
Styring af skæredybden er afgørende for at styre varmeudviklingen og bevare emnets stabilitet:
| Betjening | Skæredybde (tommer) | Kommentarer |
|---|---|---|
| Groft arbejde | 0.100-0.250 | Højere materialefjernelse |
| Efterbehandling | 0.020-0.050 | Bedre overfladefinish |
Strategier for temperaturstyring
Varmestyring er afgørende, når man bearbejder nylon. Jeg anbefaler disse tilgange:
- Brug trykluftkøling
- Implementer regelmæssige pausecykler
- Overvåg værktøjets temperatur
- Vedligehold skarpe skæreværktøjer
Valg af værktøj og geometri
Den rigtige værktøjsgeometri har stor betydning for en vellykket bearbejdning:
- Brug værktøj med positive skæve vinkler (10-15 grader)
- Vælg polerede skærekanter
- Overvej hårdmetalværktøj til længere strækninger
- Implementer korrekt spånbrydergeometri
Materialespecifikke overvejelser
Forskellige nylonkvaliteter kræver specifikke justeringer:
Fyldte nylonvarianter
Ved bearbejdning af fyldt nylon:
- Øg skærehastigheden med 10-15%
- Reducer tilførselshastigheden med 20%
- Brug mere robuste værktøjsgeometrier
- Tag højde for øget slid på værktøjet
Effekter af fugtindhold
Nylons fugtindhold påvirker bearbejdningsparametrene:
- Højere fugtighed: Reducer hastigheden med 15%
- Lavere fugtighed: Øg tilførselshastigheden med 10%
- Overvåg dannelsen af spåner
- Juster kølestrategier i overensstemmelse hermed
Foranstaltninger til kvalitetskontrol
For at sikre ensartede resultater:
- Regelmæssig kontrol af dimensioner
- Overvågning af overfladefinish
- Inspektion af værktøjsslid
- Overvågning af temperatur
- Analyse af spåndannelse
Almindelige tips til fejlfinding
Løs fælles problemer effektivt:
Problemer med overfladefinish
- Dårlig finish: Reducer tilspændingshastigheden
- Smeltning: Lavere skærehastighed
- Hakkeri: Juster værktøjets stivhed
- Dimensionelle problemer: Tjek kølesystemet
Optimering af værktøjets levetid
Maksimerer værktøjets levetid gennem:
- Korrekt valg af hastighed
- Regelmæssig vedligeholdelse af værktøj
- Korrekt brug af skærevæske
- Korrekt valg af værktøjsgeometri
Overvejelser om produktionseffektivitet
Optimer produktionseffektiviteten ved at:
- Batchbehandling af lignende dele
- Implementering af korrekte tidsplaner for værktøjsskift
- Brug af optimale arbejdsspændingsmetoder
- Opretholdelse af ensartede materialeforhold
Hos PTSMAKE har vi implementeret disse retningslinjer i hele vores nylonbearbejdning, hvilket har resulteret i ensartet kvalitet og reducerede produktionsomkostninger. Vores erfaring viser, at det at følge disse parametre fører til:
- 30% reduktion i skrotningsprocent
- 25% forbedring af overfladefinish
- 40% forøgelse af værktøjets levetid
- 20% hurtigere produktionstider
Avancerede optimeringsteknikker
Finjuster din proces med:
- Overvågning af vibrationer
- Temperaturmåling i realtid
- Adaptiv foderkontrol
- Forudsigelig planlægning af vedligeholdelse
Succesen med nylonbearbejdning afhænger i sidste ende af omhyggelig opmærksomhed på disse parametre og konsekvent overvågning af bearbejdningsprocessen. Ved at følge disse retningslinjer og foretage passende justeringer baseret på specifikke anvendelser kan du opnå optimale resultater i din nylonbearbejdning.
Kræver nylon behandlinger efter bearbejdning som udglødning?
Ved bearbejdning af nylondele oplever mange ingeniører uventede dimensionsændringer og problemer med skævheder efter bearbejdningsprocessen. Disse problemer fører ofte til afviste dele, projektforsinkelser og øgede omkostninger. Den stress, der opstår under bearbejdningen, kan give betydelig hovedpine, hvis den ikke håndteres korrekt.
Ja, nylon kræver typisk behandlinger efter bearbejdningen som f.eks. udglødning. Denne proces hjælper med at aflaste indre spændinger, der opstår under bearbejdningen, hvilket sikrer dimensionsstabilitet og forhindrer potentiel vridning eller deformation i de endelige dele.

Forståelse af indre spændinger i nylonbearbejdning
Ved bearbejdning af nylon udsættes materialet for forskellige mekaniske og termiske belastninger. Skæreprocessen skaber lokal opvarmning og forårsager krystallisering7 af polymerkæderne. Hos PTSMAKE har vi observeret, at disse interne spændinger, hvis de ikke håndteres korrekt, kan føre til:
Almindelige stressrelaterede problemer
- Dimensionel ustabilitet
- Vridning
- Revner i overfladen
- Reducerede mekaniske egenskaber
- Inkonsekvent præstation
Betydningen af udglødning
Udglødning er en kritisk behandling efter bearbejdning, der hjælper med at stabilisere nylondele. Processen involverer:
- Kontrolleret opvarmning af emnet
- Opretholdelse af en bestemt temperatur
- Gradvis afkøling
Retningslinjer for temperatur ved udglødning af nylon
| Type nylon | Udglødningstemperatur (°C) | Holdetid (timer) | Kølehastighed (°C/time) |
|---|---|---|---|
| Nylon 6 | 150-160 | 2-4 | 15-20 |
| Nylon 66 | 160-170 | 3-5 | 10-15 |
| Nylon 12 | 130-140 | 2-3 | 20-25 |
Fordele ved behandlinger efter bearbejdning
Forbedret stabilitet
Behandlinger efter bearbejdning giver flere fordele:
- Forbedret dimensionel nøjagtighed
- Bedre resultater på lang sigt
- Forbedrede materialeegenskaber
- Reduceret risiko for delfejl
Kvalitetssikringsforanstaltninger
Hos PTSMAKE gennemfører vi strenge procedurer for kvalitetskontrol:
- Konditionering af materiale før bearbejdning
- Kontrollerede bearbejdningsparametre
- Behandlinger efter bearbejdning
- Verifikation af dimensioner
- Dokumentation af kvalitet
Alternative metoder til efterbearbejdning
Udglødning er den mest almindelige behandling, men der findes også andre muligheder:
Metoder til afhjælpning af stress
- Termisk cykling
- Kemisk behandling
- Mekanisk konditionering
- Vibrerende aflastning af stress
Bedste praksis for bearbejdning af nylon
For at minimere behovet for omfattende behandlinger efter bearbejdningen:
Under bearbejdningen
- Brug passende skærehastigheder
- Vedligehold skarpe skæreværktøjer
- Implementer korrekt køling
- Kontrol af chipdannelse
Overvejelser om materialevalg
| Overvejelser Faktor | Indvirkning på efterbehandling |
|---|---|
| Materialekvalitet | Høj |
| Delgeometri | Medium |
| Applikationsbelastning | Høj |
| Miljø | Medium |
Branchespecifikke krav
Forskellige industrier har forskellige krav til efterbearbejdning:
Luft- og rumfartsapplikationer
- Streng dimensionel stabilitet
- Certificerede processer
- Krav til dokumentation
- Regelmæssig testning
Fremstilling af medicinsk udstyr
- Biokompatibilitet
- Steriliseringskompatibilitet
- Sporbarhed af materialer
- Overholdelse af lovgivningen
Cost-benefit-analyse
Når man overvejer behandlinger efter bearbejdning:
Omkostningsfaktorer
- Investering i udstyr
- Behandlingstid
- Energiforbrug
- Krav til arbejdskraft
- Kvalitetskontrol
Afkast af investering
- Reduceret skrotningsrate
- Forbedret pålidelighed af dele
- Færre garantikrav
- Øget kundetilfredshed
Miljømæssige overvejelser
Bæredygtig praksis i efterbearbejdning:
Energieffektivitet
- Optimerede opvarmningscyklusser
- Batch-behandling
- Systemer til varmegenvinding
- Brug af moderne udstyr
Reduktion af affald
- Optimering af materialer
- Proceseffektivitet
- Genbrugsprogrammer
- Overholdelse af miljøkrav
Fremtidige tendenser inden for nylonbearbejdning
Branchen udvikler sig med:
Teknologiske fremskridt
- Smarte udglødningssystemer
- Overvågning i realtid
- Automatiseret kvalitetskontrol
- Digital procesdokumentation
Nye løsninger
- Avancerede køleteknikker
- Hybride behandlingsmetoder
- Nye materialeformuleringer
- Forbedrede bearbejdningsstrategier
Hos PTSMAKE har vi integreret disse efterbearbejdninger i vores standardprocedurer, hvilket sikrer ensartet kvalitet på tværs af alle nylonbearbejdede dele. Vores erfaring viser, at korrekt efterbearbejdning ikke bare er et valgfrit trin, men et afgørende krav for at opnå optimal ydeevne i nylonkomponenter.
Hvordan kan Nylon 66 sammenlignes med Nylon 6 i CNC-bearbejdning?
Ingeniører står ofte over for forvirring, når de skal vælge mellem Nylon 6 og Nylon 66 til CNC-bearbejdningsprojekter. De lignende navne og egenskaber kan gøre det svært at afgøre, hvilket materiale der giver den optimale ydelse til specifikke anvendelser.
Nylon 66 har generelt bedre mekaniske egenskaber og varmebestandighed end Nylon 6 til CNC-bearbejdning. Nylon 6 giver dog bedre slagfasthed og er mere omkostningseffektiv, hvilket gør valget afhængigt af specifikke projektkrav.
Forståelse af den kemiske struktur
Den grundlæggende forskel mellem disse materialer ligger i deres kemiske sammensætning. Mens begge er polyamider8De har forskellige molekylære strukturer, som påvirker deres bearbejdningsegenskaber og endelige egenskaber.
Nylon 6 Molekylær struktur
- En enkelt type monomer (caprolactam)
- Kortere polymerkæder
- Mere ensartet molekylært arrangement
Nylon 66 Molekylær struktur
- To forskellige monomerer (hexamethylendiamin og adipinsyre)
- Længere polymerkæder
- Mere kompleks molekylær struktur
Sammenligning af mekaniske egenskaber
Begge materialers mekaniske egenskaber har stor indflydelse på deres bearbejdningsadfærd og ydeevne ved slutbrug.
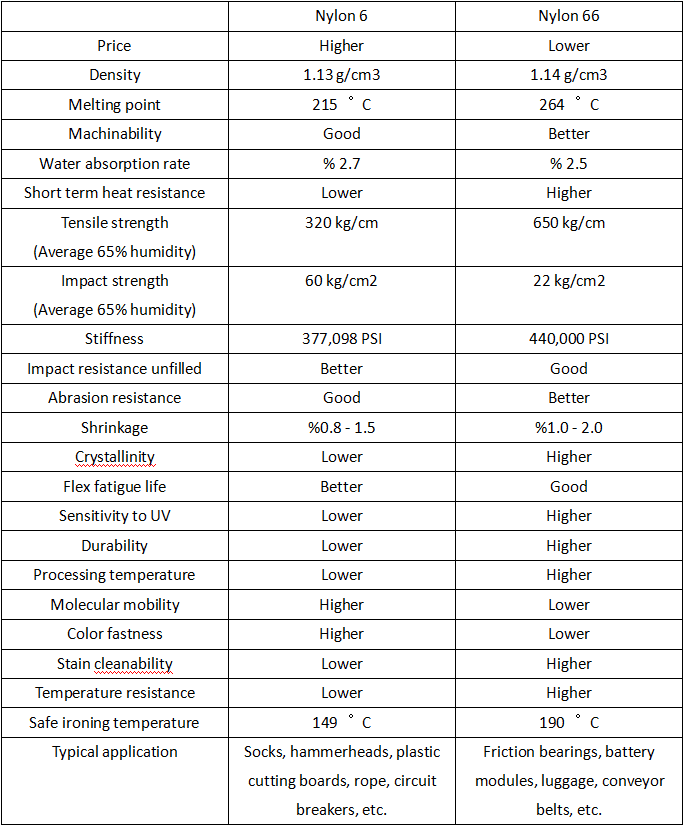
| Ejendom | Nylon 6 | Nylon 66 |
|---|---|---|
| Trækstyrke | 70-85 MPa | 80-90 MPa |
| Bøjningsmodul | 2,7 GPa | 3,0 GPa |
| Slagstyrke | Højere | Lavere |
| Varmeafbøjningstemperatur | 180°C | 195°C |
| Absorption af vand | 9.5% | 8.5% |
Karakteristika for CNC-bearbejdning
Værktøjsslid og skæreparametre
Min erfaring fra PTSMAKE er, at Nylon 66 typisk kræver lidt andre skæreparametre på grund af den højere hårdhed. Det anbefaler jeg:
- Lavere skærehastigheder for Nylon 66
- Øget kølemiddelflow for at styre varmeudviklingen
- Skarpe skæreværktøjer for at forhindre materialedeformation
Overvejelser om overfladefinish
Den molekylære struktur påvirker den opnåelige overfladefinish:
- Nylon 6: Generelt lettere at opnå glatte overflader
- Nylon 66: Kan kræve yderligere efterbehandlingstrin for sammenlignelige resultater
Analyse af omkostninger og tilgængelighed
Når man overvejer materialevalg, spiller prisen en afgørende rolle:
Materialeomkostninger
- Nylon 6: Generelt 15-20% billigere
- Nylon 66: Højere omkostninger på grund af en mere kompleks fremstillingsproces
Omkostninger til forarbejdning
Jeg har observeret, at behandlingsomkostningerne kan variere:
- Nylon 6: Mindre værktøjsslitage, højere bearbejdningshastigheder
- Nylon 66: Større slid på værktøjet, potentielt længere bearbejdningstid
Applikationsspecifikke overvejelser
Anvendelser i biler
- Nylon 66: Foretrukket til komponenter under motorhjelmen på grund af bedre varmebestandighed
- Nylon 6: Velegnet til indvendige dele, hvor slagfasthed er afgørende
Industrielt udstyr
- Nylon 66: Fremragende til tandhjul og lejer, der kræver høj slidstyrke
- Nylon 6: Bedre til slagfaste huse og beskyttelsesdæksler
Miljømæssige faktorer
Begge materialer reagerer forskelligt på miljøforhold:
Absorption af fugt
- Nylon 6: Højere fugtabsorberingshastighed
- Nylon 66: Bedre dimensionsstabilitet under fugtige forhold
Temperatur og ydeevne
Temperaturbestandighed påvirker anvendeligheden:
- Nylon 6: God op til 180°C
- Nylon 66: Bevarer sine egenskaber op til 195 °C
Overvejelser om kvalitetskontrol
Hos PTSMAKE gennemfører vi specifikke kvalitetskontrolforanstaltninger for hvert materiale:
Dimensionel stabilitet
- Regelmæssig overvågning af fugtindhold
- Temperaturkontrolleret opbevaring
- Præcis dimensionskontrol under bearbejdningen
Inspektion af overfladekvalitet
- Protokoller for visuel inspektion
- Målinger af overfladeruhed
- Verifikation af dimensionel nøjagtighed
Retningslinjer for materialevalg
For at hjælpe dig med at vælge mellem Nylon 6 og Nylon 66 skal du overveje disse faktorer:
Vælg Nylon 6 når:
- Omkostninger er en primær bekymring
- Høj slagfasthed er påkrævet
- Lavere temperaturbestandighed er acceptabel
- Lettere bearbejdelighed foretrækkes
Vælg Nylon 66 når:
- Der er brug for højere mekanisk styrke
- Bedre varmebestandighed er påkrævet
- Kemikalieresistens er afgørende
- Langsigtet dimensionsstabilitet er afgørende
Bedste praksis for bearbejdning
For optimale resultater med begge materialer:
Forberedelse før bearbejdning
- Korrekt materialekonditionering
- Temperaturkontrolleret opbevaring
- Verifikation af fugtindhold
Bearbejdningsparametre
- Passende skærehastigheder og tilspændinger
- Korrekt valg af værktøj
- Tilstrækkelige kølestrategier
Gennem min erfaring hos PTSMAKE har jeg fundet ud af, at vellykket CNC-bearbejdning af både Nylon 6 og Nylon 66 kræver, at man forstår disse forskelle og anvender passende bearbejdningsstrategier. Valget mellem disse materialer bør baseres på en omhyggelig evaluering af dine specifikke anvendelseskrav, hvor der tages hensyn til faktorer som mekaniske egenskaber, miljøforhold og omkostningsbegrænsninger.
Hvilke brancher bruger hyppigst bearbejdede nylonkomponenter?
Det kan være en udfordring at finde det rigtige materiale til fremstilling af dele. Mange brancher kæmper med at vælge materialer, der både er holdbare og omkostningseffektive, samtidig med at de opfylder specifikke krav til ydeevne. Det forkerte valg kan føre til delfejl, øgede vedligeholdelsesomkostninger og produktionsforsinkelser.
Bearbejdede nylonkomponenter bruges i vid udstrækning på tværs af forskellige industrier, primært inden for rumfart, bilindustri, medicinsk udstyr og fødevareforarbejdning. Disse industrier værdsætter nylon for dets fremragende mekaniske egenskaber, kemiske modstandsdygtighed og omkostningseffektivitet sammenlignet med metalalternativer.
Anvendelser i luft- og rumfartsindustrien
Luft- og rumfartsindustrien er meget afhængig af bearbejdede nylonkomponenter på grund af deres enestående styrke/vægt-forhold. I min erfaring med at arbejde med luftfartskunder hos PTSMAKE har jeg observeret, at disse dele er afgørende i forskellige applikationer:
Kritiske komponenter til luft- og rumfart
- Lejebure
- Kabelføringer
- Afstandsstykker og bøsninger
- Indvendige kabinekomponenter
Den tribologiske egenskaber9 af bearbejdet nylon gør det særligt velegnet til luft- og rumfartsapplikationer, hvor metal-mod-metal-kontakt skal minimeres.
Anvendelser inden for bilproduktion
Bilindustrien er et af de største markeder for bearbejdede nylonkomponenter. Disse dele er vigtige i både køretøjsproduktion og eftermarkedsapplikationer:
Almindelige anvendelser i biler
| Anvendelse | Fordele ved nylon | Almindelig brug |
|---|---|---|
| Gearsystemer | Lav friktion, selvsmørende | Tandhjul, drivhjul |
| Lejer | Slidstyrke, Støjreduktion | Hjullejer, Motorkomponenter |
| Bøsninger | Vibrationsdæmpning, holdbarhed | Affjedringssystemer, styrekomponenter |
| Beslag | Letvægts, omkostningseffektiv | Indvendig montering, Udvendig beklædning |
Implementering i industrien for medicinsk udstyr
Producenter af medicinsk udstyr vælger ofte bearbejdede nylonkomponenter af flere grunde:
Vigtige medicinske anvendelser
- Kirurgiske instrumenter
- Komponenter til diagnoseudstyr
- Dele til laboratorieudstyr
- Kabinetter til medicinsk udstyr
Disse anvendelser kræver materialer, der kan modstå steriliseringsprocesser og opretholde dimensionsstabilitet, hvilket nylon leverer effektivt.
Udstyr til fødevareforarbejdning
Fødevareindustrien er meget afhængig af bearbejdede nylonkomponenter på grund af deres fødevaregodkendte egenskaber:
Vigtige applikationer til fødevareforarbejdning
| Komponenttype | Vigtige fordele | Typiske anvendelser |
|---|---|---|
| Dele til transportbånd | FDA-overholdelse, slidstyrke | Ruller, styreskinner |
| Udstyr til forarbejdning | Kemikalieresistens, nem rengøring | Rørepinde, skrabere |
| Opbevaringsløsninger | Slagfasthed, modstandsdygtighed over for fugt | Beholderkomponenter, Dispensersystemer |
Industrielle maskiner og udstyr
Produktions- og industriudstyr indeholder ofte bearbejdede nylonkomponenter:
Industrielle anvendelser
- Transportør-systemer
- Udstyr til materialehåndtering
- Pakkemaskiner
- Komponenter til samlebånd
Elektronik og kommunikation
Elektronikindustrien bruger bearbejdede nylonkomponenter i forskellige applikationer:
Elektroniske applikationer
- Isoleringskomponenter
- Kabelstyringssystemer
- Husets komponenter
- Beskyttende dæksler
Hos PTSMAKE har vi udviklet specialiserede bearbejdningsprocesser til at skabe præcise nylonkomponenter, der opfylder de krævende krav i disse industrier. Vores ekspertise omfatter:
- CNC-bearbejdning med høj præcision til komplekse geometrier
- Kvalitetskontrolforanstaltninger, der sikrer ensartet produktion af dele
- Vejledning i materialevalg baseret på specifikke anvendelseskrav
- Omkostningseffektive løsninger til både prototyper og produktionskørsler
Anvendelser i marineindustrien
Marineindustrien er en anden vigtig bruger af bearbejdede nylonkomponenter:
Marine anvendelser
- Lejematerialer til propelaksler
- Komponenter til dækhardware
- Hus til navigationsudstyr
- Systemer til kabelføring
Nylons fremragende korrosionsbestandighed og holdbarhed i havmiljøer gør det til et ideelt valg til disse anvendelser.
Nye anvendelser i nye industrier
I takt med at teknologien udvikler sig, opstår der stadig nye anvendelsesmuligheder for bearbejdede nylonkomponenter:
Voksende markeder
- Vedvarende energisystemer
- Robotteknologi og automatisering
- Støttekomponenter til 3D-printning
- Komponenter til smarte enheder
Nylonbearbejdningens alsidighed giver mulighed for hurtig tilpasning til nye branchekrav og innovative anvendelser. Gennem vores arbejde hos PTSMAKE har vi set en stigende efterspørgsel i disse nye sektorer, især inden for:
- Tilpassede prototyper til nye teknologier
- Produktion af små partier til specialiserede anvendelser
- Komplekst komponentdesign til innovative systemer
- Integration med andre materialer og systemer
Lær om krystallinitetens indvirkning på nylonens bearbejdningsegenskaber for at opnå optimale resultater. ↩
Forstå, hvordan fugtabsorption påvirker bearbejdning af Nylon 6 for at opnå bedre resultater. ↩
Lær, hvordan varmeledningsevne påvirker bearbejdningsresultaterne og forbedrer produktkvaliteten. ↩
Forståelse af trækstyrke hjælper med at vælge materialer, der er egnede til bærende applikationer. ↩
Lær om hygroskopiske egenskaber for at forbedre bearbejdningsstabiliteten og -kvaliteten. ↩
Lær, hvordan du afbalancerer skæreparametre for at opnå optimale resultater i nylonbearbejdning. ↩
Lær, hvordan krystallisering påvirker nylons egenskaber og sikrer bedre dimensionsstabilitet. ↩
Udforsk polyamider for at få indsigt i deres egenskaber, anvendelser og bearbejdningsstrategier, så du kan forbedre dine projekter. ↩
Lær om, hvordan tribologiske egenskaber forbedrer ydeevnen og levetiden for bearbejdede nylonkomponenter. ↩






