

I mine mere end 15 år hos PTSMAKE har jeg set mange kunder, der er forvirrede over overstøbning og 2K-sprøjtestøbning. Det er som at vælge mellem en sandwich og en burger - de ser måske ens ud, men tjener hver især forskellige behov.
Overstøbning indebærer, at der sprøjtes materiale ind over en eksisterende del i to separate processer, mens 2K-sprøjtestøbning (two-shot) skaber produkter i flere materialer i en enkelt maskincyklus. De adskiller sig i procestrin, omkostninger og slutanvendelser.

Lad mig fortælle, hvad jeg har lært af at arbejde med hundredvis af kunder hos PTSMAKE. Begge disse processer kan skabe fantastiske multimaterialeprodukter, men hvis du vælger den rigtige, kan du spare tid og penge. Jeg vil forklare de vigtigste forskelle, vise dig virkelige eksempler og hjælpe dig med at beslutte, hvilken proces der passer bedst til dit projekt.
Hvad er overstøbning?
Har du nogensinde undret dig over, hvordan dit mobiletui kombinerer hård plast med bløde, gribevenlige overflader? Eller hvorfor moderne medicinsk udstyr føles både robust og behageligt? Hemmeligheden ligger i overstøbningsteknologien.
Overmolding er en fremstillingsproces, hvor vi sprøjter et andet materiale ind over et eksisterende første materiale for at skabe en enkelt komponent af flere materialer. Denne teknik kombinerer forskellige materialers egenskaber for at forbedre produktets funktionalitet, holdbarhed og brugeroplevelse.

Forstå det grundlæggende i overstøbning
I mine mere end 15 år hos PTSMAKE har jeg været vidne til, hvordan overstøbning har revolutioneret produktdesign på tværs af forskellige brancher. Denne proces involverer typisk to hovedkomponenter: et stift substrat (normalt en termoplast) og et overstøbt materiale (ofte et blødere, mere fleksibelt materiale som TPE eller gummi).
Processen foregår i to faser:
- Først skaber vi basiskomponenten gennem traditionel sprøjtestøbning
- Derefter sprøjter vi det andet materiale ind over specifikke områder af basiskomponenten
Vigtige fordele ved overstøbning
Baseret på vores omfattende erfaring med at arbejde med kunder på tværs af forskellige brancher har jeg identificeret flere afgørende fordele:
| Fordel | Beskrivelse | Eksempel fra den virkelige verden |
|---|---|---|
| Forbedret ergonomi | Soft-touch-overflader forbedrer grebet og brugerkomforten | Håndtag til elværktøj |
| Forbedret holdbarhed | Stødabsorbering og vibrationsdæmpning | Etuier til elektroniske enheder |
| Fleksibilitet i designet | Flere farve- og materialekombinationer | Hus til forbrugerprodukter |
| Omkostningseffektivitet | Eliminerer monteringstrin og reducerer antallet af dele | Komponenter til medicinsk udstyr |
| Miljømæssig forsegling | Skaber vandtætte og støvtætte barrierer | Udendørs udstyr |
Materialekombinationer og -kompatibilitet
Et af de mest kritiske aspekter, jeg har lært om overstøbning, er materialevalg. Her er de mest almindelige kombinationer, vi bruger hos PTSMAKE:
Hårde substratmaterialer:
- ABS (akrylonitril-butadien-styren)
- PC (polykarbonat)
- Nylon
- PP (polypropylen)
Materialer til overstøbning:
- TPE (termoplastisk elastomer)
- TPU (termoplastisk polyurethan)
- Silikone
- Blød PVC
Anvendelser i industrien
I løbet af min karriere har jeg set overstøbning forvandle forskellige industrier:
Medicinsk udstyr
- Kirurgiske instrumenter med forbedret greb
- Bærbare enheder, der kombinerer stive huse med behagelige hudkontaktflader
- Håndtag til medicinsk udstyr med antimikrobielle egenskaber
Forbrugerelektronik
- Etuier til smartphones og tablets
- Greb til gaming-controller
- Vandtætte elektroniske kabinetter
Komponenter til biler
- Kontrol af instrumentbrættet
- Indvendige pyntestykker
- Knopper til gearskifte
Overvejelser om design
Når jeg designer til overstøbning, råder jeg altid vores kunder til at overveje det:
Materialekompatibilitet
- Kemiske bindingsegenskaber
- Termiske ekspansionshastigheder
- Krav til forarbejdningstemperatur
Geometriske træk
- Variationer i vægtykkelse
- Underskæringer og udkast til vinkler
- Placering af porte
Krav til produktionen
- Forventninger til volumen
- Omkostningsbegrænsninger
- Kvalitetsstandarder
Fælles udfordringer og løsninger
Gennem min erfaring er jeg stødt på flere udfordringer ved overstøbning:
| Udfordring | Løsning | Påvirkning |
|---|---|---|
| Dårlig vedhæftning | Test af materialekompatibilitet | Forbedret produktholdbarhed |
| Lynformation | Optimeret værktøjsdesign | Bedre æstetisk kvalitet |
| Dimensionel stabilitet | Korrekt beregning af køletid | Forbedret præcision |
| Omkostningsstyring | Strategisk materialevalg | Forbedret rentabilitet |
Kvalitetskontrol i overstøbning
Hos PTSMAKE gennemfører vi strenge kvalitetskontrolforanstaltninger:
Test før produktion
- Verifikation af materialekompatibilitet
- Analyse af formflow
- Evaluering af prototyper
Kontroller undervejs i processen
- Overvågning af temperatur
- Verifikation af tryk
- Optimering af cyklustid
Inspektion efter produktion
- Visuel inspektion
- Test af vedhæftning
- Verifikation af dimensioner
Gennem mine mange års erfaring i branchen har jeg set overstøbning udvikle sig fra en nicheproces til en mainstream produktionsløsning. Dens evne til at kombinere forskellige materialer i en enkelt komponent og samtidig reducere monteringsomkostningerne og forbedre produktets ydeevne gør den til et uvurderligt værktøj i moderne produktion.
Hvad er 2K-sprøjtestøbning?
Har du nogensinde undret dig over, hvordan de slanke smartphone-etuier med bløde greb er lavet i ét stykke? Eller hvordan din bils instrumentbræt kombinerer hård plast med bløde materialer uden problemer?
2K-sprøjtestøbning er en avanceret fremstillingsproces, der sprøjter to forskellige materialer eller farver ind i en enkelt form sekventielt og skaber komplekse dele med flere egenskaber i en produktionscyklus, hvilket eliminerer behovet for samling.
Den grundlæggende mekanisme i 2K-støbning
I mine mere end 15 år hos PTSMAKE har jeg overvåget utallige 2K-sprøjtestøbningsprojekter. Processen starter med at sprøjte det første materiale (normalt en stiv plast) ind i formhulrummet. Derefter sprøjter vi det andet materiale ind i et andet hulrum, enten ved at dreje formen eller ved hjælp af en robot. De to materialer bindes sammen kemisk eller mekanisk under afkølingsprocessen.
Nøglekomponenter i 2K-sprøjtestøbning
| Komponent | Funktion | Vigtighed |
|---|---|---|
| Primær indsprøjtningsenhed | Behandler første materiale | Danner basisstruktur |
| Sekundær indsprøjtningsenhed | Behandler andet materiale | Tilføjer funktionelle/æstetiske egenskaber |
| Roterende formsystem | Gør det muligt at overføre materiale | Sikrer præcis justering |
| Kontrolsystem | Styrer timing og rækkefølge | Opretholder ensartet kvalitet |
Materialekompatibilitet og -valg
Et afgørende aspekt, som jeg altid understreger over for vores kunder, er materialekompatibilitet. Ikke alle materialer binder godt sammen. Gennem vores erfaring har vi udviklet en omfattende guide til materialeparring:
| Primært materiale | Kompatible sekundære materialer | Almindelige anvendelser |
|---|---|---|
| PC | TPE, TPU, silikone | Elektronikhuse |
| ABS | TPE, TPU, SEBS | Komponenter til biler |
| PA | TPE, TPU | Håndtag til værktøj |
| PP | TPE, TPU, SEBS | Forbrugsvarer |
Fordele i forhold til traditionel støbning
Ud fra min erfaring med at arbejde med globale producenter giver 2K-sprøjtestøbning flere klare fordele:
Produktionseffektivitet
- Eliminerer monteringstrin
- Reducerer lønomkostningerne
- Forkorter produktionscyklusser med 25-40%
Forbedringer af kvaliteten
- Bedre binding af materialer
- Reducerede fejlrater
- Ensartet delkvalitet
Fleksibilitet i designet
- Komplekse geometrier er mulige
- Flere farvekombinationer
- Varierende materialeegenskaber i én del
Anvendelser i industrien
På baggrund af vores arbejde hos PTSMAKE har jeg set 2K-sprøjtestøbning udmærke sig i forskellige sektorer:
Bilindustrien
- Dashboard-komponenter
- Gearskiftere
- Indvendige pyntestykker
- Lygtehuse
Forbrugerelektronik
- Smartphone-etuier
- Fjernbetjeninger
- Controllere til spil
- Bærbare enheder
Medicinsk udstyr
- Kirurgiske instrumenter
- Apparater til levering af medicin
- Diagnostisk udstyr
- Kabinetter til medicinsk udstyr
Tekniske overvejelser
Når man implementerer 2K-sprøjtestøbning, er der flere faktorer, man skal være meget opmærksom på:
Procesparametre
- Kontrol af indsprøjtningstryk
- Styring af materialets temperatur
- Optimering af cyklustid
- Koordinering af køletid
Retningslinjer for design
- Forhold mellem vægtykkelse
- Placering af porte
- Materialestrømningsveje
- Overfladeareal til limning
Foranstaltninger til kvalitetskontrol
- Protokoller for visuel inspektion
- Test af bindingsstyrke
- Kontrol af dimensionel nøjagtighed
- Evaluering af overfladefinish
Konsekvenser for omkostningerne
Gennem vores mangeårige erfaring har jeg observeret, at selv om de indledende værktøjsomkostninger til 2K-støbning er højere, retfærdiggør de langsigtede fordele ofte investeringen:
| Omkostningsfaktor | Påvirkning | ROI-tidslinje |
|---|---|---|
| Værktøj | 30-50% højere end traditionelle | 6-12 måneder |
| Arbejde | 40-60% lavere | Umiddelbart |
| Materialeaffald | 20-30% reduktion | 3-6 måneder |
| Kvalitetskontrol | 25-35% lavere afvisningsprocent | 3-6 måneder |
Procesbegrænsninger og løsninger
Selv med sine fordele har 2K-sprøjtestøbning visse begrænsninger, som vi har lært at håndtere:
Materielle begrænsninger
- Begrænsede materialekombinationer
- Problemer med temperaturkompatibilitet
- Variationer i bindingsstyrke
Begrænsninger i design
- Krav til minimum vægtykkelse
- Begrænsninger for portplacering
- Begrænsninger i delstørrelse
Overvejelser om omkostninger
- Højere indledende investering
- Komplekst formdesign
- Behov for specialiseret udstyr
Gennem omhyggelig planlægning og materialevalg kan disse begrænsninger håndteres effektivt for at opnå optimale resultater.
Hvordan adskiller overstøbning sig fra 2K-sprøjtestøbning?
Efter mere end 15 år i plastsprøjtestøbning har jeg set utallige kunder, der er forvirrede mellem overstøbning og 2K-sprøjtestøbning, hvilket ofte fører til dyre projektforsinkelser og omarbejde.
Overstøbning og 2K-sprøjtestøbning er forskellige fremstillingsprocesser. Overstøbning bruger to separate støbningstrin i rækkefølge, mens 2K-sprøjtestøbning kombinerer begge trin i en enkelt cyklus ved hjælp af specialudstyr.
Forskelle i procesforløb
I min daglige drift på PTSMAKE har jeg observeret, at det er afgørende at forstå arbejdsgangen. Lad mig forklare de vigtigste forskelle:
Overstøbningsproces
- Første skridt: Opret basiskomponenten (substratet)
- Andet trin: Overførsel til en anden form eller maskine
- Sidste trin: Støb det andet materiale over underlaget
- Samlet tid: Normalt 20-45 minutter for hele cyklussen
2K-sprøjtestøbningsproces
- Betjening af en enkelt maskine
- Automatisk rotation mellem optagelserne
- Kontinuerlig støbecyklus
- Samlet tid: Typisk 30-60 sekunder pr. del
Krav til udstyr
Baseret på min erfaring med at styre begge processer er her en detaljeret sammenligning:
| Funktion | Overstøbning | 2K Sprøjtestøbning |
|---|---|---|
| Maskintype | Standard sprøjtestøbemaskine | Specialiseret multikomponentmaskine |
| Værktøjets kompleksitet | Enkle, separate forme | Komplekst, integreret formsystem |
| Opsætningstid | Længere, flere opsætninger | Kortere, enkelt opsætning |
| Investeringsomkostninger | Lavere indledende investering | Højere maskin- og værktøjsomkostninger |
Overvejelser om materialekompatibilitet
Jeg har hjulpet mange kunder med at vælge de rigtige materialer til deres projekter. Her er, hvad du har brug for at vide:
Valg af overstøbningsmateriale
- Mere fleksible materialekombinationer
- Bedre til inkompatible materialer
- Giver tid til ordentlig binding
- Kan bruge vedhæftningsfremmende midler
Krav til 2K-støbemateriale
- Materialer skal være kemisk kompatible
- Behov for lignende behandlingstemperaturer
- Begrænsede muligheder for materialekombinationer
- Hurtigere krav til limning
Overvejelser om design
Gennem mine mange år som projektleder har jeg identificeret disse kritiske designfaktorer:
Fordele ved overstøbningsdesign
- Mere komplekse geometrier er mulige
- Bedre kontrol over grænsefladens tykkelse
- Lettere at ændre design
- Mere tilgivende tolerancekrav
Begrænsninger i design af 2K-støbning
- Begrænset af værktøjets bevægelse
- Behov for præcis placering af porte
- Begrænsede underskæringer mulige
- Strammere krav til tolerancer
Konsekvenser for omkostningerne
Lad mig dele nogle indsigter fra vores prisdiskussioner:
Omkostninger til overstøbning
- Lavere investering i værktøj
- Højere lønomkostninger
- Øgede håndteringsomkostninger
- Bedre til mindre mængder
Omkostninger til 2K-støbning
- Højere indledende investering
- Lavere lønomkostninger
- Reducerede håndteringsomkostninger
- Mere økonomisk til store mængder
Overvejelser om kvalitet
Det er min erfaring med kvalitetskontrol:
Kvalitetsaspekter ved overstøbning
- Bedre kontrol over hvert lag
- Nemmere inspektion mellem trinene
- Mere konsekvent limning
- Lavere afvisningsprocent i komplekse dele
Kvalitetsfaktorer for 2K-støbning
- Hurtigere cyklustider kan påvirke limningen
- Sværere at inspicere grænseflader
- Højere konsistens i enkle dele
- Bedre til ensartethed i store mængder
Guide til valg af applikation
Baseret på tusindvis af projekter, jeg har ledet:
Bedst til overstøbning
- Medicinsk udstyr, der kræver certificerede materialer
- Komplekse elektroniske kabinetter
- Håndtag og greb med blød berøring
- Lave til mellemstore produktionsmængder
Bedst til 2K-støbning
- Komponenter til biler
- Forbrugerprodukter i store mængder
- Enkle applikationer med to farver
- Dele, der kræver hurtige produktionscyklusser
Gennem min omfattende erfaring hos PTSMAKE har jeg lært, at valget mellem overstøbning og 2K-sprøjtestøbning ikke kun handler om tekniske muligheder - det handler om at forstå dine specifikke projektbehov, produktionsmængder og kvalitetskrav. Hver proces har sine unikke fordele, og succesen ligger i at træffe et informeret valg baseret på din særlige anvendelse.
Hvad er fordelene og begrænsningerne ved overstøbning?
Som produktionsekspert med mere end 15 år hos PTSMAKE har jeg set utallige projekter, hvor overstøbning virkede perfekt på papiret, men gav uventede udfordringer i virkeligheden.
Overstøbning er en fremstillingsproces, der kombinerer flere materialer i en enkelt del, hvilket giver fordele som forbedret greb og reduceret monteringsbehov, men det kommer også med udfordringer som længere produktionscyklusser og problemer med materialebinding.

Vigtige fordele ved overstøbning
Forbedret produktfunktionalitet
I min erfaring med at arbejde med store elektronikproducenter har overstøbning vist sig at være uvurderlig til at forbedre produktets greb og følelse. Her er, hvad jeg har observeret:
- Soft-touch-greb på elværktøj
- Skridsikre overflader på medicinsk udstyr
- Ergonomiske håndtag på forbrugerprodukter
Reducerede krav til montering
En af de mest markante fordele, jeg har set, er elimineringen af flere monteringstrin:
- Intet behov for mekaniske fastgørelsesmidler
- Færre individuelle komponenter
- Reducerede arbejdsomkostninger
- Lavere risiko for monteringsfejl
Forbedret produktbeskyttelse
Forseglingsevnen ved overstøbning er bemærkelsesværdig:
- Vandafvisende barrierer
- Beskyttelse mod støv og snavs
- Dæmpning af vibrationer
- Forbedret holdbarhed i barske miljøer
| Beskyttelsestype | Fordel | Almindelige anvendelser |
|---|---|---|
| Fugtforsegling | Forhindrer indtrængen af vand | Udendørs elektronik |
| Beskyttelse mod stød | Absorberer stød | Mobile enheder |
| Kemisk modstandsdygtighed | Beskytter mod korrosion | Industrielt udstyr |
| Termisk isolering | Styring af temperatur | Håndværktøj |
Begrænsninger og udfordringer
Forlængede produktionscyklusser
Det er min erfaring fra produktionsgulvet:
- Opsætningstiden er længere
- Behov for yderligere kvalitetstjek
- Flere krav til materialehåndtering
- Afkølingstid mellem skuddene
Overvejelser om omkostninger
De økonomiske konsekvenser omfatter:
- Højere indledende værktøjsinvestering
- Sekundære driftsomkostninger
- Test af materialekompatibilitet
- Øget kvalitetskontrol
Tekniske udfordringer
Problemer med binding af materialer
Jeg er stødt på disse almindelige problemer:
- Dårlig vedhæftning mellem materialer
- Uoverensstemmelser i termisk ekspansion
- Problemer med kemisk kompatibilitet
- Krav til forberedelse af overfladen
Begrænsninger i designet
De vigtigste begrænsninger omfatter:
- Begrænsninger i materialets tykkelse
- Begrænsninger for portplacering
- Komplekse geometriske udfordringer
- Overvejelser om værktøjsdesign
| Udfordring | Påvirkning | Afbødningsstrategi |
|---|---|---|
| Materialekompatibilitet | Risiko for delaminering | Omfattende test af materialer |
| Værktøjsdesign | Højere kompleksitet | Avanceret CAD-simulering |
| Kvalitetskontrol | Øget behov for inspektion | Automatiserede synssystemer |
| Produktionshastighed | Længere cyklustider | Procesoptimering |
Anvendelser i den virkelige verden og casestudier
Forbrugerelektronik
I vores arbejde med store elektronikproducenter:
- Soft-touch-knapper på fjernbetjeninger
- Vandtætte tætninger til udendørs udstyr
- Slagfaste hylstre til mobiltelefoner
Medicinsk udstyr
Vores projekter med medicinsk udstyr viser:
- Ergonomiske håndtag til kirurgisk værktøj
- Kemikaliebestandige udstyrshuse
- Steriliseringskompatible komponenter
Anvendelser i biler
Almindelige anvendelser i biler omfatter:
- Komponenter til indvendig beklædning
- Vejrbestandige elektriske stik
- Vibrationsdæmpende monteringer
Bedste praksis for succesfuld overstøbning
Baseret på min erfaring med at styre tusindvis af projekter:
Valg af materiale
- Grundig test af kompatibilitet
- Verifikation af temperaturmodstand
- Evaluering af kemisk resistens
Optimering af design
- Korrekt planlægning af gateplacering
- Overvejelser om vægtykkelse
- Udkast til vinkelimplementering
Processtyring
- Overvågning af temperatur
- Optimering af tryk
- Styring af cyklustid
Kvalitetssikring
- Protokoller for visuel inspektion
- Test af bindingsstyrke
- Verifikation af dimensioner
Gennem mine år hos PTSMAKE har jeg lært, at vellykket overstøbning kræver en omhyggelig balance mellem disse fordele og begrænsninger. Fordelene kan være betydelige, men omhyggelig planlægning og ekspertise er afgørende for at opnå optimale resultater. Jeg råder altid vores kunder til grundigt at evaluere deres specifikke krav i forhold til disse faktorer, før de beslutter sig for en overstøbningsløsning.
Hvad er fordelene og begrænsningerne ved 2K-sprøjtestøbning?
Har du svært ved at beslutte, om 2K-sprøjtestøbning er det rigtige for dit projekt? Efter mere end 15 år i branchen har jeg set både de utrolige fordele og de udfordrende begrænsninger ved denne teknologi.
2K-sprøjtestøbning giver hurtige produktionscyklusser og stærk materialebinding, men kommer med høje indledende udstyrsomkostninger og er bedst egnet til produktion af store mængder. At forstå disse afvejninger er afgørende for at træffe informerede produktionsbeslutninger.

Vigtige fordele ved 2K-sprøjtestøbning
Baseret på min erfaring hos PTSMAKE har jeg identificeret flere væsentlige fordele, der får 2K-sprøjtestøbning til at skille sig ud:
Effektive produktionscyklusser
Integrationen af to materialer i en enkelt støbeproces reducerer produktionstiden betydeligt. På vores anlæg har vi opnået det:
| Traditionel proces | 2K-støbeproces | Tidsbesparelser |
|---|---|---|
| 45-60 sekunder/del | 25-35 sekunder/del | Op til 40% |
Overlegen binding af materialer
I modsætning til traditionelle samlingsmetoder skaber 2K-støbning en molekylær binding mellem materialerne. Dette resulterer i:
- Højere strukturel integritet
- Bedre modstandsdygtighed over for miljøfaktorer
- Reduceret risiko for adskillelse af komponenter
- Forbedret produktlevetid
Forbedret designfleksibilitet
Muligheden for at kombinere forskellige materialer åbner op for nye designmuligheder:
- Kombinationer af flere farver
- Overlejringer med blød berøring
- Integrerede tætninger og pakninger
- Komplekse geometrier
Begrænsninger og udfordringer
Høj indledende investering
Min erfaring med at styre produktionslinjer viser, at startomkostningerne kan være betydelige:
| Investeringskategori | Omtrentlig omkostningsinterval |
|---|---|
| 2K-støbemaskine | $150,000 - $500,000 |
| Brugerdefineret værktøj | $25.000 - $100.000 |
| Opsætning og træning | $10,000 - $30,000 |
Krav til volumen
2K-støbning bliver primært omkostningseffektiv i højvolumenproduktion:
- Mindste anbefalede årlige volumen: 100.000+ enheder
- Optimalt produktionsområde: 250.000+ enheder
- Break-even-punktet kræver typisk betydelige produktionsserier
Teknisk kompleksitet
I mine mere end 15 år hos PTSMAKE har jeg observeret flere tekniske udfordringer:
- Krav til materialekompatibilitet
- Komplekse behov for værktøjsdesign
- Krav om præcis processtyring
- Krav til specialiseret operatørtræning
Anvendelser i den virkelige verden
Bilindustrien
Vi har med succes implementeret 2K-støbning til:
- Instrumentbrætkomponenter med soft-touch-overflader
- Flerfarvede indikatorlamper
- Integrerede tætninger i elektriske stik
- Vejrbestandig udvendig beklædning
Forbrugerelektronik
Vores erfaring omfatter:
- Smartphone-etuier med gummigreb
- Gaming controller-komponenter
- Vandtætte kabinetter til enheder
- Flerfarvede indikatorlamper
Medicinsk udstyr
Kritiske applikationer omfatter:
- Kirurgiske instrumenter med ergonomiske greb
- Kabinetter til medicinsk udstyr med integrerede tætninger
- Apparater til lægemiddelafgivelse med flere materialer
- Komponenter til laboratorieudstyr
Strategier for procesoptimering
Baseret på vores produktionserfaring anbefaler jeg:
Valg af materiale
- Udfør grundig test af materialekompatibilitet
- Overvej krympningshastigheder for begge materialer
- Evaluer omkostningseffektiviteten af materialekombinationer
Værktøjsdesign
- Implementer korrekt udluftning og kølekanaler
- Design optimale gate-placeringer
- Tag højde for materialeflowmønstre
Kvalitetskontrol
- Implementer automatiserede inspektionssystemer
- Fastlæg klare kvalitetsparametre
- Oprethold streng procesdokumentation
Omkostningsstyring
- Optimer cyklustiderne
- Minimer materialespild
- Implementer forebyggende vedligeholdelse
- Træn operatører effektivt
Gennem mange års arbejde med forskellige kunder hos PTSMAKE har jeg lært, at succes med 2K-sprøjtestøbning kræver nøje overvejelse af disse faktorer. Selv om teknologien giver bemærkelsesværdige fordele med hensyn til produktionseffektivitet og produktkvalitet, er det vigtigt nøje at vurdere, om fordelene retfærdiggør den indledende investering og de løbende driftskrav til din specifikke applikation.
Nøglen er at analysere dine produktionskrav, materialespecifikationer og langsigtede produktionsstrategi grundigt, før du går i gang med 2K-sprøjtestøbning. I mange tilfælde kan teknologiens fordele give en betydelig konkurrencefordel, men kun når den er korrekt tilpasset dine produktionsmål og produktionsmængder.
Hvilke industrier har mest gavn af overstøbning?
Undrer du dig over, hvilke industrier der virkelig kan maksimere potentialet ved overstøbning? Efter mere end 15 år i fremstillingsindustrien har jeg set bemærkelsesværdige forandringer på tværs af forskellige sektorer.
Overstøbningsteknologi er primært til gavn for fire nøgleindustrier: medicinsk udstyr, forbrugerelektronik, bilindustrien og håndholdte værktøjer. Disse sektorer udnytter overmolding til at forbedre produktfunktionaliteten, forbedre brugeroplevelsen og øge holdbarheden, samtidig med at omkostningseffektiviteten opretholdes.

Anvendelser i den medicinske industri
Min erfaring med at arbejde med producenter af medicinsk udstyr er, at overstøbning har revolutioneret designet af medicinsk udstyr. Medicinsk udstyr kræver præcist greb, komfort og steriliseringsevne. Her er nogle af de vigtigste anvendelser:
- Kirurgiske instrumenter med ergonomiske håndtag
- Medicinske sprøjter med forbedret greb
- Tandlægeværktøj med behagelige greb
- Kabinetter til medicinsk udstyr med tætningsegenskaber
Medicinalindustrien værdsætter især overmolding, fordi det skaber sømløse, bakterieresistente overflader, som er nemme at rengøre og sterilisere.
Påvirkning af forbrugerelektronik
Forbrugerelektronikbranchen har taget overstøbning til sig til både beskyttende og æstetiske formål. Jeg har set utallige eksempler på, at denne teknologi har forbedret produkternes holdbarhed og brugeroplevelsen:
| Produktkategori | Fordele ved overstøbning |
|---|---|
| Smartphone-etuier | Slagfasthed, forbedret greb |
| Ørepropper | Komfort, vandtæthed |
| Fjernbetjeninger | Holdbarhed, stødabsorbering |
| Gaming-controllere | Ergonomisk greb, modstandsdygtig over for sved |
Integration af bilindustrien
Bilindustrien er et af de største markeder for overstøbning. Fra mit samarbejde med store bilproducenter har jeg observeret disse kritiske anvendelser:
Indvendige komponenter
- Kontrol af instrumentbrættet
- Dørhåndtag
- Elementer til midterkonsollen
- Greb til rattet
Eksterne dele
- Vejrforseglinger
- Pakninger
- Kabelforbindelser
- Trim-komponenter
Revolution inden for håndholdt værktøj
Arbejdet med værktøjsproducenter har vist mig, hvordan overstøbning har forandret el- og håndværktøjsbranchen:
Elværktøj
- Borehåndtag med vibrationsdæmpning
- Savgreb med forbedrede sikkerhedsfunktioner
- Slagskruetrækkerhuse med forbedret holdbarhed
- Elektriske skruetrækkerhåndtag med bedre kontrol
Håndværktøj
- Skruetrækkerhåndtag med ergonomisk design
- Tanggreb med komfortfunktioner
- Skruenøglehåndtag med skridsikre egenskaber
- Hammergreb med stødabsorbering
Fordele på tværs af brancher
I løbet af mine år hos PTSMAKE har jeg identificeret flere universelle fordele, som overstøbning giver disse industrier:
Forbedret funktionalitet
- Bedre greb og kontrol
- Forbedrede forseglingsegenskaber
- Dæmpning af vibrationer
- Modstandsdygtighed over for slag
Æstetiske forbedringer
- Tilpassede farvemuligheder
- Variationer i tekstur
- Brand-differentiering
- Førsteklasses udseende og fornemmelse
Omkostningseffektivitet
- Færre monteringstrin
- Lavere lønomkostninger
- Reduceret produktionstid
- Minimalt spild
Brugeroplevelse
- Forbedret ergonomi
- Bedre taktil feedback
- Forbedrede sikkerhedsfunktioner
- Større komfort
Overvejelser om fremstilling
Baseret på vores omfattende erfaring med forskellige kunder har jeg fundet disse nøglefaktorer afgørende for en vellykket implementering af overstøbning:
| Overvejelser | Påvirkning |
|---|---|
| Valg af materiale | Bestemmer bindingsstyrke og ydeevne |
| Optimering af design | Påvirker produktionseffektiviteten |
| Kvalitetskontrol | Sikrer ensartede resultater |
| Omkostningsstyring | Påvirker markedets konkurrenceevne |
Gennem mit arbejde med forskellige industrier har jeg lært, at vellykkede overstøbningsapplikationer kræver nøje overvejelser:
- Materialekompatibilitet
- Krav til design
- Produktionsvolumen
- Miljømæssige forhold
- Overholdelse af lovgivningen
Succesen med overmolding i disse industrier viser dens alsidighed og effektivitet. Efter at have overvåget utallige projekter kan jeg med sikkerhed sige, at når overmolding implementeres korrekt, giver det betydelige konkurrencemæssige fordele med hensyn til produktkvalitet, brugertilfredshed og produktionseffektivitet.
Hvilke brancher har mest gavn af 2K-sprøjtestøbning?
Undrer du dig over, hvilke brancher der fører an i revolutionen inden for 2K-sprøjtestøbning? Efter mere end 15 år i fremstillingsindustrien har jeg set bemærkelsesværdige forandringer på tværs af forskellige sektorer.
2K-sprøjtestøbning er blevet en game-changer inden for bilindustrien, forbrugerelektronik og medicinalindustrien. Disse sektorer drager fordel af reducerede samleomkostninger, forbedret produktfunktionalitet og forbedret produktionseffektivitet gennem denne avancerede fremstillingsproces.

Anvendelser i bilindustrien
Min erfaring med at arbejde med store bilproducenter viser, at 2K-sprøjtestøbning har revolutioneret produktionen af indvendige komponenter. Bilindustrien nyder godt af det:
- Instrumentbrætkomponenter i flere materialer
- Rattets betjeningselementer med blød berøring
- Oplyste knap-enheder
- Vejrbestandig udvendig beklædning
Integrationen af hårde og bløde materialer i en enkelt proces har reduceret monteringstiden betydeligt og forbedret kvaliteten af emnerne. For eksempel tager det nu 40% kortere tid at producere et dørhåndtag med integreret soft-grip-materiale sammenlignet med traditionelle metoder.
Udvikling af forbrugerelektronik
Elektronikindustrien har taget 2K-støbning til sig:
| Komponenttype | Fordele | Almindelige anvendelser |
|---|---|---|
| Knap-samlinger | Mulighed for flere farver, forbedret taktil fornemmelse | Mobiltelefoner, fjernbetjeninger |
| Enhedshuse | Vandtæt forsegling, æstetisk appel | Smarte enheder, wearables |
| Kontrolpaneler | Forbedret holdbarhed, integrerede skærme | Husholdningsapparater, spillekonsoller |
Fremstilling af medicinsk udstyr
Den medicinske sektor nyder især godt af 2K-støbningens evne til at skabe:
- Ergonomiske kirurgiske instrumenter med soft-grip-håndtag
- Diagnostiske enheder med flere komponenter
- Forseglede medicinske huse med integrerede pakninger
Jeg har set materialer, der er kompatible med sterilisering, kombineret med behagelige grebsflader, som reducerer antallet af produktionstrin og samtidig forbedrer produktsikkerheden.
Innovationer inden for husholdningsapparater
Moderne apparater bruger 2K-støbning til:
- Kontrolpanelets grænseflader
- Forseglede vandafvisende komponenter
- Ergonomiske håndtag og greb
- Dekorative elementer med funktionelle egenskaber
Produkter til personlig pleje
Industrien for personlig pleje udnytter 2K-støbning til:
- Tandbørstehåndtag med gribezoner
- Barberbladshåndtag, der kombinerer stiv struktur med blød berøring
- Kosmetisk emballage med flere materialeegenskaber
Omkostningsfordele på tværs af brancher
Ud fra min produktionserfaring har jeg observeret disse vigtige fordele:
Reducerede monteringsomkostninger
- Eliminering af sekundære operationer
- Lavere krav til arbejdskraft
- Reduceret behov for lagerstyring
Produktionseffektivitet
- Hurtigere cyklustider
- Reducerede skrotningsrater
- Forbedret kvalitetskonsistens
Frihed til at designe
- Integration af flere funktioner
- Forbedrede æstetiske muligheder
- Bedre ergonomiske løsninger
Forbedringer af kvalitet og ydeevne
Implementeringen af 2K-støbning har ført til:
| Aspekt | Traditionel støbning | 2K Støbning |
|---|---|---|
| Trin til montering | 3-4 trin | 1 trin |
| Cyklustid | 45-60 sekunder | 25-35 sekunder |
| Fejlprocent | 2-3% | <1% |
| Materialets bindingsstyrke | Moderat | Høj |
Miljøpåvirkning
2K-sprøjtestøbning giver miljømæssige fordele gennem:
- Reduceret spild fra eliminerede monteringstrin
- Lavere energiforbrug i produktionen
- Reduceret transportbehov for komponenter
- Forbedret produktlevetid
Når jeg arbejder med kunder på tværs af disse brancher, ser jeg konsekvent 15-20% omkostningsbesparelser sammenlignet med traditionelle fremstillingsmetoder. Muligheden for at kombinere materialer i en enkelt proces forbedrer ikke kun effektiviteten, men muliggør også innovative designløsninger, som ikke tidligere var mulige.
Gennem mine år hos PTSMAKE har jeg været vidne til transformationen af fremstillingsprocesser på tværs af disse sektorer. Anvendelsen af 2K-sprøjtestøbning fortsætter med at vokse i takt med, at flere brancher anerkender fordelene ved at reducere omkostningerne, forbedre kvaliteten og muliggøre innovative designløsninger.
For virksomheder, der overvejer 2K-sprøjtestøbning, er det vigtigt at forstå, at succes afhænger af korrekt materialevalg, værktøjsdesign og proceskontrol. Den indledende investering i 2K-teknologi opvejes ofte af langsigtede besparelser i produktionsomkostninger og forbedret produktkvalitet.
Hvilke materialekombinationer er mulige i overstøbning?
Har du nogensinde undret dig over, hvorfor din tandbørstes håndtag føles blødt, mens hovedet forbliver stift? Eller hvordan dit elværktøj har den perfekte gribeflade? Det er overstøbningsmagi på arbejde.
Overstøbning giver mulighed for forskellige materialekombinationer, primært termoplast-elastomerpar, metal-plast-kombinationer og samlinger af flere termoplaster. Succesen afhænger af materialekompatibilitet, overfladebehandling og korrekte limningsteknikker.

Almindelige materialekombinationer
Baseret på mine mere end 15 års erfaring hos PTSMAKE har jeg arbejdet med mange materialekombinationer. Her er de mest almindelige:
Kombinationer af termoplast og elastomer
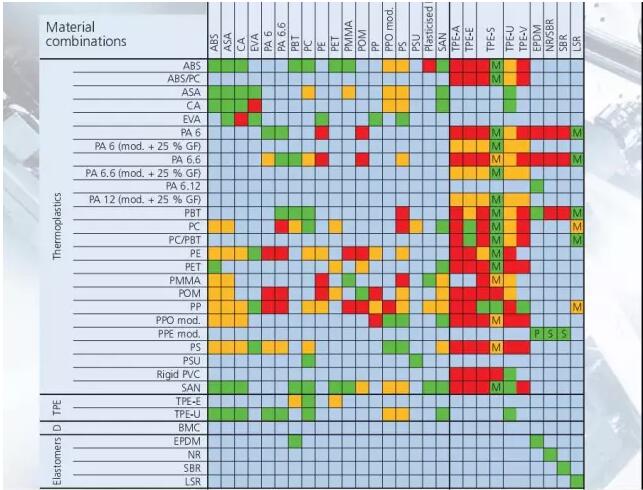
Den mest populære kombination, vi bruger, er termoplastiske substrater med termoplastiske elastomerer (TPE). Disse par giver fremragende bindingsegenskaber og alsidighed. Her er en typisk kompatibilitetstabel, som vi bruger:
| Substratmateriale | Kompatibel TPE | Almindelige anvendelser |
|---|---|---|
| PP | TPE-S, TPV | Forbrugerprodukter, reservedele til biler |
| ABS | TPE-S, TPU | Elektroniske huse, håndtag |
| PC | TPE-U, TPE-E | Medicinsk udstyr, værktøj |
| PA | TPE-E, TPU | Industrielle komponenter |
| PBT | TPE-E, TPU | Elektriske stik |
Kombinationer af metal og plast
Når man kombinerer metaller med plast, bliver overfladebehandling afgørende. Jeg har set mange projekter mislykkes på grund af dårlig overfladebehandling. De vigtigste materialer, vi ofte bruger, er bl.a:
- Aluminium med konstrueret termoplast
- Rustfrit stål med højtydende polymerer
- Messing med specialkvaliteter af nylon
Multitermoplastiske systemer
Det er her, det bliver interessant. Vi kan kombinere forskellige termoplaster for at opnå specifikke egenskaber:
- PC/ABS-kombinationer for forbedret slagfasthed
- PBT/PET-blandinger giver forbedret kemisk modstandsdygtighed
- PA/PP-systemer til omkostningseffektiv styrke
Kritiske faktorer for succesfuld limning
Materialekompatibilitet
Min erfaring er, at kemisk kompatibilitet er grundlaget for en vellykket overstøbning. Her er, hvad vi overvejer:
- Lighed i kemisk struktur
- Områder med smeltetemperatur
- Potentiale for molekylær kædeinteraktion
- Egenskaber for overfladeenergi
Teknikker til forberedelse af overflader
Jeg har lært, at korrekt forberedelse af overfladen kan være afgørende for et overstøbningsprojekt:
| Forberedelsesmetode | Bedst til | Effektivitet |
|---|---|---|
| Plasma-behandling | Metaller, højtydende plast | Fremragende |
| Corona-behandling | De fleste termoplaster | Meget god |
| Kemisk ætsning | Metaller, plastmaterialer, der er svære at binde | God |
| Mekanisk slid | Substrater af metal | Moderat |
Avancerede løsninger til limning
I mit arbejde på PTSMAKE har vi udviklet flere metoder til at forbedre bonding:
Anvendelser af primer
- Brug af specialiserede primere til inkompatible materialer
- Udvikling af tilpassede primerformuleringer
- Anvendelse af overfladespecifikke behandlinger
Mekanisk sammenlåsning
- Design af underskæringer og kanaler
- Skabelse af mikroteksturmønstre
- Implementering af svalehalefunktioner
Procesparametre
Baseret på vores produktionsdata:- Kontrol af formens temperatur inden for ±5 °C
- Optimering af indsprøjtningstryk
- Justering af cyklustid for forskellige materialekombinationer
Fejlfinding af almindelige problemer
I løbet af mine år i branchen er jeg stødt på forskellige udfordringer:
Forebyggelse af delaminering
For at forhindre adskillelse mellem lagene:
Overvejelser om materialevalg
- Tjek kompatibilitetsdiagrammer
- Bekræft temperaturmodstand
- Test kemisk resistens
Processtyring
- Overvåg indsprøjtningshastigheder
- Kontroller kølehastigheden
- Oprethold et ensartet tryk
Foranstaltninger til kvalitetskontrol
Vi gennemfører strenge kvalitetskontroller:
| Testmetode | Målt parameter | Frekvens |
|---|---|---|
| Træk-test | Bindingsstyrke | Hvert parti |
| Analyse af tværsnit | Interface-kvalitet | Ugentlig |
| Miljøtestning | Langvarig holdbarhed | Månedligt |
| Kemisk modstandsdygtighed | Materialets integritet | Pr. projekt |
Gennem min erfaring har jeg fundet ud af, at vellykket overstøbning kræver en dyb forståelse af materialeegenskaber og forarbejdningsparametre. Hos PTSMAKE opdaterer vi løbende vores database med materialekombinationer og forarbejdningsparametre for at sikre optimale resultater for vores kunder.
Denne omfattende tilgang til materialevalg og forarbejdning har hjulpet os med at opnå en succesrate på 98% i vores overstøbningsprojekter med minimale tilfælde af bondingsvigt eller kvalitetsproblemer. Husk, at nøglen ikke bare er at vælge kompatible materialer, men også at forstå, hvordan man behandler dem korrekt.
Hvilke materialekombinationer er mulige i 2K-sprøjtestøbning?
Efter mere end 15 år inden for sprøjtestøbning har jeg set utallige kunder kæmpe med at vælge de rigtige materialekombinationer til deres 2K-projekter. Lad mig fortælle, hvad der rent faktisk virker.
To-komponent (2K) sprøjtestøbning giver mulighed for specifikke materialekombinationer som stiv til blød plast eller flerfarvede hårde materialer. Almindelige kombinationer omfatter ABS med TPE, PC med ABS og forskellige andre kompatible termoplaster, der skaber stærke kemiske bindinger.
Almindelige kombinationer af kompatible materialer
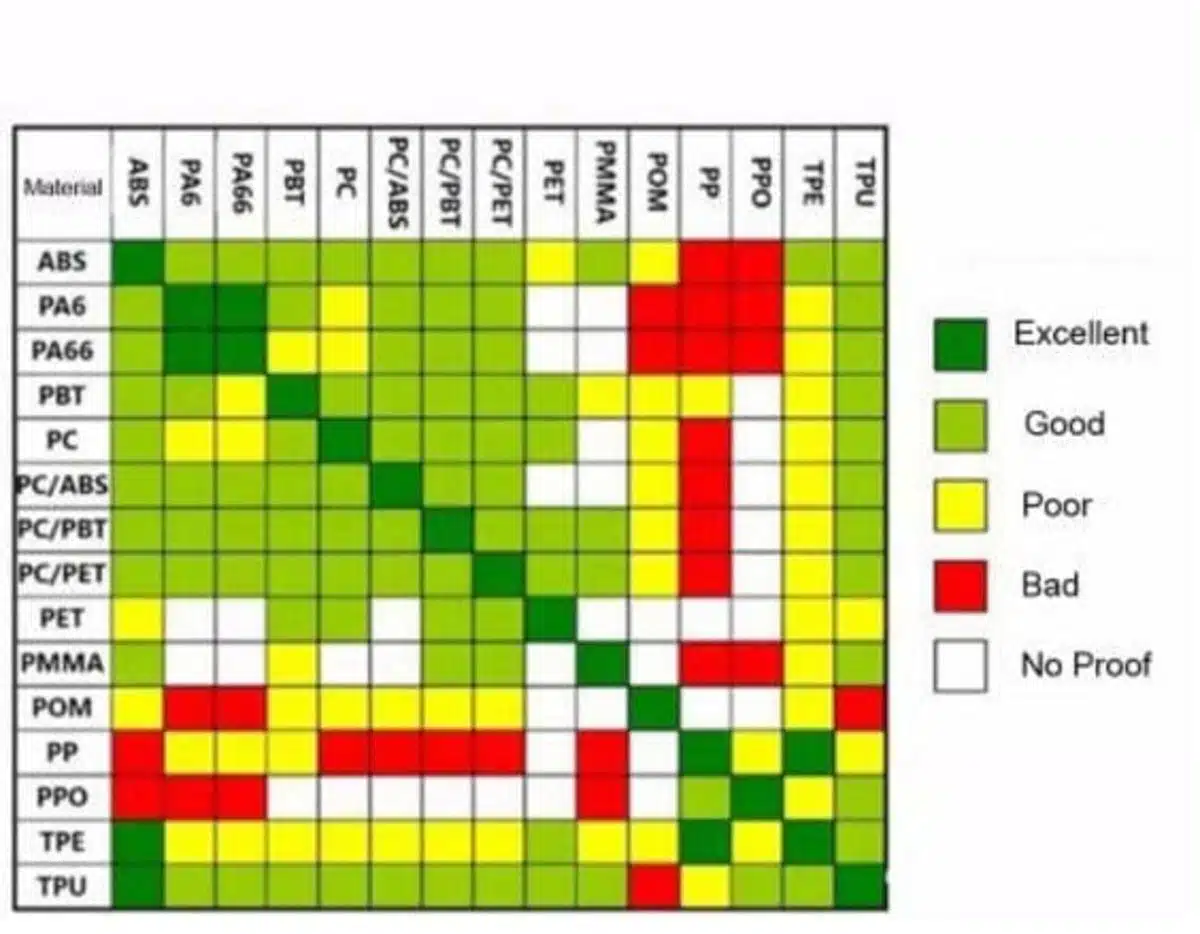
I mit daglige arbejde hos PTSMAKE anbefaler jeg ofte disse gennemprøvede materialekombinationer til vores kunder:
| Grundmateriale | Kompatibelt overformningsmateriale | Almindelige anvendelser |
|---|---|---|
| ABS | TPE/TPU | Greb til elværktøj, forbrugerelektronik |
| PC | ABS | Dele til biler, elektronikhuse |
| PA | TPE/TPU | Mekaniske komponenter, sportsudstyr |
| PP | TPE/TPU | Forbrugerprodukter, medicinsk udstyr |
| PBT | TPE/TPU | Elektriske stik, dele til biler |
Kombinationer af hårdt-hårdt materiale
Når jeg arbejder med hård-hårde kombinationer, har jeg fundet disse parringer særligt effektive:
PC/ABS-kombination
- Fremragende mekaniske egenskaber
- Høj slagfasthed
- God kemisk modstandsdygtighed
- Almindelig i bil- og elektronikindustrien
PA/PBT-kombination
- Fremragende styrkeegenskaber
- God dimensionsstabilitet
- Forbedret termisk modstand
- Udbredt i mekaniske komponenter
Kombinationer af bløde og hårde materialer
Baseret på min erfaring med hundredvis af projekter giver disse kombinationer de bedste resultater:
ABS/TPE-konfiguration
- Stærk bindingsstyrke
- Fremragende overfladefinish
- God fleksibilitet i den bløde komponent
- Perfekt til ergonomiske anvendelser
PC/TPU-opsætning
- Høj holdbarhed
- Overlegen slagfasthed
- Fremragende slidegenskaber
- Ideel til udendørs brug
Overvejelser om kemisk binding
Gennem mine mange års erfaring har jeg lært, at vellykket 2K-støbning er stærkt afhængig af korrekt kemisk binding:
Materialekompatibilitet
- Tilpasning af molekylær struktur
- Lignende smeltetemperaturer
- Kompatible kemiske egenskaber
Behandling af parametre
- Kontrol af smeltetemperatur
- Optimering af indsprøjtningstryk
- Styring af køletid
Strategier til optimering af design
Her er de vigtigste strategier, jeg har udviklet i løbet af min karriere:
Interface-design
- Maksimer kontaktområdet
- Opret mekaniske låse
- Sørg for korrekt materialeflow
Delgeometri
- Overvej svindprocenter
- Planlæg for differentiel termisk udvidelse
- Design passende overgange mellem vægtykkelser
Foranstaltninger til kvalitetskontrol
Hos PTSMAKE gennemfører vi disse vigtige kvalitetskontroller:
Fysisk testning
- Evaluering af bindingsstyrke
- Test af slagfasthed
- Miljømæssig stresstestning
Visuel inspektion
- Overfladefinishens kvalitet
- Konsistens i farven
- Verifikation af emnedimensioner
Branchespecifikke applikationer
Forskellige sektorer kræver specifikke materialekombinationer:
Bilindustrien
- PC/ABS til indvendige komponenter
- PA/TPE til udvendig beklædning
- PBT/TPU til funktionelle dele
Forbrugerelektronik
- ABS/TPE til håndholdte enheder
- PC/ABS til huse
- PA/TPE til beskyttelseskomponenter
Medicinsk udstyr
- PP/TPE til ergonomiske håndtag
- PC/TPU til udstyrshuse
- PBT/TPE til enhedskomponenter
Gennem min omfattende erfaring med 2K-sprøjtestøbning har jeg lært, at et vellykket valg af materialekombination kræver nøje overvejelser:
- Krav til slutbrug
- Miljømæssige forhold
- Begrænsninger i produktionen
- Overvejelser om omkostninger
- Overholdelse af lovgivningen
Nøglen til en vellykket 2K-sprøjtestøbning ligger ikke kun i at forstå materialeegenskaberne, men også hvordan disse materialer interagerer under støbeprocessen. Hos PTSMAKE har vi udviklet en omfattende ekspertise i at optimere disse materialekombinationer for at opnå de bedst mulige resultater for vores kunders specifikke applikationer.
Hvad er de vigtigste designovervejelser for overstøbning?
I mine mere end 15 år hos PTSMAKE har jeg set utallige overstøbningsprojekter mislykkes på grund af dårlige designovervejelser. Et projekt for nylig lærte mig, at succesen ligger i detaljerne i den indledende designplanlægning.
Et vellykket overformningsdesign kræver omhyggelig opmærksomhed på trækvinkler, ensartet materialetykkelse og krympningshastigheder. Nøglen er at skabe korrekte mekaniske sammenkoblinger og samtidig sikre materialekompatibilitet mellem substratet og overmold-komponenterne.
Væsentlige trækvinkler og vægtykkelse
Efter at have arbejdet med tusindvis af overstøbningsprojekter har jeg lært, at det er afgørende at have de rigtige udkastvinkler. Jeg anbefaler en minimumsvinkel på 1-2° til de fleste anvendelser, men komplekse geometrier kan kræve op til 5°. Den rigtige udkastvinkel sikrer:
- Nem udstødning af emnet fra formen
- Reduceret slid på værktøjet
- Ensartet delkvalitet
- Lavere produktionsomkostninger
Ensartet vægtykkelse er lige så vigtigt. Jeg råder altid mine kunder til at opretholde et ensartet vægtykkelseforhold mellem substratet og overformningsmaterialet, typisk mellem 1:1 og 1:3.
Materialevalg og håndtering af svind
Her er en oversigt over almindelige materialekombinationer og deres svind:
| Substratmateriale | Overmold-materiale | Typisk krympningshastighed | Kompatibilitetsvurdering |
|---|---|---|---|
| ABS | TPE | 0,004-0,006 in/in | Fremragende |
| PC | TPU | 0,005-0,007 in/in | Meget god |
| PP | TPE | 0,015-0,025 in/in | God |
| Nylon | TPV | 0,008-0,012 in/in | Moderat |
| PBT | LSR | 0,002-0,004 in/in | Fremragende |
Strategier for mekanisk sammenlåsning
Baseret på min erfaring kræver en vellykket mekanisk sammenkobling tre nøgleelementer:
- Underskæringer - jeg designer dem typisk med en dybde på 0,5-1,0 mm
- Overfladestrukturering - Brug af 0,1-0,3 mm dybe mønstre
- Svalehalefunktioner - Med 15-30° vinkler for optimalt greb
Optimering af kemiske bindinger
Materialets vedhæftning er afgørende for holdbarheden. Jeg har udviklet denne proces for at opnå optimal vedhæftning:
Forberedelse af overflade
- Plasma-behandling
- Kemiske primere, når det er nødvendigt
- Rene, forureningsfrie overflader
Behandling af parametre
- Temperaturkontrol inden for ±5°C
- Korrekte trykindstillinger
- Optimale cyklustider
Geometriske designbegrænsninger
Når jeg designer overstøbte dele, tager jeg altid højde for disse geometriske begrænsninger:
- Hjørneradier - Minimum 0,5 mm for indvendige hjørner
- Gate-placering - mindst 1,5 gange materialetykkelsen fra kritiske funktioner
- Placering af skillelinje - væk fra kosmetiske overflader
- Krav til udluftning - 0,02-0,03 mm dybde for korrekt udluftning
Overvejelser om behandlingsvinduer
Ud fra min mangeårige erfaring har jeg fundet ud af, at disse behandlingsparametre er afgørende:
Temperaturkontrol
- Substratmaterialets temperatur
- Temperatur på overformningsmateriale
- Formens temperatur
Trykindstillinger
- Indsprøjtningstryk
- Hold trykket
- Modtryk
Foranstaltninger til kvalitetskontrol
For at sikre ensartet kvalitet gennemfører jeg disse kontroller:
Visuel inspektion
- Fuldstændig dækning
- Ingen hulrum eller mellemrum
- Overfladefinishens kvalitet
Fysisk testning
- Vedhæftningsstyrke
- Modstandsdygtighed over for slag
- Miljømæssig stresstestning
Tips til designoptimering
Her er mine gennemprøvede strategier for optimalt design:
Analyse af materialeflow
- Brug simuleringssoftware
- Identificer potentielle problemer
- Optimer placering af porte
Test af prototyper
- Valider designkoncepter
- Test mekaniske egenskaber
- Kontrollér, at samlingen passer
Overvejelser om produktion
- Adgang til vedligeholdelse af værktøj
- Optimering af cyklustid
- Omkostningseffektiv produktion
Succesen med overformningsdesign afhænger af, at man forstår og implementerer disse vigtige overvejelser. Gennem min erfaring hos PTSMAKE har jeg lært, at hvis man er opmærksom på disse detaljer tidligt i designfasen, undgår man dyre problemer under produktionen og sikrer holdbare dele af høj kvalitet, der opfylder eller overgår kundernes forventninger.
Husk, at vellykket overstøbning ikke kun handler om at følge designreglerne - det handler om at forstå, hvordan disse elementer arbejder sammen for at skabe et overlegent produkt. Ved nøje at overveje hvert aspekt, jeg har skitseret, vil du være godt rustet til at designe vellykkede overstøbte komponenter, der leverer både funktionalitet og værdi.
Hvad er de vigtigste designovervejelser for 2K-sprøjtestøbning?
Har du nogensinde undret dig over, hvorfor nogle 2K-støbte produkter mislykkes, mens andre lykkes? Efter mere end 15 år med sprøjtestøbning har jeg set, hvordan korrekt design kan være afgørende for et projekt.
To-komponent (2K) sprøjtestøbning kræver omhyggelig overvejelse af materialekompatibilitet, emnegeometri, portplacering og værktøjsdesign. Succes afhænger af, at man forstår disse kritiske faktorer og implementerer de rigtige designstrategier fra starten.
Overvejelser om materialekompatibilitet
Ud fra min erfaring med at arbejde med utallige 2K-projekter hos PTSMAKE er materialevalg grundlaget for en vellykket 2K-støbning. De to materialer skal have:
- Kompatible smeltetemperaturer
- Lignende svindrater
- Gode vedhæftningsegenskaber
- Kemisk kompatibilitet
Her er en detaljeret kompatibilitetstabel, som jeg har udviklet gennem mange års testning:
| Materiale 1 | Materiale 2 | Kompatibilitetsniveau | Almindelige anvendelser |
|---|---|---|---|
| PC | TPE | Fremragende | Forbrugerelektronik |
| ABS | TPE | Meget god | Dele til biler |
| PA | TPE | God | Håndtag til værktøj |
| PP | TPE | Fair | Forbrugsvarer |
| POM | TPE | Dårlig | Anbefales ikke |
Retningslinjer for design af sikringsanlæg
Når jeg designer sikringsanlæg, understreger jeg altid disse nøglepunkter over for vores kunder:
- Forholdet mellem materialernes vægtykkelse skal være mindst 1:1,5
- Undgå skarpe hjørner i grænsefladeområder
- Design korrekte mekaniske låse
- Sørg for tilstrækkelig overlapning mellem materialerne
Gate-placering og flow-analyse
Baseret på min omfattende erfaring er korrekt portplacering afgørende for succes med 2K-støbning. Det anbefaler jeg:
Placering af primær materialeport:
- Placer låger i tykke sektioner
- Oprethold afbalancerede strømningsveje
- Overvej placering af svejselinjer
Sekundære materielle overvejelser:
- Sørg for fuldstændig udfyldning af hulrum
- Minimér trykfald
- Tag højde for forskelle i materialeviskositet
Strategi for udstødning af dele
Hos PTSMAKE har vi udviklet specifikke retningslinjer for vellykket udstødning af emner:
Udkast til vinkler:
- Primært materiale: minimum 1,5°.
- Sekundært materiale: minimum 2°.
Overvejelser om overfladestruktur:
- Glatte overflader: øg trækvinklerne med 1°.
- Teksturerede overflader: øger trækvinklerne med 2°.
Optimering af cyklustid
For at opnå effektive cyklustider fokuserer jeg altid på:
Temperaturkontrol:
- Optimer layoutet af kølekanaler
- Balancer køling mellem materialer
- Overvåg grænsefladens temperatur
Procesparametre:
- Juster indsprøjtningshastighederne
- Kontrol af holdetryk
- Optimer køletiderne
Strategier for omkostningsreduktion
Baseret på min erfaring med at styre hundredvis af 2K-projekter er her effektive måder at reducere omkostningerne på:
Optimering af design:
- Minimér brugen af materialer
- Forenkle delgeometrien
- Reducer cyklustiden
Valg af materiale:
- Vælg omkostningseffektive materialer
- Overvej brug af regranulat
- Optimering af materialeegenskaber
Overvejelser om fremstilling
Når jeg designer til 2K-sprøjtestøbning, overvejer jeg altid disse produktionsaspekter:
Formdesign:
- Korrekt udluftning
- Effektive løbesystemer
- Afbalanceret fyldning
Processtyring:
- Overvågning af temperatur
- Optimering af tryk
- Foranstaltninger til kvalitetskontrol
I løbet af mine mere end 15 år hos PTSMAKE har jeg fundet ud af, at en vellykket 2K-sprøjtestøbning kræver en holistisk tilgang. Hvert aspekt - fra materialevalg til produktionsovervejelser - spiller en afgørende rolle for at opnå dele af høj kvalitet. Nøglen er at tage fat på disse designovervejelser tidligt i udviklingsprocessen.
Designvalidering gennem simulering og prototyper er afgørende. Vi anbefaler altid at udføre flowanalyser og teste forskellige materialekombinationer før fuld produktion. Denne tilgang har hjulpet os med at opnå ensartet kvalitet og samtidig minimere omkostningerne for vores kunder.
Husk, at 2K-sprøjtestøbning er en kompleks proces, der kræver ekspertise og opmærksomhed på detaljer. Ved at følge disse designovervejelser og arbejde med erfarne producenter kan du maksimere chancerne for projektsucces og opnå optimale resultater.
Hvilken proces er bedst til dit projekt?
Har du svært ved at vælge mellem overmolding og 2K-sprøjtestøbning til dit næste projekt? Efter mere end 15 år i produktionsbranchen har jeg hjulpet utallige kunder med at træffe denne afgørende beslutning.
Både overmolding og 2K-sprøjtestøbning giver unikke fordele, men dit valg bør afhænge af specifikke faktorer som produktionsmængde, emnets kompleksitet, materialekompatibilitet og budget. Lad mig guide dig til at træffe den rigtige beslutning.
Overvejelser om produktionsvolumen
Min erfaring med at arbejde med forskellige kunder hos PTSMAKE viser, at produktionsmængden ofte er den første faktor, man overvejer. Her kan du se, hvordan de to processer kan sammenlignes:
| Produktionsvolumen | Overstøbning | 2K Sprøjtestøbning |
|---|---|---|
| Lavt volumen (<10.000 enheder) | Mere omkostningseffektiv | Højere startomkostninger |
| Mellemstor volumen (10.000-100.000) | Moderat effektivitet | God effektivitet |
| Højt volumen (>100.000) | Arbejdsintensiv | Mest omkostningseffektive |
Analyse af delkompleksitet
Når det drejer sig om delkompleksitet, har jeg observeret nogle klare forskelle mellem disse processer:
| Kompleksitetsfaktor | Overstøbning | 2K Sprøjtestøbning |
|---|---|---|
| Geometrisk kompleksitet | Begrænset af manuel håndtering | Meget kompleks mulig |
| Kombinationer af materialer | Bredt udvalg muligt | Begrænset til kompatible materialer |
| Detaljer om overfladen | Fremragende | Meget god |
| Interne funktioner | Begrænset | Avancerede muligheder |
Materialekrav og -kompatibilitet
Baseret på mine mere end 15 års erfaring med produktion spiller materialevalg en afgørende rolle:
| Materielt aspekt | Overstøbning | 2K Sprøjtestøbning |
|---|---|---|
| Materialeområde | Større udvalg | Begrænset til kompatible par |
| Bindingsstyrke | Variabel | Fremragende |
| Kemisk modstandsdygtighed | Afhænger af materialer | Generelt bedre |
| Temperaturbestandighed | God | Fremragende |
Opdeling af omkostningsstruktur
Lad mig fortælle, hvad jeg har lært om de økonomiske aspekter af begge processer:
| Omkostningsfaktor | Overstøbning | 2K Sprøjtestøbning |
|---|---|---|
| Indledende værktøj | Lavere | Højere |
| Omkostninger pr. del | Højere | Lavere |
| Arbejdsomkostninger | Højere | Lavere |
| Materialeaffald | Moderat | Minimal |
Produktionstid og effektivitet
I min tid hos PTSMAKE har jeg bemærket betydelige forskelle i produktionseffektiviteten:
| Tidsfaktor | Overstøbning | 2K Sprøjtestøbning |
|---|---|---|
| Cyklustid | Længere | Kortere |
| Opsætningstid | Kortere | Længere |
| Skiftetid | Moderat | Længere |
| Samlet effektivitet | Moderat | Høj |
Kvalitet og ensartethed
Kvalitetskontrol er afgørende, og her er, hvad jeg har observeret:
| Kvalitetsfaktor | Overstøbning | 2K Sprøjtestøbning |
|---|---|---|
| Konsistens mellem dele | God | Fremragende |
| Fejlprocent | Højere | Lavere |
| Bindingsstyrke | Variabel | Konsekvent |
| Overfladefinish | Fremragende | Meget god |
Fleksibilitet i designet
Ud fra min erfaring med at arbejde med forskellige projekter:
| Designfaktor | Overstøbning | 2K Sprøjtestøbning |
|---|---|---|
| Ændringer i design | Mere fleksibel | Mindre fleksibel |
| Kombinationer af materialer | Flere muligheder | Begrænsede muligheder |
| Geometrisk frihed | Moderat | Høj |
| Prototype-muligheder | Bedre | Begrænset |
Miljøpåvirkning
Bæredygtighed bliver stadig vigtigere:
| Miljømæssig faktor | Overstøbning | 2K Sprøjtestøbning |
|---|---|---|
| Materialeaffald | Mere om det | Mindre |
| Energiforbrug | Højere | Lavere |
| Genanvendelighed | Variabel | Bedre |
| Procesemissioner | Højere | Lavere |
Træf din beslutning
Baseret på min omfattende erfaring er her en forenklet beslutningsramme:
Vælg Overmolding, når:
- Du har brug for maksimal fleksibilitet i materialekombinationer
- Din produktionsmængde er lavere
- Du har brug for hyppige designændringer
- Budget til indledende værktøj er begrænset
Vælg 2K Injection Molding, når:
- Du har store produktionsmængder
- Delkonsistens er afgørende
- Du har brug for kortere cyklustider
- Langsigtet omkostningseffektivitet er en prioritet
Jeg hjalp for nylig en kunde med at vælge mellem disse processer til deres komponent til medicinsk udstyr. I første omgang hældte de til overstøbning på grund af de lavere startomkostninger. Men efter at have analyseret deres årlige produktionsmængde på 500.000 enheder fandt vi ud af, at 2K-sprøjtestøbning ville reducere deres omkostninger pr. del med 40% og forbedre ensartetheden, hvilket gjorde det til det bedste valg på trods af højere indledende værktøjsomkostninger.
Husk, at der ikke findes en løsning, der passer til alle. Hos PTSMAKE evaluerer vi hvert projekt individuelt og tager alle disse faktorer i betragtning for at anbefale den bedst egnede proces til vores kunders specifikke behov.
Fremtidige tendenser inden for overstøbning og 2K-sprøjtestøbning?
Som produktionsekspert med mere end 15 år inden for sprøjtestøbning har jeg set dramatiske forandringer. Men det næste, der kommer, vil revolutionere, hvordan vi tænker på overstøbning og 2K-støbeprocesser.
Fremtiden for overmolding og 2K-sprøjtestøbning bevæger sig i retning af smart produktion med integrerede sensorer, bæredygtige materialer og AI-drevet procesoptimering. Disse fremskridt vil muliggøre hurtigere produktionstider og mere komplekse designs, samtidig med at miljøpåvirkningen reduceres.

Bæredygtig materialeinnovation
Min erfaring hos PTSMAKE er, at materialeinnovation ændrer sig hurtigt. Vi ser nye udviklinger, som var utænkelige for bare få år siden:
- Biobaserede polymerer fra vedvarende kilder
- Genbrugsmaterialer med forbedrede egenskaber
- Selvhelende polymerer giver længere produktlevetid
- Smarte materialer, der reagerer på miljøforandringer
Vores team har med succes testet flere nye bæredygtige materialer, der viser lovende resultater for både ydeevne og miljøpåvirkning.
Integration af intelligent produktion
Integrationen af smart teknologi forandrer de traditionelle støbeprocesser:
| Teknologi | Nuværende ansøgning | Fremtidigt potentiale |
|---|---|---|
| IoT-sensorer | Overvågning af processer | Forudsigelig vedligeholdelse |
| AI-systemer | Kvalitetskontrol | Selvstændig drift |
| Digitale tvillinger | Optimering af design | Justeringer i realtid |
| Cloud computing | Indsamling af data | Komplet automatisering af processer |
Udvikling af avanceret formdesign
Moderne formdesign bliver mere og mere sofistikeret:
- Konforme kølekanaler
- Topologioptimerede strukturer
- 3D-printede formindsatser
- Dynamiske udluftningssystemer
Jeg har personligt overvåget projekter, hvor disse fremskridt reducerede cyklustiderne med 35% og samtidig forbedrede kvaliteten af emnerne.
Implementering af Industri 4.0
Integrationen af Industri 4.0-principperne ændrer vores tilgang:
- Procesovervågning i realtid
- Automatiserede kvalitetskontrolsystemer
- Styring af digitale arbejdsgange
- Forudsigelige vedligeholdelsesplaner
Hybride produktionsløsninger
Hos PTSMAKE udforsker vi kombinationer af traditionelle og nye teknologier:
- Additiv + sprøjtestøbning
- Løsninger til in-mold-montage
- Kombinationer af flere materialer
- Automatiseret efterbehandling
Forbedrede designmuligheder
Nye designmuligheder dukker op:
- Komplekse geometrier
- Integreret elektronik
- Variable materialeegenskaber
- Støbning af mikrofunktioner
Miljøvenlige procesinnovationer
Bæredygtighed er ved at blive en central del af støbeprocessen:
- Energieffektive systemer
- Genbrug af materialer i lukket kredsløb
- Vandbesparende metoder
- Strategier til reduktion af affald
Sidste år reducerede vores anlæg energiforbruget med 25% gennem disse innovationer.
Optimering af produktionshastighed
Flere faktorer driver den hurtigere produktion:
| Faktor | Påvirkning | Tidslinje for implementering |
|---|---|---|
| AI-drevet cyklusoptimering | 30% hurtigere | 1-2 år |
| Avancerede kølesystemer | 40% reduktion | 6-12 måneder |
| Automatiseret håndtering af emner | 50% effektivitetsforøgelse | 3-6 måneder |
| Smart styring af materialeflow | 20% forbedring | 1 år |
Fremgang i kvalitetskontrol
Moderne kvalitetskontrol udvikler sig med:
- In-mold sensorer
- Computersynssystemer
- AI-drevet registrering af defekter
- Procesjustering i realtid
Forbedringer af omkostningseffektiviteten
Nye teknologier gør produktionen mere omkostningseffektiv:
- Reduceret materialespild
- Lavere energiforbrug
- Reducerede arbejdsomkostninger
- Minimale kvalitetsproblemer
Vi har set ROI-perioder skrumpe fra 24 måneder til kun 12 måneder med disse forbedringer.
Branchespecifikke tilpasninger
Forskellige sektorer driver unikke innovationer:
- Medicinsk: Integration af renrum
- Bilindustrien: Letvægtsløsninger
- Elektronik: EMI-afskærmning
- Luft- og rumfart: Højtydende materialer
Efter at have arbejdet med forskellige brancher har jeg lagt mærke til, at hver sektor skubber teknologien i forskellige retninger og skaber et rigt økosystem af innovationer.
Disse tendenser repræsenterer mine observationer fra mere end 15 år i branchen og vores løbende arbejde hos PTSMAKE. Fremtiden for overmolding og 2K-sprøjtestøbning ser lys ud med løbende forbedringer i effektivitet, bæredygtighed og kapacitet. Nøglen til succes er at forblive tilpasningsdygtig og tage disse nye teknologier til sig, samtidig med at man holder fokus på kvalitet og kundernes behov.
Jeg tror, at det næste årti vil bringe endnu mere dramatiske ændringer, og virksomheder, der forbereder sig nu, vil være bedst positioneret til at drage fordel af disse fremskridt. Hos PTSMAKE er vi allerede i gang med at implementere mange af disse innovationer for at sikre, at vi forbliver på forkant med produktionsteknologien.






