

Ved bearbejdning af 5083 aluminium kæmper mange producenter med at opretholde en ensartet overfladefinish og dimensionsnøjagtighed. Jeg har bemærket, at denne udfordring ofte fører til dyre omarbejdninger og projektforsinkelser, især inden for marine- og rumfartsindustrien.
De vigtigste overvejelser ved bearbejdning af 5083-aluminium omfatter brug af den rigtige skærehastighed (1.000-2.500 SFM), opretholdelse af skarpe skæreværktøjer, kontrol af spåndannelse og sikring af korrekt kølemiddelflow. Disse faktorer har direkte indflydelse på emnets kvalitet og bearbejdningens effektivitet.

Hos PTSMAKE har jeg arbejdet med mange kunder, som i begyndelsen havde problemer med bearbejdning af 5083-aluminium. Lad mig dele nogle af de afprøvede strategier, vi har udviklet for at opnå optimale resultater. I de følgende afsnit vil jeg forklare de specifikke skæreparametre, værktøjsvalg og køleteknikker, som har vist sig at være en succes i vores arbejde.
Hvad er 5083 aluminium?
Kæmper du med at vælge den rigtige aluminiumslegering til dine marine- eller rumfartsprojekter? Mange ingeniører står over for udfordringer, når de skal vælge materialer, der kan modstå barske miljøer og samtidig bevare den strukturelle integritet. Det forkerte valg kan føre til for tidlig korrosion, strukturelle fejl og dyre udskiftninger.
5083-aluminium er en aluminiumslegering af marinekvalitet, der indeholder magnesium, mangan og krom som sine primære legeringselementer. Det giver enestående korrosionsbestandighed, især i saltvandsmiljøer, kombineret med høj styrke og fremragende svejsbarhed, hvilket gør det ideelt til marine- og rumfartsapplikationer.
Kemisk sammensætning
Effektiviteten af 5083 aluminium kommer fra dets omhyggeligt afbalancerede sammensætning. Her er en detaljeret oversigt over dets kemiske sammensætning:
| Element | Procentuel rækkevidde |
|---|---|
| Magnesium | 4.0-4.9% |
| Mangan | 0.4-1.0% |
| Krom | 0.05-0.25% |
| Silicium | Max 0,4% |
| Jern | Max 0,4% |
| Kobber | Max 0,1% |
| Aluminium | Balance |
Den høje indhold af magnesium1 giver denne legering dens karakteristiske styrke-til-vægt-forhold og korrosionsbestandige egenskaber.
Vigtige egenskaber
5083 aluminium udmærker sig ved flere bemærkelsesværdige egenskaber:
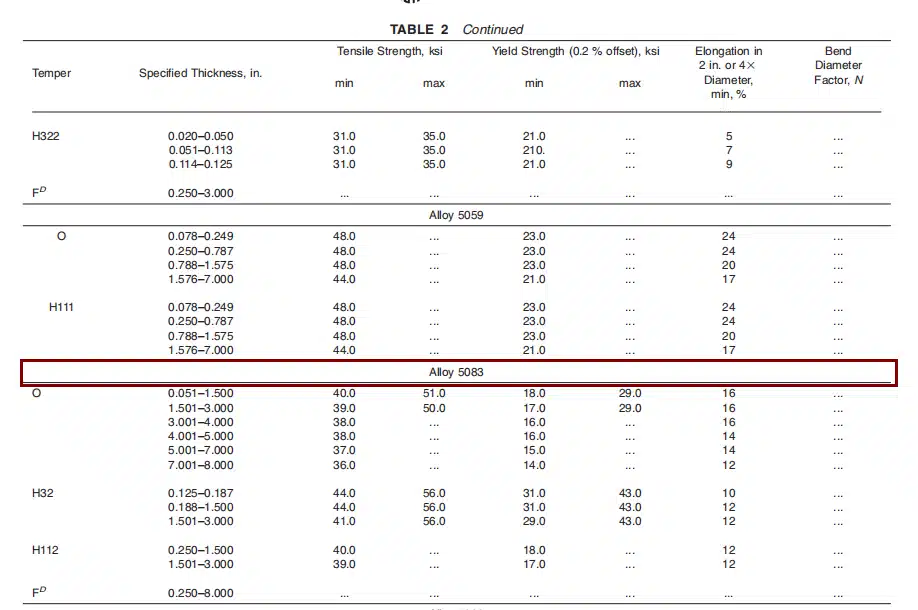
Mekanisk styrke
- Trækstyrke: 290 MPa (42.000 psi)
- Udbyttestyrke: 228 MPa (33.000 psi)
- Forlængelse: 16%
Disse egenskaber gør den betydeligt stærkere end mange andre aluminiumslegeringer, samtidig med at den bevarer en god duktilitet.
Modstandsdygtighed over for korrosion
Legeringens enestående modstandsdygtighed over for havvand og industrikemikalier kommer fra:
- Dannelse af et beskyttende oxidlag
- Højt indhold af magnesium
- Chroms stabiliserende effekt
Svejsbarhed
5083 aluminium giver overlegne svejseegenskaber:
- Minimal varmepåvirket zone
- Stærke svejsesamlinger
- Fremragende modstandsdygtighed over for revner
- Kompatibel med forskellige svejsemetoder
Anvendelser i industrien
Den maritime industri
- Skibsskrog og overbygninger
- Offshore-platforme
- Marineudstyr
- Lagertanke til kryogene anvendelser
- Bådbeslag og hardware
Luft- og rumfartssektoren
- Strukturelle komponenter til fly
- Brændstoftanke
- Indvendige komponenter
- Udstyr til støtte på jorden
Anvendelser i biler
- Lette strukturelle komponenter
- Brændstoftanke
- Chassis-dele
- Tilpassede performance-dele
Overvejelser om behandling
Når man arbejder med 5083 aluminium, er der flere faktorer, man skal være opmærksom på:
Temperaturkontrol
- Optimal formningstemperatur: 200-300°C
- Undgå overdreven udsættelse for varme
- Overvåg kølehastigheden under svejsning
Overfladebehandling
- Mulighed for anodisering
- Kemisk konvertering anbefales
- Regelmæssig vedligeholdelse i havmiljøer
Retningslinjer for bearbejdning
- Brug skarpe skæreværktøjer
- Oprethold moderate skærehastigheder
- Sørg for tilstrækkelig køling under bearbejdningen
Fordele ved ydeevne
Kombinationen af egenskaber i 5083 aluminium giver flere fordele:
Vægtreduktion
- 30-50% lettere end alternativer i stål
- Forbedret brændstofeffektivitet i køretøjer
- Reducerede driftsomkostninger
Omkostningseffektivitet
- Lavere krav til vedligeholdelse
- Forlænget levetid
- Reduceret udskiftningsfrekvens
Miljøpåvirkning
- 100% genanvendelig
- Lavere CO2-fodaftryk
- Bæredygtigt materialevalg
Markedsudvikling
Efterspørgslen efter 5083 aluminium fortsætter med at vokse, drevet af:
- Stigende krav til marineindustrien
- Udvidelse af luft- og rumfartssektoren
- Fokus på letvægtsmaterialer
- Voksende vægt på bæredygtighed
Ud fra min erfaring med præcisionsfremstilling har jeg observeret, at 5083 aluminiums alsidighed gør det til et foretrukket valg til krævende anvendelser. Kombinationen af styrke, korrosionsbestandighed og bearbejdelighed giver unikke fordele, som kun få andre materialer kan matche.
Materialets ydeevne i barske miljøer, især dets modstandsdygtighed over for korrosion i havvand, har gjort det uundværligt i marineapplikationer. Når kunder henvender sig til mig med udfordrende marineprojekter, viser 5083-aluminium sig ofte at være den optimale løsning, især når vægtreduktion og holdbarhed er afgørende faktorer.
Hvorfor er 5083 aluminium udfordrende at bearbejde?
Hver gang jeg arbejder med 5083-aluminium, bliver jeg mindet om dets berygtede ry i bearbejdningsverdenen. Mens mange producenter er tiltrukket af dets fremragende korrosionsbestandighed og styrke, undervurderer de ofte de kompleksiteter, det medfører på værkstedsgulvet. Udfordringerne er så store, at selv erfarne maskinarbejdere nogle gange kæmper for at opnå ensartede resultater.
De største udfordringer ved bearbejdning af 5083-aluminium stammer fra dets høje styrke, ekstraordinære duktilitet og tendens til at danne opbyggede kanter på skæreværktøjer. Disse egenskaber gør det særligt vanskeligt at opnå præcise snit og opretholde en ensartet overfladekvalitet, hvilket ofte kræver specialværktøj og omhyggeligt kontrollerede bearbejdningsparametre.

Forståelse af materialets egenskaber
5083 aluminiums unikke sammensætning skaber flere bearbejdningsudfordringer. Materialet indeholder betydelige mængder magnesium (4,0-4,9%) og mangan (0,4-1,0%), som bidrager til dets arbejdshærdning2 egenskaber. Jeg har observeret, at disse egenskaber, selv om de er fremragende til strukturelle anvendelser, skaber specifikke udfordringer under bearbejdning:
| Ejendom | Indvirkning på bearbejdning |
|---|---|
| Høj styrke | Kræver mere skærekraft |
| Overlegen duktilitet | Fremmer indpakning af spåner |
| Hærdning af arbejdet | Øger sliddet på værktøjet |
| Varmeopbevaring | Påvirker den dimensionelle nøjagtighed |
Opbygget kantformation
En af de største udfordringer, jeg støder på ved bearbejdning af 5083 aluminium, er dannelsen af opbyggede kanter (BUE). Det sker, når emnematerialet klæber til den skærende værktøjskant og effektivt ændrer værktøjsgeometrien og påvirker:
- Skærepræcision
- Overfladefinishens kvalitet
- Værktøjets levetid
- Dimensionel konsistens
Udfordringer med varmestyring
De termiske egenskaber ved 5083 aluminium giver unikke udfordringer under bearbejdningen:
Dårlig varmeafledning
- Skaber lokaliserede hot spots
- Fører til dimensionel ustabilitet
- Påvirker værktøjets levetid betydeligt
Termisk udvidelse
- Forårsager dimensionelle variationer
- Kræver omhyggelig temperaturkontrol
- Påvirker nøjagtigheden af den endelige del
Overvejelser om værktøjsslitage
Gennem min erfaring hos PTSMAKE har jeg identificeret flere faktorer, der bidrager til accelereret værktøjsslitage ved bearbejdning af 5083-aluminium:
Slibende egenskaber
- Højere slid på værktøjet
- Reduceret levetid for skæret
- Øgede omkostninger til værktøj
Materialets vedhæftning
- Progressiv forringelse af værktøjet
- Inkonsekvent skæreydelse
- Behov for hyppige værktøjsskift
Problemer med chipkontrol
Den høje duktilitet i 5083 aluminium skaber betydelige udfordringer for spånkontrollen:
Lange, trevlede chips
- Risiko for sammenfiltring
- Dårlig overfladefinish
- Vanskelig automatisering
Evakuering af chip
- Nødvendigt specialiseret værktøj
- Øget kølevæsketryk
- Ændrede skæreparametre
Udfordringer med overfladefinish
At opnå og opretholde en ensartet overfladekvalitet kræver omhyggelig opmærksomhed:
| Parameter | Overvejelser |
|---|---|
| Skærehastighed | Skal optimeres til minimal BUE |
| Tilførselshastighed | Påvirker overfladens ruhed |
| Værktøjsgeometri | Kræver specifikke designs |
| Anvendelse af kølevæske | Kritisk for finishkvaliteten |
Indvirkning på produktiviteten
Disse bearbejdningsudfordringer påvirker i høj grad produktionseffektiviteten:
Produktionshastighed
- Kræver lavere skærehastigheder
- Hyppigere værktøjsskift
- Forlængede opsætningstider
Kvalitetskontrol
- Øgede krav til inspektion
- Højere afvisningsrater
- Hyppigere procesjusteringer
Konsekvenser for omkostningerne
- Højere udgifter til værktøj
- Forlængede bearbejdningstider
- Øgede arbejdsomkostninger
Krav til procesoptimering
For at kunne bearbejde 5083 aluminium med succes har jeg fundet disse procesoptimeringer vigtige:
Skæreparametre
- Omhyggeligt udvalgte hastigheder og fremføringer
- Optimeret skæredybde
- Afbalancerede skærekræfter
Valg af værktøj
- Specialiserede krav til overfladebehandling
- Specifikke geometri-designs
- Regelmæssig overvågning af værktøjets tilstand
Strategi for afkøling
- Tilførsel af kølevæske ved højt tryk
- Optimal koncentration af kølemiddel
- Ensartet temperaturkontrol
Udfordringerne ved bearbejdning af 5083 aluminium kræver en omfattende forståelse af både materialets egenskaber og bearbejdningsdynamikken. Succes afhænger af omhyggelig opmærksomhed på flere faktorer, herunder valg af værktøj, skæreparametre og proceskontrol. Selv om disse udfordringer kan overvindes, kræver de betydelig ekspertise og omhyggelig planlægning for at opnå ensartede resultater af høj kvalitet.
Hvad er det bedste værktøj til bearbejdning af 5083 aluminium?
Hvis man vælger forkerte skærende værktøjer til bearbejdning af 5083 aluminium, kan det føre til dårlig overfladefinish, unøjagtigheder i dimensionerne og for stort værktøjsslid. Jeg har set mange producenter kæmpe med opbygget kantdannelse og utilstrækkelig spånevakuering, hvilket resulterer i dyre produktionsforsinkelser og materialespild.
De bedste værktøjer til bearbejdning af 5083 aluminium er hårdmetalfræsere med 2-3 riller, diamantbelagte skæreværktøjer og specialdesignede skær i aluminiumskvalitet. Disse værktøjer, kombineret med korrekt belægning og geometri, sikrer optimal skæreydelse og overfladefinish.

Skæreværktøjer i hårdmetal
Hårdmetalværktøjer er fortsat det primære valg til bearbejdning af 5083 aluminium på grund af deres fremragende balance mellem hårdhed og sejhed. Når du vælger hårdmetalværktøjer, skal du overveje disse nøglefaktorer:
Substratkvalitet
- Finkornet hårdmetal giver bedre slidstyrke
- Mellemkornet hårdmetal giver forbedret sejhed
- Mikrokornet hårdmetal sikrer overlegen kantstabilitet
Valg af belægning
Den rigtige belægning kan påvirke værktøjets ydeevne betydeligt. Her er en sammenligning af almindelige belægninger:
| Belægningstype | Fordele | Bedste applikationer |
|---|---|---|
| TiAlN | Høj varmebestandighed | Højhastighedsbearbejdning |
| ZrN | Lav friktionskoefficient | Færdiggør skæring |
| Diamant | Overlegen slidstyrke | Kraftig grovbearbejdning |
| Ubelagt | Skarpe skærekanter | Let efterbehandling |
Specifikationer for endefræsere
Den Helix-vinkel3 og rilleantal er afgørende faktorer ved valg af endefræser:
Konfiguration af fløjte
- 2-3 riller: Optimal til de fleste aluminiumsoperationer
- Enkeltskær: Fremragende til dyb lommefræsning
- 4+ riller: Reserveret til efterbehandling
Geometri-funktioner
- Høje hældningsvinkler (15-20 grader)
- Store spånkanaler
- Polerede riller for bedre spånevakuering
Valg og design af indsats
At vælge de rigtige skær kan gøre en betydelig forskel i bearbejdningsresultaterne:
Indsæt geometri
- Skarpe positive hældningsvinkler
- Store spånbrydere
- Polerede spånflader
Valg af karakter
Tabel over anbefalede indsatskvaliteter:
| Anvendelse | Karaktertype | Belægning |
|---|---|---|
| Groft arbejde | K20-K30 | PVD |
| Halvfærdiggørelse | K10-K20 | TiB2 |
| Efterbehandling | K01-K10 | Ubelagt |
Overvejelser om kølevæske
Korrekt valg og anvendelse af kølemiddel har stor betydning for værktøjets ydeevne:
Typer af kølevæske
- Højtryks-kølemiddelsystemer
- Smøring med minimumsmængde (MQL)
- Kølevæske med særlige aluminiumsadditiver
Anvendelsesmetoder
- Køling gennem værktøjet
- Ekstern oversvømmelseskøling
- Luftkøling til evakuering af spåner
Styring af værktøjets levetid
For at maksimere værktøjets levetid ved bearbejdning af 5083 aluminium:
Skæreparametre
- Oprethold de anbefalede overfladehastigheder
- Brug passende fodermængder
- Overvåg skærekræfterne
Overvågning af slid
- Regelmæssig inspektion af værktøj
- Forudsigelig vedligeholdelse
- Analyse af slidmønstre
Specialiserede værktøjer til komplekse funktioner
Til specifikke bearbejdninger:
Værktøj til gevindskæring
- Gevindfræsere med aluminiumsspecifikke geometrier
- Værktøj til enkeltpunktsgevindskæring
- Gevindformende tappe
Boreløsninger
- Specialiserede boregeometrier i aluminium
- Trinbor til større huller
- Kombinationsværktøjer til komplekse funktioner
Reaming-værktøjer
- Refræsere med flere skær
- Justerbare fræsere
- Refræsere med én fløjte
Succesen med at bearbejde 5083-aluminium afhænger i høj grad af at vælge den rigtige kombination af værktøjer og opretholde de rette skæreforhold. Ved at forstå disse kriterier for værktøjsvalg og implementere dem korrekt kan producenterne opnå optimale resultater med hensyn til overfladefinish, dimensionsnøjagtighed og produktionseffektivitet.
Denne omfattende tilgang til værktøjsvalg sikrer, at hver bearbejdningsoperation udføres med det bedst egnede værktøj, hvilket resulterer i forbedret produktivitet og reducerede produktionsomkostninger. Husk regelmæssigt at evaluere værktøjets ydeevne og justere valget ud fra specifikke anvendelseskrav og driftsfeedback.
Hvad er de anbefalede skærehastigheder og fremføringer?
Indstilling af forkerte skæreparametre for 5083 aluminium kan føre til dårlig overfladefinish, overdreven værktøjsslitage og endda afvisning af dele. Mange maskinarbejdere kæmper for at finde den rette balance og er ofte afhængige af forsøg og fejl, hvilket spilder tid og materialer.
Til 5083 aluminium anbefaler jeg en skærehastighed på 1000-1500 SFM til grovbearbejdning og 1500-2000 SFM til færdigbearbejdning. Tilspændingen skal være 0,004-0,012 tommer pr. omdrejning med en skæredybde på 0,02-0,25 tommer afhængigt af opgaven.

Forståelse af grundlæggende skæreparametre
Grundlaget for en vellykket CNC-bearbejdning ligger i at forstå og indstille skæreparametrene korrekt. Når du bearbejder 5083 aluminium, er der tre nøglefaktorer, der arbejder sammen om at bestemme dine resultater: skærehastighed, tilspænding og skæredybde. Disse parametre har stor indflydelse på din materialefjernelseshastighed4 og den samlede bearbejdningseffektivitet.
Lad mig nedbryde hvert parameter og give specifikke anbefalinger baseret på min erfaring:
Anbefalede skærehastigheder
Til 5083 aluminium har jeg fundet ud af, at disse skærehastigheder fungerer bedst:
| Operationstype | Hastighed (SFM) | Noter |
|---|---|---|
| Groft arbejde | 1000-1500 | Højere hastigheder er mulige med korrekt køling |
| Efterbehandling | 1500-2000 | Producerer fremragende overfladefinish |
| Gevindskæring | 800-1000 | Lavere hastigheder forhindrer trådskader |
| Boring | 300-500 | Forhindrer boret i at vandre |
Foderpriser og deres indvirkning
Tilspændingen skal vælges omhyggeligt, så den passer til skærehastigheden:
| Betjening | Foder (IPR) | Fordele |
|---|---|---|
| Groft arbejde | 0.008-0.012 | Maksimal fjernelse af materiale |
| Efterbehandling | 0.004-0.008 | Overlegen overfladefinish |
| Gevindskæring | 0.002-0.004 | Ren tråddannelse |
| Boring | 0.006-0.010 | Effektiv evakuering af spåner |
Overvejelser om skæredybde
Skæredybden varierer afhængigt af din bearbejdningsfase:
| Driftsfase | Dybde (tommer) | Formål |
|---|---|---|
| Indledende grovbearbejdning | 0.15-0.25 | Fjernelse af bulkmateriale |
| Sekundær skrubning | 0.05-0.15 | Gør klar til efterbehandling |
| Efterbehandling | 0.02-0.05 | Opnå de endelige dimensioner |
Beregning af spindelhastighed
Brug denne formel til at bestemme den korrekte spindelhastighed (RPM):
RPM = (CS × 12) / (π × D)
Hvor?
- CS = Skærehastighed i overfladefod pr. minut (SFM)
- D = Værktøjs- eller emnediameter i tommer
- π = 3.14159
Krav til køling og smøring
Korrekt køling er afgørende, når man bearbejder 5083-aluminium:
| Afkølingsmetode | Anvendelse | Fordele |
|---|---|---|
| Oversvømmelse af kølevæske | Generelt formål | God varmeafledning |
| Kølevæske til gennemgående værktøj | Dybe huller | Overlegen spånevakuering |
| Tågekøling | Lette udskæringer | Tilstrækkelig til efterbehandling |
Valg af værktøj og overvejelser om slid
Det rigtige værktøjsvalg påvirker dine skæreparametre:
| Værktøjstype | Anbefalet belægning | Anvendelse |
|---|---|---|
| Karbid | TiAlN | Generelt formål |
| HSS | Ubelagt | Økonomisk valg |
| Diamant | Ingen | Spejlfinish |
Foranstaltninger til kvalitetskontrol
Overvåg disse aspekter under bearbejdningen:
- Overfladens ruhed
- Dimensionel nøjagtighed
- Mønstre for værktøjsslid
- Dannelse af spåner
- Temperaturstabilitet
Ved at følge disse retningslinjer kan du opnå optimale resultater, når du bearbejder 5083 aluminium. Husk, at det kan være nødvendigt at justere disse parametre baseret på dine specifikke maskinkapaciteter og projektkrav. Start med konservative værdier, og juster gradvist, mens du overvåger resultaterne.
Hvordan forbedrer man chipkontrol?
Ved bearbejdning af 5083 aluminium kan ukontrollerede spåner hurtigt forvandle en præcis operation til en kostbar katastrofe. Jeg har været vidne til utallige tilfælde, hvor dårlig spånhåndtering har ført til skrottede dele, beskadigede værktøjer og forlænget nedetid. Disse problemer påvirker ikke kun produktionseffektiviteten, men øger også driftsomkostningerne betydeligt.
Effektiv spånkontrol i aluminiumsbearbejdning kræver en omfattende tilgang, der kombinerer korrekt værktøjsvalg, skæreparametre og kølestrategier. Ved at implementere de rigtige teknikker kan du opnå bedre overfladefinish, længere værktøjslevetid og forbedret produktivitet.

Grundlaget for effektiv chipkontrol
Korrekt spånkontrol starter med at forstå, hvordan spåner dannes under bearbejdningsprocessen. Den [spåndannelsesmekanisme]5 har direkte indflydelse på skæreprocessens effektivitet og emnets kvalitet. Jeg anbefaler, at man fokuserer på disse nøgleaspekter:
- Optimering af skærehastighed
- Justering af fremføringshastighed
- Valg af skæredybde
- Konfiguration af værktøjsgeometri
Optimering af skæreparametre
Forholdet mellem skæreparametre og spåndannelse er afgørende. Her er en detaljeret oversigt over anbefalede parametre for 5083 aluminium:
| Parameter | Anbefalet rækkevidde | Indvirkning på chipkontrol |
|---|---|---|
| Skærehastighed | 800-1200 sfm | Kontrollerer spånernes temperatur og dannelse |
| Tilførselshastighed | 0,004-0,012 ipr | Påvirker spåntykkelse og brud |
| Skæredybde | 0,020-0,100 tommer | Påvirker spånstørrelse og evakuering |
Implementering af højtrykskølevæske
Højtrykskølemiddelsystemer har revolutioneret spånkontrollen i aluminiumsbearbejdning. Jeg anbefaler at implementere disse specifikke strategier:
- Brug et kølevæsketryk på mellem 800-1000 PSI for optimal spånbrydning
- Placer kølemiddeldyser direkte ved skærezonen
- Oprethold et ensartet kølemiddelflow under hele operationen
- Regelmæssig overvågning af kølevæskekoncentration og renhed
Avancerede værktøjsgeometrier
At vælge den rigtige værktøjsgeometri er afgørende for en effektiv spånkontrol. Min erfaring har vist, at disse funktioner er de mest effektive:
- Positive hældningsvinkler (10-15 grader)
- Skarpe skærekanter
- Polerede riller for bedre spånevakuering
- Specialiseret design af spånbrydere
Løsninger til tåge- og luftkøling
I visse anvendelser er traditionel kølevæske måske ikke den bedste løsning. Alternative kølemetoder omfatter:
Smøring med minimumsmængde (MQL)
- Reducerer miljøpåvirkningen
- Forbedrer spånevakuering i dybe lommer
- Ideel til højhastighedsbearbejdning
Køling med luftblæsning
- Perfekt til lette snit og efterbehandling
- Forhindrer genskæring af spåner
- Reducerer oprydningstiden
Overvågning og justering af processer
Kontinuerlig overvågning sikrer optimal chipkontrol:
- Visuel inspektion af spåndannelse
- Regelmæssig vurdering af værktøjsslid
- Justering af parametre baseret på:
- Variationer i materialer
- Værktøjets tilstand
- Krav til delgeometri
Bedste praksis for implementering
Følg disse retningslinjer for at opnå optimale resultater:
Planlægning før operation
- Gennemgå materialeegenskaber
- Vælg passende værktøj
- Indstil korrekt tilførsel af kølevæske
Under drift
- Overvåg dannelsen af spåner
- Lyt efter usædvanlige lyde
- Tjek kvaliteten af overfladefinishen
Evaluering efter operationen
- Analyser slidmønstre på værktøjet
- Dokumenter vellykkede parametre
- Gennemgå områder til forbedring
Fejlfinding af almindelige problemer
Overvej disse løsninger, når der opstår problemer med spånkontrol:
Lange, trevlede spåner
- Øg tilførselshastigheden
- Juster spånbryderens geometri
- Gennemgå kølevæsketryk
Opbygget kantformation
- Øg skærehastigheden
- Tjek kølevæskekoncentrationen
- Ændre valg af værktøjsbelægning
Dårlig overfladefinish
- Bekræft værktøjsgeometri
- Juster skæreparametre
- Evaluer kølevæsketilførslen
At følge disse omfattende strategier har konsekvent hjulpet vores kunder hos PTSMAKE med at opnå bedre bearbejdningsresultater med 5083 aluminium. Husk, at vellykket spånkontrol ikke handler om at følge en enkelt løsning, men snarere om at implementere en kombination af teknikker, der er skræddersyet til din specifikke anvendelse.
Hvad er de bedste strategier til at reducere værktøjsslid?
Bearbejdning af 5083 aluminium er en stor udfordring i forhold til at opretholde værktøjets levetid. Materialets høje styrke og tendens til at danne opbyggede kanter kan hurtigt nedbryde skæreværktøjer, hvilket fører til øgede produktionsomkostninger og kvalitetsproblemer. Nedetid for værktøjsudskiftning og inkonsekvent overfladefinish er frustrerende problemer, som mange producenter står over for.
For at reducere værktøjsslid ved bearbejdning af 5083 aluminium skal man implementere optimerede skæreparametre, bruge passende kølestrategier og vælge specialiserede skæreværktøjer. De vigtigste strategier omfatter brug af belagte hårdmetal- eller PCD-værktøjer, opretholdelse af korrekte tilspændingshastigheder og tilstrækkelig smøring for at forhindre opbyggede kanter.

Forståelse af skæreparametre
Grundlaget for reduktion af værktøjsslitage starter med korrekte skæreparametre. Ved bearbejdning af 5083 aluminium er skærehastighed6 spiller en afgørende rolle for værktøjets levetid. Jeg har fundet ud af, at vedligeholdelse af disse parametre hjælper med at opnå optimale resultater:
| Parameter | Anbefalet rækkevidde | Indvirkning på værktøjets levetid |
|---|---|---|
| Skærehastighed | 300-500 m/min | Reducerer varmeudvikling |
| Tilførselshastighed | 0,1-0,3 mm/omdrejning | Forhindrer ophobning af spåner |
| Skæredybde | 1-3 mm | Kontrollerer skærekræfter |
Strategier for køling og smøring
Effektiv køling er afgørende for at forlænge værktøjets levetid. Jeg anbefaler disse tilgange:
- Tilførsel af kølevæske ved højt tryk
- Smøring med minimumsmængde (MQL)
- Kølesystemer gennem værktøjet
Disse metoder hjælper med at forhindre vedhæftning af aluminium og reducerer termisk stress på skæreværktøjer.
Valg af værktøj og belægningsteknologi
Det rigtige valg af værktøj har stor betydning for slidstyrken. Her er, hvad der virker bedst:
Værktøj af belagt hårdmetal
- TiAlN-belægning for forbedret varmebestandighed
- Belægninger i flere lag giver bedre slidbeskyttelse
- Glat overfladefinish for at forhindre materialeadhæsion
PCD-værktøjer
- Overlegen slidstyrke
- Fremragende til produktion af store mængder
- Bedre varmeledningsevne
Forberedelse på forkant
Værktøjsgeometrien spiller en afgørende rolle for reduktion af slid:
Afrunding af kanter
- Styrker den banebrydende evne
- Reducerer risikoen for skår
- Forbedrer belægningens vedhæftning
Overfladebehandling
- Mikroblæsning for forbedret vedhæftning af belægningen
- Polering for at reducere friktion
Operationel bedste praksis
For at maksimere værktøjets levetid lægger jeg altid vægt på disse retningslinjer:
Regelmæssig inspektion af værktøj
- Overvåg slidmønstre
- Tjek for forringelse af belægningen
- Mål skærekantens tilstand
Korrekt opbevaring af værktøj
- Klimakontrolleret miljø
- Beskyttelse mod fysisk skade
- Regelmæssig rengøring og vedligeholdelse
Forebyggelse af opbyggede kanter
Håndtering af opbygget kantdannelse kræver opmærksomhed:
Kontrol af overfladehastighed
- Oprethold de anbefalede skærehastigheder
- Juster baseret på materialets tilstand
- Overvåg værktøjets temperatur
Håndtering af chips
- Sørg for korrekt spånevakuering
- Brug passende spånbrydere
- Oprethold ensartede foderhastigheder
Overvejelser om produktionsmiljøet
Produktionsmiljøet påvirker sliddet på værktøjet:
Temperaturkontrol
- Oprethold en stabil omgivelsestemperatur
- Overvåg kølevæskens temperatur
- Kontroller arbejdsemnets temperatur
Vedligeholdelse af maskiner
- Regelmæssig kontrol af spindeljustering
- Overvågning af vibrationer
- Vedligeholdelse af kølesystemet
Omkostningseffektiv implementering
At implementere disse strategier kræver, at man afvejer omkostningerne:
Første investering
- Værktøjer af høj kvalitet
- Belægningsteknologi
- Kølesystemer
Langsigtede fordele
- Færre værktøjsskift
- Forbedret delekvalitet
- Højere produktivitet
Ved at følge disse omfattende strategier har jeg konsekvent opnået betydelige forbedringer i værktøjets levetid ved bearbejdning af 5083 aluminium. Nøglen er at opretholde en systematisk tilgang til implementering og regelmæssigt overvåge resultaterne for optimering.
Hvordan opnår man en overfladefinish af høj kvalitet?
Det kan være utroligt udfordrende at opnå den perfekte overfladefinish på 5083 aluminiumsdele. Mange producenter kæmper med inkonsekvente resultater, hvilket fører til afviste dele og dyrt omarbejde. Kombinationen af værktøjsslid, forkerte hastigheder og utilstrækkelig køling kan hurtigt forvandle et lovende projekt til et produktionsmareridt.
Nøglen til at opnå en fremragende overfladefinish på 5083 aluminium ligger i optimering af bearbejdningsparametre, valg af passende værktøj og implementering af korrekte efterbehandlingsteknikker. Denne omfattende tilgang sikrer ensartet kvalitet, samtidig med at produktionseffektiviteten opretholdes.

Forstå værktøjsgeometriens indvirkning
Skæreværktøjets geometri spiller en afgørende rolle for kvaliteten af overfladefinishen. Jeg har fundet ud af, at brug af værktøjer med positive spånvinkler mellem 5-15 grader giver de bedste resultater for 5083 aluminium. Den spånvinkel7 påvirker spåndannelse og skærekræfter betydeligt.
Her er en detaljeret oversigt over de optimale værktøjsegenskaber:
| Værktøjsparameter | Anbefalet rækkevidde | Påvirkning af overfladefinish |
|---|---|---|
| Hakkevinkel | 5-15 grader | Reducerer skærekræfterne og forbedrer spånevakueringen |
| Aflastningsvinkel | 10-12 grader | Forhindrer gnidning af værktøj og varmeudvikling |
| Næseradius | 0,2-0,8 mm | Større radius for glattere finish |
| Forberedelse af kanter | Skarp til let slibning | Reducerer dannelsen af opbyggede kanter |
Optimering af tilspænding og hastighed
Optimering af tilspænding og skærehastighed er afgørende for at opnå en overlegen overfladefinish. Baseret på min erfaring med 5083 aluminium anbefaler jeg:
- Skærehastighed: 1000-1500 overfladefod pr. minut (SFM)
- Fremføringshastighed: 0,003-0,007 tommer pr. omdrejning (IPR)
- Skæredybde: 0,020-0,040 tommer for afsluttende pasninger
Disse parametre skal justeres ud fra den specifikke værktøjsgeometri og maskinens kapacitet.
Strategier for køling og smøring
Korrekt køling og smøring er afgørende for at opretholde en ensartet overfladekvalitet. Det anbefaler jeg:
- Tilførsel af kølevæske med højt tryk (mindst 800 PSI)
- Oliebaserede skærevæsker med aluminiumsspecifikke tilsætningsstoffer
- Mulighed for kølemiddel gennem værktøjet, når det er muligt
- Regelmæssig overvågning af kølevæskekoncentrationen (vedligeholdelse af 6-8%)
Behandlinger efter bearbejdning
For at forbedre overfladekvaliteten yderligere kan der anvendes flere behandlinger efter bearbejdningen:
Mekanisk polering
- Progressiv kornsekvens (400-2000)
- Automatiserede poleringssystemer for ensartethed
- Pudsemidler, der er specifikke for aluminium
Overvejelser om anodisering
- Type II-anodisering til generelle anvendelser
- Type III for forbedret slidstyrke
- Forberedelse af overfladen før anodisering er afgørende for finishkvaliteten
Foranstaltninger til kvalitetskontrol
Implementering af korrekt kvalitetskontrol sikrer en ensartet overfladefinish:
Regelmæssig test af overfladeruhed
- Ra-målinger under 32 mikrotommer
- Dokumentation af resultater
- Implementering af statistisk proceskontrol
Protokol for visuel inspektion
- Uddannede inspektører
- Korrekte lysforhold
- Standardiserede acceptkriterier
Fælles udfordringer og løsninger
Der opstår ofte flere udfordringer, når man bearbejder 5083-aluminium:
Opbygget kantformation
- Løsning: Øg skærehastigheden
- Brug passende skærevæske
- Oprethold skarpe skærekanter
Skravlemærker
- Løsning: Kontrollér værktøjsholderens balance
- Tjek maskinens vibrationer
- Juster skæreparametre
Dårlig evakuering af spåner
- Løsning: Optimer kølevæsketrykket
- Brug spånbrydere
- Implementer korrekte programmeringsstrategier
Procesdokumentation og -kontrol
At opretholde en ensartet overfladefinish kræver korrekt dokumentation:
Procesparametre
- Specifikationer for værktøj
- Skæreparametre
- Information om kølevæske
Kvalitetskrav
- Specifikationer for overfladeruhed
- Visuelle standarder
- Målemetoder
Vedligeholdelsesplan
- Overvågning af værktøjsslid
- Kalibrering af maskine
- Vedligeholdelse af kølesystemet
Denne omfattende tilgang til optimering af overfladefinish har hjulpet os med at opnå resultater af konstant høj kvalitet på 5083 aluminiumskomponenter. Ved omhyggeligt at kontrollere hvert aspekt af bearbejdningsprocessen og implementere korrekte efterbehandlingsteknikker kan vi opfylde de mest krævende krav til overfladefinish og samtidig opretholde produktionseffektiviteten.
Hvilke køle- og smøreteknikker fungerer bedst?
Bearbejdning af 5083 aluminium uden ordentlig køling kan føre til ødelæggende resultater. Jeg har set utallige projekter mislykkes på grund af for stor varmeudvikling, hvilket resulterer i dårlig overfladefinish, dimensionsunøjagtigheder og for tidligt værktøjsslid. Konsekvenserne af utilstrækkelig køling kan forvandle et simpelt bearbejdningsjob til et dyrt mareridt.
Den mest effektive kølemetode til bearbejdning af 5083-aluminium er oversvømmelseskøling med vandopløselige kølemidler, der opretholder en koncentration på 6-8%. Denne metode giver optimal varmeafledning, reducerer værktøjsslitage og sikrer ensartet overfladekvalitet, samtidig med at den forhindrer dannelse af opbyggede kanter.

Forståelse af kølemetoder
Moderne CNC-bearbejdning kræver præcis temperaturkontrol under skæreprocessen. Den varmeledningsevne8 af 5083-aluminium gør det særligt følsomt over for varmerelaterede problemer. Her er min detaljerede gennemgang af de vigtigste kølemetoder:
Køling ved oversvømmelse
- Giver kontinuerligt kølemiddelflow
- Fremragende varmeafledning
- Overlegen spånevakuering
- Ideel til højhastighedsoperationer
Tågekøling
- Reducerer forbruget af kølevæske
- Velegnet til lettere udskæringer
- Miljøvenlig løsning
- Bedre udsyn under bearbejdningen
Luftkøling
- Minimalt behov for opsætning
- Ren betjening
- Omkostningseffektiv løsning
- Begrænset kølekapacitet
Kølevæsketyper og deres ydeevne
Min erfaring med forskellige kølevæsketyper har vist betydelige variationer i ydeevne. Her er en omfattende sammenligning:
| Type kølevæske | Varmeafledning | Værktøjets levetid | Overfladefinish | Omkostningseffektivitet |
|---|---|---|---|---|
| Syntetisk | Fremragende | Høj | Overlegen | Moderat |
| Semi-syntetisk | Meget god | God | Meget god | Høj |
| Vandopløselig | Fremragende | Meget høj | Fremragende | Meget høj |
| Lige olie | God | Moderat | God | Lav |
Optimering af påføring af kølevæske
Effektiviteten af køleløsninger afhænger i høj grad af korrekt påføringsteknik. Jeg anbefaler, at man fokuserer på disse nøgleaspekter:
Kølevæsketryk og -volumen
- Højtrykslevering (500-1000 PSI) til dybe lommer
- Vedligeholdelse af ensartet flowhastighed
- Flere dysepositioner til komplekse geometrier
- Regelmæssig overvågning af trykket
Ledelse af koncentration
- Ugentlige koncentrationstjek
- Oprethold 6-8%-koncentrationen for vandopløselige kølemidler
- Regelmæssig pH-overvågning (ideelt område: 8,5-9,5)
- Dokumenteret vedligeholdelsesplan
Avancerede strategier for køling
Innovation inden for køleteknologi har introduceret flere avancerede metoder, som jeg har implementeret med succes:
Køling gennem værktøjet
- Direkte kølevæsketilførsel til skærekanten
- Reduceret varmeopbygning
- Forbedret spånevakuering
- Forlænget levetid for værktøjet
Kryogenisk køling
- Reduktion af ekstreme temperaturer
- Minimal miljøpåvirkning
- Forbedret overfladefinish
- Reduceret termisk deformation
Vedligeholdelse og overvågning
Korrekt vedligeholdelse sikrer optimal køleydelse:
- Daglig kontrol af kølevæskeniveau
- Ugentlige koncentrationstests
- Månedlig rengøring af systemet
- Kvartalsvis komplet udskiftning af væske
Miljømæssige overvejelser
Moderne produktion kræver miljøbevidste valg:
- Muligheder for biologisk nedbrydeligt kølemiddel
- Genbrugs- og filtreringssystemer
- Korrekte bortskaffelsesprotokoller
- Reduktion af VOC-udledning
Sikkerhedsprotokoller
Sikkerhed er altafgørende, når man håndterer kølesystemer:
- Regelmæssige bakterietest
- Korrekte krav til personlige værnemidler
- Procedurer for inddæmning af spild
- Planlægning af nødberedskab
Fremtidige tendenser
Det køleteknologiske landskab fortsætter med at udvikle sig:
- IoT-aktiverede overvågningssystemer
- AI-drevet kølevæskestyring
- Bæredygtige kølemiddelformuleringer
- Hybride køleløsninger
Konsekvenser for omkostningerne
Effektiv implementering af kølestrategier påvirker bundlinjen:
- Indledende opsætningsomkostninger
- Løbende vedligeholdelsesudgifter
- Langsigtede fordele ved værktøjets levetid
- Effektivitetsgevinster i produktionen
Valget af køle- og smøreteknik har stor betydning for, om bearbejdningen af 5083-aluminium lykkes. Baseret på vores omfattende test og anvendelser i den virkelige verden giver oversvømmelseskøling med vandopløselige kølemidler den mest pålidelige og effektive løsning til de fleste anvendelser. Specifikke projektkrav kan dog nødvendiggøre alternative tilgange, hvilket gør det afgørende at forstå alle tilgængelige muligheder.
Hvordan forebygger man deformation af emnet?
Deformation af emnet ved bearbejdning af 5083 aluminium er blevet en vedvarende udfordring inden for præcisionsfremstilling. Jeg har set utallige projekter blive afsporet af uventet vridning og forvrængning, hvilket har medført dyre omarbejdninger og produktionsforsinkelser. Problemet bliver endnu mere kritisk, når det drejer sig om komponenter med høj præcision, hvor hver mikron betyder noget.
For at forhindre deformation af arbejdsemnet i 5083 aluminium skal man implementere korrekte aflastningsprocedurer, optimere fastspændingsstrategier og omhyggeligt planlægge bearbejdningssekvenser. Derudover kan kontrol af skæreparametre og brug af passende opspændingsudstyr reducere risikoen for forvrængning betydeligt.

Forståelse af restspænding i 5083 aluminium
Den grundlæggende årsag til deformation ligger ofte i Restspænding9 inden i materialet. Jeg har fundet ud af, at 5083-aluminium er særligt modtageligt for spændingsinduceret deformation på grund af dets specifikke legeringssammensætning. Her er, hvad der typisk forårsager restspænding:
- Fremstillingsprocesser (valsning, formning)
- Temperaturvariationer under materialeforarbejdning
- Tidligere bearbejdninger
- Forkerte opbevaringsforhold
Teknikker til afhjælpning af stress før bearbejdning
Jeg har udviklet en systematisk tilgang til stressreduktion, som har vist sig at være effektiv i vores arbejde:
| Behandlingsmetode | Temperaturområde | Varighed | Fordele |
|---|---|---|---|
| Aflastning af termisk stress | 230-260°C | 1-2 timer | Ensartet spændingsfordeling |
| Vibrerende afhjælpning af stress | Rumtemperatur | 20-30 minutter | Ikke-termisk alternativ |
| Naturlig aldring | Rumtemperatur | 24-48 timer | Omkostningseffektiv løsning |
Optimering af fastspændingsstrategier
Den måde, vi fastspænder arbejdsemner på, har stor indflydelse på deformationen. Jeg anbefaler disse gennemprøvede teknikker:
Distribueret klemkraft
- Brug flere fastspændingspunkter
- Anvend ensartede momentværdier
- Overvåg fastspændingstrykket regelmæssigt
Strategisk design af inventar
- Understøtter kritiske funktioner
- Tag højde for varmeudvidelse
- Minimér kontaktområdet, hvor det er muligt
Smart planlægning af bearbejdningssekvenser
Min erfaring er, at den rette rækkefølge er afgørende:
Grov bearbejdningsfase
- Fjern materiale symmetrisk
- Oprethold en afbalanceret spændingsfordeling
- Efterlad tilstrækkeligt lager til efterbehandling
Afhjælpning af stress på mellemniveau
- Lad delene stabilisere sig mellem arbejdsgangene
- Tjek for eventuelle indledende deformationer
- Foretag de nødvendige justeringer
Færdig bearbejdning
- Brug lette udskæringer
- Oprethold en ensartet skæredybde
- Overvåg temperaturen nøje
Optimering af skæreparametre
Jeg har fundet ud af, at disse parametre fungerer bedst til at minimere deformation:
| Parameter | Grov bearbejdning | Færdig bearbejdning |
|---|---|---|
| Skærehastighed | 300-400 m/min | 400-500 m/min |
| Tilførselshastighed | 0,15-0,25 mm/tand | 0,05-0,15 mm/tand |
| Skæredybde | 2-4 mm | 0,2-0,5 mm |
| Kølevæskeflow | Høj | Moderat |
Strategier for temperaturkontrol
Temperaturstyring er afgørende for dimensionsstabiliteten:
Styring af kølevæske
- Brug kølemiddelsystemer med højt tryk
- Oprethold en ensartet kølevæsketemperatur
- Sørg for tilstrækkelig flowhastighed
Skærezonens temperatur
- Overvåg værktøjets temperatur
- Indfør passende kølepauser
- Brug passende skærehastigheder
Kvalitetskontrol og verifikation
For at sikre succes gennemfører jeg altid disse verifikationstrin:
Målinger undervejs i processen
- Regelmæssig kontrol af dimensioner
- Overvågning af stressmønstre
- Sporing af temperatur
Endelig inspektion
- CMM-verifikation
- Målinger af fladhed
- Analyse af overfladefinish
Miljømæssige overvejelser
Butiksmiljøet spiller en afgørende rolle:
Temperaturkontrol
- Oprethold en stabil omgivelsestemperatur
- Undgå at blive udsat for direkte sollys
- Kontroller luftcirkulationen
Opbevaringspraksis
- Korrekt opbevaring af materialer
- Beskyttet mod miljømæssige faktorer
- Regelmæssig lagerrotation
Ved at implementere disse omfattende strategier har vi opnået konsekvent succes med at forhindre deformation af arbejdsemnet ved bearbejdning af 5083-aluminium. Nøglen ligger i at forstå, at forebyggelse af deformation ikke er en proces i et enkelt trin, men snarere en systematisk tilgang, der begynder med materialevalg og fortsætter gennem den endelige inspektion.
Husk, at hvert projekt kan kræve små justeringer af disse retningslinjer baseret på specifikke krav og forhold. Start altid med en grundig forståelse af din særlige anvendelse, og juster disse anbefalinger i overensstemmelse hermed.
Hvad er almindelige metoder til kvalitetskontrol?
Kvalitetskontrol ved bearbejdning af 5083 aluminium kan være en stor hovedpine for producenterne. Uden ordentlige inspektionsmetoder kan selv små afvigelser føre til afvisning af dele, produktionsforsinkelser og betydelige økonomiske tab. Jeg har set mange producenter kæmpe, når deres kvalitetskontrolprocesser ikke er robuste nok.
Kvalitetskontrol til bearbejdning af 5083 aluminium involverer flere inspektionsteknikker, herunder CMM-målinger, overfladeanalyse og visuel kontrol. Disse metoder arbejder sammen med procesovervågning og toleranceverifikation for at sikre, at delene konsekvent opfylder specifikationerne.

Inspektion med koordinatmålemaskine (CMM)
CMM-inspektion er rygraden i vores kvalitetskontrolproces hos PTSMAKE. Dette avancerede målesystem bruger en probe til at indsamle præcise dimensionsdata fra bearbejdede dele. Den metrologi10 CMM-maskinernes muligheder giver os mulighed for at:
- Mål komplekse geometrier med en nøjagtighed på op til 0,001 mm
- Sammenlign faktiske dimensioner med CAD-modeller
- Generer detaljerede inspektionsrapporter
- Identificer afvigelser tidligt i produktionsprocessen
Jeg sørger for, at vores team udfører CMM-inspektioner i vigtige produktionsfaser:
- Inspektion af første artikel
- Kontrol af igangværende processer
- Endelig verifikation
Analyse af overfladeruhed
Overfladekvalitet er afgørende for 5083 aluminiumsdele. Vi bruger både kontakt- og berøringsfri metoder til at måle overfladeruhed:
| Metode | Anvendelser | Fordele |
|---|---|---|
| Profilometer | Flade overflader, enkle geometrier | Høj nøjagtighed, kvantitative data |
| Optisk scanner | Komplekse geometrier, dybe funktioner | Berøringsfri, hurtig måling |
| Vision-systemer | Overfladefejl, Mønstergenkendelse | Inspektion i realtid, store områder |
Protokoller for visuel inspektion
Selv om avancerede måleværktøjer er vigtige, er trænet visuel inspektion stadig værdifuld. Vores inspektører tjekker for:
Overfladefejl
- Ridser
- Buler
- Værktøjsmærker
Konsistens i materialet
- Ensartethed i farven
- Overfladefinish
- Materialets integritet
Håndværkets kvalitet
- Kantkvalitet
- Fjernelse af grater
- Overordnet udseende
Systemer til procesovervågning
Overvågning i realtid hjælper med at opretholde kvaliteten i hele produktionen:
Overvågning af maskinparametre
- Spindelhastighed
- Tilførselshastigheder
- Slid på værktøjet
- Temperatur
Statistisk proceskontrol (SPC)
- Kontroldiagrammer
- Analyse af tendenser
- Undersøgelser af proceskapacitet
Metoder til toleranceverifikation
Vi implementerer en tilgang til toleranceverifikation på flere niveauer:
Kontrol før bearbejdning
- Certificering af materiale
- Dimensioner på lager
- Bekræftelse af opsætning
Verifikation undervejs i processen
- Målinger af kritiske dimensioner
- Geometriske tolerancer
- Kontrol af overfladefinish
Endelig inspektion
- Fuld dimensionel verifikation
- Funktionel afprøvning
- Gennemgang af dokumentation
Dokumentation og rapportering
Dokumentation af kvalitetskontrol er afgørende for sporbarheden:
- Inspektionsrapporter
- Materialecertifikater
- Procesparametre
- Registreringer af afvigelser
- Korrigerende handlinger
Jeg har implementeret et digitalt dokumentationssystem, der giver hurtig adgang til kvalitetsregistreringer og hjælper med at identificere tendenser eller potentielle problemer, før de bliver til problemer.
Integration af kvalitetsstyringssystemer
Vores kvalitetskontrolmetoder er en del af et større kvalitetsstyringssystem:
Standard driftsprocedurer (SOP'er)
- Detaljerede arbejdsinstruktioner
- Inspektionsprocedurer
- Krav til kalibrering
Træningsprogrammer
- Certificering af inspektør
- Betjening af udstyr
- Bevidsthed om kvalitet
Kontinuerlig forbedring
- Regelmæssige audits
- Målinger af ydeevne
- Procesoptimering
Kalibrering og vedligeholdelse af udstyr
Regelmæssig kalibrering sikrer målenøjagtighed:
- Årlig kalibrering af CMM-maskiner
- Månedlig verifikation af måleværktøjer
- Daglig kontrol af basisinstrumenter
- Skemaer for forebyggende vedligeholdelse
Denne omfattende tilgang til kvalitetskontrol hjælper os med at opretholde en ensartet kvalitet i bearbejdningen af 5083 aluminium. Ved at kombinere avanceret måleteknologi med gennemprøvede inspektionsmetoder og omhyggelig dokumentation kan vi sikre, at delene altid opfylder specifikationerne.
Forstå magnesiums rolle i forbedringen af styrke og modstandsdygtighed, hvilket er afgørende for at vælge den rigtige aluminiumslegering. ↩
Lær, hvordan arbejdshærdning påvirker bearbejdningen, og hvordan man overvinder udfordringerne. ↩
Lær, hvordan spiralvinklen påvirker spåndannelsen og forbedrer bearbejdningsresultaterne. ↩
Lær, hvordan du optimerer bearbejdningseffektiviteten ved at justere parametrene for materialefjernelseshastighed. ↩
Forstå spåndannelse for at øge bearbejdningseffektiviteten og forbedre emnets kvalitet. ↩
Lær om skærehastighed for at optimere værktøjets levetid og forbedre bearbejdningseffektiviteten. ↩
Lær, hvordan spånvinkel påvirker spåndannelse og skærekræfter for at opnå en bedre overfladefinish. ↩
Forstå aluminiums varmefølsomhed med henblik på effektive kølestrategier ved bearbejdning. ↩
Lær om restspændingens indvirkning på bearbejdningen, og hvordan du mindsker deformation. ↩
Lær om metrologi for at øge målenøjagtigheden og forbedre kvalitetskontrollen i produktionen. ↩






