

Jeg ser ofte ingeniører, der kæmper med tegninger, som ikke har de rigtige pasformsspecifikationer. Denne forvirring fører til dyre produktionsfejl og dele, der ikke kan samles korrekt. Jeg har set projekter mislykkes, simpelthen fordi nogen misforstod kravene til overgangspasning.
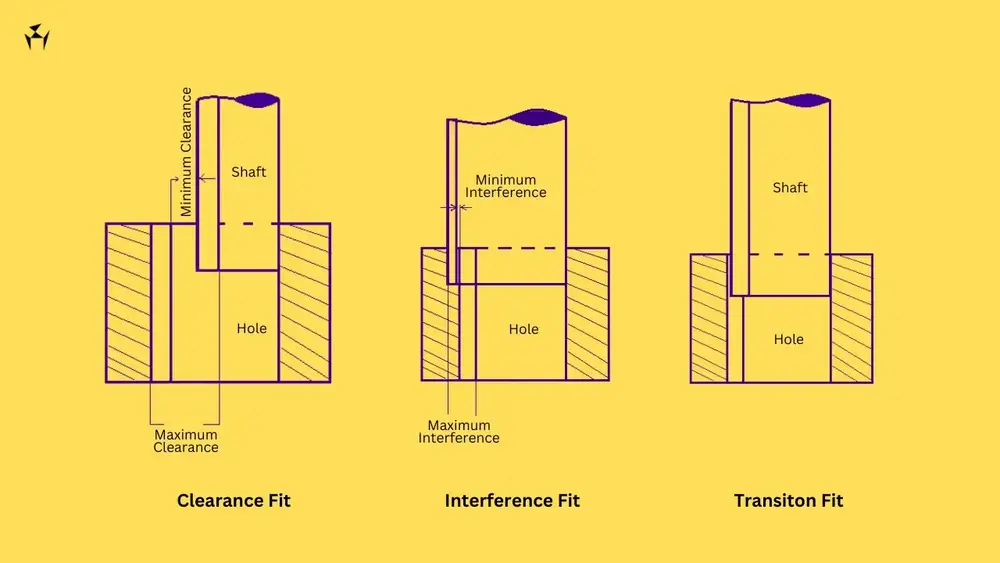
En overgangspasning opstår, når forskellen mellem et hul og en aksel skaber enten et lille spillerum eller interferens. Denne pasformstype bruges ofte i applikationer, hvor dele skal samles i hånden, samtidig med at den nøjagtige positionering opretholdes.
Lad mig fortælle noget interessant om overgangspasninger, som mange mennesker overser. Selv om disse tilpasninger umiddelbart kan virke ligetil, giver de faktisk unikke fordele ved monteringen. Den lille interferens eller frigang, de giver, kan gøre forskellen mellem en velfungerende maskine og en, der svigter for tidligt. Jeg vil forklare, hvorfor det er vigtigt for dit næste projekt.
Hvornår ville du bruge en Transition Fit?
Har du nogensinde kæmpet med dele, der hverken glider let sammen eller giver et sikkert greb? Frustrationen over komponenter, der enten er for løse eller for stramme, kan føre til samlingsmareridt, problemer med ydeevnen og dyrt omarbejde. Det er en almindelig udfordring, som kan afgøre, om dit projekt bliver en succes eller ej.
En overgangspasning er ideel, når du har brug for komponenter, der kan samles i hånden med let kraft og samtidig opretholde en rimelig positioneringsnøjagtighed. Denne pasformstype giver et lille interval mellem interferens og frigang, hvilket gør den perfekt til dele, der kræver lejlighedsvis adskillelse eller midlertidig placering.

Forstå det grundlæggende i overgangspasninger
Overgangspasninger er en mellemting mellem frigangs- og interferenspasninger. De skaber en unik forbindelse, hvor den faktiske pasform kan variere fra en let interferens til en minimal frigang. Den aksel-til-hul-tolerancezone1 spiller en afgørende rolle i bestemmelsen af den endelige samlings egenskaber.
Nøglekarakteristika for overgangsfits
- Minimal til nul frigang
- Let monteringskraft påkrævet
- Velegnet til manuel montering
- Opretholder en rimelig nøjagtighed
- Giver mulighed for lejlighedsvis adskillelse
Almindelige anvendelser af overgangspasninger
Produktion og montering
I præcisionsfremstilling bruges overgangspasninger i vid udstrækning til:
- Placering af bøsninger i huse
- Montering af lejer på aksler
- Samling af gearkomponenter
- Lokaliseringsstifter og dyvler
- Midlertidige inventarkomponenter
Hos PTSMAKE bruger vi ofte overgangspasninger i vores CNC-bearbejdningsprojekter, især når kunderne har brug for komponenter, der afbalancerer nem montering med positioneringsnøjagtighed.
Branchespecifikke applikationer
Forskellige brancher udnytter transition fits til forskellige formål:
| Industri | Eksempler på anvendelse | Vigtige fordele |
|---|---|---|
| Biler | Lejeholdere, hjulnav | Nem vedligeholdelse, ensartet justering |
| Luft- og rumfart | Styrebøsninger, monteringsbeslag | Præcis positionering, modstandsdygtig over for vibrationer |
| Medicinsk | Instrumenthuse, udstyrsrammer | Steriliseringskompatibilitet, pålidelig montering |
| Elektronik | Kølelegemer, montering af komponenter | Tilpasning til termisk udvidelse, brugbarhed |
Udvælgelseskriterier for overgangsfittings
Funktionelle krav
Når du vælger en overgangspasform, skal du overveje:
- Monteringsfrekvens
- Nødvendig positioneringsnøjagtighed
- Driftsbetingelser
- Behov for vedligeholdelse
- Overvejelser om omkostninger
Miljømæssige faktorer
Forskellige miljøforhold påvirker overgangspassformens ydeevne:
- Temperatursvingninger
- Fugtighedsniveauer
- Eksponering for vibrationer
- Kemisk eksponering
- Driftstryk
Overvejelser om design
Analyse af tolerance
Korrekt toleranceanalyse sikrer en vellykket implementering af transition fit:
- Beregn maksimal materialekondition
- Evaluer minimumstilstand for materialet
- Overvej tolerancer for opstabling
- Tag højde for termisk udvidelse
- Faktor i produktionskapacitet
Valg af materiale
Materialeegenskaberne har stor indflydelse på overgangspassformen:
- Termiske udvidelseskoefficienter
- Overfladens hårdhed
- Slidstyrke
- Modstandsdygtighed over for korrosion
- Omkostningseffektivitet
Retningslinjer for fremstilling
Produktionsmetoder
For at opnå pålidelige overgangspasninger:
- Oprethold streng dimensionel kontrol
- Brug passende overfladebehandlinger
- Overvej krav til efterbehandling
- Implementer korrekte inspektionsmetoder
- Dokumentér samleprocedurer
Foranstaltninger til kvalitetskontrol
Væsentlige metoder til kvalitetskontrol omfatter:
- Regelmæssig kalibrering af måleudstyr
- Statistisk proceskontrol
- Inspektion af første artikel
- Overvågning af miljøtilstand
- Dokumentation af resultater
Vedligeholdelse og service
Procedurer for samling
Bedste praksis for montering:
- Rengør kontaktflader grundigt
- Brug passende monteringsværktøjer
- Anvend et ensartet tryk
- Overvåg monteringskraften
- Samleproces for dokumenter
Overvejelser om adskillelse
Vigtige faktorer for en vellykket adskillelse:
- Brug korrekt udsugningsværktøj
- Anvend jævn kraftfordeling
- Overvåg komponenternes tilstand
- Planlæg for reservedele
- Dokumentér vedligeholdelseshistorik
Konsekvenser for omkostningerne
Produktionsomkostninger
Faktorer, der påvirker produktionsomkostningerne:
- Strammere krav til tolerancer
- Specifikationer for overfladefinish
- Valg af materiale
- Produktionsmængde
- Foranstaltninger til kvalitetskontrol
Overvejelser om livscyklus
Langsigtede omkostningsfaktorer omfatter:
- Krav til vedligeholdelse
- Frekvens for udskiftning af komponenter
- Arbejde med montering/demontering
- Påvirkning af nedetid
- Behov for værktøj og udstyr
Hvad er den primære grund til at bruge en Transition Fit?
Har du nogensinde kæmpet med monteringskomponenter, der enten sidder for løst eller for stramt? Frustrationen over at skulle håndtere dele, der ikke passer ordentligt, kan gøre en simpel monteringsopgave til et tidskrævende mareridt, der fører til produktionsforsinkelser og øgede omkostninger.
Den primære grund til at bruge en overgangspasning er at opnå en præcis balance mellem frigangs- og interferenspasninger. Det giver en kontrolleret bevægelse mellem de sammenhørende dele, samtidig med at den nøjagtige positionering opretholdes, hvilket gør det ideelt til komponenter, der kræver lejlighedsvis montering og demontering.

Forstå mekanikken i overgangspasninger
Overgangspasninger indtager en unik position i teknisk design, idet de ligger mellem frigangs- og interferenspasninger. De er kendetegnet ved deres overlapning af dimensionelle tolerancer2hvilket betyder, at den maksimale skaftstørrelse kan være lidt større end den minimale hulstørrelse eller omvendt.
Nøglekarakteristika for overgangsfits
En vellykket overgang afhænger af flere afgørende faktorer:
Overfladefinishens kvalitet
- Glatte overflader reducerer friktion
- Forhindrer slitage under montering
- Forbedrer komponenternes levetid
Materialeegenskaber
- Termiske udvidelseskoefficienter
- Kompatibilitet med hårdhed
- Slidstyrke
Krav til montering
- Hyppighed af demontering
- Belastningsforhold
- Driftsmiljø
Almindelige anvendelser i produktionen
Hos PTSMAKE arbejder vi ofte med overgangspasninger i forskellige applikationer:
Komponenter til biler
Overgangspasninger er vigtige i bilproduktion for:
- Montering af lejer
- Gearsamlinger
- Akselkoblinger
- Hjulnav
Præcisionsmaskiner
I præcisionsudstyr sikrer disse pasformer:
- Korrekt justering af roterende komponenter
- Kontrolleret bevægelse i glidemekanismer
- Nøjagtig positionering af styrebøsninger
Udvælgelseskriterier for overgangsfittings
Overvej disse faktorer, når du vælger en overgangspasform:
| Faktor | Overvejelser | Påvirkning |
|---|---|---|
| Driftstemperatur | Område for termisk udvidelse | Påvirker tætheden i pasformen |
| Belastningstype | Statisk vs. dynamisk | Bestemmer den nødvendige interferens |
| Samlingsmetode | Manuel vs. maskine | Påvirker valg af tolerance |
| Miljømæssige forhold | Eksponering for fugt og støv | Påvirker kravene til forsegling |
Designovervejelser og bedste praksis
For at optimere applikationer med overgangspasning:
Analyse af tolerance
- Beregn tolerancer for opstabling
- Overvej produktionskapacitet
- Tag højde for materialevariationer
Retningslinjer for materialevalg
Vælg materialer baseret på:
- Slidkarakteristika
- Termiske egenskaber
- Overvejelser om omkostninger
- Miljømæssige faktorer
Produktionsudfordringer og løsninger
Når man arbejder med overgangspasninger, opstår der ofte flere udfordringer:
Krav til præcision
Opretholdelse af stramme tolerancer kræver:
- Avancerede målesystemer
- Temperaturkontrollerede miljøer
- Dygtige operatører
Foranstaltninger til kvalitetskontrol
Implementer omfattende inspektionsprocedurer:
- Regelmæssige kalibreringstjek
- Statistisk proceskontrol
- Dokumentation af kritiske dimensioner
Omkostningsimplikationer og økonomiske overvejelser
Det er afgørende at forstå de økonomiske aspekter af en transition:
Produktionsomkostninger
- Krav til præcisionsbearbejdning
- Særlige behov for værktøj
- Udgifter til kvalitetskontrol
Langsigtede fordele
- Reducerede vedligeholdelsesomkostninger
- Forbedret samlingseffektivitet
- Forlænget levetid for komponenter
Optimeringsstrategier
For at maksimere effektiviteten af overgangspasninger:
Designfasen
- Brug FEA-analyse til spændingsfordeling
- Simuler monteringsforhold
- Valider tolerancestakninger
Produktionsfasen
- Implementere korrekte bearbejdningssekvenser
- Overvåg miljøforholdene
- Oprethold streng kvalitetskontrol
Fremtidige tendenser og innovationer
Området for overgangspasninger fortsætter med at udvikle sig:
Avancerede produktionsteknologier
- Anvendelser af 3D-print
- Integration af smart produktion
- Automatiserede inspektionssystemer
Materielle udviklinger
- Nye legeringssammensætninger
- Innovationer inden for overfladebehandling
- Anvendelse af intelligente materialer
Industriens standarder og specifikationer
At følge internationale standarder sikrer konsistens:
ISO-standarder
- ISO 286 for grænseværdier og pasformer
- Valg af toleranceklasse
- Krav til overfladefinish
Regionale variationer
- ANSI/ASME-standarder
- DIN-specifikationer
- JIS-krav
Hvor stram er en overgangspasform?
Har du nogensinde kæmpet med dele, der ikke helt vil passe sammen på trods af dine præcise mål? Eller stået over for det frustrerende dilemma, at komponenterne enten er for løse eller for stramme? Disse tilpasningsproblemer kan forvandle en simpel samling til et produktionsmareridt.
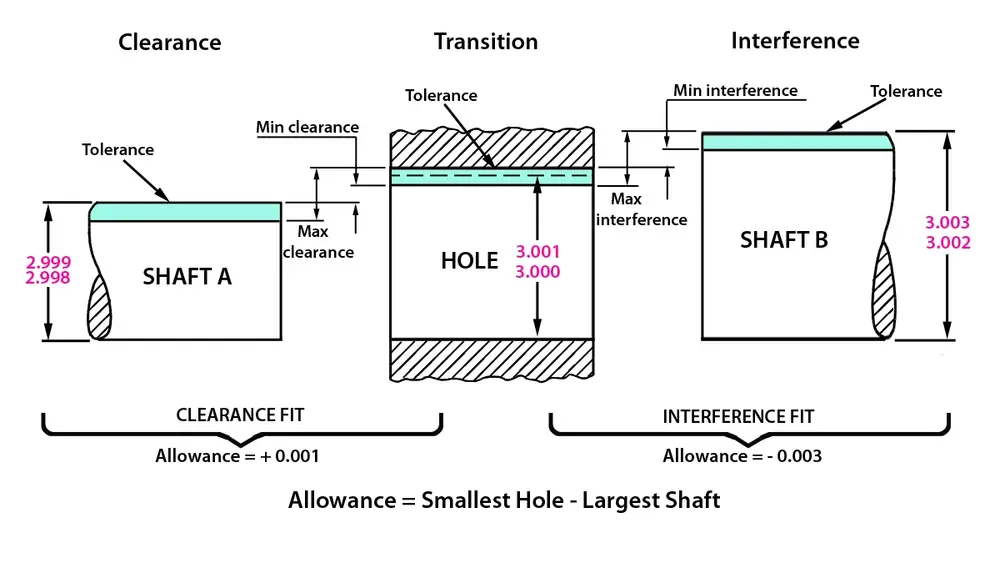
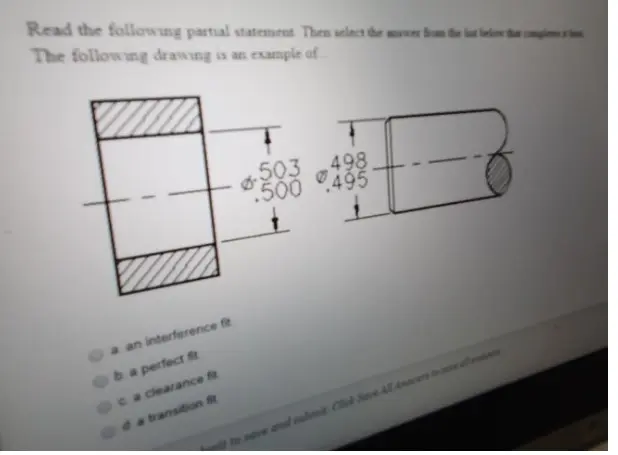
En overgangspasning opstår, når forskellen mellem en aksel- og en huldimension skaber enten en lille frigang eller interferens, typisk fra +0,0002 til -0,0004 tommer. Denne pasformstype giver en unik balance mellem frigangs- og interferenspasninger.

Grundlæggende forståelse af Transition Fit
Overgangspasninger repræsenterer en afgørende mellemvej i maskinteknik. De kombinerer egenskaber fra både frigangs- og interferenspasninger, hvilket gør dem ideelle til komponenter, der kræver præcis positionering, mens de stadig tillader lejlighedsvis adskillelse. Det unikke ved overgangspasninger ligger i deres statistisk tolerancefordeling3som bestemmer den faktiske pasform.
Nøglekarakteristika for overgangsfit
- Dimensionel variation
- Krav til montering
- Fleksibilitet i anvendelsen
- Overvejelser om fremstilling
Almindelige anvendelser
Overgangspasninger anvendes i vid udstrækning i forskellige industrielle applikationer, hvor præcis positionering er afgørende:
- Installation af lejer i huse
- Montering af gear på aksler
- Remskiver og svinghjulssamlinger
- Komponenter til præcisionsmaskiner
Måling og beregning af overgangstilpasninger
Nøjagtigheden af overgangspasninger afhænger af præcise målinger og beregninger. Her er en detaljeret oversigt over standardtolerancerne:
| Fit klasse | Tolerance på akslen | Tolerance for huller | Typisk anvendelse |
|---|---|---|---|
| FN1 | -0,0002 til +0,0002 | 0 til +0,0004 | Lette samlinger |
| FN2 | -0,0003 til +0,0001 | 0 til +0,0004 | Samlinger til mellemtunge opgaver |
| FN3 | -0,0004 til 0 | 0 til +0,0004 | Kraftige samlinger |
Faktorer, der påvirker kvaliteten af overgangspasning
Materialeegenskaber
Valget af materialer har stor betydning for, om en overgangspasning bliver en succes. Forskellige materialer udviser varierende varmeudvidelseshastigheder og overfladeegenskaber. Hos PTSMAKE overvejer vi nøje materialeegenskaberne, når vi anbefaler specifikke tolerancer for overgangspasninger til vores kunder.
Effekter af temperatur
Temperaturvariationer kan påvirke pasformens dimensioner betydeligt:
- Termisk udvidelse under drift
- Overvejelser om monteringstemperatur
- Materialespecifikke ekspansionshastigheder
Krav til overfladefinish
Overfladefinishen spiller en afgørende rolle for at opnå optimale overgangspasninger:
- Parametre for ruhed
- Overvejelser om bølger
- Effekter af overfladebehandling
Designovervejelser for overgangspasninger
Analyse af toleranceopbygning
Når du designer samlinger med overgangspasninger, skal du overveje:
- Komponenttolerancer
- Monteringsrækkefølge
- Kumulative effekter af flere tilpasninger
Valg af fremstillingsproces
Fremstillingsprocessen har stor indflydelse på pasformens kvalitet:
- Krav til præcision i bearbejdningen
- Overvejelser om omkostninger
- Konsekvenser for produktionsvolumen
Foranstaltninger til kvalitetskontrol
Det er vigtigt at gennemføre en ordentlig kvalitetskontrol:
- Teknikker til måling
- Inspektionsprocedurer
- Krav til dokumentation
Bedste praksis for implementering
Forberedelser før montering
Korrekt forberedelse sikrer en vellykket montering:
- Rene og snavsfrie overflader
- Passende smøremidler, når det er nødvendigt
- Korrekt valg af værktøj
Monteringsteknikker
Det er afgørende at følge de rigtige monteringsprocedurer:
- Overvejelser om tilpasning
- Metoder til kraftanvendelse
- Styring af temperatur
Overvejelser om vedligeholdelse
Den langsigtede ydeevne afhænger af korrekt vedligeholdelse:
- Regelmæssige inspektionsskemaer
- Krav til smøring
- Overvågning af slid
Fejlfinding af almindelige problemer
Problemer med pasformen
Almindelige problemer og løsninger omfatter:
- Overdreven interferens
- Utilstrækkeligt greb
- Ujævn montering
Forebyggelsesstrategier
Forebyggende foranstaltninger for at sikre vellykkede tilpasninger:
- Validering af design
- Processtyring
- Verifikation af materialevalg
Min erfaring hos PTSMAKE er, at vellykkede overgangspasninger kræver omhyggelig opmærksomhed på detaljer i hele design- og fremstillingsprocessen. Vi har udviklet omfattende kvalitetskontrolprocedurer for at sikre, at vores bearbejdede komponenter opfylder de nøjagtige specifikationer for overgangspasninger. Denne opmærksomhed på detaljer har hjulpet os med at fastholde vores position som en betroet partner inden for præcisionsfremstilling på tværs af forskellige brancher.
Hvad er forskellen mellem Free Fit og Close Fit?
Har du nogensinde samlet dele for at opdage, at de enten ikke passer sammen eller vakler løst? Denne almindelige frustration kan føre til projektforsinkelser, spildte materialer og forringet produktkvalitet. Det er en udfordring, som får mange designere og ingeniører til at klø sig i hovedet.
Free fit og close fit er to forskellige monteringstyper inden for maskinteknik. Fri pasform giver et stort spillerum mellem de sammenhørende dele, så de er nemme at samle, mens tæt pasform giver et minimalt spillerum til præcis justering og reduceret bevægelse mellem komponenterne.
Forstå det grundlæggende i pasform
Free Fit-karakteristika
Fripasninger er designet til at give generøs frigang mellem sammenhørende dele. Når der er tale om frie pasninger, kan delene nemt samles og skilles ad i hånden uden brug af specialværktøj. Disse pasninger er særligt nyttige i situationer, hvor hurtig vedligeholdelse eller hyppig udskiftning af dele er nødvendig.
Den interferens i frirummet4 i frie pasformer varierer typisk fra løs til meget løs, hvilket gør dem ideelle til komponenter, der:
- Har brug for regelmæssig vedligeholdelse
- Kræver hurtig montering
- Skal bevæge sig frit i forhold til hinanden
- Fungerer i miljøer med høje temperaturer, hvor varmeudvidelse er et problem
Egenskaber for tæt pasform
Tætte pasninger har minimal afstand mellem de sammenhørende dele, hvilket resulterer i en mere præcis samling. Disse tilpasninger kræver ofte let tryk eller forsigtig bankning for at blive samlet, men kan stadig skilles ad uden at beskadige komponenterne. Tætte pasninger er vigtige, når:
- Præcis positionering er påkrævet
- Komponenterne skal forblive på linje
- Minimal bevægelse mellem delene er acceptabel
- Bæreevne er vigtig
Praktiske anvendelser
Gratis fit-applikationer
| Anvendelse | Formål | Fordele |
|---|---|---|
| Aksellejer | Tillad rotation | Reduceret friktion |
| Styrestifter | Muliggør hurtig montering | Nem vedligeholdelse |
| Beskyttende overtræk | Gør adgangen lettere | Enkel fjernelse |
| Kabelhuse | Tillad bevægelse | Fleksibel routing |
Applikationer med tæt pasform
| Anvendelse | Formål | Fordele |
|---|---|---|
| Præcisionsgear | Vedligehold nettet | Jævn drift |
| Justeringsstifter | Sørg for nøjagtighed | Stabil montering |
| Motorhuse | Kontrollér koncentriskhed | Reduceret vibration |
| Værktøjsholdere | Sikkert værktøj | Præcis bearbejdning |
Overvejelser om tolerance
Tolerancer for fri tilpasning
Hos PTSMAKE arbejder vi ofte med free fit-tolerancer i vores CNC-bearbejdnings- og sprøjtestøbeprojekter. Fripasninger har typisk større tolerancer, som regel i størrelsesordenen:
- Huller: +0,2 mm til +0,5 mm
- Aksler: -0,2 mm til -0,5 mm
Disse større tolerancer gør produktionen mere økonomisk og sikrer nem montering i produktionsmiljøer.
Tolerancer for tæt tilpasning
Tætte pasninger kræver snævrere tolerancer, hvilket kræver mere præcise fremstillingsprocesser. Almindelige toleranceområder omfatter:
- Huller: +0,01 mm til +0,03 mm
- Aksler: -0,01 mm til -0,03 mm
Overvejelser om fremstilling
Påvirkning af materialevalg
Valget af materialer har stor indflydelse på pasformen:
- Metalkomponenter bevarer generelt deres dimensioner bedre end plastdele
- Termiske ekspansionshastigheder påvirker pasformen over temperaturområder
- Materialets hårdhed påvirker slidegenskaberne
- Kravene til overfladefinish varierer afhængigt af pasformen
Produktionsmetoder
Forskellige fremstillingsmetoder påvirker pasningsnøjagtigheden:
CNC-bearbejdning
- Tilbyder højeste præcision for tætte pasformer
- Kan opretholde snævre tolerancer konsekvent
- Velegnet til både metal- og plastkomponenter
- Giver mulighed for at skabe kompleks geometri
Sprøjtestøbning
- Kræver nøje overvejelse af svind
- Fordelene ved korrekt portplacering giver dimensionsstabilitet
- Det kan være nødvendigt med sekundære operationer for at få præcis pasform
- Omkostningseffektiv til produktion af store mængder
Retningslinjer for design
Gratis tips til design af pasform
Når du designer til fri pasform:
- Overvej monteringsretning og tilgængelighed
- Tag højde for termisk udvidelse
- Planlæg for tilstrækkelige smørepladser
- Inkluder justeringsfunktioner, når det er nødvendigt
Tips til design med tæt pasform
Husk at passe godt på:
- Angiv krav til overfladefinish
- Overvej monteringsmetoder
- Definer datumreferencer tydeligt
- Tag højde for tolerancer ved opstabling
Kvalitetskontrol
Inspektionsmetoder
Korrekt inspektion sikrer, at kravene til pasform er opfyldt:
- Brug præcisionsmåleinstrumenter
- Implementer go/no-go-målere
- Udfør regelmæssige kalibreringstjek
- Dokumentér inspektionsresultater
Almindelige problemer og løsninger
Fejljustering
- Brug korrekt opspænding under produktionen
- Implementer passende kvalitetskontrolforanstaltninger
- Vedligehold maskinkalibrering
Opstilling af tolerancer
- Overvej kumulative tolerancer i samlinger
- Brug geometrisk dimensionering og tolerance (GD&T)
- Implementer statistisk proceskontrol
I hvilket scenarie anvendes en overgangsfit typisk?
Har du nogensinde kæmpet med at vælge den rigtige pasform til dine mekaniske samlinger? Frustrationen over dele, der sidder for løst eller for stramt, kan føre til dyre produktionsforsinkelser og kvalitetsproblemer. Det er en almindelig udfordring, som kan være afgørende for dit produktionsprojekt.
En overgangspasning anvendes typisk i situationer, hvor komponenter har brug for både midlertidig bevægelse og sikker positionering. Denne pasformstype giver mulighed for indledende glidning eller rotation under samlingen, men giver interferens i den endelige position, hvilket gør den ideel til dele, der kræver præcis justering og kontrolleret bevægelse.
Forstå de grundlæggende principper for overgangspasninger
Overgangspasninger er en unik kategori inden for maskinteknik, hvor toleranceområderne for akslen og hullet overlapper hinanden. Det skaber en situation, hvor tilpasningen kan være enten frigang eller interferens, afhængigt af de faktiske størrelser inden for toleranceområdet. Den radial interferens5 varierer afhængigt af de specifikke dimensioner og fremstillingspræcisionen.
Nøglekarakteristika for overgangsfits
- Variabel natur: Kan fungere som enten clearance eller interference fit
- Kontrolleret montering: Kræver omhyggelig justering og moderat kraft
- Vendbar forbindelse: Giver mulighed for adskillelse, når det er nødvendigt
- Temperaturfølsomhed: Ydeevnen kan variere med temperaturændringer
Almindelige anvendelser i produktionen
Montageoperationer
Overgangspasninger er særligt værdifulde i produktionsscenarier, hvor:
- Komponenter har brug for fleksibilitet i den indledende justering
- Den endelige position kræver stabilitet
- Regelmæssig adgang til vedligeholdelse er nødvendig
- Temperaturvariationer påvirker komponenternes dimensioner
Industri-specifikke anvendelser
| Industri | Eksempel på anvendelse | Fordele |
|---|---|---|
| Biler | Gearsamlinger | Præcis justering med kontrolleret bevægelse |
| Luft- og rumfart | Installation af lejer | Temperaturkompenseret armatur |
| Elektronik | Montering af køleplade | Varmeudvidelse i boligen |
| Medicinsk udstyr | Komponenter til præcisionsinstrumenter | Kontrolleret samlingskraft |
Udvælgelseskriterier for overgangsfittings
Tekniske overvejelser
Hos PTSMAKE overvejer vi flere faktorer, når vi anbefaler overgangspasformer:
Driftstemperaturområde
- Omgivende forhold
- Materialers termiske udvidelseskoefficienter
- Effekter af temperaturcyklusser
Krav til belastning
- Statiske kræfter
- Dynamiske belastninger
- Behov for stødabsorbering
Samlingsmetoder
- Mulighed for manuel montering
- Krav til automatiseret montering
- Særlige behov for værktøj
Materialekompatibilitet
Forskellige materialekombinationer kræver specifikke overvejelser om overgangspasning:
Metal-til-metal
- Tilpasning af termisk udvidelse
- Krav til overfladefinish
- Forebyggelse af korrosion
Metal-til-plastik
- Krybende adfærd
- Miljømæssig stabilitet
- Spændingsfordeling
Retningslinjer for design og bedste praksis
Valg af tolerance
Korrekt valg af tolerance er afgørende for en vellykket overgangspasning:
Grundlæggende overvejelser om størrelse
- Komponenternes dimensioner
- Produktionskapacitet
- Inspektionsmetoder
Krav til overfladefinish
- Specifikationer for ruhed
- Behov for behandling
- Overvejelser om belægning
Valg af fremstillingsproces
Valget af fremstillingsproces har stor betydning for, om transition fit bliver en succes:
| Proces | Fordele | Begrænsninger |
|---|---|---|
| CNC-bearbejdning | Høj præcision | Højere omkostninger for komplekse geometrier |
| Sprøjtestøbning | Omkostningseffektiv til store mængder | Overvejelser om værktøjsslitage |
| 3D-udskrivning | Fleksibilitet i prototypen | Begrænsede materialevalg |
Kvalitetskontrol og verifikation
Teknikker til måling
Dimensionel inspektion
- Koordinatmålemaskiner
- Digitale mikrometre
- Boringsmålere
Test af samling
- Verifikation af pasform
- Vurdering af bevægelse
- Belastningstest
Validering af ydeevne
Funktionel testning
- Modstand mod bevægelse
- Stabilitet i positionen
- Termisk cykling
Langsigtet overvågning
- Slidmønstre
- Krav til vedligeholdelse
- Forringelse af ydeevnen
Fejlfinding af almindelige problemer
Problemer med montering
Vanskelig installation
- Forkert justering
- Overdreven interferens
- Problemer med overfladefinish
Loose Fits
- Opstilling af tolerancer
- Deformation af materiale
- Effekter af temperatur
Forebyggende foranstaltninger
Designfasen
- Grundig toleranceanalyse
- Gennemgang af materialevalg
- Planlægning af montageprocessen
Fremstillingsfasen
- Implementering af processtyring
- Protokoller for kvalitetsinspektion
- Miljømæssig kontrol
Gennem min erfaring hos PTSMAKE har jeg fundet ud af, at vellykkede transition fit-applikationer kræver en afbalanceret tilgang til design, fremstilling og kvalitetskontrol. Forståelse af disse elementer er med til at sikre pålidelig samling af komponenter og langsigtet ydeevne.
Hvad er forholdet mellem Close Fit og Free Fit?
Har du nogensinde undret dig over dele, der ikke vil passe ordentligt sammen? Frustrationen over komponenter, der enten er for løse eller for stramme, kan være vanvittig. Uanset om det drejer sig om aksler, lejer eller andre dele, der passer sammen, kan den forkerte pasform føre til dyre fejl og produktionsforsinkelser.
Close fit og free fit er to forskellige tilpasningsforhold inden for maskinteknik. Tæt pasform giver minimal afstand mellem sammenhørende dele for præcis justering, mens fri pasform giver større afstand for nem montering og relativ bevægelse. Valget mellem dem afhænger af dine specifikke anvendelseskrav.
Forstå de grundlæggende begreber
Egenskaber for tæt pasform
Tæt pasform, også kendt som overgangspasform, skaber en tæt forbindelse mellem modstående dele. Denne type pasform opretholder præcis positionering og justering, samtidig med at den muliggør samling uden overdreven kraft. Min erfaring hos PTSMAKE er, at tæt pasform er afgørende for applikationer, der kræver stor nøjagtighed og minimal bevægelse mellem komponenterne.
Free Fit-karakteristika
Fri pasform giver betydelig afstand mellem de sammenhørende dele, hvilket gør det nemt at samle og skille dem ad. Denne monteringstype tillader relativ bevægelse mellem komponenter og er ideel, når dele skal vedligeholdes eller udskiftes ofte. Den Godtgørelse for oprydning6 mellem dele kan variere fra moderat til betydelig afhængigt af specifikke krav.
De vigtigste forskelle mellem Close Fit og Free Fit
| Aspekt | Tæt pasform | Fri pasform |
|---|---|---|
| Oprydning | Minimal | Betydelig |
| Indsats i forsamlingen | Moderat | Let |
| Bevægelse | Begrænset | Gratis |
| Anvendelser | Præcisionsudstyr | Generelle maskiner |
| Vedligeholdelse | Mindre hyppigt | Regelmæssig adgang |
Anvendelser og brugsscenarier
Applikationer med tæt pasform
- Præcise lejeinstallationer
- Aksel-nav-forbindelser i højhastighedsmaskiner
- Montering af gear på aksler
- Justeringskritiske komponenter
- Højpræcise måleinstrumenter
Gratis fit-applikationer
- Værktøjssystemer med hurtig udskiftning
- Vedligeholdelseskrævende maskindele
- Miljøer med varierende temperatur
- Komponenter til samlebånd
- Aftagelige afskærmninger og dæksler
Kritiske overvejelser for udvælgelse
Krav til ydeevne
Valget mellem tæt pasform og fri pasform har stor betydning for systemets ydeevne. Tæt pasform giver typisk:
- Bedre rundløb
- Reduceret vibration
- Større nøjagtighed
- Bedre fordeling af belastningen
Fri pasform giver:
- Lettere adgang til vedligeholdelse
- Bedre varmeafledning
- Forenklet montering
- Lavere produktionsomkostninger
Miljømæssige faktorer
Temperaturændringer, luftfugtighed og driftsforhold påvirker valget af pasform:
- Tæt pasform kan blive problematisk ved varierende temperaturer
- Fri pasform giver bedre plads til varmeudvidelse
- Støvede miljøer kan kræve strammere pasform
- Kravene til smøring varierer mellem pasformerne
Konsekvenser for produktionen
Produktionstolerancer
Kravene til produktionstolerancer varierer betydeligt:
- Tætte pasninger kræver snævrere tolerancer
- Fri tilpasning giver større toleranceområder
- Produktionsomkostningerne stiger med snævrere tolerancer
- Kravene til kvalitetskontrol er forskellige
Hos PTSMAKE opretholder vi strenge tolerancekontrolsystemer for at sikre ensartet pasformskvalitet på tværs af alle fremstillede komponenter. Vores avancerede CNC-bearbejdningscentre opnår tolerancer så snævre som ±0,01 mm til kritiske applikationer med tæt pasform.
Overvejelser om materialer
Materialeegenskaber påvirker valg af pasform:
- Termiske udvidelseskoefficienter
- Materialets hårdhed
- Krav til overfladefinish
- Slidkarakteristika
Fælles udfordringer og løsninger
Problemer med montering
Tætte pasninger giver ofte udfordringer ved montering:
- Risiko for tilspidsning eller fastklemning
- Behov for særligt monteringsværktøj
- Temperaturbaserede monteringsteknikker
- Krav til korrekt justering
Fripasninger kan have forskellige problemer:
- Overdreven bevægelse
- Støj under drift
- Slid fra bevægelse
- Stabilitet i justeringen
Overvejelser om vedligeholdelse
Forskellige pasformstyper kræver forskellige vedligeholdelsesmetoder:
- Tætte pasformer kræver ofte mindre hyppig vedligeholdelse
- Fri pasform gør det lettere at udskifte komponenter
- Kravene til smøring varierer
- Slidmønstre varierer betydeligt
Konsekvenser for omkostningerne
Produktionsomkostninger
- Tætte pasninger kræver mere præcis bearbejdning
- Fri pasform giver mere økonomisk produktion
- Værktøjsomkostningerne varierer efter pasformstype
- Inspektionskrav påvirker omkostningerne
Omkostninger i livscyklus
Langsigtede overvejelser omfatter:
- Vedligeholdelsesfrekvens
- Udskiftning af komponenter
- Nedetid på grund af reparationer
- Systemets samlede pålidelighed
Bedste praksis for implementering
Designfasen
- Overvej driftsbetingelserne
- Evaluer kravene til vedligeholdelse
- Tag højde for monteringsmetoder
- Planlæg for termiske effekter
Kvalitetskontrol
- Implementer passende inspektionsmetoder
- Oprethold detaljeret dokumentation
- Fastlæg klare acceptkriterier
- Overvåg montageprocesser
Hvad er den bedste definition af en clearance fit?
Har du nogensinde samlet mekaniske dele og bemærket et hul mellem dem? Måske har du kæmpet med komponenter, der burde passe sammen, men som ikke flugter perfekt? Denne almindelige udfordring kan føre til alvorlige samleproblemer og produktfejl, hvis den ikke forstås korrekt.
En pasform med frigang er en type mekanisk pasform, hvor den indre del (akslen) er mindre end den ydre del (hullet), hvilket skaber et mellemrum mellem dem. Dette design sikrer nem montering og giver mulighed for relativ bevægelse mellem komponenterne, samtidig med at funktionaliteten bevares.
Forstå det grundlæggende i Clearance Fits
Fripasninger er grundlæggende inden for maskinteknik og produktion. Hos PTSMAKE arbejder vi jævnligt med forskellige frigangspasninger for at sikre en optimal samling af komponenter. Det grundlæggende princip går ud på at skabe et bevidst mellemrum mellem sammenhørende dele, hvor huldiameteren er større end akseldiameteren.
Nøglekomponenter i Clearance Fits
- Nominel størrelse: Delens grundlæggende teoretiske størrelse
- Faktisk størrelse: Den målte størrelse efter fremstilling
- Diametral frigang7: Forskellen mellem hul- og akseldiameter
Typer af frigangspasninger
Forskellige anvendelser kræver forskellige niveauer af frigang. Her er en omfattende oversigt:
Løbende pasform
Disse tilpasninger giver mulighed for relativ bevægelse mellem dele, samtidig med at justeringen opretholdes. Almindelige anvendelser omfatter:
- Roterende aksler i lejer
- Glidende mekanismer
- Lineære bevægelsessystemer
Glidende pasform
Designet til dele, der skal glide eller bevæge sig let:
- Vejledninger til værktøjsmaskiner
- Stempler til biler
- Hydrauliske cylindre
Loose Fits
Bruges, hvor præcis justering ikke er kritisk:
- Samlingsjigs
- Midlertidig fastgørelse
- Ikke-kritiske komponenter
Standarder og tolerancer for tilpasning af afstand
Følgende tabel viser almindelige tolerancer for spillerumstilpasning i henhold til ISO-standarder:
| Fit klasse | Beskrivelse | Typiske anvendelser | Afstandsområde |
|---|---|---|---|
| H7/g6 | Tæt løb | Præcisionsmaskiner | 0,005-0,020 mm |
| H8/f7 | Frit løb | Generelle maskiner | 0,020-0,060 mm |
| H9/e8 | Løst løb | Landbrugsudstyr | 0,060-0,160 mm |
Faktorer, der påvirker valg af clearance fit
Der er flere faktorer, der skal tages i betragtning, når man designer frigangspasninger:
Driftsbetingelser
- Temperaturvariationer
- Hastigheden af driften
- Krav til smøring
- Miljømæssige faktorer
Materialeegenskaber
- Termiske udvidelseskoefficienter
- Overfladefinish
- Materialets hårdhed
- Slidkarakteristika
Bedste praksis for implementering af clearingstilpasninger
Hos PTSMAKE har vi udviklet specifikke retningslinjer for optimal implementering af clearance fit:
- Overvej monteringsprocessen
- Tag højde for termisk udvidelse
- Evaluer driftshastigheder
- Faktor i smøremetoder
- Vurder krav til vedligeholdelse
Almindelige anvendelser i industrien
Forskellige industrier bruger clearance fits til forskellige formål:
Bilindustrien
- Motorkomponenter
- Transmissionssystemer
- Dele til affjedring
Luft- og rumfartsapplikationer
- Mekanismer til landingsstel
- Koblinger til kontrolflader
- Brændstofsystemets komponenter
Produktionsudstyr
- Spindler til værktøjsmaskiner
- Transportør-systemer
- Udstyr til samlebånd
Fejlfinding af problemer med pladsforholdene
Almindelige problemer og løsninger omfatter:
Overdreven frihøjde
- Årsager: Dårlig tolerancekontrol, slid
- Løsninger: Strammere tolerancer, opgradering af materialer
Utilstrækkelig afstand
- Årsager: Termisk udvidelse, forkert justering
- Løsninger: Korrekt toleranceberegning, forbedret design
Designovervejelser for optimal tilpasning af frirum
Overvej det, når du skal designe pasformer:
- Belastningsforhold
- Krav til hastighed
- Miljømæssige faktorer
- Samlingsmetoder
- Adgang til vedligeholdelse
Kvalitetskontrol og inspektion
Det er nødvendigt at sikre korrekt plads:
Målemetoder
- Mikrometer
- Boringsmålere
- CMM-maskiner
- Digitale skydelærer
Krav til dokumentation
- Inspektionsrapporter
- Tolerancespecifikationer
- Materialecertifikater
- Monteringsvejledning
Fremtidige tendenser inden for Clearance Fit-applikationer
Feltet fortsætter med at udvikle sig:
- Avancerede materialer
- Smart produktion
- Automatiseret inspektion
- Digital tvilling-teknologi
- AI-drevet designoptimering
Gennem vores erfaring hos PTSMAKE har vi set, hvordan korrekt valg af frigangspasning har stor indflydelse på produktets ydeevne og pålidelighed. Forståelse af disse grundlæggende principper hjælper ingeniører og designere med at træffe informerede beslutninger for deres specifikke applikationer.
Hvornår skal man bruge Interference Fit?
Har du nogensinde kæmpet med dele, der bliver ved med at løsne sig, eller komponenter, der ikke vil holde sig på linje? Frustrationen over at skulle håndtere mislykkede samlinger på grund af forkert valg af pasform kan være overvældende, især når præcision og pålidelighed ikke er til forhandling.
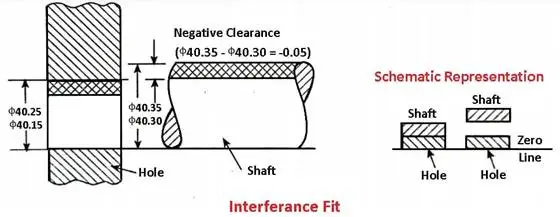
Interferenspasning skal bruges, når der er brug for en permanent, stærk forbindelse mellem dele. Denne monteringsmetode skaber en sikker samling ved at gøre akslen lidt større end hullet, hvilket resulterer i materialekompression, når den samles, hvilket er ideelt til applikationer med højt drejningsmoment og tung belastning.
Grundlæggende forståelse af interferenstilpasning
Interference fit, også kendt som press fit eller force fit, er en vigtig samlingsmetode inden for præcisionsfremstilling. Det grundlæggende princip er at skabe en forbindelse, hvor akslens ydre diameter er lidt større end hullets indre diameter. Når disse komponenter samles, gennemgår materialet elastisk deformation8Det skaber et stærkt, pålideligt bånd.
Nøglekarakteristika for interferenstilpasning
- Permanent eller semi-permanent forbindelse
- Høj modstandsdygtighed over for rotationsbevægelser
- Fremragende evne til at overføre drejningsmoment
- Der kræves ingen ekstra fastgørelseskomponenter
- Overlegen aksial belastningskapacitet
Optimale applikationer til interferenstilpasning
Komponenter til biler
I bilindustrien bruges interferenspasninger i vid udstrækning til:
- Lejesæt i hjulnav
- Ventilsæder i topstykker
- Bøsninger i affjedringskomponenter
- Montering af gear på aksler
- Cylinderforinger i motorblokke
Industrielle maskiner
Følgende applikationer har stor gavn af interferenstilpasninger:
- Rotorsamlinger i elektriske motorer
- Lejer i tungt udstyr
- Installation af remskiver og gear
- Akselkoblinger
- Værktøjsholdere i bearbejdningscentre
Faktorer, der påvirker valg af interferenstilpasning
Materialeegenskaber
| Materialeegenskaber | Indvirkning på pasform |
|---|---|
| Elastisk modul | Påvirker deformationsadfærd |
| Termisk udvidelse | Påvirker samleprocessen |
| Overfladens ruhed | Bestemmer den nødvendige interferens |
| Materialets styrke | Sætter grænser for tilladt belastning |
Miljømæssige overvejelser
- Driftstemperaturområde
- Udsættelse for smøremidler eller kemikalier
- Vibrationsniveauer
- Frekvens af belastningscyklusser
- Risiko for fugt og korrosion
Beregning af parametre for interferenstilpasning
Succesen med en interferenstilpasning afhænger af præcise beregninger. Hos PTSMAKE bruger vi sofistikeret software og måleværktøjer til at bestemme optimale interferensværdier baseret på:
Dimensionelle faktorer
| Parameter | Overvejelser om beregning |
|---|---|
| Nominel størrelse | Basisdimension for interferens |
| Tolerancegrad | Valg af IT-kvalitet |
| Overfladefinish | Påvirkning af Ra-værdi |
| Fejl i formularer | Cylindricitet og rundhed |
Samlingsmetoder og bedste praksis
Teknikker til presning
Koldpresning
- Mest almindelige metode
- Kræver præcis kraftkontrol
- Velegnet til mindre komponenter
Termisk montering
- Bruger temperaturdifferentiale
- Minimerer stress ved montering
- Ideel til større komponenter
Foranstaltninger til kvalitetskontrol
For at sikre vellykkede interferenstilpasninger implementerer vi:
- Verifikation af dimensioner før montering
- Inspektion af overfladefinish
- Overvågning af monteringskraft
- Test efter montering
- Dokumentation af procesparametre
Fælles udfordringer og løsninger
Problemer med installationen
Forkert justering under montering
- Løsning: Brug ordentlige vejledninger og beslag
- Implementer præcise justeringsprocedurer
Skader på overfladen
- Løsning: Anvend passende smøremidler
- Oprethold et rent monteringsmiljø
Problemer med ydeevnen
Fælles svigt
- Løsning: Bekræft interferensberegninger
- Gennemgå materialekompatibilitet
Overdreven stress
- Løsning: Optimer interferensværdierne
- Overvej funktioner til aflastning af stress
Anbefalinger til design
Hos PTSMAKE følger vores ingeniørteam disse retningslinjer for design med interferenspasning:
Overvejelser om materialevalg
- Matchende materialeegenskaber
- Tag højde for termiske effekter
- Overvej korrosionsbestandighed
Geometriske træk
- Inkluder indføring af affasninger
- Angiv krav til overfladefinish
- Design til spændingsfordeling
Forsamlingsbestemmelser
- Planlæg demontering, hvis det er nødvendigt
- Inkluder ekstraktionsfunktioner
- Overvej adgang til vedligeholdelse
Konsekvenser for omkostningerne
At forstå de økonomiske aspekter af interferens hjælper med at træffe beslutninger:
Omkostningsfaktorer
| Element | Påvirkning |
|---|---|
| Præcisionsbearbejdning | Højere omkostninger for snævrere tolerancer |
| Overfladefinish | Yderligere behandlingsomkostninger |
| Monteringsudstyr | Investering i presseværktøjer |
| Kvalitetskontrol | Udgifter til inspektion og test |
Hvordan påvirker valg af materiale Transition Fit Performance?
Har du nogensinde samlet komponenter, der så perfekte ud på papiret, men som ikke helt passede i virkeligheden? Mange ingeniører står over for frustrerende situationer, hvor omhyggeligt designede overgangspasninger fejler uventet, hvilket fører til dyre projektforsinkelser og omarbejde. Den grundlæggende årsag kan ofte spores tilbage til en overset faktor: materialevalg.
Materialevalg har stor indflydelse på overgangspasningens ydeevne gennem dets indflydelse på termisk udvidelse, slidstyrke og overfladeegenskaber. Den rigtige materialesammensætning sikrer optimal frigang, forhindrer for tidlig slitage og opretholder den tilsigtede funktionalitet i hele komponentens livscyklus.

Forståelse af materialeegenskaber i overgangsfittings
Overvejelser om varmeudvidelse
Den termisk udvidelseskoefficient9 spiller en afgørende rolle for overgangspassagens stabilitet. Forskellige materialer udvider sig og trækker sig sammen i varierende grad, når de udsættes for temperaturændringer. Hos PTSMAKE overvejer vi nøje temperaturintervaller under materialevalget for at sikre pålidelige tilpasninger under alle driftsforhold.
Her er en sammenligning af almindelige materialekombinationer og deres varmeudvidelsesegenskaber:
| Materiale Par | Varmeudvidelsesmatch | Anbefalet anvendelse |
|---|---|---|
| Stål/Stahl | Fremragende | Tunge maskiner, bilindustrien |
| Aluminium/stål | Fair | Letvægts-samlinger |
| Messing/stål | God | Marineudstyr |
| Plastik/metal | Dårlig | Ikke-kritiske komponenter |
Overfladefinish Impact
Overfladefinishens kvalitet har direkte indflydelse på overgangens pasform. Glatte overflader giver typisk bedre kontakt og en mere forudsigelig pasform. Men materialets hårdhed påvirker vores evne til at opnå og vedligeholde den ønskede overfladefinish.
Relationer mellem materialers hårdhed
Den relative hårdhed mellem de modstående komponenter påvirker slidmønstrene og den langsigtede pasformsstabilitet. Jeg anbefaler at følge disse retningslinjer:
| Komponenttype | Anbefalet hårdhedsforhold | Forventet resultat |
|---|---|---|
| Aksel/nav | 1,2:1 til 1,5:1 | Optimal slidstyrke |
| Leje/hus | 1,3:1 til 1,8:1 | Forlænget levetid |
| Stift/boring | 1,1:1 til 1,4:1 | Konsekvent præstation |
Materialespecifikke præstationsfaktorer
Metalliske materialer
Stål er stadig det mest almindelige valg til overgangspasninger på grund af dets egenskaber:
- Forudsigelig termisk opførsel
- Fremragende dimensionsstabilitet
- God slidstyrke
- Omkostningseffektivitet
Aluminiumslegeringer giver fordele i:
- Vægtreduktion
- Modstandsdygtighed over for korrosion
- Termisk ledningsevne
- Fleksibilitet i produktionen
Ikke-metalliske muligheder
Moderne teknisk plast giver unikke muligheder:
- Lavere friktionskoefficienter
- Kemisk modstandsdygtighed
- Støjreduktion
- Fleksibilitet i designet
De kræver dog særlig opmærksomhed:
- Temperaturfølsomhed
- Krybende adfærd
- Absorption af fugt
- Langsigtet dimensionel stabilitet
Miljømæssige overvejelser
Effekter af temperatur
Driftstemperaturen har stor indflydelse på pasformens ydeevne:
- Dimensionelle ændringer
- Ændringer af materielle egenskaber
- Ændringer i slidstyrke
- Krav til smøring
Kemisk eksponering
Materialevalg skal tage højde for:
- Ætsende miljøer
- Kompatibilitet med smøremidler
- Kemiske rengøringsmidler
- Forurening af miljøet
Strategier til optimering af design
At optimere overgangspassformens ydeevne gennem materialevalg:
Overvej driftsbetingelserne
- Temperaturområde
- Indlæsningsmønstre
- Miljømæssige faktorer
- Krav til levetid
Evaluer materialets egenskaber
- Termiske udvidelseskoefficienter
- Slidkarakteristika
- Muligheder for overfladefinish
- Overvejelser om omkostninger
Tag højde for fremstillingsmetoder
- Bearbejdningsmuligheder
- Muligheder for overfladebehandling
- Krav til montering
- Foranstaltninger til kvalitetskontrol
Bedste praksis for implementering
Hos PTSMAKE har vi udviklet specifikke retningslinjer for materialevalg i overgangspasninger:
Primære overvejelser
- Krav til ansøgning
- Miljømæssige forhold
- Omkostningsbegrænsninger
- Behov for vedligeholdelse
Kontrol af materialekompatibilitet
- Galvanisk korrosionspotentiale
- Tilpasning af termisk udvidelse
- Forhold mellem hårdhed
- Slidkarakteristika
Verifikation af produktion
- Mulighed for dimensionel nøjagtighed
- Opnåelse af overfladefinish
- Muligheder for varmebehandling
- Metoder til kvalitetskontrol
Kvalitetssikringsforanstaltninger
For at sikre en optimal overgangspasform:
Certificering af materiale
- Verifikation af sammensætning
- Test af egenskaber
- Batch-sporing
- Krav til dokumentation
Dimensionel kontrol
- Præcisionsmålinger
- Temperaturkompensation
- Verifikation af tolerance
- Inspektion af overfladefinish
Validering af samlinger
- Test af pasform
- Simulering af miljøet
- Verifikation af ydeevne
- Krav til dokumentation
Hvad er almindelige fejl, når man designer til overgangspasninger?
Har du nogensinde oplevet frustrationen over komponenter, der bare ikke vil passe ordentligt sammen? Det er det øjeblik, hvor dine omhyggeligt designede dele enten sidder for stramt eller efterlader uønskede huller, så det, der burde være en problemfri samling, bliver til en kostbar hovedpine.
Overgangspasninger kræver omhyggelig overvejelse af tolerancer, materialeegenskaber og miljøfaktorer. Almindelige fejl er forkerte toleranceberegninger, at man overser varmeudvidelse, ignorerer krav til overfladefinish og undlader at overveje samlingsmetoder.

Forstå det grundlæggende i design af overgangspasforme
Overgangspasninger befinder sig i det kritiske rum mellem frigangs- og interferenspasninger, hvilket gør dem særligt udfordrende at designe korrekt. Disse pasninger er kendetegnet ved at have tolerancezoner for overlapning10 der kan resultere i enten en lille interferens eller frigang afhængigt af de faktiske fremstillede dimensioner.
Nøglekomponenter i Transition Fit-design
- Valg af tolerance
- Overvejelser om materialer
- Krav til overfladefinish
- Samlingsmetoder
Kritiske designfejl, der skal undgås
1. Forkert beregning af tolerance
En af de mest almindelige fejl, jeg ser i design af overgangspasninger, er forkert toleranceberegning. Ingeniører begår ofte disse specifikke fejl:
- Brug af vilkårlige toleranceværdier uden at tage hensyn til funktionelle krav
- Undlader at tage højde for kumulative tolerancer i samlinger
- Tager ikke højde for produktionskapacitet
Her er en praktisk oversigt over anbefalede toleranceområder for forskellige overgangspasninger:
| Applikationstype | Anbefalet toleranceområde | Typisk brugssag |
|---|---|---|
| Let arbejde | IT6 - IT7 | Komponenter til instrumenter |
| Mellemtungt arbejde | IT7 - IT8 | Generelle maskiner |
| Tungt arbejde | IT8 - IT9 | Industrielt udstyr |
2. Negligering af materialeegenskaber
Materialevalg har stor indflydelse på overgangspassformens ydeevne. Almindelige forglemmelser omfatter:
- Tager ikke højde for forskellige varmeudvidelseskoefficienter
- Ignorerer forskelle i materialehårdhed
- Overser materialedeformation under belastning
3. Fejlberegninger af overfladefinish
Hos PTSMAKE har vi observeret, at overfladefinishen spiller en afgørende rolle for en vellykket overgangspasning. Vigtige fejl inkluderer:
- Specificering af unødvendigt fin overfladefinish
- Overvejer ikke forholdet mellem overfladefinish og monteringskraft
- Ignorerer effekten af overfladebehandlinger
4. Overvågning af monteringsmetoder
Korrekte monteringsteknikker er afgørende for, at overgangen passer. Almindelige fejl omfatter:
- Manglende angivelse af monteringsvejledning
- Manglende hensyntagen til monteringsværktøj og -udstyr
- Overser behovet for specielle fiksturer eller justeringsguider
Miljømæssige overvejelser
Temperaturvariationer kan påvirke overgangspassformens ydeevne betydeligt. Kritiske faktorer omfatter:
- Driftstemperaturområde
- Omgivelsesforhold under montering
- Opbevaringsforhold
Omkostningskonsekvenser af dårligt overgangsdesign
Dårligt design af overgangspasformen kan føre til:
Øgede produktionsomkostninger
- Højere afvisningsprocent
- Yderligere bearbejdningsoperationer
- Hyppigere udskiftning af værktøj
Problemer med montering
- Forlænget montagetid
- Beskadigede komponenter
- Højere lønomkostninger
Fejl i marken
- Garantikrav
- Problemer med vedligeholdelse
- Utilfredshed hos kunderne
Bedste praksis for succes
Krav til dokumentation
Korrekt dokumentation er afgørende for en vellykket implementering af transition fit:
- Detaljerede tekniske tegninger
- Monteringsvejledning
- Krav til kvalitetskontrol
- Inspektionsprocedurer
Foranstaltninger til kvalitetskontrol
Implementering af robuste kvalitetskontrolprocedurer hjælper med at sikre ensartede resultater:
Måleprotokol
- Korrekt valg af måler
- Miljøkontrol under måling
- Regelmæssige kalibreringsprocedurer
Processtyring
- Implementering af statistisk proceskontrol
- Regelmæssig overvågning af nøgledimensioner
- Dokumentation af variationer
Branchespecifikke overvejelser
Forskellige brancher har unikke krav til overgangspasninger:
Luft- og rumfartsapplikationer
- Strengere krav til tolerancer
- Særlige overvejelser om materialer
- Omfattende behov for dokumentation
Bilindustrien
- Overvejelser om produktion af store mængder
- Krav til omkostningsoptimering
- Krav til holdbarhed
Fremstilling af medicinsk udstyr
- Krav til montering i renrum
- Overvejelser om biokompatibilitet
- Behov for overholdelse af lovgivning
Fremtidige tendenser inden for design af overgangspasformer
Designet af overgangspasformer fortsætter med at udvikle sig:
Avancerede produktionsteknologier
- Muligheder for 3D-printning
- Forbedrede teknikker til overfladebehandling
- Bedre målesystemer
Digitale værktøjer
- FEA-simuleringssoftware
- Programmer til toleranceanalyse
- Implementering af digital tvilling
Implementeringsstrategier i den virkelige verden
Baseret på min erfaring hos PTSMAKE kræver et vellykket transition fit-design:
Tidlig planlægning
- Møder om designgennemgang
- Test af prototyper
- Vurdering af produktionskapacitet
Kommunikation
- Klare tekniske specifikationer
- Regelmæssig feedback fra leverandører
- Inddragelse af tværfunktionelle teams
Kontinuerlig forbedring
- Regelmæssig gennemgang af processer
- Opdatering af dokumentation
- Team-træning
Klik for at få mere at vide om optimale tolerancezoner til præcisionstilpasninger i produktionen. ↩
Klik her for at få mere at vide om toleranceberegninger og deres praktiske anvendelse i produktionen. ↩
Klik her for at få mere at vide om metoder til beregning af tolerancer og deres praktiske anvendelse. ↩
Klik for at få mere at vide om frigang og interferenspasninger i mekanisk design. ↩
Klik her for at få mere at vide om interferensberegninger og metoder til valg af optimal tilpasning. ↩
Klik for at få mere at vide om beregning af frigang og retningslinjer for valg af optimal pasform. ↩
Klik for at få mere at vide om beregning af korrekt frigang for optimalt design af mekanisk tilpasning. ↩
Klik for at lære mere om metoder til beregning af elastisk deformation og praktiske anvendelser. ↩
Klik for at få mere at vide om varmeudvidelsens afgørende rolle i præcisionsteknik og produktion. ↩
Klik for at få mere at vide om, hvordan overlappende tolerancer påvirker succesraten for montering. ↩






