

Mange producenter kæmper med at vælge det rigtige materiale til deres plastemner. De uendelige muligheder og tekniske specifikationer kan være overvældende, og det fører ofte til dyre fejl i materialevalget. Jeg har set virksomheder spilde tusindvis af dollars på mislykkede projekter, simpelthen fordi de valgte den forkerte plast.
ABS-sprøjtestøbning er en fremstillingsproces, der kombinerer akrylnitril-, butadien- og styrenpolymerer for at skabe holdbare plastdele. Processen bruger varme og tryk til at smelte ABS-plast og sprøjte det ind i formene, så der produceres stærke, slagfaste komponenter.

Jeg vil gerne dele nogle kritiske indsigter om ABS-sprøjtestøbning, som kan spare dig tid og penge. Som en person, der fører tilsyn med adskillige ABS-støbeprojekter hos PTSMAKE, forstår jeg, hvor vigtigt det er at gøre denne proces rigtigt. Lad mig gennemgå de væsentlige aspekter, der gør ABS-sprøjtestøbning til et foretrukket valg for mange industrier.
Er ABS-materiale let at støbe?
Har du nogensinde oplevet skæve eller deformerede ABS-plastdele? Mange producenter kæmper med ABS-støbeproblemer, lige fra grimme synkemærker til frustrerende delfejl. Disse udfordringer kan føre til dyre produktionsforsinkelser og spildte materialer, så man bliver i tvivl om, hvorvidt man har valgt det rigtige materiale.
ABS er generelt let at støbe på grund af det brede forarbejdningsvindue og de gode flydeegenskaber. Succesen afhænger dog af de rette støbeparametre, udstyrsopsætning og materialehåndtering. Med den rette ekspertise og forberedelse kan ABS støbes effektivt og konsekvent.
Forståelse af ABS-materialets egenskaber
ABS (Acrylonitrile Butadiene Styrene) er et alsidigt termoplastisk materiale med en unik kombination af egenskaber. Materialets glasovergangstemperatur1 spiller en afgørende rolle for dets formbarhed. Hos PTSMAKE har vi fundet ud af, at det er vigtigt at forstå disse egenskaber for at få succes med støbningen:
Kemisk struktur Fordele
- Akrylnitril: Giver kemisk modstandsdygtighed
- Butadien: Forbedrer slagstyrken
- Styren: Giver god bearbejdelighed
Vigtige fysiske egenskaber
| Ejendom | Typisk rækkevidde | Indvirkning på støbning |
|---|---|---|
| Indeks for smelteflow | 1-36 g/10min | Påvirker fyldeevnen |
| Krympning | 0.4-0.7% | Påvirker delens nøjagtighed |
| Forarbejdningstemperatur | 220-260°C | Bestemmer smelteadfærd |
Kritiske støbeparametre
Succes med ABS-støbning afhænger i høj grad af, at man har styr på flere nøgleparametre:
Temperaturkontrol
Korrekt temperaturstyring er afgørende for ABS-støbning. Baseret på min erfaring hos PTSMAKE anbefaler vi:
- Tøndetemperatur: 220-260°C
- Formens temperatur: 60-80°C
- Dysetemperatur: 230-250°C
Trykindstillinger
Korrekt trykstyring sikrer delens kvalitet:
- Indsprøjtningstryk: 70-120 MPa
- Holdetryk: 50-80% af indsprøjtningstrykket
- Modtryk: 2,5-5 MPa
Almindelige udfordringer med støbning
Følsomhed over for fugt
ABS kræver ordentlig tørring før forarbejdning:
- Anbefalet fugtindhold: <0,1%
- Tørretemperatur: 80-85°C
- Tørretid: 2-4 timer
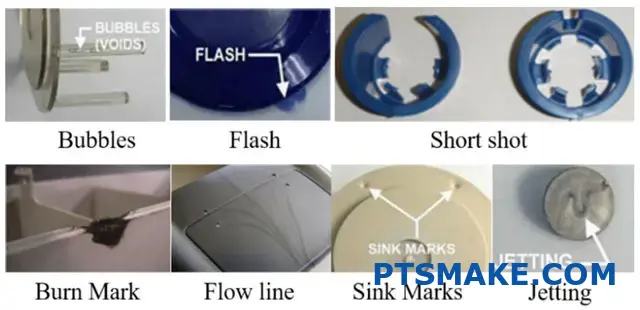
Forebyggelse af overfladefejl
Almindelige problemer og løsninger:
| Defekt | Årsag | Løsning |
|---|---|---|
| Vaskemærker | Utilstrækkelig pakning | Øg holdetrykket |
| Flow-linjer | Dårlig smeltetemperatur | Juster tøndens temperatur |
| Forvridning | Ujævn afkøling | Balance i kølekanalerne |
Bedste praksis for materialehåndtering
Krav til opbevaring
- Opbevares i lukkede beholdere
- Hold den relative luftfugtighed under 50%
- Holdes væk fra direkte sollys
Forbehandlingstrin
- Test af materialer
- Korrekt tørring
- Rengøring af udstyr
- Verifikation af parametre
Avancerede støbeteknikker
Støbning med flere skud
Hos PTSMAKE har vi med succes implementeret multi-shot støbning med ABS:
- Giver mulighed for komplekse designs
- Reducerer antallet af monteringstrin
- Forbedrer delens funktionalitet
Videnskabelig tilgang til støbning
Brug af videnskabelige støbeprincipper sikrer ensartethed:
- Systematisk procesudvikling
- Datadrevet udvælgelse af parametre
- Løbende overvågning og justering
Branchespecifikke overvejelser
Anvendelser i biler
- Høje krav til slagfasthed
- Behov for temperaturstabilitet
- Specifikationer for overfladefinish
Forbrugerelektronik
- Snævre dimensionelle tolerancer
- Æstetiske krav
- Mulighed for EMI-afskærmning
Foranstaltninger til kvalitetskontrol
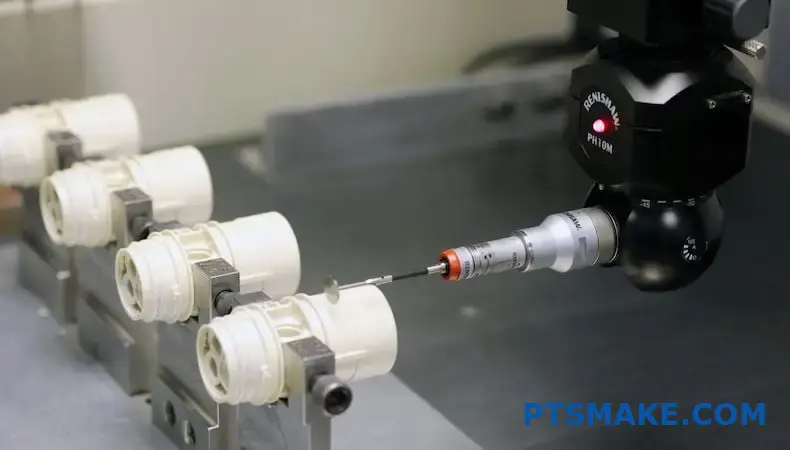
Kontrol undervejs i processen
- Regelmæssige visuelle inspektioner
- Verifikation af dimensioner
- Kontrol af vægt
- Vurdering af overfladekvalitet
Test efter støbning
| Testtype | Formål | Frekvens |
|---|---|---|
| Test af påvirkning | Verifikation af styrke | Pr. batch |
| Dimensionel analyse | Overholdelse af størrelse | Per opsætning |
| Visuel inspektion | Overfladekvalitet | 100% |
Strategier til optimering af omkostninger
Valg af materiale
- Valg af karakter baseret på ansøgning
- Optimering af brug af regrind
- Ledelse af forsyningskæden
Proceseffektivitet
- Optimering af cyklustid
- Reduktion af energiforbrug
- Minimering af skrotningsgrad
Ved at implementere disse omfattende tilgange hos PTSMAKE har vi opnået konstant succes med ABS-støbning. Materialet giver nogle udfordringer, men korrekt forberedelse og kontrol gør det til en af de mere tilgivende tekniske plasttyper at arbejde med.
Kan ABS-plast trykstøbes?
Når producenter overvejer at kompressionsstøbe ABS-plast, står de ofte over for et kritisk dilemma. Processen virker ligetil, men potentialet for materialenedbrydning og inkonsekvente resultater skaber betydelig usikkerhed. Jeg har set mange kunder kæmpe med mislykkede forsøg, hvor de har spildt både tid og ressourcer.
Selvom ABS-plast teknisk set kan kompressionsstøbes, anbefales det ikke på grund af dets termoplastiske natur. Materialets molekylære struktur gør det bedre egnet til sprøjtestøbningsprocesser, hvor de kontrollerede opvarmnings- og afkølingscyklusser kan bevare dets egenskaber og sikre en ensartet kvalitet.

Forståelse af ABS-materialets egenskaber
Succesen med enhver støbeproces afhænger i høj grad af forståelsen af materialets egenskaber. ABS (Acrylonitrile Butadiene Styrene) har specifikke egenskaber, der påvirker dets forarbejdningsadfærd:
Termiske egenskaber
- Glasovergangstemperatur: 105°C
- Temperaturområde for forarbejdning: 190-250°C
- Varmeafbøjningstemperatur: 85-98°C
Materialet udviser Viskoelastisk opførsel2 under behandlingen, hvilket påvirker, hvordan det reagerer på kompressionskræfter.
Hvorfor kompressionsstøbning ikke er ideelt til ABS
Karakteristik af materialeflow
Hos PTSMAKE har vi grundigt testet forskellige støbemetoder til ABS. Materialets flowadfærd giver flere udfordringer under kompressionsstøbning:
- Ujævn fordeling af materialer
- Risiko for indeslutning af luft
- Inkonsekvent tæthed på tværs af delen
Problemer med temperaturkontrol
Følgende tabel illustrerer de vigtigste forskelle mellem kompressionsstøbning og sprøjtestøbning af ABS:
| Parameter | Kompressionsstøbning | Sprøjtestøbning |
|---|---|---|
| Temperaturkontrol | Begrænset | Præcis |
| Cyklustid | Længere | Kortere |
| Konsistens mellem dele | Variabel | Høj |
| Omkostninger til værktøj | Lavere | Højere |
| Produktionsvolumen | Lav-medium | Mellemhøj |
Bedre alternativer til ABS-behandling
Fordele ved sprøjtestøbning
Baseret på vores produktionserfaring giver sprøjtestøbning overlegne resultater for ABS:
- Bedre kontrol med materialeflowet
- Mere ensartet delkvalitet
- Højere produktionseffektivitet
- Mindre affald
- Bedre overfladefinish
Optimering af procesparametre
For at opnå optimale resultater med ABS anbefaler vi følgende sprøjtestøbningsparametre:
- Smeltetemperatur: 220-260°C
- Formtemperatur: 50-80°C
- Indsprøjtningstryk: 70-120 MPa
- Holdetryk: 40-80% af indsprøjtningstrykket
Overvejelser om kvalitet
Overfladefinish og æstetik
Forskellene i overfladekvalitet mellem kompressionsstøbte og sprøjtestøbte ABS-emner er betydelige:
Sprøjtestøbning giver:
- Glattere overflader
- Bedre fastholdelse af glans
- Mere ensartet tekstur
- Overlegen gengivelse af detaljer
Kompressionsstøbning resulterer typisk i:
- Variabel overfladefinish
- Potentiale for flowlinjer
- Mindre ensartet udseende
- Begrænsede muligheder for detaljer
Strukturel integritet
Mit team har udført omfattende test på både kompressions- og sprøjtestøbte ABS-dele. Sammenligningen af den strukturelle integritet afslører:
Mekaniske egenskaber
- Trækstyrke
- Modstandsdygtighed over for slag
- Dimensionel stabilitet
- Modstandsdygtighed over for vridning
Langsigtet præstation
- Vejrbestandighed
- UV-stabilitet
- Kemisk modstandsdygtighed
- Varmebestandighed
Omkostningsanalyse og produktionseffektivitet
Overvejelser om produktionsvolumen
Valget mellem kompressionsstøbning og sprøjtestøbning handler ofte om økonomi:
Produktion af små mængder (< 1.000 dele)
- Omkostninger til værktøj
- Opsætningstid
- Materialeaffald
- Krav til arbejdskraft
Produktion af store mængder (> 1.000 dele)
- Effektivitet i cyklustid
- Potentiale for automatisering
- Konsistent kvalitet
- Samlet omkostning pr. del
Investering og ROI
Når man overvejer ABS-behandlingsmetoder, påvirker disse faktorer investeringsafkastet:
| Faktor | Kompressionsstøbning | Sprøjtestøbning |
|---|---|---|
| Første investering | Lavere | Højere |
| Driftsomkostninger | Højere pr. del | Lavere pr. del |
| Produktionshastighed | Langsommere | Hurtigere |
| Skrotprocent | Højere | Lavere |
| Arbejdsomkostninger | Højere | Lavere |
Påvirkning af miljø og bæredygtighed
Valget af fremstillingsmetode påvirker den miljømæssige bæredygtighed:
Materialeaffald
- Kompressionsstøbning genererer typisk mere affald
- Sprøjtestøbning giver bedre materialeeffektivitet
- Genbrugspotentialet varierer efter proces
Energiforbrug
- Proceseffektivitet
- Krav til udstyr
- Varighed af produktionscyklus
Hos PTSMAKE prioriterer vi bæredygtig produktionspraksis, samtidig med at vi opretholder høje kvalitetsstandarder. Vores sprøjtestøbningsprocesser til ABS-materialer opnår materialeudnyttelsesgrader på over 98%, hvilket reducerer affald og miljøpåvirkning betydeligt.
Hvad er de forskellige kvaliteter af ABS-sprøjtestøbning?
Det kan være overvældende at vælge den rigtige ABS-kvalitet til sprøjtestøbning. Med hundredvis af muligheder, der hver især har forskellige egenskaber, kæmper mange ingeniører og produktdesignere med at træffe det optimale valg til deres specifikke anvendelse. Denne beslutning har direkte indflydelse på produktets kvalitet og ydeevne.
ABS-kvaliteter (Acrylonitrile Butadiene Styrene) til sprøjtestøbning kategoriseres ud fra deres specifikke egenskaber og anvendelsesområder. Hovedkategorierne omfatter generelle, varmebestandige, slagfaste, flammehæmmende og specialiserede kvaliteter, der hver især har unikke egenskaber til forskellige produktionsbehov.
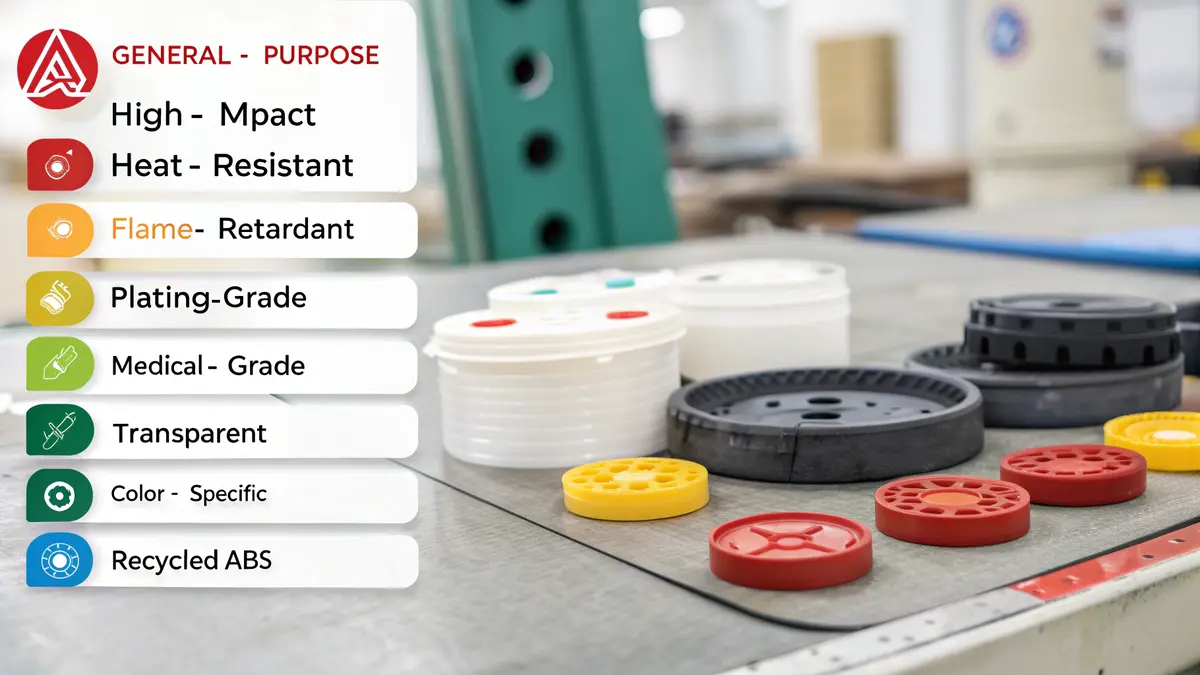
Forståelse af ABS-kvaliteter til generelle formål
ABS-kvaliteter til generelle formål er de mest anvendte varianter inden for sprøjtestøbning. Disse kvaliteter tilbyder en afbalanceret kombination af egenskaber, der gør dem velegnede til en lang række anvendelser. Hos PTSMAKE anbefaler vi ofte disse kvaliteter til produkter, der ikke kræver ekstreme egenskaber.
De vigtigste egenskaber omfatter:
- Moderat slagstyrke
- God overfladefinish
- God varmebestandighed
- Omkostningseffektiv prisfastsættelse
Almindelige anvendelser for kvaliteter til generelle formål omfatter:
- Kabinetter til forbrugerelektronik
- Indvendige komponenter til biler
- Dele til husholdningsapparater
- Legetøj og fritidsprodukter
ABS-kvaliteter med høj slagstyrke
High-impact-kvaliteter indeholder en højere procentdel af butadiengummi3 indhold, hvilket forbedrer slagfastheden betydeligt. Disse kvaliteter er vigtige, når man producerer dele, der skal kunne modstå gentagne slag eller barske forhold.
Karakteristika for ydeevne
- Overlegen slagstyrke
- Forbedret sejhed
- God ydeevne ved lave temperaturer
- Lidt lavere varmebestandighed
Typiske anvendelser
- Beskyttelsesudstyr
- Værktøjshuse
- Udvendige dele til biler
- Industrielle kabinetter
Varmebestandige ABS-kvaliteter
Til anvendelser, der kræver bedre termisk stabilitet, tilbyder varmebestandige ABS-kvaliteter forbedret ydeevne ved høje temperaturer.
| Ejendom | Standardværdi | Forbedret værdi |
|---|---|---|
| Varmeafbøjningstemperatur | 85°C | Op til 110 °C |
| Vicat-blødgøringspunkt | 100°C | Op til 120 °C |
| Kontinuerlig driftstemperatur | 75°C | Op til 95 °C |
Flammehæmmende ABS-kvaliteter
Sikkerhedsbestemmelserne kræver ofte materialer med specifikke flammehæmmende egenskaber. Disse specialiserede kvaliteter indeholder flammehæmmende tilsætningsstoffer, samtidig med at de centrale ABS-egenskaber bevares.
Vigtige funktioner
- UL94 V-0, V-1 eller V-2 klassificeringer
- Minimal røgudvikling
- Selvslukkende egenskaber
- Bevarede mekaniske egenskaber
ABS af pladekvalitet
Disse specialiserede kvaliteter er designet specielt til anvendelser, der kræver metalbelægning. Jeg har set bemærkelsesværdige resultater med disse kvaliteter i forbindelse med fremstilling af avancerede dekorative dele.
Kritiske egenskaber
- Forbedret overfladekvalitet
- Fremragende pladeevne
- God vedhæftning til metallag
- Konsekvent præstation
ABS af medicinsk kvalitet
Medicinske anvendelser kræver specifikke kvaliteter, der opfylder strenge lovkrav. Disse kvaliteter tilbyder:
- Biokompatibilitet
- Overholdelse af FDA
- USP klasse VI-certificering
- Modstandsdygtighed over for sterilisering
Transparente ABS-kvaliteter
Selv om de ikke er så gennemsigtige som PC eller PMMA, giver disse kvaliteter forbedret klarhed sammenlignet med standard-ABS:
Applikationer omfatter
- Lysledere
- Vis vinduer
- Dekorative elementer
- Halvgennemsigtige dæksler
Farvespecifikke karakterer
Forskellige krav til farvbarhed kræver specifikke ABS-kvaliteter:
| Farvetype | Karakteristika | Almindelige anvendelser |
|---|---|---|
| Naturlig | Fremragende farvbarhed | Specialfarvede dele |
| Forudindfarvet | Ensartet farve | Masseproduktion |
| Hvid | Høj lysstyrke | Kabinetter til apparater |
| Sort | UV-bestandig | Udendørs applikationer |
Genbrugte ABS-kvaliteter
I takt med at bæredygtighed bliver stadig vigtigere, bliver genbrugte ABS-kvaliteter mere og mere populære. Hos PTSMAKE tilbyder vi flere muligheder:
- Postindustrielle genbrugskvaliteter
- Post-consumer genbrugskvaliteter
- Blandingskvaliteter (jomfru + genbrug)
Udvælgelseskriterier for ABS-klasser
Når jeg hjælper kunder med at vælge den rigtige ABS-kvalitet, overvejer jeg flere faktorer:
Krav til ansøgning
- Driftstemperatur
- Behov for slagfasthed
- Kemisk eksponering
- UV-eksponering
Forarbejdningsbetingelser
- Design af form
- Krav til cyklustid
- Udstyrets kapacitet
- Produktionsmængde
Økonomiske overvejelser
- Materialeomkostninger
- Effektiv behandling
- Krav til delens kvalitet
- Produktionsskala
Lovmæssige krav
- Industriens standarder
- Miljøbestemmelser
- Sikkerhedscertificeringer
- Regional overholdelse
Overvejelser om kvalitetskontrol
Hver ABS-kvalitet kræver specifikke kvalitetskontrolforanstaltninger:
Test af parametre
- Indeks for smelteflow
- Slagstyrke
- Varmeafbøjningstemperatur
- Konsistens i farven
- Overfladekvalitet
Proceskontrol
- Tørringsparametre
- Temperaturprofiler
- Indsprøjtningstryk
- Afkølingstid
- Fjernelse af dele
Gennem min erfaring hos PTSMAKE har jeg fundet ud af, at det er afgørende for vellykkede sprøjtestøbeprojekter at forstå disse forskellige kvaliteter og deres anvendelsesmuligheder. Når du arbejder sammen med os, hjælper vores team af eksperter dig med at vælge den optimale ABS-kvalitet til din specifikke anvendelse, så du sikrer både ydeevne og omkostningseffektivitet.
Hvilken temperatur støber ABS-plast ved?
Hver dag støder jeg på producenter, der kæmper med ABS-støbetemperaturer. De ender enten med skæve dele på grund af forkerte temperaturer eller har problemer med materialenedbrydning. Disse temperaturrelaterede problemer medfører ikke kun spild af værdifulde materialer, men også dyre produktionsforsinkelser.
For at opnå optimale resultater støbes ABS-plast typisk ved en temperatur på 227-260 °C (440-500 °F). Den specifikke temperatur inden for dette område afhænger af ABS-kvaliteten, emnets geometri og støbeforholdene. Opretholdelse af korrekte smelte- og formtemperaturer er afgørende for at opnå dele af høj kvalitet.

Forstå ABS-støbningens temperaturparametre
Zoner for smeltetemperatur
Succesen med ABS-sprøjtestøbning afhænger i høj grad af, at man opretholder de rette temperaturer i de forskellige zoner. Hos PTSMAKE har vi udviklet en omfattende tilgang til temperaturstyring, der sikrer ensartet emnekvalitet. Den termisk nedbrydning4 af ABS kan forekomme, hvis temperaturen overstiger de anbefalede grænser.
Her er en detaljeret oversigt over typiske temperaturzoner:
| Zone | Temperaturområde (°F) | Temperaturområde (°C) | Formål |
|---|---|---|---|
| Foderzone | 380-420 | 193-216 | Forberedelse af materiale |
| Kompressionszone | 420-460 | 216-238 | Smeltning af materiale |
| Målingszone | 440-500 | 227-260 | Endelig homogenisering af smelte |
Kontrol af formens temperatur
Formtemperaturen spiller en afgørende rolle for emnets kvalitet og cyklustid. Baseret på min erfaring med at arbejde med forskellige ABS-kvaliteter anbefaler jeg følgende formtemperaturområder:
| Del Type | Formens temperatur (°F) | Formens temperatur (°C) |
|---|---|---|
| Tyndvæggede dele | 150-170 | 66-77 |
| Standarddele | 170-190 | 77-88 |
| Tykvæggede dele | 190-210 | 88-99 |
Kritiske faktorer, der påvirker støbetemperaturen
Overvejelser om materialekvalitet
Forskellige ABS-kvaliteter kræver specifikke temperaturindstillinger:
- Slagfaste kvaliteter: Kræver generelt lavere temperaturer
- Varmebestandige kvaliteter: Har brug for højere forarbejdningstemperaturer
- Flammehæmmende kvaliteter: Kræver præcis temperaturkontrol
Påvirkning af del-design
Emnets geometri har stor indflydelse på den optimale støbningstemperatur:
- Variationer i vægtykkelse
- Tilstedeværelse af komplekse funktioner
- Krav til flowlængde
- Specifikationer for overfladefinish
Temperaturrelaterede defekter og løsninger
Almindelige problemer
Korte skud
- Årsag: For lav smeltetemperatur
- Løsning: Øg temperaturen med trin på 10°F
Brændende
- Årsag: For høj smeltetemperatur
- Løsning: Sænk temperaturen gradvist, mens du overvåger delens kvalitet
Overfladefejl
- Årsag: Forkert formtemperatur
- Løsning: Juster formens temperatur baseret på overfladekrav
Foranstaltninger til kvalitetskontrol
For at opretholde en ensartet delkvalitet implementerer vi hos PTSMAKE:
- Overvågning af temperatur i realtid
- Regelmæssig kalibrering af temperatursensorer
- Dokumentation af optimale parametre
- Kvalitetstjek med bestemte intervaller
Avancerede strategier for temperaturkontrol
Procesoptimering
For at opnå optimale resultater:
- Start med producentens anbefalede temperaturer
- Lav små, trinvise justeringer
- Dokumenter alle ændringer og resultater
- Overvåg delens kvalitet efter hver justering
Overvejelser om energieffektivitet
Korrekt temperaturstyring påvirker også energiforbruget:
- Isolér tønde- og varmkanalsystemer
- Brug effektive varmeelementer
- Implementer systemer til energigenvinding
- Optimer cyklustiderne
Særlige anvendelser og overvejelser
Højtydende dele
Til krævende anvendelser:
- Brug præcise temperaturkontrolsystemer
- Implementer adaptiv processtyring
- Overvåg materialets opholdstid
- Valider delkvaliteten med forbedret testning
Anvendelser med flere materialer
Ved støbning af ABS med andre materialer:
- Overvej kompatibilitet af forarbejdningstemperaturer
- Brug passende temperaturovergange
- Overvåg kvaliteten af materialegrænsefladen
- Implementer korrekte udrensningsprocedurer
Gennem omhyggelig temperaturstyring og -overvågning opnår vi konsekvent ABS-emner af høj kvalitet. Nøglen er at forstå forholdet mellem materialeegenskaber, forarbejdningsbetingelser og emnets krav. Hos PTSMAKE har vi forfinet disse processer, så vi kan levere enestående resultater til vores kunder, uanset om de har brug for prototyper eller højvolumenproduktion.
Hvordan optimerer man emnedesign til ABS-sprøjtestøbning?
Det kan være en udfordring at designe dele til ABS-sprøjtestøbning. Mange ingeniører kæmper med problemer som skævvridning, indfaldsmærker og inkonsekvent vægtykkelse, hvilket fører til afviste dele og dyre produktionsforsinkelser.
Nøglen til at optimere designet af ABS-sprøjtestøbning ligger i at følge vigtige retningslinjer: opretholde en ensartet vægtykkelse, indarbejde korrekte trækvinkler, designe passende ribbestrukturer og placere gate-placeringer strategisk. Disse elementer sikrer emnets kvalitet og fremstillingsmuligheder.
Forstå kravene til vægtykkelse
Et af de mest kritiske aspekter ved design af ABS-emner er vægtykkelsen. Den reologisk opførsel5 af ABS under støbeprocessen kræver nøje overvejelse af vægdimensionerne. Jeg anbefaler at følge disse retningslinjer:
Anbefalet område for vægtykkelse
| Delstørrelse | Minimumstykkelse | Maksimal tykkelse | Optimal tykkelse |
|---|---|---|---|
| Små dele (<4 tommer) | 1,0 mm | 3,0 mm | 2,0 mm |
| Mellemstore dele (4-8 tommer) | 1,2 mm | 3,5 mm | 2,5 mm |
| Store dele (>8 tommer) | 1,5 mm | 4,0 mm | 3,0 mm |
Overgange mellem vægtykkelser
Når du designer overgange mellem forskellige vægtykkelser, skal du opretholde en gradvis ændring ved at bruge et forhold på 3:1 eller mindre. Hos PTSMAKE har vi fundet ud af, at pludselige ændringer ofte fører til spændingskoncentrationer og potentielle delefejl.
Udkast til implementering af vinkler
Udkastvinkler er afgørende for, at det er nemt at skubbe emnet ud. Baseret på min erfaring med at arbejde med forskellige ABS-dele, foreslår jeg:
- Mindste trækvinkel: 1° for strukturerede overflader
- Anbefalet trækvinkel: 2-3° til glatte overflader
- Optimal trækvinkel: 3-5° for dybe ribber og bosser
Optimering af ribdesign
Ribber giver strukturel støtte og minimerer samtidig materialeforbruget. Følg disse retningslinjer:
Ribbens dimensioner
- Tykkelse: 50-75% af den tilstødende vægtykkelse
- Højde: Maksimalt 3 gange basens vægtykkelse
- Afstand: Minimum 2 gange vægtykkelsen mellem ribberne
Strategi for placering af gate
Gate-placering har stor betydning for emnets kvalitet. Overvej disse faktorer:
Kritiske overvejelser om gate
Flow-længde
- Maksimal flowlængde for ABS: 150-200 mm
- Flere porte til større dele
Typer af porte
- Pin gates: Små dele, præcis kontrol
- Ventilatorporte: Brede dele, jævnt flow
- Porte til undervandsbåde: Automatisk nedtrapning
Design af hjørner og kanter
Korrekt hjørnedesign forhindrer spændingskoncentration og sikrer ensartet fyldning:
Indvendige hjørner
- Minimumsradius: 0,5 gange vægtykkelsen
- Anbefalet radius: 1,0-1,5 gange vægtykkelsen
Udvendige hjørner
- Minimumsradius: 0,3 gange vægtykkelsen
- Anbefalet radius: 0,75 gange vægtykkelsen
Krav til chefens design
I mit arbejde hos PTSMAKE har jeg fundet disse retningslinjer for chefdesign afgørende:
Udvendig diameter
- Maksimum: 2 gange indre diameter
- Minimum vægtykkelse: 60% af tilstødende vægge
Støttestruktur
- Brug kiler til høje bosser
- Maksimal højde: 3 gange den ydre diameter
Overvejelser om levende hængsler
Når du designer levende hængsler til ABS-emner:
Krav til tykkelse
- Hængselafsnit: 0,3-0,5 mm
- Overgangszoner: Gradvis tilspidsning over 2-3 mm
Flex-radius
- Minimum: 1,5 gange materialets tykkelse
- Optimal: 2,0-2,5 gange materialets tykkelse
Optimering af materialeflow
Korrekt materialeflow sikrer emnets kvalitet:
Design af strømningsveje
- Afbalancerede flowveje til alle sektioner
- Undgå døde punkter og luftfælder
Krav til udluftning
- Udluftningsdybde: 0,02-0,03 mm
- Placering: For enden af strømningsveje og mødesteder
Strukturelle støtteelementer
For at bevare delens integritet:
Muligheder for forstærkning
- Strategisk placering af ribben
- Core-out sektioner til store flade områder
- Honeycomb-strukturer giver letvægtsstyrke
Bærende funktioner
- Fordel belastningen på flere punkter
- Indarbejd støttestrukturer i nærheden af områder med høj belastning
Jeg har implementeret disse designprincipper i adskillige projekter hos PTSMAKE og har konsekvent opnået fremragende resultater. Husk, at vellykket ABS-sprøjtestøbning starter med en gennemtænkt designovervejelse af disse elementer. Nøglen er at afbalancere teoretiske designprincipper med praktiske produktionsbegrænsninger.
Hvad er omkostningsfaktorerne i produktionen af ABS-sprøjtestøbning?
Mange producenter kæmper med uforudsigelige omkostninger i ABS-sprøjtestøbeprojekter. Jeg har set kunder stå over for budgetoverskridelser og uventede udgifter, som har ført til projektforsinkelser og et anstrengt forhold til deres leverandører.
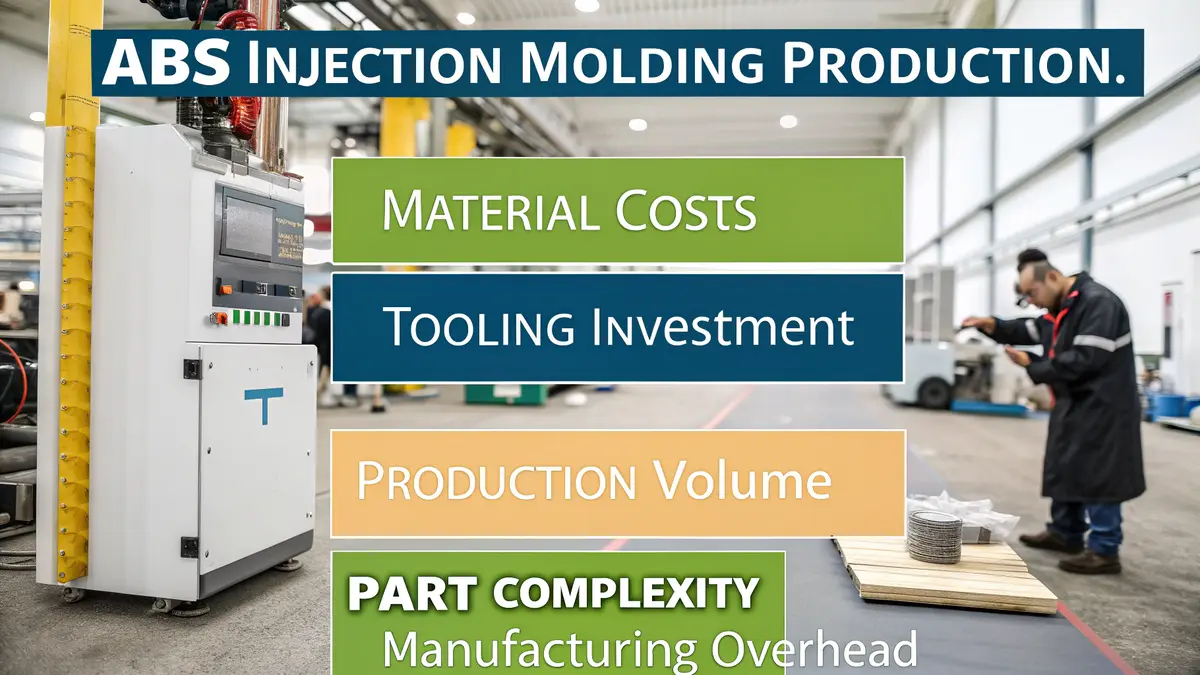
Omkostningerne ved produktion af ABS-sprøjtestøbning påvirkes af materialevalg, værktøjsudgifter, produktionsmængde, delkompleksitet og produktionsomkostninger. Hver faktor bidrager forskelligt til de endelige omkostninger, hvilket kræver nøje overvejelser under projektplanlægningen.
Materialeomkostninger og påvirkning af valg
Priser på råmaterialer
Omkostningerne til ABS-harpiks har stor indflydelse på de samlede produktionsomkostninger. Hos PTSMAKE følger vi nøje med i markedspriserne og opretholder relationer med pålidelige leverandører for at sikre konkurrencedygtige materialeomkostninger for vores kunder. De Materialekvalitet6 valg påvirker både den endelige produktkvalitet og produktionsomkostningerne.
Overvejelser om materialeaffald
Vi implementerer effektive materialehåndteringssystemer for at minimere spild. Dette inkluderer:
- Optimering af løbesystemet
- Korrekt opbevaring af materialer
- Styring af brug af regrind
- Procedurer for kvalitetskontrol
Analyse af værktøjsinvesteringer
Omkostninger til indledende formdesign
Kompleksiteten af din del har direkte indflydelse på omkostningerne til formdesign. Vigtige faktorer inkluderer:
| Designelement | Indvirkning på omkostninger |
|---|---|
| Overfladebehandlinger | Middel til høj |
| Underskæringer | Høj |
| Sidehandlinger | Meget høj |
| Krav til tekstur | Medium |
Udgifter til vedligeholdelse af skimmelsvamp
Regelmæssig vedligeholdelse af formen sikrer ensartet kvalitet og forlænger værktøjets levetid. Dette inkluderer:
- Skemaer for forebyggende vedligeholdelse
- Udskiftning af sliddele
- Fornyelse af overfladebehandling
- Vedligeholdelse af kølesystemet
Overvejelser om produktionsvolumen
Omkostninger til opsætning og opstart
De indledende etableringsomkostninger fordeles over den samlede produktionsmængde. Større mængder resulterer typisk i lavere omkostninger pr. enhed. Disse omkostninger omfatter:
| Opsætningselement | Fast/variabel |
|---|---|
| Maskinprogrammering | Fast |
| Indlæsning af materiale | Variabel |
| Opsætning af kvalitet | Fast |
| Testkørsler | Variabel |
Stordriftsfordele
Større produktionsserier giver flere fordele:
- Reducerede materialeomkostninger pr. enhed
- Lavere tildeling af etableringsomkostninger
- Forbedret produktionseffektivitet
- Bedre forhandlingsstyrke
Faktorer for delkompleksitet
Designfunktioner Indvirkning
Komplekse emnedesigns kræver mere sofistikerede værktøjer og længere cyklustider. De vigtigste overvejelser omfatter:
- Variationer i vægtykkelse
- Interne funktioner
- Krav til overfladefinish
- Krav til montering
Krav til kvalitetskontrol
Mere komplekse dele kræver ofte yderligere kvalitetskontrol, hvilket øger de samlede omkostninger:
- Dimensionelle inspektioner
- Test af materialer
- Visuelle inspektioner
- Funktionel afprøvning
Produktionsomkostninger
Arbejdsomkostninger
Arbejdsomkostningerne varierer baseret på:
| Arbejdstype | Omkostningsfaktor |
|---|---|
| Maskinoperationer | Medium |
| Kvalitetskontrol | Høj |
| Materialehåndtering | Lav |
| Emballage | Lav |
Omkostninger til udstyr og faciliteter
Driftsomkostningerne omfatter:
- Afskrivning af maskiner
- Vedligeholdelse af faciliteter
- Udgifter til forsyning
- Forsikringsomkostninger
Strategier for produktionsoptimering
Reduktion af cyklustid
Hos PTSMAKE fokuserer vi på at optimere cyklustiderne gennem:
- Avanceret design af kølesystemet
- Optimering af procesparametre
- Implementering af automatisering
- Regelmæssige vedligeholdelsesplaner
Kvalitetsstyring
Effektiv kvalitetskontrol reducerer dyre fejl:
- Overvågning undervejs i processen
- Statistisk proceskontrol
- Regelmæssig træning af operatører
- Dokumentationssystemer
Omkostningsreduktion gennem teknologi
Avancerede produktionsteknologier
Vi bruger moderne teknologier til at reducere omkostningerne:
- Intelligente produktionssystemer
- Automatiseret materialehåndtering
- Udstyr til procesovervågning
- Energieffektive maskiner
Fordele ved procesautomatisering
Automatisering hjælper med at reducere omkostningerne:
- Ensartet produktkvalitet
- Reduceret behov for arbejdskraft
- Hurtigere produktionscyklusser
- Mindre materialespild
Overvejelser om projektplanlægning
Styring af tidslinje
Effektiv projektplanlægning hjælper med at kontrollere omkostningerne:
- Realistisk planlægning
- Tildeling af ressourcer
- Risikostyring
- Planlægning af kommunikation
Tildeling af ressourcer
Korrekt ressourceforvaltning sikrer en effektiv produktion:
- Udnyttelse af udstyr
- Planlægning af arbejdskraft
- Materialeopgørelse
- Ressourcer til kvalitetskontrol
Denne omfattende forståelse af omkostningsfaktorer i produktionen af ABS-sprøjtestøbning giver mulighed for bedre projektplanlægning og omkostningskontrol. Hos PTSMAKE arbejder vi tæt sammen med vores kunder for at optimere hver enkelt faktor og sikre en omkostningseffektiv produktion, samtidig med at vi opretholder høje kvalitetsstandarder. Vores erfaring med at håndtere forskellige projektstørrelser og kompleksiteter giver os mulighed for at give værdifuld indsigt og løsninger til effektiv styring af produktionsomkostningerne.
Hvordan kan ABS-sprøjtestøbning sammenlignes med PC- eller PP-støbning?
Producenter kæmper ofte med at vælge mellem ABS, PC og PP til deres sprøjtestøbningsprojekter. Det forkerte materialevalg kan føre til produktfejl, øgede omkostninger og produktionsforsinkelser. Disse udfordringer bliver endnu mere kritiske, når der er tale om ordrer i store mængder eller komplekse emnedesigns.
ABS-sprøjtestøbning giver en afbalanceret kombination af styrke, bearbejdelighed og omkostningseffektivitet sammenlignet med PC- og PP-støbning. Mens PC udmærker sig ved slagfasthed og optisk klarhed, og PP giver kemisk modstandsdygtighed og fleksibilitet, leverer ABS gode mekaniske egenskaber med lettere forarbejdningsbetingelser.
Materialeegenskaber og forarbejdningskarakteristika
Når vi sammenligner disse materialer, skal vi overveje flere vigtige aspekter. Hos PTSMAKE arbejder vi jævnligt med alle tre materialer, og hvert materiale har sine unikke krystallisationsadfærd7 der påvirker forarbejdningsbetingelserne og de endelige egenskaber.
Krav til forarbejdningstemperatur
Kravene til forarbejdningstemperatur varierer betydeligt mellem disse materialer:
| Materiale | Smeltetemperatur (°C) | Formens temperatur (°C) | Tørretemperatur (°C) |
|---|---|---|---|
| ABS | 220-260 | 60-80 | 80-85 |
| PC | 280-320 | 80-120 | 120-125 |
| PP | 200-250 | 20-60 | Ikke påkrævet |
Sammenligning af mekaniske egenskaber
De mekaniske egenskaber ved disse materialer er meget forskellige:
| Ejendom | ABS | PC | PP |
|---|---|---|---|
| Trækstyrke (MPa) | 40-50 | 55-75 | 30-40 |
| Slagstyrke (J/m) | 200-400 | 600-850 | 20-100 |
| Varmeafbøjning (°C) | 90-105 | 130-140 | 50-65 |
Omkostningsovervejelser og produktionseffektivitet
Jeg har observeret, at materialeomkostninger spiller en afgørende rolle i projektplanlægningen. ABS tilbyder typisk et prispunkt midt imellem:
- ABS: $2,5-3,5/kg
- PC: $3.5-5.0/kg
- PP: $1,5-2,5/kg
Faktorer for forarbejdningseffektivitet
Hvert materiale giver forskellige behandlingsudfordringer:
Cyklustid
- ABS: Moderate cyklustider (20-30 sekunder)
- PC: Længere cyklustider (30-40 sekunder)
- PP: Kortere cyklustider (15-25 sekunder)
Energiforbrug
- ABS: Moderat energiforbrug
- PC: Højere energibehov på grund af højere forarbejdningstemperaturer
- PP: Lavere energiforbrug
Applikationsspecifikke overvejelser
Forbrugerelektronik
ABS dominerer denne sektor på grund af:
- Fremragende overfladefinish
- God dimensionsstabilitet
- Omkostningseffektiv produktion
Komponenter til biler
Valget afhænger af specifikke krav:
- ABS: Indvendig beklædning, komponenter til instrumentbræt
- PC: Forlygtehuse, gennemsigtige komponenter
- PP: Kofangere, væskebeholdere
Miljøpåvirkning og bæredygtighed
De miljømæssige aspekter af disse materialer er meget forskellige:
Genanvendelighed
- ABS: God genanvendelighed, bevarer egenskaber
- PC: Genanvendelig, men med en vis forringelse af egenskaberne
- PP: Fremragende genanvendelighed
Energifodaftryk
- ABS: Moderat energimæssigt fodaftryk
- PC: Højere energimæssigt fodaftryk
- PP: Lavere energimæssigt fodaftryk
Krav til kvalitetskontrol og testning
Kvalitetskontrolprocedurerne varierer for hvert materiale:
Almindelige kvalitetsproblemer
ABS
- Kontrol af skævheder
- Konsistent overfladefinish
- Farvetilpasning
PC
- Følsomhed over for fugt
- Spændingsrevnedannelse
- Forebyggelse af gulfarvning
PP
- Kontrol af svind
- Svejselinjens styrke
- Forebyggelse af flowmærker
Hos PTSMAKE har vi strenge kvalitetskontrolprotokoller for alle materialer og bruger avanceret testudstyr og -procedurer for at sikre en ensartet delkvalitet.
Designovervejelser for forskellige materialer
Hvert materiale kræver specifikke designovervejelser:
Retningslinjer for vægtykkelse
| Materiale | Anbefalet vægtykkelse (mm) | Maksimal vægtykkelse (mm) |
|---|---|---|
| ABS | 1.2-3.5 | 4.0 |
| PC | 1.5-3.8 | 4.5 |
| PP | 0.8-3.0 | 3.5 |
Krav til trækvinkel
- ABS: 1-2 grader
- PC: 1-3 grader
- PP: 0,5-1,5 grader
Praktiske tips til materialevalg
Når jeg hjælper kunder med at vælge mellem disse materialer, overvejer jeg:
Krav til slutbrug
- Eksponering for temperatur
- Behov for kemisk resistens
- Krav til mekanisk belastning
Produktionsmængde
- Forventninger til værktøjets levetid
- Krav til cyklustid
- Omkostningsbegrænsninger
Æstetiske krav
- Behov for overfladefinish
- Krav til farver
- Behov for gennemsigtighed
Beslutningen mellem ABS-, PC- og PP-sprøjtestøbning afhænger i sidste ende af en afvejning af disse forskellige faktorer. Mens ABS er en god mellemløsning til mange anvendelser, kan specifikke krav gøre PC eller PP mere velegnede til visse projekter.
Hvilke efterbehandlingsmuligheder findes der for ABS-støbte dele?
Mange producenter kæmper med det rå udseende af deres ABS-støbte dele direkte fra formen. Overfladefinishen viser ofte synlige portmærker, skillelinjer og en inkonsekvent tekstur, der ikke lever op til deres produktkrav. Det kan have stor indflydelse på produktets æstetik og markedets accept.
Efterbehandling af ABS-støbte dele tilbyder forskellige løsninger, herunder overfladebehandling, maling, plettering og montering. Disse teknikker kan forbedre både udseendet og funktionaliteten af støbte komponenter og gøre dem egnede til deres tilsigtede anvendelser.
Forståelse af teknikker til overfladeforberedelse
Før man anvender en efterbehandling, er det afgørende at forberede overfladen ordentligt. Succesen af enhver efterbehandlingsmetode afhænger i høj grad af, hvor godt overfladen er forberedt. Hos PTSMAKE anvender vi flere teknikker til overfladeforberedelse:
Mekanisk overfladebehandling
- Slibning og polering
- Perleblæsning
- Tumbling
- Vibrerende efterbehandling
Disse metoder hjælper med at fjerne skillelinjer og spor og skaber en ensartet overfladestruktur. Valget afhænger af emnets geometri og de endelige krav.
Muligheder for dekorativ efterbehandling
Når det drejer sig om at forbedre ABS-delenes visuelle appel, er der flere anisotropisk efterbehandling8 teknikker er tilgængelige:
Maling af systemer
Maleprocessen involverer typisk:
| Trin | Formål | Almindelige metoder |
|---|---|---|
| Rengøring | Fjern forurenende stoffer | Aftørring med opløsningsmidler, ultralydsrensning |
| Grunding | Forbedrer malingens vedhæftning | Sprøjtegrunder, vedhæftningspromotor |
| Grundlag | Anvendelse af hovedfarve | Sprøjtemaling, dypning |
| Top coat | Beskyttelse og glans | Klarlak, UV-bestandig finish |
Metallisk efterbehandling
Forkromning og andre metalliske overflader kan give ABS-delene et førsteklasses udseende:
- Kemisk ætsning
- Elektroløs plettering
- Galvanisering
- PVD-belægning
Funktionel efterbehandling
Ud over det æstetiske forbedrer visse efterbehandlingsprocesser emnets funktionalitet:
Varmebehandling
Varmebehandling kan:
- Aflastning af indre spændinger
- Forbedre den dimensionelle stabilitet
- Forbedre de mekaniske egenskaber
Montageoperationer
Mange ABS-dele kræver yderligere operationer:
| Operationstype | Formål | Almindelige anvendelser |
|---|---|---|
| Ultralydssvejsning | Sæt komponenter sammen | Elektroniske kabinetter |
| Varm pladesvejsning | Skab stærke bånd | Dele til biler |
| Selvklæbende limning | Komplekse samlinger | Forbrugerprodukter |
| Mekanisk fastgørelse | Aftagelige samlinger | Brugbare genstande |
Muligheder for overfladestrukturering
Overfladestrukturering kan dramatisk ændre udseendet og følelsen af ABS-emner:
Kemisk teksturering
- Ætsning med syre
- Kemiske måtter
- Selektiv modifikation af overfladen
Fysisk teksturering
- Teksturering med laser
- Sprængning af medier
- Overførsel af mønstre
Overvejelser om kvalitetskontrol
Hos PTSMAKE gennemfører vi strenge kvalitetskontrolforanstaltninger for efterbehandlede dele:
Visuel inspektion
- Overfladefinishens ensartethed
- Konsistens i farven
- Identifikation af fejl
Fysisk testning
- Test af vedhæftning for belægninger
- Modstandsdygtighed over for slag
- Test af miljøeksponering
Miljø- og sikkerhedsaspekter
Efterbehandlingsoperationer skal overvejes:
Miljøpåvirkning
- VOC-udledning fra maling
- Krav til affaldsbehandling
- Muligheder for genbrug af materialer
Sikkerhedsforanstaltninger
- Personlige værnemidler
- Krav til ventilation
- Procedurer for håndtering af kemikalier
Overvejelser om omkostninger
Forskellige efterbehandlingsmuligheder varierer betydeligt i pris:
| Proces type | Relative omkostninger | Produktionsvolumenens egnethed |
|---|---|---|
| Grundlæggende efterbehandling | Lav | Alle bind |
| Maleri | Medium | Mellemstore til store mængder |
| Plettering | Høj | Store mængder |
| Teksturering | Mellemhøj | Mellemstore til store mængder |
Branchespecifikke applikationer
Kravene til efterbehandling varierer fra branche til branche:
Biler
- Højglans-finish
- Modstandsdygtighed over for ridser
- UV-stabilitet
Forbrugerelektronik
- Belægninger med blød berøring
- EMI-afskærmning
- Æstetisk konsistens
Medicinsk udstyr
- Biokompatibilitet
- Steriliseringskompatibilitet
- Kemisk modstandsdygtighed
Gennem denne omfattende udforskning af efterbehandlingsmuligheder for ABS-støbte dele har jeg dækket de væsentlige teknikker og overvejelser. Hos PTSMAKE arbejder vi tæt sammen med vores kunder for at finde frem til de mest hensigtsmæssige efterbehandlingsmetoder baseret på deres specifikke krav, så vi kan hjælpe dem med at nå både funktionelle og æstetiske mål på en effektiv og omkostningseffektiv måde.
Hvordan forhindrer man vridning i ABS-sprøjtestøbte komponenter?
Skævheder i ABS-sprøjtestøbte dele er en vedvarende udfordring, der kan forvandle et perfekt design til et dyrt mareridt. Jeg har set utallige producenter kæmpe med skæve komponenter, hvilket fører til høje skrotningsrater, produktionsforsinkelser og frustrerede kunder, der kræver perfektion i deres dele.
For at forhindre vridning i ABS-sprøjtestøbte komponenter skal man fokusere på at optimere formdesignet, opretholde en ensartet vægtykkelse, kontrollere kølehastigheden og indstille de rette behandlingsparametre. Disse faktorer kombineret med omhyggeligt materialevalg og -håndtering reducerer problemer med vridning betydeligt.
Forstå de grundlæggende årsager til skævvridning
Når det drejer sig om at forhindre vridning i ABS-komponenter, er det afgørende at forstå de grundlæggende årsager. Den primære årsag til vridning er ujævn afkøling, som skaber indre spændinger i den støbte del. Dette sker på grund af volumetrisk svind9 der sker, når materialet afkøles og størkner.
Nøglefaktorer, der bidrager til skævvridning:
Designrelaterede faktorer
- Inkonsekvent vægtykkelse
- Skarpe hjørner og overgange
- Forkert design af ribben
- Mangel på trækvinkler
Procesrelaterede faktorer
- Forkert smeltetemperatur
- Uegnet indsprøjtningstryk
- Forkert afkølingstid
- Ujævnt layout af kølekanaler
Implementering af designløsninger
Hos PTSMAKE har vi udviklet omfattende strategier til at bekæmpe problemer med skævvridning. Her er de gennemprøvede designløsninger, vi implementerer:
Design af optimal vægtykkelse
Nøglen er at opretholde en ensartet vægtykkelse i hele emnet. Her er en praktisk vejledning:
| Område for vægtykkelse (mm) | Applikationstype | Risikoniveau |
|---|---|---|
| 1.0 - 2.0 | Små komponenter | Lav |
| 2.0 - 3.0 | Mellemstore dele | Medium |
| 3.0 - 4.0 | Store komponenter | Høj |
Overvejelser om udkastets vinkel
Korrekte trækvinkler er afgørende for nem fjernelse af dele og reduceret stress:
| Komponentstørrelse | Anbefalet trækvinkel | Fordele |
|---|---|---|
| Lille (< 50 mm) | 0.5° - 1° | Minimal udstødningskraft |
| Medium (50-150 mm) | 1° - 2° | Reduceret risiko for skævvridning |
| Stor (> 150 mm) | 2° - 3° | Optimal frigivelse |
Teknikker til procesoptimering
Temperaturkontrol
Det er afgørende at opretholde den rette temperatur under hele støbeprocessen:
Område for smeltetemperatur
- ABS optimalt område: 220-260°C
- Overvåg ved hjælp af termiske sensorer
- Juster baseret på emnets tykkelse
Kontrol af formens temperatur
- Hold 60-80°C for ABS
- Brug effektive kølekanaler
- Implementer temperaturovervågningssystemer
Injektionsparametre
Korrekte indsprøjtningsparametre har stor betydning for skævvridningen:
| Parameter | Anbefalet rækkevidde | Indvirkning på vridning |
|---|---|---|
| Indsprøjtningshastighed | 50-100 mm/s | Moderat |
| Hold trykket | 40-60% af indsprøjtningstryk | Høj |
| Køletid | 20-40 sekunder | Kritisk |
Materialehåndtering og opbevaring
Korrekt forberedelse af materialer
Krav til tørring
- Temperatur: 80-85°C
- Tid: 2-4 timer
- Fugtindhold: < 0,1%
Opbevaringsforhold
- Temperatur: 20-25°C
- Fugtighed: < 50%
- Beskyttet mod direkte sollys
Avancerede løsninger og teknologier
Smart design af kølesystemer
Hos PTSMAKE bruger vi avancerede kølekanaldesigns:
Konform køling
- Følger delens kontur
- Reducerer cyklustiden med 20-30%
- Forbedrer kvaliteten af emnerne
Afbalanceret køling
- Flere kølezoner
- Overvågning af temperatur
- Adaptive kontrolsystemer
Foranstaltninger til kvalitetskontrol
Overvågning undervejs i processen
- Registrering af skævheder i realtid
- Automatisk justering af parametre
- Dokumentation af kvalitet
Inspektion efter processen
- Verifikation af dimensioner
- Stress-analyse
- Måling af forvridning
Fejlfinding af almindelige problemer
Når der opstår skævheder, skal du følge denne systematiske fremgangsmåde:
Analysefasen
- Dokumentér skævhedsmønsteret
- Mål afvigelsen
- Gennemgå procesparametre
Korrigerende handlinger
- Juster køletiden
- Ændring af holdetryk
- Finjuster formens temperatur
Omkostningseffektive løsninger
For at minimere skævheder og samtidig bevare omkostningseffektiviteten:
Optimering af design
- Simuler før værktøjet fremstilles
- Optimer brugen af materialer
- Reducer cyklustiden
Proceseffektivitet
- Implementer automatiske kontroller
- Oprethold forebyggende vedligeholdelse
- Træn operatørerne ordentligt
Gennem disse omfattende foranstaltninger opnår vi hos PTSMAKE konsekvent ABS-sprøjtestøbte komponenter af høj kvalitet med minimal krumning. Vores tilgang kombinerer teknisk ekspertise med praktisk erfaring for at levere pålidelige løsninger til vores kunders mest udfordrende projekter.
Hvilke brancher har mest gavn af ABS-sprøjtestøbning?
I dagens produktionslandskab kæmper mange industrier med at finde det perfekte materiale til deres produkter. De står over for udfordringer med holdbarhed, omkostningseffektivitet og opfyldelse af strenge kvalitetsstandarder. Kompleksiteten i materialevalget fører ofte til dyre fejl og produktionsforsinkelser.
ABS-sprøjtestøbning skiller sig ud som en alsidig produktionsløsning, der gavner industrier fra bilindustrien til forbrugerelektronik. Kombinationen af styrke, varmebestandighed og omkostningseffektivitet gør det særligt værdifuldt for producenter, der ønsker pålidelige plastkomponenter af høj kvalitet.

Anvendelser i bilindustrien
Bilindustrien er en af de største brugere af ABS-sprøjtestøbning. Jeg har set, hvordan denne teknologi revolutionerer produktionen af køretøjer:
Indvendige komponenter
- Samlinger til instrumentbræt
- Dørpaneler og håndtag
- Dele til midterkonsol
- Hus til instrumentpanel
Udvendige dele
- Spejlhuse
- Komponenter til gitter
- Hjulkapsler
- Kofangerkomponenter
Den Termoplastisk elasticitet10 af ABS gør det særligt velegnet til dele, der skal kunne modstå varierende temperaturer og mekanisk belastning.
Fremstilling af forbrugerelektronik
Hos PTSMAKE producerer vi jævnligt ABS-komponenter til forbrugerelektronik. Denne industri nyder godt af:
Enhedshuse
- Smartphone-etuier
- Skaller til bærbare computere
- Kabinetter til tablets
- Kroppe til spillekonsoller
Interne komponenter
- Kabelstyringssystemer
- Kabinetter til stik
- Skift mekanismer
- Rum til batterier
Industrien for medicinsk udstyr
Den medicinske sektor kræver exceptionelle materialeegenskaber, som ABS leverer:
| Medicinsk ansøgning | Vigtige fordele | Almindelige produkter |
|---|---|---|
| Diagnostisk udstyr | Kemisk modstandsdygtighed | Test af enhedshuse |
| Kirurgiske værktøjer | Steriliseringskapacitet | Håndtag til instrumenter |
| Artikler til patientpleje | Holdbarhed | Kontrol af seng |
| Laboratorieudstyr | Præcisionsstøbning | Analyse af enheder |
Sektoren for husholdningsapparater
Apparatindustrien udnytter ABS-sprøjtestøbning til:
Store apparater
- Køleskabets komponenter
- Vaskemaskinens paneler
- Dele til opvaskemaskine
- Kabinetter til klimaanlæg
Små apparater
- Hus til kaffemaskine
- Blender-baser
- Dele til støvsugere
- Foodprocessorens komponenter
Legetøjsindustrien
Legetøjsindustrien nyder især godt af ABS-egenskaberne:
Sikkerhedsfunktioner
- Slagfasthed for holdbarhed
- Ikke-giftig materialesammensætning
- Glat overfladefinish
- Farvestabilitet
Fordele ved design
- Mulighed for komplekse former
- Vedligeholdelse med snævre tolerancer
- Omkostningseffektiv produktion
- Konsekvent kvalitet
Fremstilling af industrielt udstyr
I industrielle applikationer tjener ABS-sprøjtestøbning:
| Anvendelsesområde | Komponenttyper | Vigtige krav |
|---|---|---|
| Sikkerhedsudstyr | Beskyttende overtræk | Modstandsdygtighed over for slag |
| Kontrolsystemer | Boligenheder | Elektrisk isolering |
| Maskindele | Betjeningspaneler | Dimensionel stabilitet |
| Værktøjskomponenter | Ergonomiske håndtag | Holdbarhed |
Anvendelser i byggeindustrien
Byggesektoren bruger ABS til:
Indvendigt inventar
- Plader til lyskontakter
- Dæksler til stikkontakter
- HVAC-komponenter
- Beslag til døre
VVS-komponenter
- Rørfittings
- Ventilhuse
- Afløbssystemer
- Dele af vandforvaltningen
Sports- og fritidsudstyr
Sportsudstyrsindustrien nyder godt af det:
Beskyttelsesudstyr
- Hjelmens komponenter
- Skaller til beskyttelsesudstyr
- Hus til sikkerhedsudstyr
- Slagfaste dele
Fritidsartikler
- Dele til træningsudstyr
- Komponenter til sportstilbehør
- Gaming-udstyr
- Udstyr til udendørs aktiviteter
Hos PTSMAKE har vi udviklet en omfattende ekspertise i ABS-sprøjtestøbning på tværs af disse brancher. Vores avancerede produktionskapacitet gør os i stand til at opfylde præcise specifikationer og samtidig bevare omkostningseffektiviteten. Vi arbejder tæt sammen med kunder fra forskellige sektorer for at sikre, at deres ABS-komponenter opfylder både industristandarder og specifikke anvendelseskrav.
Alsidigheden i ABS-sprøjtestøbning fortsætter med at udvide anvendelsesmulighederne på tværs af brancher. Fra bilkomponenter til medicinsk udstyr giver denne fremstillingsproces pålidelige løsninger til forskellige produktionsbehov. Vores engagement i kvalitet og præcision hos PTSMAKE sikrer, at hver branche får komponenter, der opfylder deres unikke specifikationer og krav til ydeevne.
Hvordan sikrer man kvalitetskontrol i ABS-sprøjtestøbning?
Problemer med kvalitetskontrol i ABS-sprøjtestøbning kan føre til dyre produktionsforsinkelser og materialespild. Jeg har set mange producenter kæmpe med inkonsekvent delkvalitet, høje afvisningsrater og kundeklager, hvilket skaber betydelig driftsmæssig hovedpine og økonomisk belastning.
For at sikre kvalitetskontrol i ABS-sprøjtestøbning skal man implementere et omfattende system, der omfatter materialetest, overvågning af procesparametre og regelmæssig vedligeholdelse af udstyr. Denne tilgang kombineret med uddannede operatører og korrekt dokumentation hjælper med at opretholde en ensartet delkvalitet gennem hele produktionen.
Materialevalg og testning
Grundlaget for kvalitetskontrol begynder med korrekt materialevalg. Når vi arbejder med ABS (Acrylonitrile Butadiene Styrene), er vi særligt opmærksomme på indeks for smelteflow11 af materialet. Hos PTSMAKE udfører vi grundige tests af indgående materialer, herunder:
Verifikation af materialecertificering
- Kontrol af materialecertifikater
- Verificering af materialespecifikationer
- Bekræftelse af batchnumre og opbevaringsforhold
Test før behandling
- Analyse af fugtindhold
- Test af smelteflowhastighed
- Kontrol af farvekonsistens
Kontrol af procesparametre
Opretholdelse af stabile procesparametre er afgørende for en ensartet kvalitet. De vigtigste parametre, vi overvåger, omfatter:
| Parameter | Acceptabel rækkevidde | Indvirkning på kvalitet |
|---|---|---|
| Smeltetemperatur | 220-260°C | Påvirker flow og overfladefinish |
| Indsprøjtningstryk | 500-1500 bar | Påvirker påfyldning af dele |
| Holdetryk | 40-70% af indsprøjtningstryk | Kontrollerer svind |
| Formens temperatur | 50-80°C | Påvirker overfladekvaliteten |
Protokol for vedligeholdelse af udstyr
Regelmæssig vedligeholdelse sikrer maskinens pålidelighed og emnets kvalitet. Vores vedligeholdelsesplan omfatter:
Daglig kontrol
- Niveauer af hydraulikolie
- Varmesystemets funktionalitet
- Inspektion af skrue- og cylinderslid
- Rengøring og smøring af forme
Ugentlig vedligeholdelse
- Verifikation af kalibrering
- Test af sikkerhedssystemer
- Rengøring af filter
- Inspektion af kølesystemet
Metoder til kvalitetskontrol
Kvalitetskontrollen skal være systematisk og omfattende:
Inspektion undervejs i processen
- Visuel inspektion for fejl og mangler
- Kontrol af dimensioner
- Overvågning af vægtkonsistens
- Evaluering af overfladefinish
Endelig kvalitetskontrol
- Funktionel afprøvning
- Test af slagfasthed
- Miljømæssig stresstestning
- Inspektion af batch-prøveudtagning
Dokumentation og sporbarhed
Korrekt dokumentation er afgørende for kvalitetskontrollen:
Nødvendig dokumentation
- Materialecertifikater
- Registrering af procesparametre
- Inspektionsresultater
- Rapporter om afvigelser
- Registreringer af korrigerende handlinger
Statistisk proceskontrol (SPC)
Hos PTSMAKE implementerer vi SPC for at overvåge og styre sprøjtestøbningsprocessen:
Vigtige SPC-værktøjer
- Kontroldiagrammer
- Undersøgelser af kapacitet
- Analyse af tendenser
- Undersøgelse af grundårsager
Uddannelse og certificering af operatører
Kvalitetskontrol afhænger i høj grad af dygtige operatører. Vores træningsprogram omfatter:
Grundlæggende træning
- Materialehåndtering
- Betjening af maskinen
- Kvalitetskontrol
- Sikkerhedsprocedurer
Avanceret træning
- Fejlfinding
- Procesoptimering
- Brug af kvalitetsværktøjer
- Dokumentationssystemer
Miljømæssig kontrol
Miljømæssige faktorer har stor indflydelse på ABS-støbningens kvalitet:
Kritiske faktorer
- Temperaturkontrol (20-25°C)
- Kontrol af luftfugtighed (40-50%)
- Støvfrit miljø
- Korrekt opbevaring af materialer
Kontinuerlig forbedring
Vi opretholder kvaliteten gennem løbende forbedringer:
Forbedringsaktiviteter
- Regelmæssige kvalitetsmøder
- Gennemgang af procesoptimering
- Analyse af kundefeedback
- Teknologiske opdateringer
Strategier til forebyggelse af defekter
Forebyggelse er mere effektivt end korrektion:
Vigtige forebyggelsesmetoder
- Møder om designgennemgang
- Implementering af proces-FMEA
- Forebyggende vedligeholdelse
- Regelmæssig kalibrering
Hvad er de miljømæssige overvejelser for ABS-sprøjtestøbning?
De stigende miljøproblemer inden for plastproduktion har sat ABS-sprøjtestøbning under lup. Mange producenter kæmper med at afbalancere produktionseffektivitet og miljøansvar og står over for udfordringer som korrekt affaldshåndtering og reduktion af CO2-fodaftryk. Disse spørgsmål bliver mere kritiske, efterhånden som miljøreglerne strammes globalt.
ABS-sprøjtestøbning har betydelige miljømæssige konsekvenser, lige fra materialevalg til affaldshåndtering. De vigtigste overvejelser omfatter energiforbrug, genbrugsmuligheder, emissionskontrol og bæredygtig produktionspraksis. Implementering af korrekte miljøforanstaltninger kan reducere den økologiske påvirkning og samtidig opretholde produktionskvaliteten.

Energiforbrug og effektivitet
Energiforbruget ved ABS-sprøjtestøbning er en afgørende miljøfaktor. Hos PTSMAKE har vi implementeret flere energibesparende foranstaltninger, som jeg mener er afgørende for en bæredygtig produktion:
Styring af temperatur
- Optimering af varmezoner
- Brug korrekt isolering
- Vedligeholdelse af effektive kølesystemer
Maskinens effektivitet
Sprøjtestøbemaskinernes effektivitet har stor indflydelse på energiforbruget. Moderne udstyr med servo-hydrauliske systemer12 kan reducere energiforbruget med op til 50% sammenlignet med konventionelle hydrauliksystemer.
Materialehåndtering og affaldsreduktion
Bevaring af råmaterialer
Korrekt materialehåndtering er afgørende for miljøbeskyttelsen. Her er, hvad vi fokuserer på:
| Materielt aspekt | Miljøpåvirkning | Løsningsstrategi |
|---|---|---|
| Jomfruelig ABS | Højt ressourceforbrug | Optimer brugen af materialer |
| Genbrugsmateriale | Reducerer spild | Foranstaltninger til kvalitetskontrol |
| Opbevaring | Nedbrydning af materialer | Klimakontrolleret opbevaring |
| Transport | CO2-fodaftryk | Lokale indkøb, når det er muligt |
Praksis for affaldshåndtering
Effektiv affaldshåndtering er afgørende i ABS-sprøjtestøbning:
- Implementering af lukkede genbrugssystemer
- Adskillelse af forskellige typer plastaffald
- Korrekt bortskaffelse af ikke-genanvendelige materialer
- Regelmæssig vedligeholdelse for at minimere rensespild
Emissionskontrol og luftkvalitet
VOC-styring
ABS-forarbejdning kan frigive flygtige organiske forbindelser (VOC). Kontrolforanstaltninger omfatter:
- Installation af korrekte ventilationssystemer
- Brug af effektivt filtreringsudstyr
- Regelmæssig overvågning af luftkvaliteten
- Opretholdelse af optimale forarbejdningstemperaturer
Reduktion af CO2-fodaftryk
Skridt til at minimere CO2-udledning:
- Brug af energieffektivt udstyr
- Implementering af intelligente fabrikssystemer
- Optimering af produktionsplaner
- Reduktion af transportbehov
Beskyttelse og forvaltning af vand
Optimering af kølesystemet
Vandforbrug i kølesystemer kræver omhyggelig styring:
- Implementering af kølesystemer med lukket kredsløb
- Regelmæssig vedligeholdelse af køletårne
- Overvågning af vandkvalitet
- Opsporing og forebyggelse af lækager
Rensning af spildevand
Korrekt spildevandshåndtering omfatter:
| Behandlingstrin | Formål | Miljømæssige fordele |
|---|---|---|
| Filtrering | Fjern partikler | Reducerer vandforurening |
| Kemisk behandling | Neutraliser forurenende stoffer | Beskyt vandsystemerne |
| Genbrug | Genbrug af behandlet vand | Spar på ressourcerne |
| Overvågning | Sørg for overholdelse | Oprethold standarder |
Bæredygtige produktionsmetoder
Procesoptimering
Implementering af bæredygtig praksis i produktionen:
- Brug af avanceret processtyring
- Minimering af cyklustider
- Reducerer antallet af kasserede varer
- Optimering af materialeflow
Foranstaltninger til kvalitetskontrol
Kvalitetsledelsens rolle i miljøbeskyttelsen:
- Forebyggelse af defekte dele
- Reduktion af materialespild
- Minimering af krav til omarbejde
- Implementering af forebyggende vedligeholdelse
Alternative materialer og innovation
Miljøvenlige alternativer
Udforskning af bæredygtige muligheder:
- Biobaserede ABS-alternativer
- Materialer med genanvendt indhold
- Bionedbrydelige tilsætningsstoffer
- Farvestoffer med lavere påvirkning
Integration af teknologi
Brug af teknologi til miljøforbedringer:
- Smarte overvågningssystemer
- Forudsigelig vedligeholdelse
- Sporing af energiforbrug
- Algoritmer til affaldsreduktion
Overholdelse af regler og certificering
Miljømæssige standarder
Opfyldelse af miljøbestemmelser:
| Standardtype | Kravene | Implementering |
|---|---|---|
| ISO 14001 | Miljøledelse | Systematisk tilgang |
| Lokale bestemmelser | Kontrol af emissioner | Regelmæssig overvågning |
| Industriens standarder | Materialehåndtering | Træning af personale |
| Affaldshåndtering | Korrekt bortskaffelse | Dokumentation |
Certificeringsproces
Opretholdelse af miljøcertificeringer:
- Regelmæssige audits
- Træning af personale
- Håndtering af dokumentation
- Kontinuerlig forbedring
Hos PTSMAKE forstår vi, at miljøhensyn i ABS-sprøjtestøbning ikke kun handler om overholdelse - det handler om ansvar og bæredygtighed. Ved at være meget opmærksomme på disse aspekter har vi udviklet processer, der opretholder en høj kvalitet og samtidig minimerer miljøpåvirkningen. Jeg opfordrer producenterne til at se miljøhensyn som muligheder for innovation og forbedring i stedet for hindringer for produktionen.
Lær om glasovergangstemperaturens indvirkning på ABS-støbbarhed, og forbedr din støbeproces. ↩
Lær om ABS's flydeegenskaber for at få bedre formdesign og produktionseffektivitet. ↩
Lær, hvordan butadiengummi forbedrer ABS's ydeevne, når det gælder slagfasthed og fleksibilitet. ↩
Lær om, hvordan varme påvirker ABS-plastens egenskaber, og forbedr din produktionskvalitet. ↩
Forstå, hvordan ABS flyder og deformeres for at opnå bedre emnekvalitet ved sprøjtestøbning. ↩
Lær om materialekvaliteter for at forbedre produktkvaliteten og optimere produktionsomkostningerne. ↩
Forstå, hvordan krystallisering påvirker materialeegenskaber og forarbejdning, så du kan vælge bedre. ↩
Lær om anisotropiske efterbehandlingsteknikker, der forbedrer dine ABS-deles udseende og funktionalitet. ↩
Forstå volumetrisk svind for effektivt at forhindre problemer med skævhed i ABS-sprøjtestøbning. ↩
Forståelse af termoplastisk elasticitet forbedrer materialevalg og produktholdbarhed for at opnå optimale produktionsresultater. ↩
Forstå MFI for at optimere procesbetingelserne og forbedre emnets kvalitet i ABS-sprøjtestøbning. ↩
Lær, hvordan servohydrauliske systemer forbedrer energieffektiviteten i sprøjtestøbning. ↩






