

Stellen Sie sich ein Schweißverfahren vor, das so präzise ist, dass es einen haardünnen Draht verbinden kann, ohne die umliegenden Bauteile zu beschädigen. Das Laserschweißen kann genau das - und es gestaltet die moderne Fertigung neu.
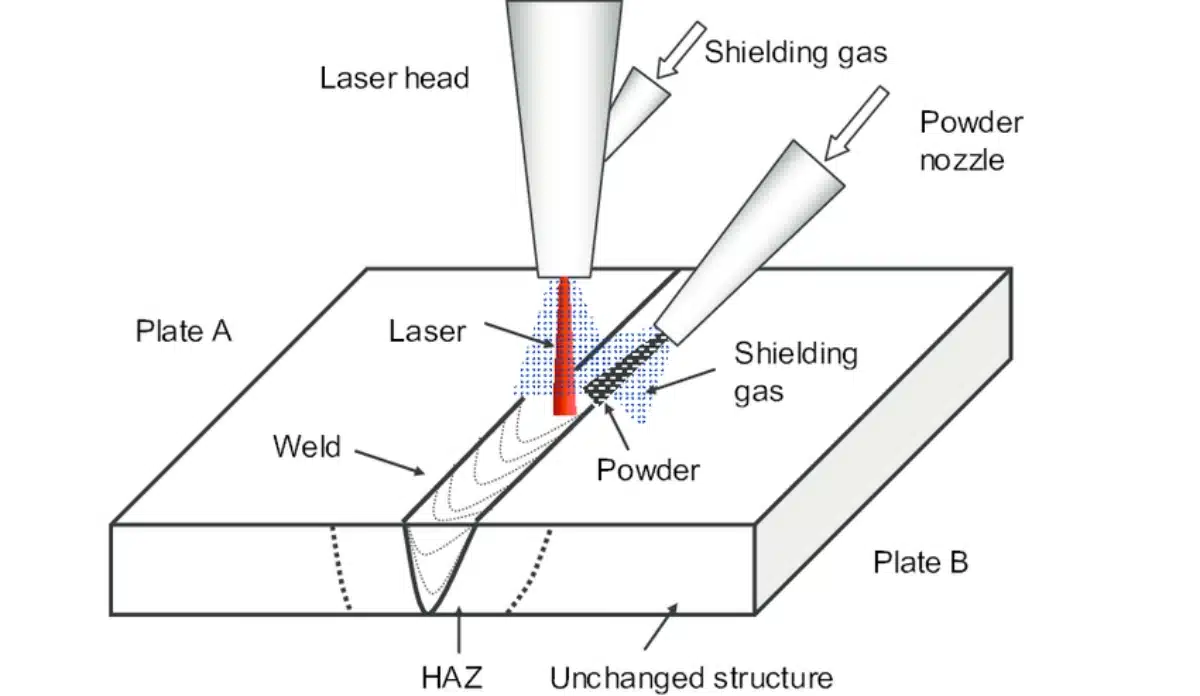
Beim Laserschweißen wird ein stark gebündelter Lichtstrahl verwendet, um Materialien punktgenau zu schmelzen und zu verschmelzen. Im Gegensatz zu herkömmlichen Verfahren werden Wärmeverformungen minimiert, komplexe Geometrien bearbeitet und wiederholbare Ergebnisse erzielt - ideal für Hochpräzisionsbranchen wie die Luft- und Raumfahrt und medizinische Geräte.
Als jemand, der seit über 15 Jahren in der Präzisionsfertigung Bei PTSMAKE habe ich gesehen, wie Laserschweißen Probleme löst, die andere Methoden nicht lösen können. Im Folgenden erfahren Sie, wie es funktioniert, wo es seine Stärken hat und wann Alternativen besser sind.
Wie funktioniert Laserschweißen?
Was wäre, wenn man Augenimplantate aus Titan schweißen könnte, ohne das Metall zu verformen? Das ist die Magie des Laserschweißens.
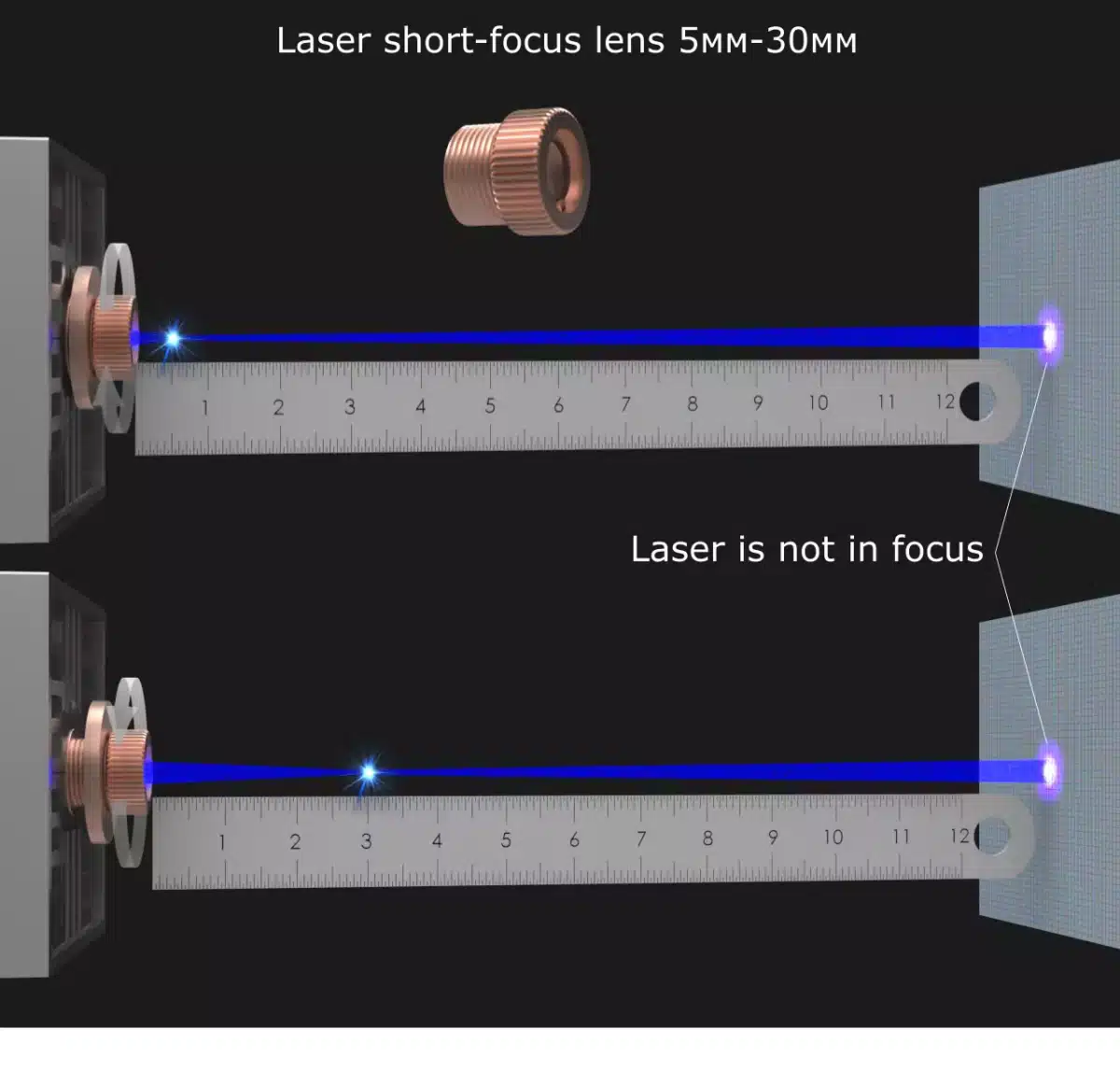
Beim Laserschweißen wird die Lichtenergie auf einen Punkt im Mikrometerbereich (0,1-1 mm Durchmesser) konzentriert. Der Strahl schmilzt die Materialoberfläche auf und erzeugt ein tiefes, schmales Schweißbad, das schnell abkühlt - was im Vergleich zu Lichtbogenschweißverfahren zu minimaler thermischer Belastung führt.
Die Physik hinter dem Strahl
Drei Faktoren bestimmen die Schweißqualität:
- Wellenlänge (1.064 nm bei Nd:YAG-Lasern)
- Leistungsdichte (bis zu 10⁶ W/cm²)
- Interaktionszeit (bis zu 1 ms)
Wir verwenden diese Formel täglich bei PTSMAKE:
Eindringtiefe ≈ (Laserleistung × Absorptionsrate) / (Schweißgeschwindigkeit × Materialdichte)
Wichtige Komponenten
| Teil | Funktion | Auswirkungen auf die Kosten |
|---|---|---|
| Laser-Quelle | Erzeugt kohärentes Licht | 40-60% von insgesamt |
| Optik | Fokussiert/Steuert den Strahl | 15-25% |
| Das Kühlsystem | Hält die Temperatur | 10-15% |
| CNC-Steuerungen | Leitfäden Positionierung | 20-30% |
Kompatibilität der Materialien
Aus unseren Produktionsdaten:
| Material | Erfolgsquote | Anmerkungen |
|---|---|---|
| Rostfreier Stahl | 98% | Am besten für Anfänger |
| Aluminium | 85% | Erfordert Impulsmodulation |
| Titan | 92% | Erfordert Abschirmung mit Inertgas |
| Kupfer | 70% | Hohe Reflektivität als Herausforderung |
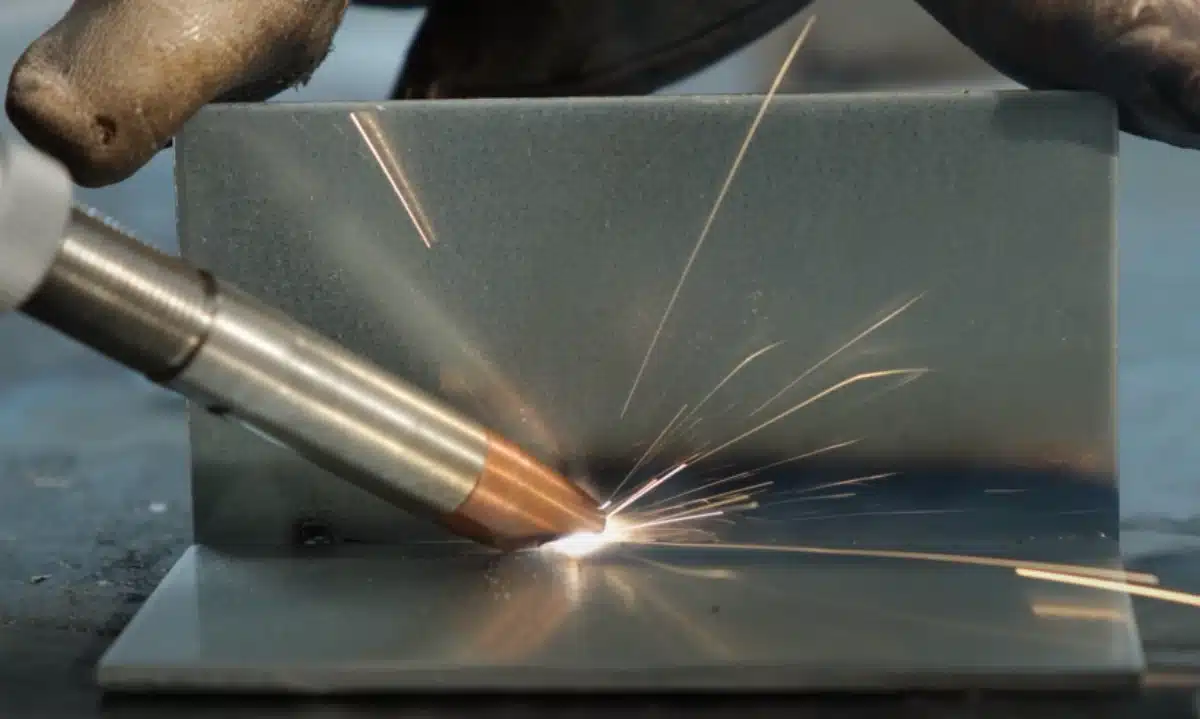
Ist Laserschweißen so stark wie MIG?
Als ein Hersteller von Roboterarmen 500MPa-Schweißnähte auf 5 mm Stahl verlangte, testeten wir beide Methoden.
Bei dünnen Materialien (10 mm) bietet der MIG-Zusatzwerkstoff eine bessere Ermüdungsbeständigkeit.
Vergleichstabelle Stärke
| Dicke | Laser-Zugfestigkeit (MPa) | MIG-Zugfestigkeit (MPa) | Kosten pro Meter |
|---|---|---|---|
| 1mm | 520 | 480 | $0.80 gegenüber $0.50 |
| 3mm | 510 | 500 | $1.20 gegenüber $0.70 |
| 6mm | 490 | 510 | $2.00 gegenüber $1.00 |
| 10mm | 460 | 530 | $3.50 gegenüber $1.50 |
Wann sollte man sich für Laser statt MIG entscheiden?
- Dünnwandige Komponenten (Batteriehalterungen, Sensorgehäuse)
- Hermetische Dichtungen (Behälter für medizinische Implantate)
- Automatisierte Hochgeschwindigkeitsstrecken (300+ Schweißnähte/Minute)
Im letzten Quartal halfen wir einem Drohnenhersteller bei der Umstellung von MIG auf Laser für seine 0,8-mm-Aluminiumrahmen - die Ausschussrate sank von 12% auf 1,8%.
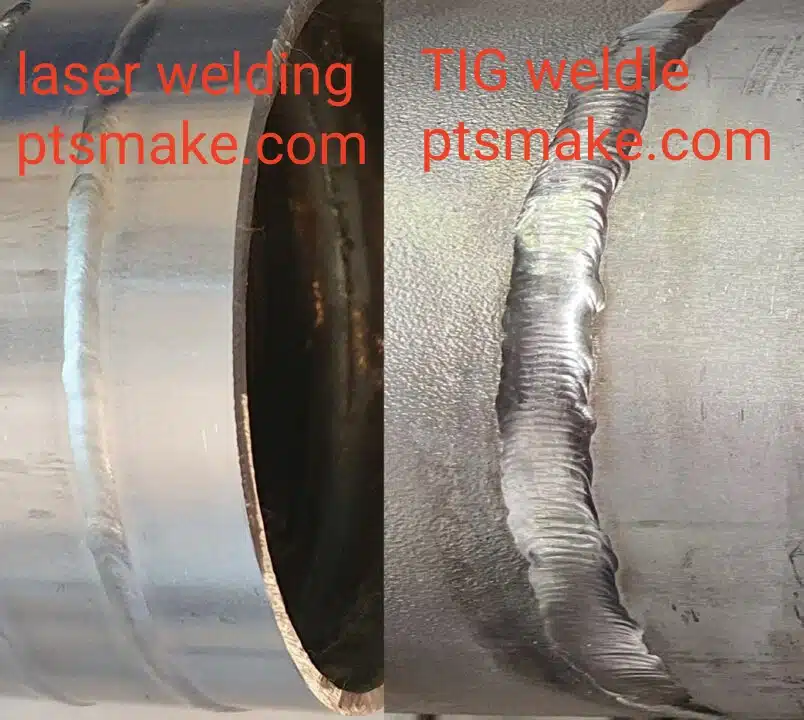
Ist Laserschweißen besser als WIG?
Ein Kunde aus der Medizinbranche benötigte 0,3 mm dicke Edelstahlrohre, die ohne Verfärbungen geschweißt werden sollten. WIG versagte - Laser war erfolgreich.
Laser übertrifft WIG in Bezug auf Geschwindigkeit (bis zu 10-mal schneller), Präzision (±0,1 mm gegenüber ±0,5 mm) und Wärmekontrolle. WIG bleibt jedoch besser für: 1) dicke Abschnitte (>12 mm) 2) ungleiche Metalle 3) Reparaturen vor Ort ohne CNC-Einrichtung.
Kosten-Nutzen-Analyse
| Faktor | Laser | WIG |
|---|---|---|
| Einrichtungszeit | 2-4 Stunden | 0,5 Stunden |
| Zykluszeit | 5 Sekunden | 50 Sekunden |
| Operator Skill | Hoch | Mittel |
| Energiekosten | $8/hr | $3/hr |
| Werkzeugkosten | $50k+ | $5k |
Hybride Lösungen, die wir implementiert haben
- Laser-TIG-Kombination für 10mm Aluminium Bootsrümpfe
- Laser-MIG-Hybrid für Kfz-Fahrgestelle
- Gepulster Laser + Fülldraht für Kupfersammelschienen
Wie effektiv ist Laserschweißen?
Unsere interne Studie über 1.237 Projekte hat gezeigt, dass Laserschweißen funktioniert:
- Verringerung der Nachbearbeitungszeit um 63%
- Verbesserte Schweißnahtkonsistenz (σ=0,03 gegenüber σ=0,12 bei WIG)
- Ermöglicht 0,05 mm Präzision in mikrofluidischen Geräten
Effektivität nach Branchen
| Sektor | Adoptionsrate | Wichtigster Anwendungsfall |
|---|---|---|
| Automobilindustrie | 78% | Schweißen von Batterielaschen |
| Medizinische | 92% | Implantat hermetisch versiegelt |
| Luft- und Raumfahrt | 65% | Verbindungen der Zelle aus Titan |
| Elektronik | 88% | Sensor-Kapselung |
ROI-Berechnungsbeispiel
Projekt: 50.000 Anschlüsse für Smartphone-Batterien/Monat
- Laser-Investitionen: $350,000
- Ersparnisse:
- Materialabfall: $8.200/Monat
- Arbeit: $15.000/Monat
- Nacharbeit: $6.500/Monat
- Amortisationsdauer: 14 Monate
Was ist der Nachteil des Laserschweißens?
Wir haben einmal $200k verloren, als wir versuchten, Kupferspulen ohne angemessene Oberflächenbehandlung mit dem Laser zu schweißen. Lektionen gelernt:
Zu den wichtigsten Einschränkungen gehören: 1) Metalle mit hohem Reflexionsvermögen (Cu, Al) erfordern eine besondere Vorbereitung 2) Die Verbindung muss perfekt sein (<0,1 mm Spalt) 3) Die Ausrüstung kostet das 5-10fache herkömmlicher Schweißgeräte 4) Sie ist auf Anwendungen mit Sichtverbindung beschränkt.
Kostenaufschlüsselung für Entry-Level-System
| Komponente | Preisspanne |
|---|---|
| 1kW Faserlaser | $50k-$80k |
| CNC-Arbeitsplatz | $30k-$50k |
| Kühlsystem | $8k-$15k |
| Ausbildung | $5k-$10k |
| Wartung (jährlich) | $7k-$12k |
Von uns angewandte Minderungsstrategien
- Reinigungsstationen vor dem Schweißen zur Entfernung von Oxiden
- Adaptive Optik für Spaltüberbrückungen bis zu 0,3 mm
- Modulare Systeme die mit dem Produktionsbedarf skalieren
Was ist das Risiko beim Laserschweißen?
Ein Vorfall aus dem Jahr 2022, bei dem reflektiertes Laserlicht eine $15k-Kamera beschädigte, hat uns gelehrt, dass man bei der Sicherheit keine Kompromisse eingehen darf.
Hauptrisiken: 1) Augen-/Hautverletzungen durch direkte/reflektierte Strahlen 2) Dämpfe durch verdampfte Metalle 3) Brandgefahr durch brennbare Materialien 4) Elektrische Gefahren durch Hochspannungskomponenten.

Checkliste Sicherheitsprotokoll
PSA
- Lasersichere Schutzbrille (OD 7+ bei 1064nm)
- Flammhemmende Kleidung
- Atemschutzmasken
Technische Kontrollen
- Strahlenschutzgehäuse
- Verriegelungssysteme
- Dunstabzugshauben
Ausbildung
- 40-stündiger Zertifizierungskurs
- Vierteljährliche Auffrischungen
Unfallstatistik (Unsere Einrichtungen)
| Jahr | Beinahe-Fehlschläge | Kleinere Verletzungen | Größere Zwischenfälle |
|---|---|---|---|
| 2021 | 17 | 3 | 0 |
| 2022 | 9 | 1 | 0 |
| 2023 | 2 | 0 | 0 |
Warum sind Laserschweißgeräte so teuer?
Als wir 2015 unser erstes Laserschweißgerät $250k kauften, bekam der CFO fast einen Herzinfarkt. Hier ist, warum das gerechtfertigt ist:
Hohe Kosten entstehen durch: 1) Präzisionsoptik (Spiegel verlieren 0,1% Reflexionsvermögen/Jahr) 2) Faserlaserdioden ($1k/W) 3) Echtzeit-Überwachungssysteme 4) Einhaltung gesetzlicher Vorschriften (FDA/CE/ISO-Zertifizierungen).
Gesamtbetriebskosten (5 Jahre)
| Kostenart | Laserschweißgerät | MIG-Schweißgerät |
|---|---|---|
| Ursprüngliche | $200k | $20k |
| Wartung | $75k | $10k |
| Energie | $40k | $25k |
| Arbeit | $150k | $200k |
| Schrott | $5k | $50k |
| Insgesamt | $470k | $305k |
*Annahme: 3-Schicht-Betrieb, 250 Tage/Jahr
Können Laserschweißer Aluminium schweißen?
Wir haben erfolgreich 0,5 mm starke Aluminiumbleche für ein Satellitenprojekt geschweißt - allerdings erst nach 6 Monaten Forschung und Entwicklung.
Ja, aber mit einigen Herausforderungen: 1) Verwendung von gepulsten Lasern (1-10 ms-Pulse) 2) Aufbringen einer Antireflexionsbeschichtung 3) Einhaltung von Fugenabständen von <0,05 mm 4) Verwendung von Helium-Schutzgas.

Parametereinstellungen, die funktionieren
| Dicke | Strom | Geschwindigkeit | Gas |
|---|---|---|---|
| 0,5 mm | 1,2 kW | 8m/min | Er |
| 1,2 mm | 2,5 kW | 5m/min | He/Ar-Mischung |
| 3,0 mm | 4,0 kW | 2m/min | Er |
Häufige Defekte und Lösungen
- Porosität → Schutzgasdurchfluss erhöhen
- Knacken → Vorheizen auf 150°C
- Unterschnitt → Reduzierung der Leistung um 15%
Herausforderungen und Grenzen des Laserschweißens
Unser Forschungs- und Entwicklungsteam hat 18 Monate an der Entwicklung einer Laserschweißlösung für Kupfer-Aluminium-Verbindungen in EV-Batterien gearbeitet. Die größten Hürden:
Technische Herausforderungen
- Unterschiedliche Schmelzpunkte (1085°C vs. 660°C)
- Bildung intermetallischer Verbindungen
- Ungleicher Wärmeausdehnungskoeffizient
Kommerzielle Beschränkungen
- ROI erst ab 50.000 Einheiten/Jahr realisierbar
- Erfordert Laserschutzeinrichtungen der Klasse 4
- Begrenzte Reparaturmöglichkeiten für Optiken
Durchbrüche, auf die wir gespannt sind
- Blaue Laser (450nm) zum Schweißen von Kupfer
- AI-gestützte Fehlererkennung
- Handgehaltene Laserschweißgeräte unter $20k
Laserschweißen - zukünftige Trends und Innovationen
Bei PTSMAKE testen wir diese neuen Technologien in der Beta-Phase:
- Mehrstrahlige Systeme (4 Laser gleichzeitig)
- Ultraschnelle Laser (Pikosekunden-Impulse)
- Prozessbegleitende Qualitätsüberwachung mittels Plasmaspektroskopie
Marktprognosen
| Jahr | Globale Marktgröße | Wichtigster Wachstumstreiber |
|---|---|---|
| 2023 | $2.1B | Nachfrage nach EV-Batterien |
| 2025 | $3.8B | Medizinische Miniaturisierung |
| 2030 | $7.9B | Herstellung von Raumfahrtprodukten |
Wie dick ist der Stahl, den ein Laserschweißer schweißen kann?
Unser Rekord: 32 mm Kohlenstoffstahl für einen Kunden aus dem Bergbau - dafür waren 12 kW Laserleistung und 8 Durchgänge erforderlich.
**Gewerbliche Systeme verarbeiten in der Regel:
- 6-8 mm mit CO₂-Lasern in einem Durchgang
- 12-15mm mit Multi-Pass-Faserlasern
- 25mm+ mit hybriden Laser-Lichtbogen-Verfahren**
Dicke vs. Leistungsbedarf
| Dicke | Laser-Typ | Benötigte Leistung | Geschwindigkeit |
|---|---|---|---|
| 1mm | Faser | 1kW | 10m/min |
| 5 mm | Festplatte | 4kW | 2m/min |
| 10mm | CO₂ | 8kW | 0,8m/min |
| 20mm | Hybride | 10kW + 350A MIG | 0,3m/min |
Schlussfolgerung
Laserschweißen ist nicht nur ein weiteres Werkzeug - es ist ein Tor zu Fertigungsmöglichkeiten, die wir uns vor 20 Jahren nicht vorstellen konnten. Von lebensrettenden medizinischen Geräten bis hin zu Komponenten für Mars-Rover ermöglicht diese Technologie eine Präzision, die perfekt mit der Mission von PTSMAKE übereinstimmt: Vertrauen durch millimetergenaue Fertigung zu schaffen. Das Laserschweißen ist zwar nicht für jede Anwendung perfekt, aber wenn es passt, revolutioniert es die Effizienz und Qualität der Produktion. Während wir die Grenzen der CNC- und Spritzgusstechnik immer weiter verschieben, sorgt die Integration fortschrittlicher Schweißverfahren dafür, dass wir für unsere Kunden der zuverlässigste Präzisionspartner bleiben.






