

Die Titanbearbeitung erfordert höchste Präzision, doch viele CNC-Werkstätten kämpfen mit seinem berüchtigten Ruf für Kaltverfestigung, schnellen Werkzeugverschleiß und thermische Herausforderungen. Diese Schwierigkeiten führen oft zu Ausschussteilen, gesprengten Budgets und verpassten Fristen für kritische Luft- und Raumfahrt- sowie medizinische Komponenten.
Die CNC-Bearbeitung von Titan erfordert spezielle Schneidwerkzeuge, präzises Wärmemanagement und strategische Bearbeitungsparameter, um seine geringe Wärmeleitfähigkeit und Neigung zur Kaltverfestigung zu überwinden und eine erfolgreiche Produktion von Hochleistungsteilen zu gewährleisten.

Dieser umfassende Leitfaden behandelt alles, von der Auswahl der Titanlegierung und Werkzeugstrategien bis hin zur Erzielung enger Toleranzen und der Skalierung der Produktion. Sie entdecken bewährte Techniken, die gängige Herausforderungen bei der Titanbearbeitung lösen, und lernen, wie Sie Lieferanten für Ihre anspruchsvollsten Projekte bewerten.
Der vollständige Leitfaden zu Titanlegierungen für die CNC-Bearbeitung
Die Wahl der richtigen Titanlegierung ist entscheidend. Sie wirkt sich direkt auf die Leistung und die Kosten Ihres Teils aus. Nicht jedes Titan ist gleich.
Die Unterschiede zwischen den Legierungen können enorm sein. Dies gilt insbesondere für die CNC-Bearbeitung von Titan-Teilen.
Wir werden uns die gängigsten Optionen ansehen. Sie erfahren, welche am besten zu Ihrem Projekt passt. Vergleichen wir einige beliebte Titanlegierungen für die Bearbeitung.
| Klasse | Stärke | Korrosionsbeständigkeit | Bearbeitbarkeit |
|---|---|---|---|
| Klasse 2 | Mäßig | Ausgezeichnet | Gut |
| Klasse 5 | Hoch | Sehr gut | Messe |
| Klasse 23 | Hoch | Ausgezeichnet | Messe |
Dieser Leitfaden hilft Ihnen bei der klugen Wahl der Titanlegierung.
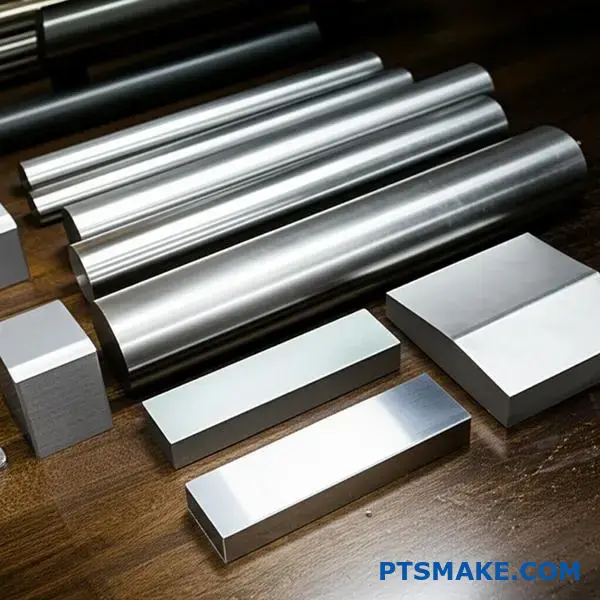
Grad 2: Das Arbeitspferd
Grad 2 ist kommerziell reines Titan. Es bietet eine ausgezeichnete Korrosionsbeständigkeit und Formbarkeit. Das macht es zu einer guten Wahl für viele Anwendungen.
Denken Sie an Teile für die Schifffahrt oder die chemische Verarbeitung. Seine geringere Festigkeit im Vergleich zu Legierungen ist sein Hauptkompromiss. Seine Bearbeitbarkeit ist jedoch ein erheblicher Vorteil. Sie spart Zeit und reduziert den Werkzeugverschleiß während der Produktion.
Grad 5 (Ti-6Al-4V): Der Luft- und Raumfahrtstandard
Grad 5 oder Ti-6Al-4V ist die beliebteste Legierung. Sie bietet eine fantastische Kombination aus hoher Festigkeit, geringem Gewicht und guter Korrosionsbeständigkeit. Die Eigenschaften von Ti-6Al-4V machen es ideal für die Luft- und Raumfahrt.
Sie finden es in Strukturkomponenten und Motorteilen. Sein Verhältnis von Festigkeit zu Gewicht ist von den meisten anderen Metallen unübertroffen. Deshalb ist es in Hochleistungsbereichen so wertvoll.
Grad 23: Die medizinische Wahl
Grad 23 ist eine reinere Version von Grad 5. Er hat einen geringeren Gehalt an Sauerstoff, Stickstoff und Eisen. Dies verbessert seine Duktilität und Bruchzähigkeit.
Sein Hauptmerkmal ist seine ausgezeichnete Biokompatibilität1. Dies macht es zur Top-Wahl für medizinische Implantate. Denken Sie an Knochenschrauben, Stifte und Zahnimplantate. Es ist sicher für den Langzeitkontakt mit dem menschlichen Körper.
| Merkmal | Klasse 2 | Güteklasse 5 (Ti-6Al-4V) | Besoldungsgruppe 23 (ELI) |
|---|---|---|---|
| Zusammensetzung | Kommerziell rein | Ti, 6% Al, 4% V | Ti, 6% Al, 4% V (Extra Low Interstitials) |
| Stärke | Unter | Hoch | Hoch |
| Duktilität | Hoch | Mäßig | Hoch |
| Primäre Verwendung | Industriell | Luft- und Raumfahrt, Automobilindustrie | Medizinische Implantate |
Die Auswahl der richtigen Titanlegierung ist entscheidend. Grad 2 bietet eine hervorragende Bearbeitbarkeit. Grad 5 bietet überlegene Festigkeit für die Luft- und Raumfahrt. Grad 23 ist aufgrund seiner Reinheit und Sicherheit der Standard für medizinische Implantate. Ihre Anwendung bestimmt die Wahl.
Die vier Kernherausforderungen der Bearbeitbarkeit von Titan
Warum ist Titan also so schwer zu bearbeiten? Es ist nicht nur eine Sache. Es ist eine Kombination aus vier verschiedenen Eigenschaften. Jede einzelne schafft ein einzigartiges Problem für Maschinenbediener.
Ingenieure und Einkaufsmanager müssen diese Probleme verstehen. Sie wirken sich direkt auf Produktionskosten, Zeitpläne und die Qualität des Endprodukts aus.
Hier ist eine kurze Aufschlüsselung der Hauptschuldigen:
| Herausforderung | Primäre Auswirkungen |
|---|---|
| Niedrige Wärmeleitfähigkeit | Extreme Hitze am Schneidwerkzeug |
| Arbeitsverhärtung | Das Material wird während des Schneidens härter |
| Aufschweißen (Anhaften) | Titan schweißt an die Werkzeugoberfläche |
| Hoher Werkzeugverschleiß | Werkzeuge verschleißen sehr schnell |
Die Bewältigung dieser Probleme bei der Titanbearbeitung ist keine Option. Sie ist für den Erfolg unerlässlich.

Das Verständnis des "Warum" hinter diesen Herausforderungen ist der erste Schritt zur Lösungsfindung. Bei PTSMAKE haben wir jahrelang Strategien entwickelt, um jedes dieser spezifischen Probleme bei der CNC-Bearbeitung von Titan zu kontern. Es erfordert eine andere Denkweise als die Bearbeitung von Stahl oder Aluminium.
Geringe Wärmeleitfähigkeit: Das Hitzeproblem
Titan leitet Wärme schlecht ab. Etwa 80% der beim Schneiden entstehenden Wärme wird direkt auf das Schneidwerkzeug übertragen, nicht auf den Span. Diese extreme Hitze kann zu Werkzeugverformung und -versagen führen.
Chemische Reaktivität und Aufschweißen
Titan ist bei hohen Temperaturen hochreaktiv. Dies führt dazu, dass sich Späne auf die Schneide des Werkzeugs schweißen. Dieses Phänomen, bekannt als abnutzend2, führt zu einer schlechten Oberflächengüte und kann dazu führen, dass das Werkzeug vorzeitig bricht. Es ist ein ständiger Kampf gegen das Anhaften.
Verständnis der Titan-Kaltverfestigung
Titan neigt dazu, sich bei der Bearbeitung zu verhärten. Der Druck und die Hitze des Schneidwerkzeugs können die Oberfläche erheblich härter machen als das Grundmaterial. Dies erschwert nachfolgende Schnitte erheblich und erhöht den Werkzeugverschleiß.
Der Dominoeffekt auf den Werkzeugverschleiß
Diese Faktoren zusammen führen zu einem schnellen und starken Werkzeugverschleiß. Die hohe Hitze, die chemische Reaktivität und die Kaltverfestigung greifen gleichzeitig das Schneidwerkzeug an. Basierend auf unseren internen Tests kann die Werkzeugstandzeit im Vergleich zu anderen gängigen Metallen drastisch kürzer sein.
| Material | Relative Werkzeugstandzeit-Erwartung |
|---|---|
| Aluminium 6061 | 100% (Grundlinie) |
| Rostfreier Stahl 304 | 25% |
| Titan Ti-6Al-4V | <10% |
Dies macht die Werkzeugverwaltung und den Werkzeugersatz zu einem kritischen Kostenfaktor.
Die Überwindung der Bearbeitungsschwierigkeiten von Titan – Hitze, Verfestigung und Aufschweißen – ist entscheidend. Diese Probleme erhöhen direkt den Werkzeugverschleiß, verteuern die Kosten und können die Teilequalität beeinträchtigen, wenn sie nicht von einem erfahrenen Partner verwaltet werden. Erfolg erfordert spezifische Strategien für jede Herausforderung.
Geheimnisse zur Auswahl der richtigen Schneidwerkzeuge für Titan
Die Wahl des richtigen Werkzeugs ist entscheidend für die Titanbearbeitung. Der Hauptfeind ist Hitze. Sie leitet sich nicht wie bei Stahl über den Span ab. Stattdessen konzentriert sie sich auf die Schneide, was zu schnellem Werkzeugverschleiß führt.
Deshalb sind Spezialwerkzeuge nicht verhandelbar. Hartmetallsorten mit submikronkorngröße sind ein guter Ausgangspunkt. Sie bieten die nötige Zähigkeit. Eine geeignete Beschichtung bietet dann die thermische Barriere.
Betrachten wir einige gängige Materialauswahlen.
| Werkzeug Material | Hitzebeständigkeit | Abnutzungswiderstand | Anmeldung |
|---|---|---|---|
| Unbeschichtetes Hartmetall | Gut | Gut | Allgemeiner Zweck |
| AlTiN-beschichteter Hartmetall | Ausgezeichnet | Ausgezeichnet | Hochgeschwindigkeits-Bearbeitung |
| PVD-beschichteter Hartmetall | Sehr gut | Sehr gut | Veredelungsarbeiten |
Die Auswahl der besten Schneidwerkzeuge für Titan bedeutet, das Material und die Beschichtung auf Ihren spezifischen Vorgang abzustimmen.

Neben dem Material ist die Werkzeuggeometrie entscheidend. Für eine erfolgreiche CNC-Bearbeitung von Titan suche ich immer nach Werkzeugen mit einer scharfen Schneide und einem positiven Spanwinkel. Dies reduziert die Schnittkräfte und damit die Wärmeentwicklung. Ein höherer Steigungswinkel, oft um die 35-45 Grad, hilft bei der Spanabfuhr. Eine schlechte Spanabfuhr kann zu einem Wiederaufschneiden führen, was sich verheerend auf die Werkzeugstandzeit auswirkt.
Beschichtungen wie Aluminium-Titan-Nitrid (AlTiN) sind Standard. Sie bilden bei hohen Temperaturen eine Schutzschicht aus Aluminiumoxid, die das Hartmetallsubstrat isoliert. Das ist ein echter Fortschritt. Wir haben in unseren Tests die Werkzeugstandzeit durch den Wechsel zur richtigen Beschichtung erheblich verlängert.
Die Werkzeugwegstrategie ist jedoch ebenso wichtig. Vermeiden Sie scharfe Ecken und abrupte Richtungswechsel. Verwenden Sie stattdessen trochoidale Fräs- oder Hocheffizienz-Fräsbahnen (HEM). Diese halten einen konstanten Werkzeuganstellwinkel aufrecht. Dies verhindert Stoßbelastungen und kontrolliert die Wärme, die eine Hauptursache für Adhäsionsverschleiß3. ist. Es glättet den gesamten Prozess.
Die besten Titanbearbeitungswerkzeuge sind oft nicht die billigsten. Es gibt einen klaren Kompromiss.
| Faktor | Hochleistungs-Werkzeuge | Standard-Werkzeuge |
|---|---|---|
| Anfängliche Kosten | Höher | Unter |
| Lebensdauer der Werkzeuge | Erheblich länger | Kürzere |
| Bearbeitungsgeschwindigkeit | Schneller | Langsamer |
| Kosten pro Teil | Unter | Höher |
Eine höhere Anfangsinvestition in Premium-Hartmetallwerkzeuge für Titan zahlt sich aus. Sie erhalten eine längere Lebensdauer, schnellere Zykluszeiten und letztendlich niedrigere Kosten pro Fertigteil. Bei PTSMAKE begleiten wir unsere Partner bei dieser Entscheidung.
Der Erfolg bei der Bearbeitung von Titan beruht auf einer strategischen Kombination aus Werkzeugmaterial, spezifischer Geometrie und intelligenten Werkzeugwegen. Dieser ganzheitliche Ansatz steuert Wärme und Verschleiß und gleicht die anfänglichen Werkzeugkosten gegen die langfristige Leistung ab, um die endgültigen Kosten pro Teil zu senken.
Wie man enge Toleranzen bei CNC-Teilen aus Titan erzielt
Eine Präzision von ±0,001 Zoll oder enger bei Titan zu erreichen, ist eine echte Prüfung der Fähigkeiten einer Werkstatt. Es geht nicht nur darum, Metall zu schneiden. Es geht darum, ein schwieriges Material zu kontrollieren.
Erfolg in hochpräziser Titanbearbeitung erfordert einen ganzheitlichen Ansatz. Sie müssen die Wärme managen, das Teil perfekt sichern und die richtige Ausrüstung verwenden. Jeder Schritt ist entscheidend.
| Herausforderung | Kernstrategie |
|---|---|
| Wärmestau | Effektives Kühlmittelmanagement |
| Teil Durchbiegung | Robuste Spanntechnik |
| Maßgenauigkeit | In-Prozess-Inspektion |
Das Halten dieser Titan-Teile mit engen Toleranzen erfordert die Beherrschung dieser Kernbereiche. Es gibt sehr wenig Spielraum für Fehler.

Ingenieurstrategien für Präzision
Um erfolgreich zu sein in der Präzisionsbearbeitung von Titan, müssen Sie über Standardpraktiken hinausgehen. Es erfordert ein tiefes Verständnis des Materialverhaltens unter Belastung. Hier bei PTSMAKE konzentrieren wir uns auf vier Schlüsselbereiche.
Wärmemanagement ist entscheidend
Titan leitet Wärme schlecht ab. Das bedeutet, dass sich die Wärme am Schneidwerkzeug konzentriert und zu schnellem Verschleiß führt. Hochdruckkühlmittel ist keine bloße Empfehlung; es ist eine Notwendigkeit. Es spült Späne aus und verhindert, dass die Wärme die Oberfläche und die Abmessungen des Teils ruiniert.
Spannvorrichtungen für absolute Steifigkeit
Beim Bearbeiten von Titan sind die Schnittkräfte hoch. Eine schwache Spannvorrichtung lässt das Teil vibrieren oder sich verformen, was enge Toleranzen unmöglich macht. Wir entwickeln oft kundenspezifische Spannvorrichtungen, die die Komponente steif stützen und jede Bewegung während der CNC-Bearbeitung von Titan Prozess.
Die richtige Maschine für die Aufgabe
Ihre CNC-Maschine muss der Aufgabe gewachsen sein. Das bedeutet eine steife, robuste Maschine mit Spindeln mit hohem Drehmoment und minimalem Rundlauf. Ohne eine leistungsfähige Maschine werden Sie einen aussichtslosen Kampf gegen Werkzeugablenkung und Vibration führen.
| Maschinenanforderung | Warum es wichtig ist |
|---|---|
| Hohe Steifigkeit | Verhindert Vibrationen und Rattern |
| Spindel mit hohem Drehmoment | Hält die Schnittgeschwindigkeit unter Last aufrecht |
| Präzisionsführungen/Schienen | Stellt eine genaue Werkzeugpositionierung sicher |
Ein Versagen in einem dieser Bereiche beeinträchtigt den gesamten Prozess. Das Risiko von abnutzend4 erhöht sich auch bei unsachgemäßen Aufspannungen, die Späne am Werkzeug anschweißen können.
In-Prozess-Inspektion
Sie können nicht bis zum Ende warten, um das Teil zu messen. Wir verwenden In-Prozess-Tastsysteme, um kritische Abmessungen während des gesamten Bearbeitungszyklus zu überprüfen. Dies ermöglicht es uns, Werkzeugverschleiß oder thermische Ausdehnung in Echtzeit zu kompensieren und sicherzustellen, dass das Endteil perfekt ist.
Das Erreichen enger Toleranzen bei Titan erfordert ein System. Es kombiniert thermische Kontrolle, steife Werkstückspannung, leistungsfähige Maschinen und ständige Messung. Dieser systematische Ansatz verwandelt ein anspruchsvolles Material in ein Fertigteil, das den anspruchsvollsten Spezifikationen entspricht.
Der vollständige Leitfaden zur Oberflächenbearbeitung und Entgratung von Titan-Teilen
Nach der CNC-Bearbeitung von Titan ist die Reise noch nicht zu Ende. Die Nachbearbeitung ist der Punkt, an dem ein gutes Teil außergewöhnlich wird. Diese entscheidende Phase bestimmt sein endgültiges Aussehen, Gefühl und seine Leistung.
Wirksam Titan-Entgraten entfernt scharfe Kanten, die durch die Bearbeitung entstehen. Dies ist entscheidend für Sicherheit und ordnungsgemäße Funktion.
Die Oberflächenveredelung verbessert dann die Ästhetik und die Eigenschaften. Die Optionen reichen von langlebigen Beschichtungen bis hin zu Hochglanzpolituren. Die Wahl der richtigen Titan-Teile veredeln Methode ist entscheidend.
| Prozessphase | Primäre Zielsetzung | Auswirkungen |
|---|---|---|
| Entgraten | Grate und scharfe Kanten entfernen | Sicherheit, Funktionalität |
| Fertigstellung | Oberflächeneigenschaften verändern | Ästhetik, Langlebigkeit |

Effektive Titan-Entgratungstechniken
Die Zähigkeit von Titan macht Grate hartnäckig. Manuelles Entgraten ist üblich, kann aber inkonsistent sein. Für Präzision greifen wir oft auf automatisierte Methoden zurück.
Vibrationsschleifen ist hervorragend für kleine Teile geeignet. Es verwendet Schleifmittel, um Grate sanft zu entfernen. Für komplexe interne Merkmale bietet das elektrochemische Entgraten eine berührungslose Lösung. Es löst Grate auf, ohne die Integrität des Teils zu beeinträchtigen.
Wichtige Titan-Oberflächenbehandlungsoptionen
Das richtige Finish hängt vollständig von der Anwendung ab. Jede Titan-Oberflächenbehandlung bietet einzigartige Vorteile für Funktion und Aussehen.
Eloxieren
Anodisieren erzeugt eine haltbare Oxidschicht auf dem Titan. Dieser Prozess verbessert die Verschleiß- und Korrosionsbeständigkeit. Er ermöglicht auch lebendige, dauerhafte Farben ohne Farbe. Dies wird durch eine elektrochemische Passivierung5 erreicht, die den natürlichen Oxidfilm verdickt.
Perlstrahlen
Kugelstrahlen erzeugt eine gleichmäßige, richtungsunabhängige matte Oberfläche. Es reinigt die Oberfläche und kann die Ermüdungslebensdauer durch Erzeugung von Druckspannung verbessern. Es ist eine kostengünstige Methode, um ein sauberes, professionelles Aussehen zu erzielen.
Polieren
Für Anwendungen, die eine glatte, reflektierende Oberfläche erfordern, ist Polieren ideal. Es reduziert die Oberflächenreibung und verbessert die ästhetische Anziehungskraft. Dies ist oft ein mehrstufiger Prozess, der mit groben Schleifmitteln beginnt und mit feinen Polierpasten endet.
| Finishing-Methode | Hauptvorteil | Gemeinsame Bewerbung |
|---|---|---|
| Eloxieren | Korrosionsbeständigkeit, Farbe | Medizinische Implantate, Luft- und Raumfahrt |
| Perlstrahlen | Gleichmäßig mattes Finish | Automobilteile, Werkzeuge |
| Polieren | Geringe Reibung, Ästhetik | Unterhaltungselektronik, Schmuck |
Die Nachbearbeitung ist kein nachträglicher Gedanke. Das richtige Entgraten von Titan gewährleistet Sicherheit und Passform, während die strategische Oberflächenveredelung die endgültige Leistung, Korrosionsbeständigkeit und den ästhetischen Wert des Teils bestimmt, was nach CNC-Bearbeitung von Titan.
Kostentreiber bei der CNC-Bearbeitung von Titan: Eine transparente Aufschlüsselung
entscheidend ist. Das Verständnis der Preisgestaltung von Titanbauteilen erfordert einen klaren Blick auf seine Kernkostentreiber. Es ist nicht nur eine Sache, die es teuer macht; es ist eine Kombination von Faktoren.
Primäre Kostenfaktoren
Die Hauptgründe, warum die Bearbeitung von Titan teuer ist, sind einfach. Hohe Rohmaterialkosten sind der Ausgangspunkt.
Dann kommt die langsame Bearbeitungszeit. Wir müssen Maschinen mit niedrigeren Geschwindigkeiten betreiben, um Hitze und Werkzeugverschleiß zu bewältigen. Dies erhöht direkt die benötigten Stunden pro Teil.
Schließlich erhöhen der schnelle Werkzeugverschleiß und notwendige Sekundäroperationen die Endkosten.
| Kostentreiber | Auswirkungen auf den Endpreis | Grund |
|---|---|---|
| Rohmaterial | Hoch | Inhärente Knappheit und schwieriger Extraktionsprozess. |
| Bearbeitungszeit | Hoch | Geringe Schnittgeschwindigkeiten für das Wärmemanagement erforderlich. |
| Werkzeugkosten | Hoch | Schneller Verschleiß von spezialisierten, teuren Schneidwerkzeugen. |
| Sekundäre Operationen | Mittel | Oft für Oberflächenintegrität und -güte erforderlich. |

Lassen Sie uns tiefer eintauchen, warum diese Elemente die Kosten für die Bearbeitung von Titan so stark beeinflussen. Es geht um mehr als nur den Preis des Metallstabs. Die wahren Kosten entstehen auf dem Werkstattboden.
Der Bearbeitungszeit-Multiplikator
Langsame Bearbeitung ist nicht nur eine Unannehmlichkeit; sie ist ein erheblicher Kostenmultiplikator. Die geringe Wärmeleitfähigkeit von Titan speichert Wärme an der Schneide. Dies zwingt uns, die Geschwindigkeiten zu reduzieren, um Werkzeugversagen und Materialschäden zu verhindern.
Dieser langsame Prozess erhöht auch das Risiko von Kaltverfestigung6, bei dem das Material während des Schneidens noch härter wird. Dies erschwert nachfolgende Durchgänge und verschleißt Werkzeuge weiter. Es ist ein herausfordernder Kreislauf.
Werkzeug- und Sekundärbearbeitungskosten
Bei PTSMAKE verwenden wir spezielle Hartmetallwerkzeuge mit spezifischen Beschichtungen für die CNC-Bearbeitung von Titan. Diese sind teurer und verschleißen schneller als Standardwerkzeuge, was einen häufigen Austausch erfordert. Dieser Verbrauch ist eine direkte, wiederkehrende Kosten.
Sekundäre Operationen wie Wärmebehandlung oder Anodisieren sind oft nicht optional. Sie sind entscheidend für die Erzielung der erforderlichen mechanischen Eigenschaften oder der Korrosionsbeständigkeit des Teils. Jeder Schritt fügt dem Projekt eine weitere Ebene von Kosten und Zeit hinzu.
| Operation | Zweck | Auswirkungen auf die relativen Kosten |
|---|---|---|
| Wärmebehandlung | Spannungsarmglühen, Festigkeitssteigerung | Mittel |
| Eloxieren | Korrosionsbeständigkeit, Oberflächengüte | Niedrig bis mittel |
| Schleifen | Erreichen enger Toleranzen | Hoch |
| Passivierung | Verbesserung der Korrosionsbeständigkeit | Niedrig |
Die primären Kostentreiber – Material, extensive Bearbeitungszeit, hoher Werkzeugverbrauch und wesentliche Sekundärbearbeitungen – erklären zusammen, warum die CNC-Bearbeitung von Titan ein Premium-Service ist. Eine ordnungsgemäße Planung ist entscheidend für eine genaue Budgetierung und Kostenkontrolle.
Geheimnisse des Designs für die Herstellbarkeit (DFM) für Titan-Teile
Bei der Konstruktion von Titanbauteilen müssen Sie spezifische Regeln befolgen. Dies ist kein Material, das Konstruktionsfehler leicht verzeiht.
Die Befolgung eines klaren DFM-Leitfadens für Titan ist unerlässlich. Er hilft Ihnen, häufige und kostspielige Bearbeitungsprobleme zu vermeiden, bevor sie auftreten.
Wichtige Abmessungen für das Design von bearbeitbarem Titan
Konzentrieren wir uns zunächst auf die Kerngeometrie. Wandstärke und interne Radien sind entscheidende Ausgangspunkte für jedes erfolgreiche Design.
Großzügige Radien ermöglichen uns die Verwendung größerer, stabilerer Werkzeuge. Dies reduziert Vibrationen und verbessert die Oberflächengüte, was sich direkt auf die Teilequalität auswirkt.
Basierend auf unseren Tests ist es eine sichere Wahl, sich an diese Parameter zu halten.
| Merkmal | Empfohlene Spezifikation | Hauptgrund |
|---|---|---|
| Mindestwanddicke | > 1,0 mm (0,040") | Verhindert Verzug und Vibrationen des Teils |
| Minimaler interner Radius | > 0,8 mm (0,031") | Reduziert Werkzeugbelastung und Schnittkräfte |
Diese einfachen Regeln bilden die Grundlage für ein effektives, bearbeitbares Titan-Design.

Tiefergehende Betrachtung: Lochtiefe und Zugänglichkeit von Merkmalen
Viele Designs scheitern bei Löchern und komplexen Merkmalen. Die einzigartigen Eigenschaften von Titan machen diese Bereiche besonders herausfordernd für die CNC-Bearbeitung.
Tiefe Löcher sind beispielsweise eine Hauptursache für Werkzeugversagen. Wärme leitet schlecht ab und die Spanabfuhr wird unglaublich schwierig. Schlechter Werkzeugzugang erschwert die Dinge zusätzlich. Oft sind kundenspezifische Vorrichtungen oder längere Werkzeuge erforderlich, was die Steifigkeit und Präzision verringert.
Während des Bearbeitungsprozesses können falsche Vorschubgeschwindigkeiten und Schnittgeschwindigkeiten zu Kaltverfestigung7, führen, was das Material noch schwieriger zu schneiden macht. Dies ist ein Problem, das wir oft bei nicht optimierten Designs sehen.
Optimierung für Werkzeugzugang und Effizienz
Berücksichtigen Sie immer, wie ein Werkzeug an jede Funktion herangeht. Wenn der Zugang blockiert ist, erzwingt dies komplexere und teurere Mehrachsen-Setups.
Wir haben festgestellt, dass diese Richtlinien die Bearbeitbarkeit erheblich verbessern.
| Design-Aspekt | DFM-Richtlinie | Auswirkungen auf die CNC-Bearbeitung von Titan |
|---|---|---|
| Verhältnis von Bohrlochtiefe zu -durchmesser | Unter 6:1 bleiben | Verbessert die Spanabfuhr, senkt das Risiko von Werkzeugbrüchen |
| Merkmal Zugänglichkeit | Sorgen Sie für klare Werkzeugwege | Minimiert Setups, ermöglicht kürzere/steifere Werkzeuge |
Durch die Vereinfachung der Geometrie und die Gewährleistung eines guten Zugangs wird das Teil von Natur aus einfacher und kostengünstiger herzustellen. Dies ist ein grundlegendes Prinzip des guten Designs für die Fertigung.
Die Einhaltung dieser DFM-Richtlinien für Titan in Bezug auf Wandstärke, Radien und Lochtiefen ist entscheidend. Ein richtiges Design reduziert die Bearbeitungszeit erheblich, senkt die Kosten und verhindert Produktionsverzögerungen, was einen reibungsloseren Prozess vom Prototyp bis zur Produktion bei PTSMAKE gewährleistet.
5-Achs-CNC-Bearbeitung für komplexe Titan-Geometrien
Bei der Bearbeitung von Titan ist Komplexität oft gegeben. Dies gilt insbesondere für Teile wie Luft- und Raumfahrtklammern oder medizinische Implantate. Diese Komponenten erfordern absolute Präzision.
Hier glänzt die 5-Achsen-Titanbearbeitung. Sie ermöglicht es uns, komplexe Merkmale aus mehreren Winkeln in einem einzigen Setup anzugehen.
Diese Methode verbessert direkt die Genauigkeit und Integrität. Sie minimiert die Risiken, die mit dem erneuten Spannen eines Teils verbunden sind. Die Vorteile für komplexe Titanbauteile liegen auf der Hand.
| Vorteil | Auswirkungen auf Titanbauteile |
|---|---|
| Weniger Setups | Reduziert kumulative Fehler |
| Besserer Werkzeugzugang | Ermöglicht komplexe Konturen |
| Höhere Genauigkeit | Erfüllt strenge Luft- und Raumfahrt-/Medizinspezifikationen |
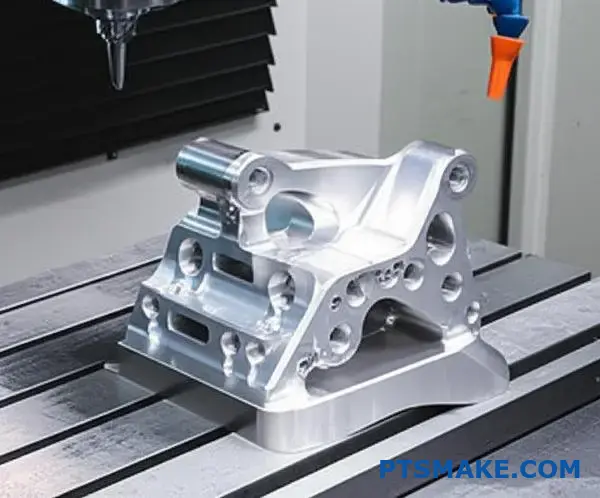
Der Vorteil der einmaligen Einrichtung
Der Hauptvorteil der mehrachsigen CNC-Titanbearbeitung ist der "Einrichtungs"-Ansatz. Jedes Mal, wenn Sie ein Teil bewegen und neu spannen, besteht ein geringes Fehlerrisiko. Dies kann ein großes Problem sein.
Durch die Bearbeitung auf fünf Seiten ohne erneutes Spannen eliminieren wir diese Variable praktisch. Dies schützt die geometrische Genauigkeit des Teils von Anfang bis Ende. Es ist ein Kernprinzip, dem wir bei PTSMAKE für alle kritischen Komponenten folgen.
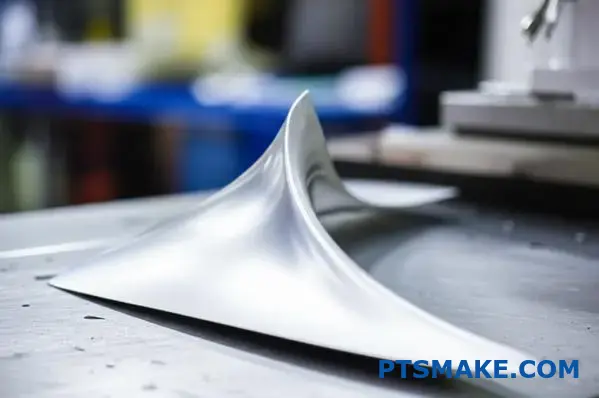
Komplexe Geometrien entschlüsseln
Für Komponenten mit konturierten Oberflächen, wie z. B. Fluidkomponenten oder Implantate, ist 5-Achsen nicht nur besser, sondern notwendig. Es ermöglicht dem Schneidwerkzeug, tangential zur Oberfläche zu bleiben.
Diese kontinuierliche Bewegung erzeugt überlegene Oberflächengüten. Sie ermöglicht es uns auch, tiefe, komplexe Taschen zu bearbeiten, die auf 3-Achsen-Maschinen unmöglich sind. Der kumulative Fehler, auch bekannt als Toleranzüberlagerung8, wird mit dieser Methode erheblich reduziert.
3-Achsen vs. 5-Achsen für Titan
| Merkmal | 3-Achsen-Bearbeitung | 5-Achsen-Bearbeitung |
|---|---|---|
| Erforderliche Einstellungen | Mehrere | Einzeln (oft) |
| Genauigkeit bei Konturen | Unter | Sehr hoch |
| Zykluszeit | Länger | Kürzere |
| Teil Integrität | Gut, aber Risiken durch erneutes Spannen | Ausgezeichnet |
Diese Effizienz bei der CNC-Titanbearbeitung führt zu besseren Teilen, schneller.
Zusammenfassend lässt sich sagen, dass die 5-Achsen-Bearbeitung ein Game-Changer für komplexe Titanbauteile ist. Sie reduziert die Rüstzeiten, erhöht die Genauigkeit auf gekrümmten Oberflächen und gewährleistet eine überlegene Teileintegrität. Dies macht sie für kritische Anwendungen in der Luft- und Raumfahrt sowie in der Medizintechnik unerlässlich.
Wie man die Materialrückverfolgbarkeit für kritische Titan-Komponenten sicherstellt
In Branchen mit hohen Einsätzen wie Luft- und Raumfahrt und Medizin ist die Materialrückverfolgbarkeit nicht nur eine bewährte Methode. Sie ist eine absolute Notwendigkeit.
Jede kritische Titan-Komponente muss eine nachprüfbare Historie haben. Dieser Prozess gewährleistet Leistung, Sicherheit und Zuverlässigkeit unter extremen Bedingungen.
Alles beginnt mit der zertifizierten Materialbeschaffung. Es folgt eine sorgfältige Verfolgung von Wärme- und Losnummern. Dies ist zentral für zertifizierte Titanbearbeitung.
Die gesamte Reise, vom Rohmaterial bis zum fertigen Teil, muss dokumentiert werden.
| Merkmal | Rückverfolgbares Titan | Nicht rückverfolgbares Titan |
|---|---|---|
| Verifizierung | Zertifizierte Mill-Berichte | Unbekannter Ursprung |
| Risiko | Niedrig; Erfüllt Standards | Hoch; Möglicher Ausfall |
| Einhaltung | Audit-bereit | Nicht konform |

Die Säulen der Rückverfolgbarkeit: Beschaffung, Verfolgung und Dokumentation
Zertifizierte Beschaffung ist die Grundlage. Wir arbeiten nur mit Lieferanten zusammen, die für jede Charge Titan vollständige Dokumentationen liefern. Dazu gehören immer Mill Test Reports (MTRs), die die genauen chemischen und physikalischen Eigenschaften des Materials anhand der erforderlichen Spezifikationen überprüfen.
Wärme- und Chargennummer-Nachverfolgung
Sobald das zertifizierte Material in unserer Anlage eintrifft, weisen wir ihm eine eindeutige interne Tracking-Nummer zu. Diese Nummer ist direkt mit der Wärme- oder Chargennummer des ursprünglichen Lieferanten verknüpft.
Diese Verknüpfung wird während des gesamten CNC-Bearbeitung von Titan Arbeitsablaufs aufrechterhalten. Vom Schneiden und Fräsen bis zur Oberflächenbearbeitung und Endkontrolle wird jeder Schritt anhand dieser Nummer erfasst. Dies schafft eine ununterbrochene Lieferkette9 vom Rohmaterial bis zum fertigen Bauteil, das Sie erhalten.
Sicherstellung der Auditbereitschaft
Diese sorgfältige Dokumentation macht Audits einfach und transparent. Wir können sofort die vollständige Fertigungshistorie für jedes Teil abrufen. Diese Bereitschaft ist entscheidend für die Einhaltung strenger Luftfahrt-Titan-Standards wie AS9100 und beweist unsere Prozesskontrolle.
| Dokumenttyp | Zweck |
|---|---|
| Mill Test Report (MTR) | Zertifiziert die Eigenschaften des Rohmaterials aus dem Werk. |
| Konformitätsbescheinigung (CoC) | Bestätigt, dass die Teile alle spezifizierten Anforderungen erfüllen. |
| Interne Arbeitsanweisung | Verfolgt die Reise des Teils durch die Produktion. |
Robust Titan-Material-Rückverfolgbarkeit basiert auf zertifizierter Beschaffung, sorgfältiger Nachverfolgung und gründlicher Dokumentation. Dieses System dient nicht nur der Einhaltung von Vorschriften, sondern ist ein grundlegender Bestandteil des Risikomanagements und der Qualitätssicherung für jede kritische Komponente, die wir herstellen.
Der ultimative Leitfaden zu Titan vs. Aluminium für CNC-Teile
Die Wahl zwischen Titan und Aluminium ist eine kritische Entscheidung. Sie wirkt sich direkt auf die Leistung, das Gewicht und die Endkosten Ihres Teils aus. Es geht nicht nur darum, das stärkere Material zu wählen.
Es geht darum, die Eigenschaften an die spezifischen Anforderungen Ihrer Anwendung anzupassen. Für Hardware-Führer ist das Verständnis dieses Materialvergleichs für CNC der Schlüssel zum Erfolg.
Auf einen Blick Vergleich
Ein kurzer Blick auf die Kernunterschiede ist unerlässlich. Hier ist ein Überblick über die gängigsten Sorten, mit denen wir arbeiten.
| Merkmal | Titan (Ti-6Al-4V) | Aluminium (6061-T6) |
|---|---|---|
| Stärke | Sehr hoch | Mäßig |
| Gewicht | Schwerer als Al | Sehr leicht |
| Kosten | Hoch | Niedrig |
| Bearbeitbarkeit | Schwierig | Ausgezeichnet |
Diese Tabelle zeigt die grundlegenden Kompromisse, die wir täglich managen.

Tiefergehende Betrachtung: Leistung vs. Kosten
Wenn wir das Verhältnis von Festigkeit zu Gewicht analysieren, ist Titan der klare Gewinner. Das macht es zu einem Grundbestandteil in der Luft- und Raumfahrt und bei medizinischen Implantaten. Seine Leistung unter Belastung und bei hohen Temperaturen ist unübertroffen von Aluminium. Diese Spitzenleistung hat jedoch ihren Preis.
Die Herausforderungen bei CNC-Bearbeitung von Titan sind erheblich. Es hat eine geringe Wärmeleitfähigkeit, die Wärme an der Werkzeugspitze einschließt. Dies führt zu schnellerem Werkzeugverschleiß und langsameren Bearbeitungsgeschwindigkeiten. Unser Prozess bei PTSMAKE beinhaltet spezielle Werkzeuge und Kühlstrategien, um dies zu bewältigen.
Korrosionsbeständigkeit und Anwendungsnuancen
Titan bildet eine stabile, passive Oxidschicht. Das macht es unglaublich korrosionsbeständig gegen Salzwasser und viele Industriechemikalien. Aluminium ist ebenfalls korrosionsbeständig, kann aber anfällig sein. Es ist anfällig für Galvanische Korrosion10 bei Kontakt mit edleren Metallen.
Diese Titan vs. Aluminium-Bearbeitung Die Entscheidung hängt oft von der Betriebsumgebung ab. Eine Anwendung im maritimen Bereich könnte Titan erfordern, während ein Gehäuse für Unterhaltungselektronik perfekt für Aluminium geeignet ist.
Datengesteuerter Materialvergleich
| Eigentum | Titan (Grad 5) | Aluminium (6061) | Aluminium (7075) |
|---|---|---|---|
| Dichte (g/cm³) | 4.43 | 2.70 | 2.81 |
| Zugfestigkeit (MPa) | ~950 | ~310 | ~572 |
| Bewertung der Bearbeitbarkeit | Schlecht | Gut | Messe |
Unsere Testergebnisse zeigen, dass selbst hochfestes 7075er Aluminium nicht an das Niveau von Titan heranreicht. Diese Daten sind entscheidend bei der Auswahl von Titan oder Aluminium für anspruchsvolle Teile.
Die Wahl zwischen Titan und Aluminium für CNC-Teile ist ein Kompromiss. Sie müssen überlegene Festigkeit und Korrosionsbeständigkeit gegen höhere Material- und Bearbeitungskosten abwägen. Die spezifischen Anforderungen der Anwendung werden immer die beste Materialauswahl für Ihr Projekt leiten.
Wie man Verzug von Titan-Teilen während der Bearbeitung verhindert
Verzug von Titan-Teilen ist ein häufiges Problem. Er entsteht durch hohe Eigenspannungen im Material. Die Kräfte der Bearbeitung setzen diese Spannungen ungleichmäßig frei.
Dies führt zu Verzug und Dimensionsinstabilität. Die Vermeidung von Titan-Verzug erfordert von Anfang an eine durchdachte Strategie. Es geht nicht nur darum, Metall zu schneiden.
Das Kernproblem: Bearbeitungsstress
Der Bearbeitungsstress bei Titan ist erheblich. Die geringe Wärmeleitfähigkeit des Materials speichert Wärme in der Schnittzone. Diese Wärme, kombiniert mit den Schnittkräften, induziert Spannungen. Eine schlechte Strategie verschlimmert dies.
Ein intelligenter Ansatz kontrolliert diese Faktoren sorgfältig.
Ein mehrstufiger Prozess ist entscheidend, um Titan-Verzug zu verhindern. Wir können es nicht wie Aluminium oder Stahl behandeln. Jeder Schritt muss so konzipiert sein, dass Spannungen kontrolliert und abgebaut werden. Ignoriert man dies, garantiert dies später Dimensionsprobleme.
Strategisches Schruppen und Schlichten
Wir bearbeiten ein Titan-Teil niemals in einem Durchgang auf seine Endabmessung. Zuerst führen wir einen Schruppvorgang durch. Wir lassen auf allen Oberflächen eine konstante Materialmenge, normalerweise 0,5 mm bis 1,5 mm, stehen. Dieser erste Durchgang entfernt den Großteil des Materials und absorbiert den Großteil der Eigenspannung11.
Nach dem Schruppen ist ein Spannungsentlastungsschritt unerlässlich. Dies kann eine Wärmebehandlung sein. Das Teil wird auf eine bestimmte Temperatur erhitzt und dann langsam abgekühlt. Dieser Prozess entspannt die während des Schruppens eingeführten inneren Spannungen.
| Methode zur Spannungsentlastung | Hauptvorteil | Typische Anwendung |
|---|---|---|
| Thermisches Glühen | Hochwirksam bei der Stressreduktion | Kritische Luft- und Raumfahrtteile |
| Vibrierende Stressentlastung | Schneller, keine thermische Verformung | Große, nicht-kritische Strukturen |
Fortschrittliche Spanntechnik
Abschließend führen wir den Schlichtdurchgang durch. Die richtige Spanntechnik ist hier entscheidend. Wir verwenden Spannvorrichtungen mit geringer Klemmkraft. Dies verhindert, dass neue Spannungen in das nun stabilisierte Teil eingebracht werden. Ziel ist es, das Teil sicher zu halten, ohne es zu verformen. Dies gewährleistet, dass die endgültigen Abmessungen nach dem CNC-Bearbeitung von Titan Prozess.
Die Verwaltung interner Spannungen ist der Schlüssel zur Vermeidung von Verformungen bei Titanbauteilen. Eine Abfolge von Schruppen, Spannungsarmglühen und sorgfältigem Schlichten ist nicht optional. Es ist grundlegend, um Maßhaltigkeit und Stabilität bei jeder von uns bei PTSMAKE hergestellten Titan-Komponente zu erreichen.
Der definitive Leitfaden zu Best Practices für die Prototypenfertigung von Titan
Effizientes Titan-Prototyping spart Zeit und Geld. Der Schlüssel liegt darin zu wissen, wann man sich für dieses Premium-Material entscheidet. Für erste Form- und Passungsprüfungen ist die Verwendung eines Ersatzmaterials oft sinnvoller.
Dieser Ansatz ermöglicht es Ihnen, Ihr Design schnell zu verfeinern. Sobald das Konzept solide ist, können Sie zum eigentlichen Titan übergehen. Dies schützt Ihr Budget vor kostspieligen Überarbeitungen in frühen Phasen.
Wann man Ersatzmaterialien verwenden sollte
Erwägen Sie Ersatzmaterialien für Prototypen in frühen Phasen. Dies hilft, Ergonomie und Montage zu validieren, ohne die hohen Kosten von Titan.
| Prototyp-Stadium | Empfohlenes Material | Primäre Zielsetzung |
|---|---|---|
| Konzeptmodell | 3D-gedruckter Kunststoff (PLA, ABS) | Form und Passung |
| Funktional (geringe Beanspruchung) | Aluminium (z. B. 6061) | Grundlegende Mechanik |
| Vorproduktion | Titan (Ti-6Al-4V) | Vollständige Validierung |
Durch diese gestufte Methode stellen Sie sicher, dass Sie nur in Titan-Prototypenbearbeitung investieren, wenn Sie sich des Designs sicher sind.

Strategien für Prototypen mit schneller Durchlaufzeit
Geschwindigkeit ist entscheidend bei Rapid Prototyping von Titan. Erfolg hängt von intelligenter Planung und klarer Kommunikation mit Ihrem Fertigungspartner ab. Darauf konzentrieren wir uns bei PTSMAKE.
Eine gut definierte Design for Manufacturability (DFM)-Überprüfung ist der erste Schritt. Bei Titan bedeutet dies, Geometrien, wo immer möglich, zu vereinfachen. Es bedeutet auch, für optimalen Werkzeugzugang zu entwickeln, um die Bearbeitungszeit zu verkürzen.
Titan hat einzigartige Eigenschaften. Es ist anfällig für Kaltverfestigung und hat eine geringe Wärmeleitfähigkeit. Diese Faktoren können zu Werkzeugverschleiß und Oberflächenproblemen führen. Ein häufiges Problem ist abnutzend12, bei dem sich Materialien unter Druck anhaften.
Unsere DFM-Analyse, basierend auf gemeinsamer Forschung mit Kunden, hilft, diese Probleme zu vermeiden. Sie optimiert die CNC-Bearbeitung von Titan Prozess.
Validierung Ihres Titan-Designs
Vor der vollen Produktion sind strenge Tests unerlässlich. Dies bestätigt, dass Ihr Teil alle funktionalen und Leistungsanforderungen erfüllt.
| Validierungsschritt | Zweck | Methode |
|---|---|---|
| Dimensionale Analyse | Geometrische Genauigkeit überprüfen | KMG-Inspektion, 3D-Scanning |
| Mechanische Prüfung | Festigkeit und Haltbarkeit testen | Zug-, Ermüdungs-, Schlagprüfungen |
| Funktionelle Prüfung | Leistung in der realen Welt bestätigen | Montage- und Feldversuche |
Diese Testen von Titan-Designs Schritte stellen sicher, dass Ihr Endprodukt zuverlässig und effektiv ist und kostspielige Ausfälle später verhindert.
Effiziente Titan-Prototypenentwicklung erfordert einen strategischen Ansatz. Verwenden Sie Ersatzmaterialien für die frühe Validierung, wenden Sie DFM-Prinzipien für Geschwindigkeit an und führen Sie gründliche Tests durch, bevor Sie sich für die Großserienfertigung entscheiden. Dies gleicht Kosten, Zeit und Qualität effektiv aus.
Wie man vom Titan-Prototyp zur Produktion skaliert
Der Übergang von einem einzelnen Titan-Prototyp zur Großserienfertigung ist ein großer Sprung. Es geht nicht nur darum, mehr Teile herzustellen. Es erfordert eine völlig andere Denkweise und einen robusten Plan.
Ein erfolgreicher Übergang basiert auf einer soliden Strategie. Dieser Plan muss alles abdecken. Er umfasst Werkzeuge, Prozessvalidierung, Qualitätskontrolle und Ihre Lieferkette. Ohne ihn steigen die Kosten und Fristen werden verpasst.
Wichtige Übergangssäulen
| Bühne | Schwerpunkt | Ziel |
|---|---|---|
| Werkzeugbau | Haltbarkeit & Geschwindigkeit | Ausfallzeiten und Zykluszeiten minimieren |
| Prozess | Reproduzierbarkeit | Sicherstellen, dass jedes Teil den Spezifikationen entspricht |
| Qualität | Skalierbarkeit | Standards bei hoher Stückzahl aufrechterhalten |
| Lieferkette | Verlässlichkeit | Sicheres Material und Lieferfluss |

Die Hochskalierung Ihrer Titan-Teileproduktion erfordert einen dokumentierten Übergangsplan. Dies ist nicht nur ein Vorschlag; es ist entscheidend für den Erfolg, wenn Sie von der Kleinserien- zur Großserienfertigung von Titan wechseln. Bei PTSMAKE konzentrieren wir uns auf vier kritische Bereiche, um einen reibungslosen Hochlauf zu gewährleisten.
Optimierung Ihrer Werkzeugstrategie
Ihre Prototypenwerkzeuge werden Produktionsläufe nicht überstehen. Für die Großserienfertigung CNC-Bearbeitung von Titan, benötigen Sie robuste Werkzeuge aus Hartmetall oder anderen langlebigen Materialien. Wir optimieren Werkzeugwege und Kühlstrategien speziell für die Großserienfertigung. Dies reduziert Zykluszeiten und verlängert die Werkzeugstandzeit.
Validierung des Herstellungsprozesses
Ein validierter Prozess ist ein wiederholbarer Prozess. Wir gehen von Einzelteilprüfungen zur statistischen Prozesskontrolle (SPC) über. Dies gewährleistet Stabilität und Vorhersehbarkeit. First Article Inspection (FAI)-Berichte bestätigen, dass der Produktionsprozess durchgängig Teile erstellt, die jede Spezifikation erfüllen. Konsistente Werkstückträger13 ist ein kritischer, aber oft übersehener Aspekt dieser Phase.
Skalierung der Qualitätskontrolle und Logistik
Manuelle Inspektion ist für Tausende von Teilen nicht praktikabel. Wir implementieren automatisierte Systeme wie KMGs und optische Scanner. Dies skaliert die Qualitätskontrolle effektiv. Auf der Logistikseite sichern wir langfristige Verträge für Roh-Titan. Dies garantiert die Materialverfügbarkeit und stabilisiert die Preise, was für die Herstellung von Titan-Teilen im großen Maßstab entscheidend ist.
| Aspekt | Prototypenphase | Produktionsphase |
|---|---|---|
| Werkzeugbau | Weichere, weniger haltbare | Gehärtetes, langlebiges Hartmetall |
| Validierung | Manuelle Messung | Statistische Prozesskontrolle (SPC) |
| Inspektion | 100% manuell prüfen | Automatisierte KMG, Stichprobenpläne |
| Versorgung | Gelegentliche Käufe | Langfristige Lieferantenvereinbarungen |
Ein strukturierter Plan ist für die Skalierung der Titanproduktion nicht verhandelbar. Durch die strategische Berücksichtigung von Werkzeugen, Prozessvalidierung, Qualitätskontrolle und Lieferkettenlogistik können Sie reibungslos von einem einzelnen Prototyp zur Massenproduktion übergehen und Konsistenz und Zuverlässigkeit gewährleisten.
Der vollständige Leitfaden zur Qualitätskontrolle für bearbeitetes Titan
Die Inspektion von Titanbauteilen ist mehr als nur Messen. Sie erfordert einen systematischen Ansatz zur Qualitätskontrolle. Dies stellt sicher, dass jede Komponente exakte Spezifikationen erfüllt.
Bei PTSMAKE integrieren wir fortschrittliche Werkzeuge mit strengen Prozessrahmenbedingungen. Diese Kombination ist entscheidend für konsistente Ergebnisse.
Wichtige Inspektionsmethoden
Wir verlassen uns auf mehrere hochpräzise Instrumente zur gründlichen Validierung. Jedes Werkzeug dient einem bestimmten Zweck in unserem Qualitätskontroll-Workflow zur Inspektion von Titanbauteilen.
| Werkzeug | Primäre Verwendung | Präzisionsnivellier |
|---|---|---|
| CMM | Komplexe 3D-Geometrien | Sehr hoch |
| Optischer Komparator | 2D-Profile und Merkmale | Hoch |
| Rauheitsmessgerät | Messung der Oberflächengüte | Mikroskopische Ebene |
| Gewindelehren | Gewindegenauigkeit (Gut/Schlecht) | Standardisiert |
Diese Werkzeuge liefern die Daten, die wir benötigen. Aber der Prozessrahmen stellt sicher, dass die Daten für eine echte Titan-Qualitätskontrolle effektiv genutzt werden.

Ein umfassender Inspektionsplan ist die Roadmap für Qualität. Er beschreibt jede Prüfung, von der Rohmaterialverifizierung bis zur endgültigen Freigabe. Dieser Plan ist nicht statisch; er ist ein lebendiges Dokument.
Prüfung des ersten Artikels (FAI)
Die Erststückprüfung (FAI) ist ein kritischer Meilenstein. Sie ist eine vollständige Verifizierung des ersten Teils einer Produktionsserie anhand der Konstruktionszeichnungen. Bei komplexen CNC-bearbeiteten Titanbauteilen bestätigt die FAI unseren gesamten Prozess – Werkzeuge, Programmierung und Einrichtung – bevor die Massenproduktion beginnt. Sie verhindert kostspielige Fehler im späteren Verlauf.
Prozessbegleitende Überwachung
Wir warten nicht bis zum Ende, um Probleme zu finden. Wir verwenden Methoden wie Statistische Prozesskontrolle (SPC)14 um den Herstellungsprozess in Echtzeit zu überwachen. Dies ermöglicht es uns, Abweichungen zu erkennen und zu korrigieren, sobald sie auftreten. Dieser proaktive Ansatz gewährleistet Stabilität und Wiederholbarkeit.
Die folgende Tabelle beschreibt einen typischen Inspektionsablauf für eine Titan-Komponente.
| Bühne | Aktivität | Wichtige Überlegungen für Titan |
|---|---|---|
| Wareneingang | Überprüfung des Materialzertifikats | Korrekte Güte (z. B. Güte 5) und Herkunft |
| In-Process | Überwachung von Schlüsselmerkmalen (SPC) | Werkzeugverschleiß, Wärmeausdehnung |
| Finale | 100% Prüfung kritischer Abmessungen | Übereinstimmung mit GD&T, KMG-Messung |
Dieser strukturierte Prozess ist grundlegend. So stellen wir sicher, dass jedes einzelne Teil, das wir liefern, identisch ist und alle Anforderungen erfüllt.
Eine effektive Qualitätskontrolle von Titan integriert Präzisionswerkzeuge wie KMGs mit strukturierten Prozessen wie FAI und SPC. Dies stellt sicher, dass die Prozessstabilität und die Teilekonformität vom ersten Muster bis zur letzten Produktionseinheit aufrechterhalten werden, was Zuverlässigkeit garantiert.
Wie man einen CNC-Partner für die Titanbearbeitung bewertet
Die Wahl eines Lieferanten für die Titanbearbeitung ist entscheidend. Der richtige Partner stellt sicher, dass Ihre Hochleistungsteile den Spezifikationen entsprechen. Der falsche kann kostspielige Verzögerungen und Ausfälle verursachen.
Diese Checkliste hilft Ihnen, CNC-Werkstätten systematisch zu bewerten. Sie deckt die Kernbereiche ab, die für erfolgreiche Titanprojekte am wichtigsten sind.
Wichtige Bereiche für die Überprüfung
Verwenden Sie diese Anleitung für Einkaufs- und Ingenieurteams. Sie bietet einen klaren Rahmen für fundierte Entscheidungen.
| Bewertungskategorie | Wichtige Fragen |
|---|---|
| Leistungsfähigkeit der Maschine | Haben sie starre 5-Achs-Maschinen mit hohem Drehmoment? |
| Materialkenntnisse | Können sie spezifische Titanqualitäten diskutieren (z. B. Grad 5 vs. Grad 2)? |
| Qualitätssysteme | Sind sie nach AS9100 oder ISO 13485 zertifiziert? |
| Relevante Erfahrung | Können sie Beispiele für ähnliche komplexe Teile zeigen? |
Ein kompetenter Titanfertigungspartner wird diese Fragen souverän beantworten.

Die Suche nach dem richtigen Partner für die CNC-Bearbeitung von Titan geht über einen einfachen Preisvergleich hinaus. Sie müssen tiefer in ihre technischen Fähigkeiten und Qualitätsprozesse eintauchen. Eine robuste Bewertung schützt Ihr Projekt vor Risiken.
Werkzeugmaschinenkapazität
Standardmaschinen haben Schwierigkeiten mit Titan. Suchen Sie nach Werkstätten mit modernen, starren 5-Achs-CNC-Zentren. Diese Maschinen minimieren Vibrationen, was entscheidend für die Einhaltung enger Toleranzen und die Erzielung einer guten Oberflächengüte bei Titanbauteilen ist.
Hochdruck-Kühlsysteme sind ebenfalls nicht verhandelbar. Sie sind unerlässlich für die Spanabfuhr und die Wärmeableitung im Schnittbereich. Dies verhindert Werkzeugverschleiß und Materialschäden.
Material- und Prozesskompetenz
Echte Expertise ist entscheidend bei der Auswahl eines Titanbearbeitungslieferanten. Der Lieferant sollte die Nuancen zwischen verschiedenen Titanlegierungen verstehen. Die Bearbeitung von Grad 5 (Ti-6Al-4V) unterscheidet sich stark von der Bearbeitung von kommerziell reinem Grad 2.
Fragen Sie nach ihren Strategien zur Minderung Kaltverfestigung15. Ein kompetenter Partner wird spezifische Werkzeuge, Vorschubgeschwindigkeiten und Schnittstrategien besprechen, die zur Bewältigung dieser Herausforderung entwickelt wurden. Bei PTSMAKE haben wir proprietäre Prozessparameter für verschiedene Legierungen entwickelt.
| Zertifizierung | Schwerpunkt Industrie | Was es garantiert |
|---|---|---|
| AS9100 | Luft- und Raumfahrt & Verteidigung | Strenge Prozesskontrolle, Rückverfolgbarkeit und Risikomanagement. |
| ISO 13485 | Medizinische Geräte | Qualitätsmanagement für Komponenten medizinischer Geräte. |
| ISO 9001 | Allgemeine Fertigung | Ein grundlegendes Qualitätsmanagementsystem. |
Nachgewiesene Erfahrung
Überprüfen Sie schließlich deren Portfolio. Bitten Sie um Fallstudien oder Beispiele von Teilen, die Ihrer Komplexität und Ihrem Material ähneln. Dies ist der beste Beweis für ihre Fähigkeit, zu liefern. Eine Erfolgsbilanz bei der Herstellung von Hochleistungskomponenten zeigt, dass sie ein zuverlässiger Partner für die Titanbearbeitung sind.
Diese Checkliste bietet einen strukturierten Ansatz zur Bewertung von CNC-Werkstätten. Sie hilft Ihnen, über den Preis hinauszuschauen, um die tatsächliche Leistungsfähigkeit zu beurteilen und sicherzustellen, dass Sie einen Partner finden, der die einzigartigen Anforderungen der CNC-Bearbeitung von Titan bewältigen und durchweg Qualitätsteile liefern kann.
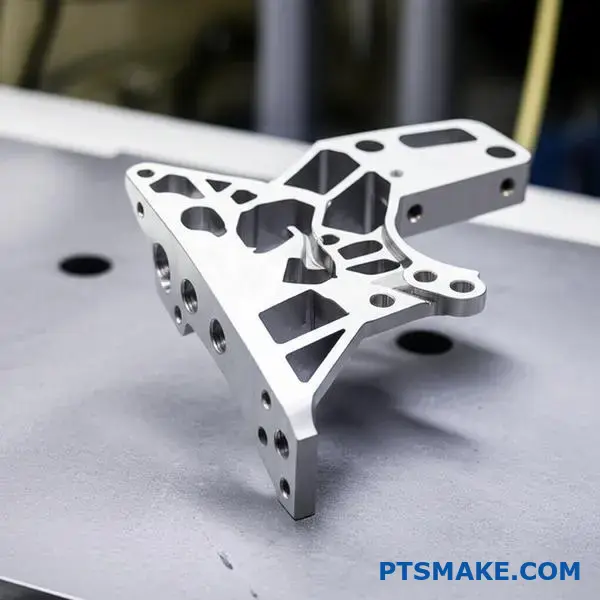
Fallstudie: Lösung einer komplexen Herausforderung bei der Bearbeitung von Titan-Halterungen
Theorie ist eine Sache, aber Ergebnisse zählen. Lassen Sie uns eine Fallstudie zur Titanbearbeitung aus der Praxis durchgehen.
Ein Kunde aus der Luft- und Raumfahrt wandte sich mit einer komplexen Titanhalterung an uns. Dieses Teil hatte dünne Wände und komplizierte Geometrien. Ihr früherer Lieferant hatte Schwierigkeiten, sah sich mit hohen Kosten und inkonsistenter Qualität konfrontiert. Dies ist eine häufige Geschichte in CNC-Bearbeitung von Titan.
Die anfängliche Herausforderung
Die Hauptprobleme waren Verformung des Teils und schneller Werkzeugverschleiß. Dies führte zu einer hohen Ausschussrate, die den Stückpreis erheblich in die Höhe trieb.
| Herausforderungsbereich | Auswirkungen auf die Produktion |
|---|---|
| Verzug des Teils | Erfüllte die Maßtoleranzen nicht |
| Werkzeugverschleiß | Erhöhte Werkzeugkosten und Ausfallzeiten |
| Zykluszeit | Lange Bearbeitungszeiten, hohe Arbeitskosten |
| Ausschußquote | Über 20% Teile wurden abgelehnt |
Unser Ziel war es, diese Probleme zu lösen. Wir mussten ein erfolgreiches Beispiel für ein Titan-Teil liefern, das die Leistungs- und Budgetziele erfüllte.
Ein kollaborativer DFM-Ansatz
Der erste Schritt war nicht, mit der Bearbeitung zu beginnen. Stattdessen initiierten wir eine Design for Manufacturability (DFM)-Überprüfung mit dem Ingenieurteam des Kunden. Dieser kollaborative Prozess ist bei PTSMAKE entscheidend.
Wir identifizierten einige Innenecken mit extrem engen Radien. Obwohl sie bearbeitbar waren, waren diese Merkmale Hauptursachen für Werkzeugbelastung und -verschleiß. Wir schlugen eine geringfügige Erhöhung der Radien vor. Diese Änderung hatte keine Auswirkungen auf die Passform oder Funktion der Halterung. Der Kunde genehmigte sie schnell.
Die Bearbeitungsstrategie
Mit dem optimierten Design entwickelten wir eine vielschichtige Bearbeitungsstrategie. Erfolg mit einer komplexen Titan-Halterung erfordert mehr als nur die richtige Maschine.
Zuerst wählten wir ein hochsteifes 5-Achsen-CNC-Bearbeitungszentrum. Dies minimierte Vibrationen, was für dünnwandige Teile entscheidend ist. Die Materialauswahl für das Werkzeug war ebenfalls entscheidend. Wir entschieden uns für spezielle Hartmetall-Schaftfräser mit Beschichtungen für Titanlegierungen. Diese Beschichtungen reduzieren die Reibung und bekämpfen Kaltverfestigung16.
Unsere Strategie konzentrierte sich auf die Aufrechterhaltung eines konstanten Werkzeugkontakts. Es wurde Hochgeschwindigkeitsfräsen mit einem trochoidalen Werkzeugweg eingesetzt. Dieser Ansatz verhindert plötzliche Stöße auf das Werkzeug, verlängert seine Lebensdauer und verbessert die Oberflächengüte.
| Strategiekomponente | Begründung |
|---|---|
| 5-Achsen-CNC | Zugriff auf komplexe Merkmale, Reduzierung von Rüstvorgängen |
| Beschichtete Hartmetallwerkzeuge | Widerstand gegen Hitze und abrasiven Verschleiß |
| Kühlmittel unter hohem Druck | Effiziente Späneabfuhr und Kühlung |
| Trochoidales Fräsen | Aufrechterhaltung einer konstanten Werkzeuglast, Reduzierung des Verschleißes |
Das erfolgreiche Ergebnis
Die Ergebnisse waren sofort und signifikant. Nach der Umsetzung unserer Strategie sahen wir eine dramatische Verbesserung bei allen wichtigen Kennzahlen.
In Zusammenarbeit mit unserem Kunden stellten wir fest, dass die Ausschussrate auf unter 2% sank. Die Zykluszeit pro Teil wurde um etwa 35% reduziert. Dieses erfolgreiche Beispiel für Titan-Teile zeigt, wie ein intelligenter, kollaborativer Ansatz selbst die härtesten Bearbeitungsherausforderungen meistern kann.
Diese Fallstudie zur Titanbearbeitung unterstreicht ein Kernprinzip. Proaktive Zusammenarbeit und eine gut geplante Bearbeitungsstrategie sind unerlässlich. Sie verwandeln ein schwieriges Projekt in einen wiederholbaren, kostengünstigen Erfolg und liefern ein Teil, das unter anspruchsvollen Luft- und Raumfahrtbedingungen einwandfrei funktioniert.
Die Zukunft der Titanbearbeitung: Zu beobachtende fortschrittliche Technologien
Die Welt der CNC-Bearbeitung von Titan steht an der Schwelle zu einem großen Wandel. Wir gehen über schnellere Spindeln und schärfere Werkzeuge hinaus.
Die nächste Welle der Innovation
Drei Schlüsselbereiche treiben diesen Wandel voran. Dies sind hybride Fertigung, fortschrittliche Werkzeugbeschichtungen und KI-gesteuerte Steuerungen.
Warum das wichtig ist
Dies sind keine bloßen Theorien. Sie versprechen reale Vorteile. Denken Sie an schnellere Produktion, bessere Teile und intelligentere Prozesse. Die Zukunft der Titanbearbeitung ist spannend.
| Technologie | Traditioneller Ansatz | Zukünftige Auswirkungen |
|---|---|---|
| Teileerstellung | Rein subtraktiv | Additiv + Subtraktiv |
| Werkzeugbau | Standard-Hartmetall | Beschichtete, intelligente Werkzeuge |
| Prozess | Manuelle Anpassung | KI-gesteuert, adaptiv |

Lassen Sie uns diese Innovationen in der Titanfertigung aufschlüsseln. Jede löst eine andere Kernherausforderung bei der CNC-Bearbeitung von Titan und bewegt die Branche hin zu einem neuen Standard.
Hybride Bearbeitung: Das Beste aus beiden Welten
Stellen Sie sich vor, Sie bauen ein komplexes Titan-Teil mit 3D-Druck nahe seiner Endform. Dann verwenden Sie CNC-Bearbeitung für die kritischen Feinarbeiten. Das ist hybride Fertigung.
Dieser Ansatz reduziert den Materialabfall drastisch. Er reduziert auch die gesamte Bearbeitungszeit, was ein Hauptkostentreiber für Titanprojekte ist. Es ist ein wichtiger Bestandteil der fortschrittlichen CNC-Titan-Strategie.
Fortschrittliche Werkzeugbeschichtungen
Hitze ist der Feind beim Schneiden von Titan. Neue Werkzeugbeschichtungen sind unsere beste Verteidigung. Sie schaffen eine unglaublich harte und glatte Barriere zwischen dem Werkzeug und dem Material.
Diese neuen Beschichtungen verbessern dramatisch die tribologisch17 Eigenschaften an der Schnittstelle. Basierend auf unseren internen Tests können einige Beschichtungen die Werkzeuglebensdauer um über 30% verlängern und gleichzeitig höhere Schnittgeschwindigkeiten ermöglichen.
| Art der Beschichtung | Hauptvorteil | Ideale Anwendung |
|---|---|---|
| TiAlN | Hochtemperaturhärte | Hochgeschwindigkeits-Schruppbearbeitung |
| AlCrN | Hervorragende Verschleißfestigkeit | Veredelungsarbeiten |
| Nanokomposit | Extreme Härte & geringe Reibung | Anspruchsvolle Luft- und Raumfahrtteile |
KI-gesteuerte adaptive Regelung
Hier wird die Fertigung wirklich intelligent. Sensoren an der Maschine hören dem Schneidprozess zu. KI analysiert diese Daten in Echtzeit.
Wenn sie Probleme wie Werkzeugverschleiß oder Rattern erkennt, passt sie die Schnittparameter automatisch an. Dies verhindert Ausfälle und gewährleistet eine gleichbleibende Qualität ohne ständige Überwachung durch den Bediener.
Die Zukunft der Titanbearbeitung kombiniert additive und subtraktive Methoden, verbesserte Werkzeuge und KI. Diese Innovationen werden die Effizienz revolutionieren, Abfall reduzieren und die Teilequalität verbessern und die nächste Generation der fortschrittlichen CNC-Titanfertigung definieren.
Holen Sie sich noch heute ein individuelles CNC-Bearbeitungsangebot für Titan von PTSMAKE!
Bereit, Ihr CNC-Bearbeitungsprojekt aus Titan vom Konzept bis zur Produktion mit unübertroffener Präzision und Zuverlässigkeit umzusetzen? Kontaktieren Sie das Expertenteam von PTSMAKE für ein schnelles, unverbindliches Angebot – erleben Sie erstklassige Qualität, reaktionsschnellen Support und pünktliche Lieferung für Ihre Hochleistungsteile!

Erfahren Sie mehr darüber, warum diese Eigenschaft für Materialien, die im menschlichen Körper verwendet werden, unerlässlich ist. ↩
Erfahren Sie, wie Klebverschleiß auftritt und die Oberflächenintegrität Ihrer bearbeiteten Teile beeinträchtigt. ↩
Erfahren Sie, wie diese spezifische Art des Materialtransfers zwischen Werkzeug und Werkstück zu einem vorzeitigen Werkzeugversagen führt. ↩
Verstehen Sie, wie diese Materialhaftung Ihr Werkstück und Werkzeug zerstören kann, und lernen Sie wirksame Präventionsmethoden kennen. ↩
Entdecken Sie, wie dieser Prozess die inhärente Korrosionsbeständigkeit von Titan in rauen Umgebungen verbessert. ↩
Entdecken Sie, wie sich dieser metallurgische Effekt auf die Werkzeugstandzeit und die Rentabilität Ihres Projekts auswirkt. ↩
Erfahren Sie, wie dieser metallurgische Effekt die Bearbeitung erschwert und welche Schritte wir zu seiner Vermeidung unternehmen. ↩
Erfahren Sie, wie sich dieser kumulative Fehler auf die Qualität Ihres Endprodukts auswirkt und wie Sie ihn kontrollieren können. ↩
Erfahren Sie, wie eine dokumentierte Verwahrkette Ihr Projekt schützt und die vollständige Einhaltung von Vorschriften gewährleistet. ↩
Erfahren Sie, wie Materialversagen verhindert werden kann, wenn unterschiedliche Metalle in einer Baugruppe verwendet werden. ↩
Verstehen Sie die inneren Kräfte, die die Maßhaltigkeit Ihres Teils beeinträchtigen können. ↩
Erfahren Sie mehr über diese kritische Bearbeitungsherausforderung und wie Sie sie verhindern können. ↩
Erfahren Sie, wie die richtige Werkstückspannung die Produktionseffizienz und die Teilegleichmäßigkeit bei der Hochvolumen-CNC-Bearbeitung steigert. ↩
Entdecken Sie, wie SPC zur Reduzierung von Fehlern und zur Verbesserung der Fertigungskonsistenz für Ihre Projekte beiträgt. ↩
Entdecken Sie, wie sich diese Materialeigenschaft auf die Werkzeugstandzeit und die Teilequalität während der Bearbeitung auswirkt. ↩
Erfahren Sie in unserem detaillierten Leitfaden, wie sich diese Materialeigenschaft auf die Bearbeitbarkeit und Werkzeugstandzeit auswirkt. ↩
Verstehen Sie die Wissenschaft von Reibung und Verschleiß, um zu sehen, wie neue Beschichtungen die Werkzeugleistung revolutionieren. ↩






