

Bei der Bearbeitung von Aluminium 5083 haben viele Hersteller Schwierigkeiten, gleichbleibende Oberflächengüten und Maßhaltigkeit zu gewährleisten. Ich habe festgestellt, dass diese Herausforderung oft zu kostspieligen Nacharbeiten und Projektverzögerungen führt, insbesondere bei Anwendungen in der Schifffahrt und der Luft- und Raumfahrt.
Zu den wichtigsten Überlegungen bei der Bearbeitung von Aluminium 5083 gehören die richtige Schnittgeschwindigkeit (1.000-2.500 SFM), die Beibehaltung scharfer Schneidwerkzeuge, die Kontrolle der Spanbildung und die Gewährleistung eines angemessenen Kühlmittelflusses. Diese Faktoren wirken sich direkt auf die Qualität der Teile und die Effizienz der Bearbeitung aus.

Bei PTSMAKE habe ich mit zahlreichen Kunden zusammengearbeitet, die anfänglich Schwierigkeiten mit der Bearbeitung von 5083 Aluminium hatten. Ich möchte Ihnen einige bewährte Strategien vorstellen, die wir für optimale Ergebnisse entwickelt haben. In den folgenden Abschnitten erläutere ich die spezifischen Schnittparameter, die Werkzeugauswahl und die Kühltechniken, die sich in unserem Betrieb bewährt haben.
Was ist 5083-Aluminium?
Fällt es Ihnen schwer, die richtige Aluminiumlegierung für Ihre Projekte in der Schifffahrt oder der Luft- und Raumfahrt zu wählen? Viele Ingenieure stehen vor der Herausforderung, Materialien auszuwählen, die rauen Umgebungen standhalten und gleichzeitig die strukturelle Integrität erhalten. Die falsche Wahl kann zu vorzeitiger Korrosion, strukturellem Versagen und kostspieligen Ersatzmaßnahmen führen.
5083 Aluminium ist eine Aluminiumlegierung für die Schifffahrt, die als Hauptlegierungselemente Magnesium, Mangan und Chrom enthält. Sie bietet eine außergewöhnliche Korrosionsbeständigkeit, insbesondere in Salzwasserumgebungen, kombiniert mit hoher Festigkeit und ausgezeichneter Schweißbarkeit, was sie ideal für Anwendungen in der Schifffahrt und der Luft- und Raumfahrt macht.
Chemische Zusammensetzung
Die Wirksamkeit von Aluminium 5083 beruht auf seiner sorgfältig ausgewogenen Zusammensetzung. Hier finden Sie eine detaillierte Aufschlüsselung seiner chemischen Zusammensetzung:
| Element | Prozentualer Bereich |
|---|---|
| Magnesium | 4.0-4.9% |
| Mangan | 0.4-1.0% |
| Chrom | 0.05-0.25% |
| Silizium | Max 0,4% |
| Eisen | Max 0,4% |
| Kupfer | Max 0,1% |
| Aluminium | Bilanz |
Die hohe Magnesiumgehalt1 verleiht dieser Legierung ihr ausgeprägtes Verhältnis von Festigkeit zu Gewicht und Korrosionsbeständigkeit.
Wichtige Eigenschaften
Aluminium 5083 zeichnet sich durch mehrere bemerkenswerte Eigenschaften aus:
Mechanische Festigkeit
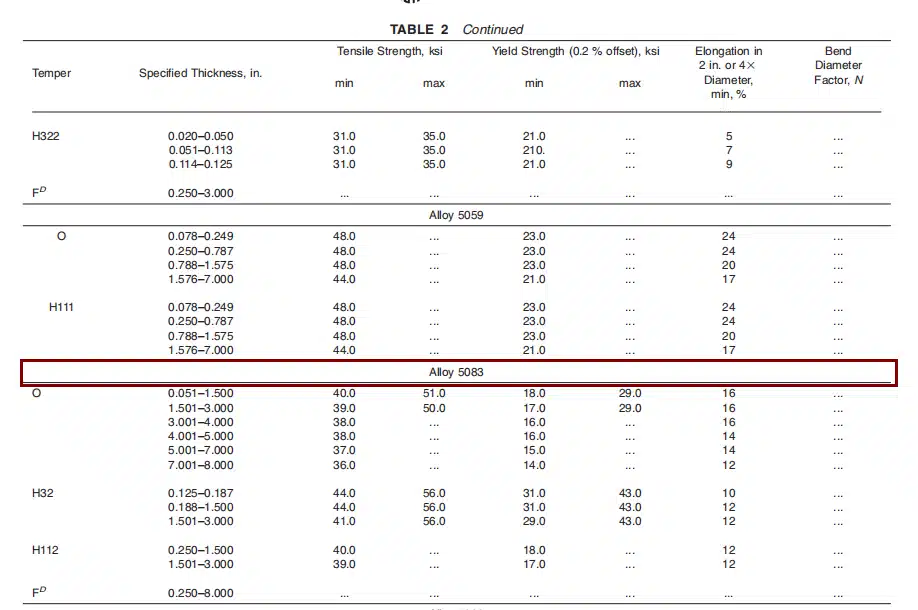
- Zugfestigkeit: 290 MPa (42.000 psi)
- Streckgrenze: 228 MPa (33.000 psi)
- Dehnung: 16%
Aufgrund dieser Eigenschaften ist es deutlich fester als viele andere Aluminiumlegierungen und weist gleichzeitig eine gute Verformbarkeit auf.
Korrosionsbeständigkeit
Die außergewöhnliche Widerstandsfähigkeit der Legierung gegenüber Meerwasser und Industriechemikalien ist darauf zurückzuführen:
- Bildung einer schützenden Oxidschicht
- Hoher Magnesiumgehalt
- Die stabilisierende Wirkung von Chrom
Schweißeignung
Aluminium 5083 bietet hervorragende Schweißeigenschaften:
- Minimale wärmebeeinflusste Zone
- Starke Schweißverbindungen
- Hervorragende Beständigkeit gegen Rissbildung
- Kompatibel mit verschiedenen Schweißverfahren
Industrieanwendungen
Schiffsindustrie
- Schiffsrümpfe und Aufbauten
- Offshore-Plattformen
- Schiffsausrüstung
- Lagertanks für kryogene Anwendungen
- Bootsbeschläge und Hardware
Sektor Luft- und Raumfahrt
- Luftfahrzeug-Strukturkomponenten
- Kraftstofftanks
- Innere Komponenten
- Ausrüstung für die Bodenunterstützung
Automobilanwendungen
- Leichte Strukturkomponenten
- Kraftstofftanks
- Fahrwerksteile
- Kundenspezifische Leistungsteile
Überlegungen zur Verarbeitung
Bei der Verarbeitung von Aluminium 5083 sind mehrere Faktoren zu beachten:
Temperaturkontrolle
- Optimale Umformtemperatur: 200-300°C
- Vermeiden Sie übermäßige Hitzeeinwirkung
- Überwachung der Abkühlungsraten beim Schweißen
Oberflächenbehandlung
- Eloxaloptionen verfügbar
- Chemische Umwandlungsbeschichtung empfohlen
- Regelmäßige Wartung in Meeresumgebungen
Leitlinien für die Bearbeitung
- Verwenden Sie scharfe Schneidwerkzeuge
- Mäßige Schnittgeschwindigkeiten beibehalten
- Ausreichende Kühlung während der Bearbeitung
Leistungsvorteile
Die Kombination der Eigenschaften von Aluminium 5083 bietet mehrere Vorteile:
Gewichtsreduzierung
- 30-50% leichter als Alternativen aus Stahl
- Verbesserte Kraftstoffeffizienz bei Fahrzeugen
- Geringere Betriebskosten
Kosteneffizienz
- Geringerer Wartungsbedarf
- Verlängerte Nutzungsdauer
- Verringerte Austauschhäufigkeit
Auswirkungen auf die Umwelt
- 100% recycelbar
- Geringerer Kohlenstoff-Fußabdruck
- Nachhaltige Materialauswahl
Markttrends
Die Nachfrage nach Aluminium 5083 wächst weiter, angetrieben durch:
- Steigende Anforderungen der Schifffahrtsindustrie
- Ausbau der Luft- und Raumfahrtindustrie
- Fokus auf leichte Materialien
- Wachsende Bedeutung der Nachhaltigkeit
Aus meiner Erfahrung in der Präzisionsfertigung weiß ich, dass Aluminium 5083 aufgrund seiner Vielseitigkeit eine bevorzugte Wahl für anspruchsvolle Anwendungen ist. Seine Kombination aus Festigkeit, Korrosionsbeständigkeit und Verarbeitbarkeit bietet einzigartige Vorteile, die nur wenige andere Werkstoffe bieten können.
Die Leistung des Werkstoffs in rauen Umgebungen, insbesondere seine Beständigkeit gegen Meerwasserkorrosion, hat ihn für Anwendungen in der Schifffahrt unverzichtbar gemacht. Wenn Kunden mit anspruchsvollen Projekten im Bereich der Schifffahrt an mich herantreten, erweist sich 5083-Aluminium oft als die optimale Lösung, insbesondere wenn Gewichtsreduzierung und Haltbarkeit entscheidende Faktoren sind.
Warum ist 5083-Aluminium schwierig zu bearbeiten?
Jedes Mal, wenn ich mit 5083-Aluminium arbeite, werde ich an seinen berüchtigten Ruf in der Welt der Bearbeitung erinnert. Während viele Hersteller von seiner hervorragenden Korrosionsbeständigkeit und Festigkeit angezogen werden, unterschätzen sie oft die Komplexität, die es in der Werkstatt mit sich bringt. Die Herausforderungen sind so groß, dass selbst erfahrene Zerspaner manchmal Mühe haben, gleichbleibende Ergebnisse zu erzielen.
Die größten Herausforderungen bei der Bearbeitung von Aluminium 5083 ergeben sich aus seiner hohen Festigkeit, seiner außergewöhnlichen Duktilität und seiner Neigung zur Bildung von Aufbauschneiden an Schneidwerkzeugen. Diese Eigenschaften machen es besonders schwierig, präzise Schnitte zu erzielen und eine gleichbleibende Oberflächenqualität zu erhalten, was oft spezielle Werkzeuge und sorgfältig kontrollierte Bearbeitungsparameter erfordert.

Verstehen der Materialeigenschaften
Die einzigartige Zusammensetzung des Aluminiums 5083 bringt einige Herausforderungen bei der Bearbeitung mit sich. Das Material enthält erhebliche Mengen an Magnesium (4,0-4,9%) und Mangan (0,4-1,0%), die zu seiner Kaltverfestigung2 Eigenschaften. Ich habe festgestellt, dass diese Eigenschaften zwar hervorragend für strukturelle Anwendungen geeignet sind, aber bei der Bearbeitung besondere Herausforderungen mit sich bringen:
| Eigentum | Auswirkungen auf die Bearbeitung |
|---|---|
| Hohe Festigkeit | Erfordert mehr Schneidkraft |
| Hervorragende Duktilität | Fördert die Späneumhüllung |
| Arbeitsverhärtung | Erhöht den Werkzeugverschleiß |
| Wärmerückhaltung | Beeinflusst die Maßhaltigkeit |
Aufgebaute Kantenformung
Eine der größten Herausforderungen, auf die ich bei der Bearbeitung von Aluminium 5083 stoße, ist die Bildung von Aufbauschneiden (BUE). Dies tritt auf, wenn das Werkstückmaterial an der Schneide des Schneidwerkzeugs haftet, wodurch die Werkzeuggeometrie verändert und beeinträchtigt wird:
- Schnittgenauigkeit
- Qualität der Oberflächenbehandlung
- Lebensdauer der Werkzeuge
- Maßliche Konsistenz
Herausforderungen im Wärmemanagement
Die thermischen Eigenschaften von Aluminium 5083 stellen bei der Bearbeitung eine besondere Herausforderung dar:
Schlechte Wärmeableitung
- Erzeugt lokalisierte Hot Spots
- Führt zu Dimensionsinstabilität
- Beeinträchtigt die Lebensdauer der Werkzeuge erheblich
Thermische Ausdehnung
- Verursacht Maßabweichungen
- Erfordert eine sorgfältige Temperaturkontrolle
- Beeinflusst die Genauigkeit des Endprodukts
Überlegungen zum Werkzeugverschleiß
Durch meine Erfahrung bei PTSMAKE habe ich mehrere Faktoren identifiziert, die zu einem beschleunigten Werkzeugverschleiß bei der Bearbeitung von Aluminium 5083 beitragen:
Abrasive Eigenschaften
- Höhere Werkzeugverschleißraten
- Verkürzte Lebensdauer der Schneidkanten
- Erhöhte Werkzeugkosten
Materialhaftung
- Fortschreitende Verschlechterung der Werkzeuge
- Inkonsistente Schnittleistung
- Notwendigkeit eines häufigen Werkzeugwechsels
Probleme mit der Chipkontrolle
Die hohe Duktilität von Aluminium 5083 stellt die Spankontrolle vor große Herausforderungen:
Lange, strähnige Chips
- Gefahr des Verhedderns
- Schlechte Oberflächenqualität
- Schwierige Automatisierung
Chip-Evakuierung
- Erforderliche Spezialwerkzeuge
- Erhöhter Kühlmitteldruck
- Geänderte Schnittparameter
Herausforderungen bei der Oberflächenbearbeitung
Das Erreichen und Beibehalten einer gleichbleibenden Oberflächenqualität erfordert sorgfältige Aufmerksamkeit:
| Parameter | Betrachtung |
|---|---|
| Schnittgeschwindigkeit | Muss für minimale BUE optimiert werden |
| Vorschubgeschwindigkeit | Beeinflusst die Oberflächenrauhigkeit |
| Werkzeug-Geometrie | Erfordert spezifische Designs |
| Kühlmittel Anwendung | Entscheidend für die Oberflächenqualität |
Auswirkungen auf die Produktivität
Diese Herausforderungen bei der Bearbeitung beeinträchtigen die Produktionseffizienz erheblich:
Produktionsgeschwindigkeit
- Langsamere Schnittgeschwindigkeiten erforderlich
- Häufigere Werkzeugwechsel
- Verlängerte Rüstzeiten
Qualitätskontrolle
- Erhöhte Kontrollanforderungen
- Höhere Ausschussraten
- Häufigere Prozessanpassungen
Auswirkungen auf die Kosten
- Höhere Werkzeugkosten
- Verlängerte Bearbeitungszeiten
- Erhöhte Arbeitskosten
Anforderungen an die Prozessoptimierung
Um Aluminium 5083 erfolgreich zu bearbeiten, sind diese Prozessoptimierungen für mich unerlässlich:
Schnittparameter
- Sorgfältig ausgewählte Geschwindigkeiten und Vorschübe
- Optimierte Schnitttiefe
- Ausbalancierte Schnittkräfte
Auswahl der Werkzeuge
- Spezielle Anforderungen an die Beschichtung
- Spezifische Geometriedesigns
- Regelmäßige Überwachung des Werkzeugzustands
Strategie zur Kühlung
- Hochdruck-Kühlmittelzufuhr
- Optimale Kühlmittelkonzentration
- Konstante Temperaturkontrolle
Die Herausforderungen bei der Bearbeitung von Aluminium 5083 erfordern ein umfassendes Verständnis sowohl der Materialeigenschaften als auch der Bearbeitungsdynamik. Der Erfolg hängt von der sorgfältigen Beachtung zahlreicher Faktoren ab, darunter Werkzeugauswahl, Schnittparameter und Prozesskontrolle. Diese Herausforderungen können zwar gemeistert werden, erfordern aber ein hohes Maß an Fachwissen und eine sorgfältige Planung, um konsistente, hochwertige Ergebnisse zu erzielen.
Welches sind die besten Werkzeuge für die Bearbeitung von Aluminium 5083?
Die Wahl falscher Zerspanungswerkzeuge für die Bearbeitung von Aluminium 5083 kann zu schlechter Oberflächengüte, Maßungenauigkeiten und übermäßigem Werkzeugverschleiß führen. Ich habe bei vielen Herstellern beobachtet, dass sie mit Aufbauschneidenbildung und unzureichender Spanabfuhr zu kämpfen haben, was zu kostspieligen Produktionsverzögerungen und Materialverschwendung führt.
Die besten Werkzeuge für die Bearbeitung von Aluminium 5083 sind Hartmetallfräser mit 2-3 Schneiden, diamantbeschichtete Schneidwerkzeuge und speziell entwickelte Aluminium-Wendeschneidplatten. Diese Werkzeuge gewährleisten in Verbindung mit der richtigen Beschichtung und Geometrie eine optimale Schnittleistung und Oberflächengüte.

Hartmetall-Schneidwerkzeuge
Für die Bearbeitung von Aluminium 5083 sind Werkzeuge aus Hartmetall nach wie vor die erste Wahl, da sie ein ausgezeichnetes Verhältnis zwischen Härte und Zähigkeit aufweisen. Bei der Auswahl von Hartmetallwerkzeugen sind diese Schlüsselfaktoren zu beachten:
Untergrundsorte
- Feinkörniges Karbid bietet bessere Verschleißfestigkeit
- Mittelkörniges Hartmetall bietet verbesserte Zähigkeit
- Mikrokorn-Hartmetall sorgt für hervorragende Kantenstabilität
Auswahl der Beschichtung
Die richtige Beschichtung kann die Leistung eines Werkzeugs erheblich beeinflussen. Hier finden Sie einen Vergleich der gängigen Beschichtungen:
| Art der Beschichtung | Vorteile | Beste Anwendungen |
|---|---|---|
| TiAlN | Hohe Hitzebeständigkeit | Hochgeschwindigkeitsbearbeitung |
| ZrN | Niedriger Reibungskoeffizient | Schneiden beenden |
| Diamant | Hervorragende Verschleißfestigkeit | Starkes Schruppen |
| Ungestrichen | Scharfe Schnittkanten | Leichte Veredelung |
Schaftfräser-Spezifikationen
Die Schrägungswinkel3 und die Anzahl der Spannuten sind entscheidende Faktoren bei der Auswahl von Schaftfräsern:
Flöte Konfiguration
- 2-3 Nuten: Optimal für die meisten Aluminiumbearbeitungen
- Einseitig genutet: Hervorragend zum Fräsen tiefer Taschen
- 4+ Flöten: Reserviert für die Endbearbeitung
Geometrische Merkmale
- Hohe Spanwinkel (15-20 Grad)
- Große Späneschlitze
- Polierte Spannuten für besseren Späneabtransport
Auswahl und Gestaltung der Einsätze
Die Wahl der richtigen Wendeschneidplatten kann einen erheblichen Unterschied im Bearbeitungsergebnis ausmachen:
Geometrie einfügen
- Scharfe positive Spanwinkel
- Große Spanbrecher
- Polierte Spanflächen
Auswahl der Klasse
Tabelle der empfohlenen Einsatzsorten:
| Anmeldung | Klasse Typ | Beschichtung |
|---|---|---|
| Aufrauen | K20-K30 | PVD |
| Semi-Finishing | K10-K20 | TiB2 |
| Fertigstellung | K01-K10 | Ungestrichen |
Überlegungen zum Kühlmittel
Die richtige Auswahl und Anwendung des Kühlmittels hat einen erheblichen Einfluss auf die Leistung des Werkzeugs:
Kühlmittel-Typen
- Hochdruck-Kühlmittelsysteme
- Minimalmengenschmierung (MMS)
- Flutkühlmittel mit speziellen Aluminiumadditiven
Anwendungsmethoden
- Kühlung durch das Werkzeug
- Externe Flutkühlung
- Gebläsekühlung für die Späneabsaugung
Verwaltung der Werkzeugstandzeiten
Zur Maximierung der Werkzeugstandzeit bei der Bearbeitung von Aluminium 5083:
Schnittparameter
- Einhaltung der empfohlenen Fahrgeschwindigkeiten
- Geeignete Vorschubgeschwindigkeiten verwenden
- Schnittkräfte überwachen
Überwachung der Abnutzung
- Regelmäßige Überprüfung der Werkzeuge
- Vorausschauende Wartung
- Analyse der Verschleißmuster
Spezialisierte Werkzeuge für komplexe Funktionen
Für spezifische Bearbeitungen:
Gewindeschneidwerkzeuge
- Gewindefräser mit aluminiumspezifischen Geometrien
- Ein-Punkt-Gewindewerkzeuge
- Gewindeformende Gewindebohrer
Lösungen für Bohrungen
- Spezialisierte Aluminium-Bohrergeometrien
- Stufenbohrer für größere Löcher
- Kombinationswerkzeuge für komplexe Merkmale
Reibwerkzeuge
- Mehrschneidige Reibahlen
- Einstellbare Reibahlen
- Einschneidige Reibahlen
Der Erfolg bei der Bearbeitung von Aluminium 5083 hängt weitgehend von der Auswahl der richtigen Werkzeugkombination und der Einhaltung der richtigen Schnittbedingungen ab. Wenn die Hersteller diese Kriterien für die Werkzeugauswahl kennen und richtig anwenden, können sie optimale Ergebnisse in Bezug auf Oberflächengüte, Maßhaltigkeit und Produktionseffizienz erzielen.
Dieser umfassende Ansatz bei der Werkzeugauswahl stellt sicher, dass jeder Bearbeitungsvorgang mit dem am besten geeigneten Werkzeug durchgeführt wird, was zu einer höheren Produktivität und geringeren Herstellungskosten führt. Denken Sie daran, die Werkzeugleistung regelmäßig zu bewerten und die Auswahl auf der Grundlage der spezifischen Anwendungsanforderungen und des betrieblichen Feedbacks anzupassen.
Was sind die empfohlenen Schnittgeschwindigkeiten und Vorschübe?
Die Einstellung falscher Schnittparameter für Aluminium 5083 kann zu schlechter Oberflächengüte, übermäßigem Werkzeugverschleiß und sogar zum Ausschuss von Teilen führen. Viele Zerspanungsmechaniker haben Mühe, die richtige Balance zu finden, und verlassen sich oft auf Versuch und Irrtum, was Zeit und Material verschwendet.
Für Aluminium 5083 empfehle ich eine Schnittgeschwindigkeit von 1000-1500 SFM zum Schruppen und 1500-2000 SFM für Schlichtbearbeitungen. Die Vorschubgeschwindigkeit sollte 0,004-0,012 Zoll pro Umdrehung betragen, mit einer Schnitttiefe von 0,02-0,25 Zoll, je nach Arbeitsgang.

Grundlegende Schnittparameter verstehen
Die Grundlage für eine erfolgreiche CNC-Bearbeitung liegt im Verständnis und in der richtigen Einstellung Ihrer Schnittparameter. Bei der Bearbeitung von Aluminium 5083 bestimmen drei Schlüsselfaktoren gemeinsam Ihre Ergebnisse: Schnittgeschwindigkeit, Vorschubgeschwindigkeit und Schnitttiefe. Diese Parameter haben einen erheblichen Einfluss auf Ihre Zeitspanungsvolumen4 und die Gesamteffizienz der Bearbeitung.
Ich möchte die einzelnen Parameter aufschlüsseln und auf der Grundlage meiner Erfahrungen spezifische Empfehlungen geben:
Empfohlene Schnittgeschwindigkeiten
Für Aluminium 5083 habe ich festgestellt, dass diese Schnittgeschwindigkeiten am besten funktionieren:
| Art der Operation | Geschwindigkeit (SFM) | Anmerkungen |
|---|---|---|
| Aufrauen | 1000-1500 | Höhere Geschwindigkeiten bei entsprechender Kühlung möglich |
| Fertigstellung | 1500-2000 | Erzeugt hervorragende Oberflächengüte |
| Einfädeln | 800-1000 | Niedrigere Drehzahlen verhindern Gewindeschäden |
| Bohren | 300-500 | Verhindert das Wandern des Bohrers |
Vorschubgeschwindigkeiten und ihre Auswirkungen
Die Vorschubgeschwindigkeiten müssen sorgfältig ausgewählt werden, um Ihre Schnittgeschwindigkeiten zu ergänzen:
| Operation | Futtermittel (IPR) | Vorteile |
|---|---|---|
| Aufrauen | 0.008-0.012 | Maximaler Materialabtrag |
| Fertigstellung | 0.004-0.008 | Hervorragende Oberflächenqualität |
| Einfädeln | 0.002-0.004 | Saubere Gewindebildung |
| Bohren | 0.006-0.010 | Effizienter Abtransport der Späne |
Überlegungen zur Schnitttiefe
Die Schnitttiefe hängt von Ihrer Bearbeitungsphase ab:
| Betriebsphase | Tiefe (Zoll) | Zweck |
|---|---|---|
| Erstes Schruppen | 0.15-0.25 | Entfernung von Schüttgut |
| Sekundäres Schruppen | 0.05-0.15 | Vorbereitung auf die Fertigstellung |
| Fertigstellung | 0.02-0.05 | Erreichen der endgültigen Abmessungen |
Berechnungen der Spindeldrehzahl
Um die richtige Spindeldrehzahl (RPM) zu ermitteln, verwenden Sie diese Formel:
Drehzahl = (CS × 12) / (π × D)
Wo:
- CS = Schnittgeschwindigkeit in Quadratmetern pro Minute (SFM)
- D = Werkzeug- oder Werkstückdurchmesser in Zoll
- π = 3.14159
Anforderungen an Kühlung und Schmierung
Bei der Bearbeitung von Aluminium 5083 ist eine angemessene Kühlung von entscheidender Bedeutung:
| Methode der Kühlung | Anmeldung | Vorteile |
|---|---|---|
| Kühlmittel fluten | Allgemeiner Zweck | Gute Wärmeableitung |
| Through-Tool Kühlmittel | Tiefe Löcher | Hervorragender Späneabtransport |
| Nebel-Kühlung | Leichte Schnitte | Ausreichend für die Verarbeitung |
Auswahl des Werkzeugs und Berücksichtigung des Verschleißes
Die richtige Werkzeugauswahl hat Auswirkungen auf Ihre Schnittparameter:
| Werkzeug-Typ | Empfohlene Beschichtung | Anmeldung |
|---|---|---|
| Hartmetall | TiAlN | Allgemeiner Zweck |
| HSS | Ungestrichen | Wirtschaftliche Entscheidung |
| Diamant | Keine | Hochglanzpoliert |
Maßnahmen zur Qualitätskontrolle
Überwachen Sie diese Aspekte während der Bearbeitung:
- Oberflächenrauhigkeit
- Maßhaltigkeit
- Werkzeugverschleißmuster
- Spanbildung
- Temperaturstabilität
Wenn Sie diese Richtlinien befolgen, können Sie bei der Bearbeitung von Aluminium 5083 optimale Ergebnisse erzielen. Denken Sie daran, dass diese Parameter je nach Ihren spezifischen Maschinenfähigkeiten und Projektanforderungen angepasst werden müssen. Beginnen Sie mit konservativen Werten und passen Sie sie unter Beobachtung der Ergebnisse schrittweise an.
Wie lässt sich die Chipkontrolle verbessern?
Bei der Bearbeitung von Aluminium 5083 können unkontrollierte Späne einen präzisen Arbeitsvorgang schnell in ein kostspieliges Desaster verwandeln. Ich habe unzählige Fälle erlebt, in denen schlechtes Spänemanagement zu Ausschuss, beschädigten Werkzeugen und längeren Ausfallzeiten geführt hat. Diese Probleme beeinträchtigen nicht nur die Produktionseffizienz, sondern erhöhen auch die Betriebskosten erheblich.
Eine wirksame Spankontrolle bei der Aluminiumbearbeitung erfordert einen umfassenden Ansatz, der die richtige Werkzeugauswahl, die richtigen Schnittparameter und Kühlstrategien kombiniert. Durch den Einsatz der richtigen Techniken können Sie eine bessere Oberflächengüte, eine längere Werkzeugstandzeit und eine höhere Produktivität erreichen.

Die Grundlage einer wirksamen Chipkontrolle
Eine ordnungsgemäße Spankontrolle beginnt damit, zu verstehen, wie sich Späne während des Bearbeitungsprozesses bilden. Der [Spanbildungsmechanismus]5 hat direkten Einfluss auf die Effizienz des Schneidprozesses und die Qualität der Teile. Ich empfehle, sich auf diese Schlüsselaspekte zu konzentrieren:
- Optimierung der Schnittgeschwindigkeit
- Einstellung der Vorschubgeschwindigkeit
- Auswahl der Schnitttiefe
- Konfiguration der Werkzeuggeometrie
Optimierung der Schnittparameter
Die Beziehung zwischen den Schnittparametern und der Spanbildung ist entscheidend. Hier finden Sie eine detaillierte Aufstellung der empfohlenen Parameter für Aluminium 5083:
| Parameter | Empfohlener Bereich | Auswirkungen auf die Chipkontrolle |
|---|---|---|
| Schnittgeschwindigkeit | 800-1200 sfm | Kontrolliert Spänetemperatur und -bildung |
| Vorschubgeschwindigkeit | 0,004-0,012 ipr | Beeinflusst Spandicke und Bruch |
| Schnitttiefe | 0,020-0,100 Zoll | Beeinflusst Spangröße und Evakuierung |
Implementierung von Hochdruck-Kühlmittel
Hochdruck-Kühlmittelsysteme haben die Spankontrolle bei der Aluminiumbearbeitung revolutioniert. Ich empfehle die Umsetzung dieser spezifischen Strategien:
- Verwenden Sie einen Kühlmitteldruck zwischen 800-1000 PSI für optimalen Spanbruch
- Kühlmitteldüsen direkt an der Schneidzone positionieren
- Aufrechterhaltung eines gleichmäßigen Kühlmittelflusses während des gesamten Betriebs
- Regelmäßige Kontrolle der Kühlmittelkonzentration und -reinheit
Erweiterte Werkzeuggeometrien
Die Wahl der richtigen Werkzeuggeometrie ist entscheidend für eine effektive Spankontrolle. Meine Erfahrung hat gezeigt, dass diese Merkmale am effektivsten sind:
- Positive Spanwinkel (10-15 Grad)
- Scharfe Schnittkanten
- Polierte Spannuten für verbesserte Spanabfuhr
- Spezialisierte Spanbrecher-Konstruktionen
Lösungen für Nebel und Luftkühlung
Bei bestimmten Anwendungen ist die herkömmliche Flutkühlung möglicherweise nicht die beste Option. Zu den alternativen Kühlmethoden gehören:
Minimalmengenschmierung (MMS)
- Reduziert die Umweltbelastung
- Verbessert den Abtransport von Spänen in tiefen Taschen
- Ideal für Hochgeschwindigkeitsbearbeitungen
Gebläsekühlung
- Perfekt für leichte Schnitte und Endbearbeitungen
- Verhindert das Nachschneiden von Spänen
- Reduziert die Reinigungszeit
Prozessüberwachung und -anpassung
Die kontinuierliche Überwachung gewährleistet eine optimale Spankontrolle:
- Visuelle Prüfung der Spanbildung
- Regelmäßige Bewertung des Werkzeugverschleißes
- Anpassung der Parameter auf der Grundlage:
- Unterschiedliche Materialien
- Zustand des Werkzeugs
- Anforderungen an die Teilegeometrie
Bewährte Praktiken für die Umsetzung
Um optimale Ergebnisse zu erzielen, sollten Sie die folgenden Hinweise beachten:
Planung vor der Operation
- Überprüfung der Materialeigenschaften
- Geeignete Werkzeuge auswählen
- Einrichten der richtigen Kühlmittelzufuhr
Während des Betriebs
- Überwachung der Spanbildung
- Hören Sie auf ungewöhnliche Geräusche
- Qualität der Oberflächenbehandlung prüfen
Bewertung nach der Operation
- Analysieren von Werkzeugverschleißmustern
- Erfolgreiche Parameter dokumentieren
- Überprüfung der verbesserungswürdigen Bereiche
Fehlersuche bei allgemeinen Problemen
Wenn Probleme bei der Spankontrolle auftreten, sollten Sie diese Lösungen in Betracht ziehen:
Lange, strähnige Späne
- Vorschubgeschwindigkeit erhöhen
- Einstellen der Spanbrechergeometrie
- Kühlmitteldruck prüfen
Aufgebaute Kantenbildung
- Schnittgeschwindigkeit erhöhen
- Kühlmittelkonzentration prüfen
- Auswahl der Werkzeugbeschichtung ändern
Schlechte Oberflächenqualität
- Überprüfung der Werkzeuggeometrie
- Schnittparameter einstellen
- Bewertung der Kühlmittelzufuhr
Die Befolgung dieser umfassenden Strategien hat unseren Kunden bei PTSMAKE stets zu besseren Bearbeitungsergebnissen bei Aluminium 5083 verholfen. Denken Sie daran, dass es bei der erfolgreichen Spankontrolle nicht um eine einzige Lösung geht, sondern um die Umsetzung einer Kombination von Techniken, die auf Ihre spezifische Anwendung zugeschnitten sind.
Was sind die besten Strategien zur Verringerung des Werkzeugverschleißes?
Die Bearbeitung von Aluminium 5083 stellt eine große Herausforderung für die Erhaltung der Werkzeugstandzeit dar. Die hohe Festigkeit des Materials und die Tendenz zur Bildung von Aufbauschneiden können die Schneidwerkzeuge schnell abnutzen, was zu erhöhten Produktionskosten und Qualitätsproblemen führt. Ausfallzeiten beim Werkzeugwechsel und uneinheitliche Oberflächengüten sind frustrierende Probleme, mit denen viele Hersteller konfrontiert sind.
Um den Werkzeugverschleiß bei der Bearbeitung von Aluminium 5083 zu verringern, sollten Sie optimierte Schnittparameter verwenden, geeignete Kühlstrategien einsetzen und spezielle Schneidwerkzeuge auswählen. Zu den wichtigsten Strategien gehören die Verwendung beschichteter Hartmetall- oder PKD-Werkzeuge, die Einhaltung angemessener Vorschubgeschwindigkeiten und die Anwendung ausreichender Schmierung zur Vermeidung von Aufbauschneiden.

Verständnis der Schnittparameter
Die Grundlage für die Reduzierung des Werkzeugverschleißes beginnt mit den richtigen Schnittparametern. Bei der Bearbeitung von Aluminium 5083 muss die Schnittgeschwindigkeit6 spielt eine entscheidende Rolle für die Lebensdauer des Werkzeugs. Ich habe die Erfahrung gemacht, dass die Einhaltung dieser Parameter zu optimalen Ergebnissen führt:
| Parameter | Empfohlener Bereich | Auswirkungen auf die Lebensdauer der Werkzeuge |
|---|---|---|
| Schnittgeschwindigkeit | 300-500 m/min | Reduziert die Wärmeentwicklung |
| Vorschubgeschwindigkeit | 0,1-0,3 mm/Umdrehung | Verhindert die Bildung von Spänen |
| Schnitttiefe | 1-3 mm | Kontrolliert die Schnittkräfte |
Strategien für Kühlung und Schmierung
Eine wirksame Kühlung ist für die Verlängerung der Werkzeuglebensdauer von entscheidender Bedeutung. Ich empfehle diese Ansätze:
- Hochdruck-Kühlmittelzufuhr
- Minimalmengenschmierung (MMS)
- Durchgehende Kühlsysteme
Diese Methoden helfen, das Anhaften von Aluminium zu verhindern und die thermische Belastung der Schneidwerkzeuge zu reduzieren.
Werkzeugauswahl und Beschichtungstechnologie
Die Wahl des richtigen Werkzeugs hat einen großen Einfluss auf die Verschleißfestigkeit. Hier ist, was am besten funktioniert:
Beschichtete Hartmetallwerkzeuge
- TiAlN-Beschichtung für verbesserte Hitzebeständigkeit
- Mehrschichtige Beschichtungen für besseren Verschleißschutz
- Glatte Oberfläche zur Vermeidung von Materialanhaftungen
PCD-Werkzeuge
- Hervorragende Verschleißfestigkeit
- Hervorragend geeignet für die Großserienproduktion
- Bessere Wärmeleitfähigkeit
Vorbereitung auf den neuesten Stand
Die Werkzeuggeometrie spielt eine entscheidende Rolle bei der Verschleißreduzierung:
Kantenabrundung
- Stärkt den Vorsprung
- Reduziert das Risiko von Absplitterungen
- Verbessert die Lackhaftung
Oberflächenbehandlung
- Mikrostrahlen für verbesserte Beschichtungshaftung
- Polieren zur Verringerung der Reibung
Betriebliche Best Practices
Um die Lebensdauer des Werkzeugs zu maximieren, lege ich stets Wert auf diese Richtlinien:
Regelmäßige Werkzeuginspektion
- Verschleißmuster überwachen
- Prüfung auf Beschädigung der Beschichtung
- Schneidezustand messen
Richtige Werkzeuglagerung
- Klimatisierte Umgebung
- Schutz vor physischen Schäden
- Regelmäßige Reinigung und Wartung
Vermeidung von Aufbauschneiden
Die Bewältigung der Aufbauschneidenbildung erfordert Aufmerksamkeit:
Steuerung der Oberflächengeschwindigkeit
- Empfohlene Schnittgeschwindigkeiten beibehalten
- Anpassen je nach Materialbeschaffenheit
- Überwachung der Werkzeugtemperatur
Chip-Verwaltung
- Sicherstellung einer ordnungsgemäßen Späneabfuhr
- Geeignete Spanbrecher verwenden
- Konsistente Vorschubgeschwindigkeiten beibehalten
Überlegungen zur Produktionsumgebung
Die Fertigungsumgebung beeinflusst den Werkzeugverschleiß:
Temperaturkontrolle
- Aufrechterhaltung einer stabilen Umgebungstemperatur
- Kühlmitteltemperatur überwachen
- Kontrolle der Werkstücktemperatur
Wartung von Maschinen
- Regelmäßige Überprüfung der Spindelausrichtung
- Überwachung von Schwingungen
- Wartung des Kühlmittelsystems
Kosteneffiziente Implementierung
Die Umsetzung dieser Strategien erfordert einen Ausgleich der Kosten:
Erstinvestition
- Hochwertige Werkzeuge
- Beschichtungstechnologie
- Kühlungssysteme
Langfristige Vorteile
- Reduzierte Werkzeugwechsel
- Verbesserte Teilequalität
- Höhere Produktivität
Durch die Befolgung dieser umfassenden Strategien habe ich bei der Bearbeitung von Aluminium 5083 durchweg erhebliche Verbesserungen der Werkzeugstandzeit erzielt. Der Schlüssel liegt in der Beibehaltung eines systematischen Ansatzes bei der Umsetzung und der regelmäßigen Überwachung der Ergebnisse zur Optimierung.
Wie erreicht man eine qualitativ hochwertige Oberfläche?
Die perfekte Oberflächenbeschaffenheit von 5083-Aluminiumteilen zu erreichen, kann eine unglaubliche Herausforderung sein. Viele Hersteller kämpfen mit uneinheitlichen Ergebnissen, was zu Ausschuss und kostspieligen Nacharbeiten führt. Die Kombination aus Werkzeugverschleiß, ungeeigneten Geschwindigkeiten und unzureichender Kühlung kann ein vielversprechendes Projekt schnell in einen Fertigungsalptraum verwandeln.
Der Schlüssel zum Erreichen einer ausgezeichneten Oberflächengüte bei Aluminium 5083 liegt in der Optimierung der Bearbeitungsparameter, der Auswahl geeigneter Werkzeuge und der Anwendung geeigneter Nachbearbeitungsverfahren. Dieser umfassende Ansatz gewährleistet eine gleichbleibende Qualität bei gleichbleibender Produktionseffizienz.

Auswirkungen der Werkzeuggeometrie verstehen
Die Geometrie der Schneidwerkzeuge spielt eine entscheidende Rolle für die Qualität der Oberfläche. Ich habe festgestellt, dass Werkzeuge mit positiven Spanwinkeln zwischen 5-15 Grad die besten Ergebnisse für 5083 Aluminium liefern. Die Spanwinkel7 beeinflusst die Spanbildung und die Schnittkräfte erheblich.
Hier finden Sie eine detaillierte Aufschlüsselung der optimalen Werkzeugeigenschaften:
| Werkzeug Parameter | Empfohlener Bereich | Auswirkungen auf die Oberflächenbeschaffenheit |
|---|---|---|
| Winkel der Harke | 5-15 Grad | Reduziert die Schnittkräfte und verbessert den Späneabtransport |
| Relief-Winkel | 10-12 Grad | Verhindert das Reiben der Werkzeuge und die Wärmeentwicklung |
| Radius der Nase | 0,2-0,8 mm | Größerer Radius für glatteres Finish |
| Vorbereitung der Kante | Scharfes bis leichtes Abziehen | Reduziert die Bildung von Aufbauschneiden |
Optimierung von Vorschubgeschwindigkeit und Geschwindigkeit
Die Optimierung des Vorschubs und der Schnittgeschwindigkeit sind entscheidend für eine hervorragende Oberflächengüte. Aufgrund meiner Erfahrung mit 5083 Aluminium empfehle ich:
- Schnittgeschwindigkeit: 1000-1500 Oberflächenmeter pro Minute (SFM)
- Vorschubgeschwindigkeit: 0,003-0,007 Zoll pro Umdrehung (IPR)
- Schnitttiefe: 0,020-0,040 Zoll für Schlichtdurchgänge
Diese Parameter sollten auf der Grundlage der spezifischen Werkzeuggeometrie und der Maschinenfähigkeiten angepasst werden.
Strategien für Kühlung und Schmierung
Richtige Kühlung und Schmierung sind entscheidend für eine gleichbleibende Oberflächenqualität. Ich empfehle:
- Hochdruck-Kühlmittelzufuhr (mindestens 800 PSI)
- Schneidflüssigkeiten auf Ölbasis mit aluminiumspezifischen Additiven
- Kühlmittelzufuhr durch das Werkzeug, wenn möglich
- Regelmäßige Überwachung der Kühlmittelkonzentration (Beibehaltung von 6-8%)
Behandlungen nach der Zerspanung
Um die Oberflächenqualität weiter zu verbessern, können verschiedene Nachbearbeitungsmethoden eingesetzt werden:
Mechanisches Polieren
- Progressive Körnungsfolge (400-2000)
- Automatisierte Poliersysteme für Konsistenz
- Speziell für Aluminium geeignete Poliermittel
Überlegungen zur Eloxierung
- Typ II Eloxierung für allgemeine Anwendungen
- Typ III für erhöhte Verschleißfestigkeit
- Oberflächenvorbereitung vor dem Eloxieren entscheidend für die Qualität der Oberfläche
Maßnahmen zur Qualitätskontrolle
Die Durchführung geeigneter Qualitätskontrollmaßnahmen gewährleistet eine gleichbleibende Oberflächenqualität:
Regelmäßige Prüfung der Oberflächenrauhigkeit
- Ra-Messungen unter 32 Mikrozoll
- Dokumentation der Ergebnisse
- Einführung der statistischen Prozesskontrolle
Protokoll der visuellen Inspektion
- Ausgebildete Inspektoren
- Richtige Lichtverhältnisse
- Standardisierte Abnahmekriterien
Gemeinsame Herausforderungen und Lösungen
Bei der Bearbeitung von Aluminium 5083 treten häufig mehrere Herausforderungen auf:
Aufgebaute Kantenformung
- Lösung: Schnittgeschwindigkeit erhöhen
- Geeignete Schneidflüssigkeit verwenden
- Scharfe Schnittkanten beibehalten
Schnattermarken
- Lösung: Prüfen Sie die Auswuchtung des Werkzeughalters
- Vibrationen der Maschine prüfen
- Schnittparameter einstellen
Schlechte Chip-Evakuierung
- Lösung: Kühlmitteldruck optimieren
- Spanbrecher verwenden
- Umsetzung geeigneter Programmierungsstrategien
Prozessdokumentation und -kontrolle
Die Aufrechterhaltung einer gleichmäßigen Oberflächenbeschaffenheit erfordert eine ordnungsgemäße Dokumentation:
Prozess-Parameter
- Spezifikationen der Werkzeuge
- Schnittparameter
- Informationen zum Kühlmittel
Qualitätsanforderungen
- Spezifikationen für die Oberflächenrauhigkeit
- Visuelle Normen
- Messmethoden
Zeitplan für die Wartung
- Überwachung des Werkzeugverschleißes
- Kalibrierung der Maschine
- Wartung des Kühlmittelsystems
Dieser umfassende Ansatz zur Optimierung der Oberflächengüte hat uns geholfen, gleichbleibend hochwertige Ergebnisse bei 5083 Aluminiumkomponenten zu erzielen. Durch die sorgfältige Kontrolle jedes Aspekts des Bearbeitungsprozesses und die Anwendung geeigneter Nachbearbeitungstechniken können wir die anspruchsvollsten Anforderungen an die Oberflächengüte erfüllen und gleichzeitig die Produktionseffizienz aufrechterhalten.
Welche Kühl- und Schmierungstechniken sind am besten geeignet?
Die Bearbeitung von Aluminium 5083 ohne angemessene Kühlung kann zu verheerenden Ergebnissen führen. Ich habe schon unzählige Projekte wegen übermäßiger Wärmeentwicklung scheitern sehen, was zu schlechter Oberflächengüte, Maßungenauigkeiten und vorzeitigem Werkzeugverschleiß führte. Die Folgen einer unzureichenden Kühlung können einen einfachen Bearbeitungsauftrag in einen kostspieligen Albtraum verwandeln.
Die effektivste Kühlmethode für die Bearbeitung von Aluminium 5083 ist die Flutkühlung mit wasserlöslichen Kühlmitteln in einer Konzentration von 6-8%. Dieser Ansatz bietet eine optimale Wärmeableitung, reduziert den Werkzeugverschleiß und gewährleistet eine gleichbleibende Oberflächenqualität, während gleichzeitig die Bildung von Aufbauschneiden verhindert wird.

Verstehen von Kühlmethoden
Die moderne CNC-Bearbeitung erfordert eine präzise Temperaturkontrolle während des Schneidprozesses. Die Wärmeleitfähigkeit8 von 5083-Aluminium macht es besonders empfindlich gegenüber hitzebedingten Problemen. Hier ist meine detaillierte Aufschlüsselung der wichtigsten Kühlmethoden:
Hochwasser-Kühlung
- Sorgt für kontinuierlichen Kühlmittelfluss
- Ausgezeichnete Wärmeableitung
- Hervorragender Späneabtransport
- Ideal für Hochgeschwindigkeitseinsätze
Nebel-Kühlung
- Reduziert den Kühlmittelverbrauch
- Geeignet für leichtere Schnitte
- Umweltfreundliche Option
- Bessere Sicht bei der Bearbeitung
Luftkühlung
- Minimale Einrichtung erforderlich
- Sauberer Betrieb
- Kostengünstige Lösung
- Begrenzte Kühlkapazität
Kühlmittelarten und ihre Leistung
Meine Erfahrung mit verschiedenen Kühlmitteltypen hat gezeigt, dass es erhebliche Unterschiede in der Leistung gibt. Hier ist ein umfassender Vergleich:
| Kühlmittel Typ | Wärmeableitung | Lebensdauer der Werkzeuge | Oberflächenbehandlung | Kosteneffizienz |
|---|---|---|---|---|
| Synthetisch | Ausgezeichnet | Hoch | Überlegene | Mäßig |
| Halbsynthetisch | Sehr gut | Gut | Sehr gut | Hoch |
| Wasserlöslich | Ausgezeichnet | Sehr hoch | Ausgezeichnet | Sehr hoch |
| Straight Oil | Gut | Mäßig | Gut | Niedrig |
Optimierung der Kühlmittelanwendung
Die Wirksamkeit von Kühllösungen hängt stark von der richtigen Anwendungstechnik ab. Ich empfehle, sich auf diese wichtigen Aspekte zu konzentrieren:
Kühlmitteldruck und -menge
- Hochdruckförderung (500-1000 PSI) für tiefe Taschen
- Konstante Aufrechterhaltung des Durchflusses
- Mehrfache Düsenpositionierung für komplexe Geometrien
- Regelmäßige Drucküberwachung
Konzentrationsmanagement
- Wöchentliche Konzentrationskontrollen
- Beibehaltung der Konzentration 6-8% für wasserlösliche Kühlmittel
- Regelmäßige pH-Kontrolle (idealer Bereich: 8,5-9,5)
- Dokumentierter Wartungsplan
Fortschrittliche Kühlungsstrategien
Die Innovation in der Kühltechnik hat mehrere fortschrittliche Methoden hervorgebracht, die ich erfolgreich eingesetzt habe:
Durch-Tool-Kühlung
- Direkte Kühlmittelzufuhr zur Schneidkante
- Reduzierte Wärmeentwicklung
- Verbesserte Späneabsaugung
- Verlängerte Lebensdauer der Werkzeuge
Kryogenische Kühlung
- Extreme Temperatursenkung
- Minimale Auswirkungen auf die Umwelt
- Verbesserte Oberflächengüte
- Geringere thermische Verformung
Wartung und Überwachung
Eine ordnungsgemäße Wartung gewährleistet eine optimale Kühlleistung:
- Tägliche Kontrolle des Kühlmittelstands
- Wöchentliche Konzentrationstests
- Monatliche Systemreinigung
- Vierteljährlicher vollständiger Flüssigkeitswechsel
Umweltbezogene Überlegungen
Die moderne Produktion erfordert umweltbewusste Entscheidungen:
- Biologisch abbaubare Kühlmitteloptionen
- Recycling- und Filtersysteme
- Ordnungsgemäße Entsorgungsprotokolle
- Reduzierung der VOC-Emissionen
Sicherheitsprotokolle
Die Sicherheit steht beim Umgang mit Kühlsystemen an erster Stelle:
- Regelmäßige bakterielle Untersuchungen
- Angemessene Anforderungen an die PSA
- Verfahren zur Eindämmung von Leckagen
- Planung von Notfallmaßnahmen
Zukünftige Trends
Die Landschaft der Kühltechnik entwickelt sich ständig weiter:
- IoT-fähige Überwachungssysteme
- AI-gesteuertes Kühlmittelmanagement
- Nachhaltige Kühlmittelformulierungen
- Hybride Kühllösungen
Auswirkungen auf die Kosten
Die wirksame Umsetzung der Kühlungsstrategie wirkt sich auf das Endergebnis aus:
- Kosten für die Ersteinrichtung
- Laufende Instandhaltungskosten
- Langfristige Vorteile für die Lebensdauer der Werkzeuge
- Steigerung der Produktionseffizienz
Die Wahl der Kühl- und Schmiertechnik hat einen erheblichen Einfluss auf den Erfolg der Bearbeitung von Aluminium 5083. Auf der Grundlage unserer umfangreichen Tests und praktischen Anwendungen bietet die Flutkühlung mit wasserlöslichen Kühlmitteln für die meisten Anwendungen die zuverlässigste und effizienteste Lösung. Spezifische Projektanforderungen können jedoch alternative Ansätze erforderlich machen, weshalb es entscheidend ist, alle verfügbaren Optionen zu kennen.
Wie kann man die Verformung von Werkstücken verhindern?
Die Verformung von Werkstücken bei der Bearbeitung von Aluminium 5083 ist zu einer ständigen Herausforderung in der Präzisionsfertigung geworden. Ich habe unzählige Projekte gesehen, die durch unerwartete Verformungen und Verwerfungen zum Scheitern gebracht wurden, was zu kostspieligen Nacharbeiten und Produktionsverzögerungen führte. Das Problem wird noch kritischer, wenn es um hochpräzise Komponenten geht, bei denen es auf jeden Mikrometer ankommt.
Um eine Verformung des Werkstücks bei Aluminium 5083 zu verhindern, sollten Sie geeignete Verfahren zur Spannungsentlastung anwenden, die Spannstrategien optimieren und die Bearbeitungsabläufe sorgfältig planen. Darüber hinaus können die Kontrolle der Schnittparameter und die Verwendung geeigneter Spannvorrichtungen das Risiko von Verformungen erheblich verringern.

Verständnis der Eigenspannung in 5083-Aluminium
Die Ursache für die Verformung liegt oft in Eigenspannung9 innerhalb des Materials. Ich habe festgestellt, dass Aluminium 5083 aufgrund seiner spezifischen Legierungszusammensetzung besonders anfällig für spannungsinduzierte Verformungen ist. Hier ist, was typischerweise Eigenspannung verursacht:
- Herstellungsverfahren (Walzen, Umformen)
- Temperaturschwankungen bei der Materialverarbeitung
- Frühere Bearbeitungsvorgänge
- Unsachgemäße Lagerungsbedingungen
Stressabbautechniken vor der Bearbeitung
Ich habe einen systematischen Ansatz zum Stressabbau entwickelt, der sich in unseren Betrieben bewährt hat:
| Behandlungsmethode | Temperaturbereich | Dauer | Vorteile |
|---|---|---|---|
| Thermische Spannungsentlastung | 230-260°C | 1-2 Stunden | Gleichmäßige Spannungsverteilung |
| Vibrierende Stressentlastung | Raumtemperatur | 20-30 Minuten | Nicht-thermische Alternative |
| Natürliche Alterung | Raumtemperatur | 24-48 Stunden | Kostengünstige Lösung |
Optimierung von Spannstrategien
Die Art und Weise, wie wir Werkstücke einspannen, hat einen erheblichen Einfluss auf die Verformung. Ich empfehle diese bewährten Techniken:
Verteilte Spannkraft
- Mehrere Klemmstellen verwenden
- Konstante Drehmomentwerte anwenden
- Regelmäßige Kontrolle des Spanndrucks
Strategisches Design von Vorrichtungen
- Unterstützung kritischer Merkmale
- Wärmeausdehnung zulassen
- Kontaktfläche so weit wie möglich minimieren
Intelligente Planung der Bearbeitungsreihenfolge
Nach meiner Erfahrung ist die richtige Reihenfolge entscheidend:
Phase der Grobzerspanung
- Material symmetrisch entfernen
- Aufrechterhaltung einer ausgewogenen Spannungsverteilung
- Lassen Sie ausreichend Vorrat für die Endbearbeitung
Stressabbau für Fortgeschrittene
- Lassen Sie die Teile zwischen den Arbeitsgängen stabilisieren
- Prüfung auf vorläufige Verformung
- Notwendige Anpassungen vornehmen
Fertigbearbeitung
- Leichte Schnitte verwenden
- Konstante Schnitttiefe beibehalten
- Temperatur sorgfältig überwachen
Optimierung der Schnittparameter
Ich habe festgestellt, dass diese Parameter am besten geeignet sind, um die Verformung zu minimieren:
| Parameter | Grobzerspanung | Fertigbearbeitung |
|---|---|---|
| Schnittgeschwindigkeit | 300-400 m/min | 400-500 m/min |
| Vorschubgeschwindigkeit | 0,15-0,25 mm/Zahn | 0,05-0,15 mm/Zahn |
| Schnitttiefe | 2-4 mm | 0,2-0,5 mm |
| Kühlmittelfluss | Hoch | Mäßig |
Strategien zur Temperaturkontrolle
Das Temperaturmanagement ist entscheidend für die Maßhaltigkeit:
Kühlmittel-Management
- Hochdruck-Kühlmittelsysteme verwenden
- Aufrechterhaltung einer konstanten Kühlmitteltemperatur
- Angemessene Durchflussmenge sicherstellen
Temperatur der Schneidzone
- Überwachung der Werkzeugtemperatur
- Richtige Kühlpausen einlegen
- Geeignete Schnittgeschwindigkeiten verwenden
Qualitätskontrolle und Verifizierung
Um den Erfolg sicherzustellen, führe ich immer diese Überprüfungsschritte durch:
In-Process-Messungen
- Regelmäßige Maßkontrollen
- Überwachung von Stressmustern
- Temperaturüberwachung
Abschließende Inspektion
- CMM-Verifizierung
- Messungen der Ebenheit
- Analyse der Oberflächenbeschaffenheit
Umweltbezogene Überlegungen
Die Umgebung des Geschäfts spielt eine entscheidende Rolle:
Temperaturkontrolle
- Aufrechterhaltung einer stabilen Umgebungstemperatur
- Vermeiden Sie direkte Sonneneinstrahlung
- Kontrolle der Luftzirkulation
Praktiken der Lagerung
- Ordnungsgemäße Lagerung des Materials
- Geschützt vor Umwelteinflüssen
- Regelmäßige Rotation der Bestände
Durch die Umsetzung dieser umfassenden Strategien haben wir beständige Erfolge bei der Vermeidung von Werkstückverformungen bei der Bearbeitung von Aluminium 5083 erzielt. Der Schlüssel liegt in der Erkenntnis, dass die Vermeidung von Verformungen kein einstufiger Prozess ist, sondern vielmehr ein systematischer Ansatz, der bei der Materialauswahl beginnt und sich bis zur Endkontrolle fortsetzt.
Denken Sie daran, dass jedes Projekt aufgrund der spezifischen Anforderungen und Bedingungen geringfügige Anpassungen dieser Richtlinien erfordern kann. Gehen Sie immer von einem gründlichen Verständnis Ihrer speziellen Anwendung aus und passen Sie diese Empfehlungen entsprechend an.
Was sind gängige Methoden der Qualitätskontrolle?
Die Qualitätskontrolle bei der Bearbeitung von 5083er Aluminium kann den Herstellern große Kopfschmerzen bereiten. Ohne geeignete Prüfverfahren können selbst geringfügige Abweichungen zur Ablehnung von Teilen, zu Produktionsverzögerungen und zu erheblichen finanziellen Verlusten führen. Ich habe gesehen, dass viele Hersteller Probleme haben, wenn ihre Qualitätskontrollverfahren nicht robust genug sind.
Die Qualitätskontrolle bei der Bearbeitung von Aluminium 5083 umfasst mehrere Inspektionsverfahren, darunter CMM-Messungen, Oberflächenanalysen und Sichtprüfungen. Diese Methoden arbeiten mit der Prozessüberwachung und der Toleranzprüfung zusammen, um sicherzustellen, dass die Teile stets den Spezifikationen entsprechen.

Inspektion mit Koordinatenmessgeräten (CMM)
Die CMM-Prüfung ist das Rückgrat unseres Qualitätskontrollverfahrens bei PTSMAKE. Dieses hochmoderne Messsystem verwendet einen Messfühler, um präzise Maßdaten von bearbeiteten Teilen zu erfassen. Die Metrologie10 Fähigkeiten der CMM-Maschinen ermöglichen es uns,:
- Messung komplexer Geometrien mit einer Genauigkeit von bis zu 0,001 mm
- Vergleich der tatsächlichen Abmessungen mit CAD-Modellen
- Detaillierte Inspektionsberichte generieren
- Frühzeitiges Erkennen von Abweichungen im Produktionsprozess
Ich sorge dafür, dass unser Team CMM-Prüfungen in wichtigen Produktionsphasen durchführt:
- Erste Artikelprüfung
- Laufende Kontrollen
- Abschließende Überprüfung
Analyse der Oberflächenrauhigkeit
Die Oberflächenqualität ist für 5083-Aluminiumteile von entscheidender Bedeutung. Wir verwenden sowohl berührende als auch berührungslose Methoden zur Messung der Oberflächenrauhigkeit:
| Methode | Anwendungen | Vorteile |
|---|---|---|
| Profilometer | Flache Oberflächen, einfache Geometrien | Hohe Genauigkeit, Quantitative Daten |
| Optischer Scanner | Komplexe Geometrien, tiefe Merkmale | Berührungslose, schnelle Messung |
| Bildverarbeitungssysteme | Oberflächenfehler, Mustererkennung | Inspektion in Echtzeit, große Flächen |
Protokolle für visuelle Inspektionen
Obwohl moderne Messinstrumente unerlässlich sind, ist eine geschulte Sichtprüfung nach wie vor wertvoll. Unsere Inspektoren prüfen auf:
Oberflächenfehler
- Kratzer
- Beulen
- Werkzeugmarken
Materielle Konsistenz
- Gleichmäßigkeit der Farbe
- Oberflächengüte
- Materielle Integrität
Qualität der Verarbeitung
- Qualität der Kanten
- Entgraten
- Allgemeines Erscheinungsbild
Prozessüberwachungssysteme
Die Echtzeit-Überwachung hilft, die Qualität während der gesamten Produktion aufrechtzuerhalten:
Überwachung der Maschinenparameter
- Spindeldrehzahl
- Vorschubgeschwindigkeiten
- Werkzeugverschleiß
- Temperatur
Statistische Prozesskontrolle (SPC)
- Regelkarten
- Trendanalyse
- Studien zur Prozessfähigkeit
Methoden zur Überprüfung der Toleranzen
Wir setzen einen mehrstufigen Ansatz zur Toleranzprüfung um:
Kontrollen vor der Bearbeitung
- Zertifizierung von Materialien
- Lagerabmessungen
- Überprüfung der Einrichtung
Überprüfung während des Prozesses
- Messungen der kritischen Dimensionen
- Geometrische Toleranzen
- Kontrolle der Oberflächengüte
Endkontrolle
- Vollständige Überprüfung der Dimensionen
- Funktionsprüfung
- Überprüfung der Dokumentation
Dokumentation und Berichterstattung
Die Dokumentation der Qualitätskontrolle ist entscheidend für die Rückverfolgbarkeit:
- Inspektionsberichte
- Materielle Zertifikate
- Prozessparameter
- Aufzeichnungen über Nichtkonformität
- Abhilfemaßnahmen
Ich habe ein digitales Dokumentationssystem eingeführt, das einen schnellen Zugriff auf Qualitätsaufzeichnungen ermöglicht und hilft, Trends oder potenzielle Probleme zu erkennen, bevor sie zu Problemen werden.
Integration des Qualitätsmanagementsystems
Unsere Qualitätskontrollmethoden sind Teil eines umfassenden Qualitätsmanagementsystems:
Standardarbeitsanweisungen (SOPs)
- Detaillierte Arbeitsanweisungen
- Inspektionsverfahren
- Anforderungen an die Kalibrierung
Ausbildungsprogramme
- Zertifizierung als Inspektor
- Betrieb der Ausrüstung
- Qualitätsbewusstsein
Kontinuierliche Verbesserung
- Regelmäßige Audits
- Leistungsmetriken
- Prozessoptimierung
Kalibrierung und Wartung von Geräten
Eine regelmäßige Kalibrierung gewährleistet die Messgenauigkeit:
- Jährliche Kalibrierung von CMM-Maschinen
- Monatliche Überprüfung der Messgeräte
- Tägliche Kontrolle der Basisrechtsakte
- Zeitpläne für die vorbeugende Wartung
Dieser umfassende Ansatz zur Qualitätskontrolle hilft uns, eine gleichbleibende Qualität bei der Bearbeitung von 5083 Aluminium zu gewährleisten. Durch die Kombination fortschrittlicher Messtechnik mit bewährten Inspektionsmethoden und sorgfältiger Dokumentation können wir sicherstellen, dass die Teile stets den Spezifikationen entsprechen.
Verstehen Sie die Rolle des Magnesiums bei der Verbesserung der Festigkeit und Widerstandsfähigkeit, die für die Auswahl der richtigen Aluminiumlegierung entscheidend ist. ↩
Erfahren Sie, wie sich die Kaltverfestigung auf die Bearbeitung auswirkt und wie Sie die damit verbundenen Herausforderungen meistern können. ↩
Erfahren Sie, wie der Schrägungswinkel die Spanbildung beeinflusst und die Bearbeitungsleistung verbessert. ↩
Erfahren Sie, wie Sie die Bearbeitungseffizienz durch Anpassung der Parameter für die Materialabtragsrate optimieren können. ↩
Verstehen Sie die Spanbildung, um die Effizienz der Bearbeitung und die Qualität der Teile zu verbessern. ↩
Erfahren Sie mehr über Schnittgeschwindigkeiten zur Optimierung der Werkzeugstandzeit und zur Verbesserung der Bearbeitungseffizienz. ↩
Erfahren Sie, wie der Spanwinkel die Spanbildung und die Schnittkräfte für eine bessere Oberflächengüte beeinflusst. ↩
Verstehen Sie die Wärmeempfindlichkeit von Aluminium für effektive Kühlstrategien bei der Bearbeitung. ↩
Erfahren Sie mehr über die Auswirkungen von Eigenspannungen auf die Bearbeitung und wie Sie die Verformung abmildern können. ↩
Erfahren Sie mehr über Messtechnik, um die Messgenauigkeit zu erhöhen und die Qualitätskontrolle in der Fertigung zu verbessern. ↩






