

Haben Sie schon einmal ein Projekt verzögert, weil Ihre kundenspezifischen Teile erst nach Wochen eintrafen? Oder hatten Sie mit uneinheitlicher Qualität zu kämpfen, die eine Umgestaltung in letzter Minute erforderlich machte? Diese Frustrationen sind umso größer, je näher die Termine rücken und je kleiner die Budgets sind. Aluminiumprofile versprechen Effizienz, aber unzuverlässige Lieferanten verwandeln potenzielle Lösungen oft in neue Kopfschmerzen.
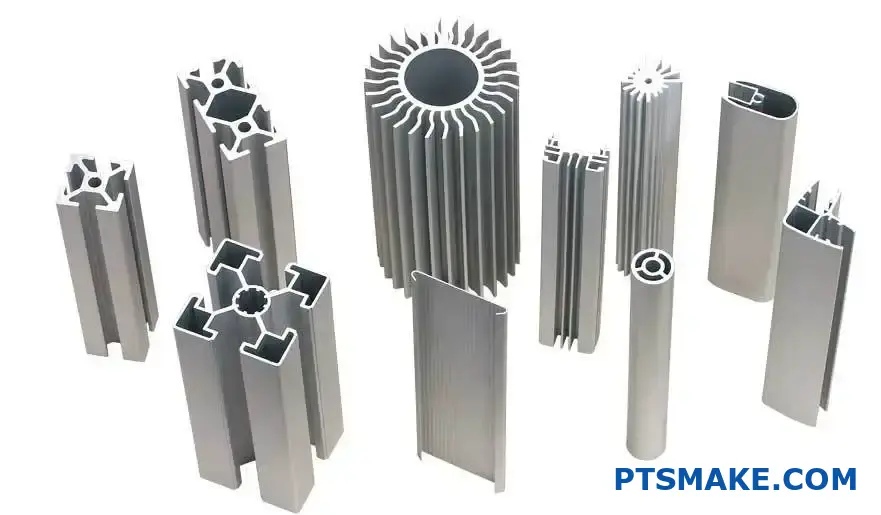
Ein Aluminiumprofil ist ein geformtes Metallstrangpressprofil, das durch Erhitzen von Aluminium durch eine Matrize hergestellt wird. Diese leichten, korrosionsbeständigen Komponenten bilden strukturelle Rahmen in Branchen wie der Automobilindustrie, der Luft- und Raumfahrt und der Robotik.

Man könnte meinen, dass alle Aluminiumprofile austauschbar sind - bis eine unpassende Toleranz Ihre Montagelinie zum Entgleisen bringt. Die Wahrheit? Nicht jeder Zulieferer versteht, wie sich Legierungssorten, Oberflächenbehandlungen und thermische Eigenschaften auf die Leistung in der Praxis auswirken. Wir erklären Ihnen, warum Aluminiumprofile in kritischen Anwendungen funktionieren (oder versagen) und wie Sie kostspielige Fehltritte vermeiden können.
Wie stark ist ein Aluminiumprofil?
Haben Sie schon einmal ein Produkt entworfen und dann festgestellt, dass sich Ihr Aluminiumrahmen bei unerwarteten Belastungen verbiegt? Oder noch schlimmer: Sie mussten kostspielige Verzögerungen hinnehmen, weil die Festigkeit des Materials nicht mit Ihren Berechnungen übereinstimmte? Diese Enttäuschungen sind nicht nur lästig, sondern offenbaren auch kritische Lücken im Verständnis dessen, was Aluminiumprofile wirklich leisten können.
Aluminiumprofile erreichen Festigkeiten zwischen 70 MPa und 600 MPa, abhängig von der Legierungszusammensetzung, dem Temperverfahren und der Konstruktion. Ihr Verhältnis von Festigkeit zu Gewicht ist bei Anwendungen, die eine leichte Haltbarkeit erfordern, oft besser als das von Stahl, aber nur, wenn sie richtig konstruiert sind.

Aufschlüsselung der Stärke von Aluminiumprofilen
1. Die Wissenschaft hinter dem Metall
Aluminium verdankt seine Festigkeit der atomaren Bindung und Versetzungsbewegung1. Reines Aluminium ist weich, aber die Zugabe von Elementen wie Magnesium oder Silizium unterbricht diese Versetzungen und macht das Material härter. Zum Beispiel:
| Legierung Serie | Wesentliche Elemente | Typische Zugfestigkeit (MPa) | Gemeinsame Anwendungen |
|---|---|---|---|
| 6000 | Mg, Si | 150-310 | Strukturelle Rahmen |
| 7000 | Zn | 350-600 | Komponenten für die Luft- und Raumfahrt |
| 1000 | Keine (99%+ Al) | 70-110 | Dekorative Verzierungen |
Bei PTSMAKE haben wir Profile aus diesen Legierungen für die Robotik und medizinische Geräte bearbeitet. Bei einem kürzlich durchgeführten Projekt wurde ein 7075-T6-Aluminiumarm für einen Industrieroboter benötigt, der einer Belastung von 480 MPa standhalten und gleichzeitig 40% weniger wiegen sollte als Alternativen aus Stahl.
2. Wie die Geometrie die Stärke multipliziert
Bei der Form eines Profils geht es nicht nur um Ästhetik:
- Hohl vs. Massiv: Hohlprofile reduzieren das Gewicht, ohne die Steifigkeit zu beeinträchtigen. Ein 50x50-mm-Hohlprofil ist 3,2-mal so biegefest wie eine Vollstange gleichen Gewichts.
- Rippenplatzierung: Strategisch platzierte Rippen (so dünn wie 1,5 mm bei unseren CNC-gefertigten Prototypen) können die Torsionssteifigkeit um 70% erhöhen.
3. Die verborgene Schwachstelle: Thermische und chemische Faktoren
Die Festigkeit von Aluminium nimmt bei 150°C um 15-25% ab. Wir haben einmal eine Sensorhalterung für ein Kraftfahrzeug neu konstruiert, nachdem wir festgestellt hatten, dass die Hitze im Motor das ursprüngliche 6061-T6-Profil erweicht hatte. In ähnlicher Weise beschleunigen salzhaltige Umgebungen die Korrosion, sofern sie nicht eloxiert oder beschichtet sind - eine Lektion, die wir bei Robotikprojekten an der Küste gelernt haben.
4. Entscheidende Prüfmethoden
Verlassen Sie sich nicht nur auf die Werte im Datenblatt:
- Härteprüfung: Schnell, aber oberflächlich (z. B. Brinell-Skala)
- Zugfestigkeitsprüfung: Zeigt die wahre Streckgrenze und Bruchfestigkeit
- Ermüdungsprüfung: Kritisch für Teile, die zyklischen Belastungen ausgesetzt sind
Unser Labor nutzt die digitale Bildkorrelation, um die Spannungsverteilung abzubilden - eine Technik, die ungleichmäßige Belastungspfade in einem Drohnenrahmen aufdeckte und eine Neukonstruktion veranlasste, die die Lebensdauer des Geräts verdoppelte.
5. Wenn Stärker nicht besser ist
Hochfeste Legierungen wie 7075 kosten 2-3 Mal mehr als 6061 und sind schwieriger zu bearbeiten. Bei einem Projekt für ein Gehäuse für Unterhaltungselektronik konnten durch den Wechsel von 7075 zu 6061 22% an Materialkosten eingespart werden, ohne dass sich dies auf die Leistung auswirkte, da bei der Konstruktion stattdessen eine intelligente Verrippung verwendet wurde.
Wie viele Arten von Aluminiumprofilen gibt es?
Haben Sie schon einmal unerwartete Projektverzögerungen erlebt, weil Sie das falsche Aluminiumprofil gewählt haben? Oder haben Sie mitten in der Produktion festgestellt, dass die von Ihnen gewählte Legierung die erforderliche Tragfähigkeit nicht erfüllen kann? Diese Enttäuschungen sind nicht nur lästig - sie können auch den Zeitplan und das Budget sprengen.
Es gibt 4 primäre Klassifizierungsmethoden für Aluminiumprofile: nach Legierungszusammensetzung, Querschnittsform, Oberflächenbehandlung und industrieller Anwendung. Jede Kategorie enthält mehrere Untertypen, die für spezifische Leistungsanforderungen und Anwendungsfälle konzipiert sind.

Klassifizierung von Aluminiumprofilen
Betrachten wir die einzelnen Klassifizierungssysteme unter dem Gesichtspunkt der praktischen Fertigungsanforderungen:
1. Unterschiede in der Legierungszusammensetzung
Die Aluminiumlegierungsreihe bestimmt die grundlegenden Materialeigenschaften. Bei PTSMAKE arbeiten wir regelmäßig mit diesen Schlüsseltypen:
| Serie | Wesentliche Elemente | Zugfestigkeit | Typische Verwendung |
|---|---|---|---|
| 1000 | 99%+ Al | 70-110 MPa | Dekorative Verzierungen |
| 6000 | Mg + Si | 150-310 MPa | Strukturelle Rahmen |
| 7000 | Zn + Mg | 350-500 MPa | Komponenten für die Luft- und Raumfahrt |
Die 6000er-Serie (insbesondere 6061 und 6063) macht 68% der Industrieprofile aus, da sie ein optimales Verhältnis zwischen Festigkeit und Verformbarkeit bietet. Wir haben jedoch festgestellt, dass viele Kunden die Vorteile dieser Serie übersehen. Ausscheidungshärtung2 aus Legierungen der Serie 7000 für hochbeanspruchte Anwendungen.
2. Optionen für die Querschnittsgeometrie
Profilformen wirken sich direkt auf die Funktionalität und die Effizienz der Montage aus:
Standard-Formen
- T-Nut-Strangpressprofile (modulare Rahmensysteme)
- I-Balken (strukturelle Unterstützung)
- U-Kanäle (Kantenschutz)
Benutzerdefinierte Formen
Kürzlich haben wir für einen Kunden aus der Robotik ein sechseckiges Hohlkernprofil mit internen Kühlkanälen entwickelt, das das Bauteilgewicht im Vergleich zu massiven Aluminiumteilen um 40% reduziert.
3. Methoden der Oberflächenbehandlung
Verschiedene Oberflächen dienen unterschiedlichen Zwecken:
| Behandlung | Dicke | Korrosionsbeständigkeit | Kostenfaktor |
|---|---|---|---|
| Eloxieren | 5-25 μm | Ausgezeichnet | $$$ |
| Pulverbeschichtung | 60-120 μm | Gut | $$ |
| Mechanisches Polieren | K.A. | Schlecht | $ |
Bei Projekten für medizinische Geräte empfehlen wir häufig das Elektropolieren - ein Verfahren, das Oberflächenverunreinigungen entfernt und gleichzeitig die mikrobielle Resistenz2.
4. Anwendungsspezifische Designs
Verschiedene Branchen erfordern spezielle Profile:
Architektonische
Thermische Trennsysteme mit Polyamideinlagen (0,24 W/m-K Wärmeleitfähigkeit)Automobilindustrie
Crash-Management-Systeme mit AA7003-Legierungen (Energieabsorption bis zu 35 kJ)Elektronik
EMI-geschirmte Gehäuse mit leitfähigen Beschichtungen (60 dB Dämpfung bei 1 GHz)
Unser Team hat kürzlich einem Kunden geholfen, sein Montagesystem für Solarmodule unter Verwendung von 6063-T6-Profilen umzugestalten, wodurch die Installationszeit um 30% reduziert werden konnte, während die Anforderungen der IEC 61215-Zertifizierung eingehalten wurden.
Kritische Faktoren bei der Auswahl
Wenn wir bei PTSMAKE unsere Kunden beraten, betonen wir drei oft übersehene Aspekte:
Thermische Ausdehnung Kompatibilität
Die Ausdehnungsrate von Aluminium von 23 μm/m-°C muss mit den verbundenen Materialien übereinstimmen
Beispiel: Verbindungselemente aus rostfreiem Stahl (17 μm/m-°C) erfordern einen thermischen AusgleichZulagen für die Bearbeitung
Empfohlene Toleranzen für gängige Verfahren:Prozess Toleranz (±) CNC-Fräsen 0,05 mm Bohren 0,1 mm Laserschneiden 0,2 mm Einhaltung von Vorschriften
- ASTM B221 für allgemeine Strangpressprofile
- AMS 4152 für Anwendungen in der Luft- und Raumfahrt
- EN 755-9 für europäische Märkte
Unser nach ISO 9001 zertifiziertes Werk verfügt über getrennte Produktionslinien für medizinische (ISO 13485) und automobile (IATF 16949) Profile, um Kreuzkontaminationen zu vermeiden - ein entscheidendes Detail, das viele Lieferanten übersehen.
Wo werden Aluminium-Profile eingesetzt?
Hatten Sie schon einmal ein Projekt, bei dem Materialflexibilität und strukturelle Integrität nicht miteinander vereinbar waren? Oder hatten Sie Schwierigkeiten, Leichtbau und Haltbarkeit bei industriellen Anwendungen in Einklang zu bringen? Diese Herausforderungen sind häufig, aber was wäre, wenn es ein Material gäbe, das sie alle löst?
Aluminiumprofile sind stranggepresste Formen, die aufgrund ihrer leichten Festigkeit, Korrosionsbeständigkeit und Designflexibilität in vielen Branchen eingesetzt werden. Von Gebäudefassaden bis hin zu Batterieträgern für Elektrofahrzeuge ermöglichen sie kostengünstige, nachhaltige Lösungen für komplexe technische Anforderungen.

Schlüsselindustrien, die Aluminium-Profile nutzen
1. Konstruktion & Architektur
Aluminiumprofile dominieren aufgrund ihrer Anpassungsfähigkeit und Langlebigkeit das moderne Bauwesen.
Anwendungen:
- Vorhangwände und Fensterrahmen: Ihre Korrosionsbeständigkeit gewährleistet einen jahrzehntelangen Einsatz bei rauem Wetter.
- Strukturelle Stützen: Die hohe Festigkeit im Verhältnis zum Gewicht reduziert die Belastung der Gebäude und sorgt gleichzeitig für Sicherheit.
- Montagesysteme für Solarmodule: Leicht und dennoch robust genug, um Umweltbelastungen standzuhalten.
Bei PTSMAKE haben wir kundenspezifische Aluminiumprofile für Hochhausprojekte in Europa geliefert und dabei Toleranzen von ±0,05 mm für eine nahtlose Montage erreicht.
2. Automobil & Transport
Die Verlagerung hin zu Elektrofahrzeugen (EVs) hat die Nachfrage nach Aluminiumprofilen in die Höhe schnellen lassen.
Kritische Verwendungszwecke:
| Anmeldung | Aluminium Qualität | Hauptvorteil |
|---|---|---|
| EV-Batterie-Gehäuse | 6061-T6 | Wärmemanagement und Crash-Sicherheit |
| Fahrwerkskomponenten | 7075 | Gewichtsreduzierung ohne Kraftverlust |
| Wärmesenken | 6063 | Optimiert Wärmeleitfähigkeit3 |
Unser Team hat kürzlich ein modulares Batterieträgersystem aus 6061-T6-Profilen entwickelt, das die Montagezeit eines Kunden um 30% reduziert und gleichzeitig das Gewicht um 15% im Vergleich zu Alternativen aus Stahl verringert.
3. Elektronik & Robotik
Präzision ist hier nicht verhandelbar. Aluminium-Profile bieten:
- EMI-Abschirmung für empfindliche Komponenten
- Wärmeableitung für Hochleistungsprozessoren
- Starre Rahmen für kollaborative Roboter
Ein Robotik-Startup, mit dem wir zusammenarbeiten, benötigte ein 2 Meter langes Roboterarm-Profil mit 12 internen Kühlkanälen. Durch die Verwendung von CNC-gefrästem 6063-Aluminium erreichten wir eine Geradheitstoleranz von 0,1 mm, die für die Positionierungsgenauigkeit entscheidend ist.
4. Industriemaschinen
Die gute Bearbeitbarkeit von Aluminium macht es ideal für kundenspezifische Maschinenrahmen, Fördersysteme und Automatisierungsanlagen.
Warum Ingenieure Aluminium wählen:
- Modularität: T-geschlitzte Profile ermöglichen eine schnelle Neukonfiguration.
- Hygiene: Porenfreie Oberflächen erfüllen die FDA-Normen für Lebensmittel/Pharma.
- Kosteneffizienz: Geringere Bearbeitungskosten als bei rostfreiem Stahl.
Konstruktionsüberlegungen für Aluminium-Profile
Leitfaden zur Materialauswahl
| Anforderung | Empfohlene Legierung | Anmerkungen |
|---|---|---|
| Hohe Festigkeit | 7075 | Luft- und Raumfahrttauglich, weniger korrosionsbeständig |
| Kompatibilität beim Schweißen | 6061 | Erfordert eine Wärmebehandlung nach dem Schweißen |
| Eloxierte Oberfläche | 6063 | Hervorragende Gleichmäßigkeit der Oberfläche |
Toleranz-Standards
- Kommerziell: ±0,5 mm (strukturelle Anwendungen)
- Präzision: ±0,1mm (Robotik, Optik)
- Hochpräzise: ±0,05mm (PTSMAKE's Spezialität für Medizin/Automotive)
Faktoren der Nachhaltigkeit
Aluminiumprofile unterstützen die kreisförmige Fertigung:
- 95% recycelbar ohne Eigentumsverlust
- Geringerer Kohlenstoff-Fußabdruck im Vergleich zur Produktion von Neumaterial
- Leichtbau reduziert Transportemissionen
Eine Studie aus dem Jahr 2023 hat gezeigt, dass die Verwendung von recycelten Aluminiumprofilen bei der Herstellung von Elektrofahrzeugen die Lebenszyklusemissionen im Vergleich zu herkömmlichen Methoden um 72% reduziert.
Warum eine Partnerschaft mit PTSMAKE?
- Geschwindigkeit: 5-7 Tage Vorlaufzeit für Prototypen über unser Werk in Shenzhen.
- Skala: Jährliche Produktionskapazität von über 12.000 Tonnen.
- Zertifizierungen: Konformität mit ISO 9001, IATF 16949 und AS9100D.
Im letzten Quartal haben wir 8.000 CNC-gefräste Aluminiumgehäuse für einen deutschen Hersteller medizinischer Geräte geliefert und dabei eine fehlerfreie Qualität von 99,98% bei 14 kritischen Abmessungen eingehalten.
Vom Konzept bis zur Produktion bieten Aluminiumprofile eine unübertroffene Vielseitigkeit. Ganz gleich, ob Sie ein Null-Energie-Gebäude oder einen Roboter der nächsten Generation entwerfen, das Verständnis der Anwendungen sorgt für eine kluge Materialauswahl. Bei PTSMAKE kombinieren wir zwei Jahrzehnte Aluminiumerfahrung mit modernsten Strangpress- und Bearbeitungstechnologien, um Ihre Entwürfe schnell, präzise und kosteneffizient in die Realität umzusetzen.
Was sind die wichtigsten Qualitätsstandards für Aluminiumprofile?
Haben Sie jemals Aluminiumprofile erhalten, die sich schon bei minimaler Belastung verzogen haben? Oder waren Sie mit kostspieligen Nacharbeiten konfrontiert, weil die Abmessungen nicht mit den Spezifikationen übereinstimmten? Das sind nicht nur Ärgernisse, sondern Symptome für das Ignorieren wichtiger Qualitätsmaßstäbe.
Aluminiumprofile müssen strenge Normen für chemische Zusammensetzung, mechanische Eigenschaften, Maßtoleranzen, Oberflächenbeschaffenheit und Korrosionsbeständigkeit erfüllen. Zu den wichtigsten Zertifizierungen gehören ASTM B221, EN 755 und ISO 6361, die die Einheitlichkeit in Branchen wie der Luft- und Raumfahrt und der Automobilindustrie gewährleisten.

Aufschlüsselung der kritischen Qualitätsmaßstäbe
1. Chemische Zusammensetzung: Die Grundlage der Leistung
Die Eigenschaften von Aluminiumlegierungen ergeben sich aus dem genauen Verhältnis der einzelnen Elemente. Schon geringe Abweichungen können die Festigkeit oder Korrosionsbeständigkeit beeinträchtigen.
Zu überwachende Schlüsselelemente:
| Element | Rolle in Aluminiumlegierungen | Zulässiger Bereich (Beispiel: 6061-T6) |
|---|---|---|
| Magnesium (Mg) | Verbessert die Kraft | 0,8-1,2% |
| Silizium (Si) | Verbessert die Gießbarkeit | 0,4-0,8% |
| Kupfer (Cu) | Erhöht die Härte | 0,15-0,40% |
Bei PTSMAKE verwenden wir optische Emissionsspektrometer, um die Zusammensetzung mit einer Abweichung von ±0,05% von den Sollwerten zu überprüfen. Diese Präzision verhindert Probleme wie Spannungsrisskorrosion bei Schiffsanwendungen.
2. Mechanische Eigenschaften: Über die Grundfestigkeit hinaus
Zugfestigkeit und Streckgrenze sind wichtig, aber die tatsächliche Leistung erfordert eine tiefere Analyse.
Der verborgene Faktor: Exponent der Kaltverfestigung
Diese selten diskutierte Metrik (bezeichnet als n) bestimmt, wie Aluminium die Spannung während der Umformung verteilt. Eine höhere n Wert (0,25-0,35 für 6061-T6) ermöglicht komplexe Biegungen ohne Rissbildung, was für Kfz-Rahmenbauteile entscheidend ist.
3. Abmessungstoleranzen: Wo Präzision auf Praxis trifft
Die engsten Toleranzen sind nicht immer die besten. Berücksichtigen Sie die Funktionalität im Vergleich zu den Kosten:
| Profil Typ | Kritische Toleranzzonen | Industriestandard |
|---|---|---|
| Strukturelle Balken | Montageflächen | ±0,5 mm/m |
| Wärmesenken | Abstand zwischen den Lamellen | ±0,1mm |
| Fahrzeugschienen | Ebenheit des Querschnitts | ±0,2 mm über 1 m |
Bei einem Robotikprojekt im letzten Jahr erreichten wir eine Wiederholgenauigkeit von ±0,05 mm bei CNC-gefertigten Aluminiumführungen, indem wir Strangpressen mit sekundärer Bearbeitung kombinierten - ein hybrider Ansatz, der die Kosten um 18% gegenüber einer vollständigen CNC-Fertigung senkte.
4. Integrität der Oberfläche: Mehr als nur kosmetisch
Die Normen für die Eloxalschichtdicke überlagern oft die Fehler unter der Oberfläche. Unsere Qualitätskontrollen umfassen:
- Prüfung der Mikrohärte (80-100 HV für 6063-T5)
- Wirbelstromprüfung für Risse unter 0,1 mm Tiefe
- Salzsprühnebeltest mehr als 1.000 Stunden für Teile in Schiffsqualität
5. Rückverfolgbarkeit: Das unsichtbare Sicherheitsnetz
Die moderne Produktion erfordert eine vollständige Rückverfolgung des Stammbaums:
- Werksprüfzeugnisse für Rohknüppel
- Chargenprotokolle der Wärmebehandlung
- Maßprüfungsberichte nach ISO 9001
Wir betten QR-Codes direkt in die Profile ein, so dass Kunden wie Hersteller medizinischer Geräte sofort auf die vollständige Historie zugreifen können.
Wenn Normen kollidieren: Navigieren durch widersprüchliche Anforderungen
Ein kürzlich abgeschlossenes Luft- und Raumfahrtprojekt erforderlich:
- Wärmebehandlung nach AMS 2772 (Alterung bei 140°C)
- EN 12258-3 Chemische Grenzwerte
- AS9100 Rückverfolgbarkeit
Durch die Änderung der Lösungsglühen4 Sequenz und einem abschließenden Kaltverstreckungsschritt konnten wir alle drei Standards erfüllen, ohne die Zykluszeiten zu beeinträchtigen.
Die Kosten-Qualitäts-Bilanz
| Qualität der Investitionen | Vorabkosten | Langfristige Einsparungen |
|---|---|---|
| Präzisionswerkzeuge | +15% | -30% Ausschussrate |
| Automatisierte Kontrolle | +8% | -45% kehrt zurück |
| Zertifizierte Materialien | +12% | +20% Produktlebensdauer |
Ein Kunde aus dem Bereich der erneuerbaren Energien sparte durch die Umstellung von handelsüblichen auf ASTM-zertifizierte Aluminiumprofile jährlich $220k ein, obwohl die Materialkosten um 10% gestiegen waren.
Warum die meisten Anbieter bei der Konsistenz versagen
In über 15 Jahren in der Präzisionsfertigung haben wir drei systemische Lücken festgestellt:
- Unzureichende Vorwärmung der Knüppel: Verursacht eine ungleichmäßige Kornstruktur
- Übermäßiges Vertrauen in End-of-Line-Tests: Verpasst Prozessdrift
- Luftfeuchtigkeit der Umgebung ignorieren: Beeinflusst die Leistung von Alterungsöfen
Unsere Lösung? Prozessüberwachung in Echtzeit mit KI-gesteuerten Anpassungen - dadurch werden Maßabweichungen um 63% im Vergleich zu herkömmlichen Methoden reduziert.
Wie wählt man den richtigen Lieferanten für Aluminiumprofile?
Waren Sie schon einmal mit unerwarteten Projektverzögerungen konfrontiert, weil Ihr Aluminiumprofillieferant die Spezifikationen nicht erfüllen konnte? Oder haben Sie nach der Auftragsvergabe versteckte Kosten entdeckt? Diese Frustrationen sind nicht nur unangenehm - sie können ganze Produktionspläne zum Entgleisen bringen und die Beziehungen zu Ihren Kunden schädigen.
Die Auswahl des richtigen Lieferanten für Aluminiumprofile erfordert eine strukturierte Bewertung der technischen Fähigkeiten, der Qualitätskontrollsysteme und der Zuverlässigkeit der Lieferkette. Der ideale Partner kombiniert Materialkompetenz mit Fertigungsflexibilität, um sowohl die Anforderungen an Präzision als auch an Skalierbarkeit zu erfüllen.

Wichtige Bewertungskriterien für Lieferanten von Aluminiumprofilen
3 Technische Fähigkeiten, auf die es ankommt
Einhaltung der Materialzertifizierung
- Überprüfen Sie die Zertifizierungen für:
- ISO 9001 (Qualitätsmanagement)
- IATF 16949 (Automobilindustrie)
- AS9100 (Luft- und Raumfahrt)
- Bei PTSMAKE verfügen wir über 14 Materialzertifizierungen, darunter EN 9100 und ISO 13485 für medizinische Anwendungen.
- Überprüfen Sie die Zertifizierungen für:
Handhabung der Profilkomplexität Fähigkeit Grundversorger Fortgeschrittener Lieferant Wandstärke <1mm Begrenzt Vollständige Produktion Enge Toleranzen (±0,05 mm) Manuelle Kontrollen Laser-Messung Optionen für die Oberflächenbehandlung <5 Typen 12+ Behandlungen Anpassungsfähigkeit
- Suchen Sie nach Anbietern, die Folgendes anbieten:
- CAD/CAM-Integration
- Schnelles Prototyping (3-5 Tage Bearbeitungszeit)
- Nachbearbeitung5 Personalisierung
- Suchen Sie nach Anbietern, die Folgendes anbieten:
4 Betriebliche Warnhinweise zur Identifizierung
Versteckte Kostenauslöser
- Werkzeugkosten, die 15% des ursprünglichen Angebots übersteigen
- MOQs, die 30%+ Überbestände erfordern
- Nicht spezifizierte Verpackungs-/Versandkosten
Lücken in der Qualitätskontrolle
- Fehlende Dokumentation für:
- Rückverfolgbarkeit von Rohstoffen
- Berichte über Maßkontrollen
- Validierung der Oberflächenbehandlung
- Fehlende Dokumentation für:
Pannen in der Kommunikation
- Reaktionszeit >4 Geschäftsstunden
- Kein eigener Projektleiter
- Begrenzte Englischkenntnisse in technischen Teams
Einschränkungen bei der Skalierbarkeit
- Produktionskapazität <5.000 Einheiten/Monat
- Materialbeschaffung aus einer Hand
- Keine Notfallplanung für Rohstoffengpässe
5 Indikatoren für die Partnerschaft
Prozess der technischen Zusammenarbeit
- Bevorzugter Arbeitsablauf:
- Entwurfsprüfung (DFM-Analyse)
- Validierung von Prototypen
- Prozessoptimierung
- Produktion im großen Maßstab
- Bevorzugter Arbeitsablauf:
Problemlösungsrahmen
- Effiziente Anbieter sollten dies gewährleisten:
- Ursachenanalyse innerhalb von 24 Stunden
- Plan für Abhilfemaßnahmen innerhalb von 48 Stunden
- Durchführung von Präventivmaßnahmen
- Effiziente Anbieter sollten dies gewährleisten:
Dienstleistungen mit Mehrwert
- Programme zur Bestandsverwaltung
- Just-in-time-Lieferoptionen
- Jährliche Initiativen zur Kostensenkung
Bei PTSMAKE haben wir ein proprietäres Eloxierungsverfahren entwickelt, das die Korrosionsbeständigkeit von Aluminiumprofilen im Vergleich zu Standardbehandlungen um 40% erhöht. Diese Innovation entstand aus der Lösung von wiederholten Ausfällen in der Praxis bei Anwendungen in Meeresumgebungen - eine Herausforderung, die viele Anbieter noch immer nicht effektiv angehen können.
Welche Oberflächenbehandlungen sind bei Aluminiumprofilen möglich?
Haben Sie schon einmal Wochen damit verbracht, ein perfektes Aluminiumprofil zu entwerfen, nur um dann zuzusehen, wie es innerhalb weniger Monate korrodiert? Oder mit unerwarteten Kosten konfrontiert, wenn Ihre eloxierten Teile nach der Montage eine ungleichmäßige Färbung aufweisen? Diese Frustrationen sind nicht nur ärgerlich, sie können auch den Zeitplan durcheinander bringen, das Budget aufblähen und den Ruf Ihres Produkts schädigen.
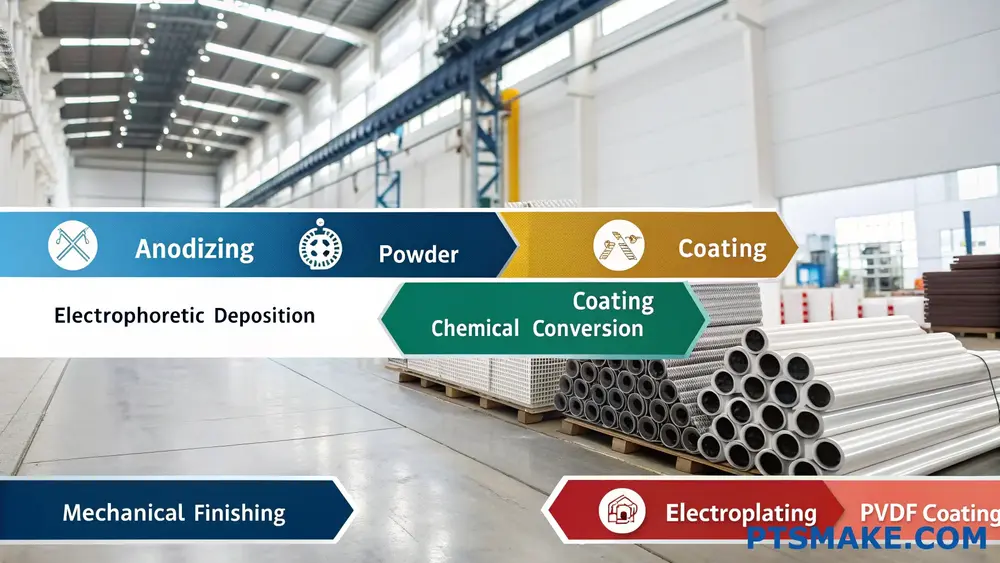
Aluminiumprofile können mit sieben wichtigen Oberflächenbehandlungen behandelt werden: Eloxieren, Pulverbeschichtung, elektrophoretische Abscheidung, chemische Umwandlungsbeschichtung, mechanische Endbearbeitung, Galvanisierung und PVDF-Beschichtung. Jede Methode bietet ein ausgewogenes Verhältnis zwischen Korrosionsbeständigkeit, Ästhetik, Haltbarkeit und Kosten für industrielle Anwendungen.
Vergleich von Oberflächenbehandlungsmethoden für Aluminiumprofile
1. Eloxieren: Der Industriestandard
Beim Eloxieren wird durch Elektrolyse eine kontrollierte Oxidschicht erzeugt. Bei PTSMAKE haben wir dieses Verfahren für Kunden aus der Luft- und Raumfahrt und der Medizintechnik optimiert, die enge Toleranzen (±0,005 mm) und gleichmäßige Oberflächen verlangen.
| Arten der Eloxierung | Typ | Dicke (μm) | Wesentliche Merkmale | Am besten für |
|---|---|---|---|---|
| Typ II | 5-25 | Dekorativ, färbbar | Unterhaltungselektronik | |
| Typ III | 25-150 | Hohe Verschleißfestigkeit | Hydraulische Systeme | |
| Hartbeschichtung | 50+ | Extreme Härte (60-70 Rockwell C) | Schiffsausrüstung |
Ein Kunde aus der Robotikbranche wechselte vor kurzem von Typ II zu Hardcoat-Eloxierung, nachdem seine CNC-gefertigten Aktuatorgehäuse einen vorzeitigen Verschleiß aufwiesen. Die Neukonstruktion verlängerte die Lebensdauer um 300%, erhöhte aber die Materialkosten um 18% - ein Kompromiss, den wir mit Hilfe von Finite-Elemente-Analyse6.
2. Pulverbeschichtung: Farbe ohne Kompromisse
Im Gegensatz zu Flüssiglacken härten Pulverbeschichtungen durch Polymerisation aus. In unserer Anlage kommen tribostatische Pistolen zum Einsatz, die eine 95%-Übertragungseffizienz erreichen - entscheidend bei der Beschichtung komplexer Aluminium-Strangpressprofile für Automobilverkleidungen.
Überlegungen zur Anwendung
- Vorwärmen der Profile auf 180°C für eine bessere Haftung
- Begrenzung der Schichtdicke auf 60-120 μm, um Rissbildung zu vermeiden
- Verwenden Sie chromfreie Vorbehandlungsmittel für die Einhaltung der EU-Vorschriften
3. Elektrophoretische Beschichtung (E-Coating)
Bei diesem Verfahren wird elektrischer Strom verwendet, um Farbpartikel gleichmäßig aufzutragen, auch in vertieften Bereichen. Wir haben dieses Verfahren, das in der Automobilindustrie weit verbreitet ist, für Aluminiumkühlkörper in EV-Batteriepaketen angepasst, bei denen sich 0,1 mm Beschichtungsunterschiede auf die Wärmeleistung auswirken.
4. Chemische Umwandlungsbeschichtungen
Chromatfreie Alternativen wie Beschichtungen auf Zirkoniumbasis dominieren jetzt:
| Beschichtung | Korrosionsbeständigkeit | Elektrische Leitfähigkeit | RoHS-Konformität |
|---|---|---|---|
| Chromatieren | Ausgezeichnet | Schlecht | Nein |
| Zirkonium | Gut | Ausgezeichnet | Ja |
| Titan | Messe | Gut | Ja |
5. Mechanische Veredelungsoptionen
Gebürstete Oberflächen sind nach wie vor beliebt, aber mit neueren Techniken wie der abrasiven Fließbearbeitung (AFM) können interne Kanäle in Aluminiumverteilern auf Ra 0,2 μm poliert werden - was für medizinische Flüssigkeitssysteme entscheidend ist.
6. Galvanische Beschichtung: Wenn Aluminium etwas anderes sein soll
Die Vernickelung von Aluminium erfordert eine vorherige Verzinkung. Vor kurzem haben wir Drohnenkomponenten mit 10 μm Nickel und anschließend 3 μm Gold beschichtet und damit sowohl EMI-Abschirmung als auch Zuverlässigkeit der Anschlüsse erreicht.
7. PVDF-Beschichtungen für extreme Umgebungen
Fluorpolymerbeschichtungen widerstehen UV-Strahlung, Chemikalien und Temperaturen von 200 °C. Bei einem Solarparkprojekt wurden unsere PVDF-beschichteten Aluminium-Montagesysteme verwendet, um eine Degradation unter Wüstenbedingungen zu verhindern.
Die Wahl der richtigen Behandlung: 5 kritische Faktoren
Umweltexposition
Die Teststunden im Salzsprühnebel korrelieren mit der Leistung in der Praxis:Behandlung 500 Stunden 1000 Stunden 2000 Stunden Eloxieren (Typ III) Keine Gruben <5%-Gruben Gescheitert PVDF-Beschichtung Keine Änderung Keine Änderung 20% Glanzverlust Elektrische Anforderungen
Eloxalschichten sind Isolatoren (Durchbruchspannung ~800 V/μm). Für leitende Teile sind nicht poröse chemische Schichten zu verwenden.Thermisches Management
Die schwarze Eloxierung verbessert die Wärmeableitung um 15-20% gegenüber unbehandeltem Aluminium.Ästhetische Ansprüche
Die Pulverbeschichtung bietet mehr als 200 RAL-Farben, während die Eloxierung auf Metallfarben beschränkt ist.Haushaltszwänge
Bei Prototypen kostet die mechanische Endbearbeitung 40% weniger als das vollständige Eloxieren.
Häufige Fehler, die wir beobachtet haben
Vorbehandlung ignorieren
Ein Kunde ließ die alkalische Reinigung vor der Pulverbeschichtung aus, was dazu führte, dass 30% nicht haftete. Immer:- Entfetten
- Ätzen
- Desmut
Thermische Ausdehnung übersehen
Ein 2 Meter langes Aluminiumfassadenpaneel bekam Risse, weil der WAK der Beschichtung nicht mit dem Substrat übereinstimmte. Übereinstimmungskoeffizienten innerhalb von 5%.
Zukünftige Trends in der Aluminium-Oberflächentechnik
Die Lasertexturierung ist auf dem Vormarsch - unser Forschungs- und Entwicklungsteam hat kürzlich mit Femtosekundenlasern hydrophobe Oberflächen mit einem Kontaktwinkel von 160° erzeugt. Dadurch werden bei einigen Anwendungen chemische Beschichtungen überflüssig.
Wie wirkt sich die Herstellung von Aluminiumprofilen auf die Vorlaufzeiten aus?
Haben Sie schon einmal eine Projektverzögerung erlebt, weil Ihre Aluminiumkomponenten Wochen später als versprochen eintrafen? Was ist, wenn schon der Prozess der Herstellung dieser eleganten, kundenspezifischen Profile Ihren Zeitplan in den Wind schlägt? Die Realität sieht so aus, dass es bei der Herstellung von Aluminiumprofilen nicht nur um die Formgebung von Metall geht - es handelt sich um eine Kette von voneinander abhängigen Schritten, bei denen ein Engpass Ihren gesamten Zeitplan zum Entgleisen bringen kann.
Die Herstellung von Aluminiumprofilen wirkt sich durch die Komplexität des Designs, die Vorbereitung der Strangpresswerkzeuge, die Materialbeschaffung und die Nachbearbeitungsanforderungen direkt auf die Durchlaufzeiten aus. Die Optimierung dieser Phasen - wie die Verwendung standardisierter Werkzeugkonstruktionen oder die Zusammenarbeit mit vertikal integrierten Lieferanten - kann die Verzögerungen um bis zu 40% reduzieren.

Die Gleichung der Vorlaufzeit aufschlüsseln
Um zu verstehen, warum sich Aluminiumprofile auf die Projektlaufzeiten auswirken, sollten wir den Herstellungsprozess genauer unter die Lupe nehmen.
Stufe 1: Entwurfsvalidierung (5-12 Tage)
Jedes kundenspezifische Profil beginnt mit einer CAD-Validierung. Selbst kleine Konstruktionsfehler führen später zu kostspieligen Verzögerungen. Ein Beispiel:
| Gestaltungsfaktor | Zeitliche Auswirkungen | Kostenmultiplikator |
|---|---|---|
| Wandstärke <3mm | +3 Tage (Umgestaltung der Form) | 1.7x |
| Innenkanäle ohne Entformungsschrägen | +6 Tage (Wiederholungen der Simulation) | 2.4x |
| Nicht genormte Toleranzen (±0,05 mm) | +4 Tage (Prozessrekalibrierung) | 1.9x |
Bei PTSMAKE haben wir diese Phase bei 80%-Projekten auf 72 Stunden verkürzt, indem wir KI-gesteuerte fertigungsgerechtes Design7 Kontrollen während des Prototyping.
Phase 2: Entwicklung der Würfel (7-21 Tage)
Strangpresswerkzeuge sind das Herzstück der Profilherstellung. Drei kritische Faktoren dominieren diese Phase:
Auswahl des Matrizenmaterials
H13-Stahlformen halten länger, benötigen aber 14 Tage für die Bearbeitung. Die billigeren SKD61-Alternativen sparen anfangs 5 Tage, erfordern aber 30% mehr Ausfallzeiten bei der Wartung.Toleranz Stack-Ups
Für ein Profil, das eine Rundlaufgenauigkeit von ±0,1 mm erfordert, werden Werkzeuge mit einer Genauigkeit von ±0,03 mm benötigt - das bedeutet 4 Tage CNC-Schleifen.Prüfzyklen
Bei Versuchen zur Extrusion der ersten Partikel werden oft Ungleichgewichte im Fluss festgestellt. Unsere Daten zeigen:- 63% der neuen Werkzeuge erfordern ≥2 Anpassungen
- Jede Anpassung erhöht den Zeitaufwand um 2,5 Tage.
Stufe 3: Extrusionsverfahren (3-10 Tage)
Hier trifft die Physik auf die Logistik:
| Kompromiss zwischen Geschwindigkeit und Qualität | Legierung | Maximale Geschwindigkeit (m/min) | Defektrate bei maximaler Geschwindigkeit |
|---|---|---|---|
| 6061 | 18 | 12% | |
| 6063 | 22 | 8% | |
| 6005A | 15 | 15% |
Bei einer Höchstgeschwindigkeit von 85% werden Fehler um die Hälfte reduziert, die Produktionszeit jedoch um 20% verlängert. Unsere Lösung? Thermische Überwachung in Echtzeit, um die Geschwindigkeit sicher zu erhöhen.
Phase 4: Nachbearbeitung (2-15 Tage)
Oberflächenbehandlungen werden oft zu versteckten Zeitfressern:
- Eloxieren: 48 Stunden für Klasse II (25µm)
- Pulverbeschichtung: 72 Stunden mit Aushärtung
- Chemischer Film (Alodine): 24 Stunden
Bei einem Projekt für ein medizinisches Gerät konnten wir im letzten Quartal 11 Tage einsparen, indem wir das mechanische Bürsten mit dem Laserätzen anstelle der herkömmlichen Eloxierung kombinierten.
Die versteckten Schuldigen: Was den meisten Ingenieuren entgeht
Vier übersehene Faktoren beeinflussen die Durchlaufzeiten unverhältnismäßig stark:
Papierkram für die Zertifizierung
ITAR-konforme Profile für die Luft- und Raumfahrt benötigen allein für die Dokumentation 7-10 Tage. Unser automatisiertes Compliance-System verkürzt diese Zeit auf 48 Stunden.Komplexität der Verpackung
Der schaumgetrennte Versand für kratzempfindliche Profile dauert 2 Tage länger als die Standardpalettierung.Rückverfolgbarkeit der Lose
Die vollständige Rückverfolgbarkeit nach ASTM E2376 verlängert die QS-Zeit um 30%, verhindert aber 92% Streitigkeiten nach der Lieferung.Klimatisierung
Die sommerliche Luftfeuchtigkeit in Südchina verlängert die Trocknungszyklen um 18 Stunden - wir gleichen dies mit entfeuchteten Produktionszellen aus.
Fallstudie: Zeitleiste für Autobatteriegehäuse
Ein kürzlich durchgeführtes Projekt für einen Batterieträger für Elektrofahrzeuge zeigt, wie strategische Planung die Vorlaufzeiten verkürzt:
| Phase | Traditioneller Zeitstrahl | Optimierte Zeitleiste |
|---|---|---|
| Gestaltung | 14 Tage | 6 Tage (DFM gleichzeitige Entwicklung) |
| Formenbau | 21 Tage | 12 Tage (modulare Würfelblöcke) |
| Extrusion | 8 Tage | 5 Tage (Legierung 6061-T6 vorgealtert) |
| Bearbeitung | 10 Tage | 7 Tage (5-Achsen-Simultanfräsen) |
| Beschichtung | 9 Tage | 4 Tage (UV-gehärtete Keramikbeschichtung) |
| Insgesamt | 62 Tage | 34 Tage (-45%) |
Das Wichtigste: 72% der Zeitersparnis kam von vorgelagerten Entscheidungen, nicht von schnelleren Maschinen.
Wenn Schneller nicht besser ist: Realitäten der Qualitätsprüfung
Wer Aluminiumprofile übereilt, riskiert katastrophale Ausfälle. Letztes Jahr wechselte ein Kunde zu einem Lieferanten mit "7-Tage-Garantie". Das Ergebnis?
- 23% der Profile sind bei der Ultraschallprüfung durchgefallen
- $182k in Linie Ausfallzeit
- 6-wöchige Erholungsverzögerung
Unser gestaffeltes Inspektionsprotokoll dauert 2-3 Tage länger, aber 99,6% der Mängel werden frühzeitig erkannt:
- 100% Maßkontrollen nach dem Strangpressen
- Wirbelstromprüfung auf Risse
- Probenahme für den Salzsprühtest
Ihre Checkliste zur Optimierung der Durchlaufzeit
Ein Gleichgewicht zwischen Geschwindigkeit und Zuverlässigkeit:
- Fordern Sie vor der Angebotsabgabe Zeichnungen an
- Annehmbare Oberflächengütebereiche angeben (RA 0,8-3,2µm)
- Vorabgenehmigung von Lieferanten für Sekundärprozesse
- Bestellung 10% Überschuss für zerstörende Prüfung
- Zahlungsbedingungen mit Meilensteinlieferungen abstimmen
Wir von PTSMAKE haben Kunden wie Nimble Robotics dabei geholfen, durch integrierte Prozessabbildung eine 98% termingerechte Lieferung von kundenspezifischen Aluminiumprofilen zu erreichen - selbst bei Vorlaufzeiten von 15 Tagen. Das Geheimnis? Die Verkürzung der Vorlaufzeit als System zu behandeln, nicht nur als Sprint.
Welche Kostenfaktoren sollten bei Aluminiumprofilen berücksichtigt werden?
Haben Sie bei der Bestellung von kundenspezifischen Aluminiumprofilen schon einmal unerwartete Budgetüberschreitungen erlebt? Was wäre, wenn versteckte Kosten - wie Materialabfall oder Lieferverzögerungen - die Rentabilität Ihres Projekts stillschweigend untergraben würden? Diese Probleme sind nicht selten. Ingenieure und Beschaffungsteams haben oft Mühe, Qualität, Vorlaufzeit und Kosten in Einklang zu bringen, ohne einen klaren Rahmen zu haben.
Bei der Beschaffung von Aluminiumprofilen sind die wichtigsten Kostenfaktoren die Materialqualität, die Komplexität des Strangpressens, die Oberflächenbehandlung, die Anforderungen an die Werkzeuge, das Auftragsvolumen und die Logistik. Die Optimierung dieser Elemente gewährleistet Kosteneffizienz ohne Leistungseinbußen.

Aufschlüsselung der Kostentreiber
1. Materialauswahl: Mehr als nur "Aluminium"
Aluminiumlegierungen unterscheiden sich stark in Kosten und Leistung. 6061-T6 ist beispielsweise wegen seiner Schweißbarkeit und Festigkeit beliebt, während 7075 eine höhere Zugfestigkeit bietet, aber 30-40% mehr kostet.
| Legierung Typ | Kosten pro kg (USD) | Gemeinsame Anwendungen |
|---|---|---|
| 6061-T6 | $3.20–$3.80 | Strukturelle Rahmen, Automobilteile |
| 7075-T6 | $4.50–$5.20 | Komponenten für die Luft- und Raumfahrt, hochbeanspruchte Vorrichtungen |
| 3003-H14 | $2.90–$3.30 | Dekorative Verkleidungen, HVAC-Systeme |
Bei PTSMAKE verwenden wir rechnergestützte Materialoptimierung8 um die Legierungseigenschaften mit den Projektanforderungen abzustimmen und Über- oder Unterspezifikationen zu vermeiden.
2. Komplexität der Extrusion: Geometrie diktiert die Kosten
- Hohlprofile vs. Vollprofile: Hohle Formen erfordern komplexere Werkzeuge und langsamere Strangpressgeschwindigkeiten.
- Toleranzanforderungen: Engere Toleranzen (±0,1mm vs. ±0,5mm) können die Werkzeugkosten um 15-25% erhöhen.
- Wanddicke: Bei gleichmäßigen Wänden unter 1,5 mm können spezielle Pressen erforderlich sein.
3. Oberflächenveredelung: Der versteckte Kostenmultiplikator
Eine gebürstete Oberfläche kostet $0,80-$1,20 pro Laufmeter, während die Eloxierung Typ III (Hartschicht) $2,50-$4,00 kostet. Bei Projekten, die Korrosionsbeständigkeit erfordern, bietet die Pulverbeschichtung oft eine bessere Rendite als die stromlose Beschichtung.
4. Werkzeugbau: Einmalige Kosten mit langfristiger Wirkung
Eine einfache Extrusionsdüse kostet $800-$1.500, aber Profile mit mehreren Kavitäten oder engen Radien können $3.000 übersteigen. Bei Aufträgen mit geringen Stückzahlen (<5.000 Stück) sollten Sie modulare Werkzeuge in Betracht ziehen, um die Vorlaufkosten auf mehrere Projekte zu verteilen.
5. Auftragsvolumen: Das Paradoxon der Größenvorteile
Großbestellungen senken zwar die Kosten pro Einheit, aber bedenken Sie:
- Lagerkosten für überschüssige Bestände
- Obsoleszenzrisiko bei Produktüberarbeitungen
- MOQ-Flexibilität (PTSMAKE bietet 500-Stück-Chargen für die Prototypenherstellung)
6. Sekundäre Operationen: Nachbearbeitung nicht vernachlässigen
- CNC-Bearbeitung für Gegenlaufflächen: $12-$18/Stunde
- Wärmebehandlung für T6-Anlass: $1.20-$2.00/kg
- Präzisionsschnitt-Toleranz: ±0,2 mm Standard vs. ±0,05 mm Premium
Tipps zur strategischen Kostenoptimierung
A. Design for Manufacturability (DFM) Frühzeitig
Beziehen Sie Ihren Lieferanten bei der CAD-Konstruktion mit ein. Einfache Änderungen - wie die Vergrößerung der Eckenradien von 1 mm auf 1,5 mm - können den Werkzeugverschleiß um 40% reduzieren.
B. Kreative Nutzung von Standardprofilen
Kombinieren Sie anstelle von Sonderformen Standard-U-Kanäle und -Winkel. Wir haben einem Kunden aus der Robotik geholfen, die Kosten um 22% zu senken, indem wir 80/20 stranggepresste Schienen verwendet haben.
C. Regionale Logistik Mathematik
Verschiffung von 20-Fuß-Containern aus Asien an die US-Westküste:
- Standardvorlaufzeit: 35 Tage bei $2.800
- Eilverfahren: 18 Tage bei $4,500
Bei dringenden Bestellungen unter 500 kg kann die Luftfracht weniger kosten als eine verzögerte Produktion.
Wann sollte man in kundenspezifische Werkzeuge investieren?
Verwenden Sie diese Entscheidungsmatrix:
| Auftragsvolumen | Profil-Komplexität | Empfohlener Ansatz |
|---|---|---|
| <1.000 Einheiten | Hoch | Vorhandene Matrizen ändern |
| 1k-5k Einheiten | Mittel | Modularer Werkzeugbau |
| >5k Einheiten | Niedrig | Vollständig benutzerdefinierter Stempel |
Der Faktor Nachhaltigkeit
Recyceltes Aluminium (Sorte 6063) kostet 8-12% weniger als neues Material. Mit der richtigen rechnergestützte Materialoptimierung8Die Ausschussrate kann von branchenüblichen 15% auf unter 7% gesenkt werden.
Bei PTSMAKE kombinieren wir ISO 9001-zertifizierte Prozesse mit KI-gestützter Kostenmodellierung, um Aluminiumprofile zu liefern, die sowohl den technischen Spezifikationen als auch den Budgetvorgaben entsprechen. Unsere Kunden aus den Bereichen Automatisierung und Medizintechnik erzielen durchgängig 12-18% Kosteneinsparungen durch ganzheitliche Optimierung der Lieferkette.
Wie kann man die Lebensdauer von Aluminiumprofilen erhalten und verlängern?
Haben Sie schon einmal beobachtet, wie Aluminiumprofile trotz aller Bemühungen vorzeitig korrodieren? Oder hatten Sie mit verzogenen Bauteilen zu kämpfen, die den Zeitplan für die Produktion ins Wanken brachten? Diese Frustrationen sind nicht nur kostspielig, sondern offenbaren auch Lücken im Verständnis, wie sich Aluminium unter realen Bedingungen verhält.
Die ordnungsgemäße Wartung von Aluminiumprofilen kombiniert proaktive Reinigung, Schutzbeschichtungen, Belastungsoptimierung und Umweltkontrolle. Durch die Behandlung von Mechanismen der Oberflächenverschlechterung und strukturellen Belastungsmustern können Sie die Lebensdauer um 40-60% verlängern und gleichzeitig die Ersatzteilkosten senken.
Drei Säulen der Langlebigkeit von Aluminiumprofilen
1. Strategien für den Oberflächenschutz
Die natürliche Oxidschicht des Aluminiums bietet nur begrenzten Schutz. Industrielle Umgebungen beschleunigen galvanische Korrosion9 durch:
| Bedrohung | Aufpralltiefe | Prävention Methode |
|---|---|---|
| Salzwasser-Exposition | 0,5-2mm/Jahr | Eloxieren + Epoxidbeschichtung |
| Saure Verunreinigungen | Lochfraß an der Oberfläche | pH-neutrale Reiniger |
| Abrasive Partikel | Kratzpfade | Regelmäßiges Ausblasen mit Druckluft |
Bei PTSMAKE haben wir festgestellt, dass die Hartschicht-Eloxierung des Typs III (25-50μm) die Salzsprühnebelbeständigkeit von 168 Stunden auf mehr als 1.000 Stunden bei Schiffsanwendungen erhöht.
2. Strukturelles Lastmanagement
Vier kritische Belastungsfaktoren, die oft übersehen werden:
2.1 Dynamische und statische Belastung
- Zyklische Belastung: Die Ermüdungsfestigkeit von Aluminium 30% sinkt nach 10^7 Zyklen
- Lösung: Finite-Elemente-Analyse (FEA) zur Identifizierung von Spannungserhöhungen
2.2 Kompensation der Wärmeausdehnung
- 6061-T6-Legierung dehnt sich 23,6 μm/m-°C
- Fallstudie: Ein Kunde aus der Robotikbranche reduzierte den Gelenkverschleiß um 62%, nachdem er Dehnungsfugen eingeführt hatte, die mit Hilfe des Verfahrens berechnet wurden:
Spalt (mm) = Länge (m) × ΔT (°C) × 0,0236
3. Rahmen für die Umweltkontrolle
3.1 Schwellenwerte für die Luftfeuchtigkeit
- <60% RH: Sicher für die meisten Anwendungen
- 60-80% RH: Erfordert Trockenmittelpackungen
80% RH: Obligatorische Klimatisierung
3.2 Chemische Expositionszonen
Unser Team kategorisiert die Risikostufen anhand der in der Luft befindlichen Schadstoffe:
| Zone | Verunreinigungsgrad | Häufigkeit der Inspektion |
|---|---|---|
| Grün | <5 μg/m³ | Vierteljährlich |
| Bernstein | 5-20 μg/m³ | Monatlich |
| Rot | >20 μg/m³ | Wöchentlich |
Optimierung der Wartungsabläufe
Wir verfolgen für unsere Kunden einen 4-Phasen-Ansatz:
Grundlegende Bewertung
- Spektrometeranalyse der Legierungszusammensetzung
- 3D-Scannen für vorhandene Verformungen
Kundenspezifischer Protokollentwurf
- Anpassung der Reinigungsmittel an lokale Schadstoffe
- Anpassung der Schmierintervalle an die Bewegungszyklen
Integration intelligenter Überwachung
- Korrosionssensoren mit 0,1 mm Auflösung
- Schwingungsanalyse zur Früherkennung von Ermüdung
Lebenszyklus-Dokumentation
- Digitale Zwillingsmodelle zur Vorhersage von Degradation
- An tatsächliche Verschleißdaten gebundene Austauschpläne
Wenn eine Reparatur nicht mehr möglich ist
Durch Materialtests haben wir diese Versagensschwellen ermittelt:
- Risse: >0,3 mm Tiefe erfordert Austausch
- Korrosion: >3% Querschnittsflächenverlust
- Abweichung der Ebenheit: >0,15 mm pro 100 mm Länge
Für unternehmenskritische Anwendungen wie Komponenten für die Luft- und Raumfahrt empfehlen wir, 20% früher zu ersetzen als diese Grenzwerte.
Beispiel einer Kosten-Nutzen-Analyse
| Aktion | Vorabkosten | 10-Jahres-Einsparungen |
|---|---|---|
| Basis-Pulverbeschichtung | $1.20/Pfund | $4.50/Pfund |
| Plasma-elektrolytische Oxidation | $3.80/Pfund | $12.70/Pfund |
| Überwachungssystem in Echtzeit | $15k | $83k |
Diese Daten stammen von 37 Kunden aus der Industrie, die wir seit 2020 betreut haben, und zeigen, dass der ROI innerhalb von nur 11 Monaten erreicht wird.
Was sind die nachhaltigen Praktiken bei der Herstellung von Aluminiumprofilen?
Haben Sie sich jemals gefragt, warum einige Hersteller von Aluminiumprofilen konsequent umweltfreundliche Produkte liefern, während andere mit Energieverschwendung und Umweltstrafen zu kämpfen haben? Was unterscheidet eine nachhaltige Produktion von Greenwashing-Behauptungen in dieser sehr ressourcenintensiven Branche?
Die nachhaltige Produktion von Aluminiumprofilen kombiniert die Integration von recyceltem Material, den Einsatz sauberer Energie und geschlossene Kreislaufsysteme, um die Umweltauswirkungen zu minimieren und gleichzeitig die Leistung in Industriequalität zu erhalten. Zu den wichtigsten Praktiken gehören sekundäres Aluminiumschmelzen, solarbetriebene Strangpressverfahren und Wasserrecyclingtechnologien, die Rückgewinnungsraten von bis zu 95% erreichen.
Nachhaltige Aluminiumproduktion aufgeschlüsselt
1. Revolution in der Materialbeschaffung
Vom Bergbau zum Urban Mining
Die Umstellung von neuem Bauxit auf recycelten Aluminiumschrott reduziert nach Angaben des International Aluminum Institute die bergbaubedingte Entwaldung um 42%. Bei PTSMAKE haben wir ein proprietäres Schrottsortiersystem entwickelt, das 27 Legierungstypen durch Laser-induzierte Durchbruchsspektroskopie10und ermöglicht eine präzise Materialrückgewinnung.
| Material Typ | Energieverbrauch (kWh/kg) | CO2-Emissionen (kg/kg) |
|---|---|---|
| Primäraluminium | 55 | 11.2 |
| Recyceltes Aluminium | 5.5 | 0.6 |
Strategien zur Optimierung von Legierungen
Unser Ingenieurteam entwickelt kundenspezifische Legierungen, die die mechanischen Eigenschaften beibehalten und gleichzeitig höhere Verunreinigungswerte zulassen - ein entscheidender Faktor bei der Verwendung von Post-Consumer-Schrott. Ein Beispiel:
- Fensterrahmenprofile aus 80%-Recyclingmaterial
- Automobil-Strukturbauteile mit 60%-Recyclingmischung
- Für die Luft- und Raumfahrt geeignete Legierungen mit 30%-Recyclingmaterial
2. Durchbrüche in der Energieeffizienz
Innovationen im Extrusionsprozess
Moderne Strangpressen erreichen heute eine 30%-Energiesenkung durch:
- Motoren mit variablem Frequenzantrieb (VFD)
- KI-gestützte Heizzonenoptimierung
- Systeme zur Abwärmerückgewinnung
In unserem Werk in Shenzhen haben wir Infrarot-Vorwärmer installiert, die die Erwärmungsenergie für Knüppel um 18% senken und gleichzeitig die Maßgenauigkeit verbessern.
Integration erneuerbarer Energien
Solarthermische Systeme für die Beheizung von Werkzeugen und Photovoltaikanlagen für den Betrieb von Maschinen sind zu kosteneffizienten Lösungen geworden. Ein aktuelles Projekt für einen deutschen Automobilkunden kombiniert:
- 2MW-Solaranlage auf dem Dach
- Wasserstoff-Brennstoffzellen vor Ort
- Integration intelligenter Netze
Mit dieser Konfiguration wurde die Energieunabhängigkeit des 73% im Tageslichtbetrieb erreicht.
3. Wasserwirtschaftliche Systeme
Kühlung im geschlossenen Kreislauf
Moderne Wasseraufbereitungsanlagen ermöglichen:
- 98% Wasserwiederverwendung in Extrusionsprozessen
- Einhaltung der ZLD-Vorschriften (Zero Liquid Discharge)
- pH-neutrales Recycling ohne chemische Zusätze
Das Wasserrückgewinnungssystem unserer Anlage in Dongguan verarbeitet täglich 5.000 Kubikmeter, was der Versorgung von 20.000 Haushalten entspricht.
Techniken zur Regenwassernutzung
Innovative Auffangsysteme sammeln und filtern Regenwasser für produktionsfremde Zwecke:
- Landschaftliche Bewässerung
- Kühlturm Nachspeisung
- Reinigung der Ausrüstung
4. Aufwertung von Abfallströmen
Verwertung von Nebenerzeugnissen
Zuvor deponierte Materialien finden nun neue Anwendungen:
- Aluminiumkrätze → Zementzusatzstoff
- Schneideschlamm → 3D-Druckpulver
- Thermoöl → Straßenbaumaterial
Verpackungs-Innovationen
Wir haben die Einweg-Holzkisten durch:
- Recycelbare Aluminium-Faltbehälter
- Biologisch abbaubare Polsterung auf Pilzbasis
- RFID-verfolgte wiederverwendbare Systeme
5. Umsetzung der Ökobilanz (LCA)
Moderne Nachhaltigkeit erfordert datengestützte Entscheidungen. Unser Team führt Analysen von der Wiege bis zur Bahre durch, die Folgendes berücksichtigen:
- Kohlenstoff-Fußabdruck in den Lieferketten
- Recycelbarkeit am Ende des Lebenszyklus
- Auswirkungen auf den Verkehr
Bei einem kürzlich durchgeführten Projekt für medizinische Geräte ergab die Ökobilanz, dass lokale Recyclingzentren die Gesamtemissionen im Vergleich zur zentralen Verarbeitung um 41% senken könnten.
6. Zertifizierung und Einhaltung
Wichtige Normen für eine nachhaltige Produktion:
| Standard | Schwerpunktbereich | Compliance-Vorteil |
|---|---|---|
| ASI-Leistung | Verantwortungsvolle Beschaffung | EU-Marktzugang |
| ISO 14001 | Umweltmanagement | Operative Effizienz |
| Von der Wiege zur Wiege | Materielle Gesundheit | Markendifferenzierung |
Unsere Anlagen verfügen über 12 internationale Zertifizierungen, die sicherstellen, dass unsere Kunden die strengen Nachhaltigkeitsanforderungen erfüllen - von Kaliforniens AB 262 bis zum deutschen Lieferkettengesetz.
7. Fallstudie: Produktion von Batterierahmen für Elektrofahrzeuge
Eine kürzlich erfolgte Zusammenarbeit mit einem Hersteller von Elektrofahrzeugen hat gezeigt, wie nachhaltige Praktiken in der Praxis aussehen:
- 65% Gehalt an recyceltem Aluminium
- Solarbetriebene Extrusionsanlage
- Wasserlose Oberflächenbehandlung
- Geschlossenes Schneidsystem
Ergebnisse:
- 48% geringerer Kohlenstoff-Fußabdruck
- 92% Materialnutzungsgrad
- 35% schnellerer Produktionszyklus
8. Künftige Trends bei grünem Aluminium
Aufstrebende Technologien werden die Branche verändern:
- Wasserstoffbefeuerte Glühöfen
- Blockchain-Materialrückverfolgung
- KI-gesteuerte Energieoptimierung
- Trennmittel auf biologischer Basis
Bei PTSMAKE testen wir derzeit Systeme zur Kohlenstoffabscheidung, mit denen CO2-Emissionen in Rohstoffe für die Bauindustrie umgewandelt werden können - ein potenzieller Wegbereiter für eine kohlenstoffnegative Produktion.
Erfahren Sie, wie sich die Versetzungstheorie auf Ihre Konstruktionen auswirkt - kontaktieren Sie PTSMAKE für einen kostenlosen Leitfaden zur Materialauswahl. ↩
Erfahren Sie, wie fortschrittliche Oberflächenbehandlungen die Leistung Ihrer Produkte verbessern können. ↩ ↩
Erfahren Sie, wie sich die Wärmeleitfähigkeit auf die Leistung von Elektrofahrzeugen und die Materialauswahl auswirkt. ↩
Erfahren Sie, wie fortschrittliche Wärmebehandlungsverfahren die Leistung von Aluminium in hochbelasteten Umgebungen verbessern. ↩
Erfahren Sie, wie fortschrittliche Oberflächenbehandlungen die Haltbarkeit von Aluminiumprofilen in rauen Umgebungen verbessern. ↩
Erfahren Sie, wie die Finite-Elemente-Analyse die Beschichtungsleistung in kritischen Anwendungen optimiert. ↩
Erfahren Sie in unserem kostenlosen Leitfaden, wie sich die Vorlaufzeiten für Aluminiumprofile um 30% reduzieren lassen. ↩
Erfahren Sie, wie die rechnergestützte Modellierung den Materialabfall reduziert - klicken Sie hier, um eine kostenlose DFM-Analyse anzufordern. ↩ ↩
Galvanische Korrosion tritt auf, wenn sich ungleiche Metalle in Elektrolyten berühren. Klicken Sie hier, um unsere Checkliste zum Korrosionsschutz herunterzuladen. ↩
Die Laser-Emissionsspektroskopie ermöglicht eine präzise Materialidentifizierung, die für die Aufrechterhaltung der Legierungsintegrität bei recyceltem Aluminium entscheidend ist. ↩






