

Haben Sie schon einmal versucht, jemandem, der Präzisionsteile benötigt, zu erklären, was CNC-Drehen ist? Es ist frustrierend, wenn sie diesen wichtigen Fertigungsprozess nicht verstehen. Viele Unternehmen haben mit Qualitätsproblemen und uneinheitlichen Ergebnissen zu kämpfen, weil ihnen das Wissen über richtige Drehtechniken fehlt.
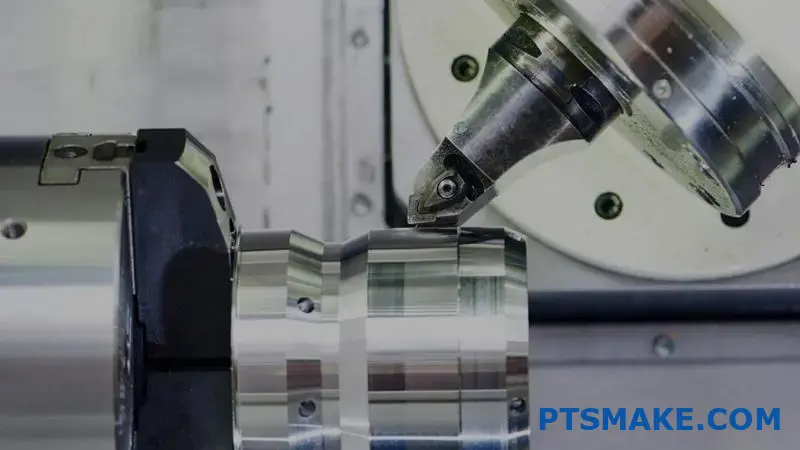
CNC-Drehen ist ein Bearbeitungsprozess, bei dem ein Schneidwerkzeug Material von einem rotierenden Werkstück abträgt, um zylindrische Teile mit präzisen Abmessungen herzustellen. Die computergesteuerte Drehmaschine folgt programmierten Anweisungen, um komplexe Formen mit außergewöhnlicher Genauigkeit und Wiederholbarkeit herzustellen.
Ich habe gesehen, wie Unternehmen ihre Produktionskapazitäten verändert haben, nachdem sie das CNC-Drehen richtig verstanden hatten. Diese Technologie hat die Art und Weise, wie wir bei PTSMAKE Teile herstellen, revolutioniert. Lassen Sie mich Ihnen alles erklären, was Sie über CNC-Drehen wissen müssen - von den Grundlagen bis hin zu den fortschrittlichen Anwendungen, die für Ihr nächstes Projekt perfekt sein könnten.
Was ist der Unterschied zwischen CNC-Fräsen und CNC-Drehen?
Waren Sie schon einmal unsicher, welches CNC-Bearbeitungsverfahren Sie für Ihr Projekt wählen sollen? Vielleicht haben Sie Angebote sowohl für das Fräsen als auch für das Drehen erhalten, sind sich aber nicht sicher, welches Verfahren für Ihr spezielles Werkstückdesign die besten Ergebnisse liefern würde? Diese Verwirrung ist häufiger, als Sie vielleicht denken.
Beim CNC-Fräsen wird das Material mit rotierenden Schneidwerkzeugen abgetragen, während das Werkstück stehen bleibt. Beim CNC-Drehen hingegen wird das Werkstück gegen ein feststehendes Schneidwerkzeug gedreht. Das Fräsen eignet sich hervorragend für die Herstellung komplexer Formen mit ebenen Oberflächen, während das Drehen ideal für zylindrische Teile mit Rotationssymmetrie ist.
Verständnis der Grundlagen der CNC-Bearbeitung
Die CNC-Bearbeitung hat die Fertigung revolutioniert, indem sie den Prozess der Herstellung präziser Teile aus verschiedenen Materialien automatisiert hat. Im Kern nutzt die CNC-Technologie (Computer Numerical Control) die Computerprogrammierung, um die Bewegung der Maschinen zu steuern, was eine konsistente, genaue Produktion ohne ständige menschliche Eingriffe ermöglicht.
Wenn man über CNC-Bearbeitungsoptionen nachdenkt, stechen Fräsen und Drehen als die beiden gängigsten Verfahren hervor. Zwar wird bei beiden Verfahren Material abgetragen, um fertige Teile zu erzeugen, aber sie arbeiten nach grundlegend unterschiedlichen Prinzipien. Lassen Sie uns diese Unterschiede aufschlüsseln, um Ihnen zu helfen, fundierte Entscheidungen für Ihr nächstes Projekt zu treffen.
CNC-Fräsen: Verfahren und Möglichkeiten
Beim CNC-Fräsen wird das Werkstück auf einem Tisch befestigt, während rotierende Schneidwerkzeuge das Material abtragen. Die Fräsmaschine kann das Schneidwerkzeug in mehreren Achsen bewegen (in der Regel 3-5 Achsen bei modernen Maschinen), wodurch komplexe Geometrien und Merkmale möglich sind.
Hauptmerkmale des CNC-Fräsens
- Mehrere Schneideoberflächen: Fräswerkzeuge haben mehrere Schneidkanten, die intermittierend in das Werkstück eingreifen
- Vielseitige Materialentfernung: Kann flache Oberflächen, Konturen, Schlitze, Taschen und 3D-Formen erstellen
- Unterbrochene Schneideaktion: Das Werkzeug kontaktiert und löst sich wiederholt vom Material
Das Fräsen ist besonders effektiv bei Teilen mit komplexen Merkmalen wie quadratischen Schultern, flachen Oberflächen und komplizierten Geometrien. Meiner Erfahrung nach setzen wir bei PTSMAKE das Fräsen häufig für Komponenten ein, die enge Toleranzen bei nicht zylindrischen Merkmalen erfordern.
CNC-Drehen: Verfahren und Möglichkeiten
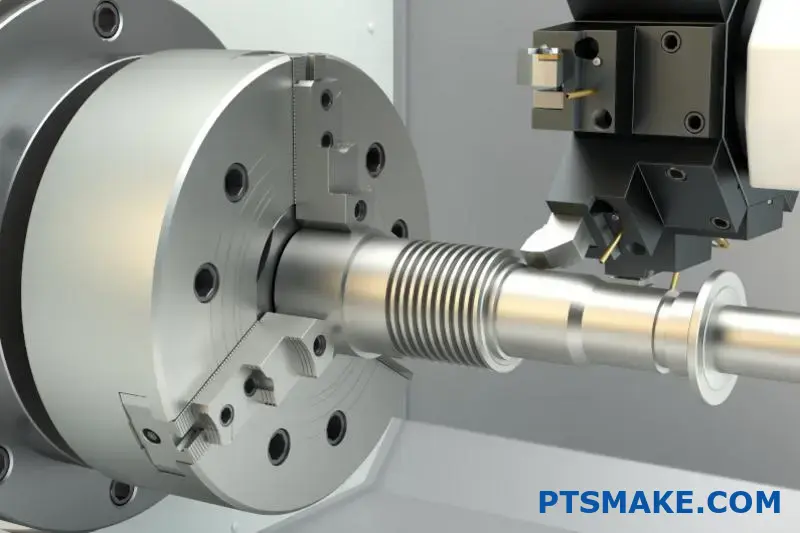
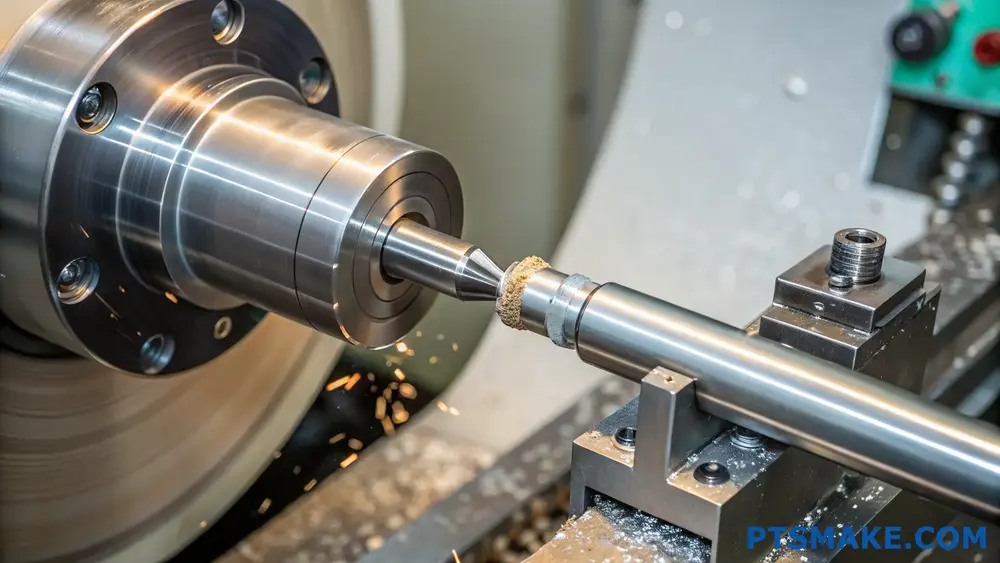
Beim Drehen wird das Werkstück mit hoher Geschwindigkeit gedreht, während ein feststehendes Schneidwerkzeug das Material abträgt. Dieser Prozess unterscheidet sich grundlegend vom Fräsen, da sich das Werkstück bewegt, während das Werkzeug relativ fest bleibt (obwohl es sich entlang von Achsen bewegen kann, um verschiedene Profile zu erzeugen).
Hauptmerkmale des CNC-Drehens
- Kontinuierliche Schneideaktion: Das Werkzeug bleibt in ständigem Kontakt mit dem rotierenden Werkstück
- Rotationssymmetrie: Erzeugt in erster Linie zylindrische oder konische Merkmale
- Ein-Punkt-Schneiden: Verwendet in der Regel Werkzeuge mit einer einzigen Schneide
Bei PTSMAKE empfehlen wir das Drehen für Teile mit Rotationssymmetrie1 und zylindrische Merkmale wie Wellen, Stifte und mechanische Komponenten.
Vergleichende Analyse: Fräsen vs. Drehen
Um die wichtigsten Unterschiede zwischen diesen Verfahren zu verdeutlichen, habe ich diese vergleichende Tabelle erstellt:
| Merkmal | CNC-Fräsen | CNC-Drehen |
|---|---|---|
| Bewegung des Werkstücks | Stationär | Dreht |
| Werkzeug-Bewegung | Dreht sich und bewegt sich entlang von Achsen | Stationär (bewegt sich entlang der Achsen) |
| Ideale Teilegeometrie | Komplexe Formen, flache Oberflächen, Taschen | Zylindrische, konische Formen |
| Typische Toleranzen | ±0,001" bis ±0,005" | ±0,0005" bis ±0,003" |
| Oberflächenbehandlung | 16-125 μin Ra | 8-63 μin Ra |
| Produktionsgeschwindigkeit | Mäßig bis langsam | Schnell für einfache Teile |
| Material Vielseitigkeit | Ausgezeichnet für die meisten Materialien | Gut, aber mit einigen Einschränkungen |
Materielle Erwägungen
Beide Verfahren können eine breite Palette von Materialien verarbeiten, aber es gibt einige wichtige Unterschiede:
Materialien zum Fräsen
- Hervorragend geeignet für harte Materialien wie rostfreien Stahl und Titan
- Ideal für Kunststoffe, Aluminium und andere Nichteisenmetalle
- Effiziente Bearbeitung von Materialien mit ungleichmäßiger Härte
Materialien zum Drehen
- Ideal für gleichmäßige Materialien, die sauber geschnitten werden
- Besonders wirksam bei Messing, Aluminium und Baustahl
- Kann bei sehr harten oder spröden Materialien Probleme bereiten, sofern keine speziellen Werkzeuge verwendet werden
Kosten- und Effizienz-Faktoren
Wenn ich Kunden bei PTSMAKE bei der Wahl zwischen Fräsen und Drehen helfe, berücksichtige ich mehrere Kosten- und Effizienzfaktoren:
- Produktionsvolumen: Drehen ist oft kostengünstiger für die Großserienfertigung einfacher zylindrischer Teile
- Einrichtungszeit: Das Fräsen erfordert in der Regel komplexere Vorrichtungen und Einstellungen
- Materialabfälle: Beim Drehen entsteht im Allgemeinen weniger Materialabfall bei zylindrischen Teilen.
- Oberflächenbehandlung: Beim Drehen werden oft bessere Oberflächen mit weniger Arbeitsgängen erzielt
Bei vielen Projekten geht es nicht um ein Entweder-Oder, sondern um die Entscheidung, welches Verfahren für verschiedene Merkmale desselben Teils eingesetzt werden soll. Wir kombinieren häufig beide Verfahren mit Fräs-Dreh-Maschinen, um optimale Ergebnisse zu erzielen und gleichzeitig die Produktionszeit und -kosten zu minimieren.
Die richtige Wahl für Ihr Projekt treffen
Die Wahl zwischen Präzisions-CNC-Drehen und -Fräsen sollte sich nach der Geometrie Ihres Teils, den Toleranzanforderungen und dem Produktionsvolumen richten. Für Teile mit hauptsächlich zylindrischen Merkmalen ist das Drehen in der Regel die bessere Option. Für Teile mit flachen Oberflächen, Taschen und komplexen Geometrien ist das Fräsen in der Regel die richtige Wahl.
Bei PTSMAKE analysieren wir jedes Projekt individuell, um die am besten geeignete Bearbeitungsstrategie zu empfehlen. Manchmal bedeutet dies den Einsatz beider Verfahren, um ein optimales Gleichgewicht zwischen Qualität, Kosten und Vorlaufzeit zu erreichen.
Verständnis der gängigen CNC-Drehtoleranznormen und -anforderungen
Haben Sie schon einmal präzisionsgedrehte Teile erhalten, die bei der Endkontrolle oder Montage versagt haben? Oder haben Sie Stunden damit verbracht, herauszufinden, warum Komponenten, die eigentlich perfekt zusammenpassen sollten, in Ihrer Hochpräzisionsanwendung Ausrichtungsprobleme verursachen? Missverständnisse in Bezug auf Toleranzen können Projekte zum Scheitern bringen, Markteinführungen verzögern und Ihren Gewinn erheblich beeinträchtigen.
Die CNC-Drehtoleranzen für hochpräzise Anwendungen liegen in der Regel zwischen ±0,0005" und ±0,001" (0,0127 mm bis 0,0254 mm). Diese engen Toleranzen sind für die Luft- und Raumfahrt, medizinische Geräte und Präzisionsinstrumente unerlässlich, bei denen die Passform und Funktionalität der Komponenten von einer außergewöhnlichen Maßgenauigkeit abhängen.
Standard-Toleranzklassifikationen für CNC-Drehen
Bei der Diskussion über CNC-Präzisionsdrehtoleranzen ist es wichtig, die etablierten Klassifizierungssysteme zu verstehen. Die am weitesten anerkannte Norm ist das ISO-System, das die Toleranzen in verschiedene Klassen von IT01 (am genauesten) bis IT16 (am wenigsten genau) einteilt. Bei hochpräzisen Anwendungen arbeiten wir normalerweise mit den Klassen IT5 bis IT7.
In meinen Jahren bei PTSMAKE habe ich festgestellt, dass viele Ingenieure engere Toleranzen als nötig festlegen, was die Kosten in die Höhe treibt, ohne einen funktionalen Mehrwert zu schaffen. Die Kenntnis dieser Normen hilft, diesen häufigen Fehler zu vermeiden.
ISO-Toleranzklasseneinteilungen
Das ISO-Gütesystem bietet einen systematischen Ansatz zur Spezifikation von Toleranzen. Im Folgenden finden Sie eine Aufschlüsselung der beim Präzisionsdrehen häufig verwendeten Güteklassen:
| ISO-Klasse | Typischer Toleranzbereich | Gemeinsame Anwendungen |
|---|---|---|
| IT5 | ±0,0002" (0,005mm) | Präzisionslehren, Messgeräte |
| IT6 | ±0,0003" (0,008mm) | Präzisionslager, Hydraulikkomponenten |
| IT7 | ±0,0005" (0,013mm) | Hochpräzise Wellen, medizinische Geräte |
| IT8 | ±0,0008" (0,02mm) | Automobilteile, allgemeiner Maschinenbau |
| IT9 | ±0,0012" (0,03mm) | Bearbeitete Standardteile |
Bei der Kommunikation mit den Herstellern bietet die Angabe der ISO-Norm einen klaren, international anerkannten Standard, der Unklarheiten über die Erwartungen beseitigt.
Materialspezifische Toleranzbetrachtungen
Nicht alle Materialien können die gleichen Toleranzwerte mit gleichbleibender Zuverlässigkeit erreichen. Dies ist einer der am häufigsten übersehenen Aspekte der Toleranzspezifikation, auf den ich bei der Überprüfung von Kundenanforderungen stoße.
Werkstoffe mit hohen Wärmeausdehnungskoeffizienten wie Aluminium erfordern unter Umständen großzügigere Toleranzen als Werkstoffe wie Edelstahl oder Titan. Die metallurgische Stabilität2 Die Beschaffenheit des Materials wirkt sich direkt darauf aus, wie eng die Toleranzen im Laufe der Zeit und bei unterschiedlichen Umweltbedingungen eingehalten werden können.
Beim Drehen von Teilen aus 6061er Aluminium beispielsweise empfehlen wir für kritische Abmessungen in der Regel Toleranzen von nicht mehr als ±0,0008", während Edelstahl 304 in vielen Fällen zuverlässig ±0,0005" einhalten kann.
Empfehlungen für materialbasierte Toleranzen
Auf der Grundlage unserer Produktionserfahrung bei PTSMAKE finden Sie hier praktische Toleranzrichtlinien für gängige Materialien in Präzisionsanwendungen:
| Material | Praktische Mindesttoleranz | Überlegungen |
|---|---|---|
| Aluminium | ±0,0008" (0,02mm) | Höhere Wärmeausdehnung, weicheres Material |
| Rostfreier Stahl | ±0,0005" (0,013mm) | Gute Stabilität, schwieriger zu bearbeiten |
| Messing | ±0,0006" (0,015mm) | Ausgezeichnete Bearbeitbarkeit, mäßige Stabilität |
| Titan | ±0,0005" (0,013mm) | Hervorragende Stabilität, schwierig zu bearbeiten |
| Kunststoffe (PEEK, Delrin) | ±0,001" (0,025mm) | Feuchtigkeitsaufnahme, Wärmeausdehnung |
Merkmalsspezifische Toleranzanforderungen
Verschiedene geometrische Merkmale haben unterschiedliche Fähigkeiten, wenn es um die Einhaltung enger Toleranzen geht. Meiner Erfahrung nach trennt dieses nuancierte Verständnis unerfahrene Konstrukteure von erfahrenen Ingenieuren.
Für hochpräzise Drehteile sollten Sie diese merkmalspezifischen Richtlinien beachten:
- Außendurchmesser: Generell geeignet für engste Toleranzen (±0,0005")
- Innendurchmesser: Etwas ungenauer als externe Merkmale (±0,0007")
- Tiefen und Längen: Präzise Kontrolle ist schwieriger (±0,001")
- Fäden: In der Regel durch Klassenpassung und nicht durch Dezimaltoleranzen spezifiziert
- Oberflächenbehandlung: Direkter Zusammenhang mit der Toleranzfähigkeit (feinere Oberflächen ermöglichen engere Toleranzen)
Als ich kürzlich eine Präzisionswelle für ein medizinisches Gerät entwarf, empfahl ich, die Toleranzen nur an den kritischen Lagerflächen zu verschärfen und die Toleranzen an weniger funktionalen Merkmalen zu lockern. Dieser Ansatz senkte die Herstellungskosten um 23%, ohne die Leistung zu beeinträchtigen.
Wirtschaftliche Auswirkungen der Toleranzspezifikation
Es besteht ein direkter Zusammenhang zwischen Toleranzanforderungen und Herstellungskosten. Diese Beziehung ist nicht linear - sie ist exponentiell. Bei PTSMAKE zeigen wir unseren Kunden oft diese Kosten-Toleranz-Kurve, um ihnen zu helfen, fundierte Entscheidungen zu treffen.
Eine gute Faustregel, die ich mit meinen Kunden teile, lautet: Eine Verengung der Toleranzen um 50% erhöht die Herstellungskosten in der Regel um 80-100%. Dieser drastische Anstieg tritt auf, weil engere Toleranzen erfordern:
- Präzisere Maschinen
- Langsamere Schnittgeschwindigkeiten
- Zusätzliche Qualitätskontrollen
- Häufigere Werkzeugwechsel
- Höhere Ablehnungsquoten
Die Festlegung geeigneter Toleranzen ist eine der effektivsten Möglichkeiten, die Herstellungskosten zu kontrollieren und gleichzeitig die Funktionalität des Produkts zu gewährleisten. Ich ermutige die Ingenieure immer zu fragen: "Welche Toleranz ist erforderlich, damit dieses Merkmal wie vorgesehen funktioniert?", anstatt sich auf die engstmöglichen Spezifikationen zu beschränken.
Materialeigenschaften und ihr Einfluss auf die Präzision beim CNC-Drehen?
Haben Sie sich schon einmal gefragt, warum sich manche Materialien hervorragend bearbeiten lassen, während Sie bei anderen mit schlechten Oberflächen und Maßproblemen zu kämpfen haben? Die Frustration, die entsteht, wenn Sie die Parameter immer wieder anpassen müssen und am Ende trotzdem nur minderwertige Ergebnisse erhalten, kann sehr ärgerlich sein, vor allem, wenn die Projektfristen kurz bevorstehen.
Die Materialauswahl ist wohl der wichtigste Faktor, der die Ergebnisse der CNC-Präzisionsdrehbearbeitung beeinflusst. Die einzigartigen Eigenschaften jedes Werkstoffs - einschließlich Härte, Wärmeleitfähigkeit und Mikrostruktur - beeinflussen direkt die Bearbeitungsparameter, den Werkzeugverschleiß, die erreichbaren Toleranzen und die Oberflächenqualität der gedrehten Komponenten.
Kritische Materialeigenschaften für Präzisionsdreharbeiten
Bei der Auswahl von Werkstoffen für CNC-Präzisionsdrehprojekte ist es wichtig zu wissen, wie sich bestimmte Eigenschaften auf die Bearbeitungsergebnisse auswirken. Ich habe die Erfahrung gemacht, dass die Berücksichtigung dieser Eigenschaften in einem frühen Stadium des Konstruktionsprozesses dazu beiträgt, spätere kostspielige Änderungen zu vermeiden.
Zerspanbarkeitsindex und seine Bedeutung
Die Bearbeitbarkeit3 eines Werkstoffs gibt an, wie leicht er sich bearbeiten lässt, um die gewünschte Oberflächengüte und Maßgenauigkeit zu erzielen. Werkstoffe mit hohen Zerspanbarkeitsindizes benötigen weniger Energie, weisen einen geringeren Werkzeugverschleiß auf und liefern in der Regel bessere Oberflächengüten. Nach meiner Erfahrung bei PTSMAKE haben wir ein praktisches Bewertungssystem für den Vergleich verschiedener Materialien entwickelt:
| Material Typ | Bewertung der Bearbeitbarkeit (1-100) | Merkmale beim Wenden |
|---|---|---|
| Freischneiden von Messing | 90-100 | Ausgezeichnete Spanbildung, minimaler Werkzeugverschleiß |
| Aluminium 6061 | 80-90 | Bildet lange Späne, hervorragende Oberflächengüte |
| Baustahl | 60-70 | Mäßige Schnittkräfte, gutes Finish |
| Edelstahl 304 | 40-50 | Arbeit ist anstrengend, erfordert einen festen Aufbau |
| Titan-Legierungen | 20-30 | Schlechte Wärmeleitfähigkeit, klebrig |
| Inconel 718 | 10-20 | Starker Werkzeugverschleiß, schwieriger Spanbruch |
Härte und ihr Einfluss auf die Drehbearbeitung
Die Materialhärte wirkt sich direkt auf die Werkzeugauswahl, die Schnittgeschwindigkeiten und die erreichbaren Toleranzen aus. Härtere Materialien erfordern im Allgemeinen:
- Schneidwerkzeuge aus Hartmetall oder Keramik anstelle von Schnellarbeitsstahl
- Niedrigere Schnittgeschwindigkeiten zur Vermeidung übermäßiger Wärmeentwicklung
- Steifere Maschinenaufstellung zur Minimierung von Vibrationen
- Häufigere Werkzeugwechsel aufgrund von beschleunigtem Verschleiß
Beim Drehen von gehärtetem Stahl (>45 HRC) zum Beispiel reduziere ich die Schnittgeschwindigkeiten in der Regel um 40-50% im Vergleich zum gleichen Material im geglühten Zustand. Diese Anpassung verringert zwar die Produktivität, ist aber für die Aufrechterhaltung der Maßgenauigkeit und der Werkzeugstandzeit unerlässlich.
Thermische Eigenschaften: Die verborgene Herausforderung
Viele Ingenieure übersehen die entscheidende Rolle, die die Wärmeleitfähigkeit beim Präzisionsdrehen spielt. Materialien mit schlechter Wärmeleitfähigkeit (wie Titan und rostfreier Stahl) konzentrieren die Wärme an der Schnittfläche, was zu:
- Beschleunigter Werkzeugverschleiß
- Thermische Ausdehnung des Werkstücks während der Bearbeitung
- Mögliche mikrostrukturelle Veränderungen im Material
- Verminderte Dimensionsstabilität
Bei einem kürzlich durchgeführten Luft- und Raumfahrtprojekt mussten wir bei PTSMAKE Titanbauteile mit Toleranzen von ±0,005 mm drehen. Der Schlüssel zum Erfolg war die Umsetzung geeigneter Kühlstrategien und die Durchführung mehrerer leichter Schlichtdurchgänge, um die thermischen Auswirkungen zu minimieren.
Werkstoffspezifische Wendestrategien
Aluminium-Legierungen: Überlegungen zu Geschwindigkeit und Oberflächengüte
Aluminiumlegierungen sind sehr gut bearbeitbar, stellen aber auch besondere Herausforderungen. Ihr hoher Wärmeausdehnungskoeffizient (ca. 2,3 × 10^-5 pro °C) bedeutet, dass sich die Abmessungen während der Bearbeitung erheblich ändern können, wenn die Wärme nicht richtig gehandhabt wird. Beim Drehen von Aluminium bei PTSMAKE habe ich die folgenden bewährten Verfahren angewandt:
- Verwenden Sie polierte Schneidkanten, um Materialanhäufungen zu vermeiden.
- Anwendung höherer Schnittgeschwindigkeiten (typischerweise 300-500 m/min)
- Verwendung von Flutkühlmitteln zur Aufrechterhaltung der Maßhaltigkeit
- Auswahl geeigneter Werkzeuggeometrien zur Bewältigung der langen, fadenförmigen Späne
Rostfreier Stahl: Kampf gegen Kaltverfestigung
Austenitische nichtrostende Stähle (wie 304 und 316) sind für ihre Kaltverfestigung während des Drehens berüchtigt. Dieses Phänomen erzeugt eine gehärtete Schicht, die den Werkzeugverschleiß beschleunigt und die Oberflächengüte beeinträchtigt. Mein Ansatz umfasst:
- Aufrechterhaltung eines kontinuierlichen Schneideingriffs, um zu verhindern, dass das Werkzeug an der gehärteten Schicht reibt
- Verwendung höherer Vorschubgeschwindigkeiten bei moderaten Schnitttiefen
- Auswahl von Schneidwerkzeugen mit positivem Spanwinkel zur Reduzierung der Schnittkräfte
- Anlegen eines gleichmäßigen Kühlmittelflusses zur Steuerung der Wärmeentwicklung
Exotische Legierungen: Die ultimative Präzisionsherausforderung
Werkstoffe wie Inconel, Hastelloy und Titanlegierungen erfordern spezielle Drehstrategien. Diese Werkstoffe kombinieren eine niedrige Wärmeleitfähigkeit mit einer hohen Festigkeit bei hohen Temperaturen, was eine große Herausforderung für das Präzisionsdrehen darstellt.
Bei diesen Materialien habe ich mit Erfolg gearbeitet:
- Starre Maschinenaufstellungen mit minimalem Überhang
- Auswahl fortschrittlicher Beschichtungstechnologien für Schneidwerkzeuge
- Implementierung von Hochdruck-Kühlmittelsystemen (70+ bar)
- Verwendung niedrigerer Schnittgeschwindigkeiten bei gleichbleibenden Vorschubraten
- Regelmäßige Inspektionen während des Prozesses, um Maßabweichungen zu erkennen
Durch das Verständnis dieser materialspezifischen Anforderungen haben wir selbst bei den anspruchsvollsten exotischen Legierungen konstant Toleranzen von ±0,01 mm erreicht.
Welche Oberflächenbehandlungen sind für CNC-Präzisionsdrehteile verfügbar?
Haben Sie schon einmal CNC-gedrehte Präzisionsteile erhalten, die zwar perfekt aussahen, aber nicht Ihren funktionalen Anforderungen entsprachen? Oder hatten Sie vielleicht schon einmal Schwierigkeiten, genau zu kommunizieren, welche Oberflächenbeschaffenheit Sie für Ihre Anwendung benötigen? Der Unterschied zwischen Erfolg und Misserfolg bei vielen technischen Projekten liegt oft in diesen scheinbar kleinen Oberflächendetails.
Zu den Oberflächenveredelungen für CNC-Präzisionsdrehteile gehören das Bearbeiten im Rohzustand, Perlstrahlen, Eloxieren, Pulverbeschichten, Galvanisieren, Polieren und Bürsten. Jede Oberfläche dient bestimmten funktionalen und ästhetischen Zwecken und wirkt sich auf Eigenschaften wie Korrosionsbeständigkeit, Abnutzungseigenschaften, Aussehen und Interaktion der Teile aus.

Arten der Oberflächenveredelung für CNC-Drehteile
Bei CNC-Präzisionsdrehteilen ist die Oberflächenbeschaffenheit viel mehr als nur das Aussehen. Sie wirkt sich direkt auf die Funktionalität, Haltbarkeit und Leistung des Bauteils aus. Bei PTSMAKE bieten wir verschiedene Optionen der Oberflächenveredelung an, um den unterschiedlichen Anforderungen der Industrie gerecht zu werden.
Unbearbeitetes Finish
Die Oberfläche im unbearbeiteten Zustand ist die einfachste Oberfläche für CNC-Drehteile. Es ist das, was Sie direkt nach dem Bearbeitungsprozess ohne zusätzliche Behandlung erhalten. Diese Oberfläche weist in der Regel sichtbare Werkzeugspuren auf und hat einen Oberflächenrauhigkeitswert (Ra) zwischen 0,8 und 3,2 Mikrometern, je nach den verwendeten Schnittparametern.
Zu den Vorteilen der unbearbeiteten Oberfläche gehören:
- Kosteneffizienz (keine zusätzliche Verarbeitung erforderlich)
- Geeignet für unkritische Oberflächen oder Prototyping
- Schnellere Lieferzeiten
Für Teile, die besondere Reibungseigenschaften, Korrosionsbeständigkeit oder Ästhetik erfordern, sind unbearbeitete Oberflächen jedoch möglicherweise nicht geeignet.
Perlstrahlen und Strahlmittelstrahlen
Beim Perlstrahlen werden kleine kugelförmige Medien (in der Regel Glasperlen) mit hohem Druck gegen die Oberfläche des Teils geschleudert. Dadurch entsteht eine gleichmäßige, matte Oberfläche, die Werkzeugspuren und kleinere Oberflächenfehler wirksam entfernt.
Beim Strahlen werden verschiedene Materialien wie Aluminiumoxid, Siliziumkarbid oder Kunststoff verwendet, um unterschiedliche Oberflächenstrukturen zu erzielen. Die Wahl des Strahlmittels beeinflusst die endgültige Oberfläche und Oberflächenrauhigkeit4.
Das Strahlen von Medien ist besonders nützlich für:
- Schaffung eines einheitlichen Erscheinungsbildes auf allen Oberflächen
- Entfernen von Graten und scharfen Kanten
- Vorbereiten von Oberflächen für Beschichtungen oder andere Oberflächenbehandlungen
- Schaffung einer lichtstreuenden Oberfläche
Optionen für die Oberflächenbeschichtung
Eloxieren (für Aluminium)
Eloxieren ist ein elektrochemischer Prozess, der die Oberfläche von Aluminium in eine dauerhafte, korrosionsbeständige Oxidschicht verwandelt. Bei PTSMAKE bieten wir sowohl Typ II (Standard) als auch Typ III (Harteloxal) an, mit verschiedenen Farboptionen.
Die Vorteile umfassen:
- Verbesserte Korrosionsbeständigkeit
- Verbesserte Verschleißfestigkeit
- Elektrische Isolierung
- Ästhetik mit Farboptionen
Pulverbeschichtung
Bei der Pulverbeschichtung wird ein frei fließendes, trockenes Pulver auf die Metalloberfläche aufgetragen und dann unter Hitze ausgehärtet. So entsteht eine robuste, schützende Oberfläche, die dicker ist als herkömmliche Farbe.
Die wichtigsten Vorteile:
- Ausgezeichnete Haltbarkeit und Stoßfestigkeit
- Große Auswahl an Farben und Texturen
- Gute chemische Beständigkeit
- Umweltfreundlich (keine Lösungsmittel)
Galvanik
Beim Galvanisieren wird durch einen elektrochemischen Prozess eine dünne Metallschicht auf die Oberfläche des Teils aufgebracht. Zu den gängigen Beschichtungsmaterialien gehören Nickel, Chrom, Zink, Gold und Silber.
Jedes Beschichtungsmaterial bietet spezifische Vorteile:
| Material der Beschichtung | Primäre Vorteile | Typische Anwendungen |
|---|---|---|
| Nickel | Korrosionsbeständigkeit, Härte | Automobilindustrie, Elektronik |
| Chrom | Verschleißfestigkeit, geringe Reibung | Mechanische Komponenten, dekorative Teile |
| Zink | Kostengünstiger Korrosionsschutz | Verbindungselemente, Strukturbauteile |
| Gold | Ausgezeichnete Leitfähigkeit, Korrosionsbeständigkeit | Elektronik, Steckverbinder |
| Silber | Hervorragende elektrische Leitfähigkeit | Leistungsstarke Elektronik |
Mechanische Veredelungsmethoden
Polieren
Beim Polieren werden immer feinere Schleifmittel verwendet, um eine glatte, reflektierende Oberfläche zu erzeugen. Wir können verschiedene Polierstufen erzielen, von einer seidenmatten Oberfläche bis hin zu einem spiegelähnlichen Aussehen. Das Polieren ist ideal für Teile, bei denen:
- Ästhetisches Erscheinungsbild ist entscheidend
- Geringere Reibung ist erforderlich
- Präzise Maßkontrolle ist erforderlich
- Sauberkeit ist wichtig (geringere Wahrscheinlichkeit, dass Schadstoffe eingeschlossen werden)
Bürsten und direktionales Finishing
Das Bürsten erzeugt eine unidirektionale, satinierte Oberfläche mit feinen, parallelen Linien. Diese Oberfläche ist sowohl funktional als auch dekorativ und wird häufig in:
- Konsumgüter
- Architektonische Komponenten
- Medizinische Geräte
- Ausrüstung für die Lebensmittelverarbeitung
Die kontrollierte Oberflächenstruktur verdeckt kleinere Kratzer und Fingerabdrücke und sorgt gleichzeitig für ein professionelles Erscheinungsbild.
Chemische Behandlungen
Passivierung (für rostfreien Stahl)
Die Passivierung ist ein chemischer Prozess, der die natürliche Korrosionsbeständigkeit von rostfreiem Stahl erhöht, indem freies Eisen von der Oberfläche entfernt und die Bildung einer schützenden Oxidschicht gefördert wird.
Die Vorteile umfassen:
- Verbesserte Korrosionsbeständigkeit
- Keine Änderungen der Abmessungen
- Beseitigung von Oberflächenverunreinigungen
Black Oxide (für Kohlenstoffstahl)
Schwarzes Oxid ist eine Konversionsschicht, die ein schwarzes Aussehen erzeugt und gleichzeitig einen bescheidenen Korrosionsschutz bietet. Es wird geschätzt für:
- Aufrechterhaltung der Maßhaltigkeit (extrem dünne Beschichtung)
- Minimierung der Lichtreflexion
- Verbesserung des visuellen Kontrasts
- Bietet einen leichten Korrosionsschutz
Auswahl der richtigen Oberflächenbeschaffenheit
Bei der Wahl der Oberflächenbeschaffenheit von CNC-Präzisionsdrehteilen sind diese Faktoren zu berücksichtigen:
- Funktionelle Anforderungen (Korrosionsbeständigkeit, Verschleißeigenschaften, Reibungseigenschaften)
- Umwelteinflüsse (innen/außen, Chemikalien, extreme Temperaturen)
- Ästhetische Anforderungen
- Budgetzwänge
- Industrienormen oder Spezifikationen
- Montageanforderungen (Passung mit anderen Komponenten)
Bei PTSMAKE arbeite ich eng mit den Kunden zusammen, um die am besten geeignete Oberflächenbeschichtung für ihre spezifischen Anwendungsanforderungen zu empfehlen. Bei Komponenten für die Luft- und Raumfahrt können wir beispielsweise eine Eloxierung für Aluminiumteile oder eine Passivierung für Edelstahlteile vorschlagen, um eine optimale Leistung in anspruchsvollen Umgebungen zu gewährleisten.
Denken Sie daran, dass die Auswahl der Oberflächenbeschaffenheit bereits in einem frühen Stadium des Konstruktionsprozesses erfolgen sollte. Diese frühzeitige Überlegung hilft, spätere kostspielige Umgestaltungen oder Änderungen zu vermeiden und stellt sicher, dass Ihre CNC-Drehteile sowohl funktionalen als auch ästhetischen Anforderungen entsprechen.
Wie kann die Qualitätskontrolle bei CNC-Präzisionsdrehprojekten verbessert werden?
Haben Sie schon einmal Präzisionsdrehteile erhalten, die nicht ganz Ihren Spezifikationen entsprachen, obwohl Sie erhebliche Ressourcen investiert haben? Sind Sie es leid, dass Qualitätsprobleme erst nach Abschluss der Produktion auftauchen und zu kostspieligen Nacharbeiten und Verzögerungen führen?
Eine wirksame Qualitätskontrolle beim CNC-Präzisionsdrehen ist nicht nur eine Frage der Inspektion, sondern ein umfassender Ansatz, der bei der Konstruktion beginnt und bis zur Auslieferung reicht. Durch die Umsetzung strategischer Qualitätsmaßnahmen in Ihrem gesamten Produktionsprozess können Sie Fehler erheblich reduzieren und gleichzeitig die Effizienz aufrechterhalten.

Die Grundlage der Qualitätskontrolle beim CNC-Drehen
Die Qualitätskontrolle bei CNC-Präzisionsdrehprojekten erfordert einen systematischen Ansatz. Bei PTSMAKE habe ich Qualitätskontrollprozesse entwickelt, die sowohl der Prävention als auch der Erkennung dienen.
Festlegung klarer Qualitätsstandards
Der erste Schritt eines jeden Qualitätskontrollsystems besteht darin, zu definieren, was "Qualität" für Ihr spezifisches Projekt bedeutet. Dies beinhaltet:
- Detaillierte technische Zeichnungen mit korrekter GD&T (Geometrische Dimensionierung und Tolerierung)
- Materialspezifikationen und Anforderungen an die Oberflächenbeschaffenheit
- Ermittlung kritischer Abmessungen mit entsprechenden Toleranzen
- Besondere Merkmale, die besondere Aufmerksamkeit erfordern
Wenn wir Projekte in unserem Werk erhalten, überprüfen wir diese Spezifikationen sofort mit unserem Ingenieurteam. Diese gemeinsame Prüfung hilft dabei, potenzielle Herausforderungen bei der Herstellung zu erkennen, bevor die Produktion beginnt.
Implementierung der In-Prozess-Inspektion
Die herkömmliche Qualitätskontrolle stützt sich oft stark auf die Endkontrolle. Dadurch werden zwar Fehler aufgedeckt, aber nicht verhindert. Statistische Prozesskontrolle5 bietet einen proaktiveren Ansatz:
- Regelmäßige Probenahmen während der Produktion
- Messung der kritischen Abmessungen in vorgegebenen Intervallen
- Verfolgung von Prozessschwankungen, um Trends zu erkennen, bevor sie zu Problemen werden
- Sofortige Korrekturmaßnahmen, wenn Messungen in Richtung der Toleranzgrenzen abdriften
Dieser Ansatz hat uns geholfen, die Ausschussrate um fast 30% bei unseren CNC-Dreharbeiten zu senken.
Fortgeschrittene Messtechnologien
Die Wirksamkeit der Qualitätskontrolle hängt in hohem Maße von der Präzision und Effizienz der Messungen ab.
CMM (Koordinatenmessmaschine) Integration
Moderne KMGs bieten außergewöhnliche Präzision für komplexe Geometrien:
- Automatisierte Messung von mehreren Dimensionen
- Reduzierte Bedienerfehler
- Digitale Berichtsfunktionen für die Trendanalyse
- Schnellere Prüfzeiten für die Großserienproduktion
Bei zylindrischen Bauteilen mit engen Toleranzen sind KMGs von unschätzbarem Wert, wenn es um die Überprüfung von Abmessungen geht, die mit manuellen Methoden schwierig sein könnten.
Bildverarbeitungssysteme für die Erkennung von Oberflächenfehlern
Oberflächenfehler können beim Präzisionsdrehen besonders problematisch sein. Moderne Bildverarbeitungssysteme helfen bei der Erkennung:
- Mikroskopische Kratzer
- Werkzeugmarken
- Wesentliche Unstimmigkeiten
- Abweichungen in der Ausführung
Diese Systeme erfassen hochauflösende Bilder, die für das bloße Auge unsichtbare Defekte erkennen lassen, was besonders für Bauteile mit kritischen Oberflächenanforderungen wichtig ist.
Systeme zur Qualitätsdokumentation
Die Dokumentation bildet das Rückgrat einer wirksamen Qualitätskontrolle. Ich empfehle die Umsetzung folgender Punkte:
Digitale Qualitätsmanagementsysteme
Papiergestützte Qualitätssysteme sind zunehmend veraltet. Digitale Systeme bieten:
| Nutzen Sie | Beschreibung |
|---|---|
| Rückverfolgbarkeit | Verfolgen Sie Teile durch jede Produktionsphase |
| Datenanalyse | Identifizierung wiederkehrender Probleme anhand historischer Daten |
| Erreichbarkeit | Unmittelbarer Zugang zu Qualitätsaufzeichnungen für alle Beteiligten |
| Konsistenz | Standardisierte Dokumentation für alle Projekte |
Durch die Umstellung auf digitales Qualitätsmanagement konnte die Reaktionszeit bei Qualitätsproblemen um 65% reduziert werden.
Protokoll der Inspektion des ersten Artikels (FAI)
FAI ist der Eckpfeiler der Validierung der Produktionsqualität:
- Vollständige Prüfung des ersten produzierten Teils anhand aller Spezifikationen
- Detaillierte Dokumentation aller Messungen
- Genehmigungsverfahren unter Einbeziehung von Qualitäts- und Entwicklungsteams
- Grundlagenermittlung für die spätere Produktion
Ich bestehe immer auf einer gründlichen FAI, bevor ich die Serienproduktion genehmige. Dieser einzige Schritt hat verhindert, dass unzählige Qualitätsprobleme in die Serienproduktion gelangen.
Qualitätsmanagement für Lieferanten
Bei Bauteilen, die eine externe Verarbeitung oder externe Materialien erfordern, wirkt sich die Qualität der Zulieferer direkt auf Ihr Endprodukt aus.
Qualifizierungsprozess für Anbieter
Entwicklung eines robusten Systems zur Qualifizierung von Lieferanten:
- Vor-Ort-Fähigkeitsbewertungen
- Musterbewertung vor der Auftragsvergabe
- Klare, in Vereinbarungen dokumentierte Qualitätserwartungen
- Regelmäßige Leistungsüberprüfungen
Bei PTSMAKE unterhalten wir ein abgestuftes Lieferantensystem, das auf der Qualitätsleistung basiert, wobei wir für unsere wichtigsten Komponenten nur erstklassige Lieferanten einsetzen.
Eingangsprüfung von Material
Auch bei qualifizierten Lieferanten ist eine Überprüfung unerlässlich:
- Stichprobenpläne auf der Grundlage historischer Lieferantenleistungen
- Überprüfung der Materialzertifizierung
- Maßprüfungen von kritischen Merkmalen
- Überprüfung der Oberflächenbehandlung, falls zutreffend
Dieser Ansatz bietet ein Frühwarnsystem für Qualitätsprobleme in der Lieferkette, bevor sie Ihre Produktion beeinträchtigen.
Ausbildung und kontinuierliche Verbesserung
Qualitätssysteme sind nur so wirksam wie die Menschen, die sie umsetzen.
Schulungsprogramme für Bediener
Investieren Sie in eine umfassende Ausbildung:
- Spezifische technische Fähigkeiten für das Präzisionsdrehen
- Standardisierung der Messtechnik
- Schulungen zum Qualitätsbewusstsein
- Methoden zur Problemlösung
Unsere Mitarbeiter unterziehen sich einer jährlichen Neuzertifizierung in der Messtechnik, um die Konsistenz zwischen den Schichten zu gewährleisten und Abweichungen bei der Interpretation zu verringern.
Ursachenanalyse und Abhilfemaßnahmen
Wenn Qualitätsprobleme auftreten, hängt es von der Reaktion ab, ob sie sich wiederholen werden:
- Gründliche Untersuchung der Fehlerursachen
- Durchführung von Abhilfemaßnahmen
- Überprüfung der Wirksamkeit
- Standardisierung von Verbesserungen bei ähnlichen Prozessen
Dieser disziplinierte Ansatz verwandelt Qualitätsprobleme in Möglichkeiten zur Systemverbesserung.
Durch die Umsetzung dieser Qualitätskontrollstrategien in Ihren CNC-Präzisionsdrehprojekten werden Sie nicht nur Fehler reduzieren, sondern auch die Effizienz und Kundenzufriedenheit verbessern. Denken Sie daran, dass Qualität keine Inspektionsabteilung ist - es ist ein umfassender Ansatz, der jeden Aspekt Ihres Produktionsprozesses einbezieht.
Die Rolle der Qualitätskontrolle beim Präzisions-CNC-Drehen?
Haben Sie schon einmal bearbeitete Teile erhalten, die gut aussahen, aber bei der Montage oder Prüfung versagten? Oder haben Sie schon einmal die Frustration von uneinheitlichen Chargen erlebt, bei denen einige Komponenten perfekt funktionieren, während andere nicht ganz passen? Qualitätsprobleme können Projekte zum Scheitern bringen, die Markteinführung verzögern und letztendlich Ihren Ruf bei den Kunden schädigen.
Die Qualitätskontrolle beim CNC-Präzisionsdrehen ist nicht nur ein letzter Kontrollpunkt, sondern ein umfassender Prozess, der in die gesamte Fertigung integriert ist. Von der Materialprüfung bis zur Endkontrolle stellen effektive QC-Protokolle sicher, dass die Komponenten die exakten Spezifikationen erfüllen, zuverlässig funktionieren und über alle Produktionsläufe hinweg konsistent bleiben.

Die Grundlagen der Qualitätskontrolle beim CNC-Drehen
Die Qualitätskontrolle beim Präzisions-CNC-Drehen umfasst mehrere miteinander verbundene Prozesse, die darauf abzielen, Fehler zu erkennen und zu vermeiden. Im Gegensatz zu dem, was viele Leute denken, besteht die Qualitätskontrolle nicht nur aus der Prüfung der fertigen Teile. Sie beginnt bereits bei der Auswahl der Rohstoffe und setzt sich in jedem Schritt des Fertigungsprozesses fort.
Bei PTSMAKE haben wir ein umfassendes Qualitätsmanagementsystem entwickelt, das jeden kritischen Punkt im CNC-Drehprozess berücksichtigt. Dieses System hilft uns, bei Tausenden von Teilen eine gleichbleibende Qualität zu gewährleisten und gleichzeitig den Ausschuss und die Produktionskosten für unsere Kunden zu senken.
Qualitätsmaßnahmen vor der Produktion
Vor jedem Drehvorgang müssen mehrere Qualitätskontrollen durchgeführt werden:
- Überprüfung der Materialien: Prüfung von Rohstoffen, um zu bestätigen, dass sie den festgelegten Normen entsprechen und die richtigen Eigenschaften haben metallurgische Eigenschaften6.
- Validierung der Programmierung: Überprüfung der CNC-Programme auf Genauigkeit und Effizienz.
- Vorbereitung der Werkzeuge: Sicherstellen, dass alle Schneidwerkzeuge ordnungsgemäß vorbereitet und kalibriert sind.
- Kalibrierung der Maschine: Überprüfung, ob die CNC-Maschinen für den jeweiligen Auftrag richtig kalibriert sind.
Diese Maßnahmen im Vorfeld der Produktion verhindern Probleme, bevor sie auftreten, und sparen so Zeit und Ressourcen. Ich habe Projekte erlebt, bei denen das Auslassen dieser Schritte dazu führte, dass ganze Chargen verschrottet wurden - eine teure Lektion, die die Bedeutung einer proaktiven Qualitätskontrolle unterstreicht.
Techniken der prozessbegleitenden Qualitätskontrolle
Während der Produktion hilft eine kontinuierliche Überwachung, die Qualität zu erhalten:
Statistische Prozesskontrolle (SPC)
SPC verwendet statistische Methoden zur Überwachung und Steuerung eines Prozesses. Durch das Sammeln von Daten in regelmäßigen Abständen während der Produktion, können wir:
- Trends erkennen, bevor sie zu Problemen werden
- Prozessstabilität aufrechterhalten
- Verringerung der Abweichungen zwischen Teilen
Dieser Ansatz ist besonders wertvoll für hochvolumige Präzisionsdrehprojekte, bei denen eine gleichbleibende Qualität entscheidend ist.
Erste Artikelüberprüfung
Bei der Erstmusterprüfung wird das erste produzierte Teil einer Serie gründlich getestet. Dieser kritische Schritt verifiziert, dass:
- Das CNC-Programm ist korrekt
- Die Maschine ist genau eingestellt
- Das Werkzeug funktioniert einwandfrei
- Das Teil erfüllt alle Spezifikationen
Bei PTSMAKE dokumentieren wir die Erstmusterprüfung gründlich und liefern unseren Kunden detaillierte Berichte, die das Vertrauen in den Produktionsprozess stärken.
In-Process-Probenahme
Regelmäßige Probenahmen während der Produktion helfen, Qualitätsschwankungen zu erkennen. Die Häufigkeit der Probenahme hängt von mehreren Faktoren ab:
| Produktionsvolumen | Typische Abtastrate | Inspektionsmethode |
|---|---|---|
| Niedrig (unter 100 Stück) | 10-20% | Visuell und räumlich |
| Mittel (100-1.000 Stück) | 5-10% | Dimensionen und Funktionen |
| Hoch (über 1.000 Stück) | 1-5% | Statistische Probenahme mit CMM |
Fortschrittliche Inspektionstechnologien
Die moderne Qualitätskontrolle für das CNC-Präzisionsdrehen setzt hochentwickelte Messtechniken ein:
Koordinatenmessmaschinen (CMM)
KMGs ermöglichen eine äußerst genaue Maßprüfung, indem sie mit einem Taster Punkte auf der Oberfläche eines Teils messen. Diese Maschinen können:
- Messen von Merkmalen mit einer Genauigkeit von 0,001 mm
- Erstellung detaillierter Inspektionsberichte
- Ergebnisse direkt mit CAD-Modellen vergleichen
- Identifizierung von Abweichungen, die manuell nicht zu erkennen wären
Bildverarbeitungssysteme
Automatisierte Bildverarbeitungssysteme verwenden Kameras und Software, um Teile schnell und konsistent zu prüfen. Sie zeichnen sich aus durch:
- Prüfung der Oberflächenbeschaffenheit
- Erkennen von Sehfehlern
- Gewindeinspektion
- Hochgeschwindigkeitssortierung nach visuellen Kriterien
Prüfung der Oberflächenrauhigkeit
Die Oberflächenqualität ist für viele präzisionsgedrehte Bauteile entscheidend. Moderne Profilometer können:
- Messung der Oberflächenrauhigkeit in Ra, Rz und anderen Parametern
- Erstellen Sie detaillierte Oberflächenprofile
- Überprüfung der Einhaltung der Anforderungen an die Oberflächenbeschaffenheit
Dokumentation und Rückverfolgbarkeit
Die Qualitätskontrolle ist ohne eine angemessene Dokumentation nicht vollständig. Für das Präzisions-CNC-Drehen beinhaltet dies:
- Material-Zertifikate: Dokumentation der Materialzusammensetzung und -eigenschaften
- Prozess-Dokumentation: Aufzeichnungen über alle Herstellungsschritte und Parameter
- Inspektionsberichte: Detaillierte Messungen und Testergebnisse
- Berichte über Nichtkonformität: Dokumentation aller Probleme und deren Lösung
- Rückverfolgbarkeit der Lose: Systeme zur Verfolgung von Komponenten vom Rohmaterial bis zum Versand
In der Luft- und Raumfahrt, in der Medizin und im Verteidigungsbereich ist diese Dokumentation nicht nur eine gute Praxis, sondern oft auch eine gesetzliche Vorschrift. Unser Qualitätssystem bei PTSMAKE führt gründliche Aufzeichnungen, die unseren Kunden in diesen anspruchsvollen Branchen Sicherheit geben.
Häufige Qualitätsherausforderungen beim Präzisionsdrehen
Selbst bei soliden Qualitätssystemen treten häufig bestimmte Herausforderungen auf:
Probleme mit der Maßgenauigkeit
Die Einhaltung enger Toleranzen (oft unter ±0,005 mm) erfordert eine besondere Aufmerksamkeit:
- Thermische Ausdehnung während der Bearbeitung
- Kompensation von Werkzeugverschleiß
- Maschinensteifigkeit und Vibrationen
- Materialverhalten beim Schneiden
Bedenken hinsichtlich der Oberflächenbeschaffenheit
Die Erzielung bestimmter Oberflächengüten erfordert die Kontrolle von:
- Auswahl und Zustand der Schneidwerkzeuge
- Vorschübe und Schnittgeschwindigkeiten
- Anwendung des Kühlmittels
- Materialeigenschaften
Materialspezifische Herausforderungen
Unterschiedliche Materialien stellen besondere Anforderungen an die Qualität:
- Rostfreier Stahl: Die Neigung zur Kaltverfestigung erfordert spezielle Schneidstrategien
- Aluminium: Weichere Materialien können sich beim Einspannen verformen
- Titan: Wärmestau kann die Maßhaltigkeit beeinträchtigen
- Kunststoffe: Materialkonsistenz und Temperaturempfindlichkeit
Kontinuierliche Verbesserung der Qualitätssysteme
Die besten Qualitätskontrollsysteme sind niemals statisch. Bei PTSMAKE verfeinern wir unsere Ansätze kontinuierlich durch:
- Analyse der Grundursache: Untersuchung von Qualitätsproblemen, um ein erneutes Auftreten zu verhindern
- Regelmäßige Kalibrierung: Aufrechterhaltung der Genauigkeit von Messgeräten
- Ausbildung des Personals: Sicherstellung, dass das Qualitätspersonal über aktuelle Fähigkeiten und Kenntnisse verfügt
- Technologie-Integration: Einführung neuer Inspektions- und Kontrolltechnologien
- Integration von Kundenfeedback: Kundeninput zur Verbesserung der Prozesse nutzen
Dieses Engagement für Verbesserungen hat es uns ermöglicht, ein außergewöhnliches Qualitätsniveau zu erreichen und gleichzeitig wettbewerbsfähige Preise aufrechtzuerhalten - ein Beweis dafür, dass Qualität und Effizienz bei richtigem Management Hand in Hand gehen können.
Wie kann man die Qualitätskontrolle bei Präzisions-CNC-Drehprozessen sicherstellen?
Haben Sie schon einmal Präzisionsdrehteile erhalten, die nicht Ihren Spezifikationen entsprachen? Oder schlimmer noch, haben Sie Qualitätsprobleme erst entdeckt, nachdem die Komponenten zu Ihrem Endprodukt zusammengebaut waren? Diese Situationen führen nicht nur zu Verzögerungen, sondern können auch den Zeitplan und das Budget eines Projekts sprengen, wenn wichtige Komponenten ausfallen.
Die Qualitätskontrolle beim CNC-Präzisionsdrehen ist nicht nur ein Fertigungsschritt, sondern eine umfassende Methodik, die während des gesamten Produktionsprozesses Konsistenz, Genauigkeit und Zuverlässigkeit gewährleistet. Effektive Qualitätskontrollsysteme kombinieren strenge Prüfprotokolle, ordnungsgemäße Dokumentation, statistische Prozesskontrolle und kontinuierliche Verbesserung, um Teile zu liefern, die die Spezifikationen stets erfüllen oder übertreffen.

Die Grundlage der Qualitätskontrolle beim CNC-Drehen
Die Qualitätskontrolle beim CNC-Präzisionsdrehen beginnt lange vor dem ersten Span. Bei PTSMAKE haben wir ein umfassendes Konzept entwickelt, das Qualitätsaspekte in jeder Phase der Produktion einbezieht. Das Fundament einer effektiven Qualitätskontrolle ruht auf drei wichtigen Säulen: Vorbeugung, Überwachung und Korrektur.
Die Prävention konzentriert sich darauf, potenzielle Probleme zu beseitigen, bevor sie auftreten. Dazu gehören gründliche Entwurfsprüfungen, Materialüberprüfung und Prozessvalidierung. Die Überwachung umfasst eine kontinuierliche Bewertung während der Produktion, wobei sowohl prozessinterne Kontrollen als auch statistische Methoden eingesetzt werden. Bei der Korrektur werden Abweichungen schnell behoben und systematische Verbesserungen eingeführt, um ein erneutes Auftreten zu verhindern.
Qualitätsvorbereitungen vor der Produktion
Vor dem Beginn einer CNC-Dreharbeit müssen mehrere wichtige Qualitätsmaßnahmen durchgeführt werden:
- DFM-Analyse (Design for Manufacturability): Überprüfung von Bauteildesigns, um potenzielle Fertigungsprobleme zu identifizieren, die die Qualität beeinträchtigen könnten.
- Überprüfung der Materialzertifizierung: Sicherstellen, dass die Rohstoffe den festgelegten Anforderungen entsprechen und ordnungsgemäß dokumentiert sind.
- Werkzeugauswahl und -überprüfung: Auswahl geeigneter Schneidwerkzeuge für die spezifischen Anforderungen an Material und Geometrie.
- Erster Artikel Inspektionsplanung: Festlegung von detaillierten Prüfverfahren für die ersten produzierten Teile.
Unser Entwicklungsteam führt stets eine umfassende DFM-Prüfung durch, um Merkmale zu identifizieren, die möglicherweise zu dimensionale Instabilität7 oder andere Qualitätsprobleme. Dieser proaktive Ansatz verhindert viele Probleme, bevor sie auftreten.
Verfahren zur prozessbegleitenden Qualitätsüberwachung
Die Aufrechterhaltung der Qualität während der Produktion erfordert eine aufmerksame Überwachung. Zu den wirksamsten Techniken gehören:
Statistische Prozesskontrolle (SPC)
SPC umfasst das Sammeln und Analysieren von Daten aus dem Bearbeitungsprozess, um Trends und potenzielle Probleme zu erkennen, bevor sie zu fehlerhaften Teilen führen. Zu den wichtigsten zu überwachenden Metriken gehören:
- Regelkarten für kritische Maße
- Überwachung des Werkzeugverschleißes
- Schwingungsanalyse
- Temperaturstabilität
Automatisierte Inspektionssysteme
Moderne CNC-Drehzentren können mit Inline-Inspektionsfunktionen ausgestattet werden, die ein Echtzeit-Feedback zur Teilequalität liefern:
- Messtaster zur Überprüfung der Abmessungen
- Bildverarbeitungssysteme für die Oberflächeninspektion
- Lasermessung für präzise Geometrievalidierung
Inspektionsprotokolle für Bediener
Trotz des technologischen Fortschritts ist qualifiziertes Personal für die Qualitätskontrolle nach wie vor unerlässlich. Ein strukturiertes Inspektionsprotokoll könnte Folgendes beinhalten:
| Inspektionsstelle | Frequenz | Methode | Dokumentation |
|---|---|---|---|
| Kritische Dimensionen | Jeder 5. Teil | Mikrometer/Messschieber | Digitales Messprotokoll |
| Oberflächengüte | Jeder 10. Teil | Visuelles + Rauheitsprüfgerät | Checkliste Qualität |
| Qualität des Gewindes | Jedes Teil | Gut/Schlecht-Anzeige | Pass/Fail-Rekord |
| Geometrische Toleranzen | Erster und letzter Teil der Partie | CMM | Inspektionsbericht |
Qualitätsüberprüfung nach der Produktion
Nach Abschluss der Bearbeitung wird durch umfassende Prüfprotokolle sichergestellt, dass die fertigen Teile vor dem Versand alle Spezifikationen erfüllen.
Methoden der Endkontrolle
Die abschließende Qualitätsprüfung umfasst in der Regel eine Kombination von Techniken:
- Prüfung der Abmessungen: Verwendung von Präzisionsmessgeräten wie CMMs, optischen Komparatoren und Mikrometern.
- Analyse der Oberflächenbeschaffenheit: Verwendung von Profilometern und Sichtprüfung bei geeigneter Beleuchtung.
- Funktionelle Prüfung: Falls zutreffend, Prüfung der Teile unter simulierten Betriebsbedingungen.
- Überprüfung der Materialien: Durchführung von Härteprüfungen und anderen zerstörungsfreien Prüfungen.
Für hochpräzise Anwendungen sind temperaturkontrollierte Prüfräume unerlässlich. Bei PTSMAKE wird unser Prüfbereich auf einer konstanten Temperatur von 20°C gehalten, um Probleme mit der Wärmeausdehnung zu vermeiden, die die Messgenauigkeit beeinträchtigen könnten.
Dokumentation und Rückverfolgbarkeit
Eine umfassende Dokumentation bildet das Rückgrat einer wirksamen Qualitätskontrolle:
- Inspektionsberichte: Detaillierte Aufzeichnungen über alle Messungen und Testergebnisse.
- Material-Zertifikate: Dokumentation der Materialzusammensetzung und -eigenschaften.
- Prozess-Parameter: Aufzeichnungen über Maschineneinstellungen, Schneidwerkzeuge und verwendete Vorrichtungen.
- Berichte über Nicht-Konformität: Dokumentation der Abweichungen und deren Behebung.
Diese Dokumentation dient nicht nur als Qualitätsnachweis, sondern liefert auch wertvolle Daten für kontinuierliche Verbesserungsmaßnahmen und die Rückverfolgbarkeit, falls später Probleme auftreten.
Umsetzung der kontinuierlichen Verbesserung
Qualitätskontrolle ist nicht statisch - sie muss sich ständig weiterentwickeln. Wirksame Verbesserungsstrategien umfassen:
- Analyse der Grundursache: Systematische Untersuchung der zugrunde liegenden Ursachen von Qualitätsproblemen.
- Pläne für Abhilfemaßnahmen: Erarbeitung spezifischer, messbarer Schritte zur Lösung der festgestellten Probleme.
- Vorbeugende Maßnahmen: Implementierung von systemweiten Änderungen, um ähnliche Probleme zu vermeiden.
- Regelmäßige Prozess-Audits: Durchführung gründlicher Überprüfungen aller Qualitätsverfahren.
Ich habe festgestellt, dass die Einführung regelmäßiger "Qualitätszirkel" - funktionsübergreifende Teamsitzungen, die sich speziell auf die Qualitätsverbesserung konzentrieren - zu erheblichen Fortschritten in unseren Drehprozessen führt. Diese gemeinsamen Sitzungen helfen, subtile Probleme zu erkennen, die sonst vielleicht unbemerkt bleiben würden.
Technologie und Werkzeuge für die moderne Qualitätskontrolle
Die fortschrittliche Technologie hat die Qualitätskontrolle beim CNC-Präzisionsdrehen verändert:
Koordinatenmessgeräte (CMMs)
KMGs bieten eine umfassende Dimensionsprüfung mit extrem hoher Genauigkeit. Moderne Systeme können:
- Automatisch Hunderte von Merkmalen messen
- Detaillierte Inspektionsberichte generieren
- Ergebnisse direkt mit CAD-Modellen vergleichen
- Erkennen von Trends über Produktionsläufe hinweg
Bildverarbeitungssysteme
Optische Messsysteme zeichnen sich aus durch:
- Schnelles Prüfen komplexer Profile
- Überprüfung der Oberflächenbeschaffenheit
- Erkennen kleinster Mängel
- Berührungslose Messung von empfindlichen Merkmalen
Datenmanagement-Systeme
Systeme zur Verwaltung von Qualitätsdaten ermöglichen es:
- Überwachung der Produktionsqualität in Echtzeit
- Statistische Analyse über mehrere Aufträge hinweg
- Identifizierung von langfristigen Trends
- Dokumentation für die ISO-Konformität
Bei PTSMAKE haben wir diese Technologien in ein einheitliches Qualitätsmanagementsystem integriert, das uns in Echtzeit Einblicke in unsere Drehprozesse gibt und es uns ermöglicht, selbst bei den anspruchsvollsten Anwendungen eine gleichbleibende Qualität zu gewährleisten.
Wie lang sind die Vorlaufzeiten für Präzisions-CNC-Drehaufträge?
Haben Sie sich schon einmal dabei ertappt, wie Sie gegen die Uhr hetzen und verzweifelt auf kritische CNC-Drehteile warten, die "so schnell wie möglich" versprochen wurden? Oder haben Sie schon einmal die Frustration erlebt, die durch ungenaue Lieferangaben entsteht, die Ihren Produktionsplan in der Schwebe lassen?
Die Vorlaufzeiten für CNC-Präzisionsdrehaufträge reichen in der Regel von 1-3 Tagen für einfache Prototypen bis zu 4-6 Wochen für komplexe Produktionsläufe. Zu den Faktoren, die sich auf diese Fristen auswirken, gehören die Komplexität der Teile, die Materialauswahl, die Auftragsmenge, die Anforderungen an die Endbearbeitung und die aktuelle Werkstattkapazität.

Faktoren, die die Durchlaufzeiten beim CNC-Drehen beeinflussen
Wenn Sie die Faktoren verstehen, die sich auf die Lieferzeiten auswirken, können Sie Ihre Projekte besser planen. Nach meiner Erfahrung mit Tausenden von Präzisionsfertigungsprojekten beeinflussen mehrere Schlüsselfaktoren durchweg, wie schnell Ihre Drehteile geliefert werden können.
Materialverfügbarkeit und Vorbereitung
Das Material, das Sie für Ihr CNC-Drehprojekt auswählen, wirkt sich erheblich auf die Vorlaufzeit aus. Standardmaterialien wie Aluminium 6061, Messing C360 oder Edelstahl 303 sind in den meisten Werkstätten vorrätig und können sofort verwendet werden. Spezialwerkstoffe wie Inconel, Titanlegierungen oder bestimmte Kunststoffpolymere müssen jedoch oft bei Zulieferern bestellt werden, was die Zeitspanne um 3-7 Tage verlängert.
Auch die Materialvorbereitung spielt eine Rolle. So verfügen wir bei PTSMAKE beispielsweise über einen umfangreichen Bestand an gängigen Materialien, um Verzögerungen zu minimieren, aber auch wir müssen gelegentlich spezielle Legierungen für besondere Anwendungen beschaffen.
Komplexität der Teile
Die Komplexität der Teile korreliert direkt mit der Programmier- und Bearbeitungszeit. Ein einfaches zylindrisches Teil mit grundlegenden Merkmalen kann in weniger als einer Stunde programmiert werden, während komplexe Geometrien mit engen Toleranzen, dünnen Wänden oder komplizierten Merkmalen Tage für die Programmierung und Einrichtung erfordern können.
Bedenken Sie diese Komplexitätsstufen und ihre Auswirkungen auf die Durchlaufzeiten:
| Grad der Komplexität | Eigenschaften | Typischer Vorlaufzeitzuschlag |
|---|---|---|
| Einfach | Zylindrische Grundformen, wenige Merkmale | Minimale Auswirkungen |
| Mäßig | Mehrere Durchmesser, Löcher, Schlitze | 1-3 Tage Zugabe |
| Komplexe | Enge Toleranzen, Gewindeschneiden, dünne Wände | 3-7 Tage Zugabe |
| Fortgeschrittene | Mehrere Aufstellungen, 5-Achsen-Anforderungen, komplizierte Details | 7-14 Tage Zusatz |
Bestellmenge und Chargengröße
Das Verhältnis zwischen Menge und Vorlaufzeit ist nicht immer linear. Bei kleinen Mengen (1-10 Stück) dominiert oft die Rüstzeit die Gesamtvorlaufzeit. Mit steigender Stückzahl wird die Bearbeitungszeit zum wichtigsten Faktor.
Interessanterweise stellen mittlere Losgrößen (50-500 Stück) oft den Sweet Spot für Effizienz beim CNC-Drehen dar. Sobald die Stückzahlen bestimmte Schwellenwerte überschreiten, sind zusätzliche Überlegungen wie Werkzeugverschleiß8 und die Planung der Maschinenkapazität werden zu wichtigen Faktoren.
Nachbearbeitungsanforderungen
Alle Nachbearbeitungen nach dem ersten Drehvorgang verlängern die Durchlaufzeiten. Zu den üblichen Nachbearbeitungsschritten gehören:
- Wärmebehandlung: Verlängert 2-5 Tage
- Oberflächenbehandlung (Eloxieren, Beschichten, Lackieren): Zusätzliche 3-7 Tage
- Qualitätsprüfung und Zertifizierung: Zusätzliche 1-3 Tage
- Kundenspezifische Verpackungsanforderungen: Zusätzliche 1-2 Tage
Bei PTSMAKE haben wir unseren Arbeitsablauf so optimiert, dass viele dieser Vorgänge parallel und nicht nacheinander ausgeführt werden, was dazu beiträgt, die kumulativen Auswirkungen auf die Durchlaufzeiten zu minimieren.
Realistische Erwartungen an die Vorlaufzeit nach Projekttyp
Prototyping (1-10 Teile)
Für einfache Prototypenteile mit leicht verfügbaren Materialien:
- Einfache Designs: 1-3 Arbeitstage
- Mäßige Komplexität: 3-5 Arbeitstage
- Komplexe Entwürfe: 5-10 Arbeitstage
Die Prioritätsstufe Ihres Auftrags kann sich erheblich auf diese Fristen auswirken. Viele Werkstätten, darunter auch unsere, bieten Eildienste für kritische Prototypen an und liefern die Teile manchmal innerhalb von 24 Stunden, allerdings in der Regel zu einem höheren Preis.
Kleine Produktionsserien (10-100 Teile)
Kleine Produktionsserien folgen im Allgemeinen diesem Zeitrahmen:
- Einfache Entwürfe: 3-7 Arbeitstage
- Mäßige Komplexität: 7-14 Arbeitstage
- Komplexe Entwürfe: 2-3 Wochen
Bei dieser Stückzahl beginnt sich das Verhältnis zwischen Rüst- und Produktionszeit auszugleichen, so dass die Kosten pro Teil wirtschaftlicher werden, während die Durchlaufzeiten weiterhin relativ kurz bleiben.
Mittlere bis große Produktion (100+ Teile)
Für größere Produktionsmengen:
- Einfache Entwürfe: 2-3 Wochen
- Mäßige Komplexität: 3-4 Wochen
- Komplexe Entwürfe: 4-6 Wochen
Bei größeren Aufträgen wird die Materialbeschaffung kritischer, und die Planung der Maschinenkapazität spielt eine größere Rolle. Allerdings sinken die Kosten pro Teil bei diesen Stückzahlen in der Regel erheblich.
Strategien zur Verkürzung der Durchlaufzeiten
Basierend auf meiner Erfahrung in der Unterstützung von Kunden bei der Optimierung ihrer Fertigungsabläufe stelle ich hier einige praktische Ansätze zur Reduzierung der Durchlaufzeiten beim CNC-Drehen vor:
Design für Herstellbarkeit: Vereinfachen Sie Geometrien wo immer möglich, vermeiden Sie unnötig enge Toleranzen und berücksichtigen Sie Standardmaterialgrößen.
Bereitstellung einer vollständigen technischen Dokumentation: Unvollständige oder mehrdeutige Spezifikationen führen zu zeitaufwändigen Klärungsschleifen.
Erwägen Sie Materialalternativen: Wenn Sie bei der Materialauswahl flexibel sind, können Sie Verzögerungen bei der Beschaffung von Spezialmaterialien vermeiden.
Planen Sie die Nachbearbeitung im Voraus: Berücksichtigen Sie die Anforderungen an die Endbearbeitung bereits bei der Planung, anstatt sie später hinzuzufügen.
Aufbau von Beziehungen zu zuverlässigen Lieferanten: Bei PTSMAKE haben Aufträge von Stammkunden, die uns regelmäßig beliefern, Vorrang, wobei wir dringende Anfragen oft in unseren Produktionsplan integrieren.
Bewährte Praktiken für Kommunikation und Planung
Eine klare Kommunikation mit Ihrem CNC-Dreher ist für realistische Zeitvorgaben unerlässlich. Achten Sie darauf, wenn Sie Angebote einholen:
- Geben Sie Ihre tatsächlichen Lieferanforderungen an, anstatt einfach nur "so schnell wie möglich" zu verlangen.
- Kommunikation der Projektprioritäten bei der Bestellung mehrerer Teile
- Erörterung von Optionen für Teillieferungen, wenn dies Ihrem Produktionsfluss zuträglich ist
- Machen Sie Ihre Endanwendung transparent, um potenzielle Optimierungsmöglichkeiten zu ermitteln.
Die erfolgreichsten Projekte, die ich bei PTSMAKE betreut habe, betrafen Kunden, die uns ihren übergeordneten Zeitplan mitteilten, so dass wir den Fertigungsprozess so planen konnten, dass er perfekt mit ihren Montageplänen übereinstimmte.
Kann das Präzisions-CNC-Drehen komplexe Geometrien und dünne Wände bewältigen?
Haben Sie sich jemals mit der Frustration konfrontiert gesehen, Teile mit komplizierten Details oder empfindlichen Merkmalen zu bearbeiten? Diese Momente, in denen Ihre Entwürfe die traditionellen Grenzen der Fertigung herausfordern und Sie sich fragen, ob das Präzisionsdrehen wirklich das liefern kann, was Sie sich vorgestellt haben?
Ja, modernes CNC-Präzisionsdrehen kann komplexe Geometrien und dünne Wände effektiv bearbeiten. Mit fortschrittlichen mehrachsigen Maschinen, Spezialwerkzeugen und geeigneten Einrichtungsverfahren können die heutigen Drehbetriebe erfolgreich Komponenten mit komplizierten Merkmalen und Wandstärken von bis zu 0,2 mm herstellen und dabei enge Toleranzen einhalten.

Die Möglichkeiten des modernen CNC-Drehens verstehen
Bei der Erörterung komplexer Geometrien und dünnwandiger Komponenten ist es wichtig zu erkennen, wie weit die CNC-Drehtechnologie fortgeschritten ist. Traditionelle Drehbearbeitungen waren einst auf einfache zylindrische Formen beschränkt, aber die heutigen CNC-Drehzentren haben sich dramatisch weiterentwickelt.
Moderne mehrachsige CNC-Drehmaschinen kombinieren sowohl Dreh- als auch Fräsfunktionen und ermöglichen so die Herstellung unglaublich komplexer Geometrien, die mit herkömmlichem Drehen allein nicht möglich waren. Diese Maschinen sind häufig mit angetriebenen Werkzeugen, Gegenspindeln und Y-Achsenbewegungen ausgestattet, die ihre Möglichkeiten über die grundlegenden Dreharbeiten hinaus erheblich erweitern.
Bei PTSMAKE habe ich im Laufe der Jahre den Wandel der Drehtechnologie miterlebt. Unsere fortschrittlichen Drehzentren können Komponenten mit komplexen Profilen, Hinterschneidungen, exzentrischen Merkmalen und extrem dünnen Wänden bearbeiten, ohne dass die Maßgenauigkeit oder die Qualität der Oberflächengüte beeinträchtigt wird.
Schlüsselfaktoren für die Bearbeitung komplexer Geometrien
Mehrere technologische Fortschritte haben das Drehen komplexer Geometrien ermöglicht:
Multi-Achsen-Fähigkeiten: Moderne CNC-Drehzentren mit 5 oder mehr Achsen bieten die Möglichkeit, Werkstücke aus mehreren Winkeln zu bearbeiten, was komplexe Konturen und Merkmale ermöglicht.
Live-Tooling: Dies ermöglicht Fräsvorgänge in derselben Aufspannung, wodurch die Notwendigkeit von Nachbearbeitungen entfällt und die Gesamtgenauigkeit verbessert wird.
Fortgeschrittene CAD/CAM-Systeme: Mit diesen Softwarelösungen können Programmierer anspruchsvolle Werkzeugwege entwickeln, die den Werkzeugeingriff optimieren und die Schnittkräfte bei empfindlichen Merkmalen minimieren.
Werkzeug-Überwachungssysteme: Die Echtzeitüberwachung hilft, Werkzeugverschleiß oder potenzielle Fehler zu erkennen, bevor sie dünnwandige Profile beschädigen.
Simultane Interpolation9: Diese fortschrittliche Programmiertechnik ermöglicht eine gleichmäßige, kontinuierliche Werkzeugbewegung über komplexe Oberflächen.
Erfolgreich dünnwandig drehen
Die Herstellung von dünnwandigen Bauteilen durch CNC-Drehen erfordert die besondere Beachtung mehrerer kritischer Faktoren. Basierend auf meiner Erfahrung bei PTSMAKE, sind hier die wichtigsten Überlegungen für erfolgreiches Dünnwanddrehen:
Überlegungen zur Materialauswahl
Das von Ihnen gewählte Material hat einen erheblichen Einfluss auf Ihre Fähigkeit, dünne Wände zu erzielen. Einige Materialien sind besser geeignet als andere:
| Material Typ | Praktische Mindestwanddicke | Herausforderungen |
|---|---|---|
| Aluminium-Legierungen | 0,2-0,3 mm | Werkstückspannung ohne Verformung |
| Rostfreier Stahl | 0,3-0,5 mm | Wärmemanagement, Werkzeugverschleiß |
| Titan | 0,4-0,6 mm | Wärmekonzentration, Werkzeugverschleiß |
| Messing/Kupfer | 0,2-0,3 mm | Gratbildung, Spankontrolle |
| Technische Kunststoffe | 0,3-0,5 mm | Ablenkung, Wärmeempfindlichkeit |
Spezielle Anforderungen an die Werkzeuge
Um dünne Wände zu erreichen, müssen die Werkzeuge optimiert werden:
Scharfe Schnittkanten: Stumpfe Werkzeuge erzeugen übermäßige Schnittkräfte, die dünne Wände verbiegen oder deformieren können.
Positive Spanwinkel: Sie reduzieren die Schnittkräfte und minimieren die Durchbiegung des Werkstücks.
Kleine Nasenradien: Für komplizierte Details und enge Innenecken.
Benutzerdefinierte Werkzeuggeometrie: Manchmal reichen die Standardwerkzeuge nicht aus, und für bestimmte Funktionen müssen maßgeschneiderte Werkzeuge entwickelt werden.
Aufnahmestrategien für empfindliche Komponenten
Eine der größten Herausforderungen beim Drehen von dünnwandigen Werkstücken ist die richtige Werkstückspannung. Standard-Futter oder Spannzangen können dünnwandige Teile leicht verformen. Hier sind effektive Strategien, die wir anwenden:
Benutzerdefinierte weiche Kiefer: Entwickelt, um sich der genauen Kontur des Werkstücks anzupassen und den Spanndruck gleichmäßig zu verteilen.
Dornstütze: Für die Innenspannung von dünnwandigen Rohrteilen.
Vakuum-Armaturen: Bietet eine verteilte Haltekraft ohne konzentrierte Druckpunkte.
Reitstockstütze: Die Verwendung von angetriebenen Spitzen für zusätzliche Stabilität während der Bearbeitung.
Sequentielle Bearbeitung: Strategisches Entfernen von Material, um die strukturelle Integrität während des gesamten Prozesses zu erhalten.
Fortgeschrittene Programmiertechniken
Der Programmieransatz ist für das erfolgreiche Dünnwanddrehen ebenso entscheidend:
Leichte Fertigstellungspassagen: Minimierung der Schnittkräfte durch mehrere leichte Durchgänge anstelle von aggressiven Schnitten.
Optimierte Schnittparameter: Angepasste Geschwindigkeiten und Vorschübe zur Reduzierung von Vibrationen und Werkstückdurchbiegung.
Ausgewogene Schnittrichtung: Wechselnde Schnittrichtungen zur Neutralisierung der Durchbiegungskräfte.
Werkzeugweg-Optimierung: Erstellen kontinuierlicher Werkzeugwege, die den Werkzeugein- und -austritt minimieren und die Stoßbelastung reduzieren.
Reale Anwendungen und Einschränkungen
Moderne CNC-Drehmaschinen sind zwar unglaublich leistungsfähig, aber es ist wichtig, ihre praktischen Grenzen zu kennen. Hier ist eine realistische Einschätzung, die auf meiner Erfahrung beruht:
Erreichbare Geometrien
CNC-Drehen eignet sich hervorragend zur Herstellung:
- Kegelförmige Profile mit unterschiedlichen Durchmessern
- Außen- und Innengewinde
- Hinterschneidungen und Rillen
- Konturierte Oberflächen mit komplexen Radien
- Exzentrische Merkmale (mit angetriebenen Werkzeugen)
- Dünnwandige zylindrische oder rohrförmige Bauteile
Praktische Beschränkungen
Trotz der fortgeschrittenen Fähigkeiten bleiben einige Einschränkungen bestehen:
- Extrem tiefe innere Merkmale können schwer zugänglich sein
- Sehr dünne Wände (unter 0,2 mm) können alternative Herstellungsmethoden erfordern.
- Hochkomplexe unrunde Merkmale können zusätzliche Fräsvorgänge erfordern.
- Bestimmte Materialien mit schlechter Bearbeitbarkeit stellen bei dünnwandigen Anwendungen eine größere Herausforderung dar
Bei PTSMAKE wird jedes Projekt sorgfältig geprüft, um festzustellen, ob das Präzisionsdrehen die optimale Fertigungsmethode ist oder ob alternative Verfahren den Anforderungen besser gerecht werden können. Manchmal führt ein hybrider Ansatz, bei dem das Drehen mit anderen Verfahren kombiniert wird, bei besonders komplexen Bauteilen zu den besten Ergebnissen.
Welche Zertifizierungen garantieren die Zuverlässigkeit von Präzisions-CNC-Drehdienstleistungen?
Haben Sie schon einmal Präzisionsdrehteile erhalten, die einfach nicht Ihren Spezifikationen entsprachen? Oder schlimmer noch, haben Sie mit einem Lieferanten zusammengearbeitet, der sich auf die Qualität berief, aber minderwertige Komponenten lieferte, die bei der Montage oder beim Gebrauch versagten? Diese Situationen führen nicht nur zu Projektverzögerungen, sondern können auch Ihren Ruf bei Kunden und Interessengruppen schädigen.
Bei der Auswahl eines CNC-Drehdienstleisters sind Zertifizierungen ein wichtiger Indikator für Zuverlässigkeit und Qualitätssicherung. Zu den wertvollsten Zertifizierungen gehören ISO 9001 für das Qualitätsmanagement, AS9100 für Anwendungen in der Luft- und Raumfahrt, ISO 13485 für medizinische Geräte und IATF 16949 für Automobilkomponenten - allesamt Belege für das Engagement eines Herstellers für konsistente Präzision und Prozesskontrolle.

Die Bedeutung von Qualitätszertifizierungen beim CNC-Drehen
Qualitätszertifizierungen in der CNC-Präzisionsdreherei sind nicht einfach nur schicke Plaketten auf der Website eines Unternehmens. Sie stehen für strukturierte Systeme und Prozesse, die gleichbleibende Qualität und Zuverlässigkeit gewährleisten. In meiner Arbeit mit der Präzisionsfertigung bei PTSMAKE habe ich gesehen, wie richtig umgesetzte Zertifizierungssysteme den Betrieb von der bloßen Produktivität in eine gleichbleibend hervorragende Qualität verwandeln.
Zertifizierungen bieten einen standardisierten Rahmen für Fertigungsprozesse, Qualitätskontrollverfahren und Initiativen zur kontinuierlichen Verbesserung. Sie verlangen von den Unternehmen, dass sie ihre Prozesse dokumentieren, ihre Mitarbeiter entsprechend schulen und Aufzeichnungen über Qualitätsprüfungen und Probleme führen. Dieser systematische Ansatz minimiert menschliche Fehler und stellt sicher, dass jedes Teil den Spezifikationen entspricht, unabhängig davon, wer die Maschine bedient oder wann das Teil produziert wird.
Zentrale ISO-Zertifizierungen für die Präzisionsfertigung
Die Internationale Organisation für Normung (ISO) bietet mehrere Zertifizierungen an, die für CNC-Drehdienstleistungen relevant sind:
ISO 9001: Die Grundlage des Qualitätsmanagements
ISO 9001 ist die grundlegendste Zertifizierung für jeden qualitätsorientierten Hersteller. Sie legt Anforderungen für ein Qualitätsmanagementsystem (QMS) fest, das Organisationen hilft:
- Prozesse konsequent dokumentieren
- Risiken proaktiv erkennen und angehen
- Umsetzung von Methoden zur kontinuierlichen Verbesserung
- Sicherstellung der Kundenzufriedenheit durch Qualitätsprodukte
Bei PTSMAKE bildet die ISO 9001-Zertifizierung das Rückgrat unserer Qualitätssysteme. Sie ist die Richtschnur für alles, von der Überprüfung der Kundenanforderungen bis zur Messung und Prüfung der fertigen Teile. Diese Normung10 schafft Vorhersehbarkeit bei den Ergebnissen - ein entscheidender Faktor, wenn die Präzision in Mikrometern gemessen wird.
ISO 14001: Umweltmanagementsysteme
Die ISO 14001-Zertifizierung steht zwar nicht in direktem Zusammenhang mit der Qualität von Teilen, zeigt aber das Engagement eines Herstellers für den Umweltschutz. Dies ist für Kunden, die über die Nachhaltigkeit ihrer Lieferkette Bericht erstatten müssen, von zunehmender Bedeutung. Ein CNC-Drehservice mit ISO 14001:
- Minimiert den Abfall bei Bearbeitungsprozessen
- Ordnungsgemäße Verwaltung und Entsorgung von Schneidflüssigkeiten
- Umsetzung von Energieeffizienzmaßnahmen
- Entspricht den Umweltvorschriften
Branchenspezifische Zertifizierungen
Verschiedene Branchen haben spezielle Anforderungen, die über die grundlegenden ISO-Normen hinausgehen:
AS9100: Qualitätsmanagement in der Luft- und Raumfahrt
Bei Komponenten für die Luft- und Raumfahrt ist die AS9100-Zertifizierung (die alle ISO 9001-Anforderungen sowie luft- und raumfahrtspezifische Ergänzungen enthält) oft nicht verhandelbar. Diese Zertifizierung umfasst:
- Strenge Anforderungen an die Rückverfolgbarkeit
- Risikomanagement speziell für die Flugsicherheit
- Steuerung spezieller Prozesse wie Wärmebehandlung
- Vorbeugung gegen gefälschte Teile
IATF 16949: Anforderungen der Automobilindustrie
Automobilhersteller verlangen von ihren Zulieferern eine Zertifizierung nach IATF 16949, die sich auf folgende Punkte konzentriert:
- Fehlervermeidung statt Fehlerentdeckung
- Verringerung von Abweichungen und Verschwendung
- Spezifische Werkzeuge wie FMEA (Fehlermöglichkeits- und Einflussanalyse)
- Anforderungen an das Management der Lieferkette
ISO 13485: Qualitätssysteme für Medizinprodukte
Für Hersteller medizinischer Komponenten gewährleistet die ISO 13485-Zertifizierung:
- Strenge Sauberkeits- und Kontaminationskontrollen
- Validierung von Herstellungsverfahren
- Verbesserte Rückverfolgbarkeit für implantierbare Komponenten
- Umfassendes Risikomanagement
Überprüfung der technischen Fähigkeiten
Neben den Zertifizierungen des Managementsystems werden mit den Zertifizierungen der technischen Fähigkeiten spezifische Fähigkeiten und die Kalibrierung der Ausrüstung überprüft:
NADCAP-Akkreditierung
Das National Aerospace and Defense Contractors Accreditation Program (NADCAP) bietet eine spezielle Akkreditierung für Prozesse wie:
- Zerstörungsfreie Prüfung
- Wärmebehandlung
- Chemische Verarbeitung
- Oberflächenbehandlungen
Die NADCAP-Zulassung für diese speziellen Verfahren ist ein Beweis für außergewöhnliche technische Fähigkeiten und Prozesskontrolle.
Zertifizierungen für Präzisionsmessungen
Ein zuverlässiger CNC-Drehservice sollte über Zertifizierungen für seine Messgeräte verfügen. Suchen Sie nach:
- Kalibrierungszertifikate, rückführbar auf nationale Normale
- Studien zur Wiederholbarkeit und Reproduzierbarkeit (R&R) von Messgeräten
- Zertifizierungen für CMM-Programmierung
- Regelmäßige Kalibrierungszeitpläne und -aufzeichnungen
Wie man die Zertifizierungen eines Lieferanten überprüft
Bei der Bewertung potenzieller CNC-Drehpartner empfehle ich, diese Schritte zur Überprüfung der Zertifizierungen zu unternehmen:
- Aktuelle Zertifikate mit Ablaufdatum anfordern
- Prüfen Sie die Website der Zertifizierungsstelle, um die Gültigkeit zu bestätigen
- Fragen Sie nach aktuellen Prüfberichten und Abhilfemaßnahmen
- Erkundigen Sie sich nach etwaigen Bedingungen oder Einschränkungen für Zertifizierungen
Der Zertifizierungsstatus kann zum einfachen Vergleich in Tabellenform dargestellt werden:
| Zertifizierung | Zweck | Typische Gültigkeitsdauer | Überprüfungsmethode |
|---|---|---|---|
| ISO 9001 | Qualitätsmanagement-System | 3 Jahre mit jährlicher Überwachung | Zertifikatsabfrage auf der Website der Registrierstelle |
| AS9100 | Luft- und Raumfahrt QMS | 3 Jahre mit halbjährlichen Audits | Überprüfung der OASIS-Datenbank |
| ISO 13485 | QMS für medizinische Geräte | 3 Jahre mit jährlicher Überwachung | Zertifikatsabfrage auf der Website der Registrierstelle |
| IATF 16949 | QMS für die Automobilindustrie | 3 Jahre mit jährlicher Überwachung | Überprüfung der IATF-Datenbank |
Der Zusammenhang zwischen Zertifizierungen und Leistung
Zertifizierungen bieten zwar eine gute Grundlage für die Bewertung, sollten aber als notwendig, aber nicht ausreichend für die Gewährleistung von Qualität angesehen werden. In meinen Jahren bei PTSMAKE habe ich festgestellt, dass der wahre Wert davon abhängt, wie sehr sich ein Unternehmen die Prinzipien hinter den Zertifizierungen zu eigen macht, und nicht nur von der Einhaltung der Anforderungen bei den Audits.
Die besten CNC-Drehpartner demonstrieren:
- Integration der Zertifizierungsanforderungen in das Tagesgeschäft
- Kontinuierliche Verbesserung über die Zertifizierungsanforderungen hinaus
- Regelmäßige interne Audits und Selbsteinschätzungen
- Investitionen in laufende Schulungen und Kompetenzentwicklung
Aufkommende Zertifizierungstrends in der Präzisionsfertigung
Die Zertifizierungslandschaft entwickelt sich ständig weiter. Vorausschauende CNC-Drehereien sind bestrebt:
- Cybersicherheitszertifizierungen (wie ISO 27001) zum Schutz von Entwurfsdaten
- Zertifizierungen für die Bereitschaft zur Industrie 4.0
- Zertifizierungen der additiv-subtraktiven Hybridfertigung
- Zertifizierungen für Nachhaltigkeit und CO2-Fußabdruck
Bei PTSMAKE evaluieren wir ständig neue Zertifizierungsstandards, um sicherzustellen, dass wir bei der Präzisionsfertigung an vorderster Front stehen.
Klicken Sie hier, um mehr über die Konstruktion von Teilen für optimale Rotationssymmetrie beim CNC-Drehen zu erfahren. ↩
Erfahren Sie mehr über die langfristige Stabilität der Materialeigenschaften bei Präzisionsanwendungen. ↩
Klicken Sie hier für unseren umfassenden Leitfaden zur Bearbeitbarkeit von Materialien. ↩
Klicken Sie hier, um eine ausführliche Erklärung darüber zu erhalten, wie sich die Oberflächenrauhigkeit auf die Leistung eines Teils auswirkt. ↩
Lernen Sie Messtechniken kennen, die kostspielige Fehler verhindern. ↩
Erfahren Sie mehr über Materialeigenschaften, die die Bearbeitungsleistung beeinflussen. ↩
Das Verständnis dieses Konzepts hilft, kostspielige Bearbeitungsfehler zu vermeiden. ↩
Erfahren Sie, wie sich der Werkzeugverschleiß auf die Bearbeitungspräzision und die Projektlaufzeiten auswirkt. ↩
Klicken Sie hier, um fortgeschrittene Programmiertechniken für komplexe geometrische Bearbeitungen zu erlernen. ↩
Standardisierte Prozesse, die eine gleichbleibende Qualität in der Produktion gewährleisten. ↩






