

Haben Sie schon einmal eine bearbeitete Welle erhalten, die nicht ganz in Ihre Baugruppe passte? Es ist frustrierend, wenn Maßungenauigkeiten zu Verzögerungen und Nacharbeit führen. Ich habe erlebt, wie viele Ingenieure mit schlecht bearbeiteten Wellen zu kämpfen hatten, die zu vorzeitigem Verschleiß und Geräteausfall führten.
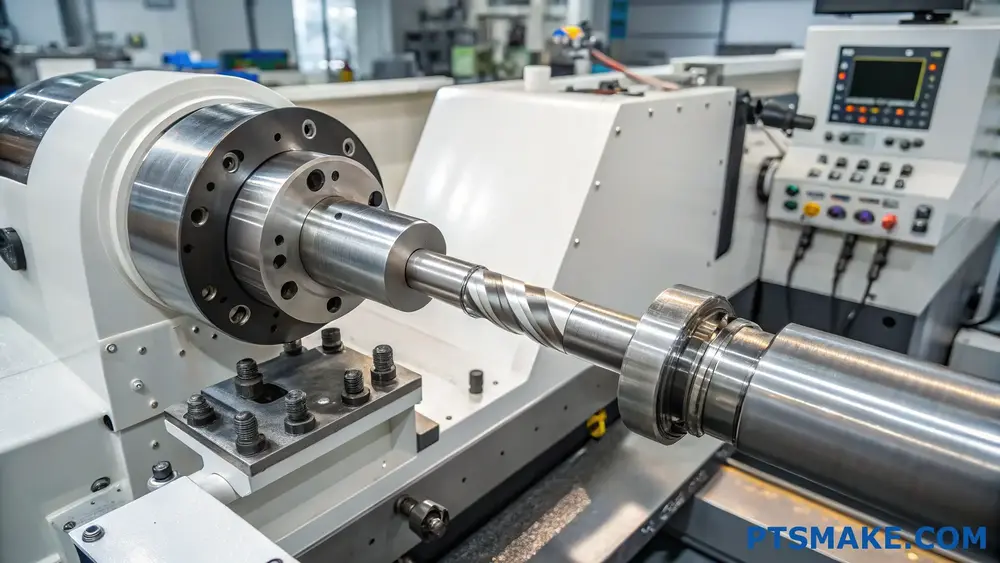
Eine Welle in der spanabhebenden Fertigung ist ein zylindrisches Bauteil, das zur Übertragung von Kraft und Drehbewegung in mechanischen Systemen dient. Sie wird in der Regel durch Drehen auf einer Drehmaschine hergestellt, wobei Material abgetragen wird, um bestimmte Durchmesser, Längen und Oberflächengüten zu erzielen.

Ich habe vielen Kunden bei der Optimierung ihrer Wellendesigns und Fertigungsprozesse geholfen. Zu den wichtigsten Aspekten, die wir berücksichtigen müssen, gehören die Materialauswahl, die Toleranzanforderungen und die Spezifikationen für die Oberflächengüte. Ich möchte Ihnen einige wichtige Erkenntnisse über die Wellenbearbeitung vermitteln, die Ihnen helfen werden, häufige Fallstricke zu vermeiden.
Was sind die verschiedenen Arten von Wellen?
Haben Sie sich schon einmal von der Vielfalt der Wellen in mechanischen Systemen verwirren lassen? Viele Ingenieure stehen vor dieser Herausforderung, wenn es darum geht, die richtige Welle für ihre Projekte auszuwählen. Dabei stellen sie oft fest, dass die Wahl des falschen Typs zu kostspieligen Ausfällen und Ineffizienzen des Systems führen kann.
Eine Welle ist ein rotierendes Maschinenelement, das die Kraft von einem Bauteil auf ein anderes überträgt. Zu den verschiedenen Arten gehören Antriebswellen, Getriebewellen, Vorgelegewellen und Spindelwellen, die jeweils für bestimmte Anwendungen und Belastungsanforderungen ausgelegt sind.

Verständnis der Wellenklassifizierungen
Basierend auf der Methode der Energieübertragung
Kraftübertragungswellen können je nach Art der Kraftübertragung in verschiedene Typen eingeteilt werden:
Getriebewellen
Diese Wellen übertragen die Leistung zwischen der Quelle und der Maschine, die die Leistung aufnimmt. Das häufigste Beispiel ist die Welle, die einen Elektromotor mit einem Getriebe verbindet. Bei der Konstruktion von Übertragungswellen liegt der Schwerpunkt sowohl auf der Torsionsfestigkeit als auch auf der Steifigkeit.
Spindel-Wellen
In Werkzeugmaschinen sind Spindelwellen ein wichtiger Bestandteil, der das Schneidwerkzeug oder das Werkstück hält. Bei PTSMAKE fertigen wir häufig hochpräzise Spindelwellen für CNC-Maschinen, bei denen Auslauf1 Toleranz ist entscheidend für die Erzielung genauer Bearbeitungsergebnisse.
Antriebswellen
Diese Wellen übertragen die Kraft von einem Ort zum anderen, oft in einem Winkel. Ein perfektes Beispiel sind die Antriebswellen in Kraftfahrzeugen, die das Getriebe mit dem Differential verbinden.
Basierend auf Form und Design
Verschiedene Wellenformen dienen unterschiedlichen Zwecken:
| Form Typ | Merkmale | Gemeinsame Anwendungen |
|---|---|---|
| Gerade | Durchgängig gleichmäßiger Durchmesser | Allgemeine Kraftübertragung |
| Abgestuft | Abschnitte mit mehreren Durchmessern | Werkzeugmaschinen, Getriebemontagen |
| Verzahnt | Äußere oder innere Rillen | Kfz-Getriebe |
| Hohle | Röhrenförmige Konstruktion | Leichte Anwendungen |
Überlegungen zur Materialauswahl
Die Wahl des Wellenmaterials hat einen erheblichen Einfluss auf die Leistung:
Wellen aus Kohlenstoffstahl
- AISI 1040-1050: Anwendungen mit mittlerer Festigkeit
- AISI 4140-4150: Höhere Festigkeitsanforderungen
- AISI 8620: Einsatzgehärtete Anwendungen
Wellen aus rostfreiem Stahl
Nach meiner Erfahrung bei PTSMAKE empfehlen wir häufig Wellen aus rostfreiem Stahl für:
- Korrosive Umgebungen
- Ausrüstung für die Lebensmittelverarbeitung
- Medizinische Geräte
- Anwendungen in der Schifffahrt
Belastungseigenschaften
Die Kenntnis der Belastungsarten ist für die Wellenkonstruktion entscheidend:
Torsionsbelastungen
- Hauptüberlegung bei der Stromübertragung
- Beeinflusst die Berechnung des Wellendurchmessers
- Erfordert eine sorgfältige Analyse der Materialfestigkeit
Biegebeanspruchung
- Erzeugt durch Querkräfte
- Beeinflusst durch Schaftlänge und Abstützung
- Entscheidend für die Bestimmung der Wellendurchbiegung
Kombinierte Ladungen
Bei den meisten realen Anwendungen treten sowohl Torsions- als auch Biegebelastungen auf, was umfassende Konstruktionsüberlegungen erfordert.
Herstellungsmethoden
Bei PTSMAKE setzen wir verschiedene Fertigungstechniken ein:
CNC-Drehen
- Präzise Kontrolle des Durchmessers
- Ausgezeichnete Oberflächengüte
- Komplexe Profilmöglichkeiten
Schleifen
- Für hochpräzise Anforderungen
- Endbearbeitung nach der Wärmebehandlung
- Enge Toleranzleistung
Wärmebehandlung
- Oberflächenhärtung
- Verbesserung der Kernkraft
- Verbesserung der Verschleißfestigkeit
Maßnahmen zur Qualitätskontrolle
Zu den wesentlichen Qualitätsprüfungen gehören:
Prüfung der Abmessungen
- Messungen des Durchmessers
- Überprüfung des Rundlaufs
- Bestätigung der Länge
Materialprüfung
- Härteprüfung
- Prüfung der Oberflächenbeschaffenheit
- Zerstörungsfreie Prüfung, falls erforderlich
Anwendungsspezifische Überlegungen
Unterschiedliche Branchen erfordern spezifische Welleneigenschaften:
Luft- und Raumfahrt
- Leichte Materialien
- Hohes Verhältnis von Festigkeit zu Gewicht
- Strenge Qualitätsanforderungen
Automobilindustrie
- Dauerhaftigkeit bei unterschiedlichen Belastungen
- Kostengünstige Lösungen
- Fähigkeit zur Massenproduktion
Industrielle Maschinen
- Schwerlastanwendungen
- Lange Lebensdauer
- Überlegungen zur Wartung
Durch diese umfassenden Klassifizierungen und Überlegungen können Ingenieure den geeigneten Wellentyp für ihre spezifischen Anwendungen besser verstehen und auswählen. Bei PTSMAKE haben wir Fachkenntnisse in der Herstellung verschiedener Wellentypen entwickelt, die eine optimale Leistung in verschiedenen Branchen und Anwendungen gewährleisten.
Wofür ist eine Welle ausgelegt?
Haben Sie sich jemals gefragt, warum manche mechanischen Komponenten unerwartet ausfallen und kostspielige Ausfallzeiten und Reparaturen verursachen? Der Kern dieses Problems liegt oft darin, dass die Anforderungen an die Wellenkonstruktion falsch verstanden werden, was zu vorzeitigem Verschleiß, unerwarteten Ausfällen und einer geringeren Effizienz der Anlage führt.
Eine Welle ist ein rotierendes Maschinenelement, das dazu dient, Leistung und Drehmoment zwischen verschiedenen mechanischen Komponenten zu übertragen. Sie dient als wichtige Stütze für rotierende Elemente wie Zahnräder, Riemenscheiben und Schwungräder und sorgt für die richtige Ausrichtung und Lagerbelastung während des Betriebs.

Verstehen der grundlegenden Wellenfunktionen
Kraftübertragung
Die Hauptfunktion einer Welle besteht darin, Kraft von einem Punkt zum anderen zu übertragen. Dazu müssen verschiedene Arten von Lasten gehandhabt werden, darunter:
- Torsionsbelastungen durch Drehbewegungen
- Biegebelastung durch angeschlossene Bauteile
- Axiallasten aus Schubkräften
- Kombinierte Lasten während des Betriebs
Die Fähigkeit der Welle, diese Belastungen zu bewältigen, hängt von ihrer Spannungsverteilung2 Muster und Materialeigenschaften.
Tragfähigkeiten
Die Wellen müssen verschiedene mechanische Elemente tragen und gleichzeitig aufrechterhalten:
- Richtige Ausrichtung
- Rotationsstabilität
- Minimale Ablenkung
- Strukturelle Integrität
Designüberlegungen für optimale Leistung
Auswahl des Materials
Die Wahl des Materials hat einen erheblichen Einfluss auf die Leistung des Schafts. Hier ist ein Vergleich der gängigen Schaftmaterialien:
| Material Typ | Vorteile | Beste Anwendungen |
|---|---|---|
| Kohlenstoffstahl | Kostengünstig, gute Festigkeit | Maschinen für allgemeine Zwecke |
| Legierter Stahl | Höhere Festigkeit, bessere Verschleißfestigkeit | Schweres Gerät |
| Rostfreier Stahl | Korrosionsbeständig, sauberer Betrieb | Lebensmittelverarbeitung, chemische Industrie |
| Werkzeugstahl | Ausgezeichnete Verschleißfestigkeit | Hochpräzise Maschinen |
Geometrische Merkmale
Die Geometrie der Welle spielt eine entscheidende Rolle für ihre Funktionalität:
Variationen im Durchmesser
- Abgestufte Profile für die Montage von Komponenten
- Allmähliche Übergänge zur Minimierung der Spannungskonzentration
- Optimale Dimensionierung für die Lastverteilung
Merkmale der Oberfläche
- Keilnuten zur Sicherung von Bauteilen
- Verzahnung zur Drehmomentübertragung
- Gewindeabschnitte zur Befestigung
Kritische Geschwindigkeitsbetrachtungen
Bei der Konstruktion von Schächten müssen wir Folgendes berücksichtigen:
- Betriebsgeschwindigkeiten
- Eigenfrequenzen
- Schwingungseigenschaften
- Anforderungen an das dynamische Gleichgewicht
Herstellungsaspekte
Bei PTSMAKE legen wir Wert auf präzise Bearbeitungstechniken, um die Qualität der Wellen zu gewährleisten:
Anforderungen an die Präzisionsbearbeitung
Maßhaltigkeit
- Typische Toleranzen: ±0,001 Zoll für kritische Merkmale
- Anforderungen an die Oberflächengüte: 32-63 Mikrozoll
- Rundheitskontrolle innerhalb von 0,0005 Zoll
Oberflächenbehandlung
- Wärmebehandlung für verbesserte Festigkeit
- Oberflächenhärtung für Verschleißfestigkeit
- Beschichtungsanwendungen für spezifische Umgebungen
Maßnahmen zur Qualitätskontrolle
Inspektionsverfahren
- Überprüfung der Dimensionen
- Rundlaufmessungen
- Zertifizierung von Materialien
- Härteprüfung
Anforderungen an die Dokumentation
- Fertigungszeichnungen
- Inspektionsberichte
- Materielle Zertifikate
- Aufzeichnungen über die Wärmebehandlung
Anwendungsspezifische Überlegungen
Unterschiedliche Branchen erfordern spezielle Schachtkonstruktionen:
Automobilanwendungen
- Hochgeschwindigkeitsbetrieb
- Unterschiedliche Lastbedingungen
- Strenge Anforderungen an das Gleichgewicht
- Normen für die Dauerhaftigkeit
Industrielle Maschinen
- Kontinuierlicher Betrieb
- Hohe Belastbarkeit
- Zugänglichkeit zur Wartung
- Umweltbezogene Überlegungen
Präzisionsgeräte
- Hohe Genauigkeitsanforderungen
- Minimale Vibration
- Besonderer Materialbedarf
- Kritische Oberflächenbeschaffenheit
Wartung und Verlässlichkeit
Um eine langfristige Leistung zu gewährleisten:
Regelmäßiger Inspektionsplan
- Visuelle Kontrolle auf Verschleiß
- Überprüfung der Ausrichtung
- Überwachung des Lagerzustands
- Schwingungsanalyse
Vorbeugende Wartung
- Anforderungen an die Schmierung
- Intervalle für den Austausch von Bauteilen
- Leistungsüberwachung
- Praktiken der Dokumentation
Bei ordnungsgemäßer Konstruktion, Fertigung und Wartung können Wellen während ihres gesamten Lebenszyklus zuverlässig arbeiten. Der Schlüssel dazu ist das Verständnis der spezifischen Anwendungsanforderungen und die Implementierung geeigneter Konstruktionsmerkmale, um diese Anforderungen zu erfüllen.
Wo werden Schächte verwendet?
Haben Sie sich jemals gefragt, warum Wellen in mechanischen Systemen scheinbar überall vorkommen? Vom Antriebsstrang Ihres Autos bis hin zu Industriemaschinen spielen diese scheinbar einfachen Komponenten eine entscheidende Rolle, doch viele Ingenieure tun sich schwer, die optimalen Anwendungen für die verschiedenen Wellentypen zu finden.
Wellen sind wichtige mechanische Komponenten, die in rotierenden Geräten zur Übertragung von Kraft und Bewegung eingesetzt werden. Man findet sie in Kraftfahrzeuggetrieben, Industriemaschinen, Stromerzeugungsanlagen, Werkzeugmaschinen und verschiedenen anderen Anwendungen, bei denen eine Drehbewegung oder Kraftübertragung erforderlich ist.

Gemeinsame Anwendungen von Schächten
Autoindustrie
Im Automobilsektor werden Wellen in großem Umfang in verschiedenen Komponenten eingesetzt. Antriebswellen übertragen die Kraft vom Motor auf die Räder, während Nockenwellen die Ventilsteuerung in Motoren steuern. Bei PTSMAKE habe ich unzählige Präzisionswellen für Automobilanwendungen bearbeitet, bei denen Torsionssteifigkeit3 ist entscheidend für eine optimale Leistung.
Industrielle Maschinen
Produktionsanlagen sind in hohem Maße auf Wellensysteme angewiesen. Fördersysteme, Pumpen und industrielle Mischer sind alle mit verschiedenen Arten von Wellen ausgestattet. Diese Komponenten erfordern oft spezifische Materialeigenschaften und präzise Maßtoleranzen, um korrekt zu funktionieren.
Stromerzeugung
In Kraftwerken spielen Wellen in Turbinen und Generatoren eine wichtige Rolle. Diese Anwendungen erfordern aufgrund der hohen Geschwindigkeiten und Lasten eine extrem hohe Präzision. Die Wellen müssen perfekt ausgewuchtet und ausgerichtet sein, um Vibrationen zu vermeiden und eine effiziente Stromerzeugung zu gewährleisten.
Wellentypen je nach Anwendung
| Welle Typ | Primäre Verwendung | Wesentliche Merkmale |
|---|---|---|
| Antriebswellen | Kraftübertragung | Hohe Drehmomentkapazität, ausgewogene Konstruktion |
| Vorgelegewellen | Geschwindigkeits-/Richtungsänderung | Kompakte, mehrstufige Montage |
| Keilwellen | Positionsvariable Kraftübertragung | Erhöhte Drehmomentkapazität, Gleitfähigkeit |
| Biegsame Schächte | Leistungsübertragung in nichtlinearen Pfaden | Biegbar, behält die Drehmomentkapazität bei |
Luft- und Raumfahrtanwendungen
In der Luft- und Raumfahrtindustrie werden einige der präzisesten Wellenanwendungen benötigt. Diese Komponenten müssen leicht und dennoch unglaublich stabil sein und werden oft aus exotischen Materialien wie Titanlegierungen hergestellt. Unsere CNC-Bearbeitungskapazitäten bei PTSMAKE sind für diese hochpräzisen Anforderungen besonders geeignet.
Kritische Designüberlegungen
Auswahl des Materials
Die Wahl des Materials hat einen erheblichen Einfluss auf die Leistung der Welle:
- Kohlenstoffstahl: Üblich für allgemeine Anwendungen
- Rostfreier Stahl: Korrosionsbeständige Umgebungen
- Legierter Stahl: Hochbeanspruchte Anwendungen
- Titan: Luft- und Raumfahrt und Leichtbauanwendungen
Anforderungen an die Oberflächenbeschaffenheit
Die Oberflächenbeschaffenheit spielt eine entscheidende Rolle für die Leistung der Welle:
- Laufflächen erfordern bestimmte Rauhigkeitswerte
- Lagersitze erfordern eine genaue Kontrolle der Abmessungen
- Für die Verschleißfestigkeit kann eine Oberflächenbehandlung erforderlich sein.
Herstellungsmethoden
CNC-Drehen
Moderne CNC-Drehzentren bieten höchste Präzision für die Wellenfertigung. Dieses Verfahren ermöglicht es:
- Enge Toleranzen (oft innerhalb von ±0,001")
- Ausgezeichnete Oberflächengüte
- Integration komplexer Merkmale
- Hohe Produktionseffizienz
Schleifen
Das Schleifen nach der Bearbeitung gewährleistet häufig:
- Hervorragende Oberflächenqualität
- Präzise Kontrolle des Durchmessers
- Verbesserte Rundheit
- Erhöhte Verschleißfestigkeit
Maßnahmen zur Qualitätskontrolle
Inspektionsmethoden
Die Qualitätskontrolle für Wellen umfasst:
- Überprüfung der Dimensionen
- Prüfung der Rundheit
- Messung der Oberflächengüte
- Prüfung der Materialhärte
- Überprüfung der Geradheit
Anwendungsspezifische Anforderungen
Hochgeschwindigkeitsanwendungen
Hochgeschwindigkeitswellen erfordern besondere Aufmerksamkeit:
- Dynamisches Auswuchten
- Besondere Materialauswahl
- Präzise Ausrichtungsmerkmale
- Besondere Anforderungen an die Oberflächenbeschaffenheit
Heavy-Duty-Anwendungen
Für starke Beanspruchung:
- Verbesserte Materialeigenschaften
- Größere Sicherheitsfaktoren
- Besondere Wärmebehandlung
- Zusätzliche Oberflächenhärtung
Zukünftige Trends bei Wellenanwendungen
Die Entwicklung von Schachtanwendungen geht weiter:
- Integration von intelligenten Sensoren
- Verwendung fortschrittlicher Materialien
- Verbesserte Oberflächenbehandlungen
- Verbesserte Designoptimierung
- Integration mit IoT-Systemen
Durch unsere Erfahrung bei PTSMAKE haben wir eine steigende Nachfrage nach präzisionsgefertigten Wellen in verschiedenen Branchen festgestellt. Unsere fortschrittlichen CNC-Bearbeitungsmöglichkeiten ermöglichen es uns, diesen wachsenden Anforderungen gerecht zu werden und gleichzeitig die höchsten Qualitätsstandards einzuhalten.
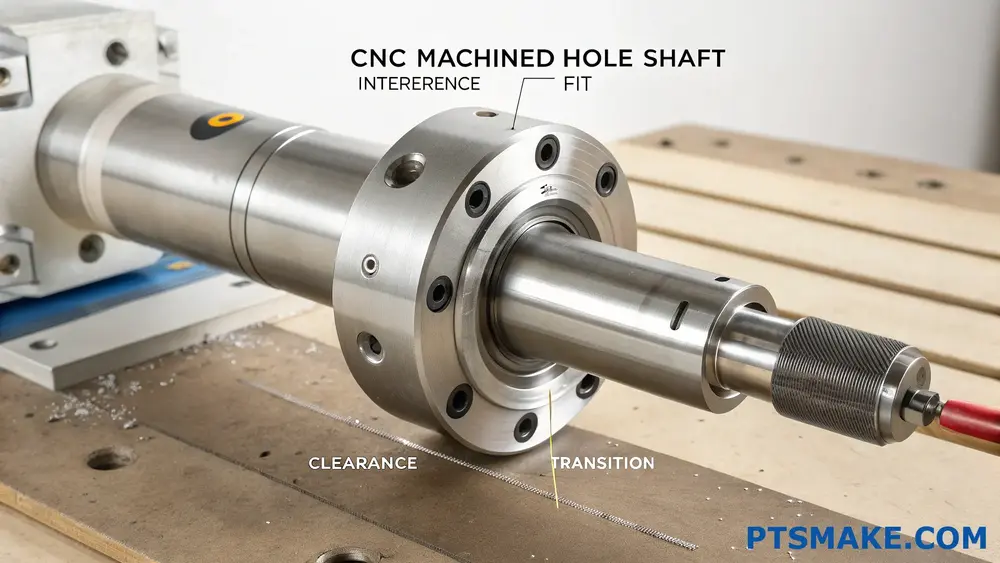
Wie macht man eine Lochwelle für die CNC-Bearbeitung fit?
Waren Sie bei Ihren Bearbeitungsprojekten schon einmal mit der frustrierenden Herausforderung konfrontiert, dass die Passungen von Bohrungen und Wellen nicht übereinstimmen? Teile, die sich nicht richtig zusammensetzen lassen, oder schlimmer noch, Komponenten, die aufgrund falscher Passungen vorzeitig verschleißen, können zu einem kostspieligen Albtraum werden.
Das Verständnis der Passung von Bohrung und Welle bei der CNC-Bearbeitung ist entscheidend für die präzise Montage von Komponenten. Dazu gehört die Auswahl der richtigen Toleranzklasse und die Sicherstellung einer korrekten Dimensionierung, um funktionale mechanische Verbindungen zwischen zusammenpassenden Teilen herzustellen.
Verständnis der Toleranzklassen
Die Grundlage für erfolgreiche Bohrungs-Wellen-Passungen liegt im Verständnis der Toleranzklassen. Diese standardisierten Klassifizierungen helfen dabei, konsistente dimensionale Messtechnik4 über alle Fertigungsprozesse hinweg. Bei PTSMAKE befolgen wir sowohl ISO- als auch ANSI-Normen, um die globale Kompatibilität zu gewährleisten.
Gemeinsame Toleranzklassen für Löcher:
| Toleranzklasse | Typische Anwendung | Genauigkeitsgrad |
|---|---|---|
| H7 | Allgemeine Maschinen | Standard-Präzision |
| H6 | Präzisionsgeräte | Hohe Präzision |
| H5 | Teile für Instrumente | Sehr hohe Präzision |
Gemeinsame Toleranzklassen für Wellen:
| Toleranzklasse | Typische Anwendung | Genauigkeitsgrad |
|---|---|---|
| f7 | Schiebepassungen | Standard-Präzision |
| h6 | Standort passt | Hohe Präzision |
| k6 | Leichte Presspassungen | Störungsfreier Sitz |
Arten von Passungen und ihre Anwendungen
Spielraum Passt
Diese Passungen bieten Platz zwischen der Welle und der Bohrung und ermöglichen Bewegung. Ich empfehle Spielpassungen für Bauteile, die regelmäßig montiert und demontiert werden müssen, wie Lager oder Buchsen, die geschmiert werden müssen.
Übergangspassungen
Übergangspassungen bieten minimales Spiel oder geringes Übermaß. Sie sind ideal für Teile, die präzise positioniert, aber gelegentlich demontiert werden müssen. Unsere Kunden verwenden diese Passungen häufig für Fixierstifte und semi-permanente Baugruppen.
Störungsanpassungen
Diese auch als Presspassungen bezeichneten Verbindungen schaffen eine starke Verbindung zwischen den Komponenten. Bei PTSMAKE kontrollieren wir den Bearbeitungsprozess sorgfältig, um das exakte Übermaß zu erreichen, das für dauerhafte Verbindungen erforderlich ist.
Kritische Faktoren bei der Herstellung von Passungen zwischen Bohrung und Welle
Anforderungen an die Oberflächenbeschaffenheit
Die Oberflächenbeschaffenheit hat einen erheblichen Einfluss auf die Qualität der Passform. Hier ist, was wir berücksichtigen:
- Ra-Wert für Gleitsitze: 0,8-1,6 µm
- Ra-Wert für Interferenzpassungen: 0,4-0,8 µm
- Ausrichtung der Oberflächenmuster für optimale Leistung
Materielle Erwägungen
Unterschiedliche Materialien erfordern unterschiedliche Ansätze:
- Wärmeausdehnungskoeffizienten
- Materialhärte und Verschleißfestigkeit
- Umweltfaktoren, die die Stabilität der Passform beeinflussen
Bewährte Praktiken für CNC-Bearbeitungsanpassungen
Vor-Produktionsplanung
- Technische Zeichnungen gründlich prüfen
- Überprüfen von Toleranzstapeln
- Thermische Effekte bei der Bearbeitung berücksichtigen
Kontrolle des Herstellungsprozesses
- Regelmäßige Überwachung des Werkzeugverschleißes
- Temperaturkontrollierte Umgebung
- Überprüfung von Messungen während des Prozesses
Überprüfung der Qualität
- Verwendung von Präzisionsmessgeräten
- Dokumentieren Sie alle kritischen Dimensionen
- Gegebenenfalls Montagetests durchführen
Gemeinsame Herausforderungen und Lösungen
Auswirkungen der Temperatur
Temperaturschwankungen können die Passgenauigkeit erheblich beeinträchtigen. Wir führen in unserer Produktionsstätte eine strenge Temperaturkontrolle durch, um gleichbleibende Ergebnisse zu gewährleisten.
Werkzeugverschleiß-Kompensation
Regelmäßige Überwachung des Werkzeugzustands und Kompensationsanpassungen tragen zur Aufrechterhaltung der Genauigkeit während der gesamten Produktion bei.
Materialspezifische Herausforderungen
Unterschiedliche Materialien stellen besondere Herausforderungen dar:
- Aluminium: Berücksichtigung der Wärmeausdehnung
- Stahl: Verwaltung des Werkzeugverschleißes
- Kunststoffe: Kontrolle der Dimensionsstabilität
Mess- und Verifizierungsmethoden
Auswahl der Messwerkzeuge
| Werkzeug-Typ | Anmeldung | Genauigkeitsgrad |
|---|---|---|
| Bügelmessgeräte | Äußere Abmessungen | ±0,001mm |
| Bohrungsmessgeräte | Innere Abmessungen | ±0,002mm |
| CMM | Komplexe Geometrien | ±0,001mm |
Verfahren zur Qualitätskontrolle
- Erste Artikelprüfung
- Regelmäßige Kontrollen während des Verfahrens
- Endgültige Überprüfung der Abmessungen
- Fit-Tests, falls zutreffend
Strategien zur Kostenoptimierung
Berücksichtigen Sie bei der Konstruktion von Loch-Wellen-Passungen diese kostensparenden Ansätze:
- Auswahl geeigneter Toleranzklassen auf der Grundlage der funktionalen Anforderungen
- Optimieren Sie Bearbeitungsabläufe
- Verwenden Sie nach Möglichkeit Standardmaße
- Erwägen Sie alternative Herstellungsmethoden
Leitfaden zur Fehlerbehebung
Allgemeine Probleme und Lösungen:
- Inkonsistente Passungen: Kalibrierung der Maschine prüfen
- Schlechte Oberflächengüte: Überprüfung der Schnittparameter
- Größenschwankungen: Umweltbedingungen überwachen
- Schwierigkeiten bei der Montage: Überprüfung der Kalibrierung der Messgeräte
Wie konstruiert man eine Welle in der Maschinenkonstruktion?
Hatten Sie schon einmal mit Fehlern in der Wellenkonstruktion zu kämpfen, die zu kostspieligen Maschinenausfällen führten? Oder standen Sie vielleicht schon einmal vor der Herausforderung, das richtige Material und die richtigen Abmessungen für Ihre Wellenkomponenten zu bestimmen? Diese Probleme können eine scheinbar einfache Konstruktionsaufgabe in ein komplexes technisches Rätsel verwandeln.
Eine gut konzipierte Welle erfordert eine sorgfältige Berücksichtigung der Belastungsbedingungen, der Materialauswahl und der Maßgenauigkeit. Der Konstruktionsprozess umfasst die Analyse von Spannungsverteilungen, die Berechnung von Sicherheitsfaktoren und die Sicherstellung einer korrekten Ausrichtung mit den entsprechenden Komponenten, während gleichzeitig spezifische Anwendungsanforderungen erfüllt werden.

Verständnis der wichtigsten Designparameter
Lastanalyse
Der erste Schritt bei der Konstruktion einer Welle besteht darin, die verschiedenen Belastungen zu verstehen, denen sie ausgesetzt sein wird. Während meiner Arbeit bei PTSMAKE habe ich gelernt, dass eine umfassende Belastungsanalyse für eine zuverlässige Wellenleistung entscheidend ist. Dies beinhaltet:
- Torsionsbelastungen aus der Kraftübertragung
- Biegemomente aus Querkräften
- Axiallasten aus Schubkräften
- Kombinierte Beanspruchungen aus mehreren Lastarten
Kriterien für die Materialauswahl
Die Auswahl des Materials spielt eine entscheidende Rolle für die Leistung der Welle. Das Material muss über eine angemessene Streckgrenze5 und andere wesentliche Eigenschaften:
| Eigentum | Bedeutung | Gemeinsame Anforderungen |
|---|---|---|
| Zugfestigkeit | Hoch | 350-1000 MPa |
| Ermüdungswiderstand | Kritisch | >107 Zyklen |
| Härte | Mäßig | 150-300 HB |
| Bearbeitbarkeit | Wichtig | Gut bis Ausgezeichnet |
Designüberlegungen für verschiedene Anwendungen
Industrielle Maschinen
Für industrielle Anwendungen empfehle ich, sich darauf zu konzentrieren:
- Anforderungen an die Steifigkeit
- Umweltfaktoren
- Zugänglichkeit zur Wartung
- Kostenüberlegungen
Präzisionsgeräte
Bei der Konstruktion von Wellen für Präzisionsgeräte ist Folgendes zu beachten:
- Stabilität der Abmessungen
- Anforderungen an die Oberflächenbeschaffenheit
- Eigenschaften der Wärmeausdehnung
- Anforderungen an die Schwingungsdämpfung
Kritische Designelemente
Stress-Konzentration
Zu den wichtigsten Bereichen, die Aufmerksamkeit erfordern, gehören:
- Keilnuten und Verzahnungen
- Schulterfilets
- Groove-Standorte
- Details zum Thema
Spezifikationen für Größe und Toleranzen
| Merkmal | Typische Toleranz | Anmerkungen |
|---|---|---|
| Durchmesser | ±0,025 mm | Kritische Oberflächen |
| Rundheit | 0,01 mm | Laufflächen |
| Konzentrationsfähigkeit | 0,02 mm | Mehrere Durchmesser |
| Oberflächenbehandlung | Ra 0,4-1,6 | Tragende Bereiche |
Überlegungen zur Herstellung
Auswahl des Bearbeitungsverfahrens
Bei PTSMAKE haben wir unsere Verfahren zur Herstellung von Wellen verfeinert, um optimale Ergebnisse zu gewährleisten:
- CNC-Drehen für die Urformgebung
- Schleifen für präzise Oberflächen
- Zeitpunkt der Wärmebehandlung
- Methoden der Oberflächenbearbeitung
Maßnahmen zur Qualitätskontrolle
Zu den wesentlichen Qualitätsprüfungen gehören:
- Überprüfung der Dimensionen
- Zertifizierung von Materialien
- Härteprüfung
- Prüfung der Oberflächenbeschaffenheit
- Rundlaufmessungen
Tipps zur Optimierung des Designs
Strategien zur Kostensenkung
- Standardisierung der Abmessungen, wo möglich
- Komplexe Merkmale minimieren
- Fertigungsmöglichkeiten berücksichtigen
- Verwendung leicht verfügbarer Materialien
Leistungsverbesserung
Um die Leistung der Welle zu maximieren:
- Optimierung der Spannungsverteilung
- Implementierung angemessener Sicherheitsfaktoren
- Dynamische Auswuchtanforderungen berücksichtigen
- Plan für die richtige Schmierung
Leitlinien für die Umsetzung
Anforderungen an die Dokumentation
Eine ordnungsgemäße Dokumentation sollte enthalten:
- Detaillierte Zeichnungen mit Toleranzen
- Angaben zum Material
- Anforderungen an die Oberflächenbeschaffenheit
- Parameter der Wärmebehandlung
- Montageanleitung
Prüfprotokolle
Vor der endgültigen Genehmigung:
- Statische Belastungsprüfung
- Dynamische Saldenprüfung
- Überprüfung der Dimensionen
- Bestätigung der Materialeigenschaften
- Überprüfung der Passgenauigkeit der Montage
Wartung und Nutzungsdauer
Vorbeugende Wartung
Die regelmäßige Wartung sollte sich auf Folgendes konzentrieren:
- Überwachung des Lagerzustands
- Ausrichtungskontrollen
- Zeitplan für die Schmierung
- Kontrolle der Abnutzung
- Schwingungsanalyse
Überlegungen zum Lebenszyklus
Design für optimale Lebensdauer durch:
- Verschleißmuster vorhersehen
- Planung von Ersatzbeschaffungen
- Berücksichtigung von Umweltfaktoren
- Implementierung von Schutzfunktionen
Der Erfolg des Wellendesigns liegt in der sorgfältigen Ausgewogenheit dieser verschiedenen Elemente. Bei PTSMAKE haben wir stets hervorragende Ergebnisse erzielt, indem wir diese Richtlinien befolgt und gleichzeitig während des gesamten Konstruktions- und Fertigungsprozesses eine enge Kommunikation mit unseren Kunden gepflegt haben. Dieser umfassende Ansatz stellt sicher, dass unsere Wellenkonstruktionen sowohl die unmittelbaren Leistungsanforderungen als auch die langfristigen Zuverlässigkeitsziele erfüllen.
Welche Materialien eignen sich am besten für die Bearbeitung von Wellen in hochbelasteten Umgebungen?
Waren Sie schon einmal mit einer Situation konfrontiert, in der Ihre Wellenkomponenten unter hoher Belastung unerwartet ausgefallen sind? Die Folgen können verheerend sein - von kostspieligen Ausfallzeiten bis hin zu potenziellen Sicherheitsrisiken. Vielen Ingenieuren fällt es schwer, die richtigen Werkstoffe auszuwählen, die extremen Bedingungen standhalten und gleichzeitig die Präzision erhalten.
Für die Bearbeitung von hoch beanspruchten Wellen sind legierte Stähle wie 4140 und 4340 aufgrund ihrer hervorragenden Kombination aus Festigkeit, Zähigkeit und Bearbeitbarkeit die optimale Wahl. Diese Werkstoffe bieten eine hervorragende Ermüdungsbeständigkeit und können auch unter extremen Bedingungen maßhaltig bleiben.

Verstehen der Materialeigenschaften für hochbelastete Wellen
Bei der Auswahl von Werkstoffen für die Wellenbearbeitung in hochbelasteten Umgebungen müssen mehrere kritische Eigenschaften berücksichtigt werden. Das Material muss eine ausreichende Streckgrenze6 bei gleichzeitig guter Bearbeitbarkeit. Bei PTSMAKE bewerten wir diese Eigenschaften sorgfältig, um eine optimale Leistung zu gewährleisten:
Wichtige Materialeigenschaften für Wellenanwendungen
| Eigentum | Beschreibung | Bedeutung |
|---|---|---|
| Zugfestigkeit | Widerstandsfähigkeit gegen Bruch unter Spannung | Entscheidend für die Tragfähigkeit |
| Härte | Widerstandsfähigkeit gegen Oberflächenverformung | Beeinflusst die Verschleißfestigkeit |
| Ermüdungswiderstand | Fähigkeit, zyklischen Belastungen standzuhalten | Verhindert vorzeitiges Versagen |
| Bearbeitbarkeit | Einfacher Materialabtrag | Auswirkungen auf die Herstellungskosten |
Beste Materialauswahl für hochbelastete Wellen
1. Legierter Stahl 4140
Dieser Werkstoff bietet ein ausgezeichnetes Gleichgewicht zwischen Festigkeit und Zähigkeit. Sein Gehalt an Chrom und Molybdän bietet:
- Verbesserte Härtbarkeit
- Gute Verschleißfestigkeit
- Ausgezeichnete Ermüdungsfestigkeit
- Hervorragende Torsionsfestigkeit
2. Legierter Stahl 4340
4340 ist eine erstklassige Wahl für hochbeanspruchte Anwendungen und bietet:
- Höhere Festigkeit als 4140
- Bessere Stoßfestigkeit
- Hervorragende Ermüdungseigenschaften
- Hervorragende Tiefenhärtungseigenschaften
3. Rostfreier Stahl 17-4 PH
Für korrosive Umgebungen bietet dieser ausscheidungshärtende rostfreie Stahl:
- Außergewöhnliche Korrosionsbeständigkeit
- Hohe Festigkeit
- Gute Formbeständigkeit
- Ausgezeichnete Verschleißeigenschaften
Überlegungen zur Materialauswahl
Faktoren der Betriebsumgebung
Die Betriebsumgebung beeinflusst die Materialauswahl erheblich:
- Temperaturschwankungen
- Exposition gegenüber ätzenden Elementen
- Vorhandensein von Schmiermitteln
- Luftfeuchtigkeit der Umgebung
Merkmale der Belastung
Das Verständnis der Belastungsmuster ist entscheidend:
- Statische vs. dynamische Belastung
- Häufigkeit der Stoßbelastung
- Anforderungen an die Torsionsspannung
- Überlegungen zum Biegemoment
Überlegungen zur Herstellung
Der Herstellungsprozess spielt eine entscheidende Rolle bei der Erreichung der gewünschten Eigenschaften:
Optionen für die Wärmebehandlung
| Art der Behandlung | Vorteile | Anwendungen |
|---|---|---|
| Abschrecken | Erhöht die Härte | Stark beanspruchte Bereiche |
| Anlassen | Verbessert die Zähigkeit | Schlagfeste Teile |
| Normalisierung | Verbessert die Bearbeitbarkeit | Allgemeiner Zweck |
Anforderungen an die Oberflächenbearbeitung
Verschiedene Anwendungen erfordern spezifische Oberflächenbehandlungen:
- Geschliffene Flächen für Lagersitze
- Polierte Oberflächen für Dichtungsflächen
- Rauere Oberflächen für bessere Schmierfähigkeit
Kosten-Wirksamkeits-Analyse
Berücksichtigen Sie bei der Auswahl der Materialien:
- Kosten für Rohmaterial
- Bearbeitungszeit und Komplexität
- Anforderungen an die Wärmebehandlung
- Erwartete Nutzungsdauer
- Wartungsbedarf
Wir von PTSMAKE helfen unseren Kunden, diese Faktoren auszubalancieren, um ein optimales Kosten-Nutzen-Verhältnis ohne Leistungseinbußen zu erreichen. Unsere Erfahrung in der Wellenbearbeitung ermöglicht es uns, Materialien zu empfehlen, die für bestimmte Anwendungen den besten Wert bieten.
Maßnahmen zur Qualitätskontrolle
Um eine gleichbleibende Leistung zu gewährleisten:
- Überprüfung der Materialzertifizierung
- Härteprüfung an mehreren Punkten
- Zerstörungsfreie Prüfung, falls erforderlich
- Überprüfung der Maßhaltigkeit
- Messung der Oberflächengüte
Zukünftige Trends bei Wellenmaterialien
In der Branche sind mehrere Entwicklungen zu beobachten:
- Fortschrittliche Verbundwerkstoffe
- Hybride Materiallösungen
- Innovationen in der Oberflächenbehandlung
- Intelligente Materialien mit Überwachungsfunktionen
Wie lassen sich Präzision und Qualität bei der Bearbeitung von Wellen sicherstellen?
Haben Sie schon einmal Wellen erhalten, die nicht Ihren Spezifikationen entsprachen, was zu Montageproblemen oder Projektverzögerungen führte? Es ist frustrierend, wenn bearbeitete Wellen uneinheitliche Abmessungen oder eine schlechte Oberflächenbeschaffenheit aufweisen, vor allem, wenn diese Probleme erst bei der Endmontage sichtbar werden.
Die Qualitätskontrolle bei der Wellenbearbeitung erfordert einen systematischen Ansatz, der geeignete Werkzeuge, präzise Messungen und strenge Prüfprotokolle kombiniert. Durch die Umsetzung umfassender Qualitätssicherungsmaßnahmen während des gesamten Fertigungsprozesses können die Hersteller durchgängig hochpräzise Wellen herstellen, die den genauen Spezifikationen entsprechen.

Verstehen kritischer Qualitätsparameter
Maßgenauigkeit
Die Einhaltung enger Toleranzen ist für die Wellenherstellung von entscheidender Bedeutung. Bei PTSMAKE konzentrieren wir uns darauf, bei kritischen Abmessungen Toleranzen von ±0,005 mm zu erreichen. Dieses Genauigkeitsniveau gewährleistet die korrekte Passform und Funktion von Baugruppen. Zu den wichtigsten Faktoren, die die Maßgenauigkeit beeinflussen, gehören:
- Kalibrierung von Werkzeugmaschinen
- Temperaturkontrolle während der Bearbeitung
- Kompensation von Werkzeugverschleiß
- Richtiges Aufspannen des Werkstücks
Anforderungen an die Oberflächenqualität
Die Oberflächenbeschaffenheit wirkt sich direkt auf die Leistung und Langlebigkeit der Welle aus. Die Oberflächenrauhigkeit7 Die Anforderungen variieren in der Regel je nach Anwendung:
| Art der Anwendung | Ra Wert (μm) | Allgemeine Verwendung |
|---|---|---|
| Allgemeiner Zweck | 1.6 - 3.2 | Grundlegende Kraftübertragung |
| Präzision | 0.4 - 1.6 | Motorwellen |
| Hohe Präzision | 0.1 - 0.4 | Komponenten für die Luft- und Raumfahrt |
Maßnahmen zur Prozesskontrolle
Materialauswahl und -überprüfung
Die richtige Materialauswahl ist für die Qualität der Welle von grundlegender Bedeutung. Wir implementieren:
- Überprüfung der Materialzertifizierung
- Härteprüfung vor der Bearbeitung
- Kornstrukturanalyse bei Bedarf
- Bestätigung der chemischen Zusammensetzung
Optimierung der Bearbeitungsparameter
Die folgenden Parameter müssen sorgfältig kontrolliert werden:
Schnittgeschwindigkeit
- Anpassung an Materialeigenschaften
- Anforderungen an die Oberflächenbeschaffenheit berücksichtigen
- Konto für Standzeitoptimierung
Vorschubgeschwindigkeit
- Gleichgewicht zwischen Produktivität und Oberflächenqualität
- Einstellen für verschiedene Operationen
- Schnittkräfte überwachen
Schnitttiefe
- Kontrolle für thermische Effekte
- Beibehaltung der Dimensionsstabilität
- Optimieren Sie die Werkzeugstandzeit
Protokoll der Qualitätsprüfung
In-Prozess-Inspektion
Regelmäßige Kontrollen während der Bearbeitung helfen, Fehler zu vermeiden:
- Überprüfung der Abmessungen in kritischen Phasen
- Überwachung der Oberflächenrauhigkeit
- Messungen der Rundheit
- Überprüfung des Werkzeugverschleißes
Methoden der Endkontrolle
Wir wenden umfassende Techniken der Endkontrolle an:
Geometrische Merkmale
- Messung der Geradheit
- Überprüfung der Rundheit
- Kontrolle der Konzentrizität
Qualität der Oberfläche
- Visuelle Kontrolle
- Messung der Oberflächenrauhigkeit
- Erkennung von Materialfehlern
Fortgeschrittene Qualitätssicherungs-Techniken
Statistische Prozesskontrolle
Die Einführung von SPC trägt zur Aufrechterhaltung einer gleichbleibenden Qualität bei:
| Aspekt der Kontrolle | Methode der Überwachung | Aktion Schwellenwert |
|---|---|---|
| Variation des Durchmessers | X-Bar-Diagramme | ±2σ |
| Oberflächenbehandlung | Individuelle Wertetabellen | Obere Kontrollgrenze |
| Werkzeugverschleiß | Diagramme ausführen | Standzeitschwelle |
Dokumentation und Rückverfolgbarkeit
Das Führen detaillierter Aufzeichnungen gewährleistet eine gleichbleibende Qualität:
- Zertifizierungen von Materialien
- Prozessparameter
- Ergebnisse der Inspektion
- Berichte über Nichtkonformität
- Ergriffene Abhilfemaßnahmen
Umweltkontrollen
Die Temperaturregelung spielt bei der Präzisionsbearbeitung eine entscheidende Rolle:
Umgebung in der Werkstatt
- Temperatur: 20°C ±1°C
- Luftfeuchtigkeit: 45-55%
- Luftfiltration
- Schwingungsisolierung
Stabilisierung des Materials
- Temperaturausgleich vor der Bearbeitung
- Richtige Lagerbedingungen
- Verfahren zur Handhabung
Kontinuierliche Verbesserungspraktiken
Unser Engagement für Qualität beinhaltet:
Regelmäßige Prozess-Audits
- Monatliche Leistungsüberprüfungen
- Überprüfung der Kalibrierung der Ausrüstung
- Bewertung der Bedienerschulung
Technologie-Updates
- Neue Messmethoden
- Fortschrittliche Schneidwerkzeuge
- Möglichkeiten der Prozessautomatisierung
Strategien zur Problemvermeidung
Um eine gleichbleibende Qualität zu gewährleisten:
Vorbeugende Wartung
- Regelmäßige Maschinenkalibrierung
- Überwachung des Werkzeugzustands
- Wartung des Kühlmittelsystems
Operation Standards
- Detaillierte Arbeitsanweisungen
- Qualitätskontrollpunkte
- Schulungsprogramme für Bediener
Bei PTSMAKE haben wir diese Qualitätskontrollmaßnahmen in unsere Wellenbearbeitungsprozesse integriert. Das Ergebnis ist eine Fehlerquote von unter 0,1% und eine Kundenzufriedenheit von über 98%. Unser systematischer Ansatz stellt sicher, dass jede Welle die Spezifikationen erfüllt oder übertrifft und in den Anwendungen unserer Kunden eine zuverlässige Leistung erbringt.
Welche Oberflächenbehandlungen verbessern die Haltbarkeit bei der Bearbeitung von Wellen?
Haben Sie schon einmal Wellenteile erhalten, die vorzeitig ausfielen, obwohl sie alle Maßvorgaben erfüllten? Es ist frustrierend, wenn Oberflächenverschlechterungen zum Versagen von Bauteilen führen, insbesondere wenn der Bearbeitungsprozess perfekt zu sein schien. Diese Herausforderung kann die Zuverlässigkeit Ihres Produkts und die Wartungskosten erheblich beeinträchtigen.
Oberflächenbehandlungen für bearbeitete Wellen sind entscheidend für die Verbesserung der Haltbarkeit. Zu den wichtigsten Verfahren gehören Nitrieren, Aufkohlen, Induktionshärten und Verchromen. Diese Verfahren erzeugen härtere, verschleißfeste Oberflächen, während die Kerneigenschaften der Welle erhalten bleiben, was die Lebensdauer und Leistung der Komponenten erheblich verlängert.

Verständnis der Grundlagen der Oberflächenbehandlung
Bei der Wellenbearbeitung ist die Oberflächenbehandlung nicht nur ein optionaler Schritt, sondern ein entscheidender Prozess, der über die Langlebigkeit des Bauteils entscheidet. Das Hauptziel besteht darin, die Oberflächeneigenschaften zu verbessern und gleichzeitig die Eigenschaften des Kernmaterials zu erhalten. Bei PTSMAKE haben wir unsere Oberflächenbehandlungsverfahren verfeinert, um optimale Ergebnisse für verschiedene Anwendungen zu gewährleisten.
Arten von Oberflächenbehandlungen
Thermische Behandlungen
- Induktionshärtung: Erzeugt eine harte Außenschicht, während der Kern relativ dehnbar bleibt
- Einsatzhärtung8: Erzeugt eine harte Oberflächenschicht durch Kohlenstoffdiffusion
- Flammenhärtung: Ermöglicht lokale Oberflächenhärtung für bestimmte Verschleißbereiche
Chemische Behandlungen
| Art der Behandlung | Vorteile | Typische Anwendungen |
|---|---|---|
| Nitrieren | Hohe Oberflächenhärte, verbesserte Verschleißfestigkeit | Getriebewellen, Kurbelwellen |
| Aufkohlung | Verbesserte Ermüdungsfestigkeit, Verschleißfestigkeit | Antriebswellen, Nockenwellen |
| Nitrocarburieren | Kombinierte Vorteile von Nitrieren und Aufkohlen | Schwerlast-Industrieschächte |
- Mechanische Behandlungen
| Prozess | Vorteile | Am besten geeignet für |
|---|---|---|
| Shot Peening | Verbessert die Ermüdungsfestigkeit | Stark beanspruchte Anwendungen |
| Polieren | Bessere Oberflächenqualität, Druckspannung | Präzisionskomponenten |
| Kaltwalzen | Erhöhte Oberflächenhärte, besseres Finish | Lagerflächen |
Auswahl der richtigen Behandlung
Die Wahl der Oberflächenbehandlung hängt von mehreren Faktoren ab:
Materielle Erwägungen
- Kohlenstoffgehalt des Grundmaterials
- Gewünschte Gehäusetiefe
- Anforderungen an die Kerneigenschaften
- Kostenzwänge
Anforderungen an die Bewerbung
- Betriebsumgebung
- Belastungsbedingungen
- Anforderungen an die Geschwindigkeit
- Erwartungen an die Wartung
Prozesskontrolle und Qualitätssicherung
Bei PTSMAKE werden strenge Maßnahmen zur Prozesskontrolle durchgeführt:
Kritische Parameter
- Temperaturkontrolle während der Behandlung
- Optimierung der Behandlungszeit
- Überwachung der Umweltbedingungen
- Inspektionsprotokolle nach der Behandlung
Methoden zur Qualitätsprüfung
- Prüfung der Oberflächenhärte
- Messung der Gehäusetiefe
- Analyse der Mikrostruktur
- Überprüfung der Dimensionen
Branchenspezifische Anwendungen
Verschiedene Industriezweige erfordern spezifische Oberflächenbehandlungsverfahren:
Autoindustrie
- Kurbelwellen: erfordern in der Regel eine Induktionshärtung
- Nockenwellen: Oft mit Nitrierverfahren behandelt
- Antriebswellen: Werden in der Regel aufgekohlt
Luft- und Raumfahrtanwendungen
- Fahrwerkskomponenten: Kugelstrahlen und Verchromen
- Turbinenwellen: Spezielle Wärmebehandlungskombinationen
- Aktuator-Wellen: Präzisions-Oberflächenhärtung
Industrielle Maschinen
- Wellen für schwere Geräte: Tiefgreifende Einsatzhärtung
- Hochgeschwindigkeitsspindeln: Präzisionsschleifen mit Oberflächenbehandlung
- Kraftübertragungswellen: Kombinierte thermische und chemische Behandlungen
Kosten-Nutzen-Analyse
Wenn Sie Oberflächenbehandlungen in Betracht ziehen, bewerten Sie:
Direkte Kosten
- Kosten des Behandlungsprozesses
- Investitionen in Ausrüstung
- Materialkosten
- Arbeitsanforderungen
Langfristige Vorteile
- Verlängerte Lebensdauer der Komponenten
- Geringerer Wartungsbedarf
- Verbesserte Leistung
- Geringere Austauschhäufigkeit
Umweltbezogene Überlegungen
Moderne Oberflächenbehandlungsverfahren müssen dies berücksichtigen:
Faktoren der Nachhaltigkeit
- Energieverbrauch
- Verwendung von Chemikalien
- Abfallwirtschaft
- Einhaltung der Umweltvorschriften
Grüne Alternativen
- Prozesse bei niedrigen Temperaturen
- Umweltfreundliche Chemikalien
- Methoden zur Abfallverringerung
- Energieeffiziente Geräte
Bei PTSMAKE sind unsere Oberflächenbehandlungsanlagen mit modernster Technologie ausgestattet, um sowohl qualitativ hochwertige Ergebnisse als auch Umweltfreundlichkeit zu gewährleisten. Wir investieren kontinuierlich in Forschung und Entwicklung, um unsere Prozesse zu verbessern und die sich entwickelnden Industrienormen zu erfüllen.
Zukünftige Trends
Der Bereich der Oberflächenbehandlung entwickelt sich ständig weiter:
Aufkommende Technologien
- Plasma-basierte Behandlungen
- Nano-Oberflächenmodifikationen
- Hybride Verarbeitungsmethoden
- Intelligente Beschichtungssysteme
Integration von Industrie 4.0
- Prozessüberwachung in Echtzeit
- Automatisierte Qualitätskontrolle
- Datengesteuerte Optimierung
- Fähigkeiten zur vorausschauenden Wartung
Was sind die wichtigsten Überlegungen für eine kosteneffiziente Wellenbearbeitung im großen Maßstab?
Standen Sie schon einmal vor der Herausforderung, Qualität und Kosten in Einklang zu bringen, wenn Sie die Wellenproduktion erhöhen? Viele Hersteller kämpfen damit, die Präzision aufrechtzuerhalten und gleichzeitig die Kosten überschaubar zu halten, vor allem, wenn das Produktionsvolumen steigt und die Fristen kürzer werden.
Eine kosteneffiziente Wellenbearbeitung in großem Maßstab erfordert eine sorgfältige Abwägung von Materialauswahl, Optimierung der Produktionsabläufe, Qualitätskontrollsystemen und automatisierten Prozessen. Der Erfolg hängt von der Ausgewogenheit dieser Elemente bei gleichzeitiger Einhaltung enger Toleranzen und Anforderungen an die Oberflächengüte ab.

Strategien für die Materialauswahl
Die Grundlage für eine kosteneffiziente Wellenbearbeitung beginnt mit einer intelligenten Materialauswahl. Bei der Auswahl von Werkstoffen müssen wir sowohl die Bearbeitbarkeit als auch die Haltbarkeit berücksichtigen. Bei PTSMAKE haben wir einen systematischen Ansatz für die Materialauswahl entwickelt, der Kosten und Leistungsanforderungen in Einklang bringt.
Gängige Materialien für die Wellenproduktion
| Material Typ | Bewertung der Bearbeitbarkeit | Kostenfaktor | Beste Anwendungen |
|---|---|---|---|
| Kohlenstoffstahl | Hoch | Niedrig | Wellen für allgemeine Zwecke |
| Rostfreier Stahl | Mittel | Mittel | Korrosionsbeständige Anwendungen |
| Legierter Stahl | Mittel-Hoch | Mittel-Hoch | Stark beanspruchte Anwendungen |
| Aluminium | Sehr hoch | Niedrig bis mittel | Leichte Schächte |
Optimierung der Produktionsabläufe
Die Optimierung des Produktionsablaufs ist entscheidend für die Kosteneffizienz in der Serienfertigung9. Ein gut durchdachter Arbeitsablauf reduziert die Rüstzeiten und minimiert den Materialabfall.
Techniken zur Reduzierung der Rüstzeit
- Standardisierte Werkzeuganordnungen
- Voreingestellte Werkzeugkonfigurationen
- Digitale Arbeitsanweisungen
- Schnellwechsel-Befestigungen
Integration der Qualitätskontrolle
Die Einführung solider Qualitätskontrollsysteme hilft, kostspielige Nacharbeiten zu vermeiden, und gewährleistet eine gleichbleibende Produktion. Unser Ansatz umfasst:
Methoden der In-Prozess-Inspektion
- Automatisierte Durchmesserprüfungen
- Überwachung der Oberflächenrauhigkeit
- Geometrische Toleranzprüfung
- Datenerfassung in Echtzeit
Fortgeschrittene Bearbeitungstechnologien
Moderne CNC-Technologie spielt eine entscheidende Rolle für eine kostengünstige Produktion. Zu den wichtigsten Aspekten gehören:
Kriterien für die Maschinenauswahl
- Möglichkeiten der Spindeldrehzahl
- Werkzeugwechselzeit
- Präzision der Achsen
- Leistungsanforderungen
- Instandhaltungskosten
Überlegungen zur Oberflächenbeschaffenheit
Die Qualität der Oberflächenbehandlung wirkt sich direkt auf die Funktionalität und die Produktionskosten aus. Wir konzentrieren uns auf:
Optionen für die Oberflächenbehandlung
| Art der Behandlung | Auswirkungen auf die Kosten | Vorteile | Anwendungen |
|---|---|---|---|
| Schleifen | Mittel-Hoch | Hohe Präzision | Kritische Oberflächen |
| Polieren | Mittel | Verbessertes Aussehen | Ästhetische Anforderungen |
| Shot Peening | Niedrig bis mittel | Verbesserte Ermüdungslebensdauer | Belastungskritische Teile |
Strategien zur Werkzeugverwaltung
Eine effektive Werkzeugverwaltung wirkt sich erheblich auf die Produktionskosten aus. Bedenken Sie:
- Überwachung der Werkzeugstandzeit
- Optimierung der Schnittparameter
- Rotationspläne einfügen
- Kühlmittel-Management
Überlegungen zur Produktionsplanung
Effiziente Produktionsplanung trägt zur Aufrechterhaltung der Kosteneffizienz bei:
Optimierung der Chargengröße
- Analyse der Einrichtungskosten
- Effizienz der Materialhandhabung
- Nutzung der Ausrüstung
- Verwaltung der Bestände
Maßnahmen zur Kostenkontrolle
Um die Rentabilität bei gleichzeitiger Produktionssteigerung aufrechtzuerhalten, implementieren Sie:
- Regelmäßige Überprüfung der Kostenanalyse
- Management von Lieferantenbeziehungen
- Programme zur Abfallreduzierung
- Initiativen zur Steigerung der Energieeffizienz
Integration der Automatisierung
Durch die Automatisierung können die Arbeitskosten erheblich gesenkt und die Konsistenz verbessert werden:
Möglichkeiten der Automatisierung
- Materialtransportsysteme
- Robotisches Be-/Entladen
- Automatisierte Messung
- Digitale Prozessüberwachung
Ausbildung und Kompetenzentwicklung
Die Investition in die Schulung von Bedienern bringt langfristige Kostenvorteile mit sich:
- Reduzierte Fehlerquoten
- Verbesserte Effizienz bei der Einrichtung
- Bessere Problemlösungsfähigkeiten
- Bessere Auslastung der Geräte
Bei PTSMAKE haben wir diese Strategien erfolgreich umgesetzt, um hochwertige Wellenbearbeitungsdienstleistungen zu wettbewerbsfähigen Preisen zu liefern. Unser Ansatz kombiniert technisches Fachwissen mit praktischer Erfahrung, um optimale Ergebnisse für unsere Kunden zu erzielen.
Wie wählt man einen zuverlässigen Lieferanten für kundenspezifische Wellenbearbeitungsprojekte?
Haben Sie jemals Präzisionswellen erhalten, die nicht Ihren Spezifikationen entsprachen, was zu Produktionsverzögerungen und Budgetüberschreitungen führte? Oder schlimmer noch, Sie hatten mit einem Lieferanten zu tun, der bei Qualitätsproblemen einfach verschwand? Diese Szenarien können Ihr Fertigungsprojekt in einen Albtraum verwandeln.
Die Auswahl eines zuverlässigen Lieferanten für die Bearbeitung kundenspezifischer Wellen erfordert eine Bewertung seiner technischen Fähigkeiten, Qualitätskontrollsysteme, Kommunikationseffizienz und Erfolgsbilanz. Der ideale Partner sollte über Fachwissen in der Präzisionsbearbeitung verfügen, gleichbleibende Qualitätsstandards einhalten und einen reaktionsschnellen Kundendienst bieten.
Bewertung der technischen Fähigkeiten
Bewertung von Maschinen und Anlagen
Die Bearbeitungsmöglichkeiten eines Lieferanten wirken sich direkt auf die Qualität Ihrer kundenspezifischen Wellen aus. Bei PTSMAKE wissen wir, dass moderne CNC-Maschinen mit volumetrische Kompensation10 Systeme sind für das Erreichen enger Toleranzen unerlässlich.
Zu den wichtigsten Aspekten der Ausrüstung gehören:
| Gerätetyp | Bedeutung | Auswirkungen auf die Qualität |
|---|---|---|
| CNC-Drehmaschinen | Kritisch | Maßhaltigkeit |
| Schleifmaschinen | Hoch | Oberflächengüte |
| CMM-Ausrüstung | Wesentlich | Überprüfung der Qualität |
| Materialprüfung | Wichtig | Materielle Integrität |
Fachwissen über Materialverarbeitung
Der Lieferant sollte umfassende Kenntnisse über die verschiedenen Materialien nachweisen, die üblicherweise bei der Wellenherstellung verwendet werden, einschließlich
- Rostfreier Stahl
- Kohlenstoffstahl
- Legierter Stahl
- Aluminium-Legierungen
Systeme zur Qualitätskontrolle
Dokumentation und Zertifizierung
Suchen Sie nach Lieferanten mit:
- Zertifizierung nach ISO 9001:2015
- Branchenspezifische Zertifizierungen
- Dokumentierte Qualitätsverfahren
- Regelmäßige Audit-Aufzeichnungen
Inspektionsmethoden
Die Qualitätskontrolle sollte Folgendes umfassen:
- Erste Artikelprüfung
- Laufende Kontrollen
- Endgültige Überprüfung der Abmessungen
- Messung der Oberflächengüte
- Zertifizierung von Materialien
Kommunikation und Reaktionszeit
Projektmanagement-Fähigkeiten
Wirksame Kommunikation beinhaltet:
- Engagierte Projektleiter
- Regelmäßige Aktualisierung der Fortschritte
- Technische Beratung
- Schnelle Reaktion auf Anfragen
Digitale Infrastruktur
Moderne Anbieter sollten das bieten:
- Online-Bestellsysteme
- Produktionsverfolgung in Echtzeit
- Digitale Dokumentation
- CAD/CAM-Fähigkeiten
Bewertung von Kosten und Wert
Struktur der Preisgestaltung
Berücksichtigen Sie diese Faktoren:
- Materialkosten
- Herstellungszeit
- Kosten für die Einrichtung
- Mengenrabatte
- Versandoptionen
Dienstleistungen mit Mehrwert
Suchen Sie nach Anbietern, die Folgendes anbieten:
- Vorschläge zur Designoptimierung
- Unterstützung bei der Materialauswahl
- Montageleistungen
- Verwaltung der Bestände
Produktionskapazität und Vorlaufzeiten
Flexibilität in der Fertigung
Der Anbieter sollte nachweisen:
- Fähigkeit, unterschiedliche Auftragsvolumina zu bewältigen
- Schnelles Umrüsten möglich
- Verfügbarkeit mehrerer Geräte
- Produktionspläne sichern
Verwaltung der Durchlaufzeiten
Auswerten:
- Standard-Durchlaufzeiten
- Eilauftragsmöglichkeiten
- Pünktliche Lieferung
- Effizienz der Produktionsplanung
Muster- und Prototypendienste
Entwicklung von Prototypen
Ein zuverlässiger Anbieter sollte dies bieten:
- Optionen für schnelles Prototyping
- Alternative Materialien
- Feedback zur Gestaltung
- Kostengünstige Lösungen
Beispielhafter Bewertungsprozess
Suchen Sie nach:
- Kostenlose oder preisgünstige Proben
- Schnelle Durchlaufzeiten
- Detaillierte Inspektionsberichte
- Fähigkeiten zur Leistungsprüfung
Unterstützung bei der Postproduktion
Qualitätsgarantie
Vergewissern Sie sich, dass der Lieferant Folgendes bietet:
- Klare Garantiebedingungen
- Verfahren zur Behebung von Mängeln
- Ersetzungsmaßnahmen
- Qualitätsdokumentation
Technische Unterstützung
Wertvolle Unterstützung umfasst:
- Anleitung zum Einbau
- Unterstützung bei der Fehlersuche
- Optimierung der Leistung
- Empfehlungen zur Wartung
Geografische Lage und Logistik
Versandfähigkeiten
Bedenken Sie:
- Erfahrung im internationalen Versand
- Verpackungsmethoden
- Partner im Transportwesen
- Kompetenz bei der Zollabfertigung
Standortvorteile
Auswerten:
- Zeitzonenunterschiede
- Kommunikationsbarrieren
- Kulturelles Verständnis
- Örtliche Vorschriften
Branchenerfahrung und Referenzen
Marktpräsenz
Suchen Sie nach:
- Jahre im Geschäft
- Anerkennung durch die Industrie
- Zeugnisse von Kunden
- Projektportfolio
Referenzkontrollen
Überprüfen:
- Erfolgreiche Projekte in der Vergangenheit
- Kundenzufriedenheit
- Problemlösung
- Langfristige Beziehungen
Finanzielle Stabilität
Indikatoren für die Gesundheit von Unternehmen
Bewerten:
- Kredit-Ratings
- Jahresabschlüsse
- Investitionen in Ausrüstung
- Wachstumskurve
Klicken Sie hier, um mehr über die Messung des Wellenschlages und seine Auswirkungen auf die Bearbeitungsgenauigkeit zu erfahren. ↩
Klicken Sie hier, um mehr über Spannungsanalyseverfahren für die optimale Wellenkonstruktion zu erfahren. ↩
Klicken Sie hier, um mehr darüber zu erfahren, wie die Torsionssteifigkeit die Leistung und Auswahl von Wellen beeinflusst. ↩
Klicken Sie hier, um fortschrittliche Messtechniken für präzise Fertigungstoleranzen kennenzulernen. ↩
Klicken Sie hier, um mehr über Berechnungen der Materialstreckgrenze und Optimierungstechniken zu erfahren. ↩
Klicken Sie hier, um mehr über die Berechnung der Streckgrenze und ihre Auswirkungen auf die Konstruktion von Wellen zu erfahren. ↩
Klicken Sie hier, um mehr über Oberflächenmessverfahren und ihre Auswirkungen auf die Wellenleistung zu erfahren. ↩
Klicken Sie hier, um mehr über fortschrittliche Härtungstechniken zu erfahren, die die Lebensdauer Ihrer Welle verdoppeln können. ↩
Klicken Sie hier, um zu erfahren, wie Sie mit Strategien für die Chargenproduktion Ihre Herstellungskosten optimieren können. ↩
Klicken Sie hier, um mehr über fortschrittliche Kompensationstechniken für höchste Genauigkeit zu erfahren. ↩






