

¿Alguna vez ha tenido problemas para encontrar el metal perfecto para sus componentes de precisión? Muchos ingenieros pierden un tiempo y unos recursos valiosos probando materiales que al final no ofrecen el equilibrio adecuado entre mecanizabilidad, durabilidad y rentabilidad. La búsqueda de la solución metálica ideal puede resultar frustrante y costosa.
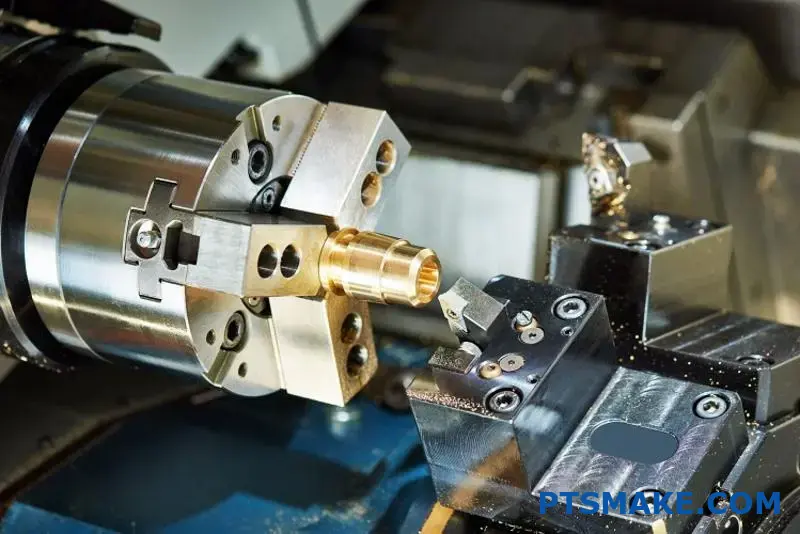
El mecanizado de latón es un proceso de fabricación que da forma a aleaciones de latón en componentes precisos utilizando máquinas CNC o métodos tradicionales. Esta técnica aprovecha la excelente maquinabilidad, resistencia a la corrosión y atractivo estético del latón para crear piezas para aplicaciones de fontanería, eléctricas, decorativas e industriales.

He trabajado con innumerables materiales durante mi etapa en PTSMAKE, y el latón sigue siendo uno de mis favoritos para el mecanizado de precisión. Su combinación única de propiedades lo hace adecuado para una amplia gama de aplicaciones, desde accesorios decorativos hasta componentes industriales críticos. Si está considerando el latón para su próximo proyecto, conocer sus propiedades y características de mecanizado puede ayudarle a conseguir resultados excepcionales. Exploremos qué hace especial al mecanizado del latón.
¿Cuál es la maquinabilidad del latón?
¿Le ha costado alguna vez elegir el material adecuado para su proyecto de mecanizado? Encontrar el equilibrio perfecto entre coste, rendimiento y facilidad de fabricación puede ser increíblemente frustrante. Las horas dedicadas a investigar diferentes metales sólo sirven para acabar con piezas que cuestan demasiado o que no cumplen sus estándares de calidad.
El índice de maquinabilidad del latón suele oscilar entre 80 y 100, y algunas aleaciones alcanzan hasta 300 en la escala de maquinabilidad, mientras que 100 es el valor de referencia para el acero de corte libre. Este excelente índice convierte al latón en uno de los metales más fáciles de mecanizar para las operaciones de fabricación.
Comprender los índices de maquinabilidad del latón
El sistema de clasificación de la maquinabilidad ofrece a los fabricantes una forma estandarizada de comparar la facilidad de mecanizado de distintos materiales. En el caso del latón, esta clasificación es especialmente impresionante si se compara con otros metales de uso común. El sistema utiliza el acero B1112 (acero de corte libre) como referencia, con una puntuación de 100. Los materiales más fáciles de mecanizar obtienen una puntuación superior. Los materiales más fáciles de mecanizar obtienen una puntuación superior a 100, mientras que los más difíciles obtienen una puntuación inferior.
Las aleaciones de latón suelen puntuar entre 80 y 100 en esta escala, y algunas aleaciones de latón de corte libre alcanzan puntuaciones de hasta 300. Esta excepcional puntuación es la razón por la que muchos de los que trabajamos en la industria manufacturera consideramos el latón uno de los metales que mejor se adapta a la maquinaria.
Factores que afectan a la maquinabilidad del latón
Varios factores contribuyen a la excelente maquinabilidad del latón:
Contenido de zinc: Generalmente, cuanto mayor es el contenido de zinc en el latón, mejor es su maquinabilidad. Esta es la razón por la que aleaciones como la C360 (latón de corte libre) con un contenido de zinc aproximado de 35% mecanizan tan bien.
Contenido principal: Tradicionalmente, se ha añadido plomo al latón para mejorar su maquinabilidad. El plomo actúa como rompevirutas1 durante las operaciones de mecanizado, evitando las virutas largas y filamentosas que pueden enredarse en las máquinas herramienta.
Composición de la aleación: Las diferentes aleaciones de latón tienen distintas composiciones que afectan a su maquinabilidad:
| Aleación de latón | Grado de maquinabilidad | Características principales |
|---|---|---|
| C360 (Corte libre) | 100-300 | Contiene plomo, excelente formación de virutas |
| C260 (Cartucho de latón) | 80-90 | 70% cobre, 30% zinc, buen uso general |
| C330 (latón rojo) | 70-80 | Mayor contenido de cobre, ligeramente más difícil de mecanizar |
| C385 (Bronce arquitectónico) | 90-100 | Buen equilibrio entre maquinabilidad y resistencia |
- Microestructura: La estructura cristalina del latón influye en su respuesta a las herramientas de corte. Las aleaciones de latón de fase alfa-beta suelen mecanizarse mejor que las aleaciones monofásicas.
Comparación de la maquinabilidad del latón con otros metales
A la hora de seleccionar materiales para proyectos de mecanizado, es fundamental saber cómo se compara el latón con otras alternativas. En mis más de 15 años en PTSMAKE, he trabajado con prácticamente todos los metales mecanizables, y el latón destaca siempre por sus características de procesamiento.
Tabla comparativa de mecanizabilidad
| Metal | Grado de maquinabilidad relativa | Desgaste de herramientas | Calidad del acabado superficial |
|---|---|---|---|
| Latón (C360) | 100-300 | Bajo | Excelente |
| Aluminio 6061 | 150-180 | Bajo | Muy buena |
| Acero de corte libre | 100 (línea de base) | Moderado | Bien |
| Acero inoxidable 304 | 45-50 | Alta | Moderado |
| Aleaciones de titanio | 15-20 | Muy alta | Feria |
Esta comparación pone de relieve por qué el latón suele preferirse para componentes intrincados o series de producción de gran volumen. Su buena maquinabilidad y sus buenas propiedades mecánicas lo hacen ideal para muchas aplicaciones.
Aplicaciones prácticas del mecanizado del latón
La excelente maquinabilidad del latón se traduce en varias ventajas prácticas en la fabricación:
Reducción de los costes de producción
La maquinabilidad superior del latón repercute directamente en su cuenta de resultados. Al mecanizar latón en PTSMAKE, normalmente vemos:
- 30-40% mayor velocidad de corte en comparación con el acero
- Mayor vida útil de la herramienta (a menudo 2-3 veces más que al cortar acero inoxidable)
- Reducción de la necesidad de refrigerantes en muchas operaciones
- Menos piezas rechazadas gracias a una mayor estabilidad dimensional
La combinación de estos factores hace que la producción de componentes de latón sea más rentable, especialmente en volúmenes medios y altos.
Aplicaciones ideales para el mecanizado de latón
Gracias a su excelente mecanizabilidad, el latón es especialmente adecuado para:
- Componentes con geometrías complejas: La facilidad de mecanizado permite detalles intrincados
- Piezas de precisión: Buena estabilidad dimensional y excelente acabado superficial
- Producción a gran escala: Un menor desgaste de la herramienta se traduce en un rendimiento más uniforme
- Fontanería: Resistencia a la corrosión combinada con facilidad de mecanizado
- Componentes eléctricos: Buena conductividad con excelente conformabilidad
En mi experiencia en PTSMAKE, el latón nos ha resultado especialmente valioso para clientes de los sectores de la fontanería, la electrónica y la ferretería decorativa, en los que estas propiedades se ajustan perfectamente a los requisitos del producto.
Maximizar la maquinabilidad del latón en la fabricación
Para aprovechar al máximo la excelente maquinabilidad del latón, recomiendo estas buenas prácticas:
- Optimizar los parámetros de corte: Utilice velocidades de corte superiores a las que emplearía para el acero (normalmente 2-3 veces más rápidas).
- Seleccionar el utillaje adecuado: Las herramientas afiladas con ángulos de inclinación positivos son las más adecuadas.
- Considere el mecanizado en seco: Muchas aleaciones de latón pueden mecanizarse sin refrigerante
- Plan de gestión de chips: A pesar de la buena formación de virutas, disponer de sistemas para gestionar el volumen de virutas producidas a velocidades de corte más elevadas.
Al aplicar estas estrategias en nuestros sistemas CNC en PTSMAKE, conseguimos sistemáticamente excelentes resultados con los componentes de latón, equilibrando la calidad con la eficiencia de la producción.
Comparación del rendimiento del mecanizado: Latón vs. Bronce
¿Alguna vez ha mirado las especificaciones de los materiales y se ha preguntado si elegir latón o bronce para sus componentes de precisión? Ese momento de indecisión puede ser costoso, sobre todo cuando se avecinan plazos y su elección podría afectar a la mecanizabilidad, la vida útil de las herramientas y la calidad final de la pieza.
Cuando se compara el rendimiento del mecanizado, el latón es generalmente mejor que el bronce para la mayoría de las operaciones de mecanizado debido a su mayor maquinabilidad, menor desgaste de la herramienta y excelente formación de viruta. Sin embargo, el bronce puede ser preferible cuando la mayor resistencia, la resistencia a la corrosión o los requisitos específicos de la aplicación pesan más que la mecanizabilidad.

Factores clave que afectan al rendimiento del mecanizado
Al evaluar el latón y el bronce para operaciones de mecanizado, he descubierto que varios factores críticos determinan qué material funciona mejor en aplicaciones específicas. Ambos materiales tienen características distintas que influyen en su comportamiento durante las operaciones de corte.
Formación y control de virutas
La formación de virutas es uno de los indicadores más reveladores de la maquinabilidad. En mi experiencia trabajando con varias aleaciones a PTSMAKE, el latón suele producir virutas cortas y rotas que se eliminan fácilmente de la zona de corte. Esta característica es particularmente evidente en aleaciones de latón de corte libre como la C360 que contienen plomo.
El bronce, especialmente los bronces al estaño, tiende a formar virutas más largas y fibrosas que pueden envolver la herramienta o la pieza de trabajo. Esto requiere la intervención frecuente del operario y puede provocar problemas de acabado superficial. El sitio morfología de chips2 varía significativamente entre las distintas aleaciones de bronce, y los bronces al aluminio suelen producir mejores virutas que los bronces al fósforo.
Desgaste de la herramienta y fuerzas de corte
La vida útil de la herramienta es un factor de coste importante en cualquier operación de mecanizado. Esto es lo que he observado en relación con el desgaste de las herramientas:
| Material | Tasa de desgaste de la herramienta | Fuerzas de corte | Velocidad de corte recomendada |
|---|---|---|---|
| Latón | Bajo a medio | Bajo | 300-600 SFM |
| Bronce | Media a alta | Media a alta | 200-400 SFM |
Las aleaciones de latón, especialmente las que contienen plomo, proporcionan una excelente lubricidad en la interfaz herramienta-pieza, reduciendo la fricción y la generación de calor. Esto se traduce en una mayor vida útil de la herramienta y en la posibilidad de trabajar a mayores velocidades de corte.
El bronce, con su mayor dureza y resistencia, crea mayores fuerzas de corte y genera más calor durante el mecanizado. Esto acelera el desgaste de la herramienta, especialmente cuando se mecanizan aleaciones de bronce fosforoso o bronce al silicio. He visto que las herramientas de corte duran 30-50% más al mecanizar latón que las de bronce en condiciones similares.
Capacidad de acabado de superficies
El acabado de la superficie es otro aspecto en el que estos materiales divergen significativamente:
Comparación del acabado superficial
El acabado superficial de los componentes de latón suele ser superior al del bronce. El latón se mecaniza con una acción de corte suave, lo que da como resultado excelentes acabados superficiales incluso a velocidades de corte más altas. En PTSMAKE, conseguimos regularmente acabados de espejo en componentes de latón con mínimas operaciones secundarias.
El bronce, especialmente el bronce al silicio y el bronce al aluminio, puede ser más difícil. La mayor dureza del material y su tendencia a endurecerse durante el mecanizado pueden provocar la formación de aristas en las herramientas de corte, lo que degrada el acabado superficial. Para conseguir una calidad superficial comparable en las piezas de bronce, a menudo es necesario:
- Reducir la velocidad de corte
- Utilizar herramientas más rígidas
- Seleccionar geometrías de herramientas especializadas
- Emplear estrategias de refrigeración más agresivas
Estabilidad dimensional y precisión
Cuando se requieren tolerancias estrechas, la estabilidad dimensional se convierte en un factor crítico. El latón ofrece una excelente estabilidad dimensional durante el mecanizado gracias a:
- Menores fuerzas de mecanizado que provocan una menor desviación
- Dilatación térmica mínima durante el corte
- Menor tendencia al endurecimiento por deformación
Los componentes de bronce pueden experimentar variaciones dimensionales más significativas, especialmente en piezas complejas con paredes o características finas. Las mayores fuerzas de corte pueden provocar la desviación de la pieza, y el mayor coeficiente de dilatación térmica del material provoca más cambios dimensionales a medida que la pieza se calienta durante el mecanizado.
Consideraciones económicas en la selección de materiales
Aunque el rendimiento del mecanizado es crucial, los factores de coste influyen significativamente en las decisiones de selección de materiales:
Costes de material y mecanizado
Para series de producción de gran volumen, la ecuación del coste total debe incluir:
| Factor de coste | Latón | Bronce |
|---|---|---|
| Coste de la materia prima | Media a alta | Alto a muy alto |
| Tiempo de mecanizado | Baja | Más alto |
| Consumo de herramientas | Baja | Más alto |
| Tasa de chatarra | Baja | Más alto |
Aunque el latón tiene un coste de material base más elevado que algunas alternativas como el aluminio, su mayor facilidad de mecanizado suele traducirse en unos costes totales de la pieza más bajos si se tienen en cuenta todos los factores. El bronce, especialmente las aleaciones especiales como el bronce al aluminio o el bronce al silicio, tiene un precio superior y suele requerir más tiempo de mecanizado, lo que se traduce en unos costes de producción totales más elevados.
Consideraciones específicas de la aplicación
A pesar de las ventajas de mecanizado del latón, hay aplicaciones específicas en las que el bronce sigue siendo la opción preferida a pesar de los retos de mecanizado:
Cuando el mecanizado del bronce tiene sentido
El bronce destaca en aplicaciones que requieren:
- Excepcional resistencia al desgaste (superficies de apoyo)
- Resistencia superior a la corrosión en entornos marinos
- Mayores temperaturas de funcionamiento
- Mayor resistencia mecánica
En estos casos, las ventajas de rendimiento superan las dificultades de mecanizado. Por ejemplo, en los componentes de hélices marinas que fabricamos en PTSMAKE, el bronce al manganeso se especifica a pesar de las dificultades de mecanizado porque su resistencia a la corrosión del agua salada es primordial.
Factores que afectan al acabado superficial del latón
¿Alguna vez se ha pasado horas mecanizando un bello componente de latón para acabar con una calidad de superficie decepcionante? ¿O ha tenido problemas para conseguir ese acabado de espejo que hace que el latón destaque realmente en su producto final?
Conseguir un buen acabado superficial en latón depende de varios factores críticos, como la velocidad de corte, el avance, la selección de la herramienta y las técnicas de postprocesado. Cuando estos elementos se controlan adecuadamente, se pueden conseguir superficies de latón lisas y brillantes que requieren un mínimo de operaciones secundarias.

Selección de herramientas y material
La elección de las herramientas adecuadas es quizá el factor más importante que afecta al acabado superficial del latón. En mi experiencia en PTSMAKE, he descubierto que el material, la geometría y el estado de la herramienta desempeñan un papel crucial a la hora de conseguir un acabado perfecto del latón.
Materiales de herramientas para el mecanizado de latón
Para el mecanizado de latón, no todas las herramientas de corte son iguales. El material de la herramienta ideal depende de su aplicación específica:
| Material de la herramienta | Ventajas para el latón | Mejores aplicaciones |
|---|---|---|
| Acero de alta velocidad (HSS) | Buena retención de bordes, rentable | Producción de bajo volumen, operaciones manuales |
| Carburo | Excelente dureza, mayor vida útil de la herramienta | Producción de gran volumen, mecanizado CNC |
| Revestimiento de diamante | Acabado superior, mayor vida útil de la herramienta | Componentes de alta precisión, piezas decorativas |
Suelo recomendar las herramientas de metal duro para la mayoría de las operaciones de mecanizado de latón, ya que ofrecen un excelente equilibrio entre rendimiento y coste. La extrema dureza del carburo evita que borde acumulado3 que suele afectar al mecanizado del latón con herramientas más blandas.
Consideraciones sobre la geometría de la herramienta
La geometría de sus herramientas de corte influye significativamente en la calidad del acabado superficial:
- Ángulo del rastrillo: Para el latón, los ángulos de desprendimiento positivos entre 0 y 15° son los mejores.
- Ángulo de alivio: 10-15° proporciona una holgura óptima
- Radio de la nariz: Los radios más grandes (0,4-0,8 mm) suelen producir acabados más lisos.
Para esos acabados ultrasuaves, suelo especificar herramientas con bordes de corte pulidos. Este detalle aparentemente menor marca una diferencia notable al reducir la fricción y evitar la adherencia del material a la herramienta.
Parámetros de corte
Controlar los parámetros de corte es esencial para conseguir acabados superficiales superiores en latón. Examinemos las variables clave:
Velocidad de corte
El latón permite velocidades de corte significativamente más altas en comparación con muchos otros metales. Generalmente recomiendo:
- Para desbaste: 300-600 SFM (pies de superficie por minuto)
- Para acabado: 600-1.000 m2
Estas velocidades más altas realmente benefician el acabado superficial al reducir las fuerzas de corte y la acumulación de calor. En PTSMAKE, a veces aumentamos aún más la velocidad de nuestros avanzados equipos CNC cuando se persiguen requisitos de acabado excepcionales.
Velocidad de alimentación
La velocidad de avance afecta directamente a la textura de la superficie y debe ajustarse en función del acabado deseado:
- Para acabados más rugosos: 0,005-0,010 pulgadas por revolución
- Para acabados medios: 0,002-0,004 pulgadas por revolución
- Para acabados finos: 0,0005-0,001 pulgadas por revolución
Recuerde que los avances excesivos crean marcas de avance más pronunciadas, mientras que los avances extremadamente lentos pueden provocar el endurecimiento de la pieza y el rozamiento de la herramienta.
Profundidad de corte
Aunque la profundidad de corte influye en la velocidad de arranque de material, también influye en el acabado superficial:
- Para desbaste: 0,040-0,120 pulgadas
- Para semiacabado: 0,010-0,030 pulgadas
- Para acabado: 0,002-0,010 pulgadas
Las pasadas de acabado ligeras son especialmente eficaces para el latón, ya que minimizan las fuerzas de corte y la generación de calor que pueden comprometer la calidad de la superficie.
Estrategias de refrigeración y lubricación
La refrigeración y la lubricación adecuadas son factores que a menudo se pasan por alto, pero que tienen una importancia crítica a la hora de conseguir excelentes acabados en latón. El enfoque correcto depende de su operación de mecanizado específica:
- Operaciones de fresado: Refrigerantes solubles en agua a una concentración de 6-8%
- Operaciones de torneado: Aceite mineral ligero o líquido de corte específico para latón
- Operaciones de perforación: Aceites de corte de mayor viscosidad para gestionar la evacuación de virutas
En el caso de los componentes de latón de alta precisión, he descubierto que los sistemas de refrigeración por nebulización ofrecen resultados excepcionales al proporcionar una refrigeración adecuada sin el choque térmico que puede afectar a la precisión dimensional.
Técnicas de postprocesado
Incluso con parámetros de mecanizado optimizados, a menudo es necesario un tratamiento posterior para conseguir ese acabado impecable del latón:
- Pulido: Utilizando abrasivos progresivamente más finos (empezar con grano 400, terminar con grano 2000+).
- Pulido: Con compuestos de latón específicos para acabados de espejo
- Tumbling: Eficaz para piezas pequeñas con medios seleccionados para el acabado deseado
- Tratamientos químicos: Incluida la inmersión brillante en soluciones ácidas para obtener un aspecto uniforme.
En PTSMAKE, hemos desarrollado secuencias de postprocesado especializadas para componentes de latón que mantienen tolerancias dimensionales precisas al tiempo que ofrecen una calidad estética excepcional.
Controlando cuidadosamente estos factores a lo largo del proceso de mecanizado, se pueden conseguir acabados superficiales superiores en los componentes de latón. La clave está en comprender cómo interactúan estas variables y realizar ajustes informados en función de sus requisitos específicos.
¿Consideraciones sobre el acabado de los proyectos de perforación en latón?
¿Alguna vez ha taladrado latón y se ha encontrado con una superficie llena de arañazos y rebabas? ¿O ha tenido problemas con brocas que se enganchan y rompen en lugar de cortar limpiamente? Estos problemas de acabado pueden transformar un proyecto de latón potencialmente bello en un desastre frustrante que requiere horas de trabajo adicional.
El mejor enfoque de acabado para el taladrado de latón implica un funcionamiento a baja velocidad, una refrigeración adecuada, material de soporte, herramientas de desbarbado y compuestos de pulido. Estas técnicas evitan problemas comunes como rebabas, arañazos y daños por calor, a la vez que garantizan resultados de calidad profesional con un trabajo mínimo posterior al taladrado.

Problemas comunes del acabado del latón
Al taladrar latón, pueden surgir varios problemas de acabado que afectan a la calidad de su trabajo. He descubierto que reconocer estos problemas a tiempo puede ahorrar mucho tiempo y frustración.
Rebabas superficiales y deformación
El latón es relativamente blando en comparación con otros metales, por lo que es propenso a la formación de rebabas. Estas protuberancias metálicas alrededor de los orificios de perforación no sólo tienen un aspecto poco profesional, sino que también pueden interferir en el montaje y el funcionamiento de los componentes. La deformación de la superficie se produce cuando la broca sale del material, empujando el metal hacia fuera en lugar de cortarlo limpiamente.
Recomiendo utilizar material de apoyo (como restos de madera) colocado debajo de la pieza de latón cuando sale la broca. Esta sencilla técnica proporciona un soporte que evita que el material se abombe hacia fuera y reduce significativamente las rebabas de salida.
Decoloración por calor
El latón puede decolorarse fácilmente cuando se sobrecalienta durante el taladrado, creando marcas oscuras o azuladas poco estéticas alrededor de los orificios de perforación. Este reacción termocrómica4 se produce cuando la fricción entre la broca y el metal genera un calor excesivo.
Para evitarlo, siempre utilizo una refrigeración adecuada durante el proceso de taladrado. El uso de líquido de corte específicamente formulado para latón o incluso una simple mezcla de agua y jabón de fregar puede disipar eficazmente el calor. Retraer periódicamente la broca durante la perforación también permite que el calor salga y evita que se acumule.
Arañazos y rayas en la superficie
Una selección o técnica inadecuada de la broca puede dejar arañazos visibles y marcas alrededor del orificio perforado. Estas imperfecciones son especialmente evidentes en las superficies de latón pulido.
Cuando trabajamos con piezas decorativas de latón en PTSMAKE, utilizamos brocas extremadamente afiladas y operamos a la velocidad adecuada. Apurar el proceso con taladros de alta velocidad casi siempre provoca daños en la superficie que requieren un trabajo de acabado adicional.
Técnicas de acabado esenciales para resultados profesionales
Preparación de la superficie antes de taladrar
El estado del latón antes de taladrar influye significativamente en el acabado final. Yo siempre recomiendo:
- Limpieza a fondo de la superficie de aceites, suciedad y oxidación
- Marcado preciso de los puntos de perforación con un punzón central para evitar que la broca se desplace.
- Aplicar una fina capa de líquido de corte antes de empezar
Esta preparación crea las condiciones ideales para un taladrado limpio y minimiza el trabajo de acabado posterior.
Velocidad y presión de perforación controladas
Para un acabado óptimo del latón, la velocidad de perforación y el control de la presión son cruciales:
| Material Grosor | Velocidad recomendada | Técnica de presión |
|---|---|---|
| Latón fino (<1 mm) | 1.000-1.500 RPM | Muy ligero, consistente |
| Mediana (1-3 mm) | 750-1.000 RPM | Presión moderada y constante |
| Latón grueso (>3 mm) | 500-750 RPM | Firme pero controlado |
Me he dado cuenta de que muchos artesanos taladran el latón demasiado rápido. A diferencia de lo que ocurre con otros metales, las velocidades más lentas producen mejores resultados en el latón. El material se corta más limpiamente con menos generación de calor cuando no se apresura el proceso.
Técnicas de desbarbado tras la perforación
Tras el taladrado, las técnicas de desbarbado adecuadas crean acabados profesionales:
- Herramienta de contrahundimiento: crea un borde limpio y ligeramente biselado
- Herramienta de desbarbado: elimina pequeñas rebabas sin dañar la superficie circundante.
- Papel de lija de grano fino (320 o superior) - suaviza cualquier aspereza restante
- Cepillo de latón: restaura la textura de la superficie sin rayarla
Estas técnicas son especialmente importantes para componentes visibles o piezas que deben encajar con precisión con otras.
Acabado avanzado para latón decorativo
Para proyectos en los que la apariencia es primordial, los pasos de acabado adicionales pueden elevar su trabajo:
Métodos de pulido
Tras taladrar y desbarbar con éxito, el pulido devuelve al latón todo su brillo:
- Pulido progresivo: comience con compuestos medios y vaya avanzando hacia granos más finos.
- Disco de pulir - Crea acabados de alto brillo cuando se utiliza con los compuestos adecuados
- Pulido manual - Ofrece un control preciso de las áreas detalladas alrededor de los orificios de perforación
En PTSMAKE, hemos perfeccionado nuestras técnicas de pulido de latón a lo largo de años de fabricación de componentes de precisión para clientes de sectores en los que tanto la función como la apariencia son importantes.
Acabados protectores
Para mantener la belleza del latón recién acabado:
- Spray de laca transparente - Crea una barrera protectora invisible
- Cera microcristalina - Ofrece protección con un aspecto más natural
- Sellantes específicos para metal - Proporcionan protección de calidad industrial para componentes funcionales
Estas medidas de protección evitan el deslustre y preservan su cuidadoso trabajo de acabado durante años.
Solución de problemas comunes de acabado
Incluso con una técnica adecuada, pueden surgir problemas de acabado. Aquí tienes soluciones a los problemas más comunes:
- Para rebabas persistentes: Pruebe con un ángulo de broca diferente o utilice una broca especializada en desbarbar
- En caso de decoloración: Reducir aún más la velocidad y aumentar la aplicación de líquido refrigerante
- Para agujeros desiguales: Utilice guías de prensa de perforación o plantillas para mantener una alineación perfecta
Estos ajustes pueden transformar resultados problemáticos en acabados de calidad profesional con un trabajo adicional mínimo.
Control de calidad en el mecanizado de latón: ¿Garantizar la precisión y la excelencia?
¿Alguna vez ha recibido un lote de componentes de latón con una calidad o unas dimensiones desiguales? ¿O ha tenido problemas para mantener tolerancias precisas en varias series de producción? Los problemas de control de calidad pueden convertir lo que debería ser un proyecto sencillo de mecanizado de latón en una experiencia frustrante y costosa.
El control de calidad en el mecanizado de latón requiere protocolos de inspección sistemáticos, herramientas de medición avanzadas y una documentación coherente. Mediante la aplicación del control estadístico de procesos, la calibración periódica de los equipos y la formación adecuada de los operarios, los fabricantes pueden garantizar la precisión dimensional, la calidad superficial y el rendimiento funcional de los componentes de latón.

La base del control de calidad en el mecanizado de latón
El control de calidad no es sólo un punto de verificación final, sino un sistema integral que abarca todo el proceso de mecanizado. En mi experiencia en PTSMAKE, el establecimiento de un sólido sistema de control de calidad ha sido crucial para garantizar una producción constante de componentes de latón.
Principales parámetros de calidad de los componentes de latón
En el mecanizado de componentes de latón, hay varios parámetros de calidad que requieren un control minucioso:
Precisión dimensional: Las piezas de latón suelen requerir tolerancias estrictas, especialmente en aplicaciones de precisión como componentes hidráulicos o instrumentos musicales.
Acabado superficial: La calidad de la superficie afecta no sólo a la estética, sino también a aspectos funcionales como la fricción, la resistencia al desgaste y el comportamiento frente a la corrosión.
Integridad de los materiales: Garantizar que los componentes de latón mantienen sus propiedades mecánicas sin defectos como grietas, porosidad o estratificación de materiales5.
Tolerancias geométricas: Características como la planitud, la redondez, la perpendicularidad y la concentricidad deben verificarse para garantizar un montaje y un funcionamiento correctos.
Aplicación de métodos de inspección eficaces
Técnicas de inspección durante el proceso
La inspección durante el proceso ayuda a detectar los problemas antes de que se multipliquen. Hemos comprobado que la aplicación de estas técnicas reduce significativamente las tasas de rechazo:
| Tipo de inspección | Aplicación | Beneficios |
|---|---|---|
| Inspección visual | Detección de defectos superficiales, problemas de acabado | Rápido, requiere un equipo mínimo |
| Control dimensional | Verificación de las dimensiones críticas durante el mecanizado | Evita errores acumulativos |
| Control estadístico de procesos | Control de las variables del proceso | Identifica las tendencias antes de que se produzcan violaciones de la tolerancia |
| Control del desgaste de las herramientas | Seguimiento del estado de la herramienta de corte | Evita la degradación de la calidad con el paso del tiempo |
Protocolos de inspección final
La inspección final es la última línea de defensa para evitar que los problemas de calidad lleguen a los clientes:
Máquinas de medición por coordenadas (MMC): Para componentes de latón complejos, las MMC proporcionan una verificación dimensional completa con gran precisión.
Pruebas de rugosidad superficial: La utilización de perfilómetros para cuantificar los parámetros de acabado superficial garantiza una calidad constante.
Pruebas de dureza: La verificación del perfil de dureza confirma las propiedades adecuadas del material, lo que es especialmente importante en el caso de componentes sometidos a esfuerzos.
Pruebas funcionales: A veces, la precisión dimensional no es suficiente: la simulación de las condiciones de uso reales revela problemas de rendimiento que otras pruebas podrían pasar por alto.
Problemas habituales de calidad y sus soluciones
Inconsistencia dimensional
Las variaciones dimensionales suelen deberse a efectos térmicos durante el mecanizado. El latón se dilata cuando se calienta, lo que puede provocar cambios dimensionales. Para solucionarlo:
- Permitir períodos de enfriamiento adecuados entre las operaciones
- Implantar entornos de temperatura controlada para mediciones críticas
- Utilizar fluidos de corte para gestionar la generación de calor
- Considerar el mecanizado de desbaste seguido del mecanizado de acabado tras el alivio de tensiones.
Problemas de acabado superficial
El mal acabado superficial de los componentes de latón puede deberse a:
Parámetros de corte inadecuados: Un avance demasiado elevado o una velocidad de corte insuficiente pueden provocar una mala calidad superficial.
Selección de herramientas: Utilización de herramientas desgastadas o geometrías incorrectas para las propiedades únicas del latón.
Problemas de control de virutas: La tendencia del latón a producir virutas largas y fibrosas puede provocar arañazos en la superficie.
La solución pasa por optimizar los parámetros de corte específicos para el latón, utilizar rompevirutas adecuados y seleccionar recubrimientos de herramienta apropiados.
Documentación y trazabilidad
El control de calidad no está completo sin una documentación adecuada. En PTSMAKE, mantenemos registros detallados que incluyen:
- Certificados de materiales
- Parámetros del proceso
- Resultados de la inspección
- Información sobre el operador
- Estado de calibración de la máquina
Esta trazabilidad nos permite identificar rápidamente la causa de cualquier problema de calidad y aplicar medidas correctoras.
Sistemas digitales de gestión de la calidad
El control de calidad moderno aprovecha las herramientas digitales para mejorar la eficacia:
- Recogida digital de datos de medición: Eliminar los errores de registro manual
- Software de análisis estadístico: Identificación de tendencias y problemas potenciales
- Sistemas de supervisión de máquinas: Seguimiento de las métricas de rendimiento en tiempo real
- Instrucciones de trabajo digitales: Garantizar la coherencia de los procedimientos
Formación para la excelencia en la calidad
El elemento humano sigue siendo fundamental en el control de calidad. Formación periódica de los operarios de mecanizado sobre:
- Técnicas de mecanizado de materiales específicos
- Uso adecuado del equipo de medición
- Comprensión de los planos de ingeniería y las tolerancias
- Principios de control estadístico de procesos
Esta inversión en capital humano se traduce en una reducción de las tasas de residuos y de las reclamaciones de los clientes.
Mejora continua del control de calidad
El control de calidad en el mecanizado de latón no es estático, sino que evoluciona:
- Revisión periódica de los parámetros de calidad
- Análisis de la causa raíz de los defectos
- Retroalimentación de los clientes
- Comparación con las normas del sector
Al tratar la calidad como un viaje continuo y no como un destino, los fabricantes pueden perfeccionar continuamente sus capacidades de mecanizado de latón.
¿Cuál es el mejor latón para mecanizar?
¿Le ha costado alguna vez seleccionar el latón adecuado para su proyecto de mecanizado? La frustración de las piezas que no cumplen las especificaciones, las máquinas que se desgastan prematuramente o los acabados que simplemente no brillan como se esperaba pueden convertir lo que deberían ser proyectos sencillos en costosos quebraderos de cabeza.
El mejor latón para el mecanizado suele ser el latón de corte libre como el C360 (que contiene aproximadamente 3% de plomo), que ofrece una excelente maquinabilidad, buena resistencia y un acabado superficial superior. Para las alternativas sin plomo, el latón al silicio (C87850) o las aleaciones que contienen bismuto ofrecen un rendimiento comparable al tiempo que cumplen la normativa medioambiental.

Comprender las aleaciones de latón para el mecanizado
El latón es uno de los materiales más populares en la industria manufacturera, sobre todo para componentes mecanizados. Como aleación de cobre y zinc, el latón ofrece una combinación única de propiedades que lo hacen ideal para muchas aplicaciones. Sin embargo, no todas las aleaciones de latón tienen el mismo rendimiento en las operaciones de mecanizado.
En mi experiencia trabajando con diversos materiales en PTSMAKE, he descubierto que la selección de la aleación de latón óptima puede influir drásticamente en la eficacia de la producción, la vida útil de las herramientas y la calidad de las piezas. La clave está en entender cómo afectan las distintas composiciones de latón a la maquinabilidad.
Tipos comunes de latón utilizados en el mecanizado
Hay varias aleaciones de latón que se utilizan habitualmente en operaciones de mecanizado, cada una con propiedades distintas:
Latón de corte libre (C360)
El latón C360 contiene aproximadamente 61,5% de cobre, 35,5% de zinc y 3% de plomo. Esta aleación es el estándar de oro para el mecanizado debido a sus excelentes características de formación de viruta. El plomo de esta aleación actúa como rompevirutas, evitando virutas largas y filamentosas que pueden atascar la maquinaria.
La adición de plomo también sirve como lubricante natural durante las operaciones de corte, reduciendo la fricción entre la herramienta y la pieza de trabajo. Esto se traduce en:
- Acabados superficiales superiores
- Mayor vida útil de la herramienta
- Velocidades de corte más rápidas
- Reducción del tiempo de inactividad de la máquina
Latón naval (C46400)
Con alrededor de 60% de cobre, 39% de zinc y 1% de estaño, el latón naval ofrece una excelente resistencia a la corrosión, especialmente en entornos marinos. Aunque no es tan fácil de cortar como el C360, se mecaniza razonablemente bien y ofrece mayor resistencia y durabilidad.
Latón arquitectónico (C38500)
Con un contenido aproximado de 57% de cobre, 40% de zinc y 3% de plomo, esta aleación equilibra una buena maquinabilidad con un atractivo estético. Suele utilizarse en aplicaciones decorativas en las que el aspecto es importante.
Alternativas sin plomo
La normativa medioambiental restringe cada vez más el uso de plomo en la fabricación. Esto ha impulsado el desarrollo de aleaciones de latón sin plomo que siguen ofreciendo una buena maquinabilidad. Algunas opciones prometedoras son:
Latón silicio (C87850)
Esta aleación utiliza silicio y otros elementos para sustituir al plomo, manteniendo al mismo tiempo unas buenas características de mecanizado. Aunque no alcanzan la maquinabilidad del latón con plomo, las aleaciones modernas de latón con silicio se acercan bastante.
Latón con bismuto
El bismuto tiene propiedades físicas similares a las del plomo, pero sin los problemas medioambientales. Aleaciones como EnviroBrass (C89520) utilizan bismuto para conseguir formación de virutas6 características comparables a las del latón con plomo.
Análisis comparativo de las aleaciones de latón
A la hora de seleccionar el latón para el mecanizado, hay que tener en cuenta varios factores, además de la maquinabilidad:
| Aleación de latón | Grado de maquinabilidad (1-100) | Resistencia a la corrosión | Resistencia (MPa) | Contenido principal | Cumplimiento de la normativa medioambiental |
|---|---|---|---|---|---|
| C360 (Corte libre) | 90-100 | Bien | 310-380 | ~3% | Limitado |
| C46400 (Naval) | 70-80 | Excelente | 380-450 | <0,1% | Bien |
| C38500 (Arquitectura) | 85-95 | Bien | 330-400 | ~3% | Limitado |
| C87850 (latón silicio) | 80-85 | Muy buena | 380-450 | 0% | Excelente |
| C89520 (latón de bismuto) | 85-90 | Bien | 320-380 | 0% | Excelente |
Factores que afectan a la maquinabilidad del latón
En mi experiencia en PTSMAKE, he observado varios factores que influyen en lo bien que mecaniza una aleación de latón:
Contenido de zinc
En general, un mayor contenido de zinc (hasta aproximadamente 40%) mejora la maquinabilidad. Más allá de este punto, la aleación se vuelve demasiado quebradiza para un mecanizado eficaz.
Elementos de aleación
- Plomo: Mejora drásticamente la maquinabilidad, pero se enfrenta a restricciones normativas
- Bismuto: Buen sustituto del plomo con similares ventajas de mecanización
- Silicio: Mejora la resistencia manteniendo una mecanizabilidad razonable
- Estaño: Mejora la resistencia a la corrosión pero puede reducir ligeramente la maquinabilidad.
Dureza y ductilidad
El latón óptimo para el mecanizado busca un equilibrio entre dureza y ductilidad. Si es demasiado blando, el material atasca las herramientas de corte; si es demasiado duro, el desgaste de la herramienta aumenta exponencialmente.
Parámetros de corte
Incluso la mejor aleación de latón no funcionará bien si se utilizan parámetros de corte inadecuados. Entre los factores a tener en cuenta se incluyen:
- Velocidad de corte
- Velocidad de avance
- Geometría de la herramienta
- Tipo de refrigerante y método de suministro
Selección de latón específica para el sector
Los requisitos de los componentes de latón varían según el sector:
Fontanería y válvulas
La resistencia a la desgalvanización y el cumplimiento de las normas sobre agua potable son cruciales. Aleaciones como la C36000 (latón de corte libre) o alternativas sin plomo como la C69300 son opciones habituales.
Electrónica
Para los componentes electrónicos, son esenciales una alta conductividad y resistencia a la corrosión. Suelen preferirse las aleaciones con mayor contenido de cobre, como la C26000 (cobre 70%).
Automoción
La industria del automóvil necesita latón que soporte las vibraciones y ofrezca una buena resistencia al desgaste. El C36000 ha sido históricamente popular, aunque cada vez se adoptan más alternativas sin plomo para cumplir la normativa medioambiental.
¿Cómo optimizar las velocidades y avances de corte para el mecanizado de latón?
¿Alguna vez ha tenido problemas para conseguir el acabado perfecto en sus proyectos de mecanizado de latón? ¿Ha experimentado un desgaste excesivo de la herramienta o una mala calidad de la superficie a pesar de seguir los parámetros de mecanizado estándar? Estas frustraciones pueden convertir en un quebradero de cabeza lo que debería ser un proceso sencillo.
Optimizar las velocidades de corte y los avances para el mecanizado de latón requiere equilibrar las características del material con la selección de la herramienta. Para aleaciones de latón de corte libre como C360, comience con velocidades de corte de 400-600 SFM y avances de 0,004-0,007 IPR, y luego ajuste en función de su aplicación específica, el estado de la herramienta y las capacidades de la máquina.

Comprender los parámetros de mecanizado del latón
El latón suele considerarse uno de los metales más mecanizables, pero eso no significa que se puedan utilizar simplemente las velocidades y avances predeterminados y esperar resultados óptimos. En mi experiencia trabajando con diversos componentes de latón en PTSMAKE, he descubierto que una selección adecuada de los parámetros puede mejorar drásticamente tanto la eficiencia como la calidad de las piezas.
La clave del éxito del mecanizado del latón reside en comprender cómo responden las distintas aleaciones a las operaciones de corte. El latón es una aleación de cobre y zinc, con variaciones que contienen diferentes proporciones de estos metales junto con otros elementos como plomo, aluminio o silicio. Estas composiciones afectan directamente a la forma de abordar las operaciones de mecanizado.
Latón sin plomo frente a latón con plomo
El latón de corte libre (como el C360) contiene plomo que actúa como rompevirutas7 durante las operaciones de mecanizado. Esto permite mayores velocidades de corte en comparación con las variantes sin plomo. Al mecanizar latón con plomo, suelo recomendar:
- Velocidades de corte: 400-600 SFM (pies de superficie por minuto)
- Velocidades de avance: 0,004-0,007 IPR (pulgadas por revolución)
Para las aleaciones de latón sin plomo o con bajo contenido en plomo (cada vez más comunes debido a la normativa medioambiental), deben ajustarse los parámetros:
- Velocidades de corte: 300-450 SFM
- Velocidades de avance: 0,003-0,005 IPR
Consideraciones sobre la velocidad de corte para diferentes aleaciones de latón
Las distintas aleaciones de latón requieren un enfoque específico de las velocidades de corte. He aquí un desglose exhaustivo basado en mi experiencia con varios tipos de latón:
| Aleación de latón | Composición | Velocidad de corte recomendada (SFM) | Notas |
|---|---|---|---|
| C260 (Cartucho de latón) | 70% Cu, 30% Zn | 300-450 | Un mayor contenido de zinc requiere velocidades moderadas |
| C360 (latón de corte libre) | 61,5% Cu, 35,5% Zn, 3% Pb | 400-600 | Excelente maquinabilidad gracias a su contenido en plomo |
| C385 (Bronce arquitectónico) | 60% Cu, 35% Zn, 3% Pb, 2% Al | 350-500 | El contenido de aluminio aumenta ligeramente la dureza |
| C464 (Latón Naval) | 60% Cu, 39% Zn, 1% Sn | 250-350 | Una aleación más dura requiere velocidades reducidas |
| C510 (Bronce fosforado) | 95% Cu, 5% Sn, traza P | 200-300 | Significativamente más difícil, requiere velocidades más bajas |
Al seleccionar las velocidades de corte, la rigidez de la máquina y la estabilidad de la configuración son factores igualmente importantes. En PTSMAKE, hemos comprobado que los mejores resultados se obtienen empezando por el extremo inferior de estas gamas y aumentando gradualmente hasta lograr un rendimiento óptimo.
Técnicas de optimización de la velocidad de alimentación
La selección del avance es fundamental para la calidad del acabado superficial y la vida útil de la herramienta. Los avances demasiado agresivos pueden provocar la rotura de la herramienta, mientras que los ajustes demasiado conservadores desperdician productividad. Para el mecanizado de latón, recomiendo estas directrices:
Operaciones de desbaste
Para cortes de desbaste en los que la eliminación de material es la prioridad:
- Utilice 0,005-0,010 IPR para operaciones de torneado
- Para fresar, las cargas de viruta de 0,003-0,006 pulgadas por diente funcionan bien.
- La profundidad de corte puede ser más agresiva, normalmente 0,050-0,150 pulgadas
Operaciones de acabado
Cuando el acabado superficial es crítico:
- Reducir los avances a 0,002-0,004 DPI para torneado
- Para fresado, cargas de viruta de 0,001-0,003 pulgadas por diente.
- Realizar cortes de poca profundidad, normalmente de 0,010-0,030 pulgadas.
Una técnica importante que utilizamos en PTSMAKE es el control de avance adaptativo, en el que ajustamos las velocidades de avance en función de las fuerzas de corte. Este enfoque nos ha ayudado a reducir la rotura de herramientas en 37% en nuestras operaciones de mecanizado de latón.
Impacto de la selección de herramientas en las velocidades y avances
La herramienta de corte adecuada puede marcar una diferencia significativa en los parámetros de mecanizado del latón. He comprobado que las siguientes características son las mejores:
Materiales para herramientas de corte
- Acero de alta velocidad (HSS): Elección económica para la mayoría de los trabajos en latón, puede funcionar a 70-80% de las velocidades indicadas anteriormente.
- Carburo: Ideal para entornos de producción, puede utilizar todos los rangos de velocidad proporcionados
- Herramientas recubiertas: Generalmente innecesario para el latón, pero los recubrimientos de TiN pueden ayudar con la vida útil de la herramienta a grandes volúmenes.
Geometría de la herramienta para latón
- Los ángulos de desprendimiento positivos elevados (15-20°) reducen las fuerzas de corte
- Los ángulos de relieve mayores (10-15°) evitan el roce
- Para el latón sin plomo, los rompevirutas más pequeños ayudan a gestionar la formación de virutas
Un factor crítico que a menudo se pasa por alto es el afilado de la herramienta. Las herramientas desafiladas generan un calor y una fuerza excesivos, independientemente de los ajustes de velocidad y avance. En PTSMAKE aplicamos un estricto sistema de gestión de herramientas para garantizar unas condiciones de corte óptimas.
Estrategias de refrigeración para un rendimiento óptimo
Aunque el latón suele mecanizarse bien en seco, la aplicación adecuada de refrigerante puede prolongar la vida útil de la herramienta y mejorar el acabado superficial. Para operaciones de alta velocidad, recomiendo:
- Refrigerante de inundación: Soluciones solubles en agua a una concentración de 8-10%
- Refrigeración por nebulización: Especialmente eficaz para el fresado a alta velocidad
- Aire comprimido: A menudo suficiente para cortes ligeros en latón de corte libre.
Cuando mecanice sin refrigerante (habitual en piezas pequeñas de latón), aumente el caudal de aire alrededor de la zona de corte y reduzca la velocidad en 15-20% para compensar el aumento de calor.
Equilibrando cuidadosamente estos factores -tipo de aleación, velocidad de corte, avance, selección de herramienta y estrategia de refrigeración- puede conseguir resultados óptimos en sus operaciones de mecanizado de latón. La clave está en empezar con parámetros probados y ajustarlos metódicamente en función de sus requisitos de producción específicos.
¿Cuáles son los costes de los proyectos de mecanizado de latón de gran volumen?
¿Alguna vez se ha preguntado por qué algunos proyectos de mecanizado de latón se salen del presupuesto y otros no? ¿Ha tenido problemas para explicar los sobrecostes a las partes interesadas o se ha visto constantemente sorprendido por gastos ocultos en la producción de grandes volúmenes?
El coste de los proyectos de mecanizado de latón de gran volumen está influido por la selección de materiales, la complejidad del mecanizado, el volumen de producción, las operaciones secundarias y las relaciones con los proveedores. La optimización de estos factores puede reducir los gastos manteniendo la calidad. La planificación estratégica durante la fase de diseño ofrece la mayor oportunidad para el control de costes.
Selección de materiales y especificaciones
Cuando se planifican proyectos de mecanizado de latón de gran volumen, la selección del material influye significativamente en los resultados finales. No todas las aleaciones de latón son iguales, y las diferencias de coste pueden ser sustanciales.
Aleaciones comunes de latón y su coste
La aleación de latón que elija afecta directamente a la estructura de costes de su proyecto. Cada aleación ofrece características y precios diferentes:
| Aleación de latón | Coste relativo | Propiedades clave | Mejores aplicaciones |
|---|---|---|---|
| C260 (Cartucho de latón) | Medio | Excelente conformabilidad, buena resistencia | Componentes electrónicos, hardware |
| C360 (latón de corte libre) | Medio-Alto | Maquinabilidad superior, buena resistencia | Piezas de precisión de gran volumen |
| C385 (Bronce arquitectónico) | Alta | Excelente resistencia a la corrosión, atractivo estético | Aplicaciones decorativas |
| C230 (latón rojo) | Alta | Alta resistencia a la corrosión, color atractivo | Fontanería, componentes marinos |
| C280 (Muntz Metal) | Medio | Buena resistencia, coste moderado | Aplicaciones marinas, fijaciones |
Los costes de material suelen representar entre el 30 y el 50% del gasto total del proyecto en el mecanizado de grandes volúmenes de latón. En PTSMAKE, he descubierto que seleccionar la aleación adecuada durante la fase de diseño puede reducir los costes de material hasta en 15% sin comprometer el rendimiento de la pieza.
Requisitos de tolerancia y correlación de costes
Las tolerancias más estrictas aumentan invariablemente el tiempo y los costes de mecanizado. En el caso de la producción de grandes volúmenes, entender dónde son realmente necesarias las tolerancias precisas puede suponer un ahorro significativo:
- Las tolerancias estándar (±0,005") suelen añadir un coste mínimo
- Las tolerancias medias (±0,001") pueden aumentar los costes de mecanizado en 15-25%
- Las tolerancias de precisión (±0,0005" o más ajustadas) pueden incrementar los costes en 40-60%
Aconsejo a los clientes que apliquen tolerancias estrictas sólo a las características críticas y que utilicen tolerancias estándar en el resto. Esto enfoque de tolerancia selectiva8 ha ayudado a muchos de nuestros clientes a reducir los costes de mecanizado 20-30% en proyectos de gran volumen.
Volumen de producción y economías de escala
Comprender cómo afecta el volumen a los costes unitarios es crucial para presupuestar con precisión los proyectos de mecanizado de latón de gran volumen.
Puntos de ruptura de volumen y reducción de costes unitarios
La relación entre volumen de producción y coste unitario sigue un patrón predecible, pero con matices importantes:
- Los costes iniciales de instalación se amortizan entre todas las piezas
- El desgaste de las herramientas aumenta con el volumen, lo que puede requerir su sustitución
- Las compras de material se benefician de descuentos por volumen
- La eficiencia laboral mejora con series de producción más largas
En PTSMAKE, solemos observar estas reducciones de costes en puntos de ruptura de volumen específicos:
| Volumen de producción | Reducción aproximada de costes (frente al prototipo) |
|---|---|
| 1-10 unidades | Base (coste unitario más elevado) |
| 11-100 unidades | 15-25% reducción |
| 101-1.000 unidades | 30-45% reducción |
| 1.001-10.000 unidades | 45-60% reducción |
| Más de 10.000 unidades | 60-75% reducción |
Estos porcentajes varían en función de la complejidad de la pieza y de los requisitos específicos, pero el patrón se mantiene en la mayoría de los proyectos de mecanizado de latón.
Equilibrar los costes de inventario con la eficiencia de la producción
La producción de grandes volúmenes plantea problemas de gestión de existencias. Las grandes series de producción suelen implicar menores costes unitarios, pero mayores costes de mantenimiento de existencias. Para encontrar el equilibrio óptimo hay que tener en cuenta:
- Costes de almacenamiento
- Consecuencias para la tesorería
- Precisión de la previsión de la demanda
- Riesgo de cambios de diseño u obsolescencia
Le recomiendo que calcule su Cantidad Económica de Pedido (EOQ) para encontrar el punto óptimo entre la eficiencia de la producción y los costes de inventario. Muchos de nuestros clientes de PTSMAKE han descubierto que dividir grandes pedidos en series de producción estratégicas puede optimizar su coste total de propiedad.
Optimización del proceso de fabricación
La forma en que se fabrican las piezas de latón influye significativamente en los costes generales del proyecto, sobre todo cuando se trata de grandes volúmenes.
Programación CNC y selección de máquinas
En el mecanizado de grandes volúmenes de latón, invertir en una programación CNC optimizada resulta rentable. El software CAM moderno puede determinar las trayectorias de herramienta más eficientes, reduciendo los tiempos de ciclo en 15-30% en comparación con los enfoques estándar.
La selección de la máquina también desempeña un papel crucial:
- Máquinas monohusillo: Tarifas horarias más bajas pero tiempos de producción más largos
- Máquinas multihusillo: Tasas horarias más elevadas pero tiempos de ciclo drásticamente reducidos.
- Máquinas de tipo suizo: Excelentes para piezas pequeñas complejas con tolerancias estrechas
En PTSMAKE, hemos invertido en avanzados equipos multihusillo específicos para la producción de grandes volúmenes de latón, lo que nos permite lograr tiempos de producción 40-60% más rápidos en comparación con los centros de mecanizado convencionales.
Operaciones secundarias y requisitos de acabado
Las operaciones adicionales más allá del mecanizado básico pueden afectar significativamente al presupuesto de su proyecto:
- Desbarbado: Esencial para la mayoría de las piezas de latón, añadiendo 5-15% a los costes base.
- Acabado superficial: El pulido, el chapado o el anodizado pueden añadir 10-30%
- Tratamiento térmico: Rara vez es necesario para el latón, pero puede añadir 15-25% cuando sea necesario.
- Inspección de calidad: Desde 5% para inspección básica hasta 20% para pruebas exhaustivas
Cuando trabajamos con nuestros clientes en proyectos de gran volumen, recomiendo evaluar cuidadosamente qué operaciones secundarias son realmente necesarias. A menudo, pequeñas modificaciones de diseño pueden eliminar costosos pasos de acabado sin afectar a la funcionalidad de la pieza.
Selección de proveedores y gestión de relaciones
La elección del socio de fabricación tiene profundas implicaciones en los costes del proyecto, especialmente para la producción continua de grandes volúmenes.
Comparación de los costes de fabricación en el país y en el extranjero
La decisión entre fabricación nacional o deslocalizada implica numerosos factores de coste:
| Factor de coste | Fabricación nacional | Fabricación en alta mar |
|---|---|---|
| Tarifas laborales | Más alto | Baja |
| Costes de material | Comparable | A menudo inferior |
| Control de calidad | Supervisión directa | Requiere gestión adicional |
| Envío | Más bajo, más rápido | Plazos de entrega más largos |
| Comunicación | Más fácil, en tiempo real | Puede ser difícil |
| Protección IP | Marco jurídico más sólido | Riesgos potenciales |
| Ventaja de coste total | Para volúmenes bajos-medios, piezas complejas | Para grandes volúmenes, piezas más sencillas |
En PTSMAKE, ofrecemos desgloses de costes transparentes para ayudar a los clientes a tomar decisiones con conocimiento de causa. Aunque nuestras instalaciones de fabricación en China ofrecen ventajas en cuanto a costes, mantenemos unos rigurosos estándares de calidad equivalentes a los de los proveedores nacionales.
Ventajas de la asociación a largo plazo
El desarrollo de relaciones estratégicas con los proveedores para el mecanizado de grandes volúmenes de latón ofrece importantes ventajas económicas:
- Perfeccionamiento del proceso a lo largo del tiempo
- Compra de material a granel
- Reducción de los problemas de calidad
- Comunicación optimizada
- Mejoras de eficiencia compartidas
He visto a clientes reducir los costes totales de sus proyectos en 15-25% en la tercera tirada de producción mediante iniciativas de mejora continua con nuestro equipo de ingeniería. Estas relaciones también proporcionan estabilidad en la fijación de precios y la asignación de capacidad durante las fluctuaciones del mercado.
¿Cómo garantizar la precisión dimensional de las piezas mecanizadas de latón?
¿Alguna vez ha recibido componentes de latón que no encajaban como esperaba? ¿O ha visto cómo fallaba un montaje de precisión por culpa de componentes que se salían de las especificaciones por unas milésimas de pulgada? Las imprecisiones dimensionales en las piezas de latón pueden transformar un proyecto prometedor en una experiencia frustrante y costosa.
Garantizar la precisión dimensional en las piezas mecanizadas de latón requiere un enfoque global que incluya la selección adecuada del material, la selección óptima de las herramientas, el control de los parámetros de mecanizado, la inspección periódica y la gestión de la temperatura durante todo el proceso. Con estas prácticas, los fabricantes pueden conseguir tolerancias de hasta ±0,005 mm.

Comprender los retos dimensionales en el mecanizado de latón
El latón es un material muy utilizado en la fabricación de precisión por su excelente mecanizabilidad, resistencia a la corrosión y atractivo aspecto. Sin embargo, lograr una precisión dimensional consistente con el latón presenta retos únicos. En mi experiencia trabajando con innumerables componentes de latón, he identificado varios factores críticos que influyen en los resultados dimensionales.
Propiedades del material que afectan a la estabilidad dimensional
La composición de la aleación de cobre y zinc del latón crea unas características de mecanizado específicas que repercuten directamente en la precisión dimensional. Las diferentes aleaciones de latón presentan distintos grados de coeficientes de dilatación térmica9 durante el mecanizado, lo que puede provocar cambios dimensionales si no se tienen en cuenta adecuadamente.
Las aleaciones de latón más utilizadas en el mecanizado de precisión son:
| Aleación de latón | Composición | Características que afectan a la precisión dimensional |
|---|---|---|
| C360 (Corte libre) | 61,5% Cu, 3% Pb, 35,5% Zn | Excelente maquinabilidad, estabilidad térmica moderada |
| C272 (latón amarillo) | 65% Cu, 35% Zn | Buena estabilidad dimensional, requiere parámetros de corte cuidadosos |
| C385 (Bronce arquitectónico) | 60% Cu, 39% Zn, 1% Sn | Resistencia superior a la corrosión, dilatación térmica moderada |
Parámetros de mecanizado críticos para la precisión
La velocidad de corte, el avance y la profundidad de corte influyen enormemente en la precisión dimensional del mecanizado de latón. Al mecanizar latón en PTSMAKE, solemos utilizar velocidades de corte superiores a las del acero, pero esto requiere un cuidadoso equilibrio. Una velocidad excesiva puede generar calor que distorsione las dimensiones, mientras que una velocidad demasiado lenta puede provocar vibraciones en la herramienta e imperfecciones en la superficie.
Selección y estado de las herramientas
La geometría de la herramienta desempeña un papel crucial en la consecución de la precisión dimensional. Para latón específicamente, recomiendo:
- Ángulos de rastrillo positivos entre 0-15° para una evacuación suave de las virutas
- Bordes de corte afilados para minimizar la deformación del material
- Herramientas HSS o de metal duro con recubrimientos específicos para aplicaciones en latón
- Supervisión periódica del estado de las herramientas para evitar desviaciones dimensionales
Aplicación de estrategias de control de precisión
Gestión de la temperatura durante el mecanizado
Las fluctuaciones de temperatura representan uno de los factores más subestimados que afectan a la precisión dimensional. Para combatirlo:
- Aplicar estrategias de refrigeración adecuadas (la refrigeración por inundación funciona bien para el latón).
- Permitir que el material se aclimate a la temperatura del taller antes del mecanizado.
- Considerar la estabilización térmica entre operaciones para requisitos de ultraprecisión
- Control de las variaciones de temperatura ambiente durante las series de producción de varios días
Técnicas de fijación y sujeción
La forma de sujetar las piezas de latón influye directamente en los resultados dimensionales. He descubierto que:
- El uso de dispositivos específicos que soportan la pieza de trabajo de manera uniforme evita la distorsión.
- La aplicación de una presión de sujeción constante evita la deformación de la pieza de trabajo
- La aplicación de los principios de localización 3-2-1 garantiza un posicionamiento repetible
- Considerando que las mordazas blandas para componentes delicados de latón preservan el acabado superficial
Consideraciones sobre la programación CNC para latón
Al programar el mecanizado de latón, varios enfoques específicos mejoran la precisión dimensional:
- Estrategias de trayectoria de la herramienta que mantienen un compromiso de corte constante
- Porcentajes de paso adecuados (normalmente 30-50% para acabado en latón)
- Fresado en pendiente en la mayoría de las operaciones para reducir la desviación de la herramienta
- Compensación del desgaste de la herramienta mediante ajustes periódicos del desplazamiento
Métodos de control de calidad y verificación
Frecuencia de inspección y tecnología
La verificación dimensional debe integrarse en todo el proceso de mecanizado, no sólo al final. En PTSMAKE, aplicamos un enfoque de inspección por niveles:
- Inspección de la primera pieza con verificación dimensional exhaustiva
- Controles durante el proceso en transiciones operativas críticas
- Control estadístico de procesos para la producción en curso
- Verificación final con equipos de medición calibrados
Para los componentes de latón con tolerancias muy ajustadas, utilizamos tecnología MMC (máquina de medición por coordenadas) capaz de medir con precisión micrométrica.
Controles ambientales para una mayor precisión de las mediciones
Incluso un mecanizado perfecto puede verse perjudicado por unas condiciones de medición inadecuadas. Las consideraciones críticas incluyen:
- Entornos de inspección con temperatura controlada (normalmente 20 °C/68 °F)
- Calibración periódica de los instrumentos de medida
- Procedimientos de medición normalizados para eliminar las variaciones de los operarios
- Consideración de la estabilización de la temperatura del material antes de la medición
Resolución de problemas dimensionales comunes
Cuando se producen discrepancias dimensionales en piezas de latón, el análisis sistemático identifica las causas raíz. Los problemas más comunes que he encontrado son:
- Desviación de la herramienta durante el mecanizado, especialmente con herramientas de largo alcance.
- Evacuación incompleta de la viruta que provoca una acumulación de calor
- Propiedades del material incoherentes entre lotes
- Fijación que introduce tensión y posterior deformación
Mediante la aplicación de las estrategias descritas anteriormente, los fabricantes pueden lograr de forma sistemática una precisión dimensional excepcional en los componentes mecanizados de latón, cumpliendo incluso los requisitos de tolerancia más exigentes para aplicaciones de precisión.
¿Cuáles son las mejores prácticas para el mantenimiento de las herramientas de mecanizado de latón?
¿Alguna vez ha sacado sus herramientas de mecanizado de latón y las ha encontrado desafiladas, corroídas o con un rendimiento deficiente? ¿Tiene problemas con los cortes irregulares y las sustituciones frecuentes de herramientas, que agotan su tiempo y su presupuesto? Estas frustraciones pueden convertir lo que debería ser un trabajo de precisión en un costoso quebradero de cabeza.
El mantenimiento adecuado de las herramientas de mecanizado de latón requiere una limpieza periódica, una lubricación correcta, un almacenamiento adecuado en entornos secos, una inspección rutinaria para detectar el desgaste y el cumplimiento de los parámetros de corte especificados por el fabricante. La aplicación de estas prácticas prolonga la vida útil de la herramienta, mejora la precisión del mecanizado y reduce los costes generales de producción.

Comprender las propiedades del latón y su impacto en el utillaje
El latón es una aleación compuesta principalmente de cobre y zinc, por lo que es más blando que muchos metales, pero aún así es capaz de provocar un desgaste significativo de la herramienta. Al mecanizar latón, las herramientas se enfrentan a retos únicos debido a las propiedades del material. El latón tiene una excelente maquinabilidad pero tiende a crear borde acumulado10 en las herramientas de corte durante operaciones prolongadas.
En mi experiencia en PTSMAKE, he descubierto que la conductividad térmica del latón desempeña un papel crucial en el desgaste de la herramienta. A diferencia del aluminio, el latón no disipa el calor con tanta eficacia, lo que puede acelerar la degradación de la herramienta si no se mantiene una refrigeración adecuada. El contenido de zinc en el latón (normalmente 5-40%) afecta significativamente al rendimiento y desgaste de las herramientas con el paso del tiempo.
Protocolos esenciales de limpieza para herramientas de mecanizado de latón
La limpieza periódica no es negociable para el mantenimiento de las herramientas de mecanizado de latón. Después de cada uso, recomiendo seguir esta secuencia de limpieza:
- Elimine las virutas sueltas con aire comprimido
- Limpie las herramientas con un paño limpio y sin pelusa
- Utilice disolventes adecuados para eliminar los depósitos de latón más resistentes.
- Seque bien las herramientas antes de guardarlas o utilizarlas de nuevo.
Para los residuos de latón más resistentes, la limpieza por ultrasonidos me ha resultado especialmente eficaz. En PTSMAKE, utilizamos limpiadores ultrasónicos con soluciones especializadas que eliminan las partículas de latón sin dañar la superficie ni la geometría de la herramienta.
Estrategias óptimas de lubricación
Una lubricación adecuada prolonga drásticamente la vida útil de la herramienta al mecanizar latón. A diferencia de los materiales ferrosos, el latón suele beneficiarse de una lubricación mínima o incluso de un mecanizado en seco en algunas aplicaciones.
Lubricantes recomendados por operación de mecanizado
| Tipo de operación | Lubricante recomendado | Método de aplicación | Notas |
|---|---|---|---|
| Perforación | Aceite mineral ligero | Aplicación de niebla | Aplicar con moderación para evitar la acumulación de virutas |
| Fresado | Líquido de corte sintético | Refrigeración por inundación | Mantiene la estabilidad de la temperatura |
| Girar | Aceite ligero o seco | Lubricación en cantidades mínimas | Evita que las virutas se suelden a la herramienta |
| Tapping | Aceite de corte a base de azufre | Aplicación directa | Mejora el acabado de las roscas |
Al utilizar lubricantes, la coherencia es fundamental. He observado que los patrones de lubricación irregulares causan un desgaste desigual de la herramienta, lo que provoca fallos prematuros y resultados de mecanizado inconsistentes.
Buenas prácticas de almacenamiento para evitar la corrosión
El almacenamiento adecuado influye significativamente en la longevidad de las herramientas. Las herramientas de mecanizado de latón deben almacenarse en:
- Entornos climatizados con humedad inferior a 60%
- Armarios de herramientas con inhibidores de corrosión en fase vapor
- Fundas o estuches protectores individuales
- Sistemas organizados que evitan que las herramientas entren en contacto entre sí
En PTSMAKE, guardamos las herramientas de precisión en armarios especiales con paquetes de gel de sílice que absorben la humedad. Esta sencilla adición ha prolongado notablemente la vida útil de las herramientas, especialmente las de metal duro utilizadas en aplicaciones de latón.
Inspección periódica y reacondicionamiento
La aplicación de una rutina de inspección sistemática evita fallos inesperados de las herramientas. Recomiendo inspeccionar las herramientas de mecanizado de latón:
- Antes del primer uso del día
- Tras completar grandes series de producción
- Al cambiar de una aleación de latón a otra
- Cada vez que cambie el rendimiento de corte
Puntos clave de la inspección
- Integridad del filo de corte (compruebe si hay virutas u opacidad)
- Estado del revestimiento (descascarillado o desgaste)
- Geometría de la herramienta (verificar que los ángulos no han cambiado)
- Runout (asegurar una rotación consistente)
Para el reacondicionamiento, considere si el reafilado interno tiene sentido para su operación. Aunque es conveniente, un reafilado inadecuado puede alterar la geometría de la herramienta y empeorar su rendimiento. En PTSMAKE, hemos comprobado que los servicios de reacondicionamiento profesionales suelen mejorar la consistencia de las herramientas críticas.
Optimización de los parámetros de corte
Los parámetros de corte adecuados afectan drásticamente a la vida útil de la herramienta al mecanizar latón. He recopilado estos parámetros basándome en pruebas exhaustivas:
- Velocidad de corte: 300-500 SFM para herramientas HSS; 500-1000 SFM para metal duro
- Velocidades de avance: Generalmente superiores a los utilizados para el acero
- Profundidad de corte: Los cortes de moderados a fuertes suelen dar mejores resultados que las pasadas ligeras
- Geometría de la herramienta: Los ángulos de desprendimiento de 0-5° suelen ser los mejores para la mayoría de las aleaciones de latón.
El ajuste de estos parámetros en función de aleaciones de latón específicas (latón amarillo frente a latón naval, por ejemplo) puede optimizar aún más el rendimiento y la longevidad de la herramienta.
Implantación de un sistema de gestión de herramientas
Un enfoque sistemático de la gestión de herramientas se traduce en una mayor vida útil de las mismas. Un sistema eficaz debe realizar un seguimiento:
- Historial de uso de la herramienta
- Calendario de reacondicionamiento
- Métricas de rendimiento por aplicación
- Análisis de costes de sustitución frente a reacondicionamiento
Los sistemas digitales de gestión de herramientas han revolucionado la forma en que hacemos el seguimiento de las herramientas en PTSMAKE. Con el escaneado de códigos de barras y la supervisión del uso, podemos predecir cuándo las herramientas necesitan mantenimiento antes de que se deteriore su rendimiento, lo que ahorra tiempo y costes de material.
Formación de los operarios para el manejo correcto de las herramientas
El factor humano sigue siendo crucial en el mantenimiento de las herramientas. Asegúrese de que los operarios lo entienden:
- Técnicas adecuadas de montaje de herramientas
- Signos de desgaste de la herramienta específicos del mecanizado del latón
- Manipulación adecuada para evitar daños
- Cuándo notificar problemas de rendimiento de las herramientas
Según mi experiencia, invertir en la formación de los operarios es una de las formas más rentables de prolongar la vida útil de las herramientas y mantener la precisión del mecanizado.
Una característica que ayuda a romper las virutas de metal en trozos manejables durante las operaciones de corte. ↩
Aprenda cómo las características de las virutas afectan a la eficacia del mecanizado y a la selección de herramientas. ↩
Haga clic para obtener información esencial sobre cómo afecta el estado del filo de la herramienta al mecanizado del latón. ↩
Conozca los efectos del calor en las estructuras cristalinas del metal y evite los problemas de decoloración del latón. ↩
Comprender los cambios en la estructura de los materiales es fundamental para evitar fallos en los componentes. ↩
Aprenda técnicas específicas para mejorar el control de virutas en aplicaciones de mecanizado de precisión. ↩
Conozca la mecánica de formación de virutas para dominar el mecanizado del latón. ↩
Aprenda técnicas de ahorro en la fabricación de precisión de la mano de expertos del sector ↩
Haga clic para conocer esta propiedad crucial que afecta a los resultados del mecanizado de precisión. ↩
Descubra cómo afecta este fenómeno a la calidad del mecanizado y a la vida útil de las herramientas. ↩






