

¿Está intentando determinar si la fundición a presión de zinc es lo suficientemente resistente para su aplicación? Muchos ingenieros subestiman la resistencia del zinc, lo que provoca costosos errores en la selección de materiales y retrasos en los proyectos cuando los componentes fallan durante las pruebas.
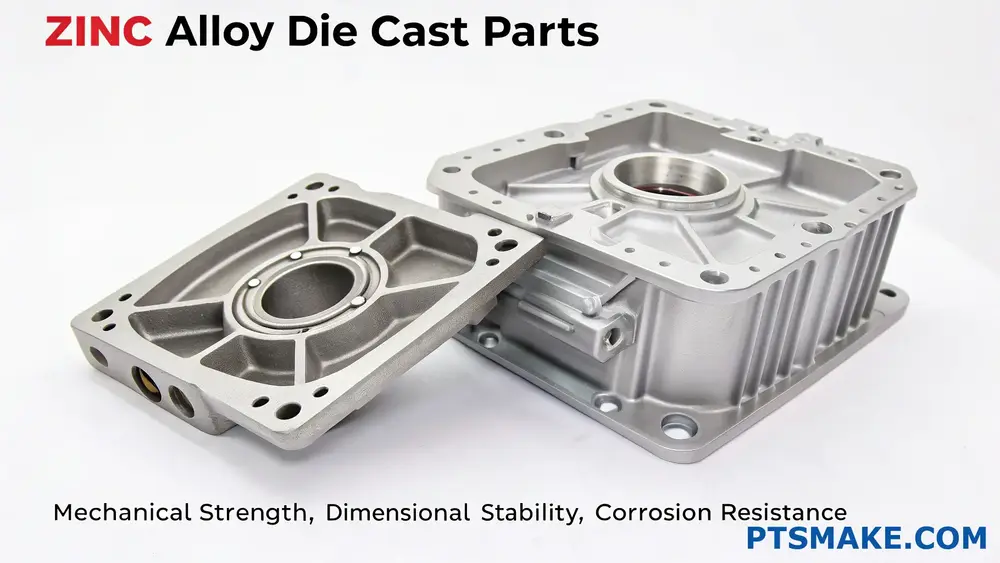
El zinc fundido a presión es extraordinariamente fuerte, con una resistencia a la tracción de entre 30.000 y 41.000 psi y un límite elástico de entre 22.000 y 32.000 psi. Ofrece una excelente resistencia al impacto al tiempo que mantiene una buena estabilidad dimensional y durabilidad.

En PTSMAKE, he trabajado con innumerables clientes que al principio dudaban en utilizar la fundición a presión de zinc debido a problemas de resistencia. Lo que sorprende a muchos es cómo las aleaciones de zinc como Zamak 3 y 5 proporcionan unas propiedades mecánicas impresionantes al tiempo que ofrecen una excelente colabilidad y rentabilidad. Permítame compartir con usted las verdaderas características de resistencia del zinc fundido a presión y por qué puede ser perfecto para su próximo proyecto.
¿Qué materiales se utilizan en la fundición inyectada de zinc?
¿Alguna vez ha cogido un pomo de puerta, un coche de juguete o la carcasa de un dispositivo electrónico y se ha preguntado qué material le da ese equilibrio perfecto entre detalle y durabilidad? Muchos de los productos que utilizamos a diario contienen componentes de fundición inyectada de zinc, pero entender qué materiales componen realmente estas piezas puede resultar confuso a la hora de planificar su próximo proyecto.
La fundición a presión de zinc utiliza principalmente aleaciones de zinc, siendo ZA-3, ZA-8, ZAMAK 3 y ZAMAK 5 los materiales más comunes. Estas aleaciones combinan zinc con aluminio, magnesio y cobre en proporciones específicas para conseguir diferentes propiedades mecánicas adecuadas para diversas aplicaciones.

La base de las aleaciones de zinc para fundición a presión
En esencia, la fundición a presión de zinc se basa en aleaciones de zinc y no en zinc puro. El zinc puro tiene aplicaciones prácticas limitadas en la fabricación debido a su naturaleza relativamente blanda y a su tendencia a la fluencia (deformación lenta) bajo tensión. Por eso la industria ha desarrollado varias aleaciones de zinc estandarizadas que se han convertido en los caballos de batalla del mundo de la fundición a presión.
En mi experiencia trabajando con fabricantes de diversos sectores, he descubierto que la mayoría de las operaciones de fundición a presión de zinc se centran en dos familias principales de aleaciones: Las aleaciones ZAMAK y las aleaciones ZA. Cada una tiene composiciones y ventajas específicas que las hacen adecuadas para diferentes aplicaciones.
Aleaciones ZAMAK: Los caballos de batalla de la fundición a presión de zinc
ZAMAK (a veces escrito Zamac) es un acrónimo derivado de los nombres alemanes de los metales que lo componen: Zinc, Aluminio, Magnesio y Kupfer (cobre). Estas aleaciones forman la espina dorsal de la industria de fundición a presión de zinc.
Las aleaciones ZAMAK más utilizadas son:
ZAMAK 3 (aleación de zinc 3)
ZAMAK 3 contiene aproximadamente 4% de aluminio, 0,035% de magnesio y un mínimo de cobre. Esto hace que sea la más pura de las aleaciones de zinc comunes y le da una excelente estabilidad dimensional. He visto ZAMAK 3 se utiliza ampliamente para:
- Componentes de automoción
- Carcasas electrónicas
- Fontanería
- Artículos de ferretería
Lo que hace que ZAMAK 3 sea especialmente valioso es su excelente colabilidad1 combinadas con buenas propiedades mecánicas. Cuando los clientes necesitan un equilibrio entre rentabilidad y fiabilidad, ZAMAK 3 suele ser mi primera recomendación.
ZAMAK 5 (aleación de zinc 5)
ZAMAK 5 es esencialmente ZAMAK 3 con aproximadamente 1% de cobre añadido. Este pequeño cambio en la composición mejora significativamente la resistencia a la tracción y la dureza. Los componentes fabricados con ZAMAK 5 suelen ofrecer:
- 10-20% mayor resistencia a la tracción que ZAMAK 3
- Mejor rendimiento bajo presión
- Mayor resistencia al desgaste
- Mayor capacidad de pulido y chapado
Estas propiedades hacen que ZAMAK 5 sea ideal para aplicaciones que requieren una mayor resistencia o un mejor acabado superficial, como piezas de automoción y herrajes decorativos.
Aleaciones ZA: Opciones de zinc de mayor rendimiento
Las aleaciones ZA (Zinc-Aluminio) contienen un contenido de aluminio significativamente mayor que las aleaciones ZAMAK, que suele oscilar entre 8-27%. El mayor contenido de aluminio modifica sustancialmente las propiedades del material:
ZA-8
Con 8-8,8% de aluminio y 1-1,5% de cobre, ZA-8 ofrece:
- Mayor resistencia que las aleaciones ZAMAK
- Mayor resistencia al desgaste
- Excelente capacidad de carga
- Buena resistencia a la fluencia
ZA-12
Con 10,5-11,5% de aluminio y 0,5-1,25% de cobre, ZA-12 ofrece:
- Resistencia superior a la de las aleaciones ZAMAK
- Excelentes propiedades portantes
- Buena resistencia al desgaste
ZA-27
Con el mayor contenido de aluminio (25-28%) entre las aleaciones comunes de zinc para fundición a presión, ZA-27 proporciona:
- La mayor relación resistencia-peso de las aleaciones de zinc
- Excepcional resistencia al desgaste
- Propiedades mecánicas superiores
Selección de materiales
Cuando ayudo a los clientes a seleccionar la aleación de zinc adecuada para sus proyectos en PTSMAKE, tengo en cuenta varios factores:
| Aleación | Fuerza | Coste | Colabilidad | Aplicaciones comunes |
|---|---|---|---|---|
| ZAMAK 3 | Moderado | $ | Excelente | Ferretería general, piezas de automóvil |
| ZAMAK 5 | Bien | $$ | Bien | Automoción, fontanería |
| ZA-8 | Mejor | $$ | Bien | Componentes industriales, rodamientos |
| ZA-12 | Muy buena | $$$ | Moderado | Engranajes, bujes, rodamientos |
| ZA-27 | Excelente | $$$$ | Desafío | Componentes sometidos a grandes esfuerzos |
Elementos menores y aditivos
Más allá de los constituyentes primarios de la aleación, los materiales de fundición a presión de zinc contienen a menudo oligoelementos que pueden influir significativamente en las propiedades finales:
- Magnesio: Añadido en pequeñas cantidades (0,01-0,06%) para reducir la corrosión intergranular.
- Plomo: A veces presente en aleaciones recicladas, pero generalmente indeseable ya que puede afectar a las propiedades mecánicas.
- Hierro: Normalmente se mantiene por debajo de 0,075%, ya que niveles más altos pueden causar fragilidad.
- Cadmio: Limitado normalmente a 0,004% por motivos medioambientales.
- Estaño: A menudo se mantiene por debajo de 0,002% para evitar la corrosión intergranular.
En PTSMAKE, controlamos cuidadosamente estos oligoelementos para garantizar una calidad constante en nuestros componentes de fundición a presión de zinc.
Materiales emergentes de aleación de zinc
La industria de la fundición a presión de zinc sigue evolucionando con nuevas fórmulas de aleación diseñadas para satisfacer requisitos de rendimiento específicos:
- ACuZinc: Una familia de aleaciones patentadas con mayor contenido de cobre para mejorar la resistencia.
- Ecozinc: Formulaciones respetuosas con el medio ambiente que minimizan los elementos tóxicos
- EZAC: Aleaciones mejoradas de zinc-aluminio-cobre diseñadas para aplicaciones de pared delgada
Estos nuevos materiales ofrecen posibilidades prometedoras para aplicaciones especializadas en las que las aleaciones tradicionales pueden quedarse cortas.
Las principales ventajas de las aleaciones de zinc frente al zinc puro en la fundición a presión
¿Se ha preguntado alguna vez por qué los fabricantes rara vez utilizan zinc puro en sus proyectos de fundición a presión? ¿Quizá se ha encontrado con problemas de fragilidad o inestabilidad dimensional en las piezas y se ha preguntado si existe una alternativa mejor?
Las aleaciones de zinc se prefieren al zinc puro en la fundición a presión porque ofrecen propiedades mecánicas superiores, mayor resistencia a la corrosión, mayor estabilidad dimensional y mejores características de flujo durante la fundición. Estas aleaciones mantienen las ventajas de coste del zinc al tiempo que eliminan muchas de sus debilidades inherentes.
Composición y propiedades de las aleaciones de zinc
En mis años de trabajo con la fundición de metales en PTSMAKE, he descubierto que entender la composición de las aleaciones de zinc es crucial para tomar decisiones de fabricación informadas. Las aleaciones de zinc utilizadas en la fundición a presión suelen contener zinc como metal base con cantidades cuidadosamente controladas de aluminio, cobre, magnesio y, ocasionalmente, otros elementos.
Las aleaciones de zinc más utilizadas en la fundición a presión son la serie Zamak (especialmente Zamak 3, 5 y 7) y la serie ZA (ZA-8, ZA-12 y ZA-27). Cada una de ellas tiene una composición química específica diseñada para mejorar determinadas propiedades.
Composiciones comunes de aleaciones de zinc
| Tipo de aleación | Zinc (%) | Aluminio (%) | Cobre (%) | Magnesio (%) | Otros elementos (%) |
|---|---|---|---|---|---|
| Zamak 3 | 95.5 | 4.0 | 0.25 | 0.03 | 0.22 |
| Zamak 5 | 94.2 | 4.0 | 1.0 | 0.03 | 0.77 |
| ZA-8 | 91.2 | 8.0 | 1.0 | 0.02 | 0.78 |
| ZA-12 | 87.5 | 11.0 | 0.5-1.25 | 0.02 | 0.28-1.03 |
| ZA-27 | 71.5 | 27.0 | 2.0 | 0.02 | 0.48 |
Estos elementos de aleación mejoran significativamente la estructura metalúrgica2 de zinc, transformando un metal puro relativamente débil en un versátil material de ingeniería apto para una amplia gama de aplicaciones.
Ventajas mecánicas de las aleaciones de zinc frente al zinc puro
El zinc puro tiene varias limitaciones que lo hacen inadecuado para la mayoría de las aplicaciones de fundición a presión. Su resistencia a la tracción relativamente baja, su escasa dureza y su tendencia a la fluencia bajo carga son inconvenientes importantes. Añadiendo elementos de aleación, creamos materiales con propiedades mecánicas muy mejoradas.
Resistencia y dureza
Las aleaciones de zinc presentan una resistencia a la tracción 2-3 veces superior a la del zinc puro. Por ejemplo, mientras que el zinc puro suele tener una resistencia a la tracción de unos 20 MPa, Zamak 3 ofrece unos 283 MPa, y las aleaciones con alto contenido en aluminio como ZA-27 pueden alcanzar hasta 425 MPa. Esta mejora sustancial permite a las piezas de aleación de zinc soportar mayores cargas y tensiones.
La adición de aluminio aumenta especialmente la dureza, y el cobre mejora aún más esta propiedad. Esta mayor dureza se traduce en una mayor resistencia al desgaste en aplicaciones en las que las piezas pueden sufrir fricción o impactos.
Estabilidad dimensional
Uno de los problemas más importantes del zinc puro es su inestabilidad dimensional. Cuando trabajo con clientes en PTSMAKE, a menudo destaco que la tendencia del zinc puro a deformarse con el tiempo lo hace poco fiable para componentes de precisión. Las aleaciones de zinc solucionan este problema:
- Tamaño de grano reducido por los elementos de aleación, lo que limita el movimiento del material.
- Mayor rigidez estructural que resiste la deformación
- Mayor resistencia a la corrosión intergranular que puede causar cambios dimensionales
Estas mejoras son especialmente importantes para las piezas que requieren tolerancias estrechas o las que se utilizan en montajes de precisión.
Resistencia a la corrosión y propiedades superficiales
En las aplicaciones industriales, la resistencia a la corrosión determina a menudo la vida útil de un componente. Las aleaciones de zinc ofrecen una protección contra la corrosión significativamente mejor que el zinc puro a través de varios mecanismos:
- Formación de capas de óxido estables que protegen el metal subyacente.
- Menor susceptibilidad a la corrosión intergranular
- Mayor resistencia a los ataques atmosféricos y químicos
Además, las aleaciones de zinc pueden chaparse, pintarse o tratarse superficialmente para mejorar su resistencia a la corrosión y sus propiedades estéticas. Esta versatilidad las hace adecuadas tanto para aplicaciones funcionales como decorativas.
Ventajas de procesamiento durante la fundición a presión
Desde el punto de vista de la fabricación, las aleaciones de zinc ofrecen varias ventajas prácticas sobre el zinc puro en el proceso de fundición a presión:
Características de fluidez y colabilidad
Las aleaciones de zinc tienen unas excelentes características de fluidez que les permiten rellenar con precisión detalles intrincados de los moldes. La adición de aluminio reduce el punto de fusión y mejora la fluidez, lo que permite fabricar secciones de paredes finas y geometrías complejas que serían difíciles de conseguir con zinc puro.
Propiedades térmicas
Los coeficientes de expansión térmica controlados de las aleaciones de zinc (en comparación con el comportamiento impredecible del zinc puro) proporcionan un mejor control dimensional durante la fase de enfriamiento. Esto se traduce en índices de contracción más predecibles y menos defectos en las piezas finales.
Longevidad de la herramienta
Las herramientas de fundición a presión utilizadas con aleaciones de zinc suelen durar más que las utilizadas con zinc puro. Las características de flujo mejoradas reducen el desgaste erosivo de las superficies del molde, mientras que las temperaturas de fundición más bajas (en comparación con las aleaciones de aluminio o magnesio) minimizan la fatiga térmica en el utillaje.
Rentabilidad de las aleaciones de zinc en la fabricación
Por último, no se pueden pasar por alto las ventajas económicas de utilizar aleaciones de zinc en lugar de zinc puro. Aunque el zinc puro puede tener un coste de materia prima ligeramente inferior, la economía total de fabricación favorece claramente a las aleaciones debido a:
- Reducción de los porcentajes de rechazo y aumento de la calidad del producto
- Ciclos de producción más rápidos gracias a la mejora de las características de flujo
- Menores costes de acabado gracias a una mejor calidad de la superficie fundida
- Mayor vida útil del producto, lo que reduce los costes de garantía y sustitución
En PTSMAKE, hemos constatado que el ligero sobreprecio pagado por las aleaciones de zinc de calidad se recupera rápidamente gracias a la mejora de la eficacia de fabricación y del rendimiento de los productos.
¿Es lo mismo fundición inyectada que fundición de cinc?
¿Alguna vez se ha sentido confuso al buscar opciones de fabricación para su próximo proyecto? ¿Se ha quedado mirando las hojas de especificaciones preguntándose si la fundición a presión y la fundición de zinc son procesos diferentes o si se trata de la misma cosa en la jerga del sector? Esta confusión terminológica puede dar lugar a costosos errores de fabricación.
No, la fundición a presión y la fundición de zinc no son lo mismo. La fundición a presión es un proceso de fabricación que puede utilizar diversos metales, como aleaciones de zinc, aluminio, magnesio y cobre. La fundición de zinc se refiere específicamente a la fundición a presión que utiliza zinc como material metálico.

Comprender la relación entre la fundición a presión y la fundición de cinc
La fundición a presión y la fundición de zinc son términos que a menudo se confunden en la industria manufacturera. Para aclararlo, la fundición a presión es el proceso de fabricación general, mientras que la fundición de zinc (más exactamente, la fundición de zinc a presión) es una aplicación específica de este proceso que utiliza aleaciones de zinc.
En mi experiencia en fabricación, he comprobado que entender esta distinción es crucial para los ingenieros y diseñadores de productos a la hora de seleccionar el método de fabricación adecuado para sus piezas.
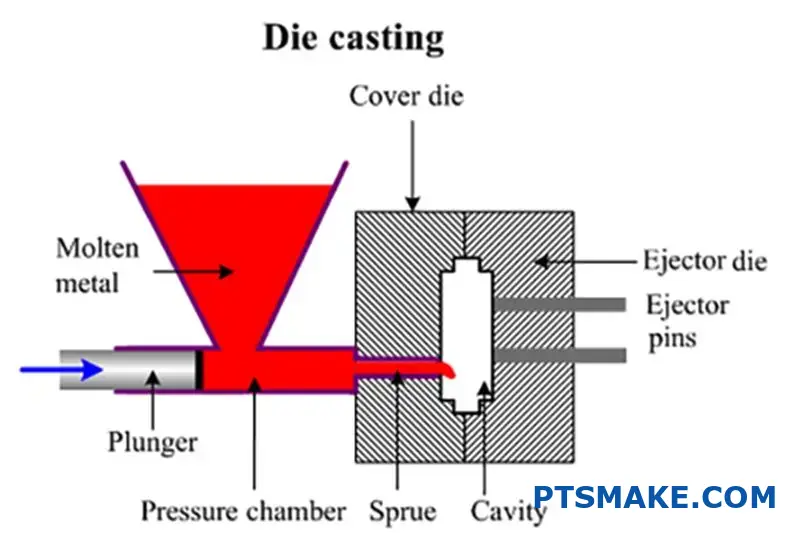
La fundición a presión consiste en introducir metal fundido a alta presión en moldes de acero reutilizables llamados matrices. En este proceso se pueden utilizar varios metales diferentes, siendo el zinc sólo una opción. Otros metales habituales son el aluminio, el magnesio y las aleaciones de cobre.
Diferencias clave en los materiales de fundición a presión
La elección del metal para la fundición a presión influye significativamente en las propiedades y aplicaciones del producto final. A continuación, le mostramos cómo se compara el zinc con otros materiales comunes de fundición a presión:
| Metal | Punto de fusión (°C) | Densidad (g/cm³) | Propiedades clave | Aplicaciones comunes |
|---|---|---|---|---|
| Zinc | 380-390 | 6.6-7.2 | Gran estabilidad dimensional, excelente acabado superficial, buena resistencia a la corrosión | Piezas de automóvil, carcasas de aparatos electrónicos, juguetes |
| Aluminio | 660 | 2.7 | Ligero, buena relación resistencia/peso, resistente a la corrosión | Componentes de automoción, piezas aeroespaciales |
| Magnesio | 650 | 1.7 | El metal estructural más ligero, buen apantallamiento EMI | Carcasas de pared delgada, electrónica portátil |
| Aleaciones de cobre | 900-1000 | 8.3-8.9 | Excelente conductividad eléctrica, alta conductividad térmica | Componentes eléctricos, equipos marinos |
Fundición inyectada de zinc: El proceso especializado
La fundición a presión de zinc se ha convertido en una de las formas más populares de fundición a presión por varias razones. La página propiedades eutécticas3 de las aleaciones de zinc las hacen ideales para el proceso de fundición a presión, ofreciendo a fabricantes y diseñadores ventajas únicas.
Ventajas de la fundición inyectada de zinc
Menores necesidades energéticas: El zinc tiene un punto de fusión relativamente bajo (380-390°C) en comparación con otros metales de fundición a presión, lo que se traduce en un menor consumo de energía durante la fabricación.
Mayor vida útil del troquel: Debido a las bajas temperaturas de procesamiento, las matrices de acero utilizadas para la fundición de zinc experimentan menos estrés térmico. En PTSMAKE, hemos observado que las matrices utilizadas para la fundición de zinc suelen durar entre 5 y 10 veces más que las utilizadas para la fundición de aluminio.
Excelente precisión dimensional: Las aleaciones de zinc tienen una fluidez superior cuando se funden, lo que les permite rellenar con precisión incluso cavidades de molde complejas.
Acabado superficial superior: Las piezas de fundición a presión de zinc suelen tener superficies más lisas directamente del molde, por lo que a menudo requieren un procesamiento posterior mínimo.
Flexibilidad de diseño: Las excelentes características de fluidez de las aleaciones de zinc permiten fabricar componentes con paredes finas (tan finas como 0,5 mm) y geometrías complejas.
Aleaciones comunes de zinc para fundición a presión
No todas las aleaciones de zinc son iguales. Las aleaciones de zinc más comunes utilizadas en la fundición a presión incluyen:
Zamak 3 (ASTM AG40A): La aleación de zinc para fundición a presión más utilizada, que ofrece un buen equilibrio entre propiedades físicas, colabilidad y rentabilidad.
Zamak 5 (ASTM AC41A): Similar al Zamak 3 pero con mayor resistencia a la tracción y dureza.
ZA-8, ZA-12 y ZA-27: Aleaciones de zinc con mayor contenido de aluminio que ofrecen una mayor resistencia y dureza, pero son algo más difíciles de fundir.
Aplicaciones en las que destaca la fundición inyectada de zinc
Gracias a mi trabajo en PTSMAKE, he visto cómo la fundición a presión de zinc destaca en diversas aplicaciones:
- Componentes de automoción: Embellecedores interiores, tiradores de puertas, carcasas de cerraduras
- Carcasa electrónica: Bastidores, componentes de chasis, disipadores de calor
- Bienes de consumo: Piezas de electrodomésticos, ferretería, juguetes y artículos de decoración
- Ferretería industrial: Herramientas, dispositivos y componentes mecánicos
Elegir correctamente entre las opciones de fundición a presión
A la hora de decidir el método de fundición a presión adecuado para su proyecto, tenga en cuenta estos factores:
Volumen de producción: La fundición a presión de zinc ofrece ventajas de coste para series de producción medias y grandes.
Parte complejidad: Si su diseño tiene detalles intrincados o paredes finas, las excelentes características de fluidez del zinc lo convierten en la opción ideal.
Requisitos de acabado superficial: Cuando la calidad estética es primordial, las piezas de fundición de zinc suelen requerir menos acabado.
Consideraciones relativas a la relación resistencia-peso: Aunque es más pesado que el aluminio, el zinc ofrece una excelente resistencia y durabilidad para su categoría de peso.
Sensibilidad a los costes: Las temperaturas de transformación más bajas y la vida útil más larga de las matrices de fundición de cinc suelen suponer un ahorro de costes, sobre todo para determinadas gamas de volumen.
Muchos de nuestros clientes en PTSMAKE consideran inicialmente múltiples métodos de fabricación, pero para componentes que requieren alta precisión y calidad superficial con requisitos de resistencia moderados, la fundición a presión de zinc surge con frecuencia como la solución óptima.
¿Cómo conseguir tolerancias ajustadas en la fundición inyectada de zinc?
¿Alguna vez ha recibido piezas de fundición inyectada de zinc que no encajaban correctamente en su montaje, o ha tenido que desechar componentes caros por problemas de tolerancia? ¿Quizás ha sufrido la frustración de componentes que parecen perfectos pero que fallan durante el control de calidad porque están desviados por fracciones de milímetro?
Conseguir tolerancias estrechas en la fundición a presión de zinc exige prestar especial atención a varios factores, como el diseño del molde, el control del proceso y la selección de materiales. Normalmente, las piezas de fundición a presión de zinc pueden alcanzar tolerancias de ±0,1 mm a ±0,05 mm para dimensiones inferiores a 25 mm, con potencial para tolerancias aún más ajustadas mediante operaciones secundarias y un control avanzado del proceso.

Comprender los factores de tolerancia en la fundición inyectada de zinc
Las tolerancias en la fundición a presión de zinc no son simplemente números arbitrarios que asignamos a los dibujos. Representan la culminación de múltiples variables de fabricación que trabajan juntas. En mi experiencia trabajando con componentes de precisión, he descubierto que comprender estos factores es crucial para una planificación eficaz de la producción.
Las principales variables que afectan a las tolerancias de la fundición a presión de zinc son:
Consideraciones sobre la contracción del material
Las aleaciones de zinc sufren menos contracción que otros materiales de fundición a presión, como el aluminio o el magnesio. Ésta es una de las principales ventajas del zinc para aplicaciones de precisión. El sitio índice de contracción4 para la mayoría de las aleaciones de zinc suele oscilar entre 0,4% y 0,7%, frente a 0,5% y 1,2% para las aleaciones de aluminio.
Esta contracción predecible y mínima permite:
- Dimensiones de piezas más uniformes
- Reducción de la variación dimensional entre series de producción
- Mayor capacidad para lograr tolerancias estrictas de forma constante
Impacto del grosor de pared en las tolerancias
El grosor de la pared afecta directamente a las tolerancias alcanzables en la fundición a presión de zinc. Como regla general:
| Espesor de pared | Tolerancia típica alcanzable |
|---|---|
| 0,5 mm - 1,5 mm | ±0,075 mm - ±0,1 mm |
| 1,5 mm - 3,0 mm | ±0,1 mm - ±0,15 mm |
| 3,0 mm - 6,0 mm | ±0,15 mm - ±0,2 mm |
| >6.0mm | ±0,2 mm - ±0,3 mm |
Las paredes más delgadas se enfrían más rápidamente, pero pueden ser más propensas a defectos si no se diseñan y ejecutan correctamente. Equilibrar el grosor de la pared con los requisitos estructurales es un aspecto crítico para lograr tolerancias ajustadas.
Requisitos de ángulo de calado
Los ángulos de desmoldeo son necesarios para facilitar la expulsión de la pieza del molde. Sin embargo, afectan directamente a las tolerancias dimensionales, especialmente en el caso de piezas altas. En PTSMAKE, solemos recomendar:
- Calado mínimo de 0,5° a 1° para la fundición a presión de zinc
- Ángulos de calado aumentados (de 2° a 3°) para características más profundas
- Ángulos de calado cuidadosamente equilibrados para superficies que requieren tolerancias estrechas
Una estrategia de ángulo de desmoldeo bien diseñada garantiza que las piezas se puedan fabricar de forma uniforme manteniendo las dimensiones críticas dentro de las especificaciones.
Límites prácticos de tolerancia en la producción
Aunque las tolerancias teóricas pueden parecer prometedoras sobre el papel, la realidad práctica de la producción dicta a menudo lo que se puede conseguir. Basándome en mi experiencia con numerosos proyectos de fundición a presión de zinc, esto es lo que he encontrado realista:
Tolerancias comerciales estándar
Para aplicaciones comerciales estándar de fundición a presión de zinc:
| Gama de dimensiones | Tolerancia comercial estándar |
|---|---|
| Hasta 25 mm | ±0,1 mm |
| De 25 mm a 50 mm | ±0,15 mm |
| De 50 mm a 150 mm | ±0,2 mm |
| De 150 mm a 300 mm | ±0,3 mm |
Estas tolerancias representan lo que la mayoría de los fabricantes pueden conseguir de forma constante sin aumentos significativos de costes ni procesos especializados.
Tolerancias de precisión para aplicaciones críticas
Para aplicaciones que requieren una mayor precisión:
| Gama de dimensiones | Capacidad de tolerancia de precisión |
|---|---|
| Hasta 25 mm | ±0,05 mm |
| De 25 mm a 50 mm | ±0,075 mm |
| De 50 mm a 150 mm | ±0,1 mm |
| De 150 mm a 300 mm | ±0,15 mm |
Lograr estas tolerancias más estrictas suele requerir:
- Herramientas más sofisticadas
- Controles adicionales del proceso
- Posibles operaciones secundarias
- Mantenimiento más frecuente de las herramientas
Consideraciones sobre el apilamiento de tolerancias
Cuando se diseñan ensamblajes con múltiples componentes de fundición inyectada de zinc, el apilamiento de tolerancias se convierte en una consideración crítica. Siempre recomiendo realizar un análisis de apilamiento de tolerancias para conjuntos complejos con el fin de garantizar un ajuste y un funcionamiento adecuados.
El efecto acumulativo de múltiples tolerancias puede dar lugar a ensamblajes que no funcionen según lo previsto, incluso cuando los componentes individuales cumplan las tolerancias especificadas. En PTSMAKE ayudamos a nuestros clientes a analizar estas interacciones en las primeras fases del proceso de diseño para evitar costosas correcciones posteriores.
Estrategias para mejorar la capacidad de tolerancia
Cuando las tolerancias estándar no son suficientes para su aplicación, hay varias estrategias que pueden ayudarle a conseguir especificaciones más estrictas:
Diseño y construcción avanzados de herramientas
El molde es quizás el elemento más crítico que afecta a las tolerancias. Invertir en herramientas de alta calidad con:
- Construcción de acero para herramientas de primera calidad
- Mecanizado CNC preciso de los detalles de la cavidad
- Disposición optimizada de los canales de refrigeración
- Cuidadoso diseño de la puerta y el pasillo
Estos elementos mejoran significativamente la capacidad de tolerancia y la consistencia. Aunque el utillaje de alta calidad representa una mayor inversión inicial, los beneficios a largo plazo en la calidad de las piezas y la reducción de las tasas de desecho a menudo justifican el coste.
Operaciones secundarias para dimensiones críticas
Para las aplicaciones más exigentes, las operaciones secundarias pueden lograr tolerancias superiores a las que se consiguen únicamente con la fundición a presión:
- Mecanizado CNC de superficies críticas
- Operaciones de rectificado y bruñido
- Taladrado y escariado de precisión
- Verificación de máquinas de medición de coordenadas (MMC)
En PTSMAKE, a menudo aplicamos enfoques de fabricación híbridos, en los que moldeamos piezas con tolerancias generosas en zonas no críticas y luego realizamos operaciones de mecanizado selectivo en las características críticas.
Aplicación del control estadístico de procesos
La implantación de sistemas sólidos de control estadístico de procesos (CEP) permite:
- Detección precoz de la desviación del proceso
- Calidad constante de las piezas
- Documentación de la capacidad del proceso
- Oportunidades de mejora continua
Mediante la supervisión de los parámetros clave del proceso y las dimensiones de las piezas, podemos mantener tolerancias más estrictas en tiradas de producción prolongadas.
¿Qué acabados superficiales hay disponibles para las piezas de fundición inyectada de zinc?
¿Alguna vez ha recibido piezas de fundición inyectada de zinc que no cumplían sus expectativas estéticas? ¿O ha tenido problemas para elegir el acabado adecuado que equilibre el aspecto, la protección y el coste? Un acabado superficial incorrecto puede socavar incluso los componentes diseñados con mayor precisión.
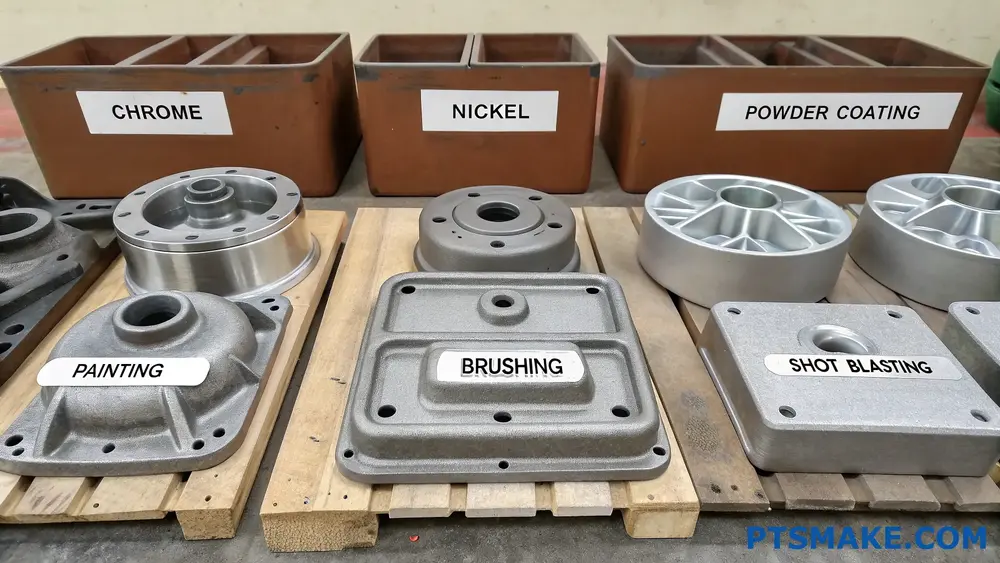
Las piezas de fundición inyectada de zinc pueden recibir numerosos acabados superficiales, como el cromado (cromo, níquel, oro), el recubrimiento en polvo, la pintura, el anodizado, el pulido, el cepillado, el texturizado y el volteo. Cada acabado ofrece ventajas únicas en cuanto a aspecto, resistencia a la corrosión, protección contra el desgaste y costes.
Acabados superficiales comunes para piezas de fundición inyectada de zinc
En mi trabajo con clientes de todos los sectores, he visto de primera mano cómo el acabado superficial adecuado puede transformar una pieza básica de fundición inyectada de zinc en un componente que no sólo tenga un rendimiento excepcional, sino que también mejore el atractivo general del producto. Permítame guiarle a través de las opciones de acabado más eficaces disponibles.
Acabados galvánicos
La galvanoplastia crea una fina capa metálica en las piezas de fundición a presión de zinc mediante un proceso electroquímico. Este acabado es muy popular porque combina el atractivo estético con las ventajas funcionales.
Cromado
El cromado proporciona esa superficie reflectante de espejo que muchos consumidores asocian a los productos metálicos de calidad. Además de su atractivo aspecto, el cromo ofrece:
- Resistencia superior a la corrosión
- Excelente resistencia al desgaste
- Reducción de la fricción
- Gran dureza (aproximadamente 70 HRC)
Muchos componentes de automoción, como emblemas y embellecedores, utilizan el cromado. Sin embargo, cabe señalar que los procesos tradicionales de cromo hexavalente se enfrentan a restricciones medioambientales cada vez mayores, lo que ha dado lugar al surgimiento de alternativas de cromo trivalente más respetuosas con el medio ambiente.
Niquelado
El niquelado proporciona un aspecto brillante y plateado similar al del cromo, pero con un tono ligeramente más cálido. Entre sus ventajas se incluyen:
- Muy buena protección contra la corrosión
- Excelente resistencia al desgaste
- Puede ser brillante o satinado
- A menudo se utiliza como capa de fondo para el cromado
En PTSMAKE aplicamos con frecuencia el niquelado a componentes que requieren tanto estética como durabilidad, como sanitarios y carcasas de electrónica de consumo.
Cincado
Aunque pueda parecer redundante galvanizar una pieza de fundición a presión de zinc, esto galvanización5 crea una capa protectora de sacrificio que se corroe antes que el material base. Las principales ventajas son:
- Protección rentable contra la corrosión
- Disponible en acabados transparente, amarillo, negro o verde oliva
- Generalmente más fino que otras opciones de revestimiento
Acabados ecológicos
Los acabados orgánicos ofrecen alternativas al chapado metálico con sus propias ventajas.
Recubrimiento en polvo
El revestimiento en polvo consiste en aplicar electrostáticamente polvo seco a la superficie de la pieza y, a continuación, curarlo al calor. El proceso crea un acabado duradero y uniforme con estas ventajas:
- Amplia gama cromática con resultados uniformes
- Excelente durabilidad y resistencia a los impactos
- Buena resistencia química
- Respetuoso con el medio ambiente (sin disolventes)
- Revestimiento grueso y uniforme (normalmente 2-4 mils)
Muchas piezas de equipos de exterior y componentes de mobiliario se benefician de la combinación de durabilidad y flexibilidad estética del revestimiento en polvo.
Pintura húmeda
La pintura tradicional ofrece una enorme flexibilidad de aspecto:
- Opciones de color ilimitadas con varios brillos
- Puede incorporar efectos especiales (metálicos, texturizados, etc.)
- Coste relativamente bajo para pequeñas series de producción
- Capacidad de retoque sobre el terreno
Sin embargo, los acabados pintados no suelen ofrecer la misma durabilidad que el chapado o el recubrimiento en polvo.
Acabados mecánicos
Los acabados mecánicos alteran la superficie mediante procesos físicos en lugar de añadir revestimientos.
Pulido
El pulido crea una superficie brillante y reflectante al eliminar pequeñas imperfecciones:
- Resalta el aspecto natural de la aleación de zinc
- Puede preparar superficies para su posterior revestimiento
- Varios niveles disponibles (de satinado a espejo)
- Mejora la calidad general percibida
Cepillado/Limpieza
Este proceso crea líneas direccionales finas y uniformes en la superficie:
- Proporciona un aspecto industrial distintivo
- Ayuda a ocultar pequeñas imperfecciones superficiales
- A menudo se utiliza para hardware arquitectónico
- Puede combinarse con un revestimiento transparente para mayor protección
Chorro de perdigones
El granallado crea una superficie texturada y mate al impactar la pieza con pequeñas partículas:
- Mejora la adherencia del revestimiento
- Crea un aspecto uniforme
- Puede aumentar la dureza de la superficie
- Elimina pequeños defectos de fundición
Comparación de opciones de acabado superficial
| Tipo de acabado | Resistencia a la corrosión | Resistencia al desgaste | Apariencia | Coste relativo | Aplicaciones comunes |
|---|---|---|---|---|---|
| Cromado | Excelente | Excelente | Brillante, reflectante | Alta | Molduras decorativas, accesorios de baño |
| Niquelado | Muy buena | Muy buena | Plata brillante o satinada | Medio-Alto | Carcasas electrónicas, hardware |
| Recubrimiento en polvo | Bien | Bien | De mate a brillante, muchos colores | Medio | Equipamiento exterior, mobiliario |
| Pintura húmeda | Feria | Pobre-Justo | Opciones ilimitadas | Bajo-Medio | Elementos decorativos, piezas de poco desgaste |
| Pulido | Pobre (sin sellador) | Pobre | Brillante, reflectante | Bajo-Medio | Elementos decorativos, preparación del chapado |
| Cepillado/texturizado | Pobre (sin sellador) | Pobre | Industrial, arquitectónico | Medio | Hardware, elementos arquitectónicos |
Seleccionar el acabado de superficie adecuado
Al asesorar a los clientes sobre la selección de acabados, tengo en cuenta varios factores clave:
Medio ambiente: ¿La pieza estará expuesta a la intemperie, a productos químicos o a la luz ultravioleta? Los componentes que se enfrentan a entornos difíciles necesitan una protección más robusta, como el cromado o el recubrimiento en polvo de alta calidad.
Requisitos de desgaste: Las piezas sometidas a manipulación o abrasión frecuentes necesitan acabados duraderos como el cromo duro o el niquelado.
Necesidades estéticas: ¿La pieza es visible para los usuarios finales? Las piezas decorativas suelen beneficiarse del cromado o de opciones de color personalizadas.
Limitaciones de costes: Las consideraciones presupuestarias pueden favorecer opciones como el recubrimiento en polvo frente a los procesos de revestimiento multicapa.
Requisitos reglamentarios: Industrias como la alimentaria, la médica o la de productos infantiles pueden tener requisitos de acabado específicos para garantizar la seguridad.
En PTSMAKE colaboramos estrechamente con nuestros clientes para equilibrar estos factores y, en ocasiones, recomendamos una combinación de métodos -como el acabado mecánico seguido del barnizado transparente- para lograr resultados óptimos.
¿Cómo se compara la fundición a presión de zinc con la de aluminio o magnesio?
¿Alguna vez ha tenido que decidir entre zinc, aluminio o magnesio para su proyecto de fundición a presión? Las abrumadoras especificaciones técnicas, las recomendaciones contradictorias y las limitaciones presupuestarias pueden hacer que esta elección resulte frustrantemente compleja.
La fundición a presión de zinc ofrece una mayor capacidad de detalle y temperaturas de procesamiento más bajas que el aluminio o el magnesio, mientras que el aluminio proporciona una mejor relación resistencia-peso y el magnesio ofrece el peso más ligero. Cada metal tiene ventajas distintas en términos de coste, propiedades mecánicas y requisitos de producción que los hacen idóneos para aplicaciones diferentes.

Principales diferencias de rendimiento entre el zinc, el aluminio y el magnesio
A la hora de seleccionar el metal óptimo para su proyecto de fundición a presión, resulta crucial comprender las diferencias fundamentales entre el zinc, el aluminio y el magnesio. En mi experiencia trabajando con varios clientes en PTSMAKE, he descubierto que cada metal ofrece ventajas únicas que pueden influir significativamente en el rendimiento y los costes de producción de su producto.
Densidad y peso
La diferencia de peso entre estos tres metales es sustancial y a menudo determina la selección del material:
| Metal | Densidad (g/cm³) | Peso relativo | Aplicaciones comunes |
|---|---|---|---|
| Zinc | 6.6 | El más pesado | Herrajes para puertas, componentes de automoción |
| Aluminio | 2.7 | Medio | Componentes del motor, carcasas electrónicas |
| Magnesio | 1.8 | El más ligero | Fundas para portátiles, marcos para cámaras |
La excepcional ligereza del magnesio lo hace ideal para aplicaciones en las que la reducción de peso es fundamental. El aluminio ofrece un buen equilibrio, mientras que la mayor densidad del zinc proporciona una sensación de solidez y calidad que a menudo se busca en los productos de consumo.
Comparación de propiedades mecánicas
Las capacidades estructurales de cada metal varían significativamente:
| Propiedad | Zinc | Aluminio | Magnesio |
|---|---|---|---|
| Resistencia a la tracción (MPa) | 280-330 | 290-330 | 220-280 |
| Límite elástico (MPa) | 210-280 | 160-240 | 160-190 |
| Elongación (%) | 10-15 | 3-5 | 3-15 |
| Resistencia a los impactos | Excelente | Bien | Feria |
Aleaciones de zinc como Zamak6 suelen ofrecer una estabilidad dimensional superior y mantienen sus propiedades mecánicas a temperatura ambiente mejor que las demás opciones. El aluminio proporciona una excelente resistencia en relación con su peso, mientras que el magnesio, pese a ser el más ligero, sigue ofreciendo unas características de resistencia respetables.
Requisitos de temperatura de transformación
El punto de fusión de cada metal afecta directamente al consumo de energía y a la longevidad de la herramienta:
| Metal | Punto de fusión (°C) | Temperatura de fundición (°C) | Impacto en el utillaje |
|---|---|---|---|
| Zinc | 380-390 | 400-420 | Desgaste mínimo, mayor vida útil de la herramienta |
| Aluminio | 580-660 | 650-710 | Desgaste moderado, mantenimiento regular |
| Magnesio | 650 | 680-720 | Desgaste acelerado, sustitución frecuente |
En nuestras instalaciones de producción, he observado que la menor temperatura de procesamiento del zinc se traduce en ventajas significativas: mayor vida útil de las herramientas, menor consumo de energía y tiempos de ciclo más rápidos. A menudo, esto se traduce en una reducción de los costes generales de producción, a pesar de que el coste del material por libra de zinc es más elevado.
Acabado de superficies y capacidades de detalle
Nivel de detalle alcanzable
La capacidad de captar detalles finos varía sustancialmente:
| Metal | Espesor mínimo de pared (mm) | Resolución detallada | Calidad del acabado superficial |
|---|---|---|---|
| Zinc | 0.4 | Excelente | Superior |
| Aluminio | 0.9 | Bien | Bien |
| Magnesio | 1.3 | Feria | Bien con tratamiento |
El zinc es excelente para producir diseños complejos con superficies lisas que requieren un tratamiento posterior mínimo. Para productos con geometrías complejas y detalles finos, el zinc suele ser mi recomendación a los clientes, sobre todo para componentes visibles en los que la estética importa.
Perfiles de resistencia a la corrosión
La durabilidad medioambiental es otra consideración crítica:
| Metal | Resistencia natural a la corrosión | Acabados comunes | Aplicaciones |
|---|---|---|---|
| Zinc | Bien | Cromado, pintura | Ferretería de exterior, componentes marinos |
| Aluminio | Excelente | Anodizado, recubrimiento en polvo | Automoción, aeroespacial |
| Magnesio | Pobre | Revestimiento por conversión, anodizado | Electrónica de interior, componentes protegidos |
Mientras que el aluminio forma de forma natural una capa protectora de óxido, el zinc y especialmente el magnesio suelen requerir tratamientos superficiales para una resistencia óptima a la corrosión. En PTSMAKE, hemos desarrollado procesos de acabado especializados para cada metal con el fin de mejorar su durabilidad en entornos difíciles.
Consideraciones sobre costes y eficiencia de la producción
La ecuación del coste total va más allá de los precios de las materias primas:
| Factor | Zinc | Aluminio | Magnesio |
|---|---|---|---|
| Coste del material | Más alto | Medio | Más alto |
| Coste de procesamiento | Baja | Medio | Más alto |
| Duración del ciclo | Más rápido | Medio | El más lento |
| Vida útil de las herramientas | El más largo | Medio | El más corto |
Al evaluar los costes totales de producción, el zinc suele resultar más económico para series de producción de volumen medio a alto, a pesar de su mayor coste de material. Los tiempos de ciclo significativamente más rápidos y el menor mantenimiento de las herramientas compensan el sobreprecio pagado por la materia prima.
Para componentes más pequeños producidos en grandes volúmenes, la fundición a presión de zinc suele ser la solución más rentable. Para piezas más grandes en las que el peso es fundamental, el aluminio suele ofrecer el mejor equilibrio entre coste y rendimiento, mientras que el magnesio se reserva para aplicaciones en las que el peso mínimo justifica su precio superior.
En mi trabajo de consultoría, siempre hago hincapié en ir más allá del simple coste por libra de material y tener en cuenta todo el ciclo de vida de la producción, incluidas las operaciones secundarias, los requisitos de acabado y las expectativas de rendimiento a largo plazo. Cada metal tiene su punto dulce en términos de aplicaciones, y seleccionar el adecuado requiere un análisis minucioso de sus requisitos específicos.
¿Qué factores afectan al plazo de producción de la fundición inyectada de zinc?
¿Alguna vez ha esperado ansiosamente su proyecto de fundición a presión de zinc y se ha preguntado por qué tarda más de lo previsto? Esa frustración por el retraso en los plazos puede hacer descarrilar el lanzamiento de un producto y crear problemas en cascada en toda su cadena de suministro.
El plazo de producción de la fundición a presión de zinc depende de varios factores clave, como la complejidad del diseño, el volumen de pedidos, los requisitos de utillaje, las operaciones secundarias, la disponibilidad de materiales y la capacidad de fabricación. Conocer estos elementos le ayudará a planificar mejor su programa de producción y a establecer expectativas realistas.
La complejidad del diseño y su impacto en el plazo de entrega
La complejidad de su diseño de fundición a presión de zinc influye significativamente en el plazo de producción. Los diseños sencillos con geometrías básicas y características mínimas pueden producirse más rápidamente que las piezas complejas con detalles intrincados, paredes finas o tolerancias estrechas.
En mi experiencia trabajando con clientes en PTSMAKE, he observado que los diseños que requieren complejos socava7 o múltiples núcleos deslizantes en la matriz pueden añadir varios días o incluso semanas al plazo de entrega. Esto se debe a que estas características requieren diseños de utillaje más sofisticados y, a menudo, tiempo de preparación adicional durante la producción.
Los diseños complejos también suelen requerir una revisión más exhaustiva del diseño y un análisis de ingeniería antes de iniciar la producción. Esta fase de preproducción garantiza la fabricación, pero aumenta el plazo total.
Elementos de diseño que amplían los plazos de entrega:
- Variaciones del grosor de las paredes que requieren un control especializado del caudal
- Múltiples acabados superficiales o texturas en una misma pieza
- Tolerancias dimensionales estrictas (±0,05 mm o menos)
- Líneas de partición complejas que requieren una alineación precisa de la herramienta
Consideraciones sobre el volumen de pedidos
La cantidad de piezas que necesita desempeña un papel crucial a la hora de determinar el plazo de entrega. Contrariamente a lo que algunos podrían esperar, tanto los pedidos muy pequeños como los muy grandes pueden afectar a su plazo de entrega:
Producción de lotes pequeños
Para lotes pequeños (normalmente de menos de 500 piezas), el tiempo de preparación suele representar una parte significativa del tiempo total de producción. Las matrices deben prepararse, montarse y probarse independientemente del número de piezas que se produzcan.
Producción de gran volumen
En el caso de los pedidos grandes (decenas de miles de piezas), aunque el tiempo de producción por unidad disminuye, la tirada de producción total es más larga. Además, los procedimientos de control de calidad son más exhaustivos para garantizar la uniformidad de todo el lote.
He aquí un desglose práctico de cómo suele afectar el volumen a los plazos de entrega:
| Cantidad del pedido | Plazo de entrega típico Componente | Notas |
|---|---|---|
| 100-500 unidades | 1-2 semanas de producción | El tiempo de preparación predomina sobre el tiempo total |
| 501-5.000 unidades | 2-3 semanas de producción | Mejor ratio de eficiencia |
| 5.001-20.000 unidades | 3-5 semanas de producción | Puede requerir múltiples series de producción |
| Más de 20.000 unidades | Más de 5 semanas de producción | Puede programarse por lotes |
Requisitos y desarrollo de herramientas
Quizá el factor que más influye en el plazo de entrega es el desarrollo de utillajes. Para los nuevos proyectos de fundición a presión de zinc, la creación de las herramientas de fundición a presión suele llevar de 4 a 6 semanas, a veces más en el caso de diseños complejos.
La fase de utillaje incluye:
- Diseño de herramientas basado en las especificaciones de sus piezas
- Mecanizado CNC de los componentes de la matriz
- Tratamiento térmico del acero para herramientas
- Montaje de los componentes de la matriz
- Pruebas y ajustes
Si está creando un diseño totalmente nuevo, este proceso no puede acortarse sin comprometer la calidad. Sin embargo, en el caso de pedidos repetidos con utillaje existente, esta fase se elimina, lo que reduce considerablemente el plazo de entrega.
Operaciones secundarias y acabado
Muchas piezas de fundición a presión de zinc requieren un procesamiento adicional tras la fundición inicial:
- Desbarbado y recorte
- Acabado de superficies (pulido, texturizado, etc.)
- Mecanizado de dimensiones críticas
- Revestimiento o recubrimiento (cromo, pintura en polvo, etc.)
- Montaje con otros componentes
Cada operación adicional añade tiempo al programa de producción. En PTSMAKE, hemos optimizado nuestro flujo de trabajo para ejecutar algunos de estos procesos simultáneamente cuando es posible, pero algunos acabados, como el cromado, tienen tiempos de curado obligatorios que no pueden acelerarse.
Disponibilidad de materiales y factores de la cadena de suministro
La disponibilidad de las aleaciones de zinc puede influir en los plazos de entrega, sobre todo cuando se utilizan aleaciones especiales. Las aleaciones de zinc comunes, como Zamak 3 y Zamak 5, suelen estar disponibles, pero las aleaciones menos comunes pueden requerir plazos de aprovisionamiento más largos.
Otros materiales necesarios para la producción también pueden afectar a los plazos:
- Aceros especiales para herramientas
- Materiales de revestimiento específicos
- Materiales de envasado personalizados
Siempre aconsejo a los clientes que consideren materiales estándar siempre que sea posible para minimizar los posibles retrasos en la cadena de suministro.
Capacidad de fabricación y programación
La capacidad actual de su fabricante influye directamente en el plazo de entrega. Durante las temporadas de máxima producción, como antes de las principales fiestas o ferias del sector, la mayoría de los proveedores de fundición a presión experimentan una mayor demanda y colas más largas.
Entre los factores que afectan a la programación se incluyen:
- Disponibilidad de la máquina
- Recursos laborales
- Proyectos simultáneos
- Calendario de mantenimiento
- Prioridades de producción
Establecer una buena relación con el fabricante y comunicarle las necesidades del proyecto con antelación ayuda a garantizar que el proyecto tenga la prioridad adecuada en el calendario de producción.
¿Cómo garantizar una calidad constante en la producción de grandes volúmenes de fundición inyectada de zinc?
¿Alguna vez ha recibido un lote de piezas de fundición a presión de zinc y ha descubierto que la calidad no es homogénea en toda la producción? ¿Le resulta difícil mantener unos estándares fiables cuando amplía sus operaciones de fundición a presión? Es frustrante cuando lo que funcionaba perfectamente en lotes pequeños se viene abajo con volúmenes mayores.
Para garantizar una calidad constante en la fundición a presión de zinc de gran volumen es necesario implantar un sistema de gestión de la calidad integral que incluya la normalización de los procesos, el mantenimiento periódico de los equipos, un estricto control de los materiales, tecnologías de supervisión avanzadas y personal bien formado. Estos elementos crean una base sólida para unos resultados de producción fiables y repetibles.

El reto de aumentar la calidad en la fundición inyectada de zinc
Cuando se pasa de una producción de bajo volumen a una de alto volumen, mantener una calidad constante resulta exponencialmente más difícil. En PTSMAKE, he observado que las operaciones de fundición a presión de zinc de gran volumen que tienen éxito no se limitan a ampliar los procesos existentes, sino que transforman radicalmente su enfoque de la gestión de la calidad.
La fundición a presión de zinc es especialmente sensible a las variaciones en los parámetros del proceso. Incluso pequeñas fluctuaciones en la temperatura, la presión o el tiempo de ciclo pueden provocar importantes desviaciones de la calidad en las series de producción. Esta sensibilidad aumenta con el volumen de producción, lo que convierte la calidad constante en un objetivo móvil.
Implantación del control estadístico de procesos (CEP)
Una de las estrategias más eficaces para garantizar una calidad constante en la producción de grandes volúmenes es aplicar Control estadístico de procesos8. A diferencia de los controles puntuales, el SPC implica una supervisión continua de las variables del proceso con respecto a límites de control predeterminados.
Para las operaciones de fundición a presión de zinc, las métricas clave de SPC incluyen:
- Variaciones de temperatura de la matriz
- Consistencia de la presión de inyección
- Estabilidad del tiempo de ciclo
- Uniformidad de la composición del material
- Tendencias de precisión dimensional
Configuración de gráficos de control
Los gráficos de control proporcionan una representación visual de la estabilidad del proceso. En el caso de la fundición a presión de zinc, recomiendo utilizar tanto gráficos de variables como de atributos:
| Tipo de gráfico | Aplicación | Beneficios |
|---|---|---|
| Gráficos X-bar y R | Control de las variaciones dimensionales | Detección precoz de tendencias antes de que se incumplan las especificaciones |
| p-charts | Seguimiento de los porcentajes de defectos | Identifica problemas sistémicos de calidad |
| c-charts | Recuento de defectos por unidad | Ayuda a aislar áreas problemáticas específicas |
Cuando se aplican correctamente, estos gráficos ayudan a los operarios a identificar cuándo un proceso se desvía antes de que se produzcan defectos, lo que permite realizar ajustes preventivos.
Optimización de los parámetros de la máquina de fundición a presión
Los parámetros de la máquina influyen considerablemente en la uniformidad de la calidad en la producción de grandes volúmenes. La clave está en encontrar los ajustes óptimos y mantenerlos con precisión durante largos periodos de producción.
Parámetros críticos de la máquina
- Perfiles de velocidad de inyección: Las distintas zonas de la cavidad pueden requerir distintas velocidades de inyección para un llenado óptimo.
- Presión de mantenimiento: Debe calibrarse para evitar defectos como la porosidad, manteniendo al mismo tiempo la estabilidad dimensional.
- Control de la temperatura de la matriz: La distribución uniforme de la temperatura en la matriz es esencial para una solidificación homogénea.
En PTSMAKE hemos desarrollado matrices de parámetros para diferentes aleaciones de zinc y geometrías de piezas, que sirven como puntos de partida para la optimización. Estas matrices tienen en cuenta el grosor, la complejidad y los requisitos de acabado superficial de las piezas.
Procedimientos de control de calidad de los materiales
La consistencia de los materiales de entrada es fundamental para la consistencia de la calidad de salida. En el caso de la fundición a presión de zinc, esto significa aplicar controles rigurosos:
Verificación de la composición de la aleación
Las aleaciones de zinc entrantes deben ser verificadas para:
- Composición precisa dentro de los márgenes especificados
- Propiedades de fusión homogéneas
- Ausencia de contaminantes
- Estructura adecuada del grano
Utilizamos análisis espectrográficos en cada lote de aleación de zinc para garantizar la precisión de la composición antes de que entre en nuestra planta de producción.
Gestión de material reciclado
Cuando se utilicen materiales reciclados (correderas y bebederos), deben regir protocolos estrictos:
| Aspecto del material reciclado | Medida de control |
|---|---|
| Porcentaje máximo de reciclado | Normalmente 20-30% dependiendo de los requisitos de calidad |
| Segregación por tipo de aleación | Evitar la contaminación cruzada entre diferentes formulaciones de zinc |
| Eliminación de contaminantes | Filtración e inspección antes de la refundición |
| Procedimientos de mezcla | Mezcla sistemática con material virgen |
Tecnologías avanzadas de supervisión
La tecnología moderna ofrece potentes herramientas para mantener la coherencia de la calidad en entornos de producción de gran volumen.
Sistemas de imagen térmica
Las cámaras térmicas pueden supervisar la distribución de la temperatura de la matriz en tiempo real, alertando a los operarios de puntos calientes o problemas de refrigeración antes de que causen problemas de calidad. Estos sistemas pueden integrarse con funciones de ajuste automático del proceso.
Verificación de calidad en línea
Los sistemas automatizados de inspección por visión artificial pueden:
- Detectar defectos superficiales
- Verificar las dimensiones críticas
- Identificar rellenos intermitentes o incompletos
- Clasificación de piezas en función de parámetros de calidad
Estos sistemas proporcionan información inmediata, lo que permite corregir rápidamente el proceso antes de que se produzcan grandes cantidades de piezas defectuosas.
Formación y normalización del personal
Incluso con tecnologías avanzadas, el elemento humano sigue siendo fundamental. Los programas de formación de operadores deben centrarse en:
- Interpretación de los parámetros del proceso
- Normalización de la calidad en todos los turnos
- Solución de los defectos más comunes de la fundición a presión de zinc
- Procedimientos de documentación e información
En PTSMAKE, hemos implantado instrucciones de trabajo estandarizadas con guías visuales que muestran claramente los estándares de calidad aceptables frente a los defectos comunes, lo que ayuda a los operarios a realizar juicios de calidad coherentes.
Programas de mantenimiento preventivo
La fiabilidad de los equipos repercute directamente en la uniformidad de la calidad. Los programas completos de mantenimiento preventivo deben incluir:
- Inspección y limpieza periódicas de las matrices
- Mantenimiento del sistema hidráulico
- Calibrado del sistema de inyección
- Verificación del sistema de control de temperatura
- Mantenimiento del sistema de lubricación
La documentación de todas las actividades de mantenimiento crea un registro histórico que puede correlacionarse con los datos de calidad para identificar patrones y posibles áreas de mejora.
¿Es reciclable el zinc fundido a presión?
¿Alguna vez se ha quedado mirando viejas piezas de fundición a presión de zinc y se ha preguntado si tirarlas a la basura o al contenedor de reciclaje? La confusión es real: aunque cada vez somos más conscientes de que hay que reciclar el aluminio y el acero, los componentes de zinc a menudo nos dejan rascándonos la cabeza sobre su impacto medioambiental.
Sí, el zinc fundido a presión es altamente reciclable. El zinc puede reciclarse indefinidamente sin perder sus propiedades físicas o químicas, lo que lo convierte en un metal sostenible. El proceso de reciclaje de las piezas de zinc fundido a presión es eficiente desde el punto de vista energético, ya que solo consume alrededor del 5% de la energía necesaria para la producción primaria de zinc.

Reciclabilidad del zinc fundido a presión
La fundición a presión de zinc ha sido una piedra angular de la fabricación durante décadas, y su reciclabilidad es una de sus características más destacadas. En mi experiencia trabajando con diversos metales en PTSMAKE, el zinc destaca por su potencial para la economía circular. El metal se puede fundir y volver a fundir repetidamente sin que se deteriore su calidad, una propiedad que lo hace especialmente valioso en el panorama actual de la fabricación centrada en la sostenibilidad.
Cuando examinamos las propiedades de reciclaje del zinc, descubrimos que aproximadamente 80% del zinc disponible para reciclar se recupera y reutiliza. Esta impresionante tasa se debe al punto de fusión relativamente bajo del zinc (787 °F o 419 °C), que hace que el proceso de reciclaje requiera menos energía en comparación con muchos otros metales.
Ventajas medioambientales del reciclaje de piezas de fundición inyectada de zinc
El reciclaje de componentes de fundición inyectada de zinc ofrece varias ventajas medioambientales significativas:
- Conservación de la energía: El reciclado del zinc sólo requiere alrededor del 5% de la energía necesaria para la producción primaria de zinc a partir del mineral.
- Reducción de las emisiones de CO2: La menor necesidad de energía se traduce directamente en una reducción de las emisiones de carbono.
- Conservación de los recursos naturales: Cada tonelada de zinc reciclado significa menos extracción de mineral de zinc virgen.
- Reducción de vertederos: Mantener los componentes de zinc fuera de los vertederos evita la posible contaminación del suelo y el agua.
En PTSMAKE, damos prioridad a las prácticas de fabricación sostenibles, y recomendar a nuestros clientes materiales reciclables como el zinc fundido a presión se alinea perfectamente con este compromiso.
El proceso de reciclaje de la fundición inyectada de zinc
El viaje del zinc reciclado es fascinante e implica varias etapas clave:
1. Recogida y clasificación
El proceso comienza con la recogida de productos y componentes que contienen zinc. Estos pueden incluir:
- Piezas de automóvil (manillas de puertas, carburadores)
- Carcasas electrónicas
- Fontanería
- Juguetes y componentes de hardware
Los materiales recogidos se clasifican para separar las piezas de fundición a presión de zinc de otros metales y materiales. Las instalaciones de reciclaje modernas utilizan técnicas avanzadas como separación por corrientes parásitas9 y la clasificación basada en la densidad para alcanzar altos niveles de pureza.
2. Procesado y fusión
Una vez clasificados, los componentes de zinc son:
- Limpieza para eliminar revestimientos, aceites y contaminantes
- Desmenuzado o partido en trozos más pequeños
- Fundido en hornos a temperaturas superiores al punto de fusión del zinc.
- Refinado para eliminar impurezas
3. Pruebas de calidad y fabricación de nuevos productos
El zinc reciclado se somete a pruebas de pureza y calidad antes de formarse en lingotes o utilizarse directamente para nuevos componentes de fundición a presión. El material resultante tiene un rendimiento idéntico al del zinc virgen, por lo que es perfecto para aplicaciones de alta precisión.
Comparación: Reciclabilidad del zinc fundido a presión frente a otros metales
Si se compara el zinc con otros metales comunes de fundición a presión, su perfil de reciclado destaca:
| Metal | Tasa de reciclabilidad | Ahorro de energía frente a producción virgen | Punto de fusión | Complejidad del reciclado |
|---|---|---|---|---|
| Zinc | ~80% | 95% | 787°F (419°C) | Bajo |
| Aluminio | ~75% | 95% | 1.221°F (660°C) | Bajo |
| Magnesio | ~50% | 97% | 1.202°F (650°C) | Medio |
| Cobre | ~60% | 85% | 1,984°F (1,085°C) | Medio |
| Plomo | ~95% | 60% | 621°F (327°C) | Medio-Alto |
Esta comparación pone de relieve la excelente posición del zinc tanto en términos de reciclabilidad como de eficacia del proceso de reciclado.
Retos del reciclado de fundición inyectada de zinc
A pesar de su excelente reciclabilidad, el reciclado del zinc fundido a presión se enfrenta a varios retos:
Tratamientos superficiales y aleaciones
Muchas piezas de fundición a presión de zinc reciben tratamientos superficiales como el cromado, la pintura o el recubrimiento en polvo. Estos tratamientos pueden complicar el proceso de reciclaje y pueden requerir pasos adicionales para su eliminación antes de la fundición.
Del mismo modo, las aleaciones de zinc que contienen diversos porcentajes de aluminio, cobre o magnesio requieren una manipulación cuidadosa para mantener la composición adecuada durante el reciclado.
Cuestiones de recogida e identificación
A diferencia de los materiales reciclables dirigidos al consumidor, como las latas de aluminio, las piezas de fundición a presión de zinc suelen estar incrustadas en productos complejos, lo que dificulta su recogida. Además, la identificación de los componentes de zinc puede resultar difícil para el consumidor medio o incluso para algunas instalaciones de reciclaje sin equipos especializados.
Cómo reciclar correctamente sus piezas de fundición inyectada de zinc
Si tiene componentes de fundición inyectada de zinc para reciclar, he aquí algunos pasos prácticos:
- Póngase en contacto con empresas locales de reciclaje de metales: Muchas chatarrerías aceptan piezas de fundición inyectada de zinc.
- Separado de otros metales: Si es posible, separe los componentes de zinc de otros materiales.
- Retirar los accesorios no metálicos: Retire las piezas de plástico, goma u otras piezas no metálicas.
- Considere la posibilidad de recurrir a servicios profesionales de reciclaje: Para las empresas con grandes volúmenes de residuos de zinc, los servicios especializados de reciclado pueden ofrecer la mejor relación calidad-precio.
En PTSMAKE, a menudo asesoramos a nuestros clientes sobre las consideraciones relativas al final de la vida útil de las piezas que fabricamos, incluidas las opciones de reciclaje que maximizan los beneficios tanto medioambientales como económicos.
Tendencias futuras en el reciclado de fundición inyectada de zinc
El futuro del reciclado de zinc parece prometedor, con varias tendencias emergentes:
- Tecnologías de clasificación automatizada: Los sistemas avanzados de IA y aprendizaje automático están mejorando la identificación y clasificación de los distintos metales.
- Diseño reciclable: Cada vez se diseñan más productos teniendo en cuenta su posible reciclado, lo que facilita el desmontaje y la recuperación de materiales.
- Fabricación en bucle cerrado: Algunas industrias están adoptando sistemas de recuperación y reutilización de sus propios residuos metálicos.
- Gestión mejorada de las aleaciones: Mejores técnicas para mantener la integridad de las aleaciones durante el reciclado.
A medida que estas tecnologías sigan desarrollándose, podemos esperar que la ya impresionante tasa de reciclaje del zinc aumente aún más.
Obtenga más información sobre las métricas de colabilidad para mejorar el diseño de sus piezas. ↩
Sepa cómo afectan las propiedades metalúrgicas a la calidad y la vida útil de sus productos. ↩
Término que describe las aleaciones con el punto de fusión más bajo posible - haga clic para más detalles. ↩
Descubra cómo afecta la contracción del material al diseño y la calidad de sus piezas. ↩
Proceso de aplicación de un revestimiento protector de zinc para evitar la corrosión. ↩
Obtenga más información sobre esta aleación de zinc especializada para un rendimiento óptimo de la fundición a presión. ↩
Haga clic para saber cómo un diseño adecuado evita los problemas de socavado en la fundición a presión. ↩
Haga clic para conocer las estrategias avanzadas de implementación de SPC para operaciones de fundición a presión. ↩
Conozca esta avanzada técnica de separación de metales para lograr procesos de reciclado más eficaces. ↩






