

¿Alguna vez le ha costado elegir la bisagra adecuada para su proyecto? Resulta frustrante cuando las puertas o los paneles no se alinean correctamente o no se mueven con suavidad. La elección incorrecta de una bisagra puede provocar problemas de funcionalidad y desgaste prematuro, lo que le costará tiempo y dinero.
Los tres tipos principales de bisagras son las bisagras a tope, las bisagras ocultas y las bisagras continuas. Las bisagras a tope son visibles cuando la puerta está cerrada, las bisagras ocultas están escondidas y las bisagras continuas recorren toda la longitud de la puerta para ofrecer la máxima sujeción.

Conocer estas variedades de bisagras es sólo el principio. Cada tipo tiene aplicaciones y ventajas específicas que pueden hacer triunfar o fracasar su proyecto. En mis años en PTSMAKE, he visto cómo la elección de la bisagra adecuada puede transformar la funcionalidad y la estética. Permítame explicarle los detalles de cada tipo para que pueda tomar la mejor decisión para sus necesidades específicas.
¿Para qué se utilizan las bisagras en Z?
¿Alguna vez ha tenido problemas de espacio al diseñar un armario o un mueble plegable? ¿O se ha sentido frustrado cuando una puerta no cierra bien porque la bisagra está mal colocada? Estos problemas de espacio pueden convertir un diseño perfecto en una pesadilla funcional.
Las bisagras Z son componentes de ferretería especializados que se utilizan principalmente en aplicaciones de ebanistería, mobiliario y arquitectura en las que las bisagras convencionales no son adecuadas. Permiten que las puertas giren fuera del marco manteniendo una alineación adecuada, lo que las hace ideales para puertas empotradas e instalaciones con poco espacio.
Las bisagras en Z y su diseño exclusivo
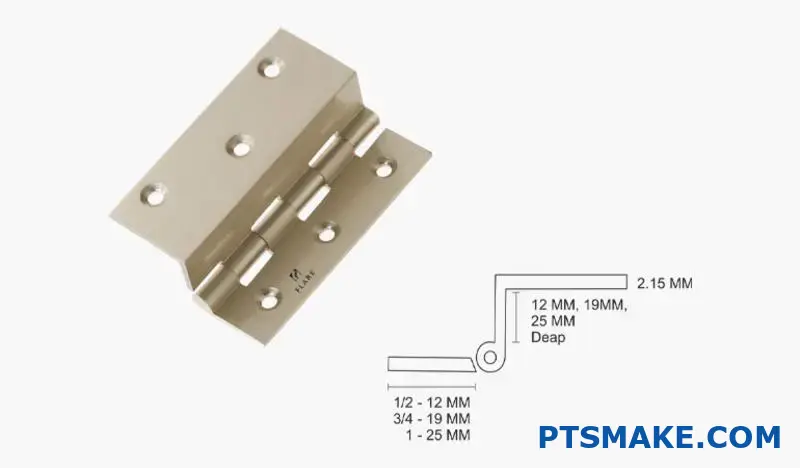
Las bisagras Z deben su nombre a su característico diseño en forma de Z cuando se ven desde arriba. A diferencia de las bisagras estándar, que funcionan sobre un único punto de giro, las bisagras Z incorporan múltiples curvas o desplazamientos que crean una trayectoria de movimiento más compleja. Esta configuración única les confiere claras ventajas en aplicaciones específicas.
En mi experiencia trabajando con diversos mecanismos de bisagra, las bisagras en Z destacan por su versatilidad para resolver problemas difíciles de colocación de puertas. El diseño en forma de Z permite a la bisagra crear un desplazamiento cuando la puerta se abre, lo que significa que la puerta puede despejar obstáculos que, de otro modo, impedirían que se abriera completamente.
Anatomía de una bisagra en Z
Comprender la estructura básica de una bisagra en Z ayuda a explicar su funcionalidad:
- Hoja de montaje: La parte unida al bastidor o al cuerpo del armario
- Hoja de la puerta: La parte fijada a la puerta o al panel móvil
- Sección Offset: La distintiva curva en forma de Z que crea la holgura
- Puntos de giro: Los lugares donde la bisagra permite el movimiento de rotación.
Los ángulos y dimensiones precisos de estos componentes varían en función de los requisitos específicos de la aplicación. La mayoría de las bisagras en Z están fabricadas con materiales duraderos, como acero, latón o acero inoxidable, para garantizar que puedan soportar un uso repetido sin fallar.
Tipos de bisagras en Z
En mi trabajo en PTSMAKE, he encontrado diversas variantes de bisagras en Z diseñadas para diferentes aplicaciones:
Bisagras Z estándar
Presentan un diseño sencillo en forma de Z y se suelen utilizar en aplicaciones básicas de ebanistería.
Bisagras Z regulables
Incluyen mecanismos para ajustar con precisión la posición de la puerta tras la instalación, lo que permite una alineación perfecta.
Bisagras resistentes en Z
Versiones reforzadas diseñadas para puertas más grandes o aplicaciones de uso frecuente.
Bisagras Z ocultas
Están diseñados para permanecer ocultos cuando la puerta está cerrada, proporcionando una estética más limpia.
Cada tipo tiene sus propias especificaciones y aplicaciones óptimas, que analizaré con más detalle a continuación.
Aplicaciones principales de las bisagras en Z
Las bisagras Z destacan en varias situaciones específicas en las que las bisagras tradicionales crearían problemas funcionales. Examinemos dónde resultan más valiosas:
Puertas empotradas en armarios
Una de las aplicaciones más comunes de las bisagras en Z es en empotrado1 armarios. Cuando una puerta debe quedar completamente enrasada con el marco circundante al cerrarse, pero debe girar fuera de ese marco al abrirse, una bisagra en Z ofrece la solución perfecta.
El diseño desplazado permite que la puerta se mueva primero hacia fuera antes de girar hacia un lado, despejando el marco por completo. Esto crea una estética limpia cuando está cerrada, al tiempo que mantiene la plena funcionalidad cuando está abierta.
Entornos con espacio limitado
En espacios reducidos donde el espacio libre de la puerta es limitado, las bisagras en Z ofrecen una solución práctica. Al alterar la trayectoria de giro de la puerta, pueden:
- Permita que las puertas se abran en esquinas estrechas
- Evite que las puertas golpeen las paredes o los accesorios cercanos
- Acceso total en espacios reducidos
He utilizado bisagras en Z en numerosos proyectos en los que, de otro modo, las limitaciones arquitectónicas habrían impedido que las puertas se abrieran correctamente. El desplazamiento cuidadosamente calculado puede marcar la diferencia en estas difíciles instalaciones.
Aplicaciones para muebles especiales
Muchos muebles especiales se benefician de las bisagras en Z:
- Escritorios abatibles: La bisagra en Z permite guardar el escritorio en la pared cuando no se utiliza.
- Camas Murphy: Algunos diseños utilizan bisagras en Z para gestionar el complejo mecanismo de plegado
- Transformar muebles: Las piezas que cambian de configuración a menudo dependen de bisagras especializadas, incluidas las variantes Z
Automoción y transporte
Además de en muebles y armarios, las bisagras Z tienen aplicaciones en:
- Almacenamiento de vehículos recreativos y marinos: Los compartimentos que ahorran espacio suelen basarse en bisagras en Z
- Compartimentos para vehículos comerciales: Vehículos de servicio con sistemas de almacenamiento especializados
- Componentes del interior del avión: Cuando la precisión de los movimientos es esencial
Consideraciones técnicas al seleccionar bisagras en Z
La elección de la bisagra en Z adecuada para una aplicación específica requiere una cuidadosa consideración de varios factores:
Capacidad de carga y selección de materiales
El peso de la puerta influye directamente en la resistencia necesaria de la bisagra en Z. Esta tabla esboza las directrices generales basadas en mi experiencia de fabricación:
| Peso de la puerta | Material de bisagra Z recomendado | Espesor mínimo |
|---|---|---|
| Ligero (<5 libras) | Acero, latón | 1,5 mm |
| Mediano (5-15 lbs) | Acero inoxidable, latón pesado | 2,0 mm |
| Pesado (>15 libras) | Acero reforzado | 3.0mm+ |
Para aplicaciones más pesadas pueden ser necesarias varias bisagras, normalmente espaciadas uniformemente a lo largo del borde de la puerta.
Requisitos de autorización
El correcto funcionamiento de una bisagra en Z depende de la existencia de un espacio libre adecuado para su movimiento. Cuando diseño alrededor de bisagras Z, siempre me aseguro:
- Espacio suficiente para toda la amplitud de movimiento
- Espacio libre de obstáculos en todo el arco de apertura
- Dimensiones adecuadas del hueco entre la puerta y el marco
Si no se tienen en cuenta estos requisitos de holgura, pueden producirse atascos, daños en los acabados o un funcionamiento incorrecto de la puerta.
Consideraciones sobre el montaje
El método de montaje influye significativamente en el rendimiento y la longevidad de las bisagras Z:
- Tipo y tamaño de tornillo: Debe ser adecuado tanto para la bisagra como para el sustrato
- Preparación de la superficie de montaje: Asegurarse de que las superficies son planas y están debidamente reforzadas si es necesario.
- Herramientas de alineación: Utilización de plantillas o plantillas para garantizar una colocación precisa
- Número de elementos de fijación: Siguiendo las recomendaciones del fabricante para una fijación segura
En mi trabajo de fabricación, he comprobado que un montaje adecuado suele ser la diferencia entre una instalación que funciona sin problemas y otra plagada de problemas de alineación.
Comparación de las bisagras Z con otros tipos de bisagras
Para apreciar plenamente cuándo las bisagras Z son la elección correcta, es útil compararlas con otros tipos comunes de bisagras:
Bisagras en Z frente a bisagras a tope
Las bisagras a tope tradicionales ofrecen una funcionalidad sencilla pero una versatilidad limitada:
- Bisagras a tope: Crear un punto de giro simple con el borde de la puerta alineado con el eje de la bisagra.
- Bisagras Z: Cree un pivote desplazado que permita a la puerta despejar el marco.
Aunque las bisagras a tope funcionan bien en puertas estándar con espacio libre en el marco, no se adaptan al montaje enrasado ni a espacios reducidos con la misma eficacia que las bisagras en Z.
Bisagras Z vs. Bisagras de piano
Las bisagras de piano (bisagras continuas) ofrecen distintas ventajas:
- Bisagras de piano: Distribuya el peso uniformemente a lo largo de todo el borde de la puerta
- Bisagras Z: Crear rutas de movimiento específicas para resolver los problemas de despeje
Las bisagras de piano son las que mejor distribuyen la carga, mientras que las bisagras en Z crean trayectorias de movimiento especializadas.
Bisagras Z frente a bisagras ocultas europeas
Las bisagras ocultas para armarios de estilo europeo moderno se han hecho increíblemente populares:
- Bisagras europeas: Completamente oculto cuando está cerrado, ofrece ajustabilidad en múltiples direcciones
- Bisagras Z: Visibles pero proporcionan un desplazamiento específico que algunas bisagras europeas no pueden igualar.
Las bisagras europeas han sustituido en gran medida a las bisagras Z en muchas aplicaciones de ebanistería estándar, pero las bisagras Z siguen destacando en escenarios especializados en los que se requiere una trayectoria de movimiento particular.
Prácticas recomendadas para la instalación de bisagras en Z
A lo largo de mis años diseñando soluciones de fabricación, he desarrollado algunas prácticas clave de instalación que garantizan un rendimiento óptimo de la bisagra Z:
Medición y marcado precisos
El éxito de la instalación de una bisagra en Z comienza con un trazado preciso:
- Determine la ubicación ideal de las bisagras en función del tamaño y el peso de la puerta
- Marcar posiciones precisas utilizando herramientas de medición y plantillas
- Verificar que se mantendrán las distancias durante todo el movimiento de la puerta.
- Compruebe todas las medidas antes de realizar cualquier corte o taladro.
Herramientas y técnicas adecuadas
Utilizar las herramientas adecuadas marca una diferencia significativa:
- Brocas afiladas: Para orificios de montaje limpios y precisos
- Destornilladores adecuados: Para evitar daños en las cabezas de los tornillos
- Plantillas especializadas: Para un cajeado consistente de las bisagras cuando sea necesario
- Calibres o reglas de precisión: Para verificar las dimensiones críticas
Pruebas y ajustes
Tras la instalación, las pruebas exhaustivas ayudan a identificar los ajustes necesarios:
- Abrir y cerrar la puerta en toda su amplitud de movimiento
- Compruebe si hay atascos o interferencias en algún punto
- Compruebe que la puerta está bien alineada cuando está cerrada
- Realice ajustes finos en el montaje o añada suplementos si es necesario.
Consideraciones sobre el mantenimiento
Las bisagras Z, como todos los componentes mecánicos, se benefician de un mantenimiento adecuado:
- Lubricación periódica de las piezas móviles
- Comprobación y apriete de elementos de fijación según sea necesario
- Limpieza de residuos acumulados que puedan interferir con el movimiento
- Inspección del desgaste y sustitución antes de que se produzca un fallo
Retos comunes y soluciones con bisagras en Z
Incluso con una selección e instalación cuidadosas, pueden surgir ciertos problemas con las bisagras en Z:
Problemas de alineación
Problema: La puerta no se alinea correctamente cuando se cierra.
Solución: Añadir calzos finos detrás de las hojas de las bisagras o ajustar la posición de montaje.
Encuadernación durante el funcionamiento
Problema: La puerta se bloquea o se atasca en determinados puntos de su recorrido.
Solución: Compruebe si hay obstrucciones y retírelas, verifique las holguras adecuadas o considere una variante de bisagra diferente con dimensiones de desplazamiento más apropiadas.
Fallos relacionados con el peso
Problema: Las bisagras se hunden o no sujetan bien la puerta.
Solución: Cambiar a bisagras más resistentes, añadir bisagras adicionales o reforzar las zonas de montaje.
¿Cuáles son las desventajas de las bisagras de latón?
¿Alguna vez ha instalado unas bonitas bisagras de latón en una puerta o un armario y ha descubierto que se deslucían o fallaban prematuramente? ¿O se ha preguntado por qué sus bisagras de latón necesitan un mantenimiento constante a pesar de su elegante aspecto? Esta frustración tan común ha hecho que muchos jefes de proyecto e ingenieros se cuestionen su elección de materiales.
Las bisagras de latón, aunque son estéticamente agradables por su aspecto dorado, presentan importantes inconvenientes, como su propensión a la corrosión, su menor resistencia en comparación con las alternativas de acero, su mayor coste, los requisitos de mantenimiento y el potencial de corrosión galvánica cuando se combinan con metales incompatibles.

Problemas de corrosión y decoloración
Proceso natural de desteñido
Uno de los inconvenientes más importantes de las bisagras de latón es su tendencia natural a deslustrarse con el tiempo. Esto ocurre porque el latón es una aleación compuesta principalmente de cobre y zinc. Cuando se expone al aire y a la humedad, el latón se oxida y adquiere un aspecto opaco y oscurecido que muchos consideran poco atractivo. En mi experiencia trabajando con diversos componentes de ferretería en PTSMAKE, he observado que incluso las bisagras de latón de alta calidad acaban perdiendo su lustroso aspecto dorado sin un mantenimiento adecuado.
El proceso de deslustre de las bisagras de latón es en realidad una reacción química denominada oxidación2. Aunque este proceso no afecta inmediatamente a la integridad estructural de la bisagra, sí afecta significativamente al atractivo estético que atrae a muchos a elegir el latón en primer lugar. Para los proyectos en los que es crucial mantener un aspecto uniforme, esta degradación natural puede resultar problemática.
Rendimiento en entornos húmedos
Las bisagras de latón funcionan especialmente mal en ambientes húmedos o salinos. Las casas costeras, los baños, las cocinas y las aplicaciones exteriores presentan condiciones difíciles para los herrajes de latón. En estos entornos, el proceso de corrosión se acelera considerablemente, lo que provoca un deterioro más rápido.
Hace poco asesoré a un cliente que instaló bisagras de latón en su casa de la playa, pero al cabo de unos meses se le formó una pátina verdosa (verdín). Esta experiencia pone de relieve por qué muchos arquitectos y constructores costeros evitan ahora específicamente los herrajes de latón a pesar de su atractivo visual inicial.
Problemas de desgalvanización
Una forma específica de corrosión denominada desgalvanización puede afectar a las bisagras de latón con alto contenido en zinc. Este proceso se produce cuando el zinc se lixivia de la aleación de latón, dejando tras de sí una estructura de cobre debilitada y porosa. Lo que hace que este proceso sea especialmente problemático es que la bisagra puede mantener su forma a la vez que su estructura se ve comprometida.
La desgalvanización suele producirse en:
- Zonas con agua dura
- Entornos marinos
- Lugares con condiciones atmosféricas ácidas
- Aplicaciones en las que el latón entra en contacto con determinados productos químicos
Limitaciones de resistencia y durabilidad
Capacidad de carga
En comparación con las alternativas de acero o acero inoxidable, las bisagras de latón suelen ofrecer menores propiedades de resistencia. Esto las hace menos adecuadas para aplicaciones pesadas o situaciones que requieran una gran capacidad de carga. Por ejemplo:
| Material de la bisagra | Resistencia aproximada a la tracción | Aplicaciones recomendadas |
|---|---|---|
| Latón | 310-550 MPa | Puertas ligeras, armarios, cajas decorativas |
| Acero inoxidable | 500-850 MPa | Puertas pesadas, portones, aplicaciones industriales |
| Acero | 400-700 MPa | Puertas medianas y pesadas, usos comerciales |
| Bronce | 250-350 MPa | Aplicaciones decorativas, entornos marinos |
Cuando trabajo en proyectos que requieren una gran durabilidad, a menudo desaconsejo a mis clientes las bisagras de latón, a pesar de su atractivo estético. Para puertas exteriores pesadas o entradas de uso frecuente, el material simplemente no ofrece el rendimiento necesario a largo plazo.
Resistencia a la fatiga
Las bisagras de latón también presentan menor resistencia a la fatiga que las de acero. Tras movimientos repetidos, el latón puede desarrollar grietas por tensión o desgastarse más rápidamente en los puntos de giro. Esto es especialmente problemático en aplicaciones muy transitadas, como puertas comerciales o armarios a los que se accede con frecuencia.
Las propiedades mecánicas del latón lo hacen más susceptible a la deformación bajo tensiones repetidas. Durante mis años en la fabricación, he visto numerosos casos en los que las bisagras de latón empiezan a combarse o a desarrollar holgura en el pasador tras unos pocos años de uso regular, mientras que las bisagras de acero comparables mantienen su precisión durante mucho más tiempo.
Efectos de la temperatura
Otra limitación de las bisagras de latón es su comportamiento en distintos rangos de temperatura. El latón se dilata y contrae más fácilmente con los cambios de temperatura que muchos materiales alternativos. Esta propiedad puede causar varios problemas:
- Pegado o atasco estacional al cambiar las dimensiones
- Mayor desgaste en los puntos de contacto debido a la dilatación térmica
- Posible aflojamiento de los tornillos de montaje a medida que el material experimenta cambios de temperatura.
Estos efectos son especialmente notables en aplicaciones al aire libre o en entornos no regulados donde las fluctuaciones de temperatura son importantes.
Consideraciones económicas
Inversión inicial
Las bisagras de latón suelen tener un precio más elevado que las de acero o incluso algunas opciones de acero inoxidable. El coste de la materia prima del latón es más elevado y el proceso de fabricación suele requerir pasos adicionales para conseguir el acabado deseado. Para proyectos con un presupuesto ajustado o en los que se necesita un gran número de bisagras, esta diferencia de coste puede ser sustancial.
Permítanme compartir con ustedes un ejemplo reciente: Para un proyecto comercial a gran escala que requería 200 bisagras de puerta, la diferencia de coste entre las opciones de latón y las de acero estándar ascendía a casi $3.000. Esta diferencia de precio sustancial obligó al cliente a reconsiderar su elección de material. Esta importante diferencia de precio obligó al cliente a reconsiderar su elección de material, y finalmente optó por bisagras de acero con acabado de latón como solución de compromiso.
Gasto vitalicio
Más allá del precio de compra inicial, las bisagras de latón conllevan unos costes de mantenimiento continuos que muchos no tienen en cuenta durante la fase de especificación. Estos gastos de por vida incluyen:
- Productos de limpieza y abrillantadores específicos para latón
- Recubrimientos protectores y lacas que necesitan una reaplicación periódica
- Posibles costes de sustitución si las bisagras fallan prematuramente
- Costes de mano de obra asociados al mantenimiento periódico
A la hora de evaluar el coste total de propiedad, estos gastos continuos hacen que las bisagras de latón sean significativamente más caras que otras alternativas que pueden tener un coste inicial más elevado pero requieren un mantenimiento mínimo, como ciertos grados de acero inoxidable.
Requisitos de mantenimiento
Necesidades de limpieza periódica
Mantener el aspecto de las bisagras de latón requiere un esfuerzo constante. Es necesario limpiarlas con regularidad para evitar que se empañen:
- Limpiadores o abrillantadores especializados para latón
- Soluciones naturales como mezclas de vinagre y sal
- Compuestos comerciales para pulir metales
Este mantenimiento no es meramente cosmético: dejar que la corrosión progrese puede acabar afectando a la funcionalidad de la bisagra. En PTSMAKE, a menudo aconsejamos a los clientes que si no están dispuestos a comprometerse con un programa de mantenimiento regular, puede que el latón no sea la opción adecuada para su aplicación.
Limitaciones del revestimiento protector
Muchas bisagras de latón vienen con lacas o revestimientos protectores aplicados en fábrica para evitar el deslustre. Sin embargo, estos recubrimientos tienen importantes limitaciones:
- Con el tiempo se desgastan, especialmente en los puntos de contacto
- Algunos limpiadores o productos químicos pueden dañar la capa protectora
- Una vez deteriorada, la capa protectora debe retirarse por completo y volver a aplicarse.
- El revestimiento puede amarillear con el tiempo, afectando al aspecto
He comprobado que incluso los revestimientos protectores de mayor calidad suelen durar entre 1 y 3 años antes de requerir atención, por lo que se trata de un mantenimiento continuo y no de una solución puntual.
Complejidad de la reparación
Cuando las bisagras de latón fallan o se dañan, las reparaciones suelen ser más complejas que con otros materiales. El latón es más difícil de soldar correctamente que el acero, y las reparaciones suelen requerir conocimientos especializados. Además, las piezas de repuesto pueden tener que fabricarse a medida para que coincidan con los componentes existentes, especialmente en el caso de herrajes decorativos o de estilo antiguo.
Problemas de compatibilidad
Riesgo de corrosión galvánica
Uno de los problemas técnicos más graves de las bisagras de latón es su potencial para provocar corrosión galvánica cuando entran en contacto con otros metales. Cuando metales distintos entran en contacto en presencia de un electrolito (aunque solo sea la humedad del aire), puede producirse una reacción electroquímica que acelera la corrosión.
Esto es especialmente problemático cuando se utilizan bisagras de latón:
- Componentes de aluminio
- Algunos tipos de acero
- Algunos herrajes cincados
En aplicaciones arquitectónicas en las que se utilizan varios tipos de metal, esta incompatibilidad puede provocar el fallo prematuro no sólo de la propia bisagra, sino también de los materiales circundantes.
Problemas con el hardware de montaje
Lo ideal es que las bisagras de latón requieran tornillos de latón para su montaje, a fin de evitar reacciones galvánicas. Sin embargo, los tornillos de latón suelen ser más blandos y más propensos a desprenderse durante la instalación que los tornillos de acero. Esto crea un dilema práctico:
- Utilice tornillos de latón a juego y arriesgue dificultades de instalación
- Utilizar tornillos de acero más resistentes y crear potencialmente problemas de corrosión galvánica.
Este reto de compatibilidad ha causado problemas importantes en muchos proyectos, sobre todo cuando los instaladores menos experimentados intentan sustituir el hardware basándose en lo que está fácilmente disponible.
Consideraciones medioambientales
Impacto de la fabricación
La producción de bisagras de latón conlleva una mayor huella medioambiental en comparación con algunas alternativas. La fabricación de latón implica:
- Explotación y transformación intensivas en energía del cobre y el zinc
- Tratamientos químicos de acabado y revestimiento
- A menudo, mayor producción de residuos durante la fabricación
En proyectos respetuosos con el medio ambiente, estos factores pueden influir en las decisiones de selección de materiales. En PTSMAKE, hemos observado un creciente interés de los clientes por el impacto medioambiental del ciclo de vida completo de componentes como las bisagras, y no solo por sus propiedades funcionales.
Reciclabilidad al final de la vida útil
Aunque el latón es técnicamente reciclable, las bisagras suelen incorporar otros materiales como pasadores de acero o elementos decorativos que complican el proceso de reciclaje. Además, los revestimientos y tratamientos protectores aplicados para mantener la apariencia pueden introducir contaminantes en el flujo de reciclaje.
Limitaciones estéticas
Desafíos para la coherencia del diseño
A pesar de su belleza inicial, las bisagras de latón plantean retos únicos a la hora de mantener la coherencia del diseño a lo largo del tiempo. Dado que las distintas zonas reciben diferentes niveles de uso, exposición y mantenimiento, los componentes de latón pueden desarrollar una pátina y un aspecto desiguales. Esto es especialmente evidente en grandes instalaciones, donde algunas bisagras pueden tener un aspecto muy diferente a otras al cabo de pocos años.
En un proyecto comercial en el que trabajé como consultor, las bisagras de latón de las puertas de la entrada principal adquirieron en apenas dos años un aspecto completamente distinto al de las bisagras del mismo modelo utilizadas en puertas de acceso menos frecuente. Esta incoherencia creó una estética desordenada no deseada que socavó la intención original del diseño.
Opciones de color limitadas
Aunque el latón es apreciado por su cálido tono dorado, esta misma especificidad puede limitar los esquemas de diseño. A diferencia de las bisagras de acero, que pueden chaparse o pintarse en prácticamente cualquier color, las bisagras de latón
¿Qué son los grados de las bisagras?
¿Alguna vez ha instalado una bisagra y se ha dado cuenta de que falla con el uso? ¿O ha pasado demasiado tiempo intentando averiguar por qué unas bisagras superan a otras en aplicaciones aparentemente similares? La diferencia suele residir en algo que muchos ingenieros y diseñadores pasan por alto: la calidad de la bisagra.
Los grados de las bisagras son clasificaciones de calidad normalizadas que indican la durabilidad, la capacidad de carga y las aplicaciones adecuadas de una bisagra. Estos grados, establecidos por las normas ANSI/BHMA, van del Grado 1 (máxima calidad) al Grado 3 (calidad básica) y ayudan a determinar qué bisagra es adecuada para condiciones y entornos de uso específicos.
Comprender el sistema de grados de las bisagras
En mi experiencia trabajando en varios proyectos de fabricación, he comprobado que la selección del grado de las bisagras puede determinar la funcionalidad de un producto. El sistema de clasificación estandarizado nos proporciona un marco fiable para seleccionar el componente adecuado para cada aplicación.
Las normas ANSI/BHMA
El American National Standards Institute (ANSI) y la Builders Hardware Manufacturers Association (BHMA) han desarrollado un completo sistema de clasificación de bisagras. Este sistema clasifica las bisagras en tres grados principales:
- Grado 1: Comercial/Pesado
- Grado 2: Comercial ligero
- Grado 3: Residencial/Ligero
Estas calificaciones se determinan mediante rigurosos procedimientos de examen que evalúan factores como:
- Pruebas de ciclo (durabilidad de apertura y cierre)
- Capacidad de carga
- Resistencia a la tensión vertical y horizontal
- Durabilidad del acabado
- Calidad del material
Bisagras de grado 1: Aplicaciones comerciales y pesadas
Las bisagras de grado 1 representan el estándar de calidad más elevado del sector. Estas bisagras están diseñadas para soportar condiciones extremas y patrones de uso intensivo típicos de los entornos comerciales.
Cuando fabricamos bisagras de Grado 1 en PTSMAKE, las sometemos a pruebas durante al menos 1 millón de ciclos. Puede parecer excesivo, pero en entornos comerciales con mucho tráfico, como hospitales o escuelas, las puertas pueden abrirse y cerrarse cientos de veces al día.
Las características de las bisagras de Grado 1 incluyen:
- Construidos con materiales de alta calidad (normalmente latón macizo, acero inoxidable o bronce)
- Metal de calibre más grueso y sustancial
- Puntos de montaje reforzados
- Rodamientos de bolas o rodillos de alta calidad
- Mayor resistencia a la corrosión
- Mayor capacidad de peso (normalmente 400-600 libras)
Estas bisagras son ideales para:
- Edificios comerciales muy transitados
- Puertas exteriores pesadas
- Salidas de emergencia
- Entornos hospitalarios o institucionales
- Equipamiento industrial
- Aplicaciones militares
Bisagras de grado 2: Aplicaciones comerciales ligeras
Las bisagras de grado 2 ocupan el término medio entre las aplicaciones comerciales de uso intensivo y las residenciales básicas. Suelo recomendarlas para entornos comerciales ligeros o proyectos residenciales de gama alta en los que la durabilidad es importante pero el grado 1 sería excesivo.
Estas bisagras suelen someterse a pruebas de aproximadamente 500.000 ciclos, lo que las hace adecuadas para escenarios de uso moderado.
Las características de las bisagras de grado 2 incluyen:
- Construcción metálica de calibre medio
- Rodamientos de buena calidad
- Resistencia moderada a la corrosión
- Capacidad de carga de aproximadamente 200-300 libras
Las aplicaciones ideales son:
- Edificios de oficinas
- Complejos de apartamentos
- Entornos comerciales ligeros
- Puertas residenciales de gama alta
- Puertas comerciales interiores
- Instalaciones educativas con tráfico moderado
Bisagras de grado 3: Aplicaciones residenciales
Las bisagras de grado 3 están diseñadas para uso residencial básico y se prueban durante aproximadamente 350.000 ciclos. Aunque este es el grado ANSI/BHMA más bajo, es importante entender que estas bisagras se fabrican para cumplir las normas establecidas.
Características de las bisagras de grado 3:
- Metal de menor calibre
- Sistemas básicos de rodamientos
- Opciones de acabado estándar
- Capacidad de carga de aproximadamente 100-180 libras
Estas bisagras son adecuadas para:
- Puertas interiores residenciales estándar
- Armarios ligeros
- Puertas de armarios
- Almacenes
- Aplicaciones residenciales con poco tráfico
Factores que determinan los grados de las bisagras
Durante el proceso de clasificación se evalúan varios elementos clave. Comprenderlos puede ayudarle a hacer una mejor selección para su aplicación específica.
Composición del material
El material utilizado en la fabricación de las bisagras influye considerablemente en su calidad:
| Material | Grados típicos | Características | Mejores aplicaciones |
|---|---|---|---|
| Acero inoxidable | Grado 1, Grado 2 | Alta resistencia a la corrosión, durabilidad y resistencia | Puertas exteriores, ambientes húmedos, zonas costeras |
| Latón macizo | Grado 1, Grado 2 | Excelente durabilidad, estética y resistencia a la corrosión | Comercial de gama alta, residencial de lujo |
| Acero | Grado 2, Grado 3 | Buena resistencia, económico, varios acabados disponibles | Puertas interiores, aplicaciones estándar |
| Bronce | Grado 1, Grado 2 | Decorativo, duradero, desarrollo de pátina natural | Edificios históricos, aplicaciones decorativas |
| Aluminio | Grado 2, Grado 3 | Ligero, resistente a la corrosión, económico | Aplicaciones ligeras, diseños modernos |
Tecnología de rodamientos
El sistema de cojinetes utilizado en una bisagra afecta drásticamente a su rendimiento y clasificación:
Cojinete liso: Diseño sencillo sin componentes adicionales entre los nudillos. Se suelen encontrar en bisagras de grado 3 para aplicaciones residenciales básicas.
Rodamiento de bolas: Contiene rodamientos de bolas entre los nudillos para reducir la fricción y prolongar la vida útil. Las bisagras con cojinetes de bolas se suelen encontrar en las clasificaciones de Grado 1 y Grado 2.
Nudillo de aceituna: Presenta un saliente en forma de oliva que gira dentro de un zócalo, proporcionando un funcionamiento suave. Suelen encontrarse en las bisagras decorativas de mayor calidad.
Rodamiento antifricción: Incorpora materiales de rodamiento especializados para reducir la fricción sin utilizar rodamientos de bolas. Son habituales en las aplicaciones de Grado 2.
Pruebas cíclicas
Uno de los factores más importantes para determinar la calidad de una bisagra es la prueba de ciclos. Esto implica abrir y cerrar repetidamente la bisagra para simular años de uso:
- Grado 1: Mínimo 1.000.000 de ciclos
- Grado 2: 500.000 ciclos como mínimo
- Grado 3: 350.000 ciclos como mínimo
En PTSMAKE, he observado que las pruebas de ciclo adecuadas revelan problemas que podrían no ser evidentes en las inspecciones iniciales. Es fascinante ver cómo diferencias de diseño aparentemente menores pueden dar lugar a un rendimiento a largo plazo radicalmente distinto.
Capacidad de carga
El soporte de peso es otro factor crucial para la clasificación:
- Las bisagras de grado 1 suelen soportar entre 400 y 600 libras.
- Las bisagras de grado 2 soportan aproximadamente 200-300 libras
- Las bisagras de grado 3 soportan aproximadamente entre 100 y 180 libras
Hay que tener en cuenta que estas capacidades presuponen una instalación y distribución adecuadas entre varias bisagras. Utilizar muy pocas bisagras para una puerta pesada es un error común que veo en muchos proyectos.
Grados de bisagra especializados para aplicaciones específicas
Además de los grados estándar ANSI/BHMA, existen clasificaciones especializadas para aplicaciones concretas.
Bisagras cortafuegos
Las bisagras ignífugas deben cumplir normas adicionales que van más allá del sistema de clasificación normal. Estas bisagras son componentes cruciales en los ensamblajes de puertas resistentes al fuego y se someten a pruebas de:
- Resistencia al calor
- Integridad estructural en caso de incendio
- Funcionalidad de autocierre
- Mantenimiento de la alineación durante la dilatación térmica
Las bisagras ignífugas suelen pertenecer a la categoría de Grado 1, pero también deben cumplir las normas UL (Underwriters Laboratories) y los códigos de construcción locales. La prueba estándar consiste en someter la bisagra a temperaturas superiores a 1.700 °F para garantizar que mantiene su funcionalidad.
Bisagras de seguridad
Las bisagras de seguridad incorporan características adicionales para impedir el acceso no autorizado:
- Clavijas no extraíbles (NRP): Evita que el pasador de la bisagra se salga cuando la puerta está cerrada
- Consejos para hospitales: Nudillos inclinados que impiden que los objetos se cuelguen de la bisagra.
- Espárragos de seguridad: Salientes que se enclavan al cerrar la puerta
- Bisagras ocultas: Oculto a la vista cuando la puerta está cerrada
Estas características de seguridad están disponibles en diferentes grados, aunque son más comunes en las bisagras de Grado 1 y Grado 2.
Bisagras electrificadas
Con el crecimiento de la tecnología de edificios inteligentes, las bisagras electrificadas han cobrado cada vez más importancia. Estas bisagras especializadas contienen canales de cableado ocultos para transferir energía y datos del marco a la puerta sin cables a la vista.
Las bisagras electrificadas suelen clasificarse en Grado 1 o Grado 2, pero también deben cumplir las normas eléctricas y la oferta:
- Capacidad actual adecuada
- Protección de cables
- Conexión eléctrica continua
- Compatibilidad con sistemas de control de acceso
Cómo seleccionar el grado de bisagra adecuado para su proyecto
Para elegir el grado de bisagra adecuado, hay que tener en cuenta varios factores:
Intensidad de uso
Evalúe la frecuencia de uso de la puerta:
- Alta frecuencia (más de 100 operaciones diarias): Grado 1
- Frecuencia media (50-100 operaciones diarias): Grado 2
- Baja frecuencia (menos de 50 operaciones diarias): Grado 3
Peso y tamaño de la puerta
Las puertas más pesadas requieren bisagras de mayor calidad:
- Puertas pesadas (más de 200 libras): Grado 1
- Puertas de peso medio (100-200 libras): Grado 2
- Puertas ligeras (menos de 100 libras): Grado 3
Recuerde calcular el peso total de la puerta incluyendo todos los herrajes y accesorios. En el caso de las bisagras personalizadas, en PTSMAKE siempre recomendamos tener en cuenta un margen de seguridad de al menos 25% por encima de la carga prevista.
Condiciones medioambientales
Tenga en cuenta el entorno en el que funcionará la bisagra:
- Puertas exteriores expuestas a la intemperie: Grado 1 con acabado apropiado
- Ambientes húmedos (baños, zonas de piscinas): Grado 1 o 2 con materiales resistentes a la corrosión.
- Entornos interiores estándar: Grado 2 o 3 en función del uso
- Entornos corrosivos: Grado 1 con materiales especializados (acero inoxidable 316).
Limitaciones presupuestarias
Aunque las bisagras de grado 1 ofrecen un rendimiento superior, su precio es más elevado:
- Grado 1: Mayor coste, pero menor coste durante la vida útil debido a la durabilidad.
- Grado 2: Coste inicial moderado, buena relación calidad-precio para aplicaciones adecuadas
- Grado 3: Coste inicial más bajo, adecuado para aplicaciones básicas
Según mi experiencia, invertir en bisagras de calidad superior para aplicaciones críticas resulta rentable gracias a la reducción de los costes de mantenimiento y sustitución.
¿Seleccionar el material adecuado en función de los requisitos de la aplicación?
¿Alguna vez ha pasado horas diseñando el producto perfecto, sólo para que fracasara porque eligió el material de bisagra equivocado? ¿O quizás ha visto cómo se disparaban sus costes de producción al especificar un material de bisagra caro cuando una opción más económica habría funcionado igual de bien?
La selección del material adecuado para las bisagras a medida depende principalmente de los requisitos específicos de la aplicación, incluidas las condiciones ambientales, la capacidad de carga, las necesidades de durabilidad y las limitaciones de costes. El material ideal equilibra las propiedades mecánicas, la resistencia a la corrosión y las consideraciones económicas para su caso de uso concreto.
Adecuación de los materiales a los entornos de aplicación
A la hora de elegir materiales para bisagras personalizadas, el entorno operativo es quizá el factor más crítico a tener en cuenta. Las distintas aplicaciones exponen a las bisagras a condiciones muy diferentes, por lo que seleccionar un material que pueda resistir estos retos específicos es esencial para un rendimiento a largo plazo.
Aplicaciones de interior y exterior
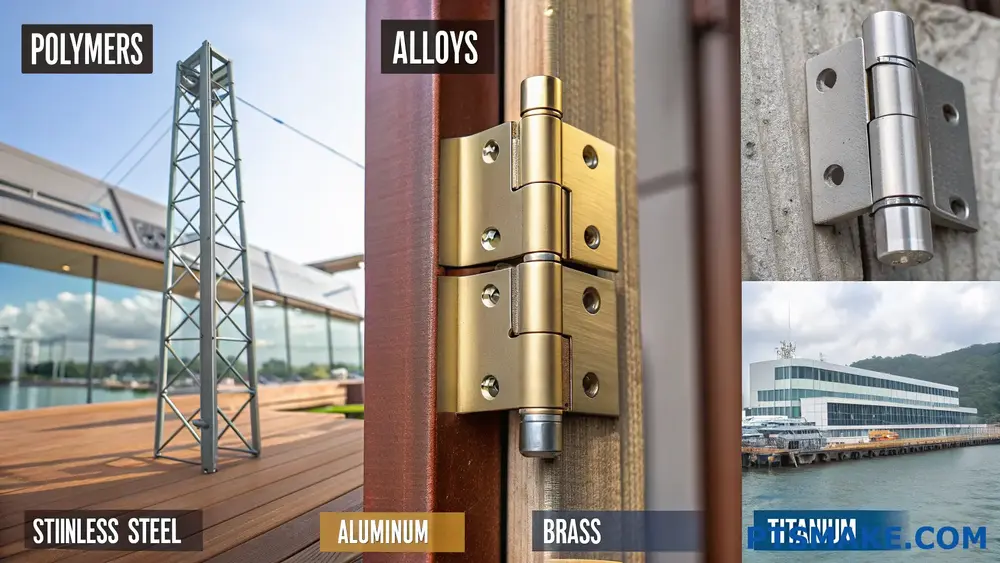
Las aplicaciones de interior suelen presentar condiciones menos exigentes para las bisagras. Para un uso estándar en interiores con una exposición mínima a la humedad o a temperaturas extremas, materiales como el latón, el aluminio o incluso determinados polímeros suelen ofrecer un rendimiento suficiente a un coste razonable.
Sin embargo, las aplicaciones en exteriores plantean toda una serie de nuevos retos. Las bisagras que se utilizan en exteriores deben hacer frente a:
- Radiación UV
- Fluctuaciones de temperatura
- Precipitación
- Contaminantes atmosféricos
- Posible exposición a la sal (en zonas costeras)
Para estas aplicaciones, los materiales con una excelente resistencia a la corrosión resultan esenciales. El acero inoxidable (sobre todo de grado 316), el aluminio con revestimiento anodizado o los polímeros especializados resistentes a la intemperie son opciones habituales. He visto numerosos casos de clientes que inicialmente eligieron bisagras de acero estándar para aplicaciones exteriores, pero que al cabo de unos meses sufrieron fallos prematuros y costosas sustituciones.
Temperaturas extremas
El rango de temperaturas es otra consideración crucial que a menudo se pasa por alto durante la selección de materiales. Algunos materiales que rinden admirablemente a temperatura ambiente pueden volverse quebradizos en ambientes fríos o perder integridad estructural con el calor.
Para entornos de alta temperatura (como bisagras utilizadas cerca de motores, equipos de calefacción u hornos industriales), se recomiendan aleaciones especiales de alta temperatura:
- Inconel (aleación de níquel-cromo) - Mantiene la resistencia a temperaturas de hasta 1000°C
- Acero inoxidable de alta calidad - Buen rendimiento hasta 800°C
- Aleaciones de titanio - Excelente relación resistencia/peso a temperaturas elevadas
Por el contrario, para entornos de frío extremo, son esenciales los materiales que mantienen la ductilidad a bajas temperaturas:
- Acero inoxidable austenítico (calidades 304, 316)
- Aleaciones especiales de aluminio
- Determinados polímeros de ingeniería con modificadores de baja temperatura
Consideraciones sobre la exposición química
En entornos en los que las bisagras pueden estar expuestas a productos químicos, es fundamental seleccionar un material con la resistencia química adecuada. Esto es especialmente importante en:
- Entornos industriales con procesamiento químico
- Entornos médicos con esterilización frecuente
- Instalaciones de procesamiento de alimentos
- Aplicaciones marinas (exposición al agua salada)
Estos materiales suelen destacar por su resistencia química:
- Bisagras recubiertas de PTFE (politetrafluoroetileno)
- Hastelloy (para entornos químicos severos)
- Acero inoxidable de alta calidad (316 o superior)
- Algunos plásticos técnicos como el PEEK (polieteretercetona3)
Requisitos mecánicos y consideraciones de carga
Más allá de los factores medioambientales, las exigencias mecánicas que se imponen a la bisagra deben guiar la selección del material. Una bisagra para una puerta de armario ligera tiene requisitos muy diferentes a una para equipos industriales pesados.
Capacidad de carga
La carga que debe soportar una bisagra influye directamente en la selección del material. Para aplicaciones de alta carga, son esenciales materiales con una excelente resistencia a la tracción y a la fatiga:
- Acero al carbono (tratado térmicamente para aumentar su resistencia)
- Aceros aleados
- Aleaciones de titanio (cuando el peso también es una preocupación)
- Aleaciones de latón de alta resistencia
Para cargas medias y ligeras, hay más opciones viables:
- Aleaciones de aluminio
- Latón estándar
- Polímeros técnicos reforzados con fibras
- Aleaciones de zinc
He aquí una tabla de referencia simplificada para la capacidad de carga de los materiales de bisagra más comunes:
| Material | Capacidad de carga | Mejores aplicaciones |
|---|---|---|
| Acero al carbono | Muy alta | Puertas pesadas, portones, equipos industriales |
| Acero inoxidable | Alta | Equipos de exterior, aplicaciones marinas |
| Latón | Medio | Mobiliario, aplicaciones decorativas |
| Aluminio | Medio | Puertas ligeras, cajas electrónicas |
| Titanio | Alta | Aplicaciones aeroespaciales, sensibles al peso y de alta carga |
| Polímeros reforzados | Bajo a medio | Dispositivos electrónicos, aplicaciones ligeras |
Resistencia al desgaste y durabilidad
Las bisagras que se someten a un uso frecuente requieren materiales con una excelente resistencia al desgaste. Según mi experiencia en PTSMAKE, los clientes suelen subestimar el número de ciclos a la hora de seleccionar los materiales, lo que provoca fallos prematuros.
Para aplicaciones con alto número de ciclos, considere:
- Aceros templados con lubricación adecuada
- Bronce para rodamientos
- Polímeros autolubricantes
- Acero inoxidable con pasadores endurecidos
Para aplicaciones de uso moderado, los grados estándar de:
- Acero inoxidable
- Latón
- Aluminio
- Polímeros técnicos
Suelen ofrecer un rendimiento adecuado a un coste razonable.
Requisitos de fricción y movimiento
Algunas aplicaciones requieren características de fricción específicas. Por ejemplo, ciertas bisagras de puertas necesitan una resistencia controlada para evitar portazos, mientras que otras necesitan una fricción mínima para un funcionamiento suave.
Materiales y combinaciones que proporcionan una fricción controlada:
- Latón sobre acero
- Casquillos de bronce con pasadores de acero
- Determinadas combinaciones polímero/metal
Para aplicaciones de fricción mínima:
- Acero inoxidable con revestimiento de PTFE
- Polímeros autolubricantes
- Materiales para rodamientos
- Diseños de bisagras con rodamientos de bolas
Consideraciones económicas en la selección de materiales
Aunque el rendimiento es primordial, los factores económicos desempeñan inevitablemente un papel en la selección de materiales. Encontrar el equilibrio óptimo entre rendimiento y coste suele requerir la evaluación de varios factores:
Costes iniciales de material
Los costes de las materias primas varían considerablemente de un material de bisagra a otro:
- Acero al carbono - Generalmente el más barato
- Acero inoxidable - Coste de moderado a elevado (varía según el grado)
- Latón/bronce - Coste de moderado a elevado
- Aluminio - Coste moderado
- Titanio - Coste elevado
- Polímeros técnicos - Variable (algunas formulaciones especializadas pueden ser costosas)
Compatibilidad del proceso de fabricación
Diferentes materiales requieren diferentes procesos de fabricación, lo que puede afectar significativamente a los costes totales. Por ejemplo, en PTSMAKE hemos ayudado a nuestros clientes a reducir costes de forma sustancial recomendándoles materiales que mantienen el rendimiento necesario y permiten métodos de fabricación más eficientes.
Consideraciones sobre los materiales para una fabricación eficiente:
- Maquinabilidad - Materiales como el latón de corte libre o determinadas aleaciones de aluminio ofrecen una excelente maquinabilidad.
- Conformabilidad: algunas aplicaciones se benefician de materiales que pueden conformarse en frío en lugar de mecanizarse.
- Idoneidad para la fundición: las aleaciones de zinc destacan en los procesos de fundición a presión para diseños de bisagra complejos.
Análisis del coste del ciclo de vida
A veces, la elección más económica no es la opción inicial más barata. Cuando evalúe los materiales, tenga en cuenta:
- Vida útil prevista en el entorno de aplicación
- Requisitos de mantenimiento
- Costes de sustitución
- Costes de inactividad por avería
He visto casos en los que la inversión en un material de primera calidad se ha traducido en una vida útil 5 veces más larga, lo que resulta mucho más económico a lo largo del ciclo de vida del producto a pesar de los mayores costes iniciales.
Consideraciones especiales para bisagras a medida
Las bisagras personalizadas suelen tener requisitos exclusivos que los componentes estándar no cumplen. Estas consideraciones especiales pueden influir significativamente en la selección del material.
Requisitos estéticos
Cuando las bisagras son visibles en el producto final, las consideraciones estéticas pueden influir en la elección del material:
- El latón y el bronce ofrecen un aspecto cálido y clásico
- El acero inoxidable proporciona un aspecto moderno y limpio
- El aluminio anodizado permite opciones de color
- Algunos polímeros pueden adaptarse al color de los componentes circundantes.
En aplicaciones arquitectónicas o productos de consumo de gama alta, estas consideraciones estéticas pueden justificar la elección de materiales de alta calidad.
Restricciones de peso
Para aplicaciones en las que el peso es fundamental (como la industria aeroespacial, la electrónica portátil o los componentes de automoción), los materiales ligeros se convierten en esenciales:
- Aleaciones de aluminio (excelente relación resistencia-peso)
- Titanio (mejor relación resistencia-peso, aunque más caro)
- Polímeros técnicos (potencialmente reforzados con fibra de vidrio o de carbono)
- Aleaciones de magnesio (aunque con limitaciones de resistencia a la corrosión)
Factores reglamentarios y de cumplimiento
Algunas aplicaciones deben cumplir requisitos normativos específicos que afectan a la selección de materiales:
- Las aplicaciones alimentarias requieren materiales que cumplan la normativa de la FDA o similar
- Los productos sanitarios pueden requerir materiales biocompatibles
- Las aplicaciones aeroespaciales tienen estrictas certificaciones de materiales
- La conformidad con RoHS restringe determinadas composiciones de materiales
Estos factores normativos pueden reducir considerablemente el campo de materiales adecuados para las bisagras a medida.
Matriz de decisión para la selección de materiales
Para evaluar sistemáticamente los materiales de las bisagras personalizadas, considere la posibilidad de utilizar una matriz de decisión. Según mi experiencia en PTSMAKE, este método ayuda a los clientes a elegir materiales de forma más objetiva cuantificando la importancia de los distintos factores.
He aquí un ejemplo simplificado de cómo podría ser una matriz de este tipo:
| Criterios de selección | Peso | Acero inoxidable (316) | Aluminio (6061) | Latón | Polímero de ingeniería |
|---|---|---|---|---|---|
| Resistencia a la corrosión | 5 | 5 (25) | 3 (15) | 2 (10) | 5 (25) |
| Fuerza | 4 | 5 (20) | 3 (12) | 4 (16) | 2 (8) |
| Peso | 3 | 2 (6) | 4 (12) | 2 (6) | 5 (15) |
| Coste | 4 | 2 (8) | 4 (16) | 3 (12) | 4 (16) |
| Estética | 2 | 4 (8) | 3 (6) | 5 (10) | 3 (6) |
| Puntuación total | 67 | 61 | 54 | 70 |
En este ejemplo, cada factor se pondera según su importancia (1-5), y cada material se califica en una escala de 1-5 para cada factor. Las puntuaciones ponderadas ayudan a identificar el mejor material global en función de los requisitos específicos de la aplicación.
Casos prácticos: Casos de éxito en la selección de materiales
A lo largo de los años, me he encontrado con numerosas situaciones en las que la selección adecuada del material marcaba la diferencia entre un producto y otro.
¿Cómo elegir la bisagra a medida adecuada para su proyecto?
¿Alguna vez ha pasado horas buscando la bisagra perfecta y se ha conformado con una opción estándar que no era la adecuada? O peor aún, ¿ha instalado una bisagra de serie para descubrir que falla prematuramente porque no estaba diseñada para su aplicación específica? Estos compromisos pueden provocar fallos del producto, quejas de los clientes y costosos rediseños.
Elegir la bisagra a medida adecuada implica evaluar los requisitos de su aplicación, la selección de materiales, las necesidades de capacidad de carga, los factores medioambientales y las limitaciones dimensionales. Las bisagras personalizadas ofrecen soluciones a medida que las bisagras estándar simplemente no pueden igualar, garantizando un rendimiento y una longevidad óptimos para su proyecto específico.

Comprender los requisitos de su aplicación
A la hora de seleccionar bisagras a medida, el primer paso y el más importante es conocer a fondo su aplicación. En mi experiencia de trabajo con clientes en PTSMAKE, he descubierto que muchos ingenieros se centran demasiado en las especificaciones básicas y pasan por alto requisitos críticos específicos de la aplicación.
Análisis de cargas y movimientos
Empiece por analizar el tipo exacto de movimiento que requiere su aplicación. ¿Se trata de un simple giro de 180 grados o necesita varios ejes de rotación? ¿Y la frecuencia de funcionamiento: la bisagra se utilizará ocasionalmente o miles de veces al día?
Para consideraciones de carga, determinar:
- Peso máximo que soporta la bisagra
- Dirección de la carga (vertical, horizontal o angular)
- Cargas dinámicas frente a cargas estáticas
- Las cargas de impacto o choque que pueda sufrir la bisagra
Un cliente acudió a nosotros después de tres intentos fallidos con bisagras estándar para un dispositivo médico especializado. La aplicación requería un posicionamiento preciso con una holgura mínima a la vez que soportaba cargas variables. Tras realizar un análisis detallado de la carga, diseñamos una solución personalizada con puntos de pivote reforzados y superficies de apoyo especializadas que ha funcionado a la perfección durante años.
Limitaciones espaciales y dimensionales
Las bisagras personalizadas son ideales para espacios reducidos o montajes poco habituales. A diferencia de las bisagras estándar, que te obligan a diseñar en función de sus dimensiones, las opciones personalizadas pueden adaptarse a tus requisitos espaciales exactos.
Considera estos factores dimensionales:
- Espacio de montaje disponible
- Requisitos de espacio libre cuando está abierto y cerrado
- Tamaño de los nudillos y cantidad necesaria para la resistencia
- Requisitos de diámetro de los pasadores
Entorno operativo
El entorno en el que va a funcionar la bisagra influye enormemente en la selección del material y los requisitos de diseño. He visto innumerables fallos prematuros cuando se pasa por alto este factor.
Las consideraciones medioambientales incluyen:
- Rango de temperatura (extremos alto y bajo)
- Exposición a humedad o niebla salina
- Exposición química (productos de limpieza, aceites, ácidos, etc.)
- Exposición a los rayos UV y a la intemperie
- Exposición a polvo, arena o partículas
Por ejemplo, una bisagra estándar de acero inoxidable puede parecer suficiente para una aplicación en exteriores, pero sin una bisagra específica de acero inoxidable no es suficiente. pasivación4 tratamiento y la selección del grado adecuado, aún podría corroerse prematuramente en entornos marinos.
Selección de materiales para bisagras a medida
La selección de materiales es quizá la ventaja más significativa que ofrecen las bisagras a medida frente a las opciones estándar. Mientras que las bisagras estándar suelen estar disponibles en una gama limitada de materiales (normalmente latón, acero o acero inoxidable), las bisagras personalizadas pueden fabricarse prácticamente con cualquier material mecanizable.
Metales y aleaciones
Cada metal aporta propiedades únicas a las aplicaciones de bisagras:
| Material | Puntos fuertes | Limitaciones | Mejores aplicaciones |
|---|---|---|---|
| Acero inoxidable 304 | Buena resistencia a la corrosión, fuerte, rentable | No apto para entornos marinos | Equipamiento interior, aplicaciones de servicios alimentarios |
| Acero inoxidable 316 | Resistencia superior a la corrosión, excelente para entornos marinos | Coste superior al 304 | Equipos marinos, instalaciones exteriores, procesamiento químico |
| Aluminio | Ligero, buena relación resistencia/peso | Menos resistente al desgaste que el acero | Aeroespacial, equipos portátiles |
| Latón | Autolubricante, decorativo, antimicrobiano | Resistencia inferior a la del acero | Aplicaciones arquitectónicas, herrajes decorativos |
| Titanio | Excepcional relación resistencia/peso, biocompatible | Muy caro, difícil de mecanizar | Dispositivos médicos, aeroespacial, aplicaciones de alto rendimiento |
En PTSMAKE, hemos adquirido experiencia en el mecanizado CNC de estos metales para bisagras personalizadas, lo que nos permite optimizar la selección de materiales en función de los requisitos exactos de la aplicación, en lugar de conformarnos con lo que hay disponible en el mercado.
Plásticos de ingeniería
Para aplicaciones que requieren aislamiento eléctrico, resistencia química o reducción de peso, los plásticos técnicos ofrecen excelentes alternativas a los metales:
| Material plástico | Propiedades clave | Aplicaciones ideales |
|---|---|---|
| Acetal (POM) | Alta rigidez, baja fricción, buena resistencia a la fatiga | Mecanismos de precisión, equipos alimentarios |
| PEEK | Resistencia a temperaturas extremas, excelente resistencia química | Entornos químicos agresivos, aplicaciones de alta temperatura |
| Nylon relleno de PTFE | Autolubricante, buena resistencia al desgaste | Aplicaciones que requieren un mantenimiento mínimo |
| Materiales compuestos reforzados con fibra de vidrio | Alta resistencia, ligero, no conductor | Armarios eléctricos, entornos corrosivos |
Un cliente industrial necesitaba bisagras para armarios eléctricos en un entorno altamente corrosivo de una fábrica de papel. Las bisagras metálicas estándar fallaban en cuestión de meses debido a la dureza del entorno químico. Desarrollamos bisagras personalizadas de poliamida rellena de vidrio que han durado años sin degradarse.
Diseños especializados de bisagras para funciones específicas
Las bisagras estándar suelen cumplir funciones básicas de apertura y cierre, pero las bisagras a medida pueden incorporar características especializadas para resolver problemas de diseño complejos.
Bisagras de cierre automático y movimiento controlado
Cuando su aplicación requiere un movimiento controlado o capacidades de posicionamiento específicas, las bisagras a medida ofrecen soluciones que los productos estándar no pueden ofrecer:
- Diseños con muelle - Crea una fuerza de cierre constante para aplicaciones que necesitan la función de autocierre
- Bisagras de fricción - Mantiene la posición en cualquier ángulo, ideal para pantallas de visualización y componentes ajustables
- Bisagras - Proporcionan una respuesta táctil y un posicionamiento estable en ángulos predeterminados
- Bisagras amortiguadas - Control de la velocidad de cierre para evitar los portazos
Estos mecanismos especializados pueden calibrarse con precisión según sus necesidades, algo imposible con las opciones estándar.
Bisagras ocultas e invisibles
Para aplicaciones en las que la estética importa, las bisagras invisibles a medida proporcionan líneas limpias y componentes mecánicos ocultos. Hemos diseñado numerosas soluciones de bisagras invisibles a medida que desaparecen por completo cuando están cerradas, manteniendo la integridad visual de los productos de gama alta.
Las consideraciones clave para las bisagras ocultas incluyen:
- Requisitos de resistencia de los materiales (a menudo se necesitan materiales más resistentes debido a su menor tamaño).
- Método de instalación y capacidad de ajuste
- Requisitos de espacio libre para movimiento completo
Bisagras multieje y de movimiento complejo
Las bisagras estándar suelen girar en torno a un solo eje. Las bisagras personalizadas pueden incorporar varios puntos de giro para crear trayectorias de movimiento complejas:
- Bisagras de doble acción - Permiten el movimiento en dos direcciones desde la posición cerrada
- Bisagras multibrazo - Cree trayectorias de movimiento especializadas para aplicaciones únicas
- Bisagras compuestas - Combinar diferentes tipos de movimiento en un solo mecanismo
En PTSMAKE desarrollamos una bisagra personalizada de tres ejes para un dispositivo médico robótico especializado que debía plegarse de forma compacta para su almacenamiento y, al mismo tiempo, proporcionar un posicionamiento preciso durante el funcionamiento, algo imposible de conseguir con componentes estándar.
Durabilidad y ciclo de vida
A la hora de seleccionar bisagras personalizadas, entender los requisitos del ciclo de vida previsto garantiza la elección de los materiales y las características de diseño adecuados.
Resistencia al desgaste y longevidad
Las bisagras personalizadas pueden diseñarse con características específicas de resistencia al desgaste de las que carecen las bisagras estándar:
- Superficies de apoyo especializadas (casquillos de bronce, camisas de PTFE, etc.)
- Superficies de desgaste endurecidas mediante tratamiento térmico o cementación en caja
- Componentes de desgaste sustituibles para prolongar la vida útil
- Sistemas de lubricación integrados o materiales autolubricantes
He trabajado con fabricantes que antes sustituían las bisagras estándar cada pocos meses en aplicaciones de ciclo alto. Al diseñar bisagras personalizadas con pasadores endurecidos y casquillos reemplazables, ampliamos los intervalos de servicio a años en lugar de meses.
Requisitos de mantenimiento
Las bisagras personalizadas pueden diseñarse para minimizar o simplificar el mantenimiento:
- Diseños sellados que evitan la contaminación
- Puertos de engrase para mantenimiento sin desmontaje
- Diseños modulares que permiten la sustitución parcial de los componentes desgastados
Estas características no sólo prolongan la vida útil, sino que también reducen los tiempos de inactividad y los costes de mantenimiento.
Integración con los componentes circundantes
Una ventaja que a menudo se pasa por alto de las bisagras a medida es su capacidad para integrarse perfectamente con los componentes circundantes, eliminando la necesidad de adaptadores o modificaciones.
Configuraciones de montaje
Las bisagras personalizadas pueden incorporar características de montaje diseñadas específicamente para su aplicación:
- Bridas de montaje integradas que se adaptan a su patrón de tornillos exacto
- Métodos de montaje especializados (pestañas de soldadura, compatibilidad con ranuras en T, etc.)
- Interfaces avellanadas o de fijaciones especializadas
Para un cliente que fabrica armarios especializados, diseñamos bisagras personalizadas con bridas de montaje que se adaptaban perfectamente a su proceso de montaje automatizado existente, eliminando los pasos de alineación manual y reduciendo el tiempo de montaje en 40%.
Gestión de cables
Para aplicaciones electrónicas, las bisagras personalizadas pueden integrar funciones de gestión de cables:
- Diseños de pasador hueco que permiten que los cables pasen por el punto de giro
- Canales de cables y características de alivio de tensión
- Protección de cables integrada para evitar pellizcos
Integración estética
Cuando la apariencia importa, las bisagras a medida pueden diseñarse para complementar la estética de su producto:
- Acabados personalizados a juego con su producto (anodizado especializado, recubrimiento en polvo, etc.)
- Bordes redondeados y elementos de diseño que se adaptan al lenguaje de diseño de su producto
- Detalles de diseño o logotipos específicos de la marca
Consideraciones sobre los costes: Más allá del precio
Aunque las bisagras personalizadas suelen tener un coste inicial más elevado que las opciones estándar, el coste total de propiedad suele favorecer las soluciones personalizadas para aplicaciones especializadas.
Costes iniciales frente a costes de por vida
A la hora de evaluar los costes, hay que tener en cuenta:
- Costes de instalación (a menudo inferiores con bisagras personalizadas específicas para cada aplicación)
- Costes de mantenimiento durante el ciclo de vida del producto
- Frecuencia de sustitución en comparación con las bisagras estándar
- Reclamaciones de garantía e impacto en la satisfacción del cliente
Un fabricante con el que trabajé se mostró inicialmente reticente ante el precio de unas bisagras personalizadas que costaban tres veces más que sus bisagras estándar. Sin embargo, tras calcular la reducción del tiempo de instalación, la eliminación de fallos sobre el terreno y la prolongación de la vida útil, descubrieron que la solución personalizada reducía los costes totales en más de 60% a lo largo del ciclo de vida del producto.
Consideraciones sobre el volumen de producción
La rentabilidad de las bisagras a medida varía considerablemente en función del volumen de producción:
| Volumen de producción | Consideraciones sobre las bisagras a medida |
|---|---|
| Bajo volumen (prototipo/lote pequeño) | Las bisagras a medida mecanizadas por CNC ofrecen bajos costes de preparación pero mayores costes por unidad, ideales para pruebas o |
¿Cómo mejora el mecanizado CNC la precisión de las bisagras personalizadas?
¿Alguna vez ha tenido problemas con bisagras que no se alinean correctamente o se desgastan con demasiada rapidez? ¿O ha visto cómo se combaba una puerta bellamente diseñada debido a tolerancias imprecisas de las bisagras? Estos problemas frustrantes pueden comprometer tanto la funcionalidad como la estética de sus proyectos.
El mecanizado CNC mejora drásticamente la precisión de las bisagras personalizadas gracias a la consistencia controlada por ordenador, las tolerancias a nivel de micras y las capacidades avanzadas de procesamiento de materiales. Esta tecnología elimina el error humano al tiempo que permite geometrías complejas y acabados superficiales superiores que los métodos de fabricación tradicionales simplemente no pueden lograr.

La vanguardia tecnológica del mecanizado CNC de bisagras
Cuando se trata de crear bisagras personalizadas de alto rendimiento, la precisión no es negociable. En mi experiencia trabajando con equipos de ingeniería de diversos sectores, he descubierto que el mecanizado CNC ofrece varias ventajas claras para la fabricación de bisagras que los métodos tradicionales simplemente no pueden igualar.
Precisión y uniformidad micrométricas
El mecanizado CNC ofrece resultados uniformes en todas las series de producción, algo crucial para unas bisagras que deben funcionar a la perfección durante miles de ciclos. Las modernas máquinas CNC pueden conseguir tolerancias tan ajustadas como ±0,005 mm (0,0002 pulgadas), lo que resulta esencial a la hora de crear bisagras. restricciones cinemáticas5 en los mecanismos de bisagra.
El impacto de esta precisión se hace evidente al examinar las métricas de rendimiento de las bisagras mecanizadas por CNC:
| Factor de rendimiento | Métodos convencionales | Mecanizado CNC |
|---|---|---|
| Tolerancia dimensional | ±0,05 mm - ±0,1 mm | ±0,005 mm - ±0,02 mm |
| Acabado superficial | 3,2-6,3 μm Ra | 0,8-1,6 μm Ra |
| Consistencia del ciclo | Variable | >99,8% |
| Vida útil | 5.000-10.000 ciclos | 25.000-100.000+ ciclos |
Este nivel de precisión se traduce directamente en un funcionamiento más suave, un menor desgaste y una mayor vida útil de la bisagra. En PTSMAKE, nuestros clientes del sector aeroespacial valoran especialmente esta consistencia cuando encargan bisagras personalizadas para aplicaciones críticas en las que el fallo no es una opción.
Versatilidad y optimización de materiales
El mecanizado CNC brilla por su capacidad para trabajar con prácticamente cualquier material mecanizable, lo que permite a los ingenieros seleccionar el material óptimo para aplicaciones específicas de bisagras:
- Aleaciones de aluminio - Excelente para aplicaciones ligeras que requieren una buena resistencia a la corrosión
- Acero inoxidable - Ideal para bisagras de uso alimentario o médico que requieren resistencia y limpieza
- Latón - A menudo seleccionada para bisagras decorativas con propiedades antimicrobianas naturales
- Plásticos técnicos - Perfecto para aplicaciones no conductoras o químicamente resistentes
La precisión del mecanizado CNC nos permite aprovechar al máximo las propiedades de estos materiales. Por ejemplo, al mecanizar bisagras de titanio para dispositivos médicos, podemos controlar con precisión los parámetros de corte para evitar el endurecimiento por deformación y mantener al mismo tiempo la biocompatibilidad y resistencia del material.
Geometrías complejas y funciones integradas
La fabricación tradicional de bisagras suele requerir múltiples procesos y pasos de montaje. El mecanizado CNC puede integrar características complejas en una sola configuración, mejorando tanto la precisión como la eficiencia:
Sistemas de clavijas integrados
Las modernas máquinas CNC de 5 ejes pueden crear complejos alojamientos para pasadores y sistemas de retención directamente en el cuerpo de la bisagra. Esta integración elimina los problemas de desalineación del ensamblaje y aumenta la integridad estructural.
Mecanismos de tope personalizados
El mecanizado de precisión permite crear mecanismos de tope integrados con limitaciones angulares exactas. En lugar de añadir componentes independientes, estas características pueden mecanizarse directamente en el cuerpo de la bisagra, garantizando una alineación y un funcionamiento perfectos.
Características de reducción de peso
Para aplicaciones en las que el peso es importante (aeroespacial, automoción de alto rendimiento), el mecanizado CNC puede crear cavidades internas y una optimización estructural que serían imposibles con los métodos de fabricación convencionales.
Impacto en las métricas de rendimiento de las bisagras
Las ventajas de precisión del mecanizado CNC se traducen directamente en mejoras cuantificables del rendimiento de las bisagras personalizadas:
Reducción de la fricción y el desgaste
La calidad de la superficie desempeña un papel fundamental en el rendimiento de las bisagras. El mecanizado CNC suele producir acabados superficiales entre 0,8-1,6 μm Ra (rugosidad media), significativamente más suaves que los métodos convencionales. Esto afecta directamente:
- Fricción operativa - Las superficies más lisas reducen la resistencia durante el funcionamiento
- Patrones de desgaste - Incluso las imperfecciones microscópicas pueden convertirse en puntos de inicio del desgaste
- Eficacia de la lubricación - Las texturas superficiales controladas con precisión pueden optimizar la retención de lubricante
Cuando fabricamos bisagras a medida para aplicaciones robóticas, esta reducción de la fricción se traduce en un menor consumo de energía y generación de calor durante el funcionamiento, factores críticos en los sistemas alimentados por batería.
Mejor distribución de la carga
La precisión del mecanizado CNC garantiza unas superficies de contacto perfectamente alineadas dentro de los conjuntos de bisagra. Esta alineación optimiza la distribución de la carga por toda la superficie de apoyo en lugar de concentrar la tensión en puntos elevados.
En términos prácticos, esto significa:
- Mayor capacidad de carga sin deformación
- Funcionamiento más uniforme durante toda la vida útil de la bisagra
- Reducción del riesgo de fallos catastróficos bajo cargas máximas
Para un cliente del sector de la automoción, el cambio a bisagras personalizadas mecanizadas por CNC para una aplicación de capó aumentó la capacidad de carga en 35%, al tiempo que redujo la frecuencia de mantenimiento necesaria.
Control de movimiento mejorado
La precisión CNC permite un control exacto de la dinámica de rotación de la bisagra:
- Espacios libres controlados - Se pueden mantener distancias de hasta 0,02 mm.
- Geometrías de pivote optimizadas - Perfiles de pivote personalizados para características de movimiento específicas
- Amortiguación integrada - Las características mecanizadas con precisión pueden controlar la velocidad de apertura/cierre
Estas capacidades han demostrado ser especialmente valiosas en aplicaciones de electrónica de consumo, donde la "sensación" del movimiento de una bisagra influye significativamente en la percepción de la calidad del producto por parte del usuario.
Estudio de caso: Transformación de precisión
Un proyecto reciente de PTSMAKE demuestra el impacto transformador del mecanizado CNC en la precisión de las bisagras. Un fabricante de equipos médicos experimentaba irregularidades en el rendimiento de las bisagras de fabricación tradicional de sus equipos de diagnóstico por imagen. Los problemas incluían:
- Fuerza de apertura incoherente
- Desalineación gradual durante el uso
- Desgaste prematuro que requiere sustituciones frecuentes
Con la transición a bisagras personalizadas mecanizadas por CNC, lo conseguimos:
- Coherencia dimensional de ±0,01 mm en todas las interfaces críticas
- Características de autocentrado integradas mecanizadas directamente en los componentes de la bisagra
- Acabados superficiales inferiores a 1,2 μm Ra en todas las superficies de apoyo.
Los resultados fueron significativos:
| Métrica de rendimiento | Antes de la implantación del CNC | Tras la implantación del CNC |
|---|---|---|
| Vida útil | 8-12 meses | >36 meses |
| Deriva de alineación | Hasta 2,5 mm | <0,3 mm |
| Variación de la fuerza de apertura | ±15% | ±3% |
| Reclamaciones de garantía | 4.2% | 0.3% |
Esta transformación demuestra cómo el mecanizado CNC no sólo mejora marginalmente el rendimiento de las bisagras, sino que puede cambiar fundamentalmente el perfil de fiabilidad de los componentes de precisión.
Ventajas de precisión específicas para cada material
Las distintas aplicaciones de bisagras requieren materiales diferentes, y el mecanizado CNC ofrece ventajas de precisión únicas para cada una de ellas:
Bisagras de acero inoxidable
Para bisagras de acero inoxidable utilizadas en aplicaciones marinas o exteriores, el mecanizado CNC permite:
- Corte preciso del hilo - Fundamental para la integración de elementos de fijación resistentes a la corrosión
- Zonas de dureza controlada - Los parámetros de mecanizado selectivo pueden mantener la ductilidad donde sea necesario
- Orientación óptima del grano - Los enfoques estratégicos de mecanizado pueden trabajar con el grano del material para obtener la máxima resistencia
Bisagras de aleación de aluminio
El aluminio presenta retos únicos que el mecanizado CNC resuelve eficazmente:
- Características de disipación del calor - Pueden integrarse aletas o canales de refrigeración de precisión
- Preparación del anodizado - Preparación de la superficie optimizada para el acabado posterior
- Optimización del grosor - Espesores de pared variables basados en el análisis de tensiones
Ingeniería Bisagras de plástico
Para aplicaciones no metálicas, el mecanizado CNC ofrece ventajas que el moldeo por inyección no puede igualar:
- Tensión interna cero - A diferencia de las piezas moldeadas, las bisagras de plástico mecanizadas no contienen tensiones internas
- Refuerzo selectivo - Secciones más gruesas sólo cuando lo exija el análisis de carga
- Integración multimaterial - Bolsillos de precisión para insertos o refuerzos
Consideraciones sobre la aplicación
Aunque el mecanizado CNC ofrece enormes ventajas de precisión para las bisagras a medida, su aplicación requiere una planificación cuidadosa:
Optimización del diseño para CNC
Para aprovechar al máximo las ventajas de la precisión CNC, los diseños de las bisagras deben optimizarse teniendo en cuenta varios factores:
- Accesibilidad de las herramientas - Garantizar que todas las características puedan ser alcanzadas por las herramientas de corte
- Coherencia de los datos - Establecimiento de puntos de referencia adecuados para las operaciones de ajuste múltiple
- Secuenciación de características - Planificar el orden de las operaciones para obtener la máxima precisión
En PTSMAKE, nuestro equipo de ingenieros trabaja en estrecha colaboración con los clientes para perfeccionar los diseños y conseguir una fabricación CNC óptima, identificando a menudo oportunidades para mejorar el rendimiento mediante pequeños ajustes de diseño.
Protocolos de verificación de la calidad
La capacidad de precisión del mecanizado CNC debe ir acompañada de métodos de inspección igualmente precisos:
- Medición en curso - Verificación dimensional durante la producción
- Evaluación de la calidad de la superficie - Análisis cuantitativo de superficies acabadas
- Pruebas funcionales - Verificación operativa en condiciones simuladas
Nuestro protocolo estándar para bisagras de precisión incluye la inspección 100% de dimensiones críticas y el control estadístico de procesos para garantizar una calidad constante en todas las series de producción.
Análisis coste-beneficio
Aunque el mecanizado CNC ofrece una precisión superior, es importante realizar un análisis exhaustivo de la relación coste-beneficio:
- Comparación del coste del ciclo de vida - Contabilización de la reducción de la sustitución y el mantenimiento
- Consideraciones sobre el volumen - Determinar el punto de cruce en el que otros métodos resultan más económicos
- Evaluación de los requisitos de rendimiento - Adaptación de las capacidades de precisión a las necesidades reales de la aplicación
En muchos casos, el mayor coste inicial de las bisagras mecanizadas por CNC se ve compensado por su mayor vida útil y mejor rendimiento. Para aplicaciones críticas, la ventaja de la precisión no es negociable, independientemente de las consideraciones económicas.
Tendencias futuras en la fabricación de bisagras CNC
Las capacidades de precisión del mecanizado CNC para bisagras a medida siguen evolucionando, con varias tendencias emergentes:
Fabricación híbrida - Combinación de CNC
¿Qué factores afectan al plazo de entrega de la producción de bisagras a medida?
¿Alguna vez ha hecho un pedido de bisagras personalizadas y se ha visto sorprendido por retrasos inesperados? ¿O se ha visto en apuros para explicar los cambios de plazos a los interesados cuando su programa de producción cambia inesperadamente? Estos problemas de plazos pueden hacer descarrilar hasta los proyectos más cuidadosamente planificados.
El plazo de entrega de la producción de bisagras a medida suele verse afectado por la complejidad del diseño, la disponibilidad de materiales, el volumen de producción, los procesos de fabricación, los requisitos de calidad y la capacidad de los proveedores. Todos estos factores determinan la rapidez con la que sus bisagras personalizadas pueden pasar del concepto a la entrega.

Comprender las variables del plazo de producción
Cuando se trata de la fabricación de bisagras a medida, el plazo de entrega puede variar significativamente en función de numerosos factores. En mi experiencia trabajando con clientes en PTSMAKE, he observado que conocer estas variables ayuda a los jefes de proyecto y a los ingenieros a establecer expectativas realistas y a planificar con mayor eficacia.
Complejidad del diseño y requisitos técnicos
La complejidad del diseño de su bisagra influye enormemente en el plazo de entrega. Las bisagras a tope sencillas con configuraciones estándar pueden fabricarse con relativa rapidez, mientras que las complejas mecanismos cinemáticos de bisagra6 con múltiples puntos de giro requieren un tiempo de ingeniería adicional y una fabricación de precisión.
La complejidad del diseño afecta al plazo de entrega de varias maneras:
Tiempo de revisión de ingeniería: Los diseños complejos requieren revisiones de ingeniería exhaustivas para garantizar la fabricabilidad. Esto puede incluir análisis de diseño para fabricación (DFM) y posibles modificaciones del diseño.
Requisitos de utillaje: Las bisagras personalizadas suelen requerir utillajes o herramientas especiales, que deben diseñarse y fabricarse antes de iniciar la producción.
Especificaciones de tolerancia: Las tolerancias más estrictas requieren un mecanizado más preciso y controles de calidad adicionales, lo que alarga el plazo de fabricación.
Necesidades de prototipos: Los diseños complejos suelen beneficiarse de las fases de creación de prototipos, que añaden tiempo pero reducen el riesgo de problemas durante la producción completa.
Por ejemplo, una bisagra a tope básica de acero inoxidable puede tardar de 2 a 3 semanas en producirse, mientras que una bisagra multieje personalizada con revestimientos especializados puede requerir de 6 a 8 semanas o más.
Selección y disponibilidad de materiales
La elección del material influye significativamente en el plazo de entrega de las bisagras personalizadas. Algunas consideraciones son:
Materiales comunes de las bisagras y su impacto en el plazo de entrega
| Tipo de material | Disponibilidad típica | Impacto del plazo de entrega | Consideraciones especiales |
|---|---|---|---|
| Acero inoxidable | Alta | Mínimo | Calidades estándar fácilmente disponibles |
| Latón | Moderado | Bajo-Medio | Puede requerir el suministro de aleaciones específicas |
| Aluminio | Alta | Mínimo | Común en stock en la mayoría de los proveedores |
| Aleaciones especiales | Bajo | Alta | A menudo requiere un pedido especial |
| Polímeros de ingeniería | Variable | Medio-Alto | Es necesario verificar las propiedades de los materiales |
| Titanio | Bajo | Alta | Opciones limitadas de proveedores, precios más elevados |
La disponibilidad de materiales fluctúa en función de las condiciones del mercado y la dinámica de la cadena de suministro mundial. Cuando trabajo con clientes en PTSMAKE, siempre recomiendo tener en cuenta la disponibilidad de materiales en las primeras fases del proceso de diseño. En algunos casos, diseñar con materiales fácilmente disponibles puede reducir significativamente los plazos de entrega en comparación con opciones exóticas.
Cantidad de producción y tamaño del lote
La cantidad del pedido desempeña un papel crucial a la hora de determinar el plazo de entrega de las bisagras a medida:
Producción de lotes pequeños: Los pedidos de 10-100 unidades suelen tener plazos de entrega absolutos más cortos, pero costes por unidad más elevados y plazos de producción por unidad relativamente más largos.
Producción de lotes medianos: Los pedidos de 100-1.000 unidades suelen conseguir mejores economías de escala, pero requieren una planificación de la producción más exhaustiva.
Producción de grandes lotes: Los pedidos superiores a 1.000 unidades suelen tener los plazos de entrega más largos, pero se benefician de flujos de trabajo de fabricación optimizados y costes unitarios más bajos.
He descubierto que muchos clientes subestiman el impacto de la cantidad en la programación. Por ejemplo, una pequeña tirada de un prototipo puede completarse en 2 o 3 semanas, mientras que la ampliación a cantidades de producción de varios miles de unidades puede alargar el plazo de entrega a 6 u 8 semanas debido a la adquisición de materiales, la programación de las máquinas y los requisitos de control de calidad.
Procesos y tecnologías de fabricación
Los métodos de fabricación específicos utilizados para producir bisagras a medida influyen significativamente en el plazo de entrega. Cada proceso tiene sus propios requisitos y limitaciones de tiempo.
Mecanizado CNC vs. Estampación vs. Fundición a presión
Los distintos métodos de fabricación ofrecen diversas compensaciones entre precisión, capacidad de volumen y plazo de entrega:
Mecanizado CNC:
- Ofrece gran precisión y flexibilidad
- Ideal para volúmenes bajos y medios
- Tiempo de preparación: 1-2 semanas
- Velocidad de producción: Más lenta para geometrías complejas
- Ideal para: Prototipos y componentes de precisión
Estampación de metales:
- Requiere inversión en herramientas (2-4 semanas para la creación de herramientas)
- Altas velocidades de producción una vez completado el utillaje
- Económico para grandes volúmenes
- Complejidad de diseño limitada en comparación con CNC
- Ideal para: Diseños de bisagras relativamente sencillos y de gran volumen
Fundición a presión:
- Mayor plazo de entrega inicial del utillaje (4-6 semanas)
- Excelente para geometrías complejas en grandes volúmenes
- Producción muy rápida una vez que las herramientas están listas
- Ideal para: Diseños complejos necesarios en grandes cantidades
En PTSMAKE, evaluamos cada proyecto para determinar el enfoque de fabricación óptimo en función de los requisitos de diseño, las necesidades de volumen y las limitaciones de tiempo. A veces, los enfoques híbridos son los que mejor funcionan: utilizar el mecanizado CNC para la producción inicial y desarrollar herramientas de estampación para la fabricación a largo plazo.
Procesos secundarios y requisitos de acabado
Las bisagras a medida suelen requerir un procesamiento adicional más allá de las operaciones de conformado primario:
- Tratamiento térmico: Añade de 3 a 7 días para reforzar determinados materiales
- Acabado de superficies: Procesos como el anodizado (aluminio) o el chapado añaden de 5 a 10 días.
- Pasivación: Requerido para acero inoxidable, añade 2-4 días
- Montaje: Las bisagras multicomponente requieren más tiempo de montaje
- Pruebas: Las pruebas de carga o las pruebas cíclicas para aplicaciones críticas añaden de 1 a 5 días
Estas operaciones secundarias suelen pasarse por alto en las estimaciones iniciales de plazos, pero pueden afectar significativamente a las fechas finales de entrega. Por ejemplo, una bisagra de acero inoxidable aparentemente sencilla que requiera pasivado, aplicación de lubricante especializado y pruebas funcionales podría tener entre 7 y 10 días de plazo adicional más allá del proceso de fabricación básico.
Requisitos de control de calidad y pruebas
El nivel de garantía de calidad requerido para sus bisagras a medida influirá directamente en el plazo de entrega. Los requisitos de calidad más estrictos requieren puntos de inspección adicionales y, posiblemente, procedimientos de ensayo.
Protocolos de inspección y su impacto temporal
Los distintos regímenes de control de calidad añaden distintas cantidades de tiempo al proceso de producción:
- Inspección visual estándar: Impacto mínimo (horas)
- Verificación dimensional (muestreo): 1-2 días
- 100% Inspección dimensional: 3-7 días dependiendo del volumen
- Requisitos de certificación de materiales: Pueden añadirse 1-2 semanas si se necesitan pruebas especializadas
- Pruebas funcionales: Las pruebas de carga, las pruebas cíclicas y las pruebas ambientales pueden requerir entre 1 y 2 semanas más.
En sectores regulados como el aeroespacial o el de dispositivos médicos, los requisitos de documentación y trazabilidad añaden pasos de verificación adicionales. He trabajado con fabricantes de dispositivos médicos cuyas bisagras requerían una trazabilidad completa desde la materia prima hasta el producto acabado, lo que añadía casi dos semanas al plazo de producción en comparación con proyectos comerciales similares.
Capacidad de los proveedores
No todos los fabricantes disponen de las mismas capacidades, equipos o medios. Estas diferencias afectan significativamente a los plazos de entrega de las bisagras personalizadas.
Capacidad de producción y programación
La capacidad de producción de los proveedores afecta directamente a la rapidez con la que puede procesarse su pedido:
- Disponibilidad de equipos: Los equipos de alta demanda pueden tener retrasos en la programación
- Especialización de la mano de obra: Los proyectos complejos requieren técnicos cualificados que pueden ser recursos limitados
- Priorización de la producción: Algunos proveedores dan prioridad a los grandes pedidos o a los clientes a largo plazo
- Factores estacionales: Muchos fabricantes experimentan fluctuaciones estacionales de capacidad
En PTSMAKE, mantenemos una capacidad de fabricación flexible específicamente para dar cabida a proyectos personalizados urgentes. Sin embargo, he observado que, en todo el sector, los plazos de entrega pueden aumentar entre un 30 y un 50% durante las temporadas altas de fabricación (normalmente, los periodos previos a las vacaciones y el final del año fiscal en muchos sectores).
Consideraciones geográficas y logísticas
La ubicación física de su proveedor introduce varias variables en el plazo de entrega:
- Producción nacional frente a producción extraterritorial: La fabricación en el extranjero puede ofrecer ventajas económicas, pero suele añadir entre 2 y 4 semanas sólo en el tiempo de envío.
- Despacho de aduanas: Los envíos internacionales requieren tramitación aduanera, lo que añade retrasos imprevisibles
- Barreras de comunicación: Las diferencias horarias y las barreras lingüísticas pueden alargar los ciclos de revisión técnica.
- Métodos de envío: Las decisiones sobre flete aéreo o marítimo afectan drásticamente a los plazos de entrega
Trabajar con un proveedor que ofrezca capacidad de fabricación nacional para proyectos urgentes y, al mismo tiempo, opciones de fabricación en el extranjero para grandes series de producción que requieran costes, proporciona la mayor flexibilidad.
Estrategias para minimizar los plazos de entrega
Basándome en mi experiencia trabajando con cientos de proyectos de bisagras personalizadas, he desarrollado varias estrategias prácticas para ayudar a los clientes a minimizar los plazos de entrega.
Optimización del diseño para una fabricación eficiente
La aplicación de los principios del diseño para la fabricación (DFM) en una fase temprana del desarrollo puede reducir considerablemente los plazos de entrega:
- Normalizar cuando sea posible: Utilización de dimensiones y características estándar que no comprometan la función.
- Diseño para equipos disponibles: Crear diseños que aprovechen la maquinaria existente del fabricante
- Estrategia de selección de materiales: Elegir materiales fácilmente disponibles siempre que sea posible
- Especificación de tolerancia: Sólo se especifican tolerancias estrictas cuando son funcionalmente necesarias
- Consolidar piezas: Reducción de los requisitos de montaje mediante la combinación de componentes siempre que sea posible.
Estas optimizaciones de diseño pueden reducir el plazo de fabricación en 15-30% en muchos casos. En PTSMAKE, nuestro equipo de ingenieros realiza revisiones periódicas del diseño para identificar estas oportunidades.
Comunicación y documentación eficaces
Una comunicación clara reduce considerablemente los retrasos causados por malentendidos:
- Planos técnicos completos: Incluidas todas las dimensiones y especificaciones críticas
- Requisitos materiales: Especificar claramente las calidades de los materiales y las alternativas
- Expectativas de calidad: Documentación previa de los requisitos de inspección
- Hitos cronológicos: Establecer hitos de producción y puntos de control claros
He visto proyectos retrasarse semanas simplemente porque el material
¿Pruebas de calidad y certificación en la fabricación de bisagras a medida?
¿Alguna vez ha recibido bisagras personalizadas que fallaron durante la instalación o poco después de desplegarse? ¿O ha pasado incontables horas resolviendo problemas causados por componentes de calidad inferior? Las pruebas de calidad no son sólo una casilla de verificación final: marcan la diferencia entre el éxito de un proyecto y costosos fracasos.
Las pruebas de calidad y la certificación en la fabricación de bisagras personalizadas implican protocolos de inspección sistemáticos, pruebas de rendimiento en condiciones reales y el cumplimiento de las normas del sector. Unas pruebas eficaces identifican los posibles fallos antes de su implantación, garantizando que las bisagras cumplan los requisitos específicos de la aplicación y funcionen de forma fiable a lo largo de su ciclo de vida previsto.

El papel fundamental de las pruebas de calidad en la fabricación de bisagras
Las pruebas de calidad no son sólo un paso más en el proceso de fabricación, sino la base de una producción fiable de bisagras a medida. Durante mi carrera en PTSMAKE, he observado que los proyectos de mayor éxito siempre incorporan protocolos de pruebas exhaustivos. Estos protocolos sirven de barandilla que impide que los productos defectuosos lleguen a los clientes.
Las pruebas comienzan con las materias primas y continúan durante todo el proceso de producción. Cuando los fabricantes verifican la calidad de los materiales antes de la producción, evitan eficazmente que se produzcan muchos problemas potenciales más adelante. Por ejemplo, las pruebas de la composición química y las propiedades mecánicas de los metales pueden revelar si soportarán las tensiones de aplicaciones específicas.
Métodos de ensayo destructivos frente a no destructivos
Existen dos enfoques principales para las pruebas de calidad en la fabricación de bisagras a medida:
Pruebas destructivas: Consiste en probar las bisagras hasta el punto de rotura para determinar su resistencia y durabilidad máximas. Aunque esto implica sacrificar algunas muestras, proporciona datos cruciales sobre los límites de rendimiento.
Ensayos no destructivos (END): Estos métodos evalúan las propiedades sin dañar las bisagras, lo que permite la inspección 100% en entornos de producción.
La elección entre estos métodos depende de varios factores, como el volumen de producción, las limitaciones de costes y los requisitos de la aplicación. En la práctica, la mayoría de los fabricantes utilizan una combinación de ambos métodos para lograr un control de calidad óptimo.
Técnicas comunes de ensayo no destructivo para bisagras
| Método de ensayo | Qué detecta | Lo mejor para |
|---|---|---|
| Inspección visual | Defectos superficiales, problemas de acabado | Controles de calidad rápidos |
| Verificación dimensional | Desviaciones de tamaño y tolerancia | Garantizar un ajuste adecuado |
| Pruebas de rayos X | Defectos estructurales internos | Bisagras complejas |
| Pruebas ultrasónicas | Grietas o huecos ocultos | Aplicaciones críticas de seguridad |
| Inspección por partículas magnéticas | Grietas superficiales/próximas a la superficie | Materiales ferromagnéticos |
| Inspección por líquidos penetrantes | Grietas superficiales | Materiales no porosos |
Al realizar estas pruebas, es importante establecer de antemano criterios de aceptación claros. Esto garantiza una evaluación coherente, independientemente de quién realice la inspección. En PTSMAKE hemos desarrollado protocolos de ensayo normalizados que se ajustan tanto a las normas internacionales como a los requisitos específicos de los clientes.
Parámetros de ensayo de rendimiento para bisagras a medida
Además de la inspección básica, las bisagras deben someterse a pruebas de rendimiento para verificar que funcionarán como se espera de ellas en aplicaciones reales. Las pruebas específicas dependen del tipo de bisagra y del uso previsto, pero suelen incluir:
Pruebas de carga mecánica
Las pruebas de carga simulan las fuerzas a las que se verán sometidas las bisagras durante su uso. Esto incluye:
- Pruebas de carga estática: Medición de la capacidad de una bisagra para soportar peso sin deformarse
- Pruebas de carga dinámica: Evaluación del rendimiento con cargas en movimiento
- Pruebas de sobrecarga: Determinación de los puntos de ruptura y los márgenes de seguridad
Para aplicaciones críticas, recomiendo probar las bisagras a 150-200% de su carga máxima prevista para garantizar unos márgenes de seguridad adecuados. Este enfoque nos ha ayudado a suministrar componentes excepcionalmente fiables para aplicaciones aeroespaciales y médicas.
Ensayos cíclicos para evaluar la durabilidad
La prueba de ciclo consiste en abrir y cerrar repetidamente las bisagras para simular años de uso. Esta prueba identifica:
- Patrones de desgaste
- Posibles puntos de fallo
- Requisitos de lubricación
- Vida útil prevista
El número de ciclos debe ser igual o superior al uso previsto durante la vida útil. Por ejemplo, una bisagra de puerta puede someterse a más de 100.000 ciclos, mientras que una bisagra de armario electrónico puede requerir menos ciclos pero una mayor precisión a lo largo de su vida útil.
Recientemente, fabricamos bisagras a medida para un fabricante de equipos médicos que requerían una validación de 500.000 ciclos sin fallos, cinco veces la norma del sector. Seleccionando cuidadosamente los materiales y optimizando el diseño mediante análisis de elementos finitos7En este caso, suministramos componentes que superaban este exigente requisito.
Pruebas medioambientales
Las pruebas ambientales garantizan que las bisagras funcionen de forma fiable en las distintas condiciones a las que se enfrentarán durante su uso:
- Ciclos de temperatura: Verificación del rendimiento en distintos rangos de temperatura
- Pruebas de humedad: Evaluación de la resistencia a los daños por humedad
- Pruebas de niebla salina: Evaluación de la resistencia a la corrosión
- Exposición UV: Pruebas de degradación por la luz solar (especialmente importante para aplicaciones en exteriores).
- Resistencia química: Garantizar la compatibilidad con agentes de limpieza o exposiciones ambientales
Para las aplicaciones en exteriores, he descubierto que la combinación de pruebas de niebla salina con pruebas de ciclos proporciona la evaluación más realista del rendimiento a largo plazo. Esta combinación ha demostrado ser especialmente valiosa para proyectos de infraestructuras marinas y exteriores.
Normas del sector y requisitos de certificación
El cumplimiento de las normas del sector proporciona un marco de calidad y ayuda a garantizar que las bisagras personalizadas cumplen unos requisitos mínimos de rendimiento. Las normas pertinentes varían según el sector:
Normas industriales clave para la fabricación de bisagras
- Serie ANSI/BHMA A156: Normas para herrajes arquitectónicos, incluidas las bisagras
- MIL-SPEC: Especificaciones militares para aplicaciones de defensa
- ISO 9001: Requisitos de los sistemas de gestión de la calidad
- ASTM E2068: Método de ensayo normalizado para determinar las fuerzas de funcionamiento y de rotura de las bisagras
- Marcado CE: Obligatorio para los productos vendidos en los mercados europeos
Para las empresas internacionales, es esencial conocer los requisitos regionales de certificación. Los distintos mercados pueden tener normas únicas que deben cumplirse antes de que los productos puedan venderse legalmente.
Certificaciones específicas de materiales
Los materiales utilizados en la fabricación de bisagras suelen requerir sus propias certificaciones:
- Conformidad RoHS: Restricción de sustancias peligrosas en aparatos electrónicos
- Cumplimiento de REACH: Regula las sustancias químicas en la UE
- Cumplimiento de la FDA: Obligatorio para bisagras utilizadas en servicios alimentarios o aplicaciones médicas.
- Resistencia al fuego: Fundamental para construir aplicaciones de hardware
Mantener certificaciones detalladas de los materiales y la trazabilidad a lo largo de la cadena de suministro es crucial. En PTSMAKE, mantenemos una completa documentación de materiales para todos los componentes, lo que nos permite responder rápidamente a cualquier consulta reglamentaria.
Implantación de procesos eficaces de control de calidad
El control de calidad no consiste sólo en probar los productos finales: es un enfoque integral que comienza con el diseño y continúa hasta la entrega.
Desarrollo del plan de control de calidad
Un plan de control de calidad eficaz para bisagras a medida debe incluir:
- Revisión del diseño: Verificación de que el diseño cumple todas las especificaciones y normas
- Verificación del material: Confirmación de que los materiales cumplen las especificaciones requeridas
- Inspección durante el proceso: Comprobación de dimensiones y características críticas durante la fabricación
- Pruebas finales: Validación de las bisagras terminadas en función de los requisitos de rendimiento
- Documentación: Mantenimiento de registros de todas las actividades relacionadas con la calidad
Para proyectos complejos, recomiendo elaborar un plan formal de garantía de calidad que defina responsabilidades, métodos de prueba, criterios de aceptación y requisitos de documentación.
Control estadístico de procesos en la fabricación de bisagras
El control estadístico de procesos (CEP) utiliza el análisis de datos para supervisar y controlar los procesos de fabricación. La implantación del SPC en la producción de bisagras ofrece varias ventajas:
- Detección precoz de la desviación del proceso antes de que se produzcan defectos
- Menor variación de las dimensiones críticas
- Mejoras de procesos basadas en datos
- Reducción de los costes de inspección mediante un muestreo selectivo
Mediante el análisis de las variables clave del proceso, los fabricantes pueden identificar posibles problemas antes de que afecten a la calidad del producto. Por ejemplo, la supervisión de los patrones de desgaste de las herramientas nos ha permitido desarrollar programas de mantenimiento predictivo que minimizan las interrupciones de la producción.
Sistemas de documentación y trazabilidad
Una documentación exhaustiva es esencial para la gestión de la calidad:
- Certificados de materiales: Documentación de las propiedades de los materiales y conformidad
- Registros de procesos: Seguimiento de los parámetros de fabricación
- Resultados de la inspección: Registro de todos los controles de calidad y mediciones
- Información sobre trazabilidad: Vinculación de los productos acabados con las materias primas y los lotes de producción
Los fabricantes modernos suelen implantar sistemas digitales de seguimiento de los componentes a lo largo de todo el proceso de producción. Estos sistemas permiten responder rápidamente a cualquier problema de calidad identificando los lotes afectados y los parámetros de producción asociados.
Problemas comunes de calidad y medidas preventivas
Comprender los posibles problemas de calidad ayuda a los fabricantes a aplicar medidas preventivas:
Defectos de acabado superficial
Los problemas de acabado superficial pueden afectar tanto a la estética como a la funcionalidad:
- Causa: Selección inadecuada de la herramienta, parámetros incorrectos de la máquina o preparación inadecuada del material.
- Prevención: Establecer especificaciones detalladas de acabado, realizar inspecciones periódicas de las herramientas y desarrollar procedimientos operativos estándar para la preparación de superficies.
- Pruebas: Utilizar rugosímetros de superficie y normas de inspección visual
Problemas de precisión dimensional
Los problemas dimensionales pueden impedir el correcto montaje o funcionamiento:
- Causa: Errores de calibrado de la máquina, desgaste de la herramienta o fijación incorrecta.
- Prevención: Mantenimiento periódico de los equipos, mediciones durante el proceso e inspección del primer artículo.
- Pruebas: Máquinas de medición por coordenadas (MMC), calibres de precisión y sistemas ópticos de medición
Defectos materiales
Los problemas de material pueden provocar fallos prematuros:
- Causa: Problemas de calidad del proveedor, manipulación inadecuada del material o contaminación ambiental.
- Prevención: Procesos de cualificación de proveedores, verificación de la certificación de materiales y procedimientos adecuados de almacenamiento.
- Pruebas: Pruebas de dureza, análisis químicos y examen de microestructuras
Problemas de rendimiento del movimiento
Los problemas de suavidad de funcionamiento pueden hacer que las bisagras resulten inadecuadas para el uso previsto:
- Causa: Lubricación inadecuada, errores de montaje o defectos de diseño.
- Prevención: Pruebas de validación del diseño, procedimientos de verificación del montaje y especificaciones de lubricación adecuadas.
- Pruebas: Pruebas de torsión, pruebas cíclicas y verificación funcional
Mediante la aplicación de sólidas medidas preventivas, los fabricantes pueden reducir significativamente los problemas de calidad y los costes asociados de reprocesamiento o sustitución.
El valor económico de las pruebas exhaustivas
Invertir en pruebas de calidad reporta importantes beneficios económicos:
Análisis coste-beneficio de las pruebas de calidad
Aunque las pruebas exhaustivas añaden costes al proceso de fabricación, suelen proporcionar un fuerte retorno de la inversión:
- Reducción de las reclamaciones de garantía: Identificar los problemas antes del envío minimiza los costosos fallos sobre el terreno
- Menores costes de reprocesado: La detección precoz de los problemas reduce
¿Pueden las bisagras a medida soportar aplicaciones industriales a alta temperatura?
¿Alguna vez ha instalado lo que creía que era una solución de bisagra perfecta, sólo para ver cómo fallaba cuando subían las temperaturas? ¿O tal vez ha malgastado valioso tiempo y recursos de producción sustituyendo bisagras deformadas, fundidas o quebradizas que no podían soportar su entorno industrial? Estas situaciones frustrantes se dan en fábricas de todo el mundo todos los días.
Sí, las bisagras a medida pueden resistir sin problemas aplicaciones industriales a altas temperaturas si se diseñan adecuadamente con materiales especializados como acero inoxidable de alta calidad, Inconel, aleaciones de titanio o cerámica avanzada, y se tienen en cuenta las dilataciones térmicas, los revestimientos y los sistemas de lubricación adecuados.
Comprender los retos de las bisagras a altas temperaturas
Cuando hablamos de "alta temperatura" en entornos industriales, normalmente nos referimos a entornos que superan los 150°C (302°F), aunque este umbral varía según el sector. En mis años de trabajo con clientes del sector manufacturero, he visto aplicaciones que van desde una exposición modesta al calor en cocinas comerciales hasta temperaturas extremas en hornos que superan los 1000 °C (1832 °F).
Los retos a los que se enfrentan las bisagras en estos entornos son múltiples. El calor no sólo pone a prueba el punto de fusión de una bisagra, sino que transforma las propiedades de los materiales de forma que pone en peligro la integridad estructural y el rendimiento funcional. Permítanme desglosar los principales retos:
Expansión y contracción térmicas
Los materiales se dilatan al calentarse y se contraen al enfriarse. Este sencillo principio se complica cuando:
- Los distintos materiales se dilatan a ritmos diferentes (medidos como coeficiente de dilatación térmica o CTE).
- Los componentes se calientan de forma desigual
- Se producen ciclos rápidos de temperatura
En un ensamblaje de varios componentes, como una bisagra, estas diferencias crean tensiones internas que pueden deformar los componentes, aflojar las fijaciones o crear atascos que impidan un funcionamiento suave.
Degradación del material
Las altas temperaturas aceleran numerosos mecanismos de degradación:
- Oxidación (especialmente en metales)
- Fluencia (deformación lenta bajo tensión)
- Fragilización
- Pérdida de resistencia a la tracción
- Desglose de lubricantes
Por ejemplo, el acero estándar empieza a perder resistencia significativa por encima de los 400 °C (752 °F), mientras que muchos plásticos se ablandan o deforman muy por debajo de los 200 °C (392 °F).
Reactividad química
El calor suele aumentar la reactividad química, lo que hace que los materiales sean más vulnerables:
- Corrosión
- Reacciones galvánicas entre metales distintos
- Reacciones con productos químicos de proceso o humos
En un proyecto de fabricación de automóviles en el que fui consultor, las bisagras cercanas a una operación de tratamiento térmico no fallaban por el calor directamente, sino por la corrosión acelerada causada por la combinación de altas temperaturas y gases específicos del proceso.
Soluciones de materiales para bisagras de alta temperatura
La base de cualquier solución de bisagra para altas temperaturas es seleccionar el material adecuado. He aquí un análisis comparativo de los materiales que recomiendo con frecuencia:
Metales y aleaciones
| Material | Temperatura | Ventajas | Limitaciones | Mejores aplicaciones |
|---|---|---|---|---|
| Acero inoxidable (316/316L) | Hasta 870°C (1600°F) | Excelente resistencia a la corrosión, buena resistencia, ampliamente disponible | Menor resistencia a temperaturas extremas, susceptible a ciertos productos químicos | Procesado de alimentos, plantas químicas, entornos de vapor |
| Aleaciones Inconel | Hasta 1200°C (2200°F) | Excepcional retención de la fuerza, resistencia a la oxidación | Caro, difícil de mecanizar | Aeroespacial, componentes de hornos, aplicaciones nucleares |
| Aleaciones de titanio | Hasta 600°C (1100°F) | Excelente relación resistencia/peso, resistencia a la corrosión | Coste, disponibilidad limitada de grados especializados | Aplicaciones ligeras con exposición moderada al calor |
| Aleaciones de tungsteno | Hasta 1700°C (3100°F) | Resistencia al calor extremadamente alta | Quebradizo, pesado, caro | Componentes de hornos, aplicaciones de temperaturas extremas |
Cerámica y materiales avanzados
| Material | Temperatura | Ventajas | Limitaciones | Mejores aplicaciones |
|---|---|---|---|---|
| Carburo de silicio | Hasta 1600°C (2900°F) | Dureza extrema, resistencia al desgaste | Quebradizo, requiere fabricación especializada | Mobiliario de horno, aplicaciones de alto desgaste y alto calor |
| Nitruro de silicio | Hasta 1200°C (2200°F) | Baja dilatación térmica, buena resistencia al choque térmico | Coste, complejidad en el conformado de formas complejas | Componentes de rodamientos en entornos calientes |
| Composites avanzados | Varía según la formulación | Propiedades personalizables, ahorro potencial de peso | Resistencia a la temperatura a menudo limitada en comparación con los metales y la cerámica | Aplicaciones especializadas que requieren combinaciones de propiedades únicas |
En PTSMAKE, he descubierto que la mayoría de las aplicaciones industriales se benefician de bisagras diseñadas a medida utilizando acero inoxidable de alta calidad o, para condiciones más extremas, superaleaciones con base de níquel como Inconel. Para clientes con requisitos de temperaturas extremas, a menudo recomendamos un enfoque híbrido con superficies de apoyo cerámicas en componentes estructurales metálicos.
Estrategias de diseño para la resistencia al calor
La selección de materiales es sólo el punto de partida. El éxito de las aplicaciones de bisagras a alta temperatura requiere enfoques de diseño especializados:
Gestión de la expansión térmica
Selección de material uniforme: Cuando sea posible, construya todos los componentes con el mismo material para garantizar una expansión uniforme.
Juntas de dilatación: Para conjuntos más grandes, incorpore huecos diseñados o elementos flexibles que acomoden el movimiento.
Puntos de montaje flotantes: Diseñe puntos de conexión que permitan un ligero movimiento en lugar de una fijación rígida.
Recientemente diseñé un sistema de bisagras a medida para un fabricante de hornos industriales en el que incorporamos pequeños insertos de grafito en puntos clave para permitir un movimiento controlado durante los ciclos térmicos, prolongando la vida útil de las bisagras en más de 300%.
Técnicas de aislamiento térmico
La gestión del calor a menudo requiere mantener el calor donde debe estar: lejos de los componentes críticos:
Protectores térmicos: Colocación estratégica de barreras reflectantes para redirigir el calor radiante.
Roturas térmicas: Incorporación de materiales de baja conductividad en puntos de unión clave.
Refrigeración activa: Para aplicaciones extremas, diseño de canales para refrigeración por aire o líquido.
Montaje de separadores: Crear distancia entre la fuente de calor y el mecanismo de bisagra.
Consideraciones sobre la lubricación
Los lubricantes estándar fallan rápidamente en entornos de alta temperatura. Las opciones que suelo recomendar incluyen:
- Lubricantes secos (grafito, disulfuro de molibdeno)
- Grasas especializadas para altas temperaturas (a menudo a base de silicona o PTFE)
- Materiales autolubricantes (bronce impregnado de aceite, determinados materiales compuestos)
Para un cliente de una acería, desarrollamos una bisagra a medida con casquillos de bronce grafitado autolubricantes que eliminaban la necesidad de mantenimiento en un entorno de 600 °C donde la lubricación estándar se habría carbonizado en cuestión de horas.
Tratamientos superficiales y revestimientos
La ingeniería de superficies proporciona otra capa de protección para las bisagras sometidas a altas temperaturas:
Recubrimientos resistentes a la oxidación
- Capas de óxido de cromo
- Revestimientos de difusión de aluminio
- Recubrimientos cerámicos especializados
Crean barreras protectoras que impiden que el oxígeno llegue al metal base y reaccione con él a altas temperaturas.
Tratamientos de cara dura
Para aplicaciones en las que el desgaste se combina con el calor:
- Recubrimientos de estelita
- Recubrimientos de carburo de wolframio
- Recubrimientos cerámicos por pulverización de plasma
Protegen contra el desgaste acelerado que suele producirse a altas temperaturas debido al reblandecimiento de los materiales.
Cementación y nitruración
Estos procesos alteran la composición superficial del propio material, creando una capa resistente al desgaste y manteniendo al mismo tiempo la tenacidad del núcleo. Varios carburación8 son especialmente eficaces para determinadas aplicaciones de alta temperatura, ya que difunden carbono en la superficie del metal para crear una capa más dura y resistente al desgaste.
Configuraciones de bisagras a medida para entornos extremos
Más allá de las consideraciones sobre materiales y superficies, el diseño físico de la propia bisagra puede optimizarse para que funcione a altas temperaturas:
Diseños de nudillos y pasadores
El diseño tradicional de bisagra de rótula y pasador sigue siendo extraordinariamente eficaz en aplicaciones de alta temperatura cuando se diseña adecuadamente:
- Mayores holguras para adaptarse a la dilatación térmica
- Pasadores sobredimensionados para mantener la resistencia a la temperatura
- Nudillos alargados para aumentar la superficie de apoyo y la disipación del calor
Adaptaciones de bisagras de piano
Las bisagras continuas distribuyen la carga y proporcionan una excelente estabilidad en aplicaciones de alta temperatura:
- Diseños segmentados que permiten la dilatación térmica manteniendo un soporte continuo
- Alternancia de materiales para crear juntas de dilatación dentro de la propia línea de bisagra
Configuraciones especiales
Algunas aplicaciones de alta temperatura se benefician de enfoques menos convencionales:
- Bisagras con cojinetes de bolas cerámicas para reducir la fricción
- Bisagras compuestas con uso estratégico de distintos materiales en distintas zonas
- Configuraciones de doble acción que reducen el agarrotamiento por dilatación térmica
Ejemplos de aplicaciones reales
Permítame compartir algunas aplicaciones específicas en las que hemos implementado soluciones personalizadas de bisagras para altas temperaturas:
Puertas de hornos industriales
Para un horno de tratamiento térmico que funciona a 900 °C (1650 °F), diseñamos un sistema de bisagras a medida con:
- Componentes estructurales de Inconel 718
- Rodamientos de nitruro de silicio
- Canales de refrigeración por agua activos en el bastidor de montaje
- Lubricación seca con disulfuro de molibdeno
Este sistema ha funcionado ininterrumpidamente durante más de cinco años sin ser sustituido, lo que supone una mejora significativa con respecto a la solución anterior, que requería un mantenimiento trimestral.
Equipos de fabricación de vidrio
Un fabricante de vidrio necesitaba bisagras para puertas de acceso en hornos de recocido que funcionan a 600 °C (1100 °F):
- Construcción de acero inoxidable 310 resistente al calor
- Diámetro del pasador sobredimensionado con mayores holguras
- Tratamiento superficial con óxido de cromo
- Diseño segmentado con espacios de expansión
La solución eliminó los problemas de atascamiento que habían afectado a su diseño anterior y redujo los costes de mantenimiento en aproximadamente 40%.
Hornos de curado de pintura para automoción
Para un importante fabricante de automóviles, desarrollamos bisagras para puertas de hornos de curado de pintura que funcionan a 200 °C (392 °F):
- Construcción de acero inoxidable 316
- Superficies de apoyo recubiertas de PTFE
- Protectores térmicos integrados
- Soportes especiales con rotura de puente térmico para evitar la transferencia de calor a la estructura del edificio
Esta aplicación a temperaturas relativamente moderadas ilustra un punto importante: incluso a temperaturas más bajas, un diseño especializado puede mejorar drásticamente el rendimiento y la vida útil.
Métodos de ensayo y validación
Desarrollar bisagras fiables para altas temperaturas exige pruebas rigurosas. Cuando trabajo con clientes en soluciones personalizadas, suelo recomendar:
- Pruebas de ciclos térmicos: Calentamiento y enfriamiento repetidos en el intervalo de temperatura previsto para detectar problemas de dilatación/contracción.
El enlace ofrece una explicación exhaustiva y ejemplos visuales de instalaciones empotradas. ↩
El enlace ofrece una definición detallada y ejemplos de oxidación en química. ↩
El enlace dirige a un artículo que ofrece información detallada sobre la polieteretercetona (PEEK), incluidas sus propiedades y aplicaciones. ↩
El enlace lleva a una explicación exhaustiva de la pasivación, un proceso que mejora la resistencia a la corrosión de metales como el acero inoxidable creando una capa protectora de óxido en su superficie. ↩
La cita ofrece una visión detallada de las restricciones cinemáticas cruciales para la precisión en el funcionamiento de las bisagras. ↩
La cita explica intrincados mecanismos cinemáticos, destacando los retos de ingeniería y la precisión de fabricación necesaria. ↩
La cita aclara el análisis de elementos finitos, crucial para diseñar componentes que cumplan rigurosas normas de rendimiento. ↩
La cita detalla la carburación, esencial para comprender la mejora de la resistencia al desgaste en aplicaciones de alta temperatura. ↩






