

¿Alguna vez ha tenido que retrasar un proyecto porque sus piezas personalizadas tardaban semanas en llegar? ¿O ha tenido que luchar contra una calidad irregular que obligaba a rediseñar las piezas en el último minuto? Estas frustraciones son más graves cuando se acercan los plazos y los presupuestos se reducen. Los perfiles de aluminio prometen eficacia, pero los proveedores poco fiables suelen convertir las posibles soluciones en nuevos quebraderos de cabeza.
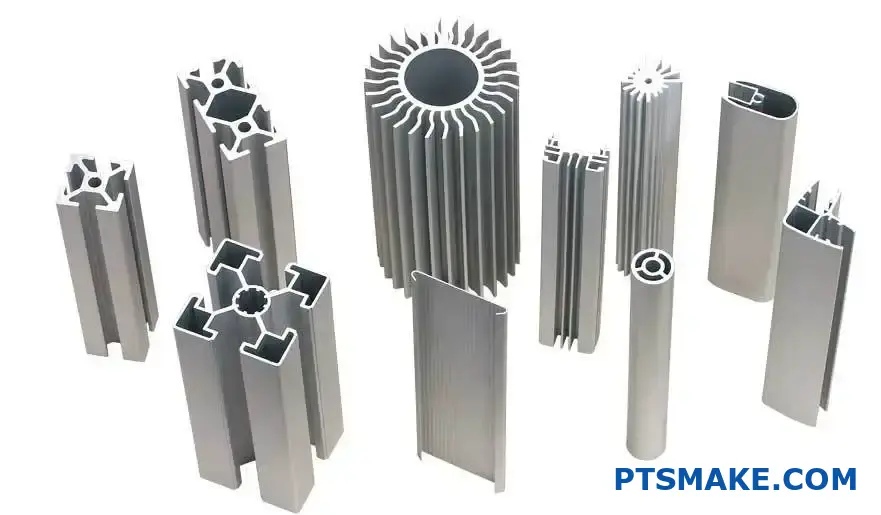
Un perfil de aluminio es una extrusión metálica moldeada creada forzando aluminio calentado a través de una matriz. Estos componentes ligeros y resistentes a la corrosión forman armazones estructurales en industrias como la automovilística, la aeroespacial y la robótica.

Se podría pensar que todos los perfiles de aluminio son intercambiables, hasta que una tolerancia desajustada hace descarrilar la cadena de montaje. ¿La verdad? No todos los proveedores saben cómo influyen los grados de aleación, los tratamientos superficiales y las propiedades térmicas en el rendimiento real. Veamos qué hace que los perfiles de aluminio funcionen (o fallen) en aplicaciones críticas y cómo evitar costosos errores.
¿Qué resistencia tiene un perfil de aluminio?
¿Alguna vez ha diseñado un producto y ha descubierto que la estructura de aluminio se dobla bajo cargas inesperadas? O peor aún, ¿se ha enfrentado a costosos retrasos porque la resistencia del material no coincidía con sus cálculos? Estas frustraciones no son sólo un inconveniente, sino que dejan al descubierto lagunas críticas en la comprensión de lo que los perfiles de aluminio pueden soportar realmente.
Los perfiles de aluminio alcanzan resistencias que oscilan entre 70 MPa y 600 MPa, dependiendo de la composición de la aleación, los procesos de templado y el diseño estructural. Su relación resistencia-peso suele superar a la del acero en aplicaciones que exigen una durabilidad ligera, pero solo cuando se diseñan correctamente.

Desglose de la resistencia de los perfiles de aluminio
1. La ciencia detrás del metal
El aluminio obtiene su fuerza de la unión atómica y movimiento de dislocación1. El aluminio puro es blando, pero la adición de elementos como el magnesio o el silicio altera estas dislocaciones, endureciendo el material. Por ejemplo:
| Serie Alloy | Elementos clave | Resistencia típica a la tracción (MPa) | Aplicaciones comunes |
|---|---|---|---|
| 6000 | Mg, Si | 150-310 | Estructuras |
| 7000 | Zn | 350-600 | Componentes aeroespaciales |
| 1000 | Ninguno (99%+ Al) | 70-110 | Embellecedores decorativos |
En PTSMAKE hemos mecanizado perfiles de estas aleaciones para robótica y dispositivos médicos. Un proyecto reciente requería un brazo de aluminio 7075-T6 para un robot industrial, que debía soportar tensiones de 480 MPa y pesar 40% menos que las alternativas de acero.
2. Cómo la geometría multiplica la fuerza
La forma de un perfil no es sólo estética:
- Hueco vs. Sólido: Las secciones huecas reducen el peso sin sacrificar la rigidez. Un perfil hueco de 50x50 mm resiste la flexión 3,2 veces mejor que una varilla maciza de igual peso.
- Colocación de las costillas: Las nervaduras colocadas estratégicamente (tan finas como 1,5 mm en nuestros prototipos mecanizados por CNC) pueden aumentar la rigidez torsional en 70%.
3. La debilidad oculta: Factores térmicos y químicos
La resistencia del aluminio disminuye en 15-25% a 150°C. Una vez rediseñamos el soporte de un sensor de automoción tras descubrir que el calor ambiental del motor reblandecía el perfil 6061-T6 original. Del mismo modo, los ambientes salinos aceleran la corrosión a menos que estén anodizados o recubiertos, una lección aprendida de los proyectos de robótica costera.
4. Métodos de ensayo que importan
No te fíes sólo de los valores de la hoja de datos:
- Pruebas de dureza: Rápido pero superficial (por ejemplo, escala Brinell)
- Pruebas de tracción: Revela el verdadero límite elástico y la resistencia a la rotura
- Pruebas de fatiga: Crítico para piezas sometidas a cargas cíclicas
Nuestro laboratorio utiliza la correlación digital de imágenes para cartografiar la distribución de tensiones, una técnica que puso al descubierto trayectorias de carga desiguales en el armazón de un dron, lo que propició un rediseño que duplicó su vida útil.
5. Cuando más fuerte no es mejor
Las aleaciones de alta resistencia como la 7075 cuestan entre 2 y 3 veces más que la 6061 y son más difíciles de mecanizar. Para un proyecto de carcasa de electrónica de consumo, el cambio de 7075 a 6061 supuso un ahorro de 22% en costes de material sin afectar al rendimiento, ya que el diseño utilizó nervaduras inteligentes en su lugar.
¿Cuántos tipos de perfiles de aluminio existen?
¿Se ha enfrentado alguna vez a retrasos inesperados en su proyecto por haber elegido el perfil de aluminio equivocado? ¿O ha descubierto a mitad de la producción que la aleación elegida no puede soportar la capacidad de carga requerida? Estas frustraciones no son sólo un inconveniente: pueden hacer descarrilar los plazos y echar por tierra los presupuestos.
Existen cuatro métodos principales de clasificación de los perfiles de aluminio: por composición de la aleación, forma de la sección transversal, tratamiento de la superficie y aplicación industrial. Cada categoría contiene múltiples subtipos diseñados para requisitos de rendimiento y casos de uso específicos.

Clasificación de los perfiles de aluminio
Examinemos cada sistema de clasificación desde el punto de vista de las necesidades prácticas de fabricación:
1. Diferencias en la composición de las aleaciones
La serie de aleaciones de aluminio determina las propiedades fundamentales del material. En PTSMAKE trabajamos habitualmente con estos tipos clave:
| Serie | Elementos clave | Resistencia a la tracción | Uso típico |
|---|---|---|---|
| 1000 | 99%+ Al | 70-110 MPa | Embellecedores decorativos |
| 6000 | Mg + Si | 150-310 MPa | Estructuras |
| 7000 | Zn + Mg | 350-500 MPa | Componentes aeroespaciales |
La serie 6000 (especialmente 6061 y 6063) representa el 68% de los perfiles industriales debido a su óptimo equilibrio entre resistencia y conformabilidad. Sin embargo, hemos observado que muchos clientes pasan por alto las ventajas de endurecimiento por precipitación2 en aleaciones de la serie 7000 para aplicaciones de alta resistencia.
2. Opciones de geometría transversal
Las formas de los perfiles influyen directamente en la funcionalidad y la eficacia del montaje:
Formas estándar
- Perfiles de ranura en T (sistemas de entramado modular)
- Vigas en I (soporte estructural)
- Canales en U (protección de bordes)
Formas personalizadas
Recientemente hemos desarrollado un perfil hexagonal de núcleo hueco con canales de refrigeración internos para un cliente de robótica, reduciendo el peso de los componentes en 40% en comparación con las piezas de aluminio macizo.
3. Métodos de tratamiento de superficies
Los distintos acabados tienen finalidades diferentes:
| Tratamiento | Espesor | Resistencia a la corrosión | Factor de coste |
|---|---|---|---|
| Anodizado | 5-25 μm | Excelente | $$$ |
| Recubrimiento en polvo | 60-120 μm | Bien | $$ |
| Pulido mecánico | N/A | Pobre | $ |
Para proyectos de equipos médicos, solemos recomendar el electropulido, un proceso que elimina las impurezas de la superficie al tiempo que mejora resistencia microbiana2.
4. Diseños específicos para cada aplicación
Los distintos sectores requieren perfiles especializados:
Arquitectura
Sistemas de rotura de puente térmico con insertos de poliamida (conductividad térmica de 0,24 W/m-K)Automoción
Sistemas de gestión de choques con aleaciones AA7003 (absorción de energía de hasta 35 kJ)Electrónica
Carcasas con blindaje EMI y revestimientos conductores (atenuación de 60 dB a 1 GHz)
Nuestro equipo ayudó recientemente a un cliente a rediseñar su sistema de montaje de paneles solares utilizando perfiles 6063-T6, reduciendo el tiempo de instalación en 30% y manteniendo los requisitos de la certificación IEC 61215.
Factores críticos de selección
Cuando asesoramos a nuestros clientes en PTSMAKE, hacemos hincapié en tres consideraciones que a menudo se pasan por alto:
Compatibilidad con la expansión térmica
El índice de dilatación del aluminio de 23 μm/m-°C debe alinearse con los materiales unidos
Ejemplo: Las fijaciones de acero inoxidable (17 μm/m-°C) requieren compensación térmicaDescuentos por mecanizado
Tolerancias recomendadas para procesos comunes:Proceso Tolerancia (±) Fresado CNC 0,05 mm Perforación 0,1 mm Corte por láser 0,2 mm Cumplimiento de la normativa
- ASTM B221 para extrusiones en general
- AMS 4152 para aplicaciones aeroespaciales
- EN 755-9 para los mercados europeos
Nuestras instalaciones, con certificación ISO 9001, mantienen líneas de producción separadas para perfiles de grado médico (ISO 13485) y de automoción (IATF 16949) para evitar la contaminación cruzada, un detalle crucial que muchos proveedores pasan por alto.
¿Dónde se utilizan los perfiles de aluminio?
¿Se ha enfrentado alguna vez a un proyecto en el que la flexibilidad de los materiales y la integridad estructural no podían coexistir? ¿O ha luchado por equilibrar el diseño ligero con la durabilidad en aplicaciones industriales? Estos retos son habituales, pero ¿y si existiera un material que los resolviera todos?
Los perfiles de aluminio son formas extruidas que se utilizan en todos los sectores por su ligereza, resistencia a la corrosión y flexibilidad de diseño. Desde fachadas de edificios hasta bandejas de baterías de vehículos eléctricos, permiten soluciones rentables y sostenibles para necesidades de ingeniería complejas.

Industrias clave que aprovechan los perfiles de aluminio
1. Construcción y arquitectura
Los perfiles de aluminio dominan la construcción moderna por su adaptabilidad y longevidad.
Aplicaciones:
- Muros cortina y marcos de ventanas: Su resistencia a la corrosión garantiza décadas de servicio en condiciones climáticas adversas.
- Soportes estructurales: La elevada relación resistencia/peso reduce la carga sobre los edificios manteniendo la seguridad.
- Sistemas de montaje de paneles solares: Ligero pero lo suficientemente resistente como para soportar el estrés medioambiental.
En PTSMAKE, hemos suministrado perfiles de aluminio a medida para proyectos de rascacielos en Europa, consiguiendo tolerancias tan ajustadas como ±0,05 mm para un montaje sin juntas.
2. Automoción y transporte
El cambio hacia los vehículos eléctricos ha disparado la demanda de perfiles de aluminio.
Usos críticos:
| Aplicación | Grado de aluminio | Ventajas clave |
|---|---|---|
| Carcasas para baterías de vehículos eléctricos | 6061-T6 | Gestión térmica y seguridad contra colisiones |
| Componentes del chasis | 7075 | Reducción de peso sin pérdida de resistencia |
| Disipadores de calor | 6063 | Optimizado conductividad térmica3 |
Nuestro equipo ha desarrollado recientemente un sistema modular de bandejas para baterías utilizando perfiles 6061-T6, lo que ha reducido el tiempo de montaje de un cliente en 30% y el peso en 15% frente a las alternativas de acero.
3. Electrónica y robótica
En este caso, la precisión no es negociable. Los perfiles de aluminio proporcionan:
- Blindaje EMI para componentes sensibles
- Disipación de calor para procesadores de alto rendimiento
- Bastidores rígidos para robots colaborativos
Una empresa de robótica con la que colaboramos necesitaba un perfil de brazo robótico de 2 metros con 12 canales de refrigeración internos. Utilizando aluminio 6063 mecanizado por CNC, conseguimos una tolerancia de rectitud de 0,1 mm, fundamental para la precisión posicional.
4. Maquinaria industrial
La maquinabilidad del aluminio lo hace ideal para bastidores de máquinas a medida, sistemas transportadores y equipos de automatización.
Por qué los ingenieros eligen el aluminio:
- Modularidad: Los perfiles con ranuras en T permiten una rápida reconfiguración.
- Higiene: Las superficies no porosas cumplen las normas de la FDA para alimentos/farmacia.
- Rentabilidad: Menores costes de mecanizado frente al acero inoxidable.
Consideraciones sobre el diseño de perfiles de aluminio
Guía de selección de materiales
| Requisito | Aleación recomendada | Notas |
|---|---|---|
| Alta resistencia | 7075 | Grado aeroespacial, menos resistente a la corrosión |
| Compatibilidad de soldadura | 6061 | Requiere tratamiento térmico posterior a la soldadura |
| Acabado anodizado | 6063 | Uniformidad superior de la superficie |
Normas de tolerancia
- Comercial±0,5 mm (aplicaciones estructurales)
- Precisión±0,1 mm (robótica, óptica)
- Alta precisión±0,05 mm (especialidad de PTSMAKE para medicina/automoción)
Factores de sostenibilidad
Los perfiles de aluminio admiten la fabricación circular:
- 95% reciclable sin pérdida de propiedades
- Menor huella de carbono frente a la producción de material virgen
- El aligeramiento reduce las emisiones del transporte
Un estudio de 2023 demostró que el uso de perfiles de aluminio reciclado en la producción de VE reduce las emisiones del ciclo de vida en 72% en comparación con los métodos tradicionales.
¿Por qué asociarse con PTSMAKE?
- Velocidad: Plazo de entrega de 5-7 días para prototipos a través de nuestras instalaciones de Shenzhen.
- Escala: Capacidad de producción anual de más de 12.000 toneladas métricas.
- Certificaciones: Cumple las normas ISO 9001, IATF 16949 y AS9100D.
El trimestre pasado, entregamos 8.000 carcasas de aluminio mecanizadas por CNC para un fabricante alemán de dispositivos médicos, manteniendo una calidad sin defectos del 99,98% en 14 dimensiones críticas.
Desde el concepto hasta la producción, los perfiles de aluminio ofrecen una versatilidad inigualable. Tanto si está diseñando un edificio de consumo energético cero como un robot de última generación, comprender sus aplicaciones garantiza una elección de materiales más inteligente. En PTSMAKE combinamos dos décadas de experiencia en aluminio con las tecnologías más avanzadas de extrusión y mecanizado para hacer realidad sus diseños de forma rápida, precisa y rentable.
¿Cuáles son las principales normas de calidad de los perfiles de aluminio?
¿Alguna vez ha recibido perfiles de aluminio que se han deformado con un esfuerzo mínimo? ¿O se ha enfrentado a costosas repeticiones porque las dimensiones no coincidían con las especificaciones? No se trata sólo de molestias, sino de síntomas de que no se han tenido en cuenta parámetros de calidad críticos.
Los perfiles de aluminio deben cumplir estrictas normas de composición química, propiedades mecánicas, tolerancias dimensionales, acabado superficial y resistencia a la corrosión. Las principales certificaciones son ASTM B221, EN 755 e ISO 6361, que garantizan la coherencia en sectores como el aeroespacial y la automoción.

Desglose de los parámetros críticos de calidad
1. Composición química: La base del rendimiento
Las aleaciones de aluminio derivan sus propiedades de proporciones elementales precisas. Incluso pequeñas desviaciones pueden comprometer la solidez o la resistencia a la corrosión.
Elementos clave a controlar:
| Elemento | Papel en las aleaciones de aluminio | Gama aceptable (Ejemplo: 6061-T6) |
|---|---|---|
| Magnesio (Mg) | Aumenta la fuerza | 0,8-1,2% |
| Silicio (Si) | Mejora la colabilidad | 0,4-0,8% |
| Cobre (Cu) | Aumenta la dureza | 0,15-0,40% |
En PTSMAKE, utilizamos espectrómetros de emisión óptica para verificar las composiciones dentro de un margen de ±0,05% de los valores objetivo. Esta precisión evita problemas como el agrietamiento por corrosión bajo tensión en aplicaciones marinas.
2. Propiedades mecánicas: Más allá de la resistencia básica
La resistencia a la tracción y los límites elásticos son importantes, pero el rendimiento en el mundo real requiere un análisis más profundo.
El factor oculto: Exponente de endurecimiento por deformación
Esta métrica (denominada n) determina cómo distribuye el aluminio la tensión durante el conformado. A mayor n (0,25-0,35 para 6061-T6) permite curvas complejas sin agrietamiento, algo crítico para los componentes de los bastidores de automóviles.
3. Tolerancias dimensionales: Donde la precisión se encuentra con la práctica
Las tolerancias más estrictas no siempre son mejores. Considere la funcionalidad frente al coste:
| Tipo de perfil | Zonas de tolerancia crítica | Norma del sector |
|---|---|---|
| Vigas estructurales | Superficies de montaje | ±0,5 mm/m |
| Disipadores de calor | Distancia entre aletas | ±0,1 mm |
| Carriles para automóviles | Planitud transversal | ±0,2 mm en 1 m |
Para un proyecto de robótica del año pasado, conseguimos una repetibilidad de ±0,05 mm en guías de aluminio mecanizadas por CNC combinando la extrusión con el mecanizado secundario, un enfoque híbrido que redujo los costes en 18% frente a la producción completa por CNC.
4. Integridad de la superficie: Más que cosmética
Los estándares de espesor de anodizado a menudo eclipsan los defectos subsuperficiales. Nuestros controles de calidad incluyen:
- Pruebas de microdureza (80-100 HV para 6063-T5)
- Inspección por corrientes de Foucault para grietas inferiores a 0,1 mm de profundidad
- Pruebas de niebla salina superior a 1.000 horas para piezas marinas
5. La trazabilidad: La red de seguridad invisible
La fabricación moderna exige un seguimiento completo del pedigrí:
- Certificados de pruebas de laminación de tochos brutos
- Registros de lotes de tratamiento térmico
- Informes de inspección dimensional según ISO 9001
Integramos códigos QR directamente en los perfiles, lo que permite a clientes como los fabricantes de dispositivos médicos acceder a historiales completos al instante.
Cuando las normas chocan: Requisitos contradictorios
Se requiere un proyecto aeroespacial reciente:
- Tratamiento térmico AMS 2772 (envejecimiento a 140°C)
- EN 12258-3 límites químicos
- Trazabilidad AS9100
Al modificar el tratamiento térmico en solución4 y añadiendo un paso final de estirado en frío, cumplimos las tres normas sin comprometer los tiempos de ciclo.
El balance coste-calidad
| Inversión de calidad | Coste inicial | Ahorro a largo plazo |
|---|---|---|
| Troqueles de precisión | +15% | -30% tasa de desguace |
| Inspección automatizada | +8% | -45% devuelve |
| Materiales certificados | +12% | +20% vida útil del producto |
Un cliente del sector de las energías renovables ahorró $220k al año al cambiar los perfiles de aluminio de calidad comercial por otros con certificación ASTM, a pesar del aumento del coste de los materiales 10%.
Por qué la mayoría de los proveedores fracasan en la coherencia
A lo largo de más de 15 años en la fabricación de precisión, hemos identificado tres carencias sistémicas:
- Precalentamiento inadecuado de la palanquilla: Provoca una estructura irregular del grano
- Excesiva dependencia de las pruebas de final de línea: Falla la deriva del proceso
- Ignorar la humedad ambiental: Afecta al rendimiento del horno de envejecimiento
¿Nuestra solución? Supervisión del proceso en tiempo real con ajustes basados en IA, que reducen las desviaciones dimensionales en 63% en comparación con los métodos tradicionales.
¿Cómo elegir el proveedor de perfiles de aluminio adecuado?
¿Se ha enfrentado alguna vez a retrasos inesperados en un proyecto porque su proveedor de perfiles de aluminio no podía cumplir las especificaciones? ¿O ha descubierto costes ocultos después de hacer los pedidos? Estas frustraciones no son sólo inconvenientes: pueden hacer descarrilar programas de producción completos y dañar las relaciones con los clientes.
Elegir al proveedor de perfiles de aluminio adecuado requiere evaluar las capacidades técnicas, los sistemas de control de calidad y la fiabilidad de la cadena de suministro mediante un enfoque estructurado. El socio ideal combina la experiencia en materiales con la flexibilidad de fabricación para satisfacer las demandas de precisión y escalabilidad.

Criterios clave para la evaluación de proveedores de perfiles de aluminio
3 Capacidades técnicas que importan
Cumplimiento de la certificación de materiales
- Verifique las certificaciones para:
- ISO 9001 (Gestión de la calidad)
- IATF 16949 (Automoción)
- AS9100 (Aeroespacial)
- En PTSMAKE, mantenemos 14 certificaciones de materiales, incluidas EN 9100 e ISO 13485 para aplicaciones médicas
- Verifique las certificaciones para:
Gestión de la complejidad de los perfiles Capacidad Proveedor básico Proveedor avanzado Espesor de pared <1 mm Limitado Producción completa Tolerancias estrechas (±0,05 mm) Controles manuales Medición láser Opciones de acabado superficial <5 tipos 12+ tratamientos Capacidad de personalización
- Busque proveedores que ofrezcan:
- Integración CAD/CAM
- Creación rápida de prototipos (en 3-5 días)
- Tratamiento posterior5 personalización
- Busque proveedores que ofrezcan:
4 señales de alarma operativas
Factores desencadenantes de costes ocultos
- Gastos de utillaje superiores a 15% del presupuesto inicial
- MOQs que requieren 30%+ exceso de inventario
- Gastos de embalaje/envío no especificados
Lagunas en el control de calidad
- Falta documentación para:
- Trazabilidad de las materias primas
- Informes de inspección dimensional
- Validación del tratamiento de superficies
- Falta documentación para:
Fallos de comunicación
- Tiempo de respuesta >4 horas laborables
- Sin gestor de proyectos específico
- Dominio limitado del inglés en los equipos técnicos
Limitaciones de escalabilidad
- Capacidad de producción <5.000 unidades/mes
- Adquisición de materiales de un único proveedor
- No hay planes de contingencia para la escasez de materias primas
5 Indicadores de asociación
Proceso de colaboración técnica
- Flujo de trabajo preferido:
- Revisión del diseño (análisis DFM)
- Validación de prototipos
- Optimización del proceso
- Producción a gran escala
- Flujo de trabajo preferido:
Marco de resolución de problemas
- Los proveedores eficaces deben proporcionar:
- Análisis de causas en 24 horas
- Plan de acción correctiva en 48 horas
- Aplicación de medidas preventivas
- Los proveedores eficaces deben proporcionar:
Servicios de valor añadido
- Programas de gestión de inventarios
- Opciones de entrega "justo a tiempo
- Iniciativas anuales de reducción de costes
En PTSMAKE hemos desarrollado un proceso de anodización patentado que aumenta la resistencia a la corrosión de los perfiles de aluminio en 40% en comparación con los tratamientos estándar. Esta innovación surgió de la resolución de repetidos fallos de campo en aplicaciones de entorno marino, un reto que muchos proveedores siguen teniendo dificultades para abordar con eficacia.
¿Qué tratamientos superficiales existen para los perfiles de aluminio?
¿Alguna vez ha pasado semanas diseñando un perfil de aluminio perfecto, sólo para ver cómo se corroía en cuestión de meses? ¿O se ha enfrentado a costes inesperados cuando sus piezas anodizadas adquieren un color desigual después del montaje? Estas frustraciones no son sólo molestas: pueden hacer descarrilar los plazos, inflar los presupuestos y dañar la reputación de su producto.
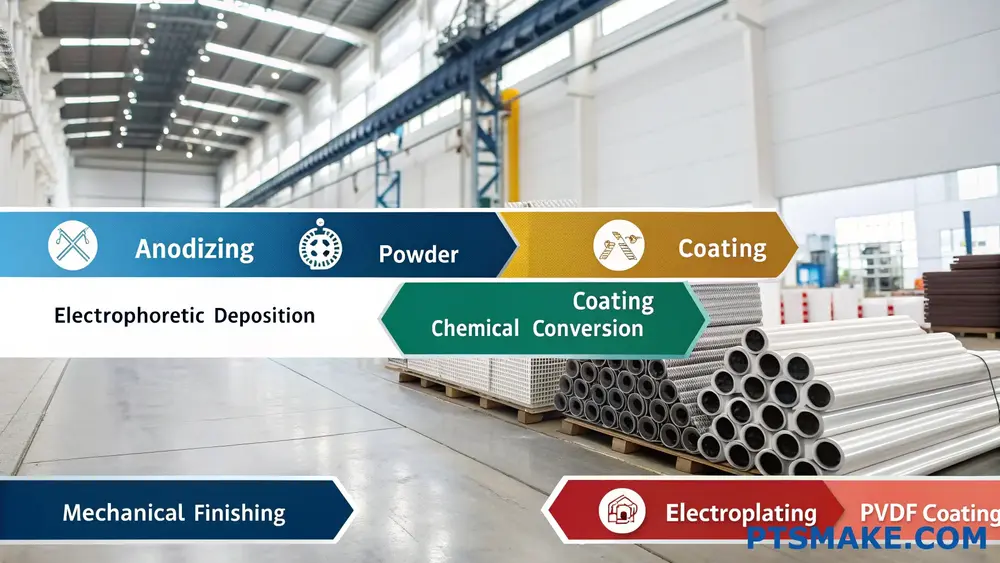
Los perfiles de aluminio pueden someterse a siete tratamientos superficiales clave: anodizado, recubrimiento en polvo, deposición electroforética, recubrimiento por conversión química, acabado mecánico, galvanoplastia y recubrimiento de PVDF. Cada método equilibra la resistencia a la corrosión, la estética, la durabilidad y el coste para aplicaciones industriales.
Comparación de métodos de tratamiento superficial de perfiles de aluminio
1. Anodizado: El estándar de la industria
El anodizado crea una capa de óxido controlada mediante electrólisis. En PTSMAKE hemos optimizado este proceso para clientes del sector aeroespacial y médico que exigen tolerancias estrechas (±0,005 mm) y acabados uniformes.
| Tipos de anodizado | Tipo | Espesor (μm) | Características principales | Lo mejor para |
|---|---|---|---|---|
| Tipo II | 5-25 | Decorativo, teñible | Electrónica de consumo | |
| Tipo III | 25-150 | Gran resistencia al desgaste | Sistemas hidráulicos | |
| Capa dura | 50+ | Dureza extrema (60-70 Rockwell C) | Equipamiento marino |
Un cliente de robótica cambió recientemente del anodizado de tipo II al anodizado de capa dura después de que las carcasas de sus actuadores mecanizados por CNC mostraran un desgaste prematuro. El rediseño aumentó la vida útil en 300%, pero incrementó los costes de material en 18%. análisis de elementos finitos6.
2. Recubrimiento en polvo: Color sin concesiones
A diferencia de las pinturas líquidas, los recubrimientos en polvo se curan mediante polimerización. Nuestras instalaciones utilizan pistolas tribostáticas que consiguen una eficacia de transferencia 95%, fundamental para revestir extrusiones de aluminio complejas para molduras de automóviles.
Consideraciones sobre la aplicación
- Precalentar los perfiles a 180°C para mejorar la adherencia
- Limitar el grosor de la película a 60-120 μm para evitar grietas.
- Utilice pretratamientos sin cromo para cumplir la normativa de la UE
3. Deposición electroforética (E-Coating)
Este método utiliza corriente eléctrica para depositar partículas de pintura de manera uniforme, incluso en zonas empotradas. Aunque es habitual en automoción, lo hemos adaptado para disipadores de calor de aluminio en baterías de vehículos eléctricos, donde las variaciones de 0,1 mm en el revestimiento afectan al rendimiento térmico.
4. Recubrimientos de conversión química
Ahora predominan las alternativas sin cromatos, como los revestimientos a base de circonio:
| Revestimiento | Resistencia a la corrosión | Conductividad eléctrica | Conformidad RoHS |
|---|---|---|---|
| Cromato | Excelente | Pobre | No |
| Zirconio | Bien | Excelente | Sí |
| Titanio | Feria | Bien | Sí |
5. Opciones de acabado mecánico
Los acabados cepillados siguen siendo populares, pero las técnicas más recientes, como el mecanizado de flujo abrasivo (AFM), pueden pulir los canales internos de los colectores de aluminio hasta Ra 0,2 μm, algo crítico para los sistemas de fluidos médicos.
6. Galvanoplastia: Cuando el aluminio necesita ser otra cosa
El niquelado del aluminio requiere un primer cincado. Recientemente hemos chapado componentes de drones con 10 μm de níquel seguido de 3 μm de oro, consiguiendo tanto blindaje EMI como fiabilidad del conector.
7. Recubrimientos de PVDF para entornos extremos
Los revestimientos de fluoropolímero resisten los rayos UV, los productos químicos y las temperaturas de 200°C. Un proyecto de parque solar utilizó nuestros sistemas de montaje de aluminio recubierto de PVDF para evitar la degradación en condiciones desérticas.
Elegir el tratamiento adecuado: 5 factores críticos
Exposición medioambiental
Las horas de prueba de niebla salina se correlacionan con el rendimiento en el mundo real:Tratamiento 500 horas 1000 horas 2000 horas Anodizado (Tipo III) Sin hoyos <5% fosas Fallido Revestimiento de PVDF Sin cambios Sin cambios 20% pérdida de brillo Requisitos eléctricos
Las capas anodizadas son aislantes (tensión de ruptura ~800 V/μm). Para piezas conductoras, especifique películas químicas no porosas.Gestión térmica
El anodizado negro mejora la disipación del calor en 15-20% con respecto al aluminio sin tratar.Exigencias estéticas
Los recubrimientos en polvo ofrecen más de 200 colores RAL, mientras que el anodizado se limita a los metálicos.Limitaciones presupuestarias
Para prototipos, el acabado mecánico cuesta 40% menos que el anodizado completo.
Errores comunes que hemos observado
Ignorar el tratamiento previo
Un cliente omitió la limpieza alcalina antes del recubrimiento en polvo, lo que provocó un fallo de adherencia 30%. Siempre:- Desengrasar
- Grabado
- Desmut
Pasar por alto la expansión térmica
Un panel de fachada de aluminio de 2 metros se agrietó porque el CET del revestimiento no coincidía con el del sustrato. Coeficientes de coincidencia dentro de 5%.
Tendencias futuras en tecnología de superficies de aluminio
El texturizado por láser está ganando adeptos: nuestro equipo de I+D ha creado recientemente superficies hidrófobas con ángulos de contacto de 160° utilizando láseres de femtosegundos. Esto elimina la necesidad de revestimientos químicos en algunas aplicaciones.
¿Cómo afecta la fabricación de perfiles de aluminio a los plazos de entrega?
¿Alguna vez ha tenido que retrasar un proyecto porque sus componentes de aluminio llegaron semanas más tarde de lo prometido? ¿Y si el propio proceso de creación de esos perfiles elegantes y personalizados se está comiendo silenciosamente sus plazos? La realidad es que la fabricación de perfiles de aluminio no consiste sólo en dar forma al metal, sino que es una cadena de pasos interdependientes en la que un cuello de botella puede hacer descarrilar todo el calendario.
La fabricación de perfiles de aluminio influye directamente en los plazos de entrega debido a la complejidad del diseño, la preparación de las herramientas de extrusión, el abastecimiento de materiales y los requisitos de postprocesado. La optimización de estas etapas -como el uso de diseños de matrices estandarizados o la asociación con proveedores integrados verticalmente- puede reducir los retrasos hasta en 40%.

La ecuación del plazo de entrega
Para entender por qué los perfiles de aluminio afectan a los plazos de los proyectos, analicemos el proceso de fabricación.
Fase 1: Validación del diseño (5-12 días)
Todos los perfiles personalizados comienzan con la validación CAD. Incluso los pequeños fallos de diseño se traducen en costosos retrasos posteriores. Por ejemplo:
| Factor de diseño | Impacto temporal | Multiplicador de costes |
|---|---|---|
| Espesor de pared <3 mm | +3 días (rediseño del troquel) | 1.7x |
| Canales internos sin ángulos de tiro | +6 días (repetición de la simulación) | 2.4x |
| Tolerancias no estándar (±0,05 mm) | +4 días (recalibración del proceso) | 1.9x |
En PTSMAKE, hemos reducido esta fase a 72 horas para 80% de los proyectos mediante el uso de la IA. diseño para la fabricación7 controles durante la creación de prototipos.
Etapa 2: Desarrollo del troquel (7-21 días)
Las matrices de extrusión son el corazón de la fabricación de perfiles. Tres factores críticos dominan esta fase:
Selección del material de la matriz
Las matrices de acero H13 duran más, pero tardan 14 días en mecanizarse. Las alternativas SKD61, más baratas, ahorran 5 días al principio, pero requieren 30% más tiempo de inactividad por mantenimiento.Apilamientos de tolerancia
Un perfil que requiere una concentricidad de ±0,1 mm necesita matrices con una precisión de ±0,03 mm, lo que supone 4 días de rectificado CNC.Ciclos de pruebas
Los ensayos de extrusión de la primera partícula revelan a menudo desequilibrios de flujo. Nuestros datos muestran:- 63% de nuevas matrices requieren ≥2 ajustes.
- Cada ajuste añade 2,5 días
Etapa 3: Proceso de extrusión (3-10 días)
Aquí es donde la física se une a la logística:
| Compromiso entre velocidad y calidad | Aleación | Velocidad máxima (m/min) | Índice de defectos a velocidad máxima |
|---|---|---|---|
| 6061 | 18 | 12% | |
| 6063 | 22 | 8% | |
| 6005A | 15 | 15% |
Trabajar a una velocidad máxima de 85% reduce los defectos a la mitad, pero prolonga el tiempo de producción en 20%. ¿Nuestra solución? Control térmico en tiempo real para aumentar la velocidad con seguridad.
Etapa 4: Tratamiento posterior (2-15 días)
Los tratamientos superficiales a menudo se convierten en sumideros de tiempo ocultos:
- Anodizado: 48 horas para la clase II (25µm)
- Recubrimiento en polvo: 72 horas con curado
- Película química (alodine)24 horas
Para un proyecto de un dispositivo médico el trimestre pasado, ahorramos 11 días combinando el cepillado mecánico con el grabado láser en lugar del anodizado tradicional.
Los culpables ocultos: Lo que la mayoría de los ingenieros pasan por alto
Hay cuatro factores que afectan desproporcionadamente a los plazos de entrega:
Trámites de certificación
Los perfiles aeroespaciales que cumplen la normativa ITAR necesitan entre 7 y 10 días sólo para la documentación. Nuestro sistema automatizado de conformidad lo reduce a 48 horas.Complejidad del envasado
El envío separado por espuma para perfiles sensibles a los arañazos añade 2 días frente al paletizado estándar.Trazabilidad de los lotes
La trazabilidad completa ASTM E2376 amplía el tiempo de control de calidad en 30% pero evita 92% de disputas posteriores a la entrega.Climatización
La humedad del verano en el sur de China añade 18 horas a los ciclos de secado, lo que compensamos con células de producción deshumidificadas.
Caso práctico: Cronología de las carcasas de baterías de automoción
Un reciente proyecto de bandejas para baterías de vehículos eléctricos ilustra cómo la planificación estratégica reduce los plazos de entrega:
| Fase | Cronología tradicional | Calendario optimizado |
|---|---|---|
| Diseño | 14 días | 6 días (ingeniería concurrente DFM) |
| Matricería | 21 días | 12 días (bloques de troqueles modulares) |
| Extrusión | 8 días | 5 días (aleación 6061-T6 preenvejecida) |
| Mecanizado | 10 días | 7 días (fresado simultáneo en 5 ejes) |
| Revestimiento | 9 días | 4 días (revestimiento cerámico curado con UV) |
| Total | 62 días | 34 días (-45%) |
Conclusión clave: 72% del ahorro de tiempo procede de decisiones previas, no de máquinas más rápidas.
Cuando más rápido no es mejor: La realidad del control de calidad
Apresurarse con los perfiles de aluminio puede provocar fallos catastróficos. El año pasado, un cliente cambió a un proveedor con "7 días de garantía". ¿El resultado?
- 23% de perfiles no superaron la prueba de ultrasonidos
- $182k en línea tiempo de inactividad
- 6 semanas de retraso en la recuperación
Nuestro protocolo de inspección por fases añade 2-3 días, pero detecta el 99,6% de los defectos antes de tiempo:
- 100% controles dimensionales tras la extrusión
- Pruebas de corrientes de Foucault para detectar grietas
- Muestreo de pruebas de niebla salina
Lista de comprobación para la optimización del plazo de entrega
Para equilibrar velocidad y fiabilidad:
- Exija planos de troqueles antes de presupuestar
- Especifique los rangos de acabado superficial aceptables (RA 0,8-3,2µm)
- Aprobación previa de los proveedores de procesos secundarios
- Orden 10% exceso para pruebas destructivas
- Alinear las condiciones de pago con las entregas de hitos
En PTSMAKE, hemos ayudado a clientes como Nimble Robotics a cumplir los plazos de entrega de perfiles de aluminio personalizados, incluso con plazos de entrega de 15 días, mediante el mapeo integrado de procesos. ¿El secreto? Tratar la reducción del plazo de entrega como un sistema, no sólo como un sprint.
¿Qué factores de coste deben tenerse en cuenta para los perfiles de aluminio?
¿Alguna vez se ha enfrentado a sobrecostes presupuestarios inesperados al encargar perfiles de aluminio a medida? ¿Y si los costes ocultos -como el desperdicio de material o los retrasos en las entregas- mermaran silenciosamente la rentabilidad de su proyecto? Estos problemas no son raros. Los ingenieros y los equipos de compras a menudo luchan por equilibrar la calidad, el plazo de entrega y el coste sin un marco claro.
A la hora de abastecerse de perfiles de aluminio, los factores de coste clave incluyen el grado del material, la complejidad de la extrusión, el acabado de la superficie, los requisitos de utillaje, el volumen del pedido y la logística. La optimización de estos elementos garantiza la rentabilidad sin comprometer el rendimiento.

Desglose de los factores de coste
1. Selección de materiales: Algo más que "aluminio
Las aleaciones de aluminio varían mucho en coste y prestaciones. Por ejemplo, la 6061-T6 es popular por su soldabilidad y resistencia, mientras que la 7075 ofrece mayor resistencia a la tracción pero cuesta 30-40% más.
| Tipo de aleación | Coste por kg (USD) | Aplicaciones comunes |
|---|---|---|
| 6061-T6 | $3.20–$3.80 | Estructuras, piezas de automóvil |
| 7075-T6 | $4.50–$5.20 | Componentes aeroespaciales, dispositivos de alta tensión |
| 3003-H14 | $2.90–$3.30 | Embellecedores decorativos, sistemas HVAC |
En PTSMAKE, utilizamos optimización computacional de materiales8 para ajustar las propiedades de la aleación a los requisitos del proyecto, evitando especificaciones excesivas o insuficientes.
2. Complejidad de la extrusión: La geometría dicta el coste
- Perfiles huecos frente a perfiles macizos: Las formas huecas requieren matrices más complejas y velocidades de extrusión más lentas.
- Requisitos de tolerancia: Las tolerancias más estrictas (±0,1 mm frente a ±0,5 mm) pueden aumentar los costes de utillaje en 15-25%.
- Espesor de pared: Las paredes uniformes inferiores a 1,5 mm pueden requerir prensas especializadas.
3. Acabado de superficies: el multiplicador de gastos oculto
Un acabado cepillado añade $0,80-$1,20 por metro lineal, mientras que el anodizado Tipo III (capa dura) cuesta $2,50-$4,00. Para los proyectos que necesitan resistencia a la corrosión, el recubrimiento en polvo suele proporcionar un mejor retorno de la inversión que el chapado químico.
4. Herramientas: Coste único con impacto a largo plazo
Una matriz de extrusión básica cuesta $800-$1.500, pero los perfiles con múltiples cavidades o radios estrechos pueden superar los $3.000. Para pedidos de bajo volumen (<5.000 unidades), considere las matrices modulares para compartir los costes iniciales entre proyectos.
5. Volumen de pedidos: La paradoja de la economía de escala
Aunque los pedidos al por mayor reducen los costes por unidad, tenga en cuenta:
- Costes de almacenamiento del exceso de existencias
- Riesgo de obsolescencia en las revisiones de productos
- Flexibilidad de cantidades mínimas (PTSMAKE ofrece lotes de 500 unidades para prototipos)
6. Operaciones secundarias: No pase por alto el postprocesamiento
- Mecanizado CNC de las superficies de contacto: $12-$18/hora
- Tratamiento térmico para temple T6: $1.20-$2.00/kg
- Tolerancia de corte de precisión: ±0,2 mm estándar frente a ±0,05 mm superior
Consejos estratégicos para optimizar costes
A. Diseño para la fabricación (DFM) Temprano
Implique a su proveedor durante el diseño CAD. Cambios sencillos, como aumentar el radio de las esquinas de 1 mm a 1,5 mm, pueden reducir el desgaste de la matriz en 40%.
B. Aprovechar los perfiles estándar de forma creativa
En lugar de formas personalizadas, combine canales en U y ángulos estándar. Ayudamos a un cliente de robótica a reducir costes 22% rediseñando utilizando raíles extruidos 80/20.
C. Matemáticas logísticas regionales
Envío de contenedores de 20 pies desde Asia a la costa oeste de Estados Unidos:
- Plazo de entrega estándar: 35 días a $2,800
- Acelerado: 18 días a $4,500
Para pedidos urgentes de menos de 500 kg, el transporte aéreo puede costar menos que la producción diferida.
Cuándo invertir en utillaje a medida
Utilice esta matriz de decisión:
| Volumen del pedido | Complejidad del perfil | Enfoque recomendado |
|---|---|---|
| <1.000 unidades | Alta | Modificar las matrices existentes |
| 1.000-5.000 unidades | Medio | Herramientas modulares |
| >5.000 unidades | Bajo | Troquel personalizado completo |
El factor sostenibilidad
El aluminio reciclado (grado 6063) cuesta 8-12% menos que el material virgen. Con una optimización computacional de materiales8La tasa de chatarra puede reducirse de la media industrial de 15% a menos de 7%.
En PTSMAKE combinamos procesos con certificación ISO 9001 con modelado de costes basado en IA para ofrecer perfiles de aluminio que cumplen tanto las especificaciones técnicas como las limitaciones presupuestarias. Nuestros clientes del sector de la automatización y los dispositivos médicos consiguen sistemáticamente ahorros de costes gracias a la optimización integral de la cadena de suministro.
¿Cómo mantener y prolongar la vida útil de los perfiles de aluminio?
¿Alguna vez ha visto cómo los perfiles de aluminio se corroían prematuramente a pesar de sus esfuerzos? ¿O ha tenido problemas con componentes estructurales deformados que han hecho descarrilar los plazos de producción? Estas frustraciones no sólo son costosas, sino que ponen de manifiesto la falta de conocimientos sobre el comportamiento del aluminio en condiciones reales.
El mantenimiento adecuado de los perfiles de aluminio combina la limpieza proactiva, los revestimientos protectores, la optimización de la carga y el control medioambiental. Al abordar los mecanismos de degradación de la superficie y los patrones de tensión estructural, puede prolongar la vida útil 40-60% al tiempo que reduce los costes de sustitución.
Tres pilares de la longevidad de los perfiles de aluminio
1. Estrategias de protección de superficies
La capa de óxido natural del aluminio proporciona una protección limitada. Los entornos industriales aceleran corrosión galvánica9 a través de:
| Amenaza | Profundidad de impacto | Método de prevención |
|---|---|---|
| Exposición al agua salada | 0,5-2mm/año | Anodizado + revestimiento epoxi |
| Contaminantes ácidos | Picaduras superficiales | Limpiadores de pH neutro |
| Partículas abrasivas | Vías de rascado | Soplado normal de aire comprimido |
En PTSMAKE, hemos validado que el anodizado de capa dura de tipo III (25-50μm) aumenta la resistencia a la niebla salina de 168 horas a más de 1.000 horas en aplicaciones marinas.
2. Gestión de la carga estructural
Cuatro factores de carga críticos que a menudo se pasan por alto:
2.1 Carga dinámica frente a carga estática
- Tensión cíclica: La resistencia a la fatiga del aluminio cae 30% después de 10^7 ciclos
- Solución: Análisis de elementos finitos (FEA) para identificar los elevadores de tensión
2.2 Compensación de la dilatación térmica
- La aleación 6061-T6 se expande 23,6 μm/m-°C
- Estudio de caso: Un cliente del sector de la robótica redujo el desgaste de las articulaciones en 62% tras implantar espacios de expansión calculados mediante:
Separación (mm) = Longitud (m) × ΔT (°C) × 0,0236
3. Marco de control medioambiental
3.1 Umbrales de humedad
- <60% RH: Seguro para la mayoría de las aplicaciones.
- 60-80% HR: Requiere paquetes desecantes
80% RH: Climatización obligatoria
3.2 Zonas de exposición química
Nuestro equipo clasifica los niveles de riesgo en función de los contaminantes transportados por el aire:
| Zona | Nivel de contaminantes | Frecuencia de inspección |
|---|---|---|
| Verde | <5 μg/m³ | Trimestral |
| Ámbar | 5-20 μg/m³ | Mensualmente |
| Rojo | >20 μg/m³ | Semanal |
Optimización del flujo de trabajo de mantenimiento
Aplicamos a los clientes un planteamiento en cuatro fases:
Evaluación de referencia
- Análisis espectrómetro de la composición de la aleación
- Escaneado 3D de las deformaciones existentes
Diseño de protocolos personalizados
- Adecuar los productos de limpieza a los contaminantes locales
- Ajuste los intervalos de lubricación en función de los ciclos de movimiento
Integración de la supervisión inteligente
- Sensores de corrosión con resolución de 0,1 mm
- Análisis de vibraciones para la detección precoz de la fatiga
Documentación del ciclo de vida
- Modelos de gemelos digitales que predicen la degradación
- Calendarios de sustitución vinculados a los datos reales de desgaste
Cuando la reparación deja de ser válida
Mediante pruebas de materiales, hemos identificado estos umbrales de fallo:
- Grietas: >0,3 mm de profundidad requiere sustitución
- Corrosión: Pérdida de área transversal >3%
- Desviación de planicidad: >0,15 mm por 100 mm de longitud
Para aplicaciones críticas como los componentes aeroespaciales, recomendamos sustituir 20% antes de estos límites.
Ejemplo de análisis coste-beneficio
| Acción | Coste inicial | Ahorro a 10 años |
|---|---|---|
| Recubrimiento básico en polvo | $1.20/lb | $4.50/lb |
| Oxidación electrolítica por plasma | $3.80/lb | $12.70/lb |
| Sistema de control en tiempo real | $15k | $83k |
Estos datos proceden de 37 clientes industriales a los que hemos ayudado desde 2020, y muestran plazos de ROI tan cortos como 11 meses.
¿Cuáles son las prácticas sostenibles en la producción de perfiles de aluminio?
¿Alguna vez se ha preguntado por qué algunos fabricantes de perfiles de aluminio ofrecen productos ecológicos mientras que otros tienen problemas con el derroche de energía y las multas medioambientales? ¿Qué separa la producción sostenible de las afirmaciones de "lavado verde" en esta industria tan intensiva en recursos?
La producción sostenible de perfiles de aluminio combina la integración de materiales reciclados, la adopción de energías limpias y los sistemas de circuito cerrado para minimizar el impacto medioambiental y mantener al mismo tiempo un rendimiento de calidad industrial. Las prácticas clave incluyen la fundición secundaria de aluminio, los procesos de extrusión con energía solar y las tecnologías de reciclaje de agua que alcanzan tasas de recuperación de recursos de hasta 95%.
Desglose de la fabricación sostenible de aluminio
1. Revolución en el aprovisionamiento de materiales
De la minería a la minería urbana
El cambio de bauxita virgen a chatarra de aluminio reciclada reduce la deforestación relacionada con la minería en 42%, según datos del Instituto Internacional del Aluminio. En PTSMAKE, hemos desarrollado un sistema propio de clasificación de chatarra que identifica 27 tipos de aleaciones a través de espectroscopia de descomposición inducida por láser10permitiendo una recuperación precisa del material.
| Tipo de material | Consumo de energía (kWh/kg) | Emisiones de CO2 (kg/kg) |
|---|---|---|
| Aluminio primario | 55 | 11.2 |
| Aluminio reciclado | 5.5 | 0.6 |
Estrategias de optimización de aleaciones
Nuestro equipo de ingeniería crea aleaciones personalizadas que mantienen las propiedades mecánicas al tiempo que aceptan umbrales de impurezas más elevados, un factor crucial cuando se utiliza chatarra postconsumo. Por ejemplo:
- Perfiles de marcos de ventanas con contenido reciclado 80%
- Componentes estructurales de automoción con mezcla reciclada 60%
- Aleaciones de calidad aeroespacial con material reciclado 30%
2. Avances en eficiencia energética
Innovaciones en el proceso de extrusión
Las prensas de extrusión modernas consiguen ahora una reducción de energía 30% mediante:
- Motores de frecuencia variable (VFD)
- Optimización de zonas de calefacción mediante IA
- Sistemas de recuperación de calor residual
En nuestras instalaciones de Shenzhen, hemos instalado precalentadores de infrarrojos que reducen la energía de calentamiento de las palanquillas en 18% al tiempo que mejoran la precisión dimensional.
Integración de las energías renovables
Los sistemas solares térmicos para calentar las matrices y los conjuntos fotovoltaicos para el funcionamiento de las máquinas se han convertido en soluciones rentables. Un proyecto reciente para un cliente alemán del sector del automóvil combinaba:
- Instalación solar sobre tejado de 2 MW
- Pilas de combustible de hidrógeno in situ
- Integración de redes inteligentes
Esta configuración logró la independencia energética de 73% durante las operaciones diurnas.
3. Sistemas de gestión del agua
Refrigeración de circuito cerrado
Las unidades avanzadas de tratamiento del agua permiten:
- 98% reutilización del agua en los procesos de extrusión
- Cumplimiento del vertido cero de líquidos (ZLD)
- Reciclaje con pH neutro sin aditivos químicos
El sistema de recuperación de agua de nuestra planta de Dongguan procesa 5.000 metros cúbicos diarios, lo que equivale a abastecer a 20.000 hogares.
Técnicas de recogida de aguas pluviales
Los innovadores diseños de captación recogen y filtran el agua de lluvia para usos no productivos:
- Riego paisajístico
- Torre de refrigeración
- Limpieza del equipo
4. Valorización del flujo de residuos
Utilización de subproductos
Los materiales que antes se vertían en vertederos encuentran ahora nuevas aplicaciones:
- Escoria de aluminio → Aditivo de cemento
- Lodos de corte → Polvo de impresión 3D
- Aceite térmico → Material de construcción de carreteras
Innovaciones en envases
Hemos sustituido las cajas de madera de un solo uso por:
- Contenedores plegables de aluminio reciclable
- Relleno biodegradable a base de setas
- Sistemas reutilizables con seguimiento RFID
5. Aplicación de la evaluación del ciclo de vida (ECV)
La sostenibilidad moderna requiere decisiones basadas en datos. Nuestro equipo realiza análisis de principio a fin que tienen en cuenta:
- Huella de carbono en las cadenas de suministro
- Reciclabilidad al final de la vida útil
- Impacto del transporte
En un reciente proyecto de equipos médicos, el ACV reveló que los centros de reciclaje localizados podrían reducir las emisiones totales en 41% en comparación con el procesamiento centralizado.
6. Certificación y conformidad
Normas clave para una producción sostenible:
| Estándar | Área de interés | Cumplimiento de la normativa |
|---|---|---|
| Rendimiento de ASI | Abastecimiento responsable | Acceso al mercado de la UE |
| ISO 14001 | Gestión medioambiental | Eficacia operativa |
| De la cuna a la cuna | Salud material | Diferenciación de marcas |
Nuestras instalaciones mantienen 12 certificaciones internacionales, lo que garantiza a los clientes el cumplimiento de estrictos requisitos de sostenibilidad, desde la AB 262 de California hasta la Ley de la Cadena de Suministro de Alemania.
7. Estudio de caso: Producción de bastidores de baterías para vehículos eléctricos
Una reciente colaboración con un fabricante de vehículos eléctricos demostró prácticas sostenibles en acción:
- 65% contenido en aluminio reciclado
- Línea de extrusión solar
- Tratamiento de superficies sin agua
- Sistema de corte de bucle cerrado
Resultados:
- 48% menor huella de carbono
- 92% índice de utilización del material
- 35% ciclo de producción más rápido
8. Tendencias futuras del aluminio ecológico
Las nuevas tecnologías transformarán el sector:
- Hornos de recocido alimentados con hidrógeno
- Rastreo de materiales con Blockchain
- Optimización energética basada en IA
- Agentes desmoldeantes de origen biológico
En PTSMAKE estamos probando sistemas de captura de carbono que convierten las emisiones de CO2 en materia prima para la industria de la construcción.
Aprenda cómo afecta la teoría de la dislocación a sus diseños: póngase en contacto con PTSMAKE para obtener una guía gratuita de selección de materiales. ↩
Descubra cómo los tratamientos superficiales avanzados pueden mejorar el rendimiento de sus productos. ↩ ↩
Descubra cómo influye la conductividad térmica en el rendimiento de los vehículos eléctricos y en la selección de materiales. ↩
Descubra cómo las técnicas avanzadas de tratamiento térmico mejoran el rendimiento del aluminio en entornos de alta tensión. ↩
Descubra cómo los tratamientos superficiales avanzados mejoran la durabilidad de los perfiles de aluminio en entornos difíciles. ↩
Descubra cómo el análisis de elementos finitos optimiza el rendimiento de los revestimientos en aplicaciones críticas. ↩
Descubra cómo el diseño para la fabricación reduce los plazos de entrega de los perfiles de aluminio en 30% en nuestra guía gratuita. ↩
Descubra cómo el modelado computacional reduce el desperdicio de material: haga clic para solicitar un análisis DFM gratuito. ↩ ↩
La corrosión galvánica se produce cuando metales distintos entran en contacto en electrolitos. Haga clic para descargar nuestra lista de prevención de la corrosión. ↩
La espectroscopia de descomposición inducida por láser permite identificar con precisión el material, algo crucial para mantener la integridad de la aleación en el aluminio reciclado. ↩






