

¿Alguna vez ha intentado explicar qué es el torneado CNC a alguien que necesita piezas de precisión? Es frustrante cuando no entienden este proceso de fabricación crítico. Muchas empresas se enfrentan a problemas de calidad y resultados incoherentes por falta de conocimientos sobre las técnicas de torneado adecuadas.
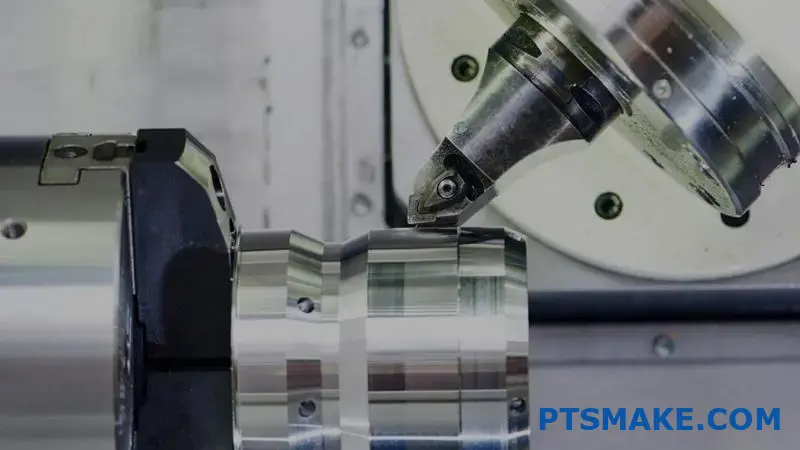
El torneado CNC es un proceso de mecanizado en el que una herramienta de corte elimina material de una pieza giratoria para crear piezas cilíndricas de dimensiones precisas. El torno controlado por ordenador sigue instrucciones programadas para producir formas complejas con una precisión y repetibilidad excepcionales.
He visto a empresas transformar su capacidad de producción después de comprender correctamente el torneado CNC. Esta tecnología ha revolucionado nuestra forma de fabricar piezas en PTSMAKE. Permítame guiarle a través de todo lo que necesita saber sobre el torneado CNC, desde los principios básicos hasta las aplicaciones avanzadas que podrían ser perfectas para su próximo proyecto.
¿Cuál es la diferencia entre fresado CNC y torneado CNC?
¿Alguna vez ha tenido dudas sobre qué proceso de mecanizado CNC elegir para su proyecto? ¿Quizá ha recibido presupuestos tanto de fresado como de torneado, pero no está seguro de cuál le ofrecería los mejores resultados para el diseño específico de su pieza? Esta confusión es más común de lo que cree.
El fresado CNC elimina material utilizando herramientas de corte giratorias mientras la pieza permanece inmóvil. El torneado CNC, sin embargo, hace girar la pieza contra una herramienta de corte fija. El fresado destaca en la creación de formas complejas con superficies planas, mientras que el torneado es ideal para piezas cilíndricas con simetría rotacional.
Comprender los fundamentos del mecanizado CNC
El mecanizado CNC ha revolucionado la fabricación automatizando el proceso de creación de piezas precisas a partir de diversos materiales. En esencia, la tecnología CNC (control numérico por ordenador) utiliza programación informática para controlar el movimiento de la maquinaria, lo que permite una producción uniforme y precisa sin intervención humana constante.
Al considerar las opciones de mecanizado CNC, el fresado y el torneado destacan como los dos procesos más comunes. Aunque ambos eliminan material para crear piezas acabadas, funcionan con principios fundamentalmente diferentes. Analicemos estas diferencias para ayudarle a tomar decisiones informadas para su próximo proyecto.
Fresado CNC: Proceso y capacidades
En el fresado CNC, la pieza se fija a una mesa mientras las herramientas de corte giratorias eliminan material. La fresadora puede mover la herramienta de corte en varios ejes (normalmente de 3 a 5 ejes en las máquinas modernas), lo que permite geometrías y características complejas.
Características principales del fresado CNC
- Múltiples superficies de corte: Las herramientas de fresado tienen múltiples filos de corte que engranan intermitentemente con la pieza de trabajo.
- Eliminación versátil de material: Puede crear superficies planas, contornos, ranuras, cavidades y formas 3D
- Acción de corte interrumpida: La herramienta entra en contacto con el material y se desprende de él repetidamente
El fresado es especialmente eficaz para piezas con características complejas, como hombros cuadrados, superficies planas y geometrías complejas. En mi experiencia en PTSMAKE, utilizamos con frecuencia el fresado para componentes que requieren tolerancias estrechas en características no cilíndricas.
Torneado CNC: Proceso y capacidades
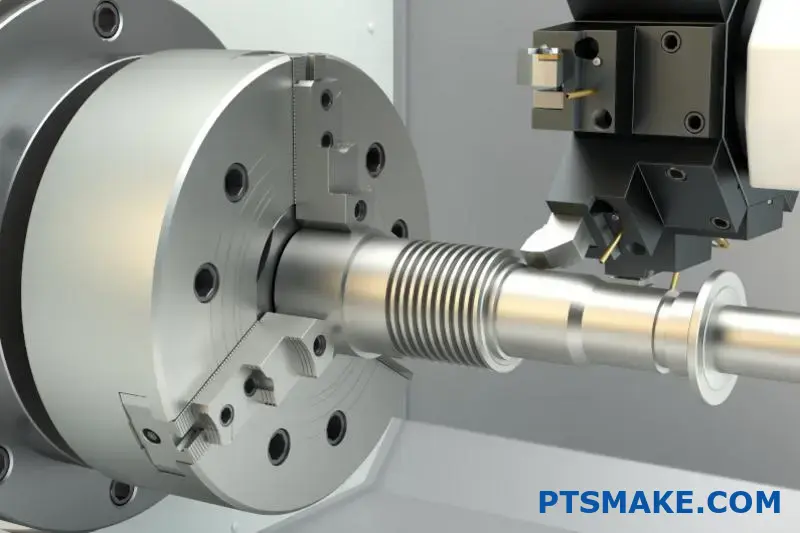
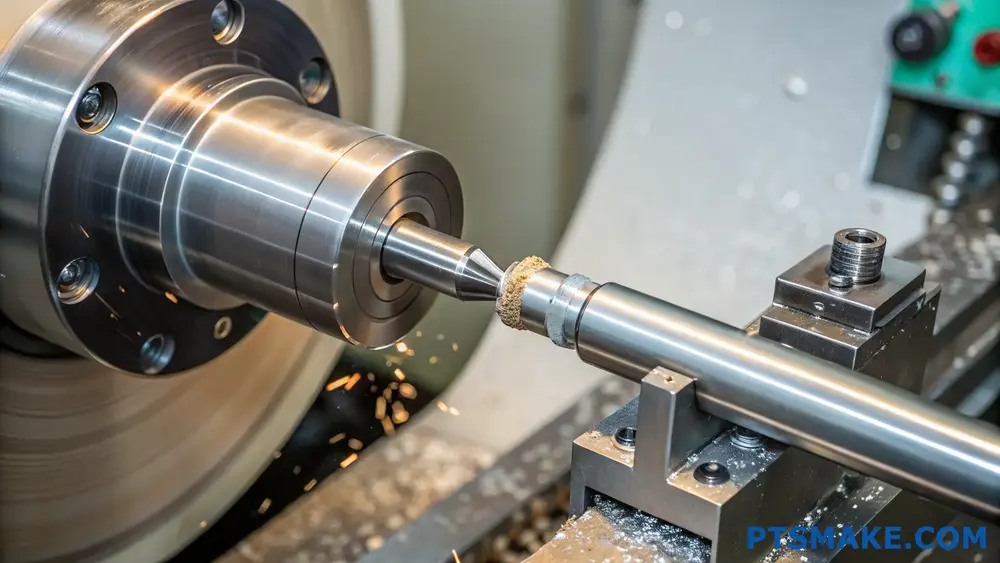
El torneado consiste en hacer girar la pieza a gran velocidad mientras una herramienta de corte fija elimina material. Este proceso es fundamentalmente diferente del fresado porque la pieza se mueve mientras la herramienta permanece relativamente fija (aunque puede moverse a lo largo de los ejes para crear diferentes perfiles).
Características principales del torneado CNC
- Acción de corte continuo: La herramienta mantiene un contacto constante con la pieza giratoria
- Simetría rotacional: Principalmente crea características cilíndricas o cónicas
- Corte en un punto: Normalmente utiliza herramientas con un solo filo
En PTSMAKE, recomendamos el torneado de piezas con simetría rotacional1 y elementos cilíndricos como ejes, pasadores y componentes mecánicos.
Análisis comparativo: Fresado vs. Torneado
Para ayudar a aclarar las principales diferencias entre estos procesos, he creado esta tabla comparativa:
| Característica | Fresado CNC | Torneado CNC |
|---|---|---|
| Movimiento de la pieza | Estacionario | Gira |
| Movimiento de herramientas | Gira y se desplaza a lo largo de los ejes | Estacionario (se mueve a lo largo de los ejes) |
| Geometría ideal de la pieza | Formas complejas, superficies planas, bolsas | Formas cilíndricas, cónicas |
| Tolerancias típicas | De ±0,001" a ±0,005". | De ±0,0005" a ±0,003". |
| Acabado superficial | 16-125 μin Ra | 8-63 μin Ra |
| Velocidad de producción | De moderado a lento | Rápido para piezas sencillas |
| Versatilidad de materiales | Excelente para la mayoría de los materiales | Bueno pero con algunas limitaciones |
Consideraciones materiales
Ambos procesos pueden tratar una amplia gama de materiales, pero hay algunas distinciones importantes:
Materiales para fresado
- Excelente con materiales duros como el acero inoxidable y el titanio
- Ideal para plásticos, aluminio y otros metales no ferrosos
- Puede mecanizar eficazmente materiales de dureza desigual
Materiales para torneado
- Ideal para materiales uniformes que se cortan limpiamente
- Especialmente eficaz con latón, aluminio y acero dulce
- Puede tener problemas con materiales muy duros o quebradizos a menos que se utilicen herramientas especiales
Factores de coste y eficiencia
Cuando ayudo a los clientes a elegir entre el fresado y el torneado en PTSMAKE, tengo en cuenta varios factores de coste y eficacia:
- Volumen de producción: El torneado suele ser más rentable para la producción de grandes volúmenes de piezas cilíndricas sencillas.
- Tiempo de preparación: El fresado suele requerir una fijación y una configuración más complejas.
- Residuos materiales: En general, el torneado produce menos residuos de material en las piezas cilíndricas.
- Acabado superficial: El torneado suele conseguir mejores acabados superficiales con menos operaciones
En muchos proyectos, la decisión no es una u otra, sino qué proceso utilizar para las distintas características de la misma pieza. A menudo combinamos ambos procesos con máquinas de fresado y torneado para obtener resultados óptimos y minimizar el tiempo y los costes de producción.
La elección correcta para su proyecto
La elección entre el torneado CNC de precisión y el fresado debe basarse en la geometría de la pieza, los requisitos de tolerancia y el volumen de producción. Para piezas con características principalmente cilíndricas, el torneado suele ser la mejor opción. Para piezas con superficies planas, cavidades y geometrías complejas, el fresado suele ser la mejor opción.
En PTSMAKE analizamos cada proyecto individualmente para recomendar la estrategia de mecanizado más adecuada. A veces, esto significa utilizar ambos procesos para lograr el equilibrio óptimo entre calidad, coste y plazo de entrega.
Comprensión de las normas y requisitos comunes de tolerancia de torneado CNC
¿Alguna vez ha recibido piezas torneadas de precisión que no han superado la inspección final o el montaje? ¿O ha pasado horas solucionando problemas de alineación de componentes que deberían encajar perfectamente en su aplicación de alta precisión? Los malentendidos sobre tolerancias pueden hacer descarrilar proyectos, retrasar lanzamientos y afectar significativamente a su cuenta de resultados.
Las tolerancias de torneado CNC para aplicaciones de alta precisión suelen oscilar entre ±0,0005" y ±0,001" (0,0127 mm y 0,0254 mm). Estas estrechas tolerancias son esenciales para la industria aeroespacial, los dispositivos médicos y la instrumentación de precisión, donde el ajuste y la funcionalidad de los componentes dependen de una precisión dimensional excepcional.
Clasificaciones de tolerancias estándar para torneado CNC
Al hablar de tolerancias de torneado CNC de precisión, es importante comprender los sistemas de clasificación establecidos. La norma más reconocida es el sistema ISO, que clasifica las tolerancias en diferentes grados, desde IT01 (más preciso) hasta IT16 (menos preciso). En aplicaciones de alta precisión, solemos trabajar con los grados IT5 a IT7.
Durante mis años en PTSMAKE, he comprobado que muchos ingenieros especifican tolerancias más estrictas de lo necesario, lo que aumenta los costes sin añadir valor funcional. Conocer estas normas ayuda a evitar este error tan común.
Clasificaciones de grados de tolerancia ISO
El sistema de grados ISO proporciona un enfoque sistemático de la especificación de tolerancias. He aquí un desglose de los grados más comunes utilizados en el torneado de precisión:
| Grado ISO | Rango de tolerancia típico | Aplicaciones comunes |
|---|---|---|
| IT5 | ±0,0002" (0,005 mm) | Calibres de precisión, instrumentos de medida |
| IT6 | ±0,0003" (0,008 mm) | Rodamientos de precisión, componentes hidráulicos |
| IT7 | ±0,0005" (0,013 mm) | Ejes de alta precisión, dispositivos médicos |
| IT8 | ±0,0008" (0,02 mm) | Componentes de automoción, maquinaria general |
| IT9 | ±0,0012" (0,03 mm) | Piezas mecanizadas estándar |
Al comunicarse con los fabricantes, especificar el grado ISO proporciona una norma clara y reconocida internacionalmente que elimina la ambigüedad sobre las expectativas.
Tolerancias específicas de los materiales
No todos los materiales pueden alcanzar los mismos niveles de tolerancia con una fiabilidad constante. Este es uno de los aspectos de la especificación de tolerancias que más se pasan por alto cuando reviso los requisitos de los clientes.
Los materiales con altos coeficientes de dilatación térmica, como el aluminio, pueden requerir tolerancias más generosas que materiales como el acero inoxidable o el titanio. El sitio estabilidad metalúrgica2 del material influye directamente en el mantenimiento de tolerancias estrictas a lo largo del tiempo y en condiciones ambientales variables.
Por ejemplo, al tornear piezas de aluminio 6061, normalmente recomendamos tolerancias no inferiores a ±0,0008" para dimensiones críticas, mientras que el acero inoxidable 304 puede mantener con fiabilidad ±0,0005" en muchos casos.
Recomendaciones de tolerancia en función del material
Basándonos en nuestra experiencia de producción en PTSMAKE, a continuación se ofrecen directrices prácticas de tolerancia para materiales comunes en aplicaciones de precisión:
| Material | Tolerancia mínima práctica | Consideraciones |
|---|---|---|
| Aluminio | ±0,0008" (0,02 mm) | Mayor dilatación térmica, material más blando |
| Acero inoxidable | ±0,0005" (0,013 mm) | Buena estabilidad, más difícil de mecanizar |
| Latón | ±0,0006" (0,015 mm) | Excelente maquinabilidad, estabilidad moderada |
| Titanio | ±0,0005" (0,013 mm) | Excelente estabilidad, difícil de mecanizar |
| Plásticos (PEEK, Delrin) | ±0,001" (0,025 mm) | Absorción de humedad, dilatación térmica |
Requisitos de tolerancia específicos
Los distintos elementos geométricos tienen capacidades diferentes a la hora de mantener tolerancias estrictas. En mi experiencia, esta comprensión matizada separa a los diseñadores noveles de los ingenieros experimentados.
Para piezas torneadas de alta precisión, tenga en cuenta estas directrices específicas:
- Diámetros exteriores: Generalmente capaz de las tolerancias más ajustadas (±0.0005")
- Diámetros interiores: Ligeramente menos preciso que las características externas (±0,0007")
- Profundidades y longitudes: Más difícil de controlar con precisión (±0,001")
- Hilos: Normalmente se especifica por ajuste de clase en lugar de tolerancias decimales
- Acabado superficial: Directamente relacionado con la capacidad de tolerancia (los acabados más finos permiten tolerancias más ajustadas).
Recientemente, al diseñar un eje de precisión para un dispositivo médico, recomendé ajustar las tolerancias sólo en las superficies críticas de los cojinetes y relajar las tolerancias en las características menos funcionales. Este enfoque redujo los costes de fabricación en 23% sin comprometer el rendimiento.
Implicaciones económicas de la especificación de la tolerancia
Existe una correlación directa entre los requisitos de tolerancia y los costes de fabricación. Esta relación no es lineal, sino exponencial. En PTSMAKE, a menudo mostramos a nuestros clientes esta curva de coste-tolerancia para ayudarles a tomar decisiones informadas.
Una buena regla empírica que comparto con los clientes es la siguiente: el endurecimiento de las tolerancias en 50% suele aumentar los costes de fabricación en 80-100%. Este aumento drástico se produce porque las tolerancias más estrictas requieren:
- Maquinaria más precisa
- Velocidades de corte más lentas
- Controles de calidad adicionales
- Cambios de herramienta más frecuentes
- Mayores tasas de rechazo
Especificar las tolerancias adecuadas es una de las formas más eficaces de controlar los costes de fabricación y garantizar al mismo tiempo la funcionalidad del producto. Siempre animo a los ingenieros a preguntarse: "¿Qué tolerancia es necesaria para que esta característica funcione según lo previsto?", en lugar de optar por las especificaciones más estrictas posibles.
Propiedades de los materiales y su impacto en la precisión del torneado CNC?
¿Alguna vez se ha preguntado por qué algunos materiales se mecanizan a la perfección mientras que otros le dejan luchando con acabados superficiales deficientes y problemas dimensionales? La frustración de ajustar los parámetros una y otra vez para acabar obteniendo resultados inferiores puede ser desesperante, sobre todo cuando los plazos de entrega de los proyectos son muy largos.
La selección del material es posiblemente el factor más crítico que afecta a los resultados del torneado CNC de precisión. Las propiedades únicas de cada material, como la dureza, la conductividad térmica y la microestructura, influyen directamente en los parámetros de mecanizado, los índices de desgaste de la herramienta, las tolerancias alcanzables y la calidad de la superficie de los componentes torneados.
Propiedades críticas de los materiales para el torneado de precisión
A la hora de seleccionar materiales para proyectos de torneado CNC de precisión, es esencial comprender cómo afectan las propiedades específicas a los resultados del mecanizado. He descubierto que tener en cuenta estas propiedades al principio del proceso de diseño ayuda a evitar costosas modificaciones posteriores.
Índice de maquinabilidad y su importancia
En maquinabilidad3 de un material se refiere a la facilidad con la que se puede cortar para conseguir el acabado superficial y la precisión dimensional deseados. Los materiales con altos índices de maquinabilidad requieren menos potencia, experimentan un menor desgaste de la herramienta y suelen ofrecer mejores acabados superficiales. En mi experiencia en PTSMAKE, hemos establecido un práctico sistema de clasificación para comparar distintos materiales:
| Tipo de material | Grado de maquinabilidad (1-100) | Características durante el giro |
|---|---|---|
| Latón de corte libre | 90-100 | Excelente formación de viruta, mínimo desgaste de la herramienta |
| Aluminio 6061 | 80-90 | Forma virutas largas, excelente acabado superficial |
| Acero dulce | 60-70 | Fuerzas de corte moderadas, buen acabado |
| Inoxidable 304 | 40-50 | El trabajo se endurece, requiere una configuración rígida |
| Aleaciones de titanio | 20-30 | Mala conductividad térmica, pegajoso |
| Inconel 718 | 10-20 | Fuerte desgaste de la herramienta, difícil arranque de viruta |
La dureza y su efecto en las operaciones de torneado
La dureza del material influye directamente en la selección de la herramienta, las velocidades de corte y las tolerancias alcanzables. Los materiales más duros suelen requerir:
- Herramientas de corte de carburo o cerámica en lugar de acero rápido
- Velocidades de corte más bajas para evitar una generación excesiva de calor
- Máquinas más rígidas para minimizar las vibraciones
- Cambios de herramienta más frecuentes debido al desgaste acelerado
Por ejemplo, al tornear acero templado (>45 HRC), suelo reducir la velocidad de corte en 40-50% en comparación con el mismo material en estado recocido. Este ajuste, aunque reduce la productividad, es esencial para mantener la precisión dimensional y la vida útil de la herramienta.
Propiedades térmicas: El reto oculto
Muchos ingenieros pasan por alto el papel fundamental que desempeña la conductividad térmica en el torneado de precisión. Los materiales con escasa conductividad térmica (como el titanio y el acero inoxidable) concentran el calor en la interfaz de corte, lo que provoca:
- Desgaste acelerado de la herramienta
- Dilatación térmica de la pieza durante el mecanizado
- Posibles cambios microestructurales en el material
- Estabilidad dimensional reducida
Durante un reciente proyecto aeroespacial en PTSMAKE, tuvimos que tornear componentes de titanio con tolerancias de ±0,005 mm. La clave del éxito fue aplicar estrategias de refrigeración adecuadas y realizar múltiples pasadas de acabado ligero para minimizar los efectos térmicos.
Estrategias de torneado específicas para cada material
Aleaciones de Aluminio: Consideraciones sobre velocidad y acabado superficial
Las aleaciones de aluminio son altamente mecanizables, pero presentan retos únicos. Su elevado coeficiente de dilatación térmica (aproximadamente 2,3 × 10^-5 por °C) significa que las dimensiones pueden cambiar significativamente durante el mecanizado si el calor no se gestiona adecuadamente. Al tornear aluminio en PTSMAKE, he aplicado estas mejores prácticas:
- Utiliza bordes de corte pulidos para evitar la acumulación de material
- Aplicar velocidades de corte más altas (normalmente 300-500 m/min)
- Emplear refrigerante por inundación para mantener la estabilidad dimensional
- Seleccionar geometrías de herramienta adecuadas para gestionar las virutas largas y filamentosas.
Acero inoxidable: Lucha contra el endurecimiento por deformación
Los aceros inoxidables austeníticos (como el 304 y el 316) tienen fama de endurecerse por deformación durante las operaciones de torneado. Este fenómeno crea una capa endurecida que acelera el desgaste de la herramienta y compromete el acabado superficial. Mi enfoque incluye:
- Mantener un compromiso de corte continuo para evitar que la herramienta roce la capa endurecida.
- Utilización de velocidades de avance más elevadas con profundidades de corte moderadas
- Selección de herramientas de corte con ángulos de desprendimiento positivos para reducir las fuerzas de corte
- Aplicación de un caudal constante de refrigerante para gestionar la generación de calor
Aleaciones exóticas: El reto definitivo de la precisión
Materiales como el Inconel, el Hastelloy y las aleaciones de titanio exigen estrategias de torneado especializadas. Estos materiales combinan una baja conductividad térmica con una alta retención de la resistencia a temperaturas elevadas, lo que plantea grandes retos para el torneado de precisión.
Para estos materiales, he tenido éxito con:
- Máquinas rígidas con un voladizo mínimo
- Selección de tecnologías avanzadas de recubrimiento para herramientas de corte
- Implantación de sistemas de refrigeración de alta presión (más de 70 bares)
- Utilización de velocidades de corte más bajas con avances constantes
- Realización de inspecciones periódicas durante el proceso para detectar desviaciones dimensionales
Gracias a nuestro conocimiento de los requisitos específicos de cada material, hemos conseguido tolerancias de ±0,01 mm incluso en las aleaciones exóticas más exigentes.
¿Qué acabados superficiales están disponibles para las piezas torneadas CNC de precisión?
¿Alguna vez ha recibido piezas torneadas CNC de precisión que parecían perfectas pero no cumplían sus requisitos funcionales? ¿O quizás le ha costado comunicar exactamente qué acabado superficial necesita para su aplicación? La diferencia entre el éxito y el fracaso en muchos proyectos de ingeniería a menudo se reduce a estos detalles superficiales aparentemente pequeños.
Los acabados superficiales de las piezas torneadas CNC de precisión incluyen el mecanizado, el granallado, el anodizado, el recubrimiento en polvo, la galvanoplastia, el pulido y el cepillado. Cada acabado tiene fines funcionales y estéticos específicos, y afecta a propiedades como la resistencia a la corrosión, las características de desgaste, el aspecto y la interacción de las piezas.

Tipos de acabados superficiales para piezas torneadas CNC
Cuando se trata de piezas torneadas CNC de precisión, el acabado superficial es mucho más que la apariencia. Afecta directamente a la funcionalidad, durabilidad y rendimiento del componente. En PTSMAKE, ofrecemos varias opciones de acabado superficial para satisfacer los distintos requisitos de la industria.
Acabado mecanizado
El acabado mecanizado es el acabado superficial más básico de las piezas torneadas con CNC. Es el que se obtiene directamente después del proceso de mecanizado sin ningún tratamiento adicional. Este acabado suele mostrar marcas de herramienta visibles y tiene un valor de rugosidad superficial (Ra) que oscila entre 0,8 y 3,2 micrómetros, en función de los parámetros de corte utilizados.
Entre las ventajas del acabado mecanizado se incluyen:
- Rentabilidad (no requiere tratamiento adicional)
- Adecuado para superficies no críticas o prototipos
- Plazos de entrega más rápidos
Sin embargo, los acabados mecanizados pueden no ser adecuados para piezas que requieren propiedades específicas de fricción, resistencia a la corrosión o atractivo estético.
Granallado y chorreado
El granallado con microesferas es un proceso en el que pequeñas bolas esféricas (normalmente microesferas de vidrio) se impulsan a alta presión contra la superficie de la pieza. Esto crea un acabado mate uniforme que elimina eficazmente las marcas de herramientas y las pequeñas imperfecciones de la superficie.
El granallado con abrasivos utiliza distintos materiales, como óxido de aluminio, carburo de silicio o abrasivos plásticos, para conseguir distintas texturas superficiales. La elección del material afecta al acabado final y rugosidad superficial4.
El granallado es especialmente útil para:
- Creación de un aspecto uniforme en todas las superficies
- Eliminación de rebabas y bordes afilados
- Preparación de superficies para revestimientos u otros acabados
- Crear una superficie difusora de la luz
Opciones de revestimiento de superficies
Anodizado (para aluminio)
El anodizado es un proceso electroquímico que convierte la superficie del aluminio en una capa de óxido duradera y resistente a la corrosión. En PTSMAKE ofrecemos anodizado de tipo II (estándar) y de tipo III (duro), con varias opciones de color.
Los beneficios incluyen:
- Mayor resistencia a la corrosión
- Mayor resistencia al desgaste
- Aislamiento eléctrico
- Atractivo estético con opciones de color
Recubrimiento en polvo
El recubrimiento en polvo consiste en aplicar a la superficie metálica un polvo seco que fluye libremente y después se cura con calor. Así se crea un acabado resistente y protector, más grueso que la pintura convencional.
Ventajas clave:
- Excelente durabilidad y resistencia a los impactos
- Amplia gama de colores y texturas
- Buena resistencia química
- Respetuoso con el medio ambiente (sin disolventes)
Galvanoplastia
La galvanoplastia deposita una fina capa de metal en la superficie de la pieza mediante un proceso electroquímico. Entre los materiales de revestimiento más comunes están el níquel, el cromo, el zinc, el oro y la plata.
Cada material de revestimiento ofrece ventajas específicas:
| Material de revestimiento | Beneficios principales | Aplicaciones típicas |
|---|---|---|
| Níquel | Resistencia a la corrosión, dureza | Automoción, electrónica |
| Cromo | Resistencia al desgaste, baja fricción | Componentes mecánicos, piezas decorativas |
| Zinc | Protección rentable contra la corrosión | Fijaciones, componentes estructurales |
| Oro | Excelente conductividad, resistencia a la corrosión | Electrónica, conectores |
| Plata | Conductividad eléctrica superior | Electrónica de alto rendimiento |
Métodos de acabado mecánico
Pulido
El pulido utiliza abrasivos progresivamente más finos para crear una superficie lisa y reflectante. Podemos conseguir varios niveles de pulido, desde un acabado satinado hasta un aspecto de espejo. El pulido es ideal para piezas en las que:
- La estética es fundamental
- Es necesario reducir la fricción
- Se necesita un control dimensional preciso
- La limpieza es importante (menos probabilidades de atrapar contaminantes)
Cepillado y acabado direccional
El cepillado crea un acabado satinado unidireccional con líneas finas y paralelas. Este acabado es a la vez funcional y decorativo, a menudo utilizado en:
- Productos de consumo
- Componentes arquitectónicos
- Productos sanitarios
- Equipos de procesado de alimentos
La textura controlada de la superficie enmascara pequeños arañazos y huellas dactilares, al tiempo que mantiene un aspecto profesional.
Tratamientos químicos
Pasivado (para acero inoxidable)
La pasivación es un proceso químico que mejora la resistencia natural a la corrosión del acero inoxidable eliminando el hierro libre de la superficie y favoreciendo la formación de una capa protectora de óxido.
Los beneficios incluyen:
- Mayor resistencia a la corrosión
- Sin cambios dimensionales
- Eliminación de contaminantes superficiales
Óxido negro (para acero al carbono)
El óxido negro es un revestimiento de conversión que crea un aspecto negro al tiempo que ofrece una modesta protección contra la corrosión. Se valora por:
- Mantenimiento de la precisión dimensional (revestimiento extremadamente fino)
- Minimizar la reflexión de la luz
- Mejorar el contraste visual
- Proporciona una protección contra la corrosión leve
Seleccionar el acabado de superficie adecuado
Al elegir un acabado superficial para piezas torneadas CNC de precisión, tenga en cuenta estos factores:
- Requisitos funcionales (resistencia a la corrosión, propiedades de desgaste, características de fricción)
- Exposición ambiental (interior/exterior, productos químicos, temperaturas extremas)
- Requisitos estéticos
- Limitaciones presupuestarias
- Normas o especificaciones industriales
- Requisitos de montaje (ajuste con otros componentes)
En PTSMAKE, colaboro estrechamente con los clientes para recomendarles el acabado superficial más adecuado en función de las necesidades específicas de su aplicación. Por ejemplo, en el caso de componentes aeroespaciales, podemos sugerir el anodizado para piezas de aluminio o el pasivado para piezas de acero inoxidable a fin de garantizar un rendimiento óptimo en entornos exigentes.
Recuerde que la selección del acabado superficial debe realizarse al principio del proceso de diseño. Esta consideración temprana ayuda a evitar costosos rediseños o modificaciones posteriores y garantiza que sus piezas torneadas CNC cumplan los requisitos funcionales y estéticos.
¿Cómo mejorar el control de calidad en los proyectos de torneado CNC de precisión?
¿Alguna vez ha recibido piezas torneadas de precisión que no cumplían sus especificaciones, a pesar de haber invertido importantes recursos? ¿Está cansado de la frustración que se produce cuando surgen problemas de calidad una vez finalizada la producción, lo que provoca costosas repeticiones y retrasos?
Un control de calidad eficaz en el torneado CNC de precisión no consiste sólo en inspeccionar: es un enfoque integral que comienza con el diseño y continúa hasta la entrega. La aplicación de medidas de calidad estratégicas en todo el proceso de producción permite reducir considerablemente los defectos y mantener la eficiencia.

La base del control de calidad en el torneado CNC
El control de calidad en los proyectos de torneado CNC de precisión requiere un enfoque sistemático. En PTSMAKE, he desarrollado procesos de control de calidad que abordan tanto la prevención como la detección.
Establecer normas de calidad claras
El primer paso en cualquier sistema de control de calidad es definir qué significa "calidad" para su proyecto específico. Esto implica:
- Dibujos técnicos detallados con GD&T (Geometric Dimensioning and Tolerancing) adecuados.
- Especificaciones de materiales y requisitos de acabado superficial
- Dimensiones críticas identificadas con las tolerancias adecuadas
- Características especiales que requieren atención adicional
Cuando recibimos proyectos en nuestras instalaciones, revisamos inmediatamente estas especificaciones con nuestro equipo de ingeniería. Esta revisión colaborativa ayuda a identificar posibles retos de fabricación antes de que comience la producción.
Aplicación de la inspección durante el proceso
El control de calidad tradicional suele depender en gran medida de la inspección final. Aunque detecta los defectos, no los evita. Control estadístico de procesos5 ofrece un enfoque más proactivo:
- Muestreo regular durante la producción
- Medición de dimensiones críticas a intervalos predeterminados
- Seguimiento de las variaciones del proceso para identificar tendencias antes de que se conviertan en problemas
- Medidas correctoras inmediatas cuando las mediciones se desvían hacia los límites de tolerancia
Este enfoque nos ha ayudado a reducir los índices de rechazo en casi 30% en todas nuestras operaciones de torneado CNC.
Tecnologías avanzadas de medición
La eficacia del control de calidad depende en gran medida de la precisión y la eficiencia de las mediciones.
Integración de MMC (máquinas de medición por coordenadas)
Las MMC modernas ofrecen una precisión excepcional para geometrías complejas:
- Medición automatizada de múltiples dimensiones
- Reducción de los errores del operador
- Informes digitales para el análisis de tendencias
- Tiempos de inspección más rápidos para la producción de grandes volúmenes
En el caso de componentes cilíndricos con tolerancias estrechas, las MMC resultan inestimables para verificar dimensiones que podrían resultar difíciles con métodos manuales.
Sistemas de visión para la detección de defectos superficiales
Los defectos superficiales pueden ser especialmente problemáticos en el torneado de precisión. Los sistemas de visión avanzados ayudan a detectar:
- Arañazos microscópicos
- Marcas de herramientas
- Incoherencias materiales
- Desviaciones de acabado
Estos sistemas capturan imágenes de alta resolución que revelan defectos invisibles a simple vista, especialmente importantes para componentes con requisitos críticos de superficie.
Sistemas de documentación de calidad
La documentación constituye la espina dorsal de un control de calidad eficaz. Esto es lo que recomiendo poner en práctica:
Sistemas digitales de gestión de la calidad
Los sistemas de calidad basados en papel son cada vez más obsoletos. Los sistemas digitales ofrecen:
| Beneficio | Descripción |
|---|---|
| Trazabilidad | Seguimiento de las piezas en todas las fases de producción |
| Análisis de datos | Identificar problemas recurrentes a través de datos históricos |
| Accesibilidad | Acceso inmediato de todas las partes interesadas a los registros de calidad |
| Coherencia | Documentación normalizada para todos los proyectos |
Nuestra transición a la gestión digital de la calidad redujo nuestro tiempo de respuesta a los problemas de calidad en 65%.
Protocolo de inspección del primer artículo (FAI)
La FAI es la piedra angular de la validación de la calidad de la producción:
- Inspección completa de la primera pieza producida con respecto a todas las especificaciones
- Documentación detallada de todas las mediciones
- Proceso de aprobación en el que participan los equipos de calidad e ingeniería
- Establecimiento de la línea de base para la producción posterior
Siempre insisto en que se realice una FAI exhaustiva antes de aprobar la producción en serie. Este único paso ha evitado que innumerables problemas de calidad lleguen a la producción en serie.
Gestión de la calidad de los proveedores
En el caso de los componentes que requieren procesamiento o materiales externos, la calidad del proveedor repercute directamente en el producto final.
Proceso de cualificación de proveedores
Desarrollar un sistema sólido para calificar a los proveedores:
- Evaluaciones de capacidad in situ
- Muestra de evaluación previa a la adjudicación de contratos
- Expectativas claras de calidad documentadas en acuerdos
- Revisiones periódicas del rendimiento
En PTSMAKE, mantenemos un sistema de proveedores por niveles basado en el rendimiento de la calidad, y sólo utilizamos proveedores de primer nivel para nuestros componentes más críticos.
Inspección del material entrante
Incluso con proveedores cualificados, la verificación sigue siendo esencial:
- Planes de muestreo basados en los resultados históricos de los proveedores
- Verificación de la certificación de materiales
- Control dimensional de los elementos críticos
- Verificación del tratamiento superficial, si procede
Este enfoque proporciona un sistema de alerta temprana para los problemas de calidad de la cadena de suministro antes de que afecten a su producción.
Formación y mejora continua
Los sistemas de calidad son tan eficaces como las personas que los aplican.
Programas de formación de operadores
Invierta en una formación completa:
- Competencias técnicas específicas del torneado de precisión
- Normalización de las técnicas de medición
- Sensibilización sobre la calidad
- Metodologías de resolución de problemas
Nuestros operarios se someten a una recertificación anual en técnicas de medición, lo que garantiza la coherencia en todos los turnos y reduce las variaciones de interpretación.
Análisis de causas y medidas correctoras
Cuando surgen problemas de calidad, la respuesta determina si se repetirán:
- Investigación exhaustiva de las causas de los defectos
- Aplicación de medidas correctoras
- Verificación de la eficacia
- Estandarización de mejoras en procesos similares
Este enfoque disciplinado transforma los problemas de calidad en oportunidades de mejora del sistema.
Al aplicar estas estrategias de control de calidad en sus proyectos de torneado CNC de precisión, no sólo reducirá los defectos, sino que también mejorará la eficacia y la satisfacción del cliente. Recuerde que la calidad no es un departamento de inspección, sino un enfoque integral que abarca todos los aspectos de su proceso de producción.
El papel del control de calidad en el torneado CNC de precisión?
¿Alguna vez ha recibido piezas mecanizadas que parecían perfectas pero que fallaron durante el montaje o las pruebas? ¿O tal vez ha experimentado la frustración de lotes incoherentes en los que algunos componentes funcionan perfectamente mientras que otros no encajan del todo? Los problemas de calidad pueden hacer descarrilar proyectos, retrasar lanzamientos y, en última instancia, dañar su reputación ante los clientes.
El control de calidad en el torneado CNC de precisión no es sólo un punto de comprobación final, sino un proceso global integrado en toda la fabricación. Desde la verificación del material hasta la inspección final, los protocolos de control de calidad eficaces garantizan que los componentes cumplen las especificaciones exactas, funcionan de forma fiable y mantienen la coherencia en todas las series de producción.

Fundamentos del control de calidad en el torneado CNC
El control de calidad en el torneado CNC de precisión implica varios procesos interconectados diseñados para identificar y prevenir defectos. A diferencia de lo que mucha gente piensa, el control de calidad no consiste sólo en inspeccionar las piezas acabadas. Comienza con la selección de las materias primas y continúa a través de cada paso del proceso de fabricación.
En PTSMAKE, hemos desarrollado un completo sistema de gestión de la calidad que aborda cada punto crítico del proceso de torneado CNC. Este sistema nos ayuda a mantener una calidad constante en miles de piezas, al tiempo que reduce los residuos y los costes de producción para nuestros clientes.
Medidas de calidad previas a la producción
Antes de iniciar cualquier operación de torneado, deben realizarse varias comprobaciones de calidad:
- Verificación del material: Comprobación de las materias primas para confirmar que cumplen las normas especificadas y que tienen las características adecuadas. propiedades metalúrgicas6.
- Validación de la programación: Revisión de los programas CNC para comprobar su precisión y eficacia.
- Preparación del utillaje: Garantizar que todas las herramientas de corte estén correctamente preparadas y calibradas.
- Calibrado de máquinas: Verificación de que las máquinas CNC están correctamente calibradas para el trabajo específico.
Estas medidas previas a la producción evitan los problemas antes de que se produzcan, ahorrando tiempo y recursos. He visto proyectos en los que saltarse estos pasos ha supuesto desechar lotes enteros, una lección muy cara que refuerza la importancia de un control de calidad proactivo.
Técnicas de control de calidad durante el proceso
Durante la producción, la supervisión continua ayuda a mantener la calidad:
Control estadístico de procesos (CEP)
El SPC utiliza métodos estadísticos para supervisar y controlar un proceso. Mediante la recogida de datos a intervalos regulares durante la producción, podemos:
- Detectar tendencias antes de que se conviertan en problemas
- Mantener la estabilidad del proceso
- Reducir la variación entre piezas
Este enfoque es especialmente valioso para proyectos de torneado de precisión de gran volumen en los que es esencial una calidad constante.
Inspección del primer artículo
La inspección del primer artículo consiste en la comprobación exhaustiva de la primera pieza producida en una tirada. Este paso crítico verifica que:
- El programa CNC es correcto
- La configuración de la máquina es precisa
- El utillaje funciona correctamente
- La pieza cumple todas las especificaciones
En PTSMAKE, documentamos minuciosamente las inspecciones del primer artículo, proporcionando a los clientes informes detallados que generan confianza en el proceso de producción.
Muestreo en proceso
El muestreo regular a lo largo de la producción ayuda a identificar cualquier desviación en la calidad. La frecuencia del muestreo depende de varios factores:
| Volumen de producción | Frecuencia de muestreo típica | Método de inspección |
|---|---|---|
| Bajo (menos de 100 unidades) | 10-20% | Visual y dimensional |
| Mediana (100-1.000 unidades) | 5-10% | Dimensional y funcional |
| Alta (más de 1.000 unidades) | 1-5% | Muestreo estadístico con MMC |
Tecnologías avanzadas de inspección
El moderno control de calidad del torneado CNC de precisión emplea sofisticadas tecnologías de medición:
Máquinas de medición por coordenadas (MMC)
Las MMC proporcionan una inspección dimensional extremadamente precisa utilizando una sonda para medir puntos en la superficie de una pieza. Estas máquinas pueden:
- Medición de características con una precisión de 0,001 mm
- Crear informes de inspección detallados
- Comparar resultados directamente con modelos CAD
- Identificar desviaciones imposibles de detectar manualmente
Sistemas de visión
Los sistemas de visión automatizados utilizan cámaras y software para inspeccionar piezas de forma rápida y uniforme. Destacan en:
- Inspección del acabado superficial
- Detección de defectos visuales
- Inspección de hilos
- Clasificación de alta velocidad basada en criterios visuales
Pruebas de rugosidad superficial
La calidad de la superficie es fundamental para muchos componentes torneados de precisión. Los perfilómetros modernos pueden:
- Medición de la rugosidad superficial en Ra, Rz y otros parámetros
- Crear perfiles de superficie detallados
- Verificar el cumplimiento de los requisitos de acabado superficial
Documentación y trazabilidad
El control de calidad no está completo sin una documentación adecuada. En el caso del torneado CNC de precisión, esto incluye:
- Certificados de materiales: Documentación sobre la composición y las propiedades de los materiales
- Documentación de procesos: Registros de todos los pasos y parámetros de fabricación
- Informes de inspección: Mediciones detalladas y resultados de las pruebas
- Informes de no conformidad: Documentación de cualquier problema y su resolución
- Trazabilidad de los lotes: Sistemas de seguimiento de los componentes desde la materia prima hasta el envío
En aplicaciones aeroespaciales, médicas y de defensa, esta documentación no es sólo una buena práctica, sino a menudo un requisito normativo. Nuestro sistema de calidad en PTSMAKE mantiene registros exhaustivos que proporcionan tranquilidad a los clientes de estos exigentes sectores.
Retos habituales de la calidad en el torneado de precisión
Incluso con sistemas de calidad sólidos, a menudo surgen ciertos retos:
Problemas de precisión dimensional
El mantenimiento de tolerancias estrechas (a menudo inferiores a ±0,005 mm) requiere un enfoque:
- Dilatación térmica durante el mecanizado
- Compensación del desgaste de la herramienta
- Rigidez y vibración de la máquina
- Comportamiento del material durante el corte
Problemas de acabado superficial
Para lograr acabados superficiales específicos es necesario controlar:
- Selección y estado de la herramienta de corte
- Avance y velocidad de corte
- Aplicación de refrigerante
- Propiedades de los materiales
Retos específicos de los materiales
Los distintos materiales plantean retos de calidad únicos:
- Acero inoxidable: La tendencia a endurecerse requiere estrategias de corte específicas
- Aluminio: Los materiales más blandos pueden deformarse durante la sujeción
- Titanio: La acumulación de calor puede afectar a la estabilidad dimensional
- Plásticos: Consistencia del material y sensibilidad a la temperatura
Mejora continua de los sistemas de calidad
Los mejores sistemas de control de calidad nunca son estáticos. En PTSMAKE perfeccionamos continuamente nuestros métodos:
- Análisis de las causas: Investigar cualquier problema de calidad para evitar que se repita
- Calibración periódica: Mantenimiento de la precisión de los equipos de medición
- Formación del personal: Garantizar que el personal de calidad dispone de competencias y conocimientos actualizados
- Integración de la tecnología: Aplicación de nuevas tecnologías de inspección y control
- Integración de los comentarios de los clientes: Utilizar las aportaciones de los clientes para mejorar los procesos
Este compromiso de mejora nos ha permitido alcanzar unos niveles de calidad excepcionales, manteniendo al mismo tiempo unos precios competitivos, lo que demuestra que la calidad y la eficiencia pueden ir de la mano cuando se gestionan adecuadamente.
¿Cómo garantizar el control de calidad en los procesos de torneado CNC de precisión?
¿Alguna vez ha recibido piezas torneadas de precisión que no cumplían sus especificaciones? O peor aún, ¿ha descubierto problemas de calidad sólo después de que los componentes se ensamblaran en su producto final? Estas situaciones no sólo provocan retrasos, sino que pueden devastar los plazos y presupuestos de los proyectos cuando fallan componentes críticos.
El control de calidad en el torneado CNC de precisión no es sólo un paso de fabricación, sino una metodología integral que garantiza la coherencia, la precisión y la fiabilidad en todo el proceso de producción. Los sistemas de control de calidad eficaces combinan protocolos de inspección rigurosos, documentación adecuada, control estadístico de procesos y mejora continua para ofrecer piezas que cumplan o superen las especificaciones.

La base del control de calidad en el torneado CNC
El control de calidad en el torneado CNC de precisión comienza mucho antes de que se corte la primera viruta. En PTSMAKE, hemos desarrollado un enfoque global que integra consideraciones de calidad en cada fase de la producción. La base de un control de calidad eficaz descansa sobre tres pilares fundamentales: prevención, supervisión y corrección.
La prevención se centra en eliminar posibles problemas antes de que se produzcan. Esto incluye revisiones exhaustivas del diseño, verificación de materiales y validación de procesos. La supervisión implica una evaluación continua durante la producción mediante controles en el proceso y métodos estadísticos. La corrección aborda las desviaciones con rapidez y aplica mejoras sistemáticas para evitar que se repitan.
Preparativos de calidad previos a la producción
Antes de iniciar cualquier trabajo de torneado CNC, deben aplicarse varias medidas críticas de calidad:
- Análisis del diseño para la fabricación (DFM): Revisar los diseños de las piezas para identificar posibles problemas de fabricación que puedan afectar a la calidad.
- Verificación de la certificación de materiales: Garantizar que las materias primas cumplen los requisitos especificados y disponen de la documentación adecuada.
- Selección y verificación de herramientas: Elegir las herramientas de corte adecuadas para los requisitos específicos de material y geometría.
- Planificación de la inspección del primer artículo: Establecimiento de procedimientos de inspección detallados para las primeras piezas producidas.
Nuestro equipo de ingeniería siempre realiza una revisión exhaustiva de DFM para identificar las características que podrían causar inestabilidad dimensional7 u otros problemas de calidad. Este enfoque proactivo evita muchos problemas antes de que se produzcan.
Técnicas de control de calidad durante el proceso
El mantenimiento de la calidad durante la producción requiere una vigilancia atenta. Entre las técnicas más eficaces figuran:
Control estadístico de procesos (CEP)
El SPC consiste en recopilar y analizar datos del proceso de mecanizado para identificar tendencias y posibles problemas antes de que se traduzcan en piezas defectuosas. Entre las métricas clave que se deben supervisar se incluyen:
- Gráficos de control de dimensiones críticas
- Control del desgaste de las herramientas
- Análisis de vibraciones
- Estabilidad térmica
Sistemas de inspección automatizados
Los modernos centros de torneado CNC pueden incorporar funciones de inspección en línea que proporcionan información en tiempo real sobre la calidad de las piezas:
- Palpadores para verificación dimensional
- Sistemas de visión para inspección de superficies
- Medición láser para una validación precisa de la geometría
Protocolos de inspección de los operadores
A pesar de los avances tecnológicos, los operarios cualificados siguen siendo esenciales para el control de calidad. Un protocolo de inspección estructurado podría incluir:
| Punto de Inspección | Frecuencia | Método | Documentación |
|---|---|---|---|
| Dimensiones críticas | Cada 5 partes | Micrómetro/calibre | Registro digital de mediciones |
| Acabado superficial | Cada 10 partes | Comprobador visual + de rugosidad | Lista de control de calidad |
| Calidad del hilo | Cada parte | Indicador Go/No-go | Registro de aprobados y suspensos |
| Tolerancias geométricas | Primera y última parte del lote | MMC | Informe de inspección |
Verificación de la calidad posterior a la producción
Una vez finalizado el mecanizado, unos exhaustivos protocolos de inspección garantizan que las piezas acabadas cumplen todas las especificaciones antes de su envío.
Métodos de inspección final
La verificación de la calidad final suele implicar una combinación de técnicas:
- Inspección dimensional: Utilización de equipos de medición de precisión como MMC, comparadores ópticos y micrómetros.
- Análisis del acabado superficial: Utilización de perfilómetros e inspección visual con iluminación adecuada.
- Pruebas funcionales: Cuando proceda, probar las piezas en condiciones operativas simuladas.
- Verificación del material: Realización de ensayos de dureza y otras evaluaciones no destructivas.
Para aplicaciones de alta precisión, las salas de inspección con temperatura controlada son esenciales. En PTSMAKE, nuestra zona de inspección se mantiene a una temperatura constante de 20 °C (68 °F) para eliminar los problemas de dilatación térmica que podrían afectar a la precisión de las mediciones.
Documentación y trazabilidad
Una documentación exhaustiva constituye la espina dorsal de un control de calidad eficaz:
- Informes de inspección: Registros detallados de todas las mediciones y resultados de las pruebas.
- Certificados de materiales: Documentación sobre la composición y las propiedades de los materiales.
- Parámetros del proceso: Registros de los ajustes de la máquina, las herramientas de corte y los dispositivos utilizados.
- Informes de no conformidad: Documentación de cualquier desviación y su resolución.
Esta documentación no sólo sirve como prueba de calidad, sino que también proporciona datos valiosos para los esfuerzos de mejora continua y la trazabilidad si surgen problemas más adelante.
Aplicación de la mejora continua
El control de calidad no es estático: debe evolucionar continuamente. Entre las estrategias de mejora eficaces se incluyen:
- Análisis de las causas: Investigar sistemáticamente las causas subyacentes de cualquier problema de calidad.
- Planes de medidas correctoras: Desarrollar medidas específicas y cuantificables para abordar los problemas detectados.
- Acciones preventivas: Aplicación de cambios en todo el sistema para evitar problemas similares.
- Auditorías periódicas de procesos: Realización de revisiones exhaustivas de todos los procedimientos de calidad.
He descubierto que la celebración periódica de "círculos de calidad" -reuniones de equipos interfuncionales centradas específicamente en la mejora de la calidad- genera avances significativos en nuestros procesos de torneado. Estas sesiones de colaboración ayudan a detectar problemas sutiles que, de otro modo, podrían pasar desapercibidos.
Tecnología y herramientas para un control de calidad moderno
La tecnología avanzada ha transformado el control de calidad en el torneado CNC de precisión:
Máquinas de medición por coordenadas (MMC)
Las MMC proporcionan una verificación dimensional completa con una precisión extremadamente alta. Los sistemas modernos pueden:
- Medición automática de cientos de características
- Generar informes de inspección detallados
- Comparar resultados directamente con modelos CAD
- Identificar tendencias en las series de producción
Sistemas de visión
Los sistemas de medición óptica destacan por:
- Inspección rápida de perfiles complejos
- Verificación del estado de la superficie
- Detección de defectos mínimos
- Medición sin contacto de elementos delicados
Sistemas de gestión de datos
Los sistemas de gestión de datos de calidad permiten:
- Control en tiempo real de la calidad de la producción
- Análisis estadístico de múltiples trabajos
- Identificación de tendencias a largo plazo
- Documentación para el cumplimiento de la norma ISO
En PTSMAKE, hemos integrado estas tecnologías en un sistema unificado de gestión de la calidad que proporciona visibilidad en tiempo real de nuestros procesos de torneado, lo que nos permite mantener una calidad constante incluso en las aplicaciones más exigentes.
¿Cuáles son los plazos de entrega de los pedidos de torneado CNC de precisión?
¿Alguna vez se ha encontrado corriendo contra reloj, esperando desesperadamente componentes torneados CNC críticos que le prometieron "lo antes posible"? ¿O tal vez ha experimentado la frustración de unas estimaciones de entrega imprecisas que dejan su programa de producción en el limbo?
Los plazos de entrega de los pedidos de torneado CNC de precisión suelen oscilar entre 1 y 3 días para prototipos sencillos y entre 4 y 6 semanas para series de producción complejas. Entre los factores que afectan a estos plazos se incluyen la complejidad de la pieza, la selección del material, la cantidad del pedido, los requisitos de acabado y la capacidad actual del taller.

Factores que influyen en los plazos de entrega del torneado CNC
Comprender los elementos que afectan a los plazos de entrega le ayudará a planificar sus proyectos con mayor eficacia. Según mi experiencia en miles de proyectos de fabricación de precisión, hay varios factores clave que influyen en la rapidez de entrega de las piezas torneadas.
Disponibilidad y preparación del material
El material que seleccione para su proyecto de torneado CNC influye significativamente en el plazo de entrega. Los materiales estándar como el aluminio 6061, el latón C360 o el acero inoxidable 303 suelen estar en stock en la mayoría de los talleres y listos para su uso inmediato. Sin embargo, materiales especiales como Inconel, aleaciones de titanio o polímeros plásticos específicos suelen requerir pedidos a proveedores, lo que añade entre 3 y 7 días a su plazo de entrega.
La preparación de los materiales también influye. Por ejemplo, en PTSMAKE mantenemos un amplio inventario de materiales comunes para minimizar los retrasos, pero incluso nosotros necesitamos ocasionalmente abastecernos de aleaciones especiales para aplicaciones únicas.
Complejidad de las piezas
La complejidad de la pieza está directamente relacionada con el tiempo de programación y mecanizado. Una pieza cilíndrica sencilla con características básicas puede programarse en menos de una hora, mientras que las geometrías complejas con tolerancias estrechas, paredes finas o características intrincadas pueden requerir días de programación y tiempo de preparación.
Considere estos niveles de complejidad y su impacto en los plazos de entrega:
| Nivel de complejidad | Características | Aumento típico del plazo de entrega |
|---|---|---|
| Simple | Formas cilíndricas básicas, pocas características | Impacto mínimo |
| Moderado | Múltiples diámetros, orificios, ranuras | Adición de 1-3 días |
| Complejo | Tolerancias estrechas, roscado, paredes finas | Adición de 3 a 7 días |
| Avanzado | Múltiples configuraciones, requisitos de 5 ejes, detalles intrincados | 7-14 días de adición |
Cantidad del pedido y tamaño del lote
La relación entre cantidad y plazo de entrega no siempre es lineal. Para cantidades pequeñas (1-10 piezas), el tiempo de preparación suele dominar el plazo de entrega total. A medida que aumentan las cantidades, el tiempo de mecanizado se convierte en el factor principal.
Curiosamente, los lotes de tamaño medio (50-500 unidades) suelen representar el punto óptimo de eficiencia en el torneado CNC. Una vez que las cantidades superan ciertos umbrales, surgen consideraciones adicionales como desgaste de la herramienta8 y la planificación de la capacidad de las máquinas se convierten en factores importantes.
Requisitos de postprocesamiento
Cualquier operación secundaria posterior al proceso inicial de torneado prolongará los plazos de entrega. Entre los pasos de postprocesado habituales se incluyen:
- Tratamiento térmico: Añade 2-5 días
- Acabado de superficies (anodizado, chapado, pintura): 3-7 días más
- Inspección y certificación de calidad: Añade 1-3 días
- Embalaje personalizado: Añade 1-2 días
En PTSMAKE, hemos optimizado nuestro flujo de trabajo para realizar muchas de estas operaciones en paralelo en lugar de secuencialmente, lo que ayuda a minimizar el impacto acumulativo en los plazos de entrega.
Plazos realistas por tipo de proyecto
Creación de prototipos (1-10 piezas)
Para prototipos sencillos con materiales fáciles de conseguir, espere:
- Diseños sencillos: 1-3 días laborables
- Complejidad moderada: 3-5 días laborables
- Diseños complejos: 5-10 días laborables
El nivel de prioridad de su pedido puede influir significativamente en estos plazos. Muchos talleres, incluido el nuestro, ofrecen servicios acelerados para prototipos críticos, a veces entregando las piezas en 24 horas, aunque normalmente a un precio superior.
Pequeñas series de producción (10-100 piezas)
Las pequeñas series de producción suelen seguir estos plazos:
- Diseños sencillos: 3-7 días laborables
- Complejidad moderada: 7-14 días laborables
- Diseños complejos: 2-3 semanas
A partir de este nivel de cantidad, la relación entre el tiempo de preparación y el de producción empieza a equilibrarse, lo que hace que el coste por pieza sea más económico, al tiempo que se mantienen unos plazos de entrega relativamente rápidos.
Mediana y gran producción (más de 100 piezas)
Para grandes cantidades de producción:
- Diseños sencillos: 2-3 semanas
- Complejidad moderada: 3-4 semanas
- Diseños complejos: 4-6 semanas
Con pedidos más grandes, el aprovisionamiento de material se vuelve más crítico y la planificación de la capacidad de la máquina desempeña un papel más importante. Sin embargo, los costes por pieza suelen disminuir significativamente con estos volúmenes.
Estrategias para reducir los plazos de entrega
Basándome en mi experiencia ayudando a clientes a optimizar sus flujos de trabajo de fabricación, he aquí algunos enfoques prácticos para reducir los plazos de entrega del torneado CNC:
Diseño para la fabricación: Simplifique las geometrías en la medida de lo posible, evite tolerancias innecesariamente ajustadas y tenga en cuenta tamaños de material estándar.
Proporcionar documentación técnica completa: Los pliegos de condiciones incompletos o ambiguos provocan bucles de aclaración que llevan mucho tiempo.
Considerar alternativas materiales: Ser flexible en la selección de materiales puede ayudar a evitar retrasos en el aprovisionamiento de materiales especiales.
Planificar con antelación el tratamiento posterior: Incluya los requisitos de acabado en su planificación inicial en lugar de añadirlos más tarde.
Desarrollar relaciones con proveedores fiables: En PTSMAKE, damos prioridad a los trabajos de clientes habituales que nos proporcionan un trabajo constante, y a menudo encajamos las peticiones urgentes en nuestro calendario de producción.
Buenas prácticas de comunicación y planificación
Una comunicación clara con su proveedor de torneado CNC es esencial para que las expectativas de plazo de entrega sean realistas. Cuando solicite presupuestos, asegúrese de:
- Especifique sus requisitos reales de entrega en lugar de limitarse a pedir "lo antes posible".
- Comunicar las prioridades del proyecto si se piden varias piezas
- Analice las opciones de entregas parciales si pueden facilitar su flujo de producción.
- Sea transparente sobre su aplicación final para ayudar a identificar posibles oportunidades de optimización.
Los proyectos de más éxito que he supervisado en PTSMAKE han sido los de clientes que compartían su calendario general, lo que nos permitió planificar el proceso de fabricación para que se ajustara perfectamente a sus calendarios de montaje.
¿Puede el torneado CNC de precisión manejar geometrías complejas y paredes delgadas?
¿Alguna vez se ha enfrentado a la frustración de mecanizar piezas con detalles intrincados o características delicadas? ¿Esos momentos en los que sus diseños desafían los límites de la fabricación tradicional y se pregunta si el torneado de precisión puede realmente ofrecerle lo que ha imaginado?
Sí, el torneado CNC de precisión moderno puede manejar con eficacia geometrías complejas y paredes delgadas. Con máquinas multieje avanzadas, herramientas especializadas y técnicas de configuración adecuadas, las operaciones de torneado actuales pueden producir con éxito componentes con características intrincadas y espesores de pared tan finos como 0,2 mm manteniendo tolerancias estrictas.

Comprender las capacidades del torneado CNC moderno
Al hablar de geometrías complejas y componentes de paredes finas, es importante reconocer hasta qué punto ha avanzado la tecnología de torneado CNC. Las operaciones de torneado tradicionales se limitaban antaño a formas cilíndricas sencillas, pero los centros de torneado CNC actuales han evolucionado de forma espectacular.
Los modernos tornos CNC multieje combinan las funciones de torneado y fresado, lo que permite crear geometrías increíblemente complejas que antes eran imposibles sólo con el torneado convencional. Estas máquinas suelen contar con herramientas motorizadas, subhusillos y movimientos en el eje Y que amplían significativamente sus capacidades más allá de las operaciones básicas de torneado.
En PTSMAKE, he sido testigo de la transformación de la tecnología de torneado a lo largo de los años. Nuestros avanzados centros de torneado pueden manejar componentes con perfiles complejos, rebajes, características excéntricas y paredes extremadamente finas sin comprometer la precisión dimensional ni la calidad del acabado superficial.
Factores clave para el mecanizado de geometrías complejas
Varios avances tecnológicos han hecho posible el torneado de geometrías complejas:
Capacidades multieje: Los modernos centros de torneado CNC de 5 ejes o más ofrecen la posibilidad de abordar las piezas de trabajo desde múltiples ángulos, lo que permite realizar contornos y características complejas.
Herramientas activas: Esto permite realizar operaciones de fresado dentro de la misma configuración, eliminando la necesidad de operaciones secundarias y mejorando la precisión general.
Sistemas CAD/CAM avanzados: Estas soluciones de software permiten a los programadores desarrollar trayectorias de herramienta sofisticadas que optimizan el acoplamiento de la herramienta y minimizan las fuerzas de corte en piezas delicadas.
Sistemas de supervisión de herramientas: La supervisión en tiempo real ayuda a detectar el desgaste de la herramienta o posibles fallos antes de que dañen las secciones de paredes finas.
Interpolación simultánea9: Esta avanzada técnica de programación permite un movimiento suave y continuo de la herramienta en superficies complejas.
Lograr el éxito en el torneado de pared delgada
Producir componentes de pared delgada mediante torneado CNC requiere prestar especial atención a varios factores críticos. Basándome en mi experiencia en PTSMAKE, estas son las consideraciones clave para el éxito del torneado de paredes delgadas:
Selección de materiales
El material que elija influirá significativamente en su capacidad para conseguir paredes finas. Algunos materiales son más adecuados que otros:
| Tipo de material | Espesor mínimo práctico de la pared | Desafíos |
|---|---|---|
| Aleaciones de aluminio | 0,2-0,3 mm | Sujeción de piezas sin deformación |
| Acero inoxidable | 0,3-0,5 mm | Gestión del calor, desgaste de las herramientas |
| Titanio | 0,4-0,6 mm | Concentración de calor, desgaste de la herramienta |
| Latón/Cobre | 0,2-0,3 mm | Formación de rebabas, control de virutas |
| Plásticos técnicos | 0,3-0,5 mm | Desviación, sensibilidad al calor |
Requisitos de herramientas especializadas
Conseguir paredes finas exige optimizar las herramientas:
Bordes de corte afilados: Las herramientas desafiladas generan fuerzas de corte excesivas que pueden desviar o deformar las paredes finas.
Ángulos de inclinación positivos: Reducen las fuerzas de corte y minimizan la desviación de la pieza.
Radios de nariz pequeños: Para detalles intrincados y esquinas interiores estrechas.
Geometría de herramienta personalizada: A veces, las herramientas estándar no son suficientes y hay que diseñar herramientas a medida para funciones específicas.
Estrategias de sujeción para componentes delicados
Uno de los mayores retos del torneado de paredes finas es la sujeción adecuada de la pieza. Los mandriles o pinzas estándar pueden deformar fácilmente las piezas de paredes finas. Estas son algunas de las estrategias eficaces que empleamos:
Mandíbulas blandas personalizadas: Diseñado para adaptarse al contorno exacto de la pieza de trabajo, distribuyendo uniformemente la presión de sujeción.
Soporte de mandril: Para sujeción interna de componentes tubulares de pared delgada.
Dispositivos de vacío: Proporciona una fuerza de sujeción distribuida sin puntos de presión concentrados.
Soporte del contrapunto: Utilización de centros vivos para mayor estabilidad durante el mecanizado.
Mecanizado secuencial: Eliminación estratégica de material para mantener la integridad estructural durante todo el proceso.
Técnicas avanzadas de programación
El enfoque de programación es igualmente crucial para el éxito del torneado de pared delgada:
Pases de acabado ligero: Minimización de las fuerzas de corte mediante múltiples pasadas ligeras en lugar de cortes agresivos.
Parámetros de corte optimizados: Velocidades y avances ajustados para reducir las vibraciones y la desviación de la pieza.
Dirección de corte equilibrada: Direcciones de corte alternas para neutralizar las fuerzas de desviación.
Optimización de la trayectoria de la herramienta: Creación de trayectorias de herramienta continuas que minimizan la entrada y salida de la herramienta, reduciendo la carga de impacto.
Aplicaciones reales y limitaciones
Aunque el torneado CNC moderno es increíblemente capaz, es importante comprender sus limitaciones prácticas. He aquí una evaluación realista basada en mi experiencia:
Geometrías alcanzables
El torneado CNC destaca en la producción:
- Perfiles cónicos con diámetros variables
- Roscas exteriores e interiores
- Recortes y ranuras
- Superficies contorneadas con radios complejos
- Características excéntricas (con herramientas vivas)
- Componentes cilíndricos o tubulares de pared delgada
Limitaciones prácticas
A pesar de sus avanzadas capacidades, siguen existiendo algunas limitaciones:
- Las características internas extremadamente profundas pueden ser de difícil acceso
- Las paredes muy finas (inferiores a 0,2 mm) pueden requerir métodos de fabricación alternativos
- Los elementos no redondos muy complejos pueden requerir operaciones de fresado adicionales.
- Ciertos materiales poco mecanizables presentan mayores dificultades para las aplicaciones de pared delgada
En PTSMAKE, evaluamos cuidadosamente cada proyecto para determinar si el torneado de precisión es el método de fabricación óptimo o si existen enfoques alternativos que puedan satisfacer mejor los requisitos. En ocasiones, un enfoque híbrido que combine el torneado con otros procesos ofrece los mejores resultados para componentes especialmente complejos.
¿Qué certificaciones garantizan la fiabilidad de los servicios de torneado CNC de precisión?
¿Alguna vez ha recibido piezas torneadas de precisión que simplemente no cumplían sus especificaciones? O peor aún, ¿ha trabajado con un proveedor que decía tener credenciales de calidad pero le entregaba componentes de calidad inferior que fallaban durante el montaje o el uso? Estas situaciones no sólo provocan retrasos en los proyectos, sino que pueden dañar su reputación ante clientes y partes interesadas.
Al seleccionar un proveedor de servicios de torneado CNC, las certificaciones sirven como indicadores cruciales de fiabilidad y garantía de calidad. Las certificaciones más valiosas incluyen la ISO 9001 para la gestión de calidad, la AS9100 para aplicaciones aeroespaciales, la ISO 13485 para dispositivos médicos y la IATF 16949 para componentes de automoción, todas ellas para verificar el compromiso de un fabricante con la precisión y el control de procesos.

La importancia de las certificaciones de calidad en el torneado CNC
Las certificaciones de calidad en torneado CNC de precisión no son sólo insignias elegantes que se muestran en el sitio web de una empresa. Representan sistemas y procesos estructurados que garantizan una calidad y fiabilidad constantes. En mi experiencia de trabajo con la fabricación de precisión en PTSMAKE, he visto cómo los sistemas de certificación implementados correctamente transforman las operaciones de meramente productivas a consistentemente excelentes.
Las certificaciones proporcionan un marco normalizado para los procesos de fabricación, los procedimientos de control de calidad y las iniciativas de mejora continua. Exigen a las empresas que documenten sus procesos, formen adecuadamente a su personal y mantengan registros de los controles y problemas de calidad. Este enfoque sistemático minimiza el error humano y garantiza que cada pieza cumpla las especificaciones, independientemente de quién maneje la máquina o de cuándo se produzca la pieza.
Certificaciones ISO básicas para la fabricación de precisión
La Organización Internacional de Normalización (ISO) ofrece varias certificaciones relacionadas con los servicios de torneado CNC:
ISO 9001: La base de la gestión de la calidad
ISO 9001 es la certificación más fundamental para cualquier fabricante centrado en la calidad. Establece requisitos para un sistema de gestión de la calidad (SGC) que ayuda a las organizaciones:
- Documentar los procesos de forma coherente
- Identificar y abordar los riesgos de forma proactiva
- Aplicar metodologías de mejora continua
- Garantizar la satisfacción del cliente mediante productos de calidad
En PTSMAKE, nuestra certificación ISO 9001 es la columna vertebral de nuestros sistemas de calidad. Lo guía todo, desde cómo revisamos los requisitos del cliente hasta cómo medimos e inspeccionamos las piezas acabadas. Este normalización10 crea previsibilidad en los resultados, un factor crucial cuando la precisión se mide en micras.
ISO 14001: Sistemas de gestión medioambiental
Aunque no está directamente relacionada con la calidad de las piezas, la certificación ISO 14001 demuestra el compromiso de un fabricante con la responsabilidad medioambiental. Esto es cada vez más importante para los clientes que necesitan informar sobre la sostenibilidad de su cadena de suministro. Un servicio de torneado CNC con ISO 14001:
- Minimiza los residuos en los procesos de mecanizado
- Gestiona y elimina adecuadamente los fluidos de corte
- Aplicar medidas de eficiencia energética
- Cumple la normativa medioambiental
Certificaciones específicas del sector
Los distintos sectores tienen requisitos especializados que van más allá de las normas ISO básicas:
AS9100: Gestión de la calidad aeroespacial
Para los componentes aeroespaciales, la certificación AS9100 (que incluye todos los requisitos de la norma ISO 9001 más los añadidos específicos del sector aeroespacial) no suele ser negociable. Esta certificación aborda:
- Requisitos rigurosos de trazabilidad
- Gestión de riesgos específicos de la seguridad de vuelo
- Control de procesos especiales como el tratamiento térmico
- Prevención de piezas falsificadas
IATF 16949: Requisitos de la industria del automóvil
Los fabricantes de automóviles exigen proveedores con la certificación IATF 16949, que se centra en:
- Prevención de defectos en lugar de detección
- Reducción de variaciones y residuos
- Herramientas específicas como FMEA (Análisis Modal de Fallos y Efectos)
- Requisitos para la gestión de la cadena de suministro
ISO 13485: Sistemas de calidad de los productos sanitarios
Para los fabricantes de componentes médicos, la certificación ISO 13485 garantiza:
- Estrictos controles de limpieza y contaminación
- Validación de los procesos de fabricación
- Mejora de la trazabilidad de los componentes implantables
- Gestión integral de riesgos
Verificación de las capacidades técnicas
Más allá de las certificaciones de sistemas de gestión, las certificaciones de capacidad técnica verifican las competencias específicas y la calibración de los equipos:
Acreditación NADCAP
El Programa Nacional de Acreditación de Contratistas Aeroespaciales y de Defensa (NADCAP) ofrece acreditación especializada para procesos como:
- Ensayos no destructivos
- Tratamiento térmico
- Tratamiento químico
- Tratamientos superficiales
Contar con la acreditación NADCAP para estos procesos especiales demuestra una capacidad técnica y un control del proceso excepcionales.
Certificaciones de medición de precisión
Un servicio de torneado CNC fiable debe mantener certificaciones para sus equipos de medición. Busque:
- Certificados de calibración trazables a normas nacionales
- Estudios R&R (repetibilidad y reproducibilidad) de calibres
- Certificaciones de programación de MMC
- Calibración periódica y registros
Cómo verificar las certificaciones de un proveedor
Al evaluar posibles socios de torneado CNC, recomiendo seguir estos pasos para verificar las certificaciones:
- Solicitar certificados actuales con fecha de caducidad
- Consulte el sitio web del organismo de certificación para confirmar la validez
- Solicite informes de auditoría recientes y medidas correctoras
- Infórmese sobre las condiciones o limitaciones de las certificaciones
El estado de la certificación puede presentarse en formato de tabla para facilitar la comparación:
| Certificación | Propósito | Periodo de validez típico | Método de verificación |
|---|---|---|---|
| ISO 9001 | Sistema de gestión de la calidad | 3 años con vigilancia anual | Búsqueda de certificados en el sitio web del registrador |
| AS9100 | SGC aeroespacial | 3 años con auditorías semestrales | Verificación de la base de datos OASIS |
| ISO 13485 | SGC de productos sanitarios | 3 años con vigilancia anual | Búsqueda de certificados en el sitio web del registrador |
| IATF 16949 | SGC de automoción | 3 años con vigilancia anual | Verificación de la base de datos IATF |
La conexión entre certificaciones y rendimiento
Aunque las certificaciones proporcionan una buena evaluación de referencia, deben considerarse necesarias pero no suficientes para garantizar la calidad. En los años que llevo trabajando en PTSMAKE, he observado que el verdadero valor reside en el grado en que una empresa adopta los principios en los que se basan las certificaciones, y no sólo en el cumplimiento de los requisitos durante las auditorías.
Los mejores socios de torneado CNC lo demuestran:
- Integración de los requisitos de certificación en las operaciones diarias
- Mejora continua más allá de los requisitos de certificación
- Auditorías internas y autoevaluaciones periódicas
- Inversión en formación continua y desarrollo de capacidades
Nuevas tendencias de certificación en la fabricación de precisión
El panorama de la certificación sigue evolucionando. Los servicios de torneado CNC con visión de futuro persiguen:
- Certificaciones de ciberseguridad (como ISO 27001) para proteger los datos de diseño
- Certificaciones de preparación para la Industria 4.0
- Certificaciones de fabricación híbrida aditiva-sustractiva
- Certificaciones de sostenibilidad y huella de carbono
En PTSMAKE, evaluamos continuamente las normas de certificación emergentes para asegurarnos de mantenernos a la vanguardia de las capacidades de fabricación de precisión.
Haga clic para obtener más información sobre el diseño de piezas para una simetría rotacional óptima en torneado CNC. ↩
Conozca la estabilidad a largo plazo de las propiedades de los materiales en aplicaciones de precisión. ↩
Haga clic para consultar nuestra completa guía de maquinabilidad de materiales. ↩
Haga clic para obtener una explicación detallada de cómo afecta la rugosidad superficial al rendimiento de la pieza. ↩
Aprenda técnicas de medición que evitan errores costosos. ↩
Obtenga más información sobre las propiedades de los materiales que afectan al rendimiento del mecanizado. ↩
Comprender este concepto ayuda a evitar costosos errores de mecanizado. ↩
Descubra cómo afecta el desgaste de las herramientas a la precisión del mecanizado y a los plazos de los proyectos. ↩
Haga clic aquí para aprender técnicas de programación avanzadas para el mecanizado geométrico complejo. ↩
Procesos estandarizados que garantizan una producción de calidad constante en entornos de fabricación. ↩






