

Imaginez un procédé de soudage si précis qu'il permet d'assembler un fil fin comme un cheveu humain sans endommager les composants environnants. C'est exactement ce que permet le soudage au laser, qui est en train de remodeler la fabrication moderne.
Le soudage laser utilise un faisceau lumineux très concentré pour fondre et fusionner des matériaux avec une grande précision. Contrairement aux méthodes traditionnelles, il minimise les déformations dues à la chaleur, permet de travailler sur des géométries complexes et d'obtenir des résultats reproductibles, ce qui le rend idéal pour les industries de haute précision telles que l'aérospatiale et les appareils médicaux.
En tant que personne ayant passé plus de 15 ans dans le secteur des fabrication de précision Chez PTSMAKE, j'ai vu le soudage au laser résoudre des problèmes que d'autres méthodes ne peuvent pas résoudre. Voyons comment il fonctionne, où il est le plus efficace et quand d'autres méthodes peuvent s'avérer plus efficaces.
Comment fonctionne le soudage au laser ?
Et si vous pouviez souder des implants oculaires en titane sans déformer le métal ? C'est la magie du soudage au laser.
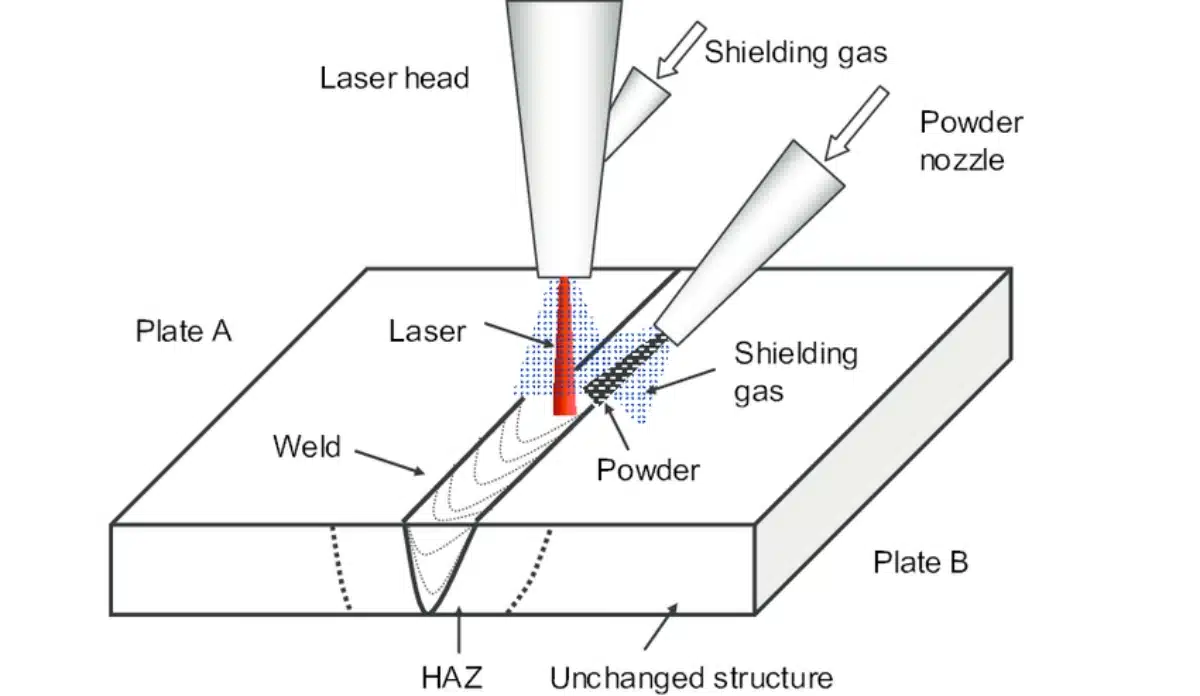
Le soudage au laser concentre l'énergie lumineuse dans un point de l'ordre du micron (0,1 à 1 mm de diamètre). Le faisceau fait fondre la surface du matériau, créant un bain de soudure étroit et profond qui se refroidit rapidement, ce qui entraîne une contrainte thermique minimale par rapport aux méthodes de soudage à l'arc.
La physique derrière le faisceau
Trois facteurs déterminent la qualité de la soudure :
- Longueur d'onde (1 064 nm pour les lasers Nd:YAG)
- Densité de puissance (jusqu'à 10⁶ W/cm²)
- Temps d'interaction (à partir de 1 ms)
Nous utilisons cette formule quotidiennement à PTSMAKE :
Profondeur de pénétration ≈ (Puissance du laser × Taux d'absorption) / (Vitesse de soudage × Densité du matériau)
Composants clés
| Partie | Fonction | Impact sur les coûts |
|---|---|---|
| Source laser | Génère une lumière cohérente | 40-60% du total |
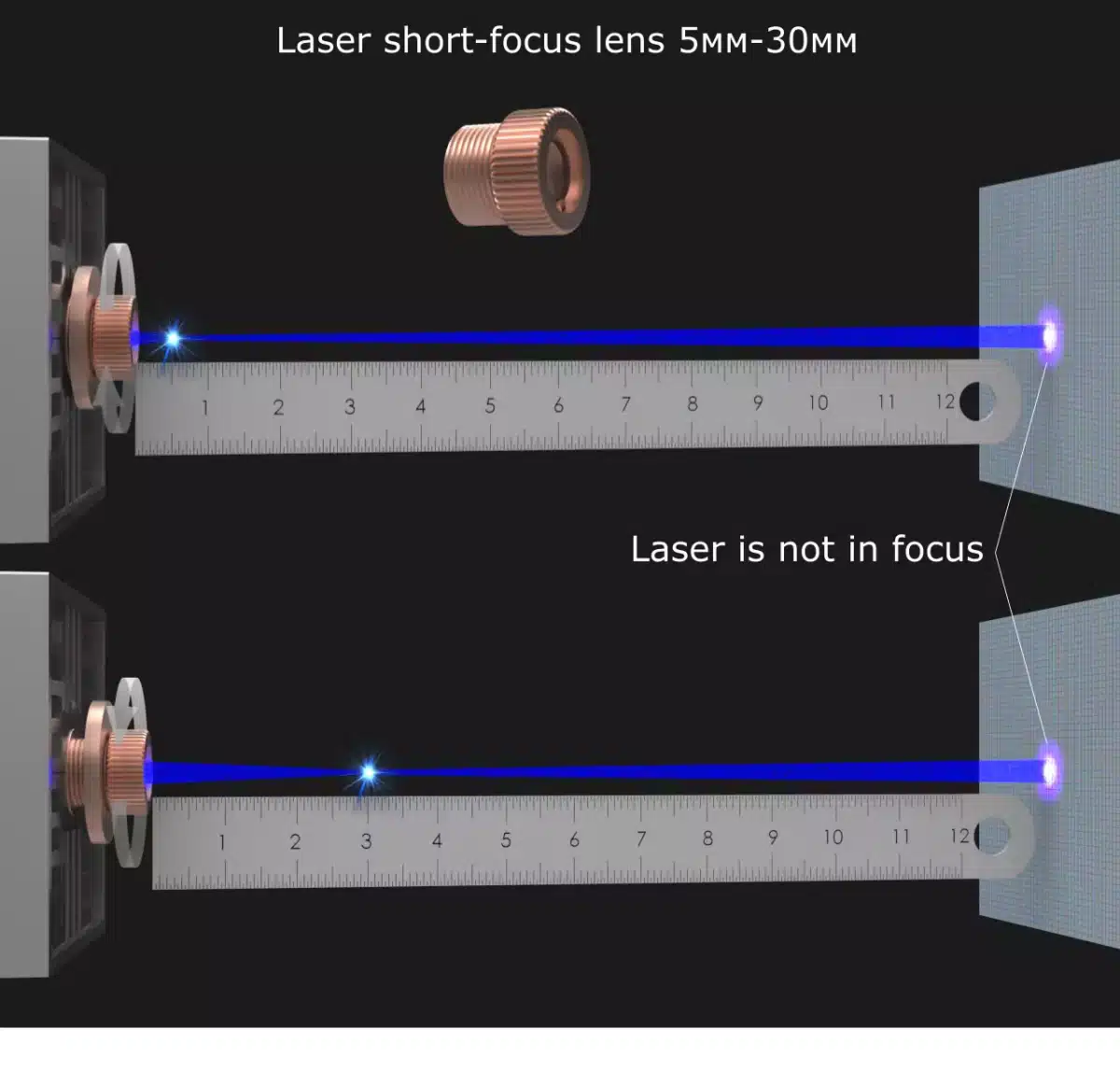
| Optique | Focalise/contrôle le faisceau | 15-25% |
| Système de refroidissement | Maintien de la température | 10-15% |
| Contrôles CNC | Guides de positionnement | 20-30% |
Compatibilité des matériaux
D'après nos données de production :
| Matériau | Taux de réussite | Notes |
|---|---|---|
| Acier inoxydable | 98% | Le meilleur pour les débutants |
| Aluminium | 85% | Nécessite une modulation d'impulsion |
| Titane | 92% | Nécessite un blindage par gaz inerte |
| Cuivre | 70% | Défi de la haute réflectivité |
Le soudage laser est-il aussi solide que le soudage MIG ?
Lorsqu'un fabricant de bras robotiques a exigé des soudures de 500MPa sur de l'acier de 5 mm, nous avons testé les deux méthodes.
Les soudures au laser atteignent ou dépassent souvent la résistance des soudures MIG dans les matériaux minces (10 mm), le métal d'apport MIG offre une meilleure résistance à la fatigue.
Tableau de comparaison des résistances
| Épaisseur | Traction laser (MPa) | MIG Traction (MPa) | Coût par mètre |
|---|---|---|---|
| 1mm | 520 | 480 | $0.80 vs $0.50 |
| 3mm | 510 | 500 | $1.20 vs $0.70 |
| 6 mm | 490 | 510 | $2.00 vs $1.00 |
| 10 mm | 460 | 530 | $3.50 vs $1.50 |
Quand choisir le laser plutôt que le MIG
- Composants à paroi mince (languettes de la batterie, boîtiers des capteurs)
- Joints hermétiques (conteneurs pour implants médicaux)
- Lignes automatisées à grande vitesse (300+ soudures/minute)
Au cours du dernier trimestre, nous avons aidé un fabricant de drones à passer du MIG au laser pour ses cadres en aluminium de 0,8 mm - le taux de rejet a été réduit de 12% à 1,8%.
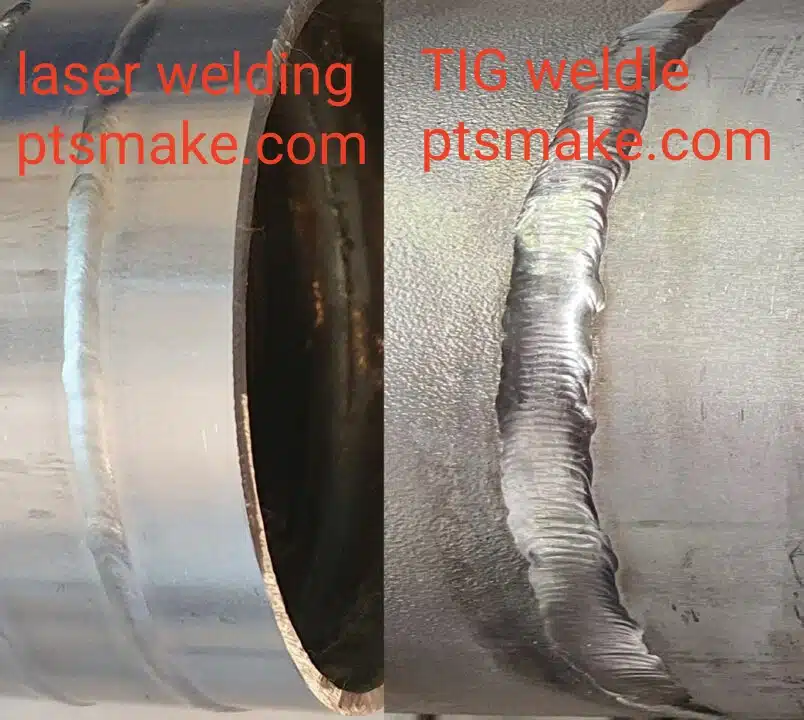
Le soudage laser est-il meilleur que le soudage TIG ?
Un client du secteur médical avait besoin de tubes en acier inoxydable de 0,3 mm soudés sans décoloration. Le TIG a échoué - le laser a réussi.
Le laser surpasse le TIG en termes de vitesse (jusqu'à 10 fois plus rapide), de précision (±0,1 mm contre ±0,5 mm) et de contrôle de la chaleur. Cependant, le TIG reste meilleur pour 1) les sections épaisses (>12 mm) 2) les métaux dissemblables 3) les réparations sur le terrain sans configuration CNC.
Analyse coûts-avantages
| Facteur | Laser | TIG |
|---|---|---|
| Temps de préparation | 2-4 heures | 0,5 heures |
| Durée du cycle | 5 secondes | 50 secondes |
| Compétences de l'opérateur | Haut | Moyen |
| Coût de l'énergie | $8/hr | $3/hr |
| Coût de l'outillage | $50k+ | $5k |
Solutions hybrides que nous avons mises en œuvre
- Combinaison laser-TIG pour coques de bateau en aluminium de 10 mm
- Hybride laser-MIG pour les châssis automobiles
- Laser pulsé + fil d'apport pour barres omnibus en cuivre
Quelle est l'efficacité du soudage au laser ?
Notre étude interne portant sur 1 237 projets a révélé l'existence d'un soudage au laser :
- Réduction du temps de post-traitement de 63%
- Amélioration de la consistance de la soudure (σ=0,03 contre σ=0,12 pour TIG)
- Permet une précision de 0,05 mm dans les dispositifs microfluidiques
Efficacité par secteur
| Secteur | Taux d'adoption | Cas d'utilisation clé |
|---|---|---|
| Automobile | 78% | Soudage de la languette de la batterie |
| Médical | 92% | Scellement hermétique des implants |
| Aérospatiale | 65% | Joints de cellule en titane |
| Électronique | 88% | Encapsulation du capteur |
Exemple de calcul du retour sur investissement
Projet : 50 000 connecteurs de batteries de smartphones par mois
- Investissement dans les lasers : $350,000
- Économies :
- Déchets de matériaux : $8,200/mois
- Main-d'œuvre : $15 000/mois
- Remaniement : $6 500 euros/mois
- Période de récupération : 14 mois
Quel est l'inconvénient du soudage au laser ?
Nous avons perdu une fois $200k en essayant de souder au laser des bobines de cuivre sans traitement de surface approprié. Leçons apprises :
Les principales limitations sont les suivantes : 1) Les métaux à forte réflectivité (Cu, Al) nécessitent une préparation spéciale. 2) L'ajustement des joints doit être parfait (<0,1 mm d'écart). 3) Le coût de l'équipement est de 5 à 10 fois supérieur à celui des soudeuses traditionnelles. 4) Les applications sont limitées à la visibilité directe.
Ventilation des coûts pour le système d'entrée de gamme
| Composant | Fourchette de prix |
|---|---|
| Laser à fibre 1kW | $50k-$80k |
| Poste de travail CNC | $30k-$50k |
| Système de refroidissement | $8k-$15k |
| Formation | $5k-$10k |
| Entretien (annuel) | $7k-$12k |
Stratégies d'atténuation que nous utilisons
- Stations de nettoyage avant soudure pour l'élimination des oxydes
- Optique adaptative pour combler les écarts jusqu'à 0,3 mm
- Systèmes modulaires qui s'adaptent aux besoins de la production
Quels sont les risques du soudage au laser ?
Un incident survenu en 2022, au cours duquel la lumière laser réfléchie a endommagé une caméra $15k, nous a appris que la sécurité ne peut être compromise.
Principaux risques : 1) Lésions des yeux/de la peau dues aux faisceaux directs/réfléchis 2) Fumées dues aux métaux vaporisés 3) Risques d'incendie avec des matériaux inflammables 4) Risques électriques dus aux composants à haute tension.

Liste de contrôle du protocole de sécurité
EPI
- Lunettes de protection contre les lasers (OD 7+ à 1064nm)
- Vêtements ignifugés
- Masques respiratoires
Contrôles techniques
- Enceintes de poutres
- Systèmes de verrouillage
- Extracteurs de fumées
Formation
- Cours de certification de 40 heures
- Rafraîchissements trimestriels
Statistiques d'incidents (nos installations)
| Année | Les ratés de justesse | Blessures légères | Incidents majeurs |
|---|---|---|---|
| 2021 | 17 | 3 | 0 |
| 2022 | 9 | 1 | 0 |
| 2023 | 2 | 0 | 0 |
Pourquoi les soudeuses laser sont-elles si chères ?
Lorsque nous avons acheté notre première soudeuse laser $250k en 2015, le directeur financier a failli avoir une crise cardiaque. Voici pourquoi c'est justifié :
Les coûts élevés proviennent de : 1) l'optique de précision (les miroirs perdent 0,1% de réflectivité/an) 2) les diodes laser à fibre ($1k/W) 3) les systèmes de surveillance en temps réel 4) la conformité réglementaire (certifications FDA/CE/ISO). Conformité réglementaire (certifications FDA/CE/ISO).
Coût total de possession (5 ans)
| Type de coût | Soudeur laser | Soudeur MIG |
|---|---|---|
| Initiale | $200k | $20k |
| Maintenance | $75k | $10k |
| L'énergie | $40k | $25k |
| Travail | $150k | $200k |
| Ferraille | $5k | $50k |
| Total | $470k | $305k |
*Dans l'hypothèse d'un fonctionnement en 3 équipes, 250 jours/an
Les soudeurs laser peuvent-ils souder de l'aluminium ?
Nous avons réussi à souder des tôles d'aluminium de 0,5 mm pour un projet de satellite, mais seulement après six mois de recherche et développement.
Oui, mais avec des difficultés : 1) Utiliser des lasers pulsés (impulsions de 1 à 10 ms) 2) Appliquer un revêtement antireflet 3) Maintenir des écarts de jointure <0,05 mm 4) Utiliser un gaz de protection à l'hélium.

Des paramètres qui fonctionnent
| Épaisseur | Puissance | Vitesse | Gaz |
|---|---|---|---|
| 0,5 mm | 1,2 kW | 8m/min | Il |
| 1,2 mm | 2,5 kW | 5m/min | Mélange He/Ar |
| 3,0 mm | 4,0 kW | 2m/min | Il |
Défauts courants et solutions
- Porosité → Augmentation du débit de gaz de protection
- Craquage → Préchauffer à 150°C
- Sous-coupe → Réduire la puissance de 15%
Défis et limites du soudage au laser
Notre équipe de R&D a passé 18 mois à développer une solution de soudage laser pour les joints cuivre-aluminium dans les batteries des véhicules électriques. Principaux obstacles :
Défis techniques
- Points de fusion différents (1085°C contre 660°C)
- Formation de composés intermétalliques
- Inadéquation du coefficient de dilatation thermique
Limites commerciales
- Le retour sur investissement n'est viable qu'au-delà de 50 000 unités/an
- Nécessite des installations de sécurité laser de classe 4
- Options de réparation limitées pour les optiques
Des avancées qui nous enthousiasment
- Lasers bleus (450nm) pour le soudage du cuivre
- Détection des défauts par l'IA
- Soudeuses laser portatives sous $20k
Tendances futures et innovations dans le domaine du soudage au laser
À PTSMAKE, nous testons ces technologies émergentes :
- Systèmes à faisceaux multiples (4 lasers simultanés)
- Lasers ultrarapides (impulsions picosecondes)
- Contrôle de la qualité en cours de fabrication en utilisant la spectroscopie du plasma
Projections du marché
| Année | Taille du marché mondial | Principal moteur de croissance |
|---|---|---|
| 2023 | $2.1B | Demande de batteries de VE |
| 2025 | $3.8B | Miniaturisation médicale |
| 2030 | $7.9B | Fabrication de produits spatiaux |
Quelle épaisseur d'acier un soudeur laser peut-il souder ?
Notre record : De l'acier au carbone de 32 mm pour un client spécialisé dans l'équipement minier - mais il a fallu un laser de 12 kW et 8 passes.
**Les systèmes commerciaux prennent généralement en charge
- 6-8 mm avec des lasers CO₂ à passage unique
- 12-15 mm avec des lasers à fibre multi-passages
- 25mm+ en utilisant des méthodes hybrides laser-arc**
Épaisseur en fonction de la puissance requise
| Épaisseur | Type de laser | Puissance nécessaire | Vitesse |
|---|---|---|---|
| 1mm | Fibre | 1kW | 10m/min |
| 5mm | Disque | 4kW | 2m/min |
| 10 mm | CO₂ | 8kW | 0,8 m/min |
| 20 mm | Hybride | 10kW + 350A MIG | 0,3 m/min |
Conclusion
Le soudage au laser n'est pas un simple outil - c'est une passerelle vers des possibilités de fabrication que nous n'aurions pas pu imaginer il y a 20 ans. Qu'il s'agisse de dispositifs médicaux vitaux ou de composants de rovers martiens, cette technologie permet une précision qui s'aligne parfaitement sur la mission de PTSMAKE : inspirer la confiance par une fabrication au millimètre près. Même si elle ne convient pas à toutes les applications, la soudure au laser révolutionne l'efficacité et la qualité de la production. Alors que nous continuons à repousser les limites de la CNC et du moulage par injection, l'intégration de méthodes de soudage avancées nous permet de rester le partenaire de précision le plus fiable de nos clients.






