

Essayez-vous de déterminer si le zinc moulé sous pression est suffisamment résistant pour votre application ? De nombreux ingénieurs sous-estiment la résistance du zinc, ce qui entraîne des erreurs coûteuses dans le choix des matériaux et des retards dans les projets lorsque les composants ne fonctionnent pas pendant les essais.
Le zinc moulé sous pression est remarquablement solide, avec une résistance à la traction allant de 30 000 à 41 000 psi et une limite d'élasticité comprise entre 22 000 et 32 000 psi. Il offre une excellente résistance aux chocs tout en conservant une bonne stabilité dimensionnelle et une bonne durabilité.

Chez PTSMAKE, j'ai travaillé avec d'innombrables clients qui hésitaient initialement à utiliser le moulage sous pression du zinc en raison de problèmes de résistance. Ce qui en surprend plus d'un, c'est que les alliages de zinc tels que le Zamak 3 et 5 présentent des propriétés mécaniques impressionnantes tout en offrant une excellente coulabilité et un bon rapport coût-efficacité. Permettez-moi de vous présenter les véritables caractéristiques de résistance du zinc moulé sous pression et de vous expliquer pourquoi il pourrait être parfait pour votre prochain projet.
Quels sont les matériaux utilisés pour la coulée sous pression du zinc ?
Vous est-il déjà arrivé de prendre une poignée de porte, une voiture jouet ou un boîtier d'appareil électronique et de vous demander quel matériau lui conférait cet équilibre parfait entre détails et durabilité ? De nombreux produits que nous utilisons quotidiennement contiennent des composants en zinc moulé sous pression, mais comprendre quels matériaux entrent réellement dans la composition de ces pièces peut être déroutant lorsque vous planifiez votre prochain projet.
Le moulage sous pression du zinc utilise principalement des alliages de zinc, les matériaux les plus courants étant le ZA-3, le ZA-8, le ZAMAK 3 et le ZAMAK 5. Ces alliages combinent le zinc avec l'aluminium, le magnésium et le cuivre dans des proportions spécifiques afin d'obtenir différentes propriétés mécaniques adaptées à diverses applications.

Les fondements des alliages de zinc moulés sous pression
À la base, le moulage sous pression du zinc repose sur des alliages à base de zinc plutôt que sur du zinc pur. Le zinc pur a des applications pratiques limitées dans la fabrication en raison de sa nature relativement molle et de sa tendance au fluage (déformation lente) sous contrainte. C'est pourquoi l'industrie a mis au point plusieurs alliages de zinc normalisés qui sont devenus les chevaux de bataille du monde de la coulée sous pression.
Dans mon expérience de travail avec des fabricants de diverses industries, j'ai constaté que la plupart des opérations de moulage sous pression du zinc s'articulent autour de deux grandes familles d'alliages : Les alliages ZAMAK et les alliages ZA. Chacun de ces alliages présente des compositions et des avantages spécifiques qui les rendent adaptés à différentes applications.
Alliages ZAMAK : Les chevaux de bataille de la coulée sous pression du zinc
ZAMAK (parfois orthographié Zamac) est un acronyme dérivé des noms allemands des métaux entrant dans sa composition : Zinc, Aluminium, Magnésium et Kupfer (cuivre). Ces alliages constituent l'épine dorsale de l'industrie du moulage sous pression du zinc.
Les alliages ZAMAK les plus utilisés sont les suivants :
ZAMAK 3 (alliage de zinc 3)
Le ZAMAK 3 contient environ 4% d'aluminium, 0,035% de magnésium et un minimum de cuivre. Cela en fait le plus pur des alliages de zinc courants et lui confère une excellente stabilité dimensionnelle. J'ai vu le ZAMAK 3 largement utilisé pour :
- Composants automobiles
- Boîtiers électroniques
- Appareils sanitaires
- Articles de quincaillerie
Le ZAMAK 3 est particulièrement précieux en raison de son excellente coulabilité1 combinée à de bonnes propriétés mécaniques. Lorsque les clients ont besoin d'un équilibre entre la rentabilité et la fiabilité, le ZAMAK 3 est souvent ma première recommandation.
ZAMAK 5 (alliage de zinc 5)
Le ZAMAK 5 est essentiellement du ZAMAK 3 auquel on a ajouté environ 1% de cuivre. Cette légère modification de la composition améliore considérablement la résistance à la traction et la dureté. Les composants fabriqués avec le ZAMAK 5 offrent typiquement :
- 10-20% résistance à la traction supérieure à celle du ZAMAK 3
- Une meilleure performance sous pression
- Meilleure résistance à l'usure
- Amélioration des capacités de polissage et de placage
Ces propriétés font du ZAMAK 5 un produit idéal pour les applications nécessitant une plus grande résistance ou une meilleure finition de surface, telles que les pièces automobiles et la quincaillerie décorative.
Alliages ZA : Options de zinc plus performantes
Les alliages ZA (Zinc-Aluminium) ont une teneur en aluminium beaucoup plus élevée que les alliages ZAMAK, allant généralement de 8 à 27%. La teneur plus élevée en aluminium modifie considérablement les propriétés du matériau :
ZA-8
Avec 8-8,8% d'aluminium et 1-1,5% de cuivre, ZA-8 offre :
- Résistance supérieure à celle des alliages ZAMAK
- Meilleure résistance à l'usure
- Excellentes capacités de charge
- Bonne résistance au fluage
ZA-12
Contenant 10,5-11,5% d'aluminium et 0,5-1,25% de cuivre, ZA-12 fournit :
- Résistance supérieure à celle des alliages ZAMAK
- Excellentes propriétés de portance
- Bonne résistance à l'usure
ZA-27
Avec la teneur en aluminium la plus élevée (25-28%) parmi les alliages de zinc couramment utilisés pour le moulage sous pression, le ZA-27 offre.. :
- Le rapport résistance/poids le plus élevé des alliages de zinc
- Résistance exceptionnelle à l'usure
- Propriétés mécaniques supérieures
Considérations relatives à la sélection des matériaux
Lorsque j'aide les clients à sélectionner l'alliage de zinc approprié pour leurs projets chez PTSMAKE, je tiens compte de plusieurs facteurs :
| Alliage | La force | Coût | Castabilité | Applications courantes |
|---|---|---|---|---|
| ZAMAK 3 | Modéré | $ | Excellent | Quincaillerie générale, pièces automobiles |
| ZAMAK 5 | Bon | $$ | Bon | Automobile, appareils sanitaires |
| ZA-8 | Mieux | $$ | Bon | Composants industriels, roulements |
| ZA-12 | Très bon | $$$ | Modéré | Engrenages, bagues, roulements |
| ZA-27 | Excellent | $$$$ | Défi | Composants soumis à de fortes contraintes |
Éléments mineurs et additifs
Au-delà des constituants primaires de l'alliage, les matériaux de zinc moulés sous pression contiennent souvent des oligo-éléments qui peuvent avoir un impact significatif sur les propriétés finales :
- Magnésium: Ajouté en petites quantités (0.01-0.06%) pour réduire la corrosion intergranulaire.
- Plomb: Parfois présent dans les alliages recyclés, mais généralement indésirable car il peut affecter les propriétés mécaniques.
- Le fer: Généralement inférieur à 0,075%, car des niveaux plus élevés peuvent entraîner une fragilité.
- Cadmium: Généralement limité à 0,004% en raison de préoccupations environnementales.
- Etain: Souvent inférieur à 0,002% pour éviter la corrosion intergranulaire
Chez PTSMAKE, nous contrôlons soigneusement ces oligo-éléments afin de garantir une qualité constante de nos composants en zinc moulé sous pression.
Matériaux émergents en alliage de zinc
L'industrie du moulage sous pression du zinc continue d'évoluer avec de nouvelles formulations d'alliages conçues pour répondre à des exigences de performance spécifiques :
- ACuZinc: Une famille d'alliages exclusifs avec une teneur accrue en cuivre pour une meilleure résistance.
- Ecozinc: Formulations respectueuses de l'environnement qui minimisent les éléments toxiques
- EZAC: Alliages améliorés de zinc-aluminium-cuivre conçus pour les applications à parois minces
Ces nouveaux matériaux présentent des capacités prometteuses pour des applications spécialisées dans lesquelles les alliages traditionnels risquent de ne pas être à la hauteur.
Les principaux avantages des alliages de zinc par rapport au zinc pur dans le moulage sous pression
Vous êtes-vous déjà demandé pourquoi les fabricants utilisent rarement du zinc pur pour les projets de moulage sous pression ? Peut-être avez-vous rencontré des problèmes de fragilité ou d'instabilité dimensionnelle dans des pièces et vous êtes-vous demandé s'il existait une meilleure alternative ?
Les alliages de zinc sont préférés au zinc pur pour le moulage sous pression car ils offrent des propriétés mécaniques supérieures, une meilleure résistance à la corrosion, une stabilité dimensionnelle accrue et de meilleures caractéristiques d'écoulement pendant le moulage. Ces alliages conservent les avantages du zinc en termes de coûts tout en éliminant bon nombre de ses faiblesses inhérentes.
Comprendre la composition et les propriétés des alliages de zinc
Au cours de mes années de travail sur le moulage des métaux chez PTSMAKE, j'ai découvert qu'il était essentiel de comprendre la composition des alliages de zinc pour prendre des décisions éclairées en matière de fabrication. Les alliages de zinc utilisés dans le moulage sous pression contiennent généralement du zinc comme métal de base et des quantités soigneusement contrôlées d'aluminium, de cuivre, de magnésium et parfois d'autres éléments.
Les alliages de zinc les plus couramment utilisés dans le moulage sous pression sont la série Zamak (en particulier Zamak 3, 5 et 7) et la série ZA (ZA-8, ZA-12 et ZA-27). Chacun de ces alliages a une composition chimique spécifique conçue pour améliorer certaines propriétés.
Compositions courantes d'alliages de zinc
| Type d'alliage | Zinc (%) | Aluminium (%) | Cuivre (%) | Magnésium (%) | Autres éléments (%) |
|---|---|---|---|---|---|
| Zamak 3 | 95.5 | 4.0 | 0.25 | 0.03 | 0.22 |
| Zamak 5 | 94.2 | 4.0 | 1.0 | 0.03 | 0.77 |
| ZA-8 | 91.2 | 8.0 | 1.0 | 0.02 | 0.78 |
| ZA-12 | 87.5 | 11.0 | 0.5-1.25 | 0.02 | 0.28-1.03 |
| ZA-27 | 71.5 | 27.0 | 2.0 | 0.02 | 0.48 |
Ces éléments d'alliage améliorent considérablement la structure métallurgique2 de zinc, transformant un métal pur relativement faible en un matériau d'ingénierie polyvalent convenant à un large éventail d'applications.
Avantages mécaniques des alliages de zinc par rapport au zinc pur
Le zinc pur présente plusieurs limites qui le rendent inadapté à la plupart des applications de moulage sous pression. Sa résistance à la traction relativement faible, sa dureté médiocre et sa tendance au fluage sous charge sont des inconvénients importants. L'ajout d'éléments d'alliage permet de créer des matériaux dont les propriétés mécaniques sont nettement améliorées.
Résistance et dureté
Les alliages de zinc présentent une résistance à la traction 2 à 3 fois supérieure à celle du zinc pur. Par exemple, alors que le zinc pur a généralement une résistance à la traction d'environ 20 MPa, le Zamak 3 offre une résistance d'environ 283 MPa, et les alliages à forte teneur en aluminium comme le ZA-27 peuvent atteindre jusqu'à 425 MPa. Cette amélioration substantielle permet aux pièces en alliage de zinc de supporter des charges et des contraintes plus importantes.
L'ajout d'aluminium augmente particulièrement la dureté, le cuivre améliorant encore cette propriété. Cette dureté accrue se traduit par une meilleure résistance à l'usure dans les applications où les pièces peuvent subir des frottements ou des chocs.
Stabilité dimensionnelle
L'un des problèmes les plus importants du zinc pur est son instabilité dimensionnelle. Lorsque je travaille avec les clients de PTSMAKE, je souligne souvent la tendance du zinc pur à se tordre et à se déformer au fil du temps, ce qui le rend peu fiable pour les composants de précision. Les alliages de zinc répondent à cette préoccupation grâce à :
- Réduction de la taille des grains grâce aux éléments d'alliage, ce qui limite le mouvement des matériaux.
- Rigidité structurelle accrue qui résiste à la déformation
- Meilleure résistance à la corrosion intergranulaire qui peut entraîner des modifications dimensionnelles
Ces améliorations sont particulièrement importantes pour les pièces nécessitant des tolérances serrées ou celles utilisées dans des assemblages de précision.
Résistance à la corrosion et propriétés de surface
Dans les applications industrielles, la résistance à la corrosion détermine souvent la durée de vie d'un composant. Les alliages de zinc offrent une protection contre la corrosion nettement supérieure à celle du zinc pur grâce à plusieurs mécanismes :
- Formation de couches d'oxyde stables qui protègent le métal sous-jacent
- Réduction de la sensibilité à la corrosion intergranulaire
- Meilleure résistance aux attaques atmosphériques et chimiques
En outre, les alliages de zinc peuvent être facilement plaqués, peints ou traités en surface pour améliorer leur résistance à la corrosion et leurs propriétés esthétiques. Cette polyvalence les rend aptes à des applications fonctionnelles et décoratives.
Avantages de la transformation lors de la coulée sous pression
Du point de vue de la fabrication, les alliages de zinc offrent plusieurs avantages pratiques par rapport au zinc pur dans le processus de coulée sous pression :
Caractéristiques d'écoulement et coulabilité
Les alliages de zinc ont d'excellentes caractéristiques d'écoulement qui leur permettent de remplir avec précision les détails complexes des moules. L'ajout d'aluminium abaisse le point de fusion tout en améliorant la fluidité, ce qui permet de produire des sections à parois minces et des géométries complexes qui seraient difficiles à réaliser avec du zinc pur.
Propriétés thermiques
Les coefficients de dilatation thermique contrôlés des alliages de zinc (par rapport au comportement imprévisible du zinc pur) permettent un meilleur contrôle dimensionnel pendant la phase de refroidissement. Cela se traduit par des taux de retrait plus prévisibles et moins de défauts dans les pièces finales.
Longévité de l'outil
Les outils de moulage sous pression utilisés avec des alliages de zinc durent généralement plus longtemps que ceux utilisés avec du zinc pur. Les caractéristiques d'écoulement améliorées réduisent l'usure par érosion des surfaces des moules, tandis que les températures de coulée plus basses (par rapport aux alliages d'aluminium ou de magnésium) minimisent la fatigue thermique de l'outillage.
Rentabilité des alliages de zinc dans l'industrie manufacturière
Enfin, il ne faut pas négliger les avantages économiques liés à l'utilisation d'alliages de zinc plutôt que de zinc pur. Bien que le zinc pur puisse avoir un coût de matière première légèrement inférieur, l'économie totale de la fabrication favorise fortement les alliages pour les raisons suivantes :
- Réduction des taux de rejet et amélioration de la qualité des produits
- Cycles de production plus rapides grâce à l'amélioration des caractéristiques d'écoulement
- Réduction des coûts de finition grâce à une meilleure qualité de surface à la sortie de la coulée
- Prolongation de la durée de vie des produits, ce qui réduit les coûts de garantie et de remplacement
Chez PTSMAKE, nous avons toujours constaté que la légère prime payée pour des alliages de zinc de qualité est rapidement récupérée grâce à l'amélioration de l'efficacité de la fabrication et des performances du produit.
La fonte sous pression est-elle identique à la fonte de zinc ?
Vous êtes-vous déjà trouvé dans l'embarras lorsque vous cherchiez des options de fabrication pour votre prochain projet ? Avez-vous regardé des fiches techniques en vous demandant si le moulage sous pression et le moulage en zinc sont des processus différents ou s'il s'agit simplement d'un jargon industriel pour désigner la même chose ? Cette confusion terminologique peut conduire à des erreurs de fabrication coûteuses.
Non, le moulage sous pression et le moulage en zinc ne sont pas identiques. Le moulage sous pression est un processus de fabrication qui peut utiliser différents métaux, notamment des alliages de zinc, d'aluminium, de magnésium et de cuivre. Le moulage en zinc se réfère spécifiquement au moulage sous pression qui utilise le zinc comme matériau métallique.

Comprendre la relation entre la coulée sous pression et la coulée de zinc
Le moulage sous pression et le moulage en zinc sont des termes souvent confondus dans l'industrie manufacturière. Pour clarifier, le moulage sous pression est le processus de fabrication global, tandis que le moulage en zinc (plus précisément appelé moulage en zinc sous pression) est une application spécifique de ce processus utilisant des alliages de zinc.
Mon expérience de la fabrication m'a permis de constater que la compréhension de cette distinction est cruciale pour les ingénieurs et les concepteurs de produits lorsqu'ils choisissent la bonne méthode de fabrication pour leurs pièces.
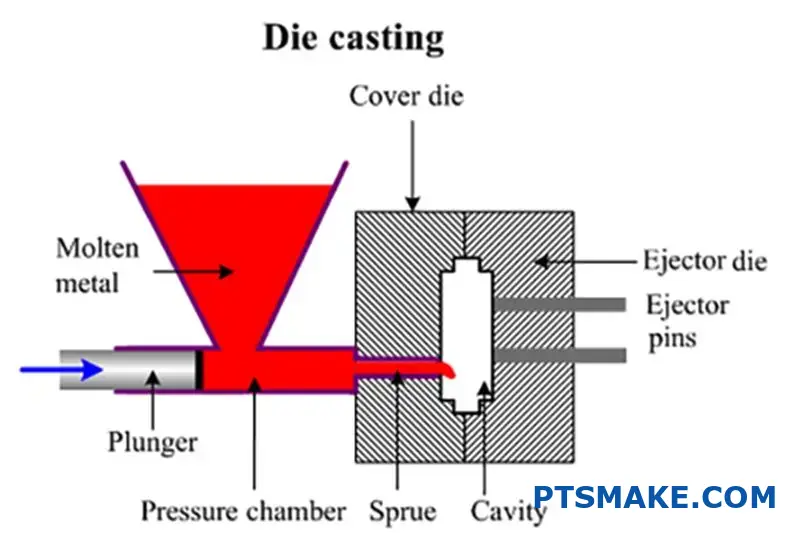
Le moulage sous pression consiste à forcer le métal en fusion sous haute pression dans des moules en acier réutilisables appelés matrices. Ce processus peut utiliser plusieurs métaux différents, le zinc n'étant qu'une option parmi d'autres. Les autres métaux couramment utilisés pour le moulage sous pression sont l'aluminium, le magnésium et les alliages de cuivre.
Principales différences entre les matériaux utilisés pour la coulée sous pression
Le choix du métal pour le moulage sous pression a un impact significatif sur les propriétés et les applications du produit final. Voici comment le zinc se compare aux autres matériaux couramment utilisés pour le moulage sous pression :
| Métal | Point de fusion (°C) | Densité (g/cm³) | Propriétés principales | Applications courantes |
|---|---|---|---|---|
| Zinc | 380-390 | 6.6-7.2 | Grande stabilité dimensionnelle, excellente finition de surface, bonne résistance à la corrosion | Pièces automobiles, boîtiers électroniques, jouets |
| Aluminium | 660 | 2.7 | Léger, bon rapport résistance/poids, résistant à la corrosion | Composants automobiles, pièces pour l'aérospatiale |
| Magnésium | 650 | 1.7 | Métal structurel le plus léger, bon blindage EMI | Boîtiers à paroi mince, électronique portable |
| Alliages de cuivre | 900-1000 | 8.3-8.9 | Excellente conductivité électrique, conductivité thermique élevée | Composants électriques, quincaillerie marine |
Moulage sous pression du zinc : Le processus spécialisé
Le moulage sous pression du zinc est devenu l'une des formes les plus populaires de moulage sous pression pour plusieurs raisons. Le propriétés eutectiques3 des alliages de zinc les rendent idéaux pour le processus de moulage sous pression, offrant aux fabricants et aux concepteurs des avantages uniques.
Avantages de la coulée sous pression du zinc
Des besoins énergétiques moindres: Le zinc a un point de fusion relativement bas (380-390°C) par rapport à d'autres métaux de moulage sous pression, ce qui réduit la consommation d'énergie lors de la fabrication.
Durée de vie plus longue de la matrice: En raison des températures de traitement plus basses, les matrices en acier utilisées pour le moulage en zinc subissent moins de contraintes thermiques. Chez PTSMAKE, nous avons observé que les matrices utilisées pour la coulée du zinc durent généralement 5 à 10 fois plus longtemps que celles utilisées pour la coulée de l'aluminium.
Excellente précision dimensionnelle: Les alliages de zinc ont une fluidité supérieure lorsqu'ils sont en fusion, ce qui leur permet de remplir avec précision les cavités de moules les plus complexes.
Finition de surface supérieure: Les pièces moulées en zinc sous pression présentent généralement des surfaces plus lisses directement à la sortie du moule, nécessitant souvent un post-traitement minimal.
Flexibilité de la conception: Les excellentes caractéristiques d'écoulement des alliages de zinc permettent la production de composants à parois minces (jusqu'à 0,5 mm d'épaisseur) et à géométrie complexe.
Alliages de zinc courants pour la coulée sous pression
Tous les alliages de zinc ne sont pas identiques. Les alliages de zinc les plus couramment utilisés dans le moulage sous pression sont les suivants :
Zamak 3 (ASTM AG40A): L'alliage de zinc moulé sous pression le plus utilisé, offrant un bon équilibre entre les propriétés physiques, la coulabilité et la rentabilité.
Zamak 5 (ASTM AC41A): Semblable au Zamak 3, mais avec une résistance à la traction et une dureté plus élevées.
ZA-8, ZA-12 et ZA-27: Les alliages de zinc à forte teneur en aluminium offrent une résistance et une dureté accrues, mais sont légèrement plus difficiles à couler.
Applications où la coulée sous pression du zinc excelle
Dans le cadre de mon travail chez PTSMAKE, j'ai vu le moulage sous pression du zinc exceller dans diverses applications :
- Composants automobiles: Garnitures intérieures, poignées de porte, boîtiers de serrure
- Boîtier électronique: Cadres, composants de châssis, dissipateurs thermiques
- Biens de consommation: Pièces détachées pour appareils ménagers, quincaillerie, jouets et articles de décoration
- Quincaillerie industrielle: Outils, montages et composants mécaniques
Faire le bon choix entre les options de moulage sous pression
Lorsque vous décidez de la méthode de moulage sous pression appropriée pour votre projet, tenez compte des facteurs suivants :
Volume de production: Le moulage sous pression du zinc offre des avantages en termes de coûts pour les productions de moyennes et grandes séries.
Complexité des pièces: Si votre projet comporte des détails complexes ou des parois minces, les excellentes caractéristiques d'écoulement du zinc en font un choix idéal.
Exigences en matière de finition de surface: Lorsque la qualité esthétique est primordiale, les pièces coulées en zinc nécessitent généralement moins de finition.
Considérations relatives à la solidité et au poids: Bien que plus lourd que l'aluminium, le zinc offre une résistance et une durabilité excellentes pour sa catégorie de poids.
Sensibilité aux coûts: Les températures de traitement plus basses et la durée de vie plus longue de la coulée de zinc permettent souvent de réaliser des économies, en particulier pour certaines gammes de volumes.
De nombreux clients de PTSMAKE envisagent d'abord plusieurs méthodes de fabrication, mais pour les composants nécessitant une précision et une qualité de surface élevées avec des exigences de résistance modérées, le moulage sous pression du zinc s'impose souvent comme la solution optimale.
Comment obtenir des tolérances serrées dans le moulage sous pression du zinc ?
Avez-vous déjà reçu des pièces en zinc moulé sous pression qui ne s'adaptaient pas correctement à votre assemblage, ou dû mettre au rebut des composants coûteux en raison de problèmes de tolérance ? Peut-être avez-vous déjà été confronté à la frustration de composants qui semblent parfaits mais qui échouent lors du contrôle de qualité parce qu'ils ne présentent qu'une fraction de millimètre d'écart ?
Pour obtenir des tolérances serrées dans le moulage sous pression du zinc, il faut prêter une attention particulière à plusieurs facteurs, notamment la conception du moule, le contrôle du processus et la sélection des matériaux. En règle générale, les pièces moulées en zinc sous pression peuvent atteindre des tolérances de ±0,1 mm à ±0,05 mm pour les dimensions inférieures à 25 mm, avec la possibilité d'obtenir des tolérances encore plus serrées grâce à des opérations secondaires et à un contrôle avancé du processus.

Comprendre les facteurs de tolérance dans le moulage sous pression du zinc
Les tolérances dans le moulage sous pression du zinc ne sont pas simplement des nombres arbitraires que nous attribuons aux dessins. Elles représentent le point culminant de multiples variables de fabrication qui travaillent ensemble. Mon expérience dans le domaine des composants de précision m'a permis de constater que la compréhension de ces facteurs est cruciale pour une planification efficace de la production.
Les principales variables affectant les tolérances du zinc moulé sous pression sont les suivantes :
Considérations sur le rétrécissement des matériaux
Les alliages de zinc subissent un retrait moindre par rapport à d'autres matériaux de moulage sous pression tels que l'aluminium ou le magnésium. C'est l'un des principaux avantages du zinc pour les applications de précision. Les taux de rétrécissement4 pour la plupart des alliages de zinc se situe généralement entre 0,4% et 0,7%, contre 0,5% à 1,2% pour les alliages d'aluminium.
Ce rétrécissement prévisible et minimal permet :
- Des dimensions de pièces plus cohérentes
- Réduction des variations dimensionnelles entre les séries de production
- Meilleure capacité à obtenir des tolérances serrées de manière constante
Impact de l'épaisseur de la paroi sur les tolérances
L'épaisseur de la paroi influe directement sur les tolérances réalisables dans le moulage sous pression du zinc. En règle générale :
| Épaisseur de la paroi | Tolérance typique réalisable |
|---|---|
| 0,5 mm - 1,5 mm | ±0,075mm - ±0,1mm |
| 1,5 mm - 3,0 mm | ±0,1mm - ±0,15mm |
| 3,0 mm - 6,0 mm | ±0,15mm - ±0,2mm |
| >6,0 mm | ±0,2mm - ±0,3mm |
Les parois plus minces se refroidissent plus rapidement mais peuvent être plus sujettes aux défauts si elles ne sont pas correctement conçues et exécutées. L'équilibre entre l'épaisseur des parois et les exigences structurelles est un aspect essentiel de l'obtention de tolérances serrées.
Exigences relatives à l'angle de tirant d'eau
Les angles de dépouille sont nécessaires pour faciliter l'éjection des pièces du moule. Cependant, ils ont un impact direct sur les tolérances dimensionnelles, en particulier pour les pièces de grande taille. Chez PTSMAKE, nous recommandons généralement :
- Tirant d'air minimum de 0,5° à 1° pour le moulage sous pression du zinc
- Angles de dépouille plus importants (2° à 3°) pour les traits plus profonds
- Angles de dépouille soigneusement équilibrés pour les surfaces exigeant des tolérances serrées
Une stratégie d'angle de dépouille bien conçue permet de fabriquer des pièces de manière cohérente tout en maintenant les dimensions critiques dans les limites des spécifications.
Limites de tolérance pratiques dans la production
Si les tolérances théoriques peuvent sembler prometteuses sur le papier, les réalités pratiques de la production dictent souvent ce qui est réalisable de manière cohérente. Sur la base de mon expérience dans de nombreux projets de moulage de zinc sous pression, voici ce que j'ai trouvé réaliste :
Tolérances commerciales standard
Pour les applications commerciales standard de moulage de zinc sous pression :
| Gamme de dimensions | Tolérance commerciale standard |
|---|---|
| Jusqu'à 25 mm | ±0,1 mm |
| 25mm à 50mm | ±0,15 mm |
| 50mm à 150mm | ±0,2 mm |
| 150 mm à 300 mm | ±0,3 mm |
Ces tolérances représentent ce que la plupart des fabricants peuvent obtenir de manière cohérente sans augmentation significative des coûts ou sans recourir à des processus spécialisés.
Tolérances de précision pour les applications critiques
Pour les applications nécessitant une plus grande précision :
| Gamme de dimensions | Capacité de tolérance de précision |
|---|---|
| Jusqu'à 25 mm | ±0,05 mm |
| 25mm à 50mm | ±0,075 mm |
| 50mm à 150mm | ±0,1 mm |
| 150 mm à 300 mm | ±0,15 mm |
L'obtention de ces tolérances plus étroites nécessite généralement :
- Un outillage plus sophistiqué
- Contrôles supplémentaires des processus
- Opérations secondaires potentielles
- Maintenance plus fréquente de l'outillage
Considérations sur l'empilement des tolérances
Lors de la conception d'assemblages comportant de multiples composants en zinc moulé sous pression, l'alignement des tolérances devient une considération essentielle. Je recommande toujours d'effectuer une analyse de l'empilement des tolérances pour les assemblages complexes afin de garantir un ajustement et un fonctionnement corrects.
L'effet cumulatif des tolérances multiples peut aboutir à des assemblages qui ne fonctionnent pas comme prévu, même si les composants individuels respectent les tolérances spécifiées. Chez PTSMAKE, nous aidons nos clients à analyser ces interactions dès le début du processus de conception afin d'éviter des corrections coûteuses par la suite.
Stratégies d'amélioration des capacités de tolérance
Lorsque les tolérances standard ne sont pas suffisantes pour votre application, plusieurs stratégies permettent d'obtenir des spécifications plus strictes :
Conception et construction d'outils avancés
Le moule est peut-être l'élément le plus important qui influe sur les tolérances. Investir dans un outillage de haute qualité avec :
- Construction en acier à outils de première qualité
- Usinage CNC précis des détails de la cavité
- Disposition optimisée des canaux de refroidissement
- Conception soignée des portes et des coulisses
Ces éléments améliorent considérablement les capacités de tolérance et la cohérence. Bien que l'outillage de qualité supérieure représente un investissement initial plus élevé, les avantages à long terme en termes de qualité des pièces et de réduction des taux de rebut justifient souvent le coût.
Opérations secondaires pour les dimensions critiques
Pour les applications les plus exigeantes, des opérations secondaires permettent d'obtenir des tolérances supérieures à celles que permet le seul moulage sous pression :
- Usinage CNC des surfaces critiques
- Opérations de meulage et de rodage
- Perçage et alésage de précision
- Vérification des machines à mesurer tridimensionnelles (MMT)
Chez PTSMAKE, nous mettons souvent en œuvre des approches de fabrication hybrides, dans lesquelles nous moulons des pièces avec des tolérances généreuses dans les zones non critiques et effectuons ensuite des opérations d'usinage sélectives sur les caractéristiques critiques.
Mise en œuvre du contrôle statistique des processus
La mise en œuvre de systèmes robustes de contrôle statistique des processus (CSP) permet de.. :
- Détection précoce de la dérive des processus
- Qualité constante des pièces
- Documentation de la capacité du processus
- Possibilités d'amélioration continue
En surveillant les paramètres clés du processus et les dimensions des pièces, nous pouvons maintenir des tolérances plus strictes sur des séries de production prolongées.
Quelles sont les finitions de surface disponibles pour les pièces moulées sous pression en zinc ?
Avez-vous déjà reçu des pièces en zinc moulé sous pression qui ne correspondaient pas à vos attentes esthétiques ? Ou avez-vous eu du mal à choisir la bonne finition qui concilie l'apparence, la protection et le coût ? Une mauvaise finition de surface peut compromettre même les composants les plus précisément conçus.
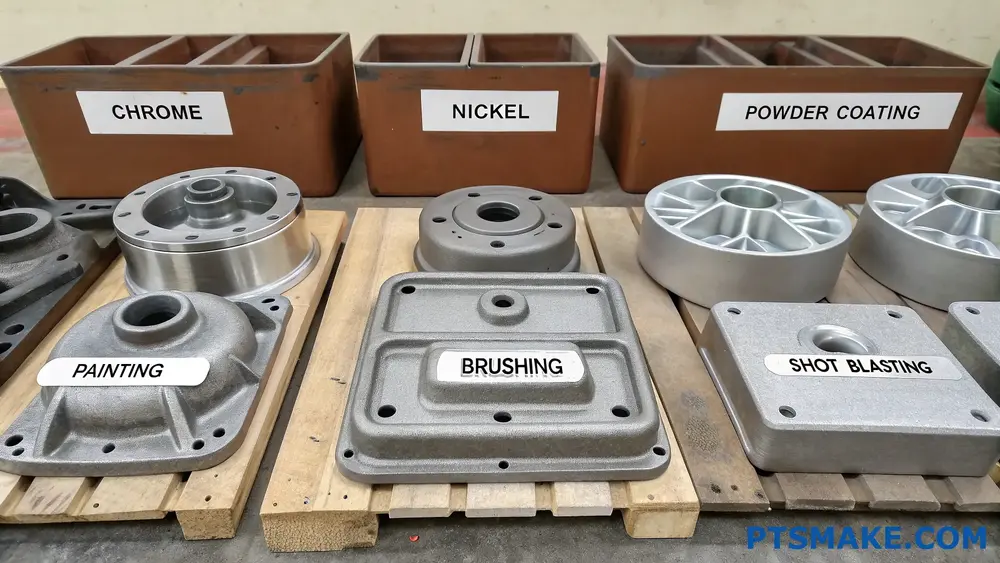
Les pièces moulées sous pression en zinc peuvent recevoir de nombreuses finitions de surface, notamment le placage (chrome, nickel, or), le revêtement en poudre, la peinture, l'anodisation, le polissage, le brossage, la texturation et le culbutage. Chaque finition offre des avantages uniques en termes d'apparence, de résistance à la corrosion, de protection contre l'usure et de coûts.
Finitions de surface courantes pour les pièces moulées sous pression en zinc
Dans le cadre de mon travail avec des clients de tous les secteurs, j'ai pu constater de première main que la bonne finition de surface peut transformer une simple pièce en zinc moulé sous pression en un composant qui non seulement présente des performances exceptionnelles, mais qui améliore également l'attrait général du produit. Laissez-moi vous présenter les options de finition les plus efficaces disponibles.
Finitions par galvanoplastie
L'électrodéposition crée une fine couche de métal sur les pièces en zinc moulé sous pression grâce à un processus électrochimique. Cette finition est extrêmement populaire parce qu'elle combine l'attrait esthétique et les avantages fonctionnels.
Chromage
Le chromage offre cette surface réfléchissante comme un miroir que de nombreux consommateurs associent à des produits métalliques de qualité. Au-delà de son aspect attrayant, le chrome offre :
- Résistance supérieure à la corrosion
- Excellente résistance à l'usure
- Réduction de la friction
- Dureté élevée (environ 70 HRC)
De nombreux composants automobiles, tels que les emblèmes et les pièces de garniture, sont chromés. Il convient toutefois de noter que les procédés traditionnels de chromage hexavalent font l'objet de restrictions environnementales croissantes, ce qui a conduit à l'apparition d'alternatives au chrome trivalent, plus respectueuses de l'environnement.
Nickelage
Le nickelage donne un aspect brillant et argenté similaire au chrome, mais avec une tonalité légèrement plus chaude. Les avantages sont les suivants :
- Très bonne protection contre la corrosion
- Excellente résistance à l'usure
- Finition brillante ou satinée
- Souvent utilisé comme sous-couche pour le chromage
Chez PTSMAKE, nous appliquons fréquemment le nickelage à des composants qui requièrent à la fois un attrait esthétique et une grande durabilité, comme les accessoires de salle de bains et les boîtiers d'appareils électroniques grand public.
Placage de zinc
Bien qu'il puisse sembler redondant de zinguer une pièce de zinc moulée sous pression, cette opération peut s'avérer très utile. galvanisation5 crée une couche protectrice sacrificielle qui se corrode avant le matériau de base. Les principaux avantages sont les suivants :
- Protection anticorrosion rentable
- Disponible en transparent, jaune, noir ou olive drab.
- Généralement plus mince que les autres options de placage
Finitions organiques
Les finitions organiques offrent des alternatives au placage métallique avec leurs propres avantages.
Revêtement par poudre
Le revêtement par poudre consiste à appliquer électrostatiquement une poudre sèche sur la surface de la pièce, puis à la faire durcir à chaud. Ce procédé permet d'obtenir une finition durable et uniforme qui présente les avantages suivants :
- Large gamme de couleurs avec des résultats constants
- Excellente durabilité et résistance aux chocs
- Bonne résistance chimique
- Respectueux de l'environnement (pas de solvants)
- Revêtement épais et uniforme (typiquement 2-4 mils)
De nombreuses pièces d'équipement d'extérieur et de mobilier bénéficient de la combinaison de durabilité et de flexibilité esthétique du revêtement par poudre.
Peinture humide
La peinture traditionnelle offre une grande souplesse d'aspect :
- Options de couleurs illimitées avec différents reflets
- Peut incorporer des effets spéciaux (métalliques, texturés, etc.)
- Coût relativement faible pour les petites séries
- Capacité à faire des retouches sur le terrain
Toutefois, les finitions peintes n'offrent généralement pas la même durabilité que le placage ou le revêtement en poudre.
Finitions mécaniques
Les finitions mécaniques modifient la surface par des procédés physiques plutôt que par l'ajout de revêtements.
Polissage
Le polissage permet d'obtenir une surface brillante et réfléchissante en éliminant les petites imperfections :
- Souligne l'aspect naturel de l'alliage de zinc
- Peut préparer les surfaces pour un placage ultérieur
- Différents niveaux disponibles (de satin à miroir)
- Amélioration de la qualité globale perçue
Brossage/vernissage
Ce procédé permet de créer des lignes directionnelles fines et uniformes sur la surface :
- Offre un aspect industriel distinctif
- Permet de masquer les petites imperfections de surface
- Souvent utilisé pour le matériel architectural
- Peut être combiné avec un revêtement transparent pour la protection
Grenaillage de précontrainte
Le grenaillage crée une surface texturée et mate en projetant de petites particules sur la pièce :
- Améliore l'adhérence du revêtement
- Crée une apparence uniforme
- Peut augmenter la dureté de la surface
- Supprime les petits défauts de fonderie
Comparaison des options de finition de surface
| Type de finition | Résistance à la corrosion | Résistance à l'usure | Apparence | Coût relatif | Applications courantes |
|---|---|---|---|---|---|
| Chromage | Excellent | Excellent | Lumineux, réfléchissant | Haut | Garnitures décoratives, accessoires de salle de bains |
| Nickelage | Très bon | Très bon | Argent brillant ou satiné | Moyenne-élevée | Boîtiers électroniques, matériel |
| Revêtement par poudre | Bon | Bon | Mat à brillant, nombreuses couleurs | Moyen | Équipement extérieur, mobilier |
| Peinture humide | Juste | Médiocre-équitable | Options illimitées | Faible-Moyen | Objets décoratifs, pièces à faible usure |
| Polissage | Médiocre (sans scellant) | Pauvre | Lumineux, réfléchissant | Faible-Moyen | Objets décoratifs, préparation du placage |
| Brossé/Texturé | Médiocre (sans scellant) | Pauvre | Industriel, architectural | Moyen | Matériel, éléments architecturaux |
Choisir le bon état de surface
Lorsque je conseille mes clients sur le choix des finitions, je tiens compte de plusieurs facteurs clés :
Environnement: La pièce sera-t-elle exposée à des conditions extérieures, à des produits chimiques ou à la lumière UV ? Les composants exposés à des environnements difficiles nécessitent une protection plus robuste, comme le chromage ou un revêtement en poudre de haute qualité.
Exigences en matière d'usure: Les pièces soumises à des manipulations fréquentes ou à l'abrasion nécessitent des finitions durables telles que le chrome dur ou le nickelage.
Besoins esthétiques: La pièce est-elle visible pour les utilisateurs finaux ? Les pièces décoratives bénéficient souvent d'un chromage ou d'options de couleurs personnalisées.
Contraintes de coût: Les considérations budgétaires peuvent favoriser des options telles que le revêtement par poudre par rapport aux procédés de placage multicouches.
Exigences réglementaires: Les industries telles que les services alimentaires, le secteur médical ou les produits pour enfants peuvent avoir des exigences spécifiques en matière de finition afin de garantir la sécurité.
Chez PTSMAKE, nous travaillons en étroite collaboration avec nos clients pour équilibrer ces facteurs, en recommandant parfois des approches combinées, telles que la finition mécanique suivie d'un revêtement transparent, afin d'obtenir des résultats optimaux.
Comment le moulage sous pression du zinc se compare-t-il au moulage sous pression de l'aluminium ou du magnésium ?
Avez-vous déjà été confronté à la difficulté de choisir entre le zinc, l'aluminium ou le magnésium pour votre projet de moulage sous pression ? Les spécifications techniques écrasantes, les recommandations contradictoires et les contraintes budgétaires peuvent rendre ce choix frustrant et complexe.
Le moulage sous pression du zinc offre une plus grande capacité de détail et des températures de traitement plus basses que l'aluminium ou le magnésium, tandis que l'aluminium offre un meilleur rapport résistance/poids et le magnésium le poids le plus léger. Chaque métal présente des avantages distincts en termes de coût, de propriétés mécaniques et d'exigences de production, ce qui les rend adaptés à différentes applications.

Principales différences de performance entre le zinc, l'aluminium et le magnésium
Lors de la sélection du métal optimal pour votre projet de moulage sous pression, il est essentiel de comprendre les différences fondamentales entre le zinc, l'aluminium et le magnésium. Mon expérience de travail avec divers clients de PTSMAKE m'a permis de constater que chaque métal offre des avantages uniques qui peuvent avoir un impact significatif sur les performances et les coûts de production de votre produit.
Considérations relatives à la densité et au poids
La différence de poids entre ces trois métaux est importante et détermine souvent le choix du matériau :
| Métal | Densité (g/cm³) | Poids relatif | Applications courantes |
|---|---|---|---|
| Zinc | 6.6 | Le plus lourd | Quincaillerie de porte, composants automobiles |
| Aluminium | 2.7 | Moyen | Composants de moteurs, boîtiers électroniques |
| Magnésium | 1.8 | Le plus léger | Étuis pour ordinateurs portables, cadres pour appareils photo |
La légèreté exceptionnelle du magnésium en fait un matériau idéal pour les applications où la réduction du poids est essentielle. L'aluminium offre un bon équilibre, tandis que la densité plus élevée du zinc confère une sensation de solidité et de qualité supérieure souvent recherchée dans les produits de consommation.
Comparaison des propriétés mécaniques
Les capacités structurelles de chaque métal varient considérablement :
| Propriété | Zinc | Aluminium | Magnésium |
|---|---|---|---|
| Résistance à la traction (MPa) | 280-330 | 290-330 | 220-280 |
| Limite d'élasticité (MPa) | 210-280 | 160-240 | 160-190 |
| Élongation (%) | 10-15 | 3-5 | 3-15 |
| Résistance aux chocs | Excellent | Bon | Juste |
Les alliages de zinc comme Zamak6 offrent généralement une stabilité dimensionnelle supérieure et conservent leurs propriétés mécaniques à température ambiante mieux que les autres options. L'aluminium offre une excellente résistance par rapport à son poids, tandis que le magnésium, bien que le plus léger, présente des caractéristiques de résistance respectables.
Exigences en matière de température de traitement
Le point de fusion de chaque métal influe directement sur la consommation d'énergie et la longévité de l'outil :
| Métal | Point de fusion (°C) | Température de coulée sous pression (°C) | Impact sur l'outillage |
|---|---|---|---|
| Zinc | 380-390 | 400-420 | Usure minimale, durée de vie prolongée de l'outil |
| Aluminium | 580-660 | 650-710 | Usure modérée, entretien régulier |
| Magnésium | 650 | 680-720 | Usure accélérée, remplacement fréquent |
Dans notre unité de production, j'ai observé que la température de traitement plus basse du zinc se traduit par des avantages significatifs : une durée de vie plus longue des outils, une consommation d'énergie moindre et des temps de cycle plus courts. Cela se traduit souvent par une réduction des coûts de production globaux, malgré le fait que le zinc coûte plus cher à la livre.
Capacités de finition de surface et de détail
Niveau de détail réalisable
La capacité à capturer des détails fins varie considérablement :
| Métal | Épaisseur minimale de la paroi (mm) | Résolution détaillée | Qualité de l'état de surface |
|---|---|---|---|
| Zinc | 0.4 | Excellent | Supérieure |
| Aluminium | 0.9 | Bon | Bon |
| Magnésium | 1.3 | Juste | Bon avec le traitement |
Le zinc excelle dans la production de designs complexes avec des surfaces lisses qui nécessitent un post-traitement minimal. Pour les produits présentant des géométries complexes et des détails fins, je recommande souvent le zinc à mes clients, en particulier pour les composants visibles où l'esthétique est importante.
Profils de résistance à la corrosion
La durabilité environnementale est une autre considération essentielle :
| Métal | Résistance naturelle à la corrosion | Finitions courantes | Applications |
|---|---|---|---|
| Zinc | Bon | Chromage, peinture | Quincaillerie d'extérieur, composants marins |
| Aluminium | Excellent | Anodisation, revêtement en poudre | Automobile, aérospatiale |
| Magnésium | Pauvre | Revêtement de conversion, anodisation | Electronique intérieure, composants protégés |
Alors que l'aluminium forme naturellement une couche d'oxyde protectrice, le zinc et surtout le magnésium nécessitent généralement des traitements de surface pour une résistance optimale à la corrosion. Chez PTSMAKE, nous avons mis au point des processus de finition spécialisés pour chaque métal afin d'améliorer leur durabilité dans des environnements difficiles.
Considérations sur les coûts et l'efficacité de la production
L'équation du coût total va au-delà des prix des matières premières :
| Facteur | Zinc | Aluminium | Magnésium |
|---|---|---|---|
| Coût des matériaux | Plus élevé | Moyen | Le plus élevé |
| Coût de la transformation | Plus bas | Moyen | Plus élevé |
| Durée du cycle | Le plus rapide | Moyen | Le plus lent |
| Durée de vie de l'outil | Le plus long | Moyen | Le plus court |
Lorsqu'on évalue les coûts totaux de production, le zinc s'avère souvent plus économique pour les séries de production moyennes à élevées, malgré le coût plus élevé du matériau. Les temps de cycle nettement plus courts et la réduction de l'entretien de l'outillage compensent la prime payée pour la matière première.
Pour les petites pièces produites en grandes quantités, le moulage sous pression du zinc s'impose souvent comme la solution la plus rentable. Pour les pièces plus grandes dont le poids est critique, l'aluminium offre généralement le meilleur équilibre entre coût et performance, tandis que le magnésium est réservé aux applications où le poids minimum justifie son prix élevé.
Dans mon travail de consultant, j'insiste toujours sur le fait qu'il faut aller au-delà du simple coût du matériau à la livre et prendre en compte l'ensemble du cycle de production, y compris les opérations secondaires, les exigences en matière de finition et les attentes en matière de performances à long terme. Chaque métal a son point fort en termes d'applications, et le choix du bon métal nécessite une analyse réfléchie de vos besoins spécifiques.
Quels sont les facteurs qui influencent le délai de production du moulage sous pression du zinc ?
Vous est-il déjà arrivé d'attendre avec impatience votre projet de moulage de zinc sous pression et de vous demander pourquoi il prenait plus de temps que prévu ? Cette frustration liée aux retards peut faire dérailler le lancement d'un produit et créer des problèmes en cascade tout au long de votre chaîne d'approvisionnement.
Le délai de production du zinc moulé sous pression dépend de plusieurs facteurs clés, notamment la complexité de la conception, le volume de la commande, les exigences en matière d'outillage, les opérations secondaires, la disponibilité des matériaux et la capacité de fabrication. La compréhension de ces éléments vous permet de mieux planifier votre calendrier de production et de fixer des attentes réalistes.
La complexité de la conception et son impact sur le délai d'exécution
La complexité de la conception de votre pièce en zinc moulé sous pression influe considérablement sur le délai de production. Les conceptions simples avec des géométries de base et des caractéristiques minimales peuvent être produites plus rapidement que les pièces complexes avec des détails compliqués, des parois minces ou des tolérances serrées.
Dans le cadre de mon travail avec les clients de PTSMAKE, j'ai observé que les conceptions nécessitant une sous-coupes7 ou plusieurs noyaux coulissants dans la matrice peut ajouter plusieurs jours, voire plusieurs semaines, au délai d'exécution. En effet, ces caractéristiques nécessitent des conceptions d'outillage plus sophistiquées et souvent un temps de réglage supplémentaire pendant la production.
En outre, les conceptions complexes nécessitent généralement un examen plus approfondi de la conception et une analyse technique avant que la production ne puisse commencer. Cette phase de préproduction garantit la fabricabilité, mais augmente le délai global.
Éléments de conception qui prolongent les délais d'exécution :
- Variations de l'épaisseur des parois nécessitant un contrôle spécialisé du débit
- Finitions ou textures de surface multiples sur une même pièce
- Tolérances dimensionnelles étroites (±0,05 mm ou moins)
- Plans de joint complexes nécessitant un alignement précis de l'outil
Considérations sur le volume des commandes
La quantité de pièces dont vous avez besoin joue un rôle crucial dans la détermination du délai de livraison. Contrairement à ce que l'on pourrait penser, les commandes très petites et très grandes peuvent influer sur votre délai :
Production en petites séries
Pour les petits lots (généralement inférieurs à 500 pièces), le temps de préparation représente souvent une part importante du temps de production total. Les matrices doivent toujours être préparées, montées et testées, quel que soit le nombre de pièces produites.
Production en grande quantité
Pour les commandes importantes (dizaines de milliers de pièces), si le temps de production par unité diminue, le cycle de production global est plus long. En outre, les procédures de contrôle de la qualité deviennent plus étendues afin de garantir la cohérence de l'ensemble du lot.
Voici une analyse pratique de l'impact du volume sur les délais de livraison :
| Quantité commandée | Délai d'exécution typique Composant | Notes |
|---|---|---|
| 100-500 unités | 1-2 semaines de production | Le temps d'installation domine le temps total |
| 501-5 000 unités | 2-3 semaines de production | Meilleur taux d'efficacité |
| 5 001-20 000 unités | 3-5 semaines de production | Peut nécessiter plusieurs cycles de production |
| 20 000+ unités | 5+ semaines de production | Peut être programmé par lots |
Exigences et développement de l'outillage
Le développement de l'outillage est sans doute le facteur qui influe le plus sur les délais. Pour les nouveaux projets de moulage de zinc sous pression, la création des outils de moulage sous pression prend généralement de 4 à 6 semaines, parfois plus pour les conceptions complexes.
La phase d'outillage comprend
- Conception d'outils sur la base des spécifications de votre pièce
- Usinage CNC des composants de la filière
- Traitement thermique de l'acier à outils
- Assemblage des composants de la filière
- Essais et ajustements
Si vous créez un tout nouveau modèle, ce processus ne peut être raccourci sans compromettre la qualité. En revanche, pour les commandes répétitives utilisant l'outillage existant, cette phase est éliminée, ce qui permet de réduire considérablement les délais.
Opérations secondaires et finition
De nombreuses pièces en zinc moulé sous pression nécessitent un traitement supplémentaire après le moulage initial :
- Ébavurage et ébarbage
- Finition de surface (polissage, texturation, etc.)
- Usinage des dimensions critiques
- Placage ou revêtement (chrome, peinture en poudre, etc.)
- Assemblage avec d'autres composants
Chaque opération supplémentaire ajoute du temps au calendrier de production. Chez PTSMAKE, nous avons optimisé notre flux de travail pour exécuter certains de ces processus simultanément lorsque c'est possible, mais certaines finitions, comme le chromage, ont des temps de durcissement obligatoires qui ne peuvent être accélérés.
Disponibilité des matériaux et facteurs liés à la chaîne d'approvisionnement
La disponibilité des alliages de zinc peut avoir une incidence sur les délais de livraison, en particulier lorsqu'il s'agit d'alliages spéciaux. Les alliages de zinc courants comme le Zamak 3 et le Zamak 5 sont généralement faciles à obtenir, mais les alliages moins courants peuvent nécessiter des délais d'approvisionnement plus longs.
Les autres matériaux nécessaires à la production peuvent également avoir une incidence sur les délais :
- Aciers à outils spéciaux pour les matrices
- Matériaux de placage spécifiques
- Matériaux d'emballage sur mesure
Je conseille toujours à mes clients d'opter pour des matériaux standard dans la mesure du possible afin de minimiser les retards potentiels de la chaîne d'approvisionnement.
Capacité de production et ordonnancement
La capacité actuelle de votre fabricant a un impact direct sur les délais de livraison. Pendant les périodes de pointe de la production, comme avant les grandes vacances ou les salons professionnels, la plupart des fournisseurs de produits moulés sous pression connaissent une demande plus forte et des files d'attente plus longues.
Les facteurs qui influencent la programmation sont les suivants :
- Disponibilité des machines
- Ressources humaines
- Projets simultanés
- Calendrier d'entretien
- Priorités de production
En établissant une bonne relation avec votre fabricant et en lui communiquant vos besoins dès le début, vous vous assurez que votre projet bénéficie d'une priorité appropriée dans le calendrier de production.
Comment garantir une qualité constante dans la production de pièces moulées sous pression en zinc en grande quantité ?
Avez-vous déjà reçu un lot de pièces en zinc moulées sous pression pour découvrir une qualité incohérente sur l'ensemble de la production ? Avez-vous du mal à maintenir des normes fiables lorsque vous augmentez vos opérations de moulage sous pression ? Il est frustrant de constater que ce qui fonctionnait parfaitement dans de petits lots s'effondre dans des volumes plus importants.
Pour garantir une qualité constante dans le moulage sous pression de zinc en grande quantité, il faut mettre en œuvre un système complet de gestion de la qualité qui inclut la normalisation des processus, l'entretien régulier des équipements, un contrôle strict des matériaux, des technologies de surveillance avancées et un personnel bien formé. Ces éléments créent une base solide pour des résultats de production fiables et reproductibles.

Le défi de la mise à l'échelle de la qualité dans la coulée sous pression du zinc
Lorsque l'on passe d'une production à faible volume à une production à fort volume, le maintien d'une qualité constante devient exponentiellement plus difficile. Chez PTSMAKE, j'ai observé que les opérations réussies de moulage sous pression de zinc en grande quantité ne se contentent pas d'augmenter les processus existants, mais transforment fondamentalement leur approche de la gestion de la qualité.
Le moulage sous pression du zinc est particulièrement sensible aux variations des paramètres du processus. Même des fluctuations mineures de la température, de la pression ou de la durée du cycle peuvent entraîner des écarts de qualité significatifs entre les séries de production. Cette sensibilité augmente avec le volume de production, ce qui fait de la qualité constante un objectif en constante évolution.
Mise en œuvre de la maîtrise statistique des procédés (MSP)
L'une des stratégies les plus efficaces pour garantir une qualité constante dans le cadre d'une production en grande quantité consiste à mettre en œuvre des mesures de contrôle de la qualité. Contrôle statistique des processus8. Contrairement au contrôle ponctuel, la CPS implique une surveillance continue des variables du processus par rapport à des limites de contrôle prédéterminées.
Pour les opérations de moulage sous pression du zinc, les mesures SPC clés sont les suivantes :
- Variations de température de la matrice
- Cohérence de la pression d'injection
- Stabilité du temps de cycle
- Uniformité de la composition des matériaux
- Tendances en matière de précision dimensionnelle
Mise en place de cartes de contrôle
Les cartes de contrôle fournissent une représentation visuelle de la stabilité du processus. Pour le moulage sous pression du zinc, je recommande de mettre en œuvre des cartes variables et des cartes d'attributs :
| Type de graphique | Application | Avantages |
|---|---|---|
| Graphiques X-bar & R | Contrôle des variations dimensionnelles | Détection précoce des tendances avant que les spécifications ne soient violées |
| p-charts | Suivi des pourcentages de défauts | Identifie les problèmes systémiques de qualité |
| c-charts | Comptage des défauts par unité | Aide à isoler les zones à problèmes spécifiques |
Lorsqu'ils sont correctement mis en œuvre, ces diagrammes aident les opérateurs à identifier les dérives d'un processus avant que des défauts ne se produisent, ce qui permet de procéder à des ajustements préventifs.
Optimisation des paramètres des machines de coulée sous pression
Les paramètres de la machine ont un impact significatif sur la constance de la qualité dans la production en grande série. La clé consiste à trouver les réglages optimaux et à les maintenir avec précision tout au long des cycles de production.
Paramètres critiques de la machine
- Profils de vitesse d'injection: Différentes zones de la cavité peuvent nécessiter des vitesses d'injection différentes pour un remplissage optimal.
- Pression de maintien: Doit être calibré pour éviter les défauts tels que la porosité tout en maintenant la stabilité dimensionnelle.
- Contrôle de la température de la matrice: Une répartition homogène de la température sur l'ensemble de la filière est essentielle pour une solidification cohérente.
Chez PTSMAKE, nous avons développé des matrices de paramètres pour différents alliages de zinc et géométries de pièces, qui servent de points de départ à l'optimisation. Ces matrices tiennent compte de l'épaisseur de la pièce, de sa complexité et des exigences en matière de finition de surface.
Procédures de contrôle de la qualité des matériaux
L'homogénéité des matières premières est essentielle à l'homogénéité de la qualité des produits finis. Pour le moulage sous pression du zinc, cela signifie qu'il faut mettre en œuvre des contrôles rigoureux :
Vérification de la composition des alliages
Les alliages de zinc entrants doivent être vérifiés :
- Composition précise dans des fourchettes spécifiées
- Propriétés de fusion constantes
- Absence de contaminants
- Structure adéquate du grain
Nous procédons à une analyse spectrographique de chaque lot d'alliage de zinc afin de garantir l'exactitude de la composition avant qu'il n'entre dans notre atelier de production.
Gestion des matières recyclées
Lors de l'utilisation de matériaux recyclés (coulisses et carottes), des protocoles stricts doivent être appliqués :
| Aspect des matériaux recyclés | Mesure de contrôle |
|---|---|
| Pourcentage maximal de recyclage | Typiquement 20-30% en fonction des exigences de qualité |
| Répartition par type d'alliage | Prévenir la contamination croisée entre les différentes formulations de zinc |
| Élimination des contaminants | Filtration et inspection avant refonte |
| Procédures de mélange | Mélange systématique avec des matériaux vierges |
Technologies de surveillance avancées
La technologie moderne offre des outils puissants pour maintenir la cohérence de la qualité dans les environnements de production à haut volume.
Systèmes d'imagerie thermique
Les caméras thermiques peuvent surveiller la distribution de la température des matrices en temps réel, alertant les opérateurs sur les points chauds ou les problèmes de refroidissement avant qu'ils n'entraînent des problèmes de qualité. Ces systèmes peuvent être intégrés à des capacités d'ajustement automatique des processus.
Vérification de la qualité en ligne
Les systèmes d'inspection automatisés utilisant la vision industrielle peuvent :
- Détecter les défauts de surface
- Vérifier les dimensions critiques
- Identifier les remplissages rapides ou incomplets
- Trier les pièces en fonction de paramètres de qualité
Ces systèmes fournissent un retour d'information immédiat, ce qui permet de corriger rapidement le processus avant que de grandes quantités de pièces défectueuses ne soient produites.
Formation du personnel et normalisation
Même avec des technologies avancées, l'élément humain reste essentiel. Les programmes de formation des opérateurs devraient mettre l'accent sur les points suivants
- Interprétation des paramètres du processus
- Normalisation de la qualité entre les équipes
- Dépannage des défauts courants de la coulée sous pression du zinc
- Procédures de documentation et de rapport
Chez PTSMAKE, nous avons mis en place des instructions de travail normalisées avec des guides visuels qui indiquent clairement les normes de qualité acceptables par rapport aux défauts courants, ce qui aide les opérateurs à prendre des décisions cohérentes en matière de qualité.
Programmes de maintenance préventive
La fiabilité des équipements a un impact direct sur la constance de la qualité. Les programmes complets d'entretien préventif doivent comprendre
- Inspection et nettoyage réguliers des filières
- Entretien du système hydraulique
- Étalonnage du système d'injection
- Vérification du système de contrôle de la température
- Entretien du système de lubrification
La documentation de toutes les activités de maintenance crée un historique qui peut être mis en corrélation avec les données de qualité afin d'identifier des modèles et des domaines d'amélioration potentiels.
Le zinc moulé sous pression est-il recyclable ?
Vous êtes-vous déjà retrouvé face à de vieilles pièces de zinc moulées sous pression, vous demandant si vous deviez les jeter à la poubelle ou les recycler ? La confusion est réelle - alors que nous sommes de plus en plus conscients de la nécessité de recycler l'aluminium et l'acier, les pièces en zinc nous laissent souvent perplexes quant à leur impact sur l'environnement.
Oui, le zinc moulé sous pression est hautement recyclable. Le zinc peut être recyclé indéfiniment sans perdre ses propriétés physiques ou chimiques, ce qui en fait un métal durable. Le processus de recyclage des pièces en zinc moulé sous pression est économe en énergie, puisqu'il ne consomme qu'environ 5% de l'énergie nécessaire à la production de zinc primaire.

La recyclabilité du zinc moulé sous pression
Le moulage sous pression du zinc est une pierre angulaire de la fabrication depuis des décennies, et sa recyclabilité est l'une de ses principales caractéristiques. D'après l'expérience que j'ai acquise en travaillant avec différents métaux à PTSMAKE, le zinc se distingue par son potentiel en matière d'économie circulaire. Le métal peut être fondu et refondu à plusieurs reprises sans dégradation de la qualité - une propriété qui le rend particulièrement précieux dans le paysage actuel de la fabrication axée sur le développement durable.
Lorsque nous examinons les propriétés de recyclage du zinc, nous constatons qu'environ 80% du zinc disponible pour le recyclage est effectivement récupéré et réutilisé. Ce taux impressionnant s'explique par le point de fusion relativement bas du zinc (787°F ou 419°C), qui rend le processus de recyclage moins énergivore que celui de nombreux autres métaux.
Les avantages environnementaux du recyclage des pièces moulées sous pression en zinc
Le recyclage des composants en zinc moulé sous pression offre plusieurs avantages environnementaux significatifs :
- Conservation de l'énergie: Le recyclage du zinc ne nécessite qu'environ 5% de l'énergie nécessaire à la production de zinc primaire à partir du minerai.
- Réduction des émissions de CO2: La réduction des besoins en énergie se traduit directement par une réduction des émissions de carbone.
- Conservation des ressources naturelles: Chaque tonne de zinc recyclé permet de réduire l'extraction de minerai de zinc vierge.
- Réduction de la mise en décharge: Le fait que les composants en zinc ne soient pas mis en décharge permet d'éviter une éventuelle contamination du sol et de l'eau.
Chez PTSMAKE, nous donnons la priorité aux pratiques de fabrication durables, et le fait de recommander à nos clients des matériaux recyclables tels que le zinc moulé sous pression s'inscrit parfaitement dans le cadre de cet engagement.
Le processus de recyclage du zinc moulé sous pression
Le parcours du zinc recyclé est fascinant et comporte plusieurs étapes clés :
1. Collecte et tri
Le processus commence par la collecte de produits et de composants contenant du zinc. Il peut s'agir de
- Pièces automobiles (poignées de porte, carburateurs)
- Boîtiers électroniques
- Appareils sanitaires
- Jouets et composants matériels
Les matériaux collectés sont triés pour séparer les pièces en zinc moulées sous pression des autres métaux et matériaux. Les installations de recyclage modernes utilisent des techniques avancées telles que séparation par courants de Foucault9 et le tri basé sur la densité pour atteindre des niveaux de pureté élevés.
2. Transformation et fusion
Une fois triés, les composants du zinc sont
- Nettoyage pour éliminer les revêtements, les huiles et les contaminants
- Râpé ou réduit en petits morceaux
- Fondus dans des fours à des températures supérieures au point de fusion du zinc
- Raffiné pour éliminer les impuretés
3. Essais de qualité et fabrication de nouveaux produits
Le zinc recyclé est soumis à des tests de pureté et de qualité avant d'être transformé en lingots ou directement utilisé pour de nouveaux composants moulés sous pression. Les performances du matériau obtenu sont identiques à celles du zinc vierge, ce qui le rend parfait pour les applications de haute précision.
Comparaison : Recyclabilité du zinc moulé sous pression par rapport à d'autres métaux
Si l'on compare le zinc à d'autres métaux courants pour le moulage sous pression, son profil de recyclage est solide :
| Métal | Taux de recyclabilité | Économies d'énergie et production de vierges | Point de fusion | Complexité du recyclage |
|---|---|---|---|---|
| Zinc | ~80% | 95% | 787°F (419°C) | Faible |
| Aluminium | ~75% | 95% | 1 221°F (660°C) | Faible |
| Magnésium | ~50% | 97% | 1 202°F (650°C) | Moyen |
| Cuivre | ~60% | 85% | 1 984°F (1 085°C) | Moyen |
| Plomb | ~95% | 60% | 621°F (327°C) | Moyenne-élevée |
Cette comparaison met en évidence l'excellente position du zinc en termes de recyclabilité et d'efficacité du processus de recyclage.
Les défis du recyclage du zinc moulé sous pression
Malgré son excellente recyclabilité, le recyclage du zinc moulé sous pression est confronté à plusieurs défis :
Traitements de surface et alliages
De nombreuses pièces en zinc moulé sous pression subissent des traitements de surface tels que le chromage, la peinture ou le revêtement par poudre. Ces traitements peuvent compliquer le processus de recyclage et nécessiter des étapes supplémentaires pour l'élimination avant la fusion.
De même, les alliages de zinc contenant divers pourcentages d'aluminium, de cuivre ou de magnésium doivent être manipulés avec soin pour conserver une composition correcte pendant le recyclage.
Questions relatives à la collecte et à l'identification
Contrairement aux produits recyclables destinés aux consommateurs, tels que les canettes en aluminium, les pièces en zinc moulées sous pression sont souvent intégrées dans des produits complexes, ce qui rend la collecte plus difficile. En outre, l'identification des composants en zinc peut s'avérer difficile pour le consommateur moyen ou même pour certaines installations de recyclage dépourvues d'équipement spécialisé.
Comment recycler correctement vos pièces en zinc moulé sous pression ?
Si vous avez des composants en zinc moulé sous pression à recycler, voici quelques étapes pratiques :
- Contacter les recycleurs de métaux locaux: De nombreux centres de ferraille acceptent les pièces en zinc moulé sous pression.
- Séparé des autres métaux: Si possible, séparer les composants en zinc des autres matériaux.
- Retirer les attaches non métalliques: Retirer les pièces en plastique, en caoutchouc ou autres pièces non métalliques.
- Envisager des services de recyclage professionnels: Pour les entreprises qui produisent de grandes quantités de déchets de zinc, les services de recyclage spécialisés peuvent offrir le meilleur rapport qualité-prix.
Chez PTSMAKE, nous conseillons souvent nos clients sur les considérations relatives à la fin de vie des pièces que nous fabriquons, y compris les options de recyclage qui maximisent les avantages environnementaux et économiques.
Tendances futures du recyclage du zinc moulé sous pression
L'avenir du recyclage du zinc est prometteur, avec plusieurs tendances émergentes :
- Technologies de tri automatisé: Les systèmes avancés d'IA et d'apprentissage automatique améliorent l'identification et le tri des différents métaux.
- Conception pour le recyclage: De plus en plus de produits sont conçus dans l'optique d'un éventuel recyclage, ce qui facilite le démontage et la récupération des matériaux.
- Fabrication en boucle fermée: Certaines industries s'orientent vers des systèmes de récupération et de réutilisation de leurs propres déchets métalliques.
- Gestion améliorée de l'alliage: Meilleures techniques pour maintenir l'intégrité de l'alliage pendant le recyclage.
Au fur et à mesure que ces technologies se développent, on peut s'attendre à ce que le taux de recyclage du zinc, déjà impressionnant, augmente encore.
En savoir plus sur les mesures de coulabilité pour améliorer la conception de vos pièces. ↩
Découvrez comment les propriétés métallurgiques affectent la qualité et la durée de vie de vos produits. ↩
Terme décrivant les alliages ayant le point de fusion le plus bas possible - cliquez pour plus de détails. ↩
Découvrez comment le retrait des matériaux affecte la conception et la qualité de vos pièces. ↩
Processus d'application d'une couche protectrice de zinc pour prévenir la corrosion. ↩
Découvrez cet alliage de zinc spécialisé pour des performances optimales en matière de moulage sous pression. ↩
Cliquez pour savoir comment une conception adéquate permet d'éviter les problèmes de contre-dépouille dans le moulage sous pression. ↩
Cliquez pour découvrir des stratégies avancées de mise en œuvre du SPC pour les opérations de moulage sous pression. ↩
Découvrez cette technique avancée de séparation des métaux pour des processus de recyclage plus efficaces. ↩






