

Vous êtes-vous déjà demandé comment votre étui de téléphone pouvait être à la fois rigide et souple à différents endroits ? Ou comment cette élégante manette de jeu combine parfaitement des poignées texturées et des surfaces lisses ? La magie de ces produits innovants réside dans une technique de fabrication qui révolutionne la conception des produits dans tous les secteurs.
Le moulage par injection en deux temps est un processus de fabrication sophistiqué qui combine de manière transparente deux matériaux ou couleurs différents en un seul composant au cours d'un seul cycle de moulage, éliminant ainsi les étapes d'assemblage tout en créant des pièces complexes multi-matériaux qui seraient impossibles à réaliser avec les techniques traditionnelles.

Qu'est-ce que le moulage par injection en deux temps ?
Le moulage par injection en deux temps (également appelé moulage en deux temps ou moulage multi-matériaux) est un procédé de fabrication plastique avancé qui permet de produire des pièces complexes en utilisant deux matériaux ou couleurs différents en une seule opération de moulage. Contrairement au moulage par injection traditionnel, qui crée des composants monomatériaux, le moulage en deux temps produit des pièces intégrées avec des propriétés différentes dans des sections différentes.
La beauté de cette technologie réside dans sa capacité à lier différents matériaux entre eux au niveau moléculaire. Cela permet de créer une connexion solide et transparente qu'il serait difficile, voire impossible, d'obtenir par des processus d'assemblage post-moulage. J'ai travaillé avec d'innombrables clients de PTSMAKE qui étaient initialement sceptiques quant à la force de la liaison, mais qui ont été stupéfaits par la durabilité des produits finaux.
Fonctionnement du processus de moulage en deux temps
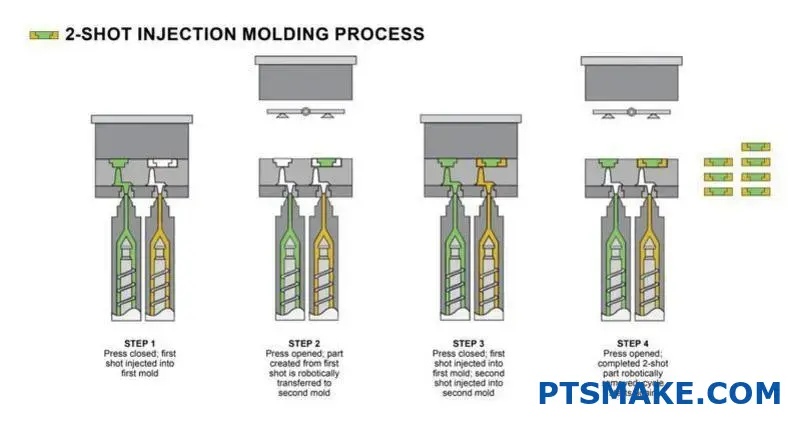
Le processus de moulage par injection en deux temps suit une séquence spécifique :
- Premier tir: Le matériau primaire est injecté dans la cavité du moule pour former la pièce de base.
- Rotation: Le moule tourne ou transfère la première injection dans une seconde cavité.
- Deuxième tir: Un autre matériau est injecté sur ou à côté du premier matériau.
- Refroidissement et éjection: La pièce terminée se refroidit et est éjectée du moule.
Ce processus nécessite un équipement spécialisé - soit une machine avec des unités d'injection multiples, soit un système de plateaux rotatifs. La précision technique requise en fait une opération plus complexe que le moulage par injection standard.
Paramètres critiques pour un moulage en deux temps réussi
La réussite d'un projet de moulage en deux temps dépend de plusieurs facteurs essentiels :
| Paramètres | Description | Importance |
|---|---|---|
| Compatibilité des matériaux | La compatibilité chimique entre les deux matériaux | Essentiel pour un collage correct et la prévention de la délamination |
| Contrôle de la température | Gestion précise des températures de fusion et de moulage | Essentiel pour l'écoulement des matériaux et une bonne adhérence |
| Séquence temporelle | Le timing exact entre le premier et le deuxième tir | Affecte la qualité de la liaison et l'intégrité de la pièce |
| Conception des moules | Conception spécialisée avec des portes et des évents appropriés | Détermine le flux de matériaux et la qualité des pièces finales |
Depuis plus de 15 ans que je travaille dans ce secteur, j'ai constaté que la compatibilité des matériaux est souvent l'aspect le plus difficile. Tous les plastiques ne se lient pas bien entre eux, c'est pourquoi la sélection des matériaux requiert une grande expertise. Chez PTSMAKE, nous effectuons des tests de compatibilité approfondis avant de finaliser les choix de matériaux pour nos clients.
Avantages du moulage par injection en deux temps
Le moulage par injection en deux temps offre de nombreux avantages qui le rendent de plus en plus populaire dans diverses industries :
Flexibilité et innovation dans la conception
La possibilité de combiner des matériaux aux propriétés différentes (rigide/flexible, opaque/transparent, conducteur/isolant) ouvre des possibilités de conception illimitées. Les concepteurs de produits peuvent créer des composants avec différenciation haptique1 - des propriétés tactiles variées selon les différentes zones d'une même pièce.
Efficacité de la fabrication
En éliminant les étapes d'assemblage, le moulage en deux temps permet de rationaliser considérablement le processus de fabrication :
- Réduction des coûts de main-d'œuvre
- Moins de problèmes de qualité liés à l'assemblage
- Cycles de production plus courts
- Diminution des besoins en stocks
Amélioration de la performance des produits
Les pièces moulées en deux temps sont généralement plus performantes que les pièces assemblées à plusieurs égards :
- Des liaisons matérielles plus fortes
- Meilleures propriétés d'étanchéité
- Amélioration de la résistance chimique à l'interface
- Une plus grande durabilité
- Esthétique améliorée
Rapport coût-efficacité sur le cycle de vie du produit
Bien que les coûts initiaux d'outillage soient plus élevés que pour le moulage conventionnel, l'économie à long terme favorise souvent le moulage en deux temps. Chez PTSMAKE, nous aidons régulièrement nos clients à réaliser des analyses de coûts qui démontrent des économies significatives, en particulier pour les productions en grande série où les coûts d'assemblage seraient autrement substantiels.
Applications courantes
Le moulage par injection en deux temps a trouvé des applications dans de nombreuses industries :
- Électronique grand public: Étuis pour smartphones avec coques rigides et poignées souples, manettes de jeu, télécommandes
- Automobile: Composants du tableau de bord, commandes au volant, leviers de vitesse
- Dispositifs médicaux: Outils chirurgicaux avec poignées ergonomiques, boîtiers d'équipement avec joints d'étanchéité
- Produits ménagers: Ustensiles de cuisine avec poignées de confort, composants d'appareils électroménagers
- Outils industriels: Boîtiers d'outils électriques, poignées d'équipement
La polyvalence de cette technologie continue d'étendre sa portée à de nouvelles applications. J'ai constaté une tendance croissante à utiliser le moulage en deux temps pour créer des produits intégrant de l'électronique, où le second moulage encapsule et protège les composants sensibles.
Le processus de moulage en deux temps expliqué
Vous avez déjà observé un maître chocolatier créer les couches parfaites d'une truffe gastronomique ? La précision, la synchronisation et l'art qui entrent en jeu reflètent ce qui se passe dans le moulage industriel en deux temps, sauf que nous créons quelque chose de bien plus durable que le chocolat, en utilisant une ingénierie de pointe plutôt que des compétences culinaires.
Le processus de moulage en deux temps représente la chorégraphie de fabrication à son paroxysme - une séquence chronométrée avec précision où deux matériaux différents sont injectés dans un outillage spécialement conçu, créant un composant unique avec des propriétés doubles qu'il serait impossible d'obtenir par des méthodes d'assemblage traditionnelles.
Première injection de matériau : Poser les bases
Le processus de moulage en deux temps commence par la préparation minutieuse des deux matériaux. Le contrôle de la température est absolument essentiel à ce stade - chaque polymère a sa plage de température de traitement optimale qui doit être maintenue tout au long du processus.
Lorsque nous concevons des pièces chez PTSMAKE, nous commençons par injecter le premier matériau (généralement le composant le plus rigide ou le plus structurel) dans la cavité initiale du moule. Cela crée ce que nous appelons le "substrat" ou le composant de base. La première injection nécessite généralement :
Considérations relatives à la préparation du matériel
- Pré-séchage des matériaux hygroscopiques pour éviter les défauts liés à l'humidité
- Contrôle précis de la température pour assurer un débit adéquat
- Etalonnage minutieux de la pression pour éviter les flashs ou les tirs courts
- Placement stratégique des portillons pour un remplissage optimal
Le premier matériau doit être sélectionné non seulement pour ses propriétés fonctionnelles, mais aussi pour sa compatibilité avec le second. J'ai appris au cours de nombreux projets que ce facteur de compatibilité peut faire le succès ou l'échec d'une application à deux tirs.
La transition critique : Rotation des moules
Une fois le premier matériau injecté et partiellement solidifié, le moule subit une transformation. Il existe plusieurs approches de cette phase de transition :
| Méthode | Description | Meilleures applications |
|---|---|---|
| Plateau rotatif | Le moule pivote physiquement de 180° afin de positionner la première injection pour la seconde. | Production en grande série de pièces symétriques |
| Dos de base | Le noyau se rétracte pour créer de l'espace pour le second matériau. | Géométries complexes nécessitant des limites de matériaux précises |
| Transfert | Le premier cliché est déplacé de manière robotisée vers un second moule. | Très grands composants ou applications spéciales |
| Surmoulage | La première coulée est placée manuellement ou automatiquement dans un second moule | Production de faibles volumes ou géométries extrêmement complexes |
Chez PTSMAKE, nous utilisons principalement la technologie du plateau rotatif pour la plupart des applications, car elle offre les temps de cycle les plus rapides et les performances les plus fiables. Cette phase de transition doit être programmée avec précision : trop tôt, le premier matériau risque de ne pas être assez stable ; trop tard, l'interface de collage risque de ne pas se former correctement.
Deuxième liaison des matériaux : Création de l'interface
C'est lors de la deuxième injection que s'opère la véritable magie du moulage en deux temps. C'est là que nous introduisons le deuxième matériau, souvent un élastomère, un plastique de couleur différente ou un matériau aux propriétés spécifiques telles que la conductivité ou la résistance à la traction. l'adhésion moléculaire2.
Le second matériau s'écoule dans la cavité nouvellement créée et entre en contact avec le premier matériau. Plusieurs facteurs clés influencent la réussite du collage :
Facteurs critiques de liaison
- La température de l'interface doit être suffisamment élevée pour favoriser l'enchevêtrement moléculaire.
- Compatibilité des matériaux (interactions polaires/non polaires)
- Énergie de surface des deux matériaux
- Schéma d'écoulement et pression de la deuxième injection
- Temps entre le premier et le deuxième tir
Lorsqu'ils sont correctement exécutés, les deux matériaux forment une liaison chimique et/ou mécanique à leur interface. Cette liaison est généralement plus forte que n'importe quelle connexion adhésive, créant ainsi un composant intégré qui fonctionne comme une seule unité.
L'outillage de précision : Le héros méconnu
L'outillage requis pour le moulage en deux temps est l'un des plus sophistiqués de l'industrie. Ces outils doivent :
- Permet l'utilisation de plusieurs points d'injection
- Maintien d'un alignement précis pendant la rotation ou le transfert
- Contrôler les écarts de température entre les différentes sections du moule
- Incorporer un système d'aération spécialisé pour chaque matériau
- Les systèmes d'éjection sophistiqués permettent de retirer des pièces complexes en toute sécurité.
Chez PTSMAKE, nous investissons considérablement dans des capacités d'outillage avancées, car nous savons que même les meilleurs matériaux et machines ne peuvent compenser une conception inadéquate de l'outillage. Nos concepteurs de moules travaillent directement avec nos ingénieurs de procédés pour s'assurer que chaque aspect de l'outillage favorise un flux de matériaux et un collage optimaux.
Compatibilité des matériaux : La science derrière le lien
Tous les plastiques ne font pas bon ménage. La compatibilité des matériaux dans le moulage en deux temps dépend de plusieurs facteurs :
- Composition chimique des deux matériaux
- Plages de température de fusion et de traitement
- Coefficient de dilatation thermique
- Taux de rétraction pendant le refroidissement
- Structure moléculaire et potentiel d'enchevêtrement
Lorsque je conseille mes clients, j'utilise souvent ce tableau de compatibilité simplifié pour illustrer les possibilités d'association de matériaux :
| Matériau de base | Matériaux de surmoulage compatibles | Notes |
|---|---|---|
| ABS | TPE, TPU, Silicone, PC | Excellente compatibilité générale |
| PC | ABS, TPE, TPU | Bon pour les applications à haute performance |
| Nylon | TPE, TPU, Santoprene | Collage fort, bon pour les pièces fonctionnelles |
| PP | TPE (modifié), TPV | Nécessite des qualités spéciales pour une bonne adhérence |
| PBT | TPE, TPU | Excellent pour les applications électriques |
Il est toujours recommandé de procéder à des essais, car certaines qualités de matériaux peuvent se comporter différemment de ce que leur famille générale de matériaux pourrait laisser supposer.
Contrôle des processus et assurance qualité
La complexité du moulage en deux temps exige un contrôle et une surveillance sophistiqués du processus. Les principales mesures d'assurance qualité sont les suivantes
- Contrôle en temps réel des paramètres d'injection pour les deux tirs
- Systèmes de vision pour vérifier la bonne mise en place des matériaux
- Inspection automatisée des pièces pour détecter les défauts esthétiques et fonctionnels
- Test de résistance de l'adhérence pour garantir une bonne adhérence
- Essais de cyclage thermique pour vérifier la durabilité de l'adhérence
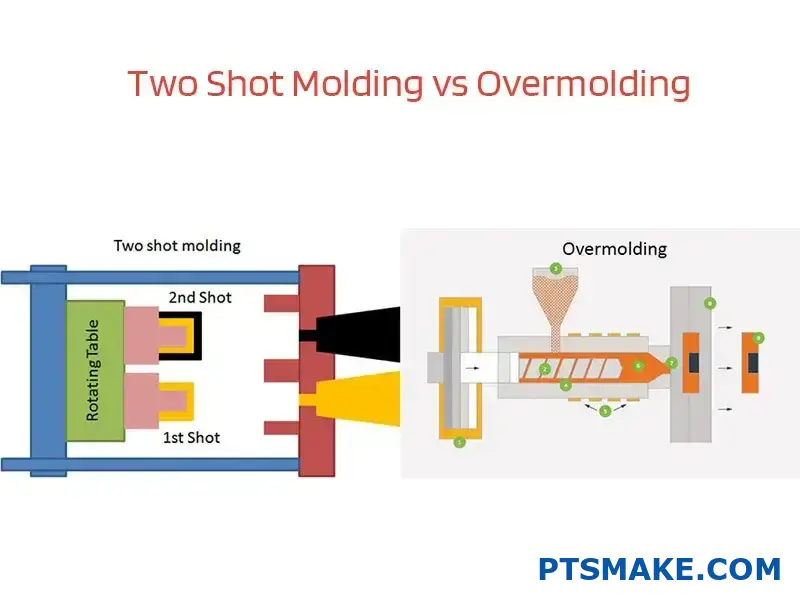
Moulage en deux temps et surmoulage : Principales différences
Vous est-il déjà arrivé de prendre un outil électrique doté d'une poignée parfaitement agrippante et douce au toucher, qui se fond parfaitement dans un corps rigide ? Ou remarqué que certaines commandes automobiles sont agréablement fermes tout en étant amorties aux bons endroits ? Ces merveilles tactiles ne sont pas des accidents heureux, mais le résultat de techniques de fabrication sophistiquées qui sont souvent confondues mais fondamentalement différentes.
Le moulage en deux temps et le surmoulage représentent des approches distinctes pour créer des pièces en plastique multi-matériaux, le moulage en deux temps utilisant un cycle de production continu pour une intégration transparente, tandis que le surmoulage utilise des processus distincts et séquentiels qui offrent des avantages différents en matière de sélection des matériaux et de flexibilité de la production.
La distinction fondamentale
Lorsque des clients me contactent au sujet de pièces multi-matériaux, la première question que je leur pose concerne leur volume de production et leurs besoins en matériaux. Cela permet de déterminer immédiatement si le moulage en deux temps ou le surmoulage est plus approprié pour leur projet.
Le moulage en deux temps : L'approche du cycle continu
Le moulage par injection en deux temps fonctionne comme un processus de fabrication unique et continu. Voici comment il fonctionne :
- Le premier matériau est injecté dans la cavité initiale du moule
- Le moule tourne ou s'indexe dans une deuxième position.
- Un deuxième matériau est injecté à côté ou sur le premier matériau
- La pièce terminée est éjectée sous la forme d'un composant unique et collé.
L'avantage principal est la continuité. Comme tout se passe dans une seule machine au cours d'un seul cycle, la production est plus rapide et plus efficace pour les gros volumes. Chez PTSMAKE, nos lignes de moulage en deux temps peuvent produire des pièces complexes avec des temps de cycle à peine plus longs que les opérations de moulage monomatière.
Surmoulage : Le processus séquentiel
En revanche, le surmoulage suit une approche plus discrète :
- Le premier matériau est moulé sous la forme d'un substrat complet
- Ce substrat est retiré du premier moule
- Le substrat est placé dans un second moule (manuellement ou par automatisation).
- Le second matériau est injecté autour, sur ou sur le substrat
- L'assemblage terminé est éjecté en tant que produit final
Ce processus séquentiel offre une plus grande flexibilité mais entraîne généralement des temps de cycle plus longs.
Considérations relatives au volume de production
L'un des facteurs les plus importants pour choisir entre ces techniques est le volume de production prévu :
| Volume de production | Processus recommandé | Raison d'être |
|---|---|---|
| Volume élevé (plus de 100 000 pièces) | Moulage en deux temps | Réduction du coût par pièce, cycles plus rapides, réduction de la main d'œuvre |
| Volume moyen (10k-100k) | Méthode de l'un ou l'autre | Dépend des exigences en matière de matériaux et de la complexité de la pièce |
| Faible volume (<10k) | Surmoulage | Investissement moindre dans l'outillage, plus grande flexibilité des matériaux |
Lorsque nous travaillons avec des clients du secteur automobile chez PTSMAKE, ils ont souvent besoin de centaines de milliers de pièces identiques, ce qui fait du moulage en deux temps le choix économique évident. Pour les fabricants d'appareils médicaux produisant des composants spécialisés en quantités moindres, le surmoulage offre souvent un meilleur équilibre entre coût et flexibilité.
Exigences en matière de compatibilité des matériaux
La deuxième considération majeure concerne la compatibilité des matériaux. Il s'agit d'une contrainte technique3 qui peut souvent dicter le processus le plus judicieux.
Limites des matériaux pour le moulage en deux temps
Le moulage en deux temps nécessite des matériaux avec :
- Températures de traitement similaires
- Compatibilité chimique pour le collage
- Taux de rétraction comparables
- Capacité de coller sans couche adhésive
Ces exigences peuvent être restrictives. Lorsque deux matériaux ne se lient pas naturellement bien, le moulage en deux temps peut ne pas être viable sans additifs spéciaux ou traitements de surface.
Flexibilité des matériaux de surmoulage
Le surmoulage offre une plus grande flexibilité des matériaux car :
- Le substrat peut refroidir complètement avant le deuxième tir
- Les verrouillages mécaniques peuvent être utilisés lorsque la liaison chimique n'est pas possible.
- Les traitements de surface peuvent être appliqués entre les étapes de moulage
- Des températures de traitement très différentes peuvent être prises en compte
J'ai travaillé avec des clients qui avaient besoin de combiner des matériaux qui ne se lieraient tout simplement pas dans un processus en deux temps, faisant du surmoulage la seule option viable malgré des coûts de production plus élevés.
Facteurs de complexité de la conception
La complexité de la conception de votre pièce influe également sur le choix du procédé le plus approprié :
Considérations relatives à la conception de deux tirs
- Meilleur pour les pièces où les matériaux se rencontrent à des limites clairement définies
- Excellent pour les combinaisons dur/mou avec des zones d'interface importantes
- Idéal pour les contrastes de couleurs et les éléments décoratifs
- Capacité limitée à créer des sections entièrement encapsulées
Avantages de la conception du surmoulage
- Supérieure pour la création de couches minces sur des géométries complexes
- Meilleur pour l'encapsulation complète des composants électroniques
- Mieux adapté à des épaisseurs de matériaux radicalement différentes
- Possibilité de créer des interfaces 3D plus complexes entre les matériaux
Lors de la conception de composants multi-matériaux chez PTSMAKE, nous évaluons minutieusement les exigences géométriques avant de recommander une approche de fabrication. Parfois, ce qui semble être une application parfaite en deux temps doit passer au surmoulage en raison d'exigences de conception spécifiques.
Considérations économiques au-delà du volume
Si le volume de production est un facteur économique primordial, d'autres considérations financières entrent en jeu :
Investissement dans l'outillage
Le moulage en deux temps nécessite généralement un outillage plus sophistiqué avec des plateaux rotatifs ou des mécanismes de transfert, ce qui augmente l'investissement initial. Le surmoulage peut utiliser des outils plus simples mais nécessite deux moules distincts.
Besoins en main-d'œuvre
Le moulage en deux temps réduit considérablement les coûts de main-d'œuvre grâce à son processus automatisé et continu. Le surmoulage peut nécessiter des transferts manuels entre les moules pour les faibles volumes, mais cette opération peut être automatisée pour les quantités plus importantes.
Qualité Cohérence
Le moulage en deux temps permet généralement d'obtenir une qualité plus constante, avec moins de risques de dommages dus à la manipulation ou à un mauvais alignement. Cela permet de réduire les taux de rebut et les coûts de contrôle de la qualité tout au long du cycle de production.
Applications pratiques : Faire le choix
Après avoir travaillé sur des centaines de projets multimatériaux, j'ai mis au point un cadre simple pour formuler des recommandations :
-
Choisissez le moulage en deux parties lorsque :
- Les volumes élevés justifient l'investissement dans l'outillage
- Les matériaux présentent une excellente compatibilité chimique
- La réduction du temps de cycle est essentielle
- Le coût de la main-d'œuvre est une préoccupation importante
- La cohérence d'une pièce à l'autre est primordiale
-
Choisissez le surmoulage lorsque :
- Les volumes de production sont modérés à faibles
- Les matériaux ont des exigences de traitement très différentes
- Une encapsulation complexe est nécessaire
- Des modifications de la conception peuvent être nécessaires au cours du cycle de vie du produit.
- Les contraintes budgétaires du projet limitent l'investissement initial dans l'outillage
Les distinctions entre ces processus peuvent sembler subtiles sur le papier, mais elles font une énorme différence en termes d'efficacité de la production et de qualité des pièces. La compréhension de ces différences a permis à nos clients d'économiser des millions de dollars en coûts inutiles au fil des ans.
Sélection des matériaux et considérations de compatibilité
Vous êtes-vous déjà demandé pourquoi certains produits multimatériaux s'intègrent parfaitement alors que d'autres se désagrègent après un usage minimal ? Le secret ne réside pas dans les techniques d'assemblage, mais dans la chimie invisible qui se produit lorsque différents matériaux se rencontrent. Cette science critique détermine si votre produit moulé en deux parties sera un succès commercial ou un échec coûteux.
La sélection des matériaux pour le moulage par injection en deux temps représente la décision la plus cruciale de votre projet. Elle nécessite une analyse minutieuse de la compatibilité chimique, des propriétés thermiques et des caractéristiques mécaniques afin de créer des produits d'une durabilité, d'une fonctionnalité et d'un attrait esthétique exceptionnels.
La chimie à l'origine d'une liaison réussie entre les matériaux
Au cours de mes années de travail sur le moulage par injection en deux temps chez PTSMAKE, j'ai découvert que la sélection des matériaux ne consiste pas seulement à trouver des matériaux dotés des bonnes propriétés physiques, mais aussi à comprendre la relation moléculaire qui les unit. La réussite d'une pièce moulée par injection en deux temps dépend en fin de compte de la qualité de la liaison entre les matériaux choisis au niveau moléculaire.
Principes de base de la compatibilité chimique
La compatibilité chimique entre les matériaux détermine s'ils formeront des liaisons moléculaires fortes au cours du processus à deux tirs. Cette compatibilité est influencée par plusieurs facteurs :
Polarité des polymères et énergie de surface
Les matériaux ayant une polarité similaire se lient généralement mieux entre eux. Par exemple, les matériaux polaires comme le nylon (PA) ont tendance à bien adhérer à d'autres matériaux polaires comme le polyuréthane thermoplastique (TPU). Les matériaux non polaires comme le polypropylène (PP) nécessitent souvent des modificateurs d'adhésion spéciaux pour adhérer aux matériaux polaires.
L'énergie de surface joue également un rôle crucial dans la liaison des matériaux. Les matériaux à haute énergie de surface créent généralement des liaisons plus fortes que ceux à faible énergie de surface. Cela explique pourquoi le polypropylène, dont l'énergie de surface est relativement faible, a tendance à être plus difficile à coller que des matériaux tels que l'ABS ou le PC.
Capacités d'intrication moléculaire
Lorsque deux matériaux compatibles se rencontrent à l'état fondu lors d'un moulage en deux temps, leurs chaînes de polymères peuvent s'enchevêtrer à l'interface. Cet enchevêtrement interdiffusion moléculaire4 crée un lien physique fort qui résiste à la séparation. Les matériaux ayant des structures chimiques similaires tendent à permettre un meilleur enchevêtrement des chaînes.
Voici un tableau de compatibilité simplifié auquel nous nous référons souvent avec nos clients :
| Matériau de base | Haute compatibilité | Modérément compatible | Compatibilité insuffisante |
|---|---|---|---|
| ABS | PC, PMMA, SAN | TPE, TPU, PVC | PE, PP, POM |
| PC | ABS, PMMA, TPU | PBT, PET, PA | PE, PP, PTFE |
| PA (Nylon) | TPU, TPE, PET | PC, PBT, PPS | PP, PE, PTFE |
| PP (avec modificateurs) | TPV, TPE (oléfinique) | TPU modifié | PC, PA, POM |
| POM | TPU (avec apprêt) | PBT | ABS, PC, PP |
Considérations sur les propriétés thermiques
Au-delà de la compatibilité chimique, les propriétés thermiques ont un impact significatif sur le choix des matériaux pour le moulage en deux temps.
Compatibilité avec les températures de traitement
Les températures de traitement des deux matériaux doivent être compatibles. Idéalement, le second matériau devrait avoir un point de fusion plus bas que le premier afin d'éviter la déformation du substrat lors de la seconde injection.
Par exemple, lorsqu'on travaille avec un substrat en PC (température de traitement d'environ 280-320°C) et un surmoulage en TPE (température de traitement d'environ 190-230°C), la température plus basse de la deuxième injection évite d'endommager le premier matériau tout en permettant un bon écoulement et une bonne adhérence.
Coefficient de dilatation thermique (CTE)
Les matériaux se dilatent et se contractent à des rythmes différents en fonction des changements de température. Lorsque deux matériaux ayant des CDT très différents sont collés ensemble, les cycles thermiques peuvent créer des tensions à l'interface, ce qui peut entraîner un décollement au fil du temps.
| Type de matériau | Gamme CTE typique (10^-6/°C) | Association recommandée |
|---|---|---|
| Semi-cristallin (PP, PA, POM) | 80-150 | Il est préférable de l'associer à des TPE flexibles qui peuvent s'adapter à l'expansion. |
| Amorphe (ABS, PC, PMMA) | 50-90 | Compatible avec la plupart des matériaux de surmoulage |
| Composés remplis de verre | 20-40 | Nécessite une sélection rigoureuse afin d'éviter une séparation due au stress |
Bilan des propriétés mécaniques
Une pièce moulée en deux temps réussie nécessite un équilibre réfléchi des propriétés mécaniques entre les matériaux choisis.
Considérations relatives à la rigidité et à la flexibilité
De nombreuses applications à deux coups visent à combiner la rigidité dans un domaine et la flexibilité dans un autre. Cela permet de créer des produits ergonomiques qui peuvent à la fois fournir une structure et un confort. Le gradient de propriétés mécaniques entre les matériaux doit être intentionnel et adapté à l'application.
Par exemple, pour une poignée d'outil électrique, nous pourrions choisir du PC ou du nylon chargé de verre pour le composant structurel rigide (avec un module de flexion de 2 000 à 10 000 MPa) associé à un TPE ayant un module de flexion beaucoup plus faible (10 à 100 MPa) pour la zone de préhension.
Gestion du différentiel de dureté
La différence de dureté entre les matériaux doit être gérée avec soin, en particulier pour les pièces de faible épaisseur. Un matériau très dur adjacent à un matériau très mou peut créer des concentrations de contraintes qui conduisent à une défaillance prématurée.
D'après notre expérience à PTSMAKE, les transitions graduelles sont les plus efficaces - par exemple, l'utilisation d'un TPE de 40-50 Shore D contre un substrat rigide plutôt qu'un matériau extrêmement souple de 30 Shore A, à moins que des adaptations ne soient faites au niveau de la conception.
Facteurs de sélection des matériaux spécifiques à l'application
Au-delà des facteurs de compatibilité fondamentaux, les exigences spécifiques à l'application limitent encore davantage le choix des matériaux.
Exigences en matière de résistance à l'environnement
L'environnement de travail de votre pièce moulée en deux temps introduit des critères de sélection supplémentaires :
- Exposition aux produits chimiques: La pièce entre-t-elle en contact avec des huiles, des solvants ou des produits de nettoyage ?
- Exposition aux UV: La pièce sera-t-elle utilisée à l'extérieur ou sous un éclairage intense ?
- Plage de température: Quelles sont les températures minimales et maximales auxquelles la pièce sera soumise ?
- Exposition à l'humidité: La pièce sera-t-elle soumise à une forte humidité ou à une immersion ?
Chacun de ces facteurs peut éliminer des combinaisons de matériaux par ailleurs compatibles. Par exemple, une pièce nécessitant une excellente stabilité aux UV peut exclure l'ABS standard comme matériau de substrat, malgré ses excellentes propriétés de liaison avec de nombreux TPE.
Considérations réglementaires et de conformité
Les secteurs réglementés imposent des exigences supplémentaires en matière de sélection :
Applications médicales
Pour les dispositifs médicaux, la biocompatibilité et la compatibilité avec la stérilisation deviennent primordiales. Les matériaux doivent souvent répondre :
- Normes de biocompatibilité USP Class VI ou ISO 10993
- Résistance aux méthodes de stérilisation (oxyde d'éthylène, irradiation gamma, autoclave)
- Conformité à la FDA pour le contact alimentaire (le cas échéant)
Exigences en matière d'automobile
Les applications automobiles exigent généralement :
- Résistance à la chaleur (souvent 85°C en continu, avec des pointes à 120°C)
- Faibles émissions de COV pour répondre aux normes de qualité de l'air à l'intérieur des véhicules
- Retardateur de flamme selon les normes UL94
- Approbation des matériaux par les principaux constructeurs automobiles
Protocoles d'essai pour la compatibilité des matériaux
Chez PTSMAKE, nous ne nous fions jamais uniquement aux fiches techniques des matériaux pour déterminer la compatibilité. Nous mettons en œuvre des tests rigoureux pour valider les combinaisons de matériaux :
Méthodes d'essai d'adhérence
- Test de pelage: Mesure de la force nécessaire pour séparer des matériaux à leur interface
- Essai de traction: Évaluation de la force d'adhérence sous tension
- Tests d'impact: Évaluation de l'intégrité de la liaison sous l'effet d'une force soudaine
- Cyclage thermique: Soumettre les matériaux collés à des températures extrêmes pour évaluer la durabilité.
Approche de la validation du prototype
Pour les applications critiques, nous recommandons une approche de validation systématique :
- Sélection de paires de matériaux à l'aide de petites éprouvettes
- Test d'adhésion dans différentes conditions
- Essais fonctionnels des prototypes
- Tests de vieillissement accéléré pour prédire les performances à long terme
Cette approche minimise les risques et garantit que les matériaux sélectionnés fonctionneront comme prévu tout au long du cycle de vie du produit.
Optimisation de la sélection des matériaux pour l'efficacité de la production
Au-delà de la compatibilité et des performances, le choix des matériaux a également un impact sur l'efficacité de la production.
Exigences en matière de séchage
Les matériaux hygroscopiques tels que le nylon, le PC et le PBT nécessitent un séchage complet avant d'être traités. L'association de deux matériaux très hygroscopiques peut allonger les temps de cycle et compliquer le traitement. Envisagez d'associer un matériau non hygroscopique à un matériau hygroscopique lorsque c'est possible, afin de simplifier le traitement.
Correspondance des caractéristiques d'écoulement
Les matériaux présentant des caractéristiques d'écoulement très différentes peuvent poser des problèmes de mise en œuvre. Le second matériau doit pouvoir s'écouler correctement à l'interface avec le premier matériau, qui s'est déjà quelque peu refroidi. Les matériaux présentant des courbes de viscosité similaires sont souvent mis en œuvre de manière plus cohérente dans les applications en deux temps.
Des matériaux innovants qui élargissent les possibilités de tir à deux balles
L'évolution récente des matériaux a élargi les possibilités de moulage en deux temps :
- Grades à adhérence modifiée: Formulations de matériaux spéciaux avec des propriétés de collage améliorées
- Composites thermoplastiques: Matériaux renforcés par des fibres présentant un meilleur rapport résistance/poids
- Matériaux doux au toucher: TPE spécialisés aux propriétés tactiles améliorées
- Composés antimicrobiens: Matériaux dotés d'une résistance intégrée à la croissance des bactéries
- Bioplastiques durables: Les matériaux biosourcés élargissent les options écologiques
Ces innovations continuent d'élargir la gamme d'applications du moulage en deux temps dans tous les secteurs d'activité.
Lignes directrices pour la conception de pièces moulées en deux parties
Avez-vous déjà admiré la prise en main parfaite de votre brosse à dents ou la combinaison élégante de textures dures et douces sur votre manette de jeu ? La création de ces chefs-d'œuvre multimatériaux n'est pas seulement de l'art, c'est aussi de l'ingénierie de précision qui exige une attention particulière aux principes de conception que la plupart des consommateurs ne remarquent pas.
Les pièces moulées par injection en deux temps exigent des considérations de conception particulières qui concilient l'attrait esthétique et la faisabilité de la fabrication, nécessitant une planification réfléchie des transitions d'épaisseur de paroi, des zones d'interface des matériaux et des caractéristiques géométriques qui garantissent à la fois l'efficacité de la production et des performances exceptionnelles du produit.

Optimisation de l'épaisseur de la paroi pour une réussite à deux coups
La conception de l'épaisseur des parois dans le moulage en deux temps présente des défis uniques qui vont au-delà des pièces monomatériaux. Lorsque je conçois des composants chez PTSMAKE, je suis des directives spécifiques pour garantir des performances optimales dans les deux matériaux et à leur interface critique.
Maintien d'une épaisseur uniforme dans chaque zone de matériau
Pour chaque matériau dans une application à deux tirs, l'uniformité est essentielle. Une épaisseur de paroi uniforme permet d'éviter les défauts courants tels que :
- Marques d'affaissement dues au refroidissement inégal de sections épaisses
- Déformation due à un retrait différentiel
- Lignes d'écoulement où l'épaisseur du matériau change brusquement
- Vides dus à un remplissage incomplet des sections épaisses
Lors de la conception de composants de substrats rigides (premier essai), je recommande généralement des épaisseurs de paroi comprises entre 1,5 mm et 3 mm pour la plupart des plastiques techniques. Pour la deuxième étape, en particulier pour les matériaux flexibles comme le TPE ou le TPU, des épaisseurs comprises entre 1 mm et 2,5 mm offrent généralement le meilleur équilibre entre flexibilité et moulabilité.
Gestion des transitions d'épaisseur entre les matériaux
La zone de transition entre les matériaux doit faire l'objet d'une attention particulière. Les changements brusques d'épaisseur aux interfaces des matériaux entraînent souvent :
| Enjeu | Solution de conception | Bénéfice |
|---|---|---|
| Concentration des contraintes | Transitions graduelles avec des rayons | Prévient la fissuration et la délamination |
| Déséquilibre des flux | Réduction progressive de l'épaisseur | Assurer le remplissage complet des deux matériaux |
| Marques d'évier | Taux de refroidissement équilibrés | Améliore la qualité de la finition de la surface |
| Faiblesse des obligations | Zone de contact optimisée | Améliore le verrouillage mécanique |
J'ai constaté que le fait de limiter les différences d'épaisseur entre les matériaux adjacents à un maximum de 25% améliore considérablement la résistance du collage et la qualité globale de la pièce. Lorsque des différences plus importantes sont nécessaires, la mise en œuvre d'une transition progressive plutôt qu'un changement brusque donne de meilleurs résultats.
Concevoir des zones de transition matérielle efficaces
L'interface où les matériaux se rencontrent représente la zone de conception la plus critique dans le moulage en deux temps. Cette zone de transition détermine à la fois l'attrait esthétique et l'intégrité structurelle.
Créer des liens mécaniques solides
Si la compatibilité chimique entre les matériaux est essentielle, l'emboîtement mécanique renforce considérablement la force de liaison. Les caractéristiques d'une liaison mécanique efficace sont les suivantes
Contre-dépouilles et évidements
L'incorporation de contre-dépouilles stratégiquement placées permet au second matériau de s'écouler autour du premier et de s'y "enfermer". Cela crée une connexion physique qui renforce la liaison chimique. Les contre-dépouilles les plus efficaces sont les suivantes
- Rapports profondeur/largeur compris entre 0,5:1 et 1:1
- Angles de dépouille de 1 à 3° pour une éjection facile
- Coins internes arrondis pour éviter la concentration des contraintes
Texture de surface
La texturation de la surface d'interface du premier tir peut améliorer considérablement la force d'adhérence :
- Augmentation de la surface effective de collage
- Création d'emboîtements mécaniques microscopiques
- Promouvoir l'adhérence de l'interface des matériaux[^5] en multipliant les points de contact
Chez PTSMAKE, nous appliquons souvent une légère texturation par grenaillage (16-32 μin) aux surfaces de collage de la première grenaille afin d'améliorer l'adhérence avec le second matériau.
Gestion des frontières de la couleur
Pour les pièces aux couleurs contrastées, le contrôle de la limite visible entre les matériaux nécessite une conception de précision :
- Définir des lignes de séparation claires en suivant les contours naturels du produit
- Utiliser des caractéristiques en relief ou en creux pour masquer les petites variations d'alignement
- Mettre en œuvre des détails de "rupture de couleur" qui créent une séparation visuelle intentionnelle.
- Tenir compte du potentiel de débordement des couleurs lors de la sélection de couleurs contrastées.
Les dessins de couleurs en deux temps les plus réussis intègrent la ligne de séparation comme un élément de conception intentionnel plutôt que d'essayer de la dissimuler.
Mise en œuvre d'angles de dépouille efficaces
Les angles de dépouille - la légère conicité appliquée aux surfaces verticales - sont cruciaux dans tous les moulages par injection, mais ils doivent faire l'objet d'une attention particulière dans les applications à deux tirages.
Exigences en matière de tirage pour les premier et deuxième tirs
Le premier matériau injecté nécessite généralement des angles de dépouille standard (0,5° à 3° en fonction du matériau et de l'état de surface). Toutefois, les zones d'interface avec le second matériau nécessitent souvent un angle de dépouille supplémentaire :
- Remplissage complet du deuxième matériau
- Ventilation adéquate à l'interface
- Prévention des poches d'air emprisonnées
- Ejection facile de la pièce terminée
Pour la deuxième prise de vue, je recommande généralement :
- Tirant d'eau minimum de 1,5° pour les surfaces lisses
- 2-5° de dépouille pour les surfaces texturées
- 3-7° de dépouille pour les nervures profondes ou les caractéristiques avec des rapports d'aspect élevés
Projet d'orientation stratégique Planification
La planification de la direction du tirage devient plus complexe dans le cas d'un moulage en deux temps, car le premier tir fait partie du moule du second tir. Il faut donc tenir compte des éléments suivants :
- Direction d'éjection primaire de la pièce terminée
- Directions d'extraction secondaires pour les caractéristiques internes
- Possibilité de contre-dépouilles dans le premier ou le deuxième matériau
- Impact de l'emplacement des vannes sur les exigences en matière de débit et de tirant d'eau
Idéalement, les deux matériaux devraient avoir une direction de tirage commune afin de simplifier le processus de moulage et la conception de l'outillage.
Considérations relatives à la conception des nervures et des bossages
Les nervures et les bossages sont des caractéristiques structurelles courantes qui requièrent une attention particulière dans les conceptions en deux temps, notamment lorsqu'elles traversent des limites de matériaux.
Optimisation de la conception des nervures pour deux matériaux
Lorsque les nervures passent d'un matériau à l'autre, il convient de tenir compte des lignes directrices suivantes :
- Maintenir un rapport constant entre l'épaisseur des nervures et la paroi (généralement 60-80% de la paroi adjacente).
- Nervures coniques qui traversent les limites du matériau (plus épaisses dans un matériau rigide, plus minces dans un matériau souple).
- Incorporer les transitions de rayon aux interfaces des matériaux
- Ajouter des dispositifs d'aération pour les côtes qui pourraient emprisonner de l'air pendant le deuxième tir.
Pour les nervures structurelles de l'élément rigide, une épaisseur de 40-60% de la paroi nominale convient dans la plupart des applications, avec un minimum de 0,5 mm pour la plupart des plastiques techniques.
Conception du patron pour l'installation du matériel
Les bossages pour les fixations ou les inserts présentent des défis uniques dans les conceptions à deux tirs :
| Emplacement du patron | Recommandation de conception | Raisonnement |
|---|---|---|
| Uniquement pour les matériaux rigides | Conception standard du bossage avec nervures de soutien | Maximise l'intégrité structurelle |
| À l'interface des matériaux | Le matériau rigide forme le noyau interne, le matériau flexible crée la couche externe. | Permet d'amortir les vibrations tout en conservant la solidité |
| Dans un matériau souple | Un "îlot" de matériau rigide entouré d'un matériau souple | Permet de fixer le matériel dans des zones autrement molles |
Pour les inserts filetés, je recommande de maintenir le bossage entièrement à l'intérieur du matériau rigide dans la mesure du possible, avec une épaisseur de paroi minimale de 0,4 fois le diamètre de l'insert.
Emplacement des vannes et stratégies de ventilation
Le positionnement correct des portes et des évents est essentiel à la réussite du moulage en deux temps, car il influe à la fois sur l'esthétique et sur la qualité des pièces.
Placement stratégique des portes
L'emplacement des vannes a une incidence sur les schémas d'écoulement, les lignes de soudure et les marques visibles. Tenez compte des lignes directrices suivantes :
- Dans la mesure du possible, éloigner les portes du premier coup des zones de contact du second coup.
- Placer des barrières pour créer des schémas d'écoulement qui favorisent la liaison plutôt que de s'y opposer.
- Utiliser plusieurs portes pour les géométries complexes afin d'assurer un remplissage complet des interfaces.
- Envisager des barrières séquencées pour contrôler le débit aux transitions critiques.
Pour le deuxième tir, les barrières de bordure offrent généralement le meilleur équilibre entre l'esthétique et la pression de remplissage lorsqu'elles sont placées dans la section la plus épaisse du matériau.
Exigences en matière de ventilation renforcée
Le moulage en deux temps nécessite une ventilation plus importante que le moulage conventionnel pour les raisons suivantes :
- L'air peut être piégé aux interfaces des matériaux
- Les géométries complexes créent de multiples pièges à air potentiels
- Le premier tir peut bloquer les voies d'évacuation traditionnelles
Les stratégies d'aération les plus efficaces sont les suivantes :
- Évents en ligne de séparation aux emplacements prévus des pièges à air (profondeur de 0,025 à 0,04 mm)
- Ventilation par paliers aux transitions des matériaux
- Placement stratégique des évents en fonction de l'analyse des flux
- Mise à l'air libre assistée par le vide pour les pièces très complexes
Une ventilation inadéquate entraîne un remplissage incomplet, des marques de brûlure et une faible adhérence, ce qui est particulièrement problématique dans les applications à deux tirs.
Gestion du rétrécissement et de la tolérance
La gestion du retrait différentiel entre les matériaux est l'un des aspects les plus difficiles de la conception en deux temps.
Prise en compte de la rétraction différentielle
Les matériaux ne se rétractent pas tous à la même vitesse pendant le refroidissement, ce qui peut provoquer des déformations ou des tensions aux interfaces. Pour y remédier :
- Choisir des matériaux dont les taux de rétrécissement sont compatibles lorsque c'est possible
- Concevoir le composant rigide pour "contrôler" la géométrie globale de la pièce
- Permettre au composant flexible d'absorber une plus grande partie du mouvement différentiel
- Incorporer de la flexibilité dans la conception pour absorber les contraintes de rétrécissement
Pour les pièces combinant un plastique technique rigide et un TPE, il faut s'attendre à des différences de retrait de 0,5 à 1,5% qui doivent être prises en compte dans la conception.
Fixer des tolérances réalistes
La capacité de tolérance du moulage en deux temps varie en fonction de la taille de la pièce :
- Combinaison de matériaux
- Géométrie des pièces
- Direction dimensionnelle (flux entrant ou flux croisé)
- Distance par rapport aux portes
- Epaisseur de la paroi
En règle générale, les dimensions critiques doivent être contenues dans un seul matériau plutôt que de traverser l'interface. Lorsque les dimensions doivent traverser des matériaux, il convient d'utiliser les lignes directrices suivantes :
- Tolérance standard à l'intérieur d'un même matériau : ±0,005 in/in
- Tolérance sur les limites du matériau : ±0,010 in/in
- Tolérance supplémentaire pour les parois minces : ajouter 0,001 po pour les parois inférieures à 1,5 mm.
Optimiser l'efficacité de la production
Au-delà des considérations techniques, les conceptions à deux coups doivent optimiser l'efficacité de la fabrication.
Équilibrer les temps de remplissage des cavités
Le volume et la distance d'écoulement des deux matériaux doivent être équilibrés :
- Temps de remplissage similaires pour les deux prises de vue
- Taux de refroidissement constants
- Exigences équilibrées en matière de pression
- Des temps de cycle optimaux
Je vise généralement un volume de seconde prise de vue entre 30 et 70% de la première prise de vue pour un traitement le plus efficace possible.
Conception d'une production automatisée
Pour la production en grande série
Applications et industries utilisant la technologie Two-Shot
Vous êtes-vous déjà demandé pourquoi l'étui de votre smartphone est à la fois lisse et adhérent à différents endroits ? Ou comment les véhicules de luxe parviennent à obtenir ces commandes de tableau de bord remarquables avec un retour tactile parfait ? Derrière ces produits multimatériaux sans soudure se cache une révolution manufacturière qui transforme discrètement les produits que nous utilisons tous les jours.
La technologie du moulage par injection en deux temps est devenue la pierre angulaire de l'innovation dans de nombreuses industries, permettant aux fabricants de créer des produits complexes avec de multiples matériaux, textures et fonctions en un seul processus de fabrication - éliminant ainsi les étapes d'assemblage tout en améliorant à la fois l'esthétique et la performance.

Applications automobiles : Les composants multimatériaux au service de l'innovation
L'industrie automobile a adopté la technologie du moulage en deux temps avec un enthousiasme sans précédent. Alors que les véhicules évoluent vers des machines sophistiquées qui privilégient à la fois la fonctionnalité et l'expérience des passagers, les composants multimatériaux sont devenus essentiels pour répondre aux attentes des consommateurs.
Commandes et affichages intérieurs
Les intérieurs de véhicules modernes présentent certaines des applications les plus visibles de la technologie du moulage en deux temps :
- Contrôles du tableau de bord combinent des composants structurels rigides avec des recouvrements doux au toucher, créant ainsi des boutons et des molettes avec un retour tactile parfait
- Commandes au volant intègrent des substrats durs avec des surfaces souples et adhérentes pour améliorer l'ergonomie et le confort lors d'une conduite prolongée
- Éléments de la console centrale Les boîtiers rigides avec joints et éléments d'amortissement intégrés permettent de créer des commandes de qualité supérieure qui fonctionnent en douceur et silencieusement.
Ces composants sont non seulement plus esthétiques et plus agréables au toucher que leurs prédécesseurs monomatériaux, mais ils offrent également une durabilité et une résistance accrues à l'utilisation constante typique des environnements automobiles.
Applications sous le capot
Au-delà des composants intérieurs visibles, le moulage en deux parties a trouvé sa place dans des composants fonctionnels essentiels :
| Composant | Matériel de premier coup | Matériau du second coup | Principaux avantages |
|---|---|---|---|
| Réservoirs de fluide | Plastique rigide (PA, PBT) | Elastomère (TPE, TPV) | Des joints intégrés empêchent les fuites |
| Connecteurs électriques | Nylon chargé de verre | TPE | Amélioration de l'étanchéité et de la résistance aux vibrations |
| Composants de l'admission d'air | PP/PE rigide | TPE souple | Amélioration de l'amortissement des vibrations, réduction du bruit |
| Boîtiers de capteurs | PC/ABS | Silicone | Joints étanches aux propriétés électriques précises |
L'élimination des joints séparés dans ces applications réduit la complexité de l'assemblage tout en améliorant la fiabilité - une considération critique dans l'environnement difficile du sous-capot.
Composants extérieurs
Les applications automobiles extérieures bénéficient particulièrement de la résistance à l'environnement des pièces moulées en deux temps :
- Poignées de porte avec des noyaux rigides et des inserts doux au toucher pour assurer à la fois la résistance et le confort
- Pièces d'habillage extérieur combiner plusieurs couleurs ou matériaux pour un style de marque distinctif
- Boîtiers de rétroviseurs intègrent des joints d'étanchéité et des éléments antivibrations
- Assemblages légers comportent des boîtiers rigides avec des joints flexibles pour assurer l'étanchéité.
En travaillant avec plusieurs constructeurs automobiles à PTSMAKE, j'ai observé comment le moulage en deux temps a considérablement réduit le temps d'assemblage tout en améliorant la résistance aux intempéries des composants extérieurs - un facteur essentiel de longévité et de satisfaction de la clientèle.
Applications de dispositifs médicaux : La précision là où c'est le plus important
L'industrie médicale exige les plus hauts niveaux de précision, de fiabilité et de sécurité - des exigences auxquelles le moulage en deux temps est particulièrement bien placé pour répondre.
Instruments chirurgicaux
Les instruments chirurgicaux modernes utilisent le moulage en deux temps pour combiner fonctionnalité et ergonomie :
- Poignées chirurgicales avec des noyaux rigides et des poignées souples et antidérapantes qui permettent aux chirurgiens d'exercer un contrôle précis
- Pinces et forceps incorpore des composants structurels durs avec des points de contact doux pour une meilleure prise en main pendant les procédures
- Guides de coupe combinent des structures de mesure rigides avec des surfaces de contact souples pour éviter d'endommager les tissus
La possibilité de créer ces instruments en tant que composants uniques et intégrés élimine les points de défaillance potentiels tout en améliorant l'efficacité de la stérilisation.
Équipement de diagnostic
Les appareils de diagnostic bénéficient grandement de la technologie à deux coups :
- Scanners portables sont dotés de boîtiers rigides avec des joints souples intégrés pour la protection des fluides
- Matériel d'analyse du sang combine des fenêtres de visualisation transparentes avec des composants structurels opaques
- Dispositifs de surveillance des patients incorporent des séries de boutons avec une étanchéité intégrée contre les liquides
Le biocompatibilité[^6] des dispositifs médicaux rendent la sélection des matériaux particulièrement critique dans ces applications.
Systèmes d'administration de médicaments
Le plus impressionnant est peut-être que le moulage en deux temps a révolutionné les systèmes d'administration de médicaments :
- Auto-injecteurs combinent des composants structurels avec des voies de circulation des fluides et des joints d'étanchéité intégrés
- Stylos à insuline comportent des fenêtres transparentes avec des marques de mesure précises collées sur les corps structurels
- Inhalateurs incorporent des mécanismes rigides avec des composants d'étanchéité flexibles dans une unité unique et fiable
L'élimination des étapes d'assemblage est particulièrement précieuse dans ces applications, où des variations de fabrication même mineures peuvent affecter la précision du dosage et la sécurité du patient.
Électronique grand public : Fusionner l'esthétique et la fonction
L'électronique grand public représente peut-être le domaine d'application le plus visible du moulage en deux temps, presque tous les appareils modernes intégrant des composants multi-matériaux.
Accessoires pour appareils mobiles
Le marché des accessoires mobiles a été transformé par le moulage en deux temps :
- Étuis pour smartphones combinent une protection rigide avec des zones souples pour l'absorption des chocs et l'adhérence
- Boîtiers d'écouteurs comportent des coques structurelles dures avec des points de contact souples pour un meilleur confort
- Bracelets pour dispositifs portables intégrer des points de connexion rigides à des surfaces d'usure flexibles
Ces accessoires doivent non seulement avoir un aspect et un toucher haut de gamme, mais aussi résister à des milliers de cycles d'interaction et à des défis environnementaux - des exigences auxquelles les pièces moulées par deux procédés excellent à répondre.
Manettes de jeux et périphériques d'entrée
Les périphériques de jeu présentent certaines des applications les plus sophistiquées :
- Contrôleurs de jeu comportent des coques structurelles rigides avec des poignées soft-touch stratégiquement placées
- Composants du clavier combinent des touches dures avec des éléments d'amortissement souples pour une meilleure sensation.
- Contrôleurs VR intégrer de multiples textures et surfaces pour renforcer l'immersion
L'expérience de jeu est fortement influencée par la sensation des commandes dans les mains de l'utilisateur, ce qui rend les propriétés tactiles des composants moulés en deux parties essentielles au succès du produit.
Petits appareils et outils
Les appareils électroniques ménagers ont largement adopté la technologie à deux temps :
- Brosses à dents électriques combinent des boîtiers étanches avec des sections à poignée souple
- Commandes d'appareils de cuisine comportent des boutons durs avec des recouvrements souples pour la résistance à l'eau
- Boîtiers d'outils électriques intégrer des structures rigides avec des zones de préhension amortissant les vibrations
Chez PTSMAKE, nous avons aidé de nombreux fabricants d'électronique grand public à passer de composants assemblés à des conceptions intégrées à deux niveaux, ce qui a permis d'améliorer considérablement la durabilité des produits tout en réduisant les réclamations au titre de la garantie.
Équipement industriel : Améliorer les performances dans des environnements exigeants
Les applications industrielles imposent des exigences extrêmes aux composants, ce qui rend les avantages de durabilité du moulage en deux temps particulièrement précieux.
Outils à main et contrôles
Les outils de qualité professionnelle bénéficient considérablement de la technologie à deux coups :
- Boîtiers d'outils électriques combinent la rigidité structurelle avec des zones de préhension amortissant les vibrations
- Outils de mesure de précision intégrer des écailles dures avec des surfaces de préhension souples
- Panneaux de contrôle comportent des ensembles de boutons scellés avec des éléments de rétroaction tactile
Pour les utilisateurs industriels, l'amélioration de l'ergonomie se traduit directement par une réduction de la fatigue et des risques de blessures lors d'une utilisation prolongée.
Composants de manutention des fluides
Les systèmes de fluides industriels tirent parti du moulage en deux temps pour améliorer la fiabilité :
- Composants de la pompe intégrer des éléments structurels rigides avec des joints flexibles
- Boîtiers de vanne combinent plusieurs matériaux pour optimiser les caractéristiques d'écoulement tout en assurant l'étanchéité du fonctionnement
- Assemblages de filtres présentent des structures de support rigides avec des surfaces d'étanchéité flexibles
L'élimination des joints séparés améliore considérablement la fiabilité de ces applications, en réduisant les besoins de maintenance et les temps d'arrêt.
Équipement de sécurité
L'équipement de sécurité des travailleurs a été révolutionné par la technologie à deux coups :
- Lunettes de protection combine des cadres rigides avec des points de contact souples pour un confort tout au long de la journée
- Composants des respirateurs intégrer des éléments structurels durs avec des surfaces souples d'étanchéité pour le visage
- Systèmes de suspension pour casques de sécurité comportent des mécanismes de réglage rigides avec des points de contact souples
La possibilité de créer des transitions parfaites entre les matériaux sans étapes d'assemblage permet de garantir des performances constantes dans les applications critiques pour la sécurité.
Articles de sport : Améliorer les performances et le confort
Les fabricants d'équipements sportifs ont adopté le moulage en deux parties pour créer des produits qui excellent à la fois en termes de performance et de confort.
Chaussures de performance
Les chaussures de sport modernes utilisent des composants à deux niveaux dans les zones critiques :
- Crampons et pointes combinent des structures de soutien rigides avec des degrés de flexibilité variables
- Protections des orteils protection dure avec des interfaces douces contre le pied
- Compteurs de talons intégrer les structures de stabilité aux éléments de confort
Ces composants doivent résister à des forces énormes tout en restant confortables lors d'une utilisation prolongée - une application parfaite pour la technologie à deux coups.
Raquettes et battes
Les outils de frappe bénéficient des capacités d'amortissement des vibrations des composants multimatériaux :
- Poignées de raquettes de tennis combinent des noyaux rigides avec des surfaces de préhension ergonomiques
- Poignées de battes de baseball comportent des points de connexion durs avec des surfaces de manipulation souples
- Composants des clubs de golf intègrent plusieurs matériaux pour un transfert d'énergie et un toucher optimaux
La possibilité de contrôler avec précision la transition entre les zones rigides et souples permet aux fabricants d'ajuster les caractéristiques de performance avec une précision sans précédent.
Équipement de protection
La protection athlétique démontre les avantages du moulage en deux temps en matière de sécurité :
- Composants du casque combinent une protection contre les chocs durs avec des doublures douces et confortables
- Protège-tibias comportent des boucliers rigides avec des éléments d'amortissement intégrés
- Protège-dents utiliser plusieurs duretés de matériaux pour une protection et un confort optimaux
La liaison parfaite entre les matériaux garantit que ces composants critiques pour la sécurité fonctionnent de manière cohérente dans des conditions d'impact.
L'avenir des applications à deux coups
Alors que la technologie du moulage en deux temps continue d'évoluer, plusieurs domaines d'application émergents sont particulièrement prometteurs :
Produits durables
La possibilité de combiner avec précision différents matériaux ouvre de nouvelles perspectives en matière de conception durable :
- Produits recyclables avec des combinaisons de matériaux facilement séparables
- Composants de matériaux biosourcés intégré aux polymères conventionnels
- Luminaires à faible consommation d'eau avec des performances d'étanchéité améliorées
Appareils intelligents
L'internet des objets exige des composants qui combinent des éléments structurels, esthétiques et fonctionnels :
- Boîtiers de capteurs avec joints environnementaux intégrés
- Moniteurs de santé portables combinaison de boîtiers électroniques rigides et de surfaces de contact confortables avec le corps
- Contrôleurs domestiques intelligents avec des interfaces tactiles intuitives
Innovations médicales
Les dispositifs médicaux de la prochaine génération repousseront les limites de la technologie à deux clichés :
- Dispositifs implantables avec des caractéristiques de surface contrôlées avec précision
- Prothèses sur mesure avec des éléments de confort intégrés
- **Point
Analyse coûts-avantages du moulage par injection en deux temps
L'investissement dans une technologie de fabrication avancée en vaut-il toujours le prix ? Lorsque les responsables de la fabrication sont confrontés à la décision d'adopter le moulage par injection en deux temps, ils ont souvent du mal à justifier l'investissement initial plus élevé par rapport aux avantages à long terme promis, qui semblent impressionnants sur le papier mais incertains dans la réalité.
Le moulage par injection en deux temps présente un cas économique convaincant lorsqu'il est évalué de manière exhaustive, offrant des avantages significatifs en termes de coûts grâce à l'élimination des opérations d'assemblage, à la réduction des besoins en main-d'œuvre, à la diminution des taux de rejet et à l'amélioration de la qualité des produits - en particulier pour les séries de production de moyen à grand volume où l'investissement initial dans l'outillage peut être amorti de manière efficace.
Comprendre le paysage de l'investissement
Lors de l'évaluation des implications financières du moulage par injection en deux temps, il est essentiel de prendre en compte à la fois les investissements initiaux et les économies réalisées en aval. Chez PTSMAKE, j'ai guidé de nombreux clients dans cette analyse, les aidant à comprendre quand la technologie se justifie financièrement et quand d'autres approches pourraient être plus appropriées.
Exigences en matière d'investissement initial
Les coûts de démarrage du moulage par injection en deux temps dépassent généralement ceux des procédés de moulage conventionnels. Ces investissements comprennent
Coûts des équipements spécialisés
Le moulage par injection en deux temps nécessite des machines spécifiques qui diffèrent considérablement de l'équipement de moulage par injection standard :
| Type d'équipement | Fourchette de coûts approximative | Caractéristiques principales |
|---|---|---|
| Machine à plateau rotatif | $300,000 - $750,000 | Mécanisme de rotation intégré, unités d'injection doubles |
| Machine à dos carré | $250,000 - $600,000 | Capacité de déplacement de moules spécialisés |
| Automatisation du transfert | $150,000 - $400,000 (supplémentaire) | Systèmes robotiques pour le transfert de pièces entre moules |
Ces machines spécialisées représentent un investissement substantiel, généralement supérieur de 30-50% à celui d'un équipement de moulage par injection conventionnel d'un tonnage similaire.
Investissement dans l'outillage avancé
L'outillage pour le moulage en deux temps représente un autre coût initial important :
- Les moules à deux tirages coûtent généralement 1,5 à 2,5 fois plus cher que les moules à un seul tirage.
- Les exigences complexes en matière de conception augmentent les délais et les coûts d'ingénierie
- Des caractéristiques spécialisées telles que des noyaux rotatifs ajoutent à la complexité mécanique.
- L'allongement du temps de développement prolonge la période avant le début de la production
Un moule à deux tirages typique pour une pièce de complexité moyenne peut coûter de 1 12 T 50 000 à 1 12 T 150 000, contre 1 12 T 30 000 à 1 12 T 70 000 pour un moule à un seul tirage comparable.
Frais de développement des procédés
Au-delà de l'équipement et de l'outillage, les entreprises doivent également investir :
- Formation des opérateurs pour les équipements spécialisés
- Optimisation et validation des processus
- Essais de compatibilité des matériaux
- Élaboration d'un protocole de contrôle de la qualité
Ces "coûts accessoires" ajoutent souvent 10-15% à l'investissement total du projet, mais ils sont essentiels pour une mise en œuvre réussie.
Quantifier les économies opérationnelles
L'investissement initial substantiel dans la technologie du moulage en deux temps est compensé par des avantages opérationnels significatifs qui génèrent des économies tout au long du cycle de vie du produit.
Opérations d'assemblage éliminées
L'avantage économique le plus important du moulage en deux temps provient peut-être de l'élimination des opérations d'assemblage secondaires :
Réduction des coûts de main-d'œuvre
Lors de la fabrication de produits multi-matériaux ou multi-composants à l'aide de méthodes conventionnelles, l'assemblage nécessite généralement.. :
- Postes d'assemblage manuels ou semi-automatiques
- Inspection de la qualité à plusieurs stades
- Gestion des effectifs supplémentaires
- Coûts de formation et de supervision
Le moulage en deux temps élimine ces exigences en produisant des composants finis directement à partir de la machine de moulage. Pour les produits d'une complexité modérée, cela réduit généralement les coûts de main-d'œuvre directe de 30-60%.
Élimination des équipements d'assemblage
Au-delà de la main-d'œuvre directe, l'assemblage conventionnel nécessite
- Montages et gabarits d'assemblage
- Systèmes d'application d'adhésifs ou équipement de soudage par ultrasons
- Systèmes de convoyage et infrastructure des chaînes de montage
- Espace supplémentaire dans l'usine
En éliminant ces besoins, le moulage en deux temps peut réduire les besoins en équipement et libérer un espace de production précieux pour d'autres opérations.
Réduction de la complexité de la gestion des stocks
Le moulage en deux temps rationalise gestion des stocks par :
- Réduction du nombre de pièces uniques à suivre
- Diminution des stocks de travaux en cours entre les opérations
- Minimiser le risque de pénurie de composants perturbant la production
- Réduction de l'espace nécessaire à l'entreposage des composants
Pour les fabricants qui gèrent des milliers de pièces, cette simplification permet de réaliser des économies directes et d'améliorer l'efficacité opérationnelle.
Amélioration de la qualité et réduction des déchets
Les économies liées à la qualité représentent un autre avantage économique majeur :
| Facteur de qualité | Assemblage conventionnel | Moulage en deux temps | Impact économique |
|---|---|---|---|
| Taux de défectuosité | 2-5% typique | 0,5-1,5% typique | 60-80% réduction des pertes liées à la qualité |
| Coûts de reprise | Important | Minime | Économies de main-d'œuvre de 15-30% |
| Réclamations au titre de la garantie | Risque plus élevé | Risque plus faible | Réduction des coûts liés aux pannes sur le terrain |
| Cohérence | Variable | Très cohérent | Amélioration de la satisfaction des clients |
Ces améliorations de la qualité ont des retombées financières qui s'étendent bien au-delà de l'atelier de fabrication, affectant tout, de la satisfaction du client à la réputation de la marque.
Équilibrer les coûts et les bénéfices : L'équation du volume
La viabilité économique du moulage en deux temps est fortement influencée par le volume de production, car des quantités plus importantes permettent d'amortir l'investissement initial sur un plus grand nombre d'unités.
Analyse du seuil de rentabilité par volume de production
En me basant sur les données de nombreux projets menés par PTSMAKE, j'ai observé ces seuils de rentabilité typiques :
- Faible volume (moins de 10 000 unités par an): Le moulage en deux temps offre rarement des avantages en termes de coûts, à moins que le processus d'assemblage ne soit exceptionnellement complexe ou exigeant en termes de main-d'œuvre.
- Volume moyen (10 000 à 100 000 unités par an): Le seuil de rentabilité est généralement atteint entre 20 000 et 50 000 unités, en fonction de la complexité des pièces.
- Volume élevé (plus de 100 000 unités par an): Avantages économiques évidents, avec des économies de 15-40% par pièce par rapport aux alternatives assemblées
Le seuil de rentabilité exact dépend de nombreux facteurs, notamment la géométrie des pièces, la sélection des matériaux, la complexité de l'assemblage et les taux de main-d'œuvre dans la région de production.
Comparaison du coût par pièce entre les différents volumes
Une comparaison typique du coût par pièce peut se présenter comme suit :
| Volume de production | Coût de l'assemblage conventionnel par pièce | Coût du moulage en deux temps par pièce | Différence de coût |
|---|---|---|---|
| 10 000 unités | $2.15 | $2.85 | +32% (coût plus élevé) |
| 50 000 unités | $1.85 | $1.70 | -8% (économies) |
| 100 000 unités | $1.75 | $1.45 | -17% (économies) |
| 500 000+ unités | $1.65 | $1.20 | -27% (économies) |
Cet exemple illustre la manière dont l'économie change radicalement à mesure que le volume augmente, passant d'une pénalité de coût pour les faibles volumes à des économies substantielles pour les volumes plus élevés.
Considérations économiques spécifiques à l'industrie
Les arguments économiques en faveur du moulage en deux temps varient considérablement d'une industrie à l'autre en raison de priorités et d'environnements de fabrication différents.
Économie de l'industrie automobile
Le secteur automobile est souvent celui qui présente les arguments économiques les plus solides en faveur du moulage en deux temps, en raison de ses caractéristiques :
- Volumes de production élevés (typiquement plus de 50 000 unités par an)
- Exigences de qualité strictes qui bénéficient de l'élimination de l'assemblage
- L'accent est mis sur la réduction du poids qui s'aligne sur les composants intégrés
- Longs cycles de vie des produits permettant d'amortir efficacement les coûts d'outillage
Pour les composants intérieurs automobiles tels que les boutons de commande, les pièces de garniture et les assemblages fonctionnels, le moulage en deux temps permet généralement de réduire les coûts de production totaux de 15-25% par rapport aux méthodes conventionnelles.
Considérations relatives à la fabrication des dispositifs médicaux
L'industrie des dispositifs médicaux est confrontée à une équation économique différente :
- Des volumes de production plus faibles pour de nombreux dispositifs
- Exigences de qualité extrêmement élevées avec des objectifs de zéro défaut
- Coûts de validation réglementaire à amortir
- Coûts des matériaux plus élevés pour les polymères spéciaux de qualité médicale
Malgré ces difficultés, le moulage en deux temps reste souvent économiquement viable pour les dispositifs médicaux en raison de l'importance cruciale de l'élimination des risques de contamination liés à l'assemblage et de la garantie d'une qualité constante.
Facteurs de coût de l'électronique grand public
L'électronique grand public présente des aspects économiques uniques :
- Des cycles de vie des produits courts nécessitant un amortissement plus rapide de l'outillage
- Des normes esthétiques élevées grâce à des transitions de matériaux sans faille
- Pression intense pour la réduction des coûts sur les marchés concurrentiels
- Géométries complexes difficiles à assembler de manière conventionnelle
Les cycles d'innovation rapides dans le domaine de l'électronique grand public peuvent parfois aller à l'encontre de l'économie du moulage en deux temps, ce qui rend indispensable une prévision minutieuse des volumes avant de s'engager dans cette technologie.
Avantages économiques cachés
Au-delà des économies évidentes sur les coûts de production, plusieurs avantages économiques moins apparents doivent être pris en compte dans la décision de moulage en deux temps.
Valeur de différenciation des produits
Le moulage en deux temps permet d'obtenir des caractéristiques de conception qui créent des avantages sur le marché :
- Des qualités tactiles de premier ordre qui augmentent la valeur perçue du produit
- Des caractéristiques esthétiques distinctives qui renforcent l'identité de la marque
- Améliorations ergonomiques qui améliorent l'expérience de l'utilisateur
- Avantages fonctionnels impossibles à obtenir avec des pièces assemblées
Ces avantages en matière de conception peuvent entraîner des majorations de prix ou une augmentation de la part de marché, créant ainsi des avantages économiques qui vont au-delà des économies directes sur les coûts de fabrication.
Accélération de la mise sur le marché
Pour de nombreux produits, une mise sur le marché plus rapide crée une valeur économique substantielle :
- Réduction des délais de production grâce à l'élimination de la mise en place d'une chaîne de montage
- Réduction du temps de validation grâce à une vérification simplifiée des processus
- Évolution plus rapide vers des volumes élevés avec moins d'expansion de la main-d'œuvre
- Moins de complications dans la chaîne d'approvisionnement avec moins de composants
Sur les marchés concurrentiels où le fait d'être le premier sur le marché offre des avantages durables, ces gains de temps peuvent éclipser les considérations relatives aux coûts de fabrication.
Impact sur l'environnement et le développement durable
Les avantages environnementaux du moulage en deux temps peuvent se traduire par des avantages économiques :
- Réduction de la consommation d'énergie grâce à l'élimination des opérations d'assemblage
- Réduction des coûts de transport grâce à la diminution du nombre de composants à expédier
- Diminution des matériaux d'emballage grâce à la réduction du nombre de pièces séparées
- Avantages potentiels en matière de conformité réglementaire sur certains marchés
Avec l'évolution des réglementations environnementales et des attentes des consommateurs, ces avantages en matière de développement durable se traduisent de plus en plus par une valeur économique tangible.
Atténuer les risques d'investissement
L'investissement initial substantiel dans le moulage en deux temps peut être géré grâce à plusieurs approches stratégiques.
Stratégies de mise en œuvre progressive
Plutôt que d'adopter une approche "tout ou rien", les entreprises peuvent opter pour une mise en œuvre progressive :
- Commencer par des pièces simples et en grande quantité pour acquérir de l'expertise
- Passage progressif à des composants plus complexes au fur et à mesure que l'on acquiert de l'expérience
-
Résolution des problèmes courants liés au moulage en deux temps
Avez-vous déjà observé un chef cuisinier créer un soufflé parfait pour le voir s'effondrer au dernier moment ? La déception est palpable. Dans le secteur de la fabrication, nous sommes confrontés à des moments similaires où des pièces moulées en deux temps, apparemment parfaites, présentent des défauts inattendus qui peuvent faire dérailler les calendriers de production et avoir une incidence sur la qualité du produit.
Les défis du moulage par injection en deux temps nécessitent des approches de dépannage systématiques qui s'attaquent aux causes premières plutôt qu'aux symptômes. Les problèmes de compatibilité des matériaux, la formation de bavures, le remplissage incomplet et les défaillances de collage représentent les obstacles les plus courants que les fabricants doivent surmonter pour obtenir une qualité de production constante.
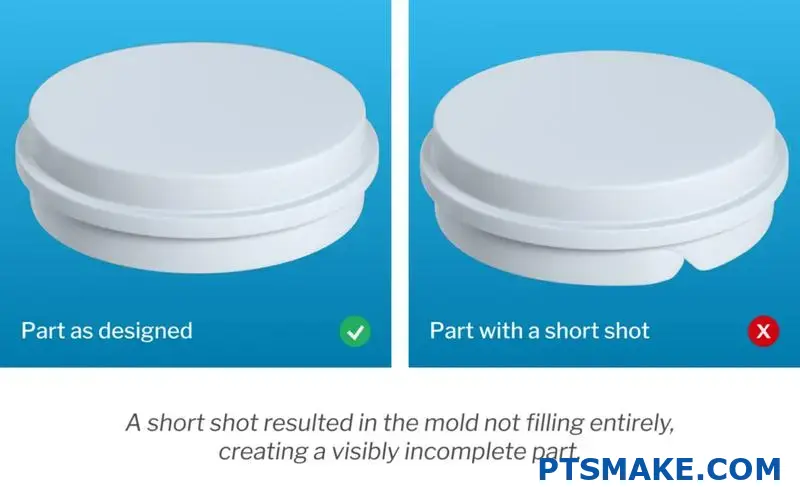
Incompatibilité des matériaux : La base de la plupart des problèmes
Lors du dépannage des problèmes de moulage en deux temps, j'ai constaté que l'incompatibilité des matériaux est au cœur d'environ 60% des problèmes de production persistants. Il est essentiel de comprendre et de résoudre ces problèmes de compatibilité pour obtenir une qualité constante.
Signes d'incompatibilité chimique et solutions
L'incompatibilité chimique entre les matériaux se manifeste de plusieurs manières distinctes :
- Décollement - Les matériaux se séparent à l'interface après le moulage ou pendant l'utilisation
- Liaison faible - Les pièces passent l'inspection visuelle mais se cassent sous une contrainte minimale
- Défauts de surface - Bulles, décoloration ou brouillage aux limites du matériau
- Rétrécissement imprévisible - déformation ou problèmes dimensionnels dus à des taux de rétraction incompatibles
Ces problèmes résultent généralement d'une mauvaise sélection des matériaux ou d'une optimisation insuffisante du traitement. Voici mon approche systématique pour résoudre les problèmes d'incompatibilité chimique :
- Vérifier les tableaux de compatibilité des matériaux - Ne vous fiez pas aux déclarations de compatibilité génériques ; testez les qualités de matériaux spécifiques.
- Analyser la compatibilité moléculaire - Tenir compte de la polarité, de l'énergie de surface et de la structure moléculaire
- Test d'adhérence - Mettre en œuvre des essais normalisés de pelage ou de traction pour quantifier l'adhérence.
- Ajuster les sélections de matériaux - Envisager des grades modifiés pour l'adhérence, spécifiquement formulés pour le surmoulage.
- Modifier les paramètres du processus - Ajuster les températures, les pressions et les vitesses de refroidissement pour optimiser le collage.
Dans le cadre d'un projet récent au PTSMAKE, nous avons été confrontés à une délamination persistante entre des composants en PC et en TPE. Plutôt que de changer immédiatement de matériaux, nous avons d'abord modifié le profil de température de l'interface, en augmentant de 15°C la température du moule dans la zone de liaison. Ce simple ajustement a permis d'améliorer la diffusion moléculaire entre les matériaux et de résoudre complètement le problème de délamination.
Gestion de l'incompatibilité thermique
Il y a incompatibilité thermique lorsque les matériaux ont des exigences de température de traitement ou des caractéristiques de dilatation thermique très différentes :
| Problème thermique | Symptômes courants | Solutions pratiques |
|---|---|---|
| Inadéquation de la température de traitement | Dégradation du premier matériau lors de la deuxième prise de vue | Sélectionner des matériaux dont les fenêtres de traitement se chevauchent |
| Différences de dilatation thermique | Déformation, fissuration sous contrainte après refroidissement | Caractéristiques de conception pour tenir compte des mouvements différentiels |
| Sensibilité à la chaleur | Décoloration, dégradation du matériau | Utiliser des écrans thermiques ou optimiser les temps de cycle |
| Différences de taux de refroidissement | Contraintes internes, problèmes dimensionnels | Équilibrer les canaux de refroidissement pour créer un refroidissement uniforme |
La plupart des problèmes de compatibilité thermique peuvent être résolus par un contrôle adéquat de la température du moule. La mise en place de zones de température indépendantes pour différentes parties du moule permet une gestion thermique précise à l'interface critique entre les matériaux.
Formation éclair : Contrôle des flux de matières indésirables
La bavure, c'est-à-dire l'excès de matière fine qui s'échappe de la cavité du moule le long des plans de joint, représente l'un des défauts visuels les plus courants dans le moulage en deux temps. Bien que présent dans tous les processus de moulage, le moulage en deux temps pose des problèmes de flash uniques à l'interface entre les matériaux.
Identifier les causes profondes de l'éclair
L'éclair peut provenir de plusieurs sources dans les applications à deux plans :
-
Problèmes de conception des moules
- Force de serrage insuffisante aux interfaces des matériaux
- Ventilation inadéquate entraînant une augmentation de la pression
- Conception incorrecte du plan de joint aux transitions des matériaux
-
Problèmes liés aux paramètres du processus
- Pression d'injection excessive poussant le matériau dans les interstices
- Pression de maintien inadéquate permettant au matériau de se dilater
- Viscosité incorrecte du matériau due à des problèmes de température
-
Facteurs spécifiques aux matériaux
- Des matériaux à haut débit qui trouvent des voies microscopiques
- Matériaux présentant des phases liquides étendues avant la solidification
- Préparation incohérente des matériaux (humidité, contaminants)
Élimination systématique des éclairs
Pour éliminer efficacement le flash dans les applications à deux photos, je suis cette approche méthodique :
-
Examiner les modèles de localisation des flashs
- L'éclair au niveau des plans de joint indique des problèmes de serrage
- L'éclair au niveau des broches d'éjection suggère des problèmes d'ajustement des broches.
- Le flash aux interfaces des matériaux met en évidence des problèmes de conception
-
Vérifier l'état de la moisissure
- Vérifier l'absence de dommages ou d'usure dus à la moisissure aux endroits où se trouvent les flashs
- Mesure de la force de serrage réelle sur la face du moule
- Vérifier que les évents ne sont pas obstrués et qu'ils n'augmentent pas la pression dans la cavité.
-
Optimiser les paramètres du processus
- Réduire la vitesse d'injection et la pression si possible
- Régler la température du moule pour contrôler le flux de matériau
- Mettre en œuvre des profils d'injection échelonnés pour réduire les pics de pression
-
Mettre en œuvre les modifications de la conception si nécessaire
- Ajouter des puits de débordement aux endroits problématiques
- Redéfinir les plans de joint pour éviter les zones esthétiques critiques
- Augmentation de la surface de serrage aux points de forte pression
Chez PTSMAKE, nous avons rencontré des problèmes persistants de flash dans un composant d'appareil médical où le TPE était surmoulé sur du PC. En mettant en œuvre un profil d'injection par étapes qui réduit progressivement la pression au fur et à mesure que la cavité se remplit, nous avons éliminé le flash tout en maintenant un remplissage complet de la géométrie complexe.
Remplissage incomplet : Assurer une formation parfaite des pièces
Un remplissage incomplet - lorsque le matériau n'atteint pas toutes les zones de la cavité du moule - crée des pièces non fonctionnelles ou inacceptables d'un point de vue esthétique. Dans les applications à deux tirs, ce défi est aggravé par l'interaction entre le matériau déjà refroidi du premier tir et le second matériau entrant.
Problèmes de remplissage du premier coup
Lorsque le premier matériau ne parvient pas à remplir complètement la cavité, cela crée une cascade de problèmes :
- Caractéristiques manquantes dans le composant de base
- Substrat inadéquat pour le deuxième tir
- Des schémas de refroidissement incohérents affectant l'écoulement du second coup
- Coups courts potentiels dans les deux matières
Résoudre les problèmes de remplissage au premier coup :
- Optimiser l'emplacement et la taille des portes - Assurer le bon acheminement du matériel vers les régions éloignées
- Régler la température du matériau - Augmenter la température pour améliorer les caractéristiques de l'écoulement
- Modifier le profil de la vitesse d'injection - Créer un profil de vitesse dynamique correspondant à la géométrie de la cavité
- Vérifier la présence de pièges à air - Ajouter ou agrandir les évents aux endroits où l'air peut empêcher le remplissage complet.
- Considérer le choix des matériaux - Passer à des qualités de débit plus élevées si nécessaire
Défis spécifiques au second tir
Le deuxième tir présente des défis de remplissage uniques car le matériau doit s'écouler autour ou à côté d'un composant déjà solidifié :
- Interférence du substrat froid - Le premier tir refroidit prématurément le second matériau
- Voies d'écoulement restreintes - Les géométries complexes créent des voies d'écoulement difficiles
- Piégeage de l'air - L'air est piégé entre le premier coup et les surfaces de la moisissure.
- Absorption de la chaleur - Le premier matériau absorbe la chaleur du second matériau
Dans les cas particulièrement difficiles, nous utilisons simulation de flux par ordinateur pour optimiser l'emplacement des portes et les conditions du processus avant de découper l'acier, ce qui permet d'économiser des coûts de reprise substantiels et d'accélérer les délais de développement.
Optimisation du processus pour un remplissage complet
Pour un remplissage cohérent dans les applications à deux tirs, envisagez ces ajustements de processus :
| Paramètres | Ajustement | Résultat attendu |
|---|---|---|
| Température du moule | Augmentation de 10 à 20°C dans les zones d'interface | Prévient la congélation prématurée du second matériau |
| Vitesse d'injection | Augmenter la vitesse initiale, puis modérer | Veiller à ce que le matériau atteigne les extrémités avant d'être refroidi |
| Contre-pression | Augmentation modérée (50-100 psi) | Améliore l'homogénéité du matériau et réduit la teneur en gaz |
| Pression de maintien | Prolonger le délai de 10-20% | Compense les effets de refroidissement du premier tir |
| Séchage des matériaux | Assurer l'élimination complète de l'humidité | Prévient les problèmes de viscosité dus à la contamination par l'humidité |
Pour remédier à un remplissage incomplet, il faut adopter une approche globale tenant compte à la fois des facteurs de conception et de processus. Lorsque ces deux facteurs sont correctement optimisés, même les géométries les plus complexes peuvent être remplies de manière cohérente.
Défauts de collage : Garantir des interfaces solides entre les matériaux
La caractéristique déterminante des pièces moulées en deux temps est une liaison forte et durable entre les matériaux. Lorsque cette liaison est défaillante, c'est tout l'objectif du processus de moulage en deux temps qui est compromis.
Distinction des types de rupture de la liaison
Comprendre le type spécifique de défaillance de la liaison permet de cibler les solutions appropriées :
-
Défaillance de l'adhésif - Séparation complète à l'interface avec des surfaces de matériaux propres
- Indique une incompatibilité chimique fondamentale
- Suggère une énergie de surface inappropriée entre les matériaux
- Peut résulter d'une contamination de surface
-
Défaut de cohésion - Déchirures du matériau près de l'interface, mais pas exactement à cet endroit
- Indique généralement une bonne adhérence mais une faiblesse du matériau
- Peut résulter de la dégradation des propriétés des matériaux
- Parfois causée par une concentration excessive de contraintes
-
Échec mitigé - Combinaison de défaillances adhésives et cohésives
- Les plus courants dans les environnements de production
- Suggère une compatibilité partielle ou une incohérence du processus
- Fournit des indications sur les améliorations à apporter aux matériaux et aux processus.
Optimisation de la préparation de la surface
L'état de la surface du premier tir a un impact considérable sur la force d'adhérence :
- Propreté de la surface - Éliminer tous les résidus de démoulage et les contaminants
- Énergie de surface - Envisager des traitements au plasma ou par effet corona pour augmenter la capacité de collage.
- Texture de la surface - Mise en œuvre d'une texturation microscopique pour augmenter la surface effective
- Conditionnement de la température - Optimiser la température de la surface avant le deuxième tir
La préparation des surfaces est particulièrement importante lorsque l'on travaille avec des combinaisons de matériaux difficiles comme les polyoléfines (PP/PE) et les thermoplastiques techniques.
Paramètres de processus pour une meilleure adhérence
Un réglage précis des paramètres du processus peut améliorer considérablement le collage sans modification du matériau :
-
Gestion de la température de l'interface
- Augmentation de la température du moule dans les zones d'interface
- Optimiser le temps de refroidissement entre les prises de vue
- Tenir compte de l'échauffement local du moule dans les zones de liaison critiques
-
Réglage des paramètres d'injection
- Vitesse d'injection modérée pour éviter le cisaillement du matériau
- Optimiser la pression de maintien pour assurer un contact intime avec le matériau
- Ajuster la contre-pression pour éliminer l'air emprisonné
-
Optimisation de la synchronisation
- Minimiser le délai entre les prises de vue lorsqu'un collage à chaud est souhaité
- Autoriser des périodes de refroidissement spécifiques pour les polymères semi-cristallins
- Découvrez comment des textures de surface variées peuvent améliorer l'ergonomie de vos produits et l'expérience des utilisateurs. ↩
- Découvrez comment une sélection appropriée des matériaux peut améliorer considérablement les performances et la durabilité des produits. ↩
- Découvrez comment la compatibilité des matériaux influe sur la durabilité des produits et les coûts de fabrication. ↩
- Découvrez comment une sélection appropriée des matériaux peut améliorer considérablement la force d'adhérence et la durabilité du produit. ↩






