

Lors de l'usinage de l'aluminium 5083, de nombreux fabricants ont du mal à maintenir des finitions de surface cohérentes et une précision dimensionnelle. J'ai remarqué que cette difficulté entraîne souvent des retouches coûteuses et des retards dans les projets, en particulier dans les applications marines et aérospatiales.
Les principales considérations pour l'usinage de l'aluminium 5083 sont l'utilisation de la bonne vitesse de coupe (1 000-2 500 SFM), le maintien d'outils de coupe affûtés, le contrôle de la formation de copeaux et la garantie d'un flux de liquide de refroidissement adéquat. Ces facteurs ont un impact direct sur la qualité des pièces et l'efficacité de l'usinage.

Chez PTSMAKE, j'ai travaillé avec de nombreux clients qui ont d'abord rencontré des difficultés avec l'usinage de l'aluminium 5083. Permettez-moi de vous faire part de quelques stratégies éprouvées que nous avons développées pour obtenir des résultats optimaux. Dans les sections suivantes, j'expliquerai les paramètres de coupe spécifiques, la sélection des outils et les techniques de refroidissement qui ont fait leurs preuves dans nos opérations.
Qu'est-ce que l'aluminium 5083 ?
Avez-vous du mal à choisir le bon alliage d'aluminium pour vos projets maritimes ou aérospatiaux ? De nombreux ingénieurs sont confrontés à des difficultés lorsqu'il s'agit de sélectionner des matériaux capables de résister à des environnements difficiles tout en conservant leur intégrité structurelle. Un mauvais choix peut entraîner une corrosion prématurée, des défaillances structurelles et des remplacements coûteux.
L'aluminium 5083 est un alliage d'aluminium de qualité marine qui contient du magnésium, du manganèse et du chrome comme principaux éléments d'alliage. Il offre une résistance exceptionnelle à la corrosion, en particulier dans les environnements d'eau salée, ainsi qu'une grande solidité et une excellente soudabilité, ce qui le rend idéal pour les applications marines et aérospatiales.
Composition chimique
L'efficacité de l'aluminium 5083 provient de sa composition soigneusement équilibrée. Voici une description détaillée de sa composition chimique :
| Élément | Fourchette de pourcentage |
|---|---|
| Magnésium | 4.0-4.9% |
| Manganèse | 0.4-1.0% |
| Chrome | 0.05-0.25% |
| Silicium | Max 0.4% |
| Le fer | Max 0.4% |
| Cuivre | Max 0.1% |
| Aluminium | Équilibre |
Le haut teneur en magnésium1 confère à cet alliage son rapport poids/résistance et ses propriétés de résistance à la corrosion.
Propriétés principales
L'aluminium 5083 se distingue par plusieurs caractéristiques remarquables :
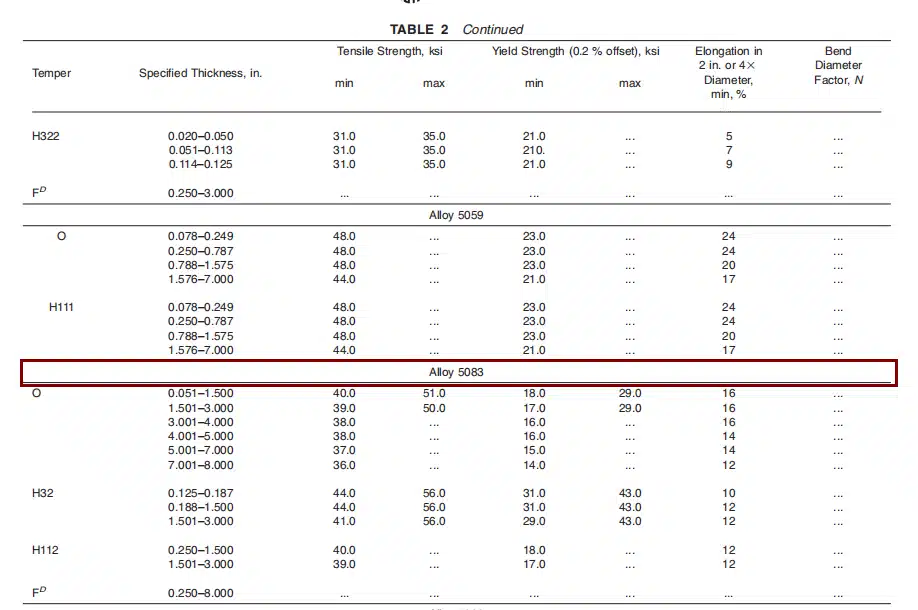
Résistance mécanique
- Résistance à la traction : 290 MPa (42 000 psi)
- Limite d'élasticité : 228 MPa (33 000 psi)
- Élongation : 16%
Ces propriétés le rendent nettement plus résistant que de nombreux autres alliages d'aluminium, tout en conservant une bonne ductilité.
Résistance à la corrosion
La résistance exceptionnelle de l'alliage à l'eau de mer et aux produits chimiques industriels est due au fait qu'il est très résistant :
- Formation d'une couche d'oxyde protectrice
- Teneur élevée en magnésium
- L'effet stabilisateur du chrome
Soudabilité
L'aluminium 5083 offre des caractéristiques de soudabilité supérieures :
- Zone affectée par la chaleur minimale
- Des joints de soudure solides
- Excellente résistance à la fissuration
- Compatible avec diverses méthodes de soudage
Applications industrielles
Industrie maritime
- Coques et superstructures de navires
- Plates-formes offshore
- Équipements marins
- Réservoirs de stockage pour applications cryogéniques
- Accastillage et quincaillerie pour bateaux
Secteur aérospatial
- Composants structuraux d'aéronefs
- Réservoirs de carburant
- Composants intérieurs
- Équipement de soutien au sol
Applications automobiles
- Composants structurels légers
- Réservoirs de carburant
- Pièces du châssis
- Pièces de performance personnalisées
Considérations relatives au traitement
Lorsque l'on travaille avec de l'aluminium 5083, plusieurs facteurs doivent être pris en compte :
Contrôle de la température
- Température optimale de formage : 200-300°C
- Éviter l'exposition à une chaleur excessive
- Contrôler les taux de refroidissement pendant le soudage
Traitement de surface
- Options d'anodisation disponibles
- Revêtement de conversion chimique recommandé
- Entretien régulier en milieu marin
Lignes directrices pour l'usinage
- Utiliser des outils de coupe tranchants
- Maintenir des vitesses de coupe modérées
- Assurer un refroidissement adéquat pendant l'usinage
Avantages en termes de performance
La combinaison des propriétés de l'aluminium 5083 offre plusieurs avantages :
Réduction du poids
- 30-50% plus léger que les alternatives en acier
- Amélioration de l'efficacité énergétique des véhicules
- Réduction des coûts d'exploitation
Rapport coût-efficacité
- Besoins d'entretien moindres
- Durée de vie prolongée
- Réduction de la fréquence de remplacement
Impact sur l'environnement
- 100% recyclable
- Empreinte carbone réduite
- Choix de matériaux durables
Tendances du marché
La demande d'aluminium 5083 continue de croître, sous l'effet des facteurs suivants :
- Exigences croissantes de l'industrie maritime
- Expansion du secteur aérospatial
- Priorité aux matériaux légers
- L'accent est mis de plus en plus sur la durabilité
Mon expérience dans la fabrication de précision m'a permis de constater que la polyvalence de l'aluminium 5083 en fait un choix privilégié pour les applications exigeantes. La combinaison de sa solidité, de sa résistance à la corrosion et de sa facilité de traitement offre des avantages uniques que peu d'autres matériaux peuvent égaler.
Les performances de ce matériau dans les environnements difficiles, en particulier sa résistance à la corrosion par l'eau de mer, l'ont rendu indispensable dans les applications marines. Lorsque des clients me soumettent des projets maritimes ambitieux, l'aluminium 5083 apparaît souvent comme la solution optimale, en particulier lorsque la réduction du poids et la durabilité sont des facteurs cruciaux.
Pourquoi l'aluminium 5083 est-il difficile à usiner ?
Chaque fois que je travaille avec de l'aluminium 5083, je me souviens de sa réputation notoire dans le monde de l'usinage. Alors que de nombreux fabricants sont attirés par son excellente résistance à la corrosion et sa solidité, ils sous-estiment souvent les complexités qu'il apporte à l'atelier. Les défis sont si importants que même les machinistes expérimentés ont parfois du mal à obtenir des résultats cohérents.
Les principaux défis posés par l'usinage de l'aluminium 5083 proviennent de sa grande résistance, de sa ductilité exceptionnelle et de sa tendance à former des arêtes rapportées sur les outils de coupe. Ces propriétés rendent particulièrement difficile la réalisation de coupes précises et le maintien d'une qualité de surface constante, ce qui nécessite souvent un outillage spécialisé et des paramètres d'usinage soigneusement contrôlés.

Comprendre les propriétés des matériaux
La composition unique de l'aluminium 5083 pose plusieurs problèmes d'usinage. Le matériau contient des quantités importantes de magnésium (4,0-4,9%) et de manganèse (0,4-1,0%), qui contribuent à sa résistance à l'usure. durcissement au travail2 caractéristiques. J'ai observé que ces propriétés, bien qu'excellentes pour les applications structurelles, posent des problèmes spécifiques lors des opérations d'usinage :
| Propriété | Impact sur l'usinage |
|---|---|
| Haute résistance | Nécessite une plus grande force de coupe |
| Ductilité supérieure | Favorise l'emballage des copeaux |
| Durcissement au travail | Augmente l'usure de l'outil |
| Rétention de la chaleur | Affecte la précision dimensionnelle |
Formation d'arêtes bâties
L'un des défis les plus importants que je rencontre lors de l'usinage de l'aluminium 5083 est la formation d'arêtes rapportées (BUE). Ce phénomène se produit lorsque le matériau de la pièce adhère à l'arête de l'outil de coupe, ce qui modifie la géométrie de l'outil et l'affecte :
- Précision de coupe
- Qualité de la finition de la surface
- Durée de vie de l'outil
- Cohérence dimensionnelle
Défis en matière de gestion de la chaleur
Les propriétés thermiques de l'aluminium 5083 présentent des défis uniques lors des opérations d'usinage :
Mauvaise dissipation de la chaleur
- Création de points chauds localisés
- Conduit à l'instabilité dimensionnelle
- Affecte considérablement la durée de vie de l'outil
Dilatation thermique
- Provoque des variations dimensionnelles
- Nécessite un contrôle minutieux de la température
- Impact sur la précision de la pièce finale
Considérations relatives à l'usure des outils
Grâce à mon expérience chez PTSMAKE, j'ai identifié plusieurs facteurs qui contribuent à l'usure accélérée des outils lors de l'usinage de l'aluminium 5083 :
Propriétés abrasives
- Taux d'usure des outils plus élevés
- Réduction de la durée de vie des arêtes de coupe
- Augmentation des coûts d'outillage
Adhésion des matériaux
- Détérioration progressive de l'outil
- Performances de coupe irrégulières
- Nécessité de changements d'outils fréquents
Questions relatives au contrôle des puces
La ductilité élevée de l'aluminium 5083 crée des défis importants en matière de contrôle des copeaux :
Chips longs et filandreux
- Risque d'enchevêtrement
- Mauvais état de surface
- Automatisation difficile
Évacuation des puces
- Outillage spécialisé nécessaire
- Augmentation de la pression du liquide de refroidissement
- Paramètres de coupe modifiés
Défis en matière d'état de surface
L'obtention et le maintien d'une qualité de finition de surface constante nécessitent une attention particulière :
| Paramètres | Considération |
|---|---|
| Vitesse de coupe | Doit être optimisé pour un BUE minimal |
| Vitesse d'alimentation | Affecte la rugosité de la surface |
| Géométrie de l'outil | Nécessite des conceptions spécifiques |
| Application du liquide de refroidissement | Essentiel pour la qualité de la finition |
Impact sur la productivité
Ces défis en matière d'usinage affectent considérablement l'efficacité de la production :
Vitesse de production
- Des vitesses de coupe plus lentes sont nécessaires
- Changements d'outils plus fréquents
- Temps de préparation prolongés
Contrôle de la qualité
- Exigences accrues en matière d'inspection
- Des taux de rejet plus élevés
- Ajustements plus fréquents des processus
Implications en termes de coûts
- Frais d'outillage plus élevés
- Temps d'usinage prolongés
- Augmentation des coûts de main-d'œuvre
Exigences en matière d'optimisation des processus
Pour réussir l'usinage de l'aluminium 5083, j'ai constaté que ces optimisations de processus étaient essentielles :
Paramètres de coupe
- Des vitesses et des avances soigneusement sélectionnées
- Profondeur de coupe optimisée
- Forces de coupe équilibrées
Sélection des outils
- Exigences particulières en matière de revêtement
- Conceptions géométriques spécifiques
- Contrôle régulier de l'état des outils
Stratégie de refroidissement
- Refroidissement à haute pression
- Concentration optimale du liquide de refroidissement
- Contrôle constant de la température
Les défis posés par l'usinage de l'aluminium 5083 exigent une compréhension approfondie des propriétés du matériau et de la dynamique de l'usinage. Le succès dépend de l'attention portée à de multiples facteurs, notamment la sélection des outils, les paramètres de coupe et les contrôles de processus. Bien que ces défis puissent être relevés, ils nécessitent une grande expertise et une planification minutieuse pour obtenir des résultats cohérents et de haute qualité.
Quels sont les meilleurs outils pour l'usinage de l'aluminium 5083 ?
Le choix d'outils de coupe inappropriés pour l'usinage de l'aluminium 5083 peut entraîner un mauvais état de surface, des imprécisions dimensionnelles et une usure excessive de l'outil. J'ai vu de nombreux fabricants se heurter à la formation d'une arête accumulée et à une évacuation inadéquate des copeaux, ce qui entraîne des retards de production coûteux et des pertes de matériau.
Les meilleurs outils pour l'usinage de l'aluminium 5083 sont les fraises en carbure à 2-3 goujures, les outils de coupe à revêtement diamant et les plaquettes spécialement conçues pour l'aluminium. Ces outils, associés à un revêtement et à une géométrie appropriés, garantissent des performances de coupe et un état de surface optimaux.

Outils de coupe en carbure
Les outils en carbure restent le premier choix pour l'usinage de l'aluminium 5083 en raison de leur excellent équilibre entre dureté et ténacité. Lors de la sélection des outils en carbure, il convient de prendre en compte les facteurs clés suivants :
Qualité du substrat
- Le carbure à grain fin offre une meilleure résistance à l'usure
- Le carbure à grain moyen offre une meilleure résistance
- Le carbure à micro-grains assure une stabilité supérieure des arêtes
Choix du revêtement
Un revêtement adapté peut avoir un impact significatif sur les performances de l'outil. Voici une comparaison des revêtements les plus courants :
| Type de revêtement | Avantages | Meilleures applications |
|---|---|---|
| TiAlN | Haute résistance à la chaleur | Usinage à grande vitesse |
| ZrN | Faible coefficient de frottement | Finition de la coupe |
| Diamant | Résistance supérieure à l'usure | Ebauche lourde |
| Sans revêtement | Bords tranchants | Finition légère |
Spécifications des fraises
Le angle d'hélice3 et le nombre de goujures sont des facteurs cruciaux dans le choix d'une fraise :
Configuration de la flûte
- 2-3 cannelures : Optimal pour la plupart des opérations sur l'aluminium
- Simple goujure : excellente pour le fraisage de poches profondes
- 4+ cannelures : Réservé aux opérations de finition
Caractéristiques géométriques
- Angles d'inclinaison élevés (15-20 degrés)
- Grandes goulottes pour les copeaux
- Cannelures polies pour une meilleure évacuation des copeaux
Sélection et conception des inserts
Le choix des plaquettes appropriées peut faire une différence significative dans les résultats de l'usinage :
Géométrie de l'insert
- Angles de coupe positifs et aigus
- Grands brise-copeaux
- Faces de râteau polies
Sélection du grade
Tableau des qualités de plaquettes recommandées :
| Application | Type de grade | Revêtement |
|---|---|---|
| Dégrossissage | K20-K30 | PVD |
| Semi-finition | K10-K20 | TiB2 |
| Finition | K01-K10 | Sans revêtement |
Considérations sur le liquide de refroidissement
La sélection et l'application correctes du liquide de refroidissement ont un impact significatif sur les performances de l'outil :
Types de liquide de refroidissement
- Systèmes de refroidissement à haute pression
- Lubrification par quantité minimale (MQL)
- Liquide de refroidissement avec additifs spéciaux pour l'aluminium
Méthodes d'application
- Refroidissement à travers l'outil
- Refroidissement externe par inondation
- Refroidissement par soufflage d'air pour l'évacuation des copeaux
Gestion de la durée de vie des outils
Pour maximiser la durée de vie de l'outil lors de l'usinage de l'aluminium 5083 :
Paramètres de coupe
- Maintenir les vitesses de surface recommandées
- Utiliser des taux d'alimentation appropriés
- Contrôler les efforts de coupe
Surveillance de l'usure
- Inspection régulière des outils
- Maintenance prédictive
- Analyse du profil d'usure
Des outils spécialisés pour des caractéristiques complexes
Pour des opérations d'usinage spécifiques :
Outils de filetage
- Fraises à fileter avec géométries spécifiques à l'aluminium
- Outils de filetage à pointe unique
- Tarauds pour le formage des filets
Solutions de forage
- Géométries de forage spécialisées dans l'aluminium
- Forets étagés pour les trous plus grands
- Outils de combinaison pour les caractéristiques complexes
Outils d'alésage
- Alésoirs à cannelures multiples
- Alésoirs réglables
- Alésoirs à simple cannelure
La réussite de l'usinage de l'aluminium 5083 dépend en grande partie de la sélection de la bonne combinaison d'outils et du maintien de conditions de coupe appropriées. En comprenant ces critères de sélection des outils et en les appliquant correctement, les fabricants peuvent obtenir des résultats optimaux en termes de finition de surface, de précision dimensionnelle et d'efficacité de production.
Cette approche globale de la sélection des outils garantit que chaque opération d'usinage est effectuée avec l'outil le mieux adapté, ce qui se traduit par une amélioration de la productivité et une réduction des coûts de fabrication. N'oubliez pas d'évaluer régulièrement les performances des outils et d'ajuster les sélections en fonction des exigences spécifiques de l'application et du retour d'information opérationnel.
Quelles sont les vitesses de coupe et les avances recommandées ?
Le réglage de paramètres de coupe incorrects pour l'aluminium 5083 peut entraîner un mauvais état de surface, une usure excessive de l'outil, voire le rejet de la pièce. De nombreux machinistes s'efforcent de trouver le bon équilibre, s'appuyant souvent sur des essais et des erreurs, ce qui entraîne une perte de temps et de matériaux.
Pour l'aluminium 5083, je recommande une vitesse de coupe de 1000-1500 SFM pour l'ébauche et de 1500-2000 SFM pour les opérations de finition. La vitesse d'avance doit être de 0,004-0,012 pouces par tour, avec une profondeur de coupe allant de 0,02-0,25 pouces en fonction de l'opération.

Comprendre les paramètres de base de la coupe
La base d'un usinage CNC réussi repose sur la compréhension et le réglage correct des paramètres de coupe. Lors de l'usinage de l'aluminium 5083, trois facteurs clés déterminent les résultats : la vitesse de coupe, la vitesse d'avance et la profondeur de coupe. Ces paramètres ont un impact significatif sur votre taux d'enlèvement de matière4 et l'efficacité globale de l'usinage.
Permettez-moi d'analyser chaque paramètre et de formuler des recommandations spécifiques fondées sur mon expérience :
Vitesses de coupe recommandées
Pour l'aluminium 5083, j'ai constaté que les vitesses de coupe suivantes donnaient les meilleurs résultats :
| Type d'opération | Vitesse (SFM) | Notes |
|---|---|---|
| Dégrossissage | 1000-1500 | Des vitesses plus élevées sont possibles avec un refroidissement adéquat |
| Finition | 1500-2000 | Excellente finition de la surface |
| Filetage | 800-1000 | Les vitesses réduites évitent d'endommager le fil |
| Forage | 300-500 | Empêche le vagabondage des forets |
Les taux d'alimentation et leur impact
Les vitesses d'avance doivent être soigneusement sélectionnées pour compléter les vitesses de coupe :
| Fonctionnement | Aliments pour animaux (DPI) | Avantages |
|---|---|---|
| Dégrossissage | 0.008-0.012 | Enlèvement maximal de matière |
| Finition | 0.004-0.008 | Finition de surface supérieure |
| Filetage | 0.002-0.004 | Formation d'un fil propre |
| Forage | 0.006-0.010 | Évacuation efficace des copeaux |
Considérations relatives à la profondeur de coupe
La profondeur de coupe varie en fonction de la phase d'usinage :
| Phase de fonctionnement | Profondeur (pouces) | Objectif |
|---|---|---|
| Ebauche initiale | 0.15-0.25 | Élimination des matériaux en vrac |
| Ebauche secondaire | 0.05-0.15 | Préparer la finition |
| Finition | 0.02-0.05 | Atteindre les dimensions finales |
Calculs de la vitesse de rotation de la broche
Pour déterminer la vitesse de rotation correcte de la broche (RPM), utilisez la formule suivante :
RPM = (CS × 12) / (π × D)
Où ?
- CS = Vitesse de coupe en pieds de surface par minute (SFM)
- D = Diamètre de l'outil ou de la pièce en pouces
- π = 3.14159
Exigences en matière de refroidissement et de lubrification
Un refroidissement adéquat est essentiel lors de l'usinage de l'aluminium 5083 :
| Méthode de refroidissement | Application | Avantages |
|---|---|---|
| Liquide de refroidissement | Usage général | Bonne dissipation de la chaleur |
| Liquide de refroidissement à travers l'outil | Trous profonds | Évacuation supérieure des copeaux |
| Refroidissement par brumisation | Coupes légères | Suffisante pour la finition |
Sélection des outils et considérations relatives à l'usure
Le choix de l'outil a une incidence sur les paramètres de coupe :
| Type d'outil | Revêtement recommandé | Application |
|---|---|---|
| Carbure | TiAlN | Objectif général |
| HSS | Sans revêtement | Choix économique |
| Diamant | Aucun | Finition miroir |
Mesures de contrôle de la qualité
Contrôler ces aspects pendant l'usinage :
- Rugosité de la surface
- Précision dimensionnelle
- Modèles d'usure des outils
- Formation de copeaux
- Stabilité de la température
En suivant ces conseils, vous obtiendrez des résultats optimaux lors de l'usinage de l'aluminium 5083. N'oubliez pas que ces paramètres peuvent nécessiter des ajustements en fonction des capacités de votre machine et des exigences de votre projet. Commencez par des valeurs prudentes et ajustez-les progressivement tout en surveillant les résultats.
Comment améliorer le contrôle des copeaux ?
Lors de l'usinage de l'aluminium 5083, des copeaux non contrôlés peuvent rapidement transformer une opération précise en un désastre coûteux. J'ai été témoin d'innombrables cas où une mauvaise gestion des copeaux a conduit à la mise au rebut de pièces, à l'endommagement d'outils et à des temps d'arrêt prolongés. Ces problèmes ont non seulement un impact sur l'efficacité de la production, mais ils augmentent également de manière significative les coûts d'exploitation.
Un contrôle efficace des copeaux dans l'usinage de l'aluminium nécessite une approche globale combinant une sélection d'outils, des paramètres de coupe et des stratégies de refroidissement appropriés. En mettant en œuvre les bonnes techniques, vous pouvez obtenir une meilleure finition de surface, une plus longue durée de vie de l'outil et une meilleure productivité.

Les fondements d'un contrôle efficace des copeaux
Pour contrôler correctement les copeaux, il faut d'abord comprendre comment ils se forment au cours du processus d'usinage. Le [mécanisme de formation des copeaux]5 influence directement l'efficacité du processus de coupe et la qualité des pièces. Je recommande de se concentrer sur ces aspects clés :
- Optimisation de la vitesse de coupe
- Réglage de l'avance
- Sélection de la profondeur de coupe
- Configuration de la géométrie de l'outil
Optimisation des paramètres de coupe
La relation entre les paramètres de coupe et la formation de copeaux est cruciale. Voici une analyse détaillée des paramètres recommandés pour l'aluminium 5083 :
| Paramètres | Fourchette recommandée | Impact sur le contrôle des puces |
|---|---|---|
| Vitesse de coupe | 800-1200 sfm | Contrôle de la température et de la formation des copeaux |
| Vitesse d'alimentation | 0,004-0,012 ipr | Affecte l'épaisseur et la rupture des copeaux |
| Profondeur de coupe | 0.020-0.100 in | Influence de la taille des copeaux et de l'évacuation |
Mise en œuvre du liquide de refroidissement à haute pression
Les systèmes de refroidissement à haute pression ont révolutionné le contrôle des copeaux dans l'usinage de l'aluminium. Je recommande de mettre en œuvre ces stratégies spécifiques :
- La pression du liquide de refroidissement doit être comprise entre 800 et 1000 PSI pour un broyage optimal des copeaux.
- Positionner les buses de refroidissement directement sur la zone de coupe
- Maintien d'un débit constant du liquide de refroidissement tout au long de l'opération
- Contrôle régulier de la concentration et de la propreté du liquide de refroidissement
Géométries d'outils avancées
Le choix de la bonne géométrie d'outil est essentiel pour un contrôle efficace des copeaux. Mon expérience m'a permis de constater que les caractéristiques suivantes sont les plus efficaces :
- Angles d'inclinaison positifs (10-15 degrés)
- Bords tranchants
- Cannelures polies pour une meilleure évacuation des copeaux
- Conception de brise-copeaux spécialisés
Solutions de brumisation et de refroidissement de l'air
Dans certaines applications, le liquide de refroidissement traditionnel peut ne pas être la meilleure option. Les méthodes de refroidissement alternatives comprennent :
Lubrification par quantité minimale (MQL)
- Réduction de l'impact sur l'environnement
- Améliore l'évacuation des copeaux dans les poches profondes
- Idéal pour les opérations d'usinage à grande vitesse
Refroidissement par soufflage d'air
- Parfait pour les coupes légères et les opérations de finition
- Évite le recoupement des copeaux
- Réduit le temps de nettoyage
Surveillance et ajustement des processus
Une surveillance continue assure un contrôle optimal des copeaux :
- Inspection visuelle de la formation de copeaux
- Évaluation régulière de l'usure des outils
- Ajustement des paramètres en fonction de :
- Variations des matériaux
- État de l'outil
- Exigences en matière de géométrie des pièces
Bonnes pratiques de mise en œuvre
Pour obtenir des résultats optimaux, il convient de suivre les lignes directrices suivantes :
Planification préopératoire
- Examiner les propriétés des matériaux
- Sélectionner l'outillage approprié
- Mise en place d'un système d'alimentation en liquide de refroidissement approprié
Pendant le fonctionnement
- Surveiller la formation des copeaux
- Écouter les sons inhabituels
- Vérifier la qualité de la finition de la surface
Évaluation post-opératoire
- Analyser les schémas d'usure des outils
- Documenter les paramètres de réussite
- Examiner les domaines à améliorer
Dépannage des problèmes courants
Lorsque des problèmes de contrôle des copeaux se posent, envisagez les solutions suivantes :
Copeaux longs et filandreux
- Augmentation de la vitesse d'avance
- Ajuster la géométrie du brise-copeaux
- Vérifier la pression du liquide de refroidissement
Formation d'un bord construit
- Augmenter la vitesse de coupe
- Vérifier la concentration du liquide de refroidissement
- Modifier la sélection du revêtement de l'outil
Mauvais état de surface
- Vérifier la géométrie de l'outil
- Ajuster les paramètres de coupe
- Évaluer la distribution du liquide de refroidissement
L'application de ces stratégies globales a toujours aidé nos clients chez PTSMAKE à obtenir de meilleurs résultats d'usinage avec l'aluminium 5083. N'oubliez pas qu'un contrôle efficace des copeaux ne consiste pas à suivre une solution unique, mais plutôt à mettre en œuvre une combinaison de techniques adaptées à votre application spécifique.
Quelles sont les meilleures stratégies pour réduire l'usure des outils ?
L'usinage de l'aluminium 5083 représente un défi important pour le maintien de la durée de vie des outils. La résistance élevée du matériau et sa tendance à former des arêtes rapportées peuvent rapidement détériorer les outils de coupe, ce qui entraîne une augmentation des coûts de production et des problèmes de qualité. Les temps d'arrêt liés au remplacement des outils et les finitions de surface irrégulières sont des problèmes frustrants auxquels sont confrontés de nombreux fabricants.
Pour réduire l'usure des outils lors de l'usinage de l'aluminium 5083, il convient d'optimiser les paramètres de coupe, d'utiliser des stratégies de refroidissement appropriées et de sélectionner des outils de coupe spécialisés. Les stratégies clés comprennent l'utilisation d'outils en carbure revêtus ou en PCD, le maintien de vitesses d'avance appropriées et l'application d'une lubrification suffisante pour éviter la formation d'arêtes rapportées.

Comprendre les paramètres de coupe
La réduction de l'usure des outils commence par des paramètres de coupe appropriés. Lors de l'usinage de l'aluminium 5083, la vitesse de coupe6 joue un rôle crucial dans la durée de vie de l'outil. J'ai constaté que le maintien de ces paramètres permet d'obtenir des résultats optimaux :
| Paramètres | Fourchette recommandée | Impact sur la durée de vie de l'outil |
|---|---|---|
| Vitesse de coupe | 300-500 m/min | Réduit la production de chaleur |
| Vitesse d'alimentation | 0,1-0,3 mm/tour | Prévient l'accumulation de copeaux |
| Profondeur de coupe | 1-3 mm | Contrôle des forces de coupe |
Stratégies de refroidissement et de lubrification
Un refroidissement efficace est essentiel pour prolonger la durée de vie de l'outil. Je recommande les approches suivantes :
- Refroidissement à haute pression
- Lubrification par quantité minimale (MQL)
- Systèmes de refroidissement à travers l'outil
Ces méthodes permettent d'éviter l'adhésion de l'aluminium et de réduire les contraintes thermiques sur les outils de coupe.
Sélection des outils et technologie de revêtement
Le choix d'un outil approprié a un impact significatif sur la résistance à l'usure. Voici ce qui fonctionne le mieux :
Outils en carbure revêtus
- Revêtement TiAlN pour une meilleure résistance à la chaleur
- Revêtements multicouches pour une meilleure protection contre l'usure
- Finition lisse de la surface pour éviter l'adhérence des matériaux
Outils PCD
- Résistance supérieure à l'usure
- Excellent pour la production en grande quantité
- Meilleure conductivité thermique
Préparation à la pointe de la technologie
La géométrie de l'outil joue un rôle essentiel dans la réduction de l'usure :
Arrondi des bords
- Renforcement de l'arête de coupe
- Réduit le risque d'écaillage
- Améliore l'adhérence du revêtement
Traitement de surface
- Microbillage pour une meilleure adhérence du revêtement
- Polissage pour réduire la friction
Meilleures pratiques opérationnelles
Pour maximiser la durée de vie de l'outil, j'insiste toujours sur ces directives opérationnelles :
Inspection régulière des outils
- Contrôler les schémas d'usure
- Vérifier la détérioration du revêtement
- Mesure de l'état de l'arête de coupe
Stockage correct des outils
- Environnement climatiquement contrôlé
- Protection contre les dommages physiques
- Nettoyage et entretien réguliers
Prévention de la formation d'arêtes
La gestion de la formation d'arêtes accumulées nécessite une attention particulière :
Contrôle de la vitesse de la surface
- Maintenir les vitesses de coupe recommandées
- Ajuster en fonction des conditions matérielles
- Contrôle de la température de l'outil
Gestion des puces
- Assurer une évacuation correcte des copeaux
- Utiliser des disjoncteurs appropriés
- Maintenir des taux d'alimentation constants
Considérations relatives à l'environnement de production
L'environnement de fabrication a un impact sur l'usure des outils :
Contrôle de la température
- Maintenir une température ambiante stable
- Contrôle de la température du liquide de refroidissement
- Contrôle de la température de la pièce
Maintenance des machines
- Contrôles réguliers de l'alignement des broches
- Surveillance des vibrations
- Entretien du système de refroidissement
Une mise en œuvre rentable
La mise en œuvre de ces stratégies nécessite un équilibre des coûts :
Investissement initial
- Des outils de haute qualité
- Technologie de revêtement
- Systèmes de refroidissement
Prestations à long terme
- Réduction des changements d'outils
- Amélioration de la qualité des pièces
- Productivité accrue
En suivant ces stratégies globales, j'ai toujours obtenu des améliorations significatives de la durée de vie des outils lors de l'usinage de l'aluminium 5083. La clé est de maintenir une approche systématique de la mise en œuvre et de contrôler régulièrement les résultats pour les optimiser.
Comment obtenir un état de surface de haute qualité ?
Obtenir une finition de surface parfaite sur les pièces en aluminium 5083 peut s'avérer incroyablement difficile. De nombreux fabricants se heurtent à des résultats irréguliers, ce qui entraîne le rejet des pièces et des retouches coûteuses. La combinaison de l'usure des outils, de vitesses inadéquates et d'un refroidissement insuffisant peut rapidement transformer un projet prometteur en un cauchemar de fabrication.
La clé pour obtenir un excellent état de surface sur l'aluminium 5083 réside dans l'optimisation des paramètres d'usinage, la sélection d'un outillage approprié et la mise en œuvre de techniques de post-traitement adéquates. Cette approche globale garantit une qualité constante tout en maintenant l'efficacité de la production.

Comprendre l'impact de la géométrie de l'outil
La géométrie des outils de coupe joue un rôle crucial dans la qualité de la finition de la surface. J'ai constaté que l'utilisation d'outils avec des angles de coupe positifs compris entre 5 et 15 degrés donne les meilleurs résultats pour l'aluminium 5083. La géométrie des outils de coupe joue un rôle crucial dans la qualité de l'état de surface. angle d'inclinaison7 affecte de manière significative la formation de copeaux et les forces de coupe.
Voici une description détaillée des caractéristiques optimales de l'outil :
| Paramètre de l'outil | Fourchette recommandée | Impact sur l'état de surface |
|---|---|---|
| Angle d'inclinaison | 5-15 degrés | Réduit les efforts de coupe et améliore l'évacuation des copeaux |
| Angle de décharge | 10-12 degrés | Empêche le frottement de l'outil et la production de chaleur |
| Rayon du nez | 0,2-0,8 mm | Rayon plus large pour une finition plus lisse |
| Préparation des bords | Affûtage léger à tranchant | Réduit la formation d'arêtes bâties |
Optimisation de l'avance et de la vitesse
L'optimisation de l'avance et de la vitesse de coupe est essentielle pour obtenir une finition de surface supérieure. Sur la base de mon expérience avec l'aluminium 5083, je recommande :
- Vitesse de coupe : 1000-1500 pieds de surface par minute (SFM)
- Vitesse d'avance : 0,003-0,007 pouces par tour (IPR)
- Profondeur de coupe : 0,020-0,040 pouces pour les passes de finition
Ces paramètres doivent être ajustés en fonction de la géométrie spécifique de l'outil et des capacités de la machine.
Stratégies de refroidissement et de lubrification
Un refroidissement et une lubrification appropriés sont essentiels pour maintenir une qualité de surface constante. Je recommande :
- Alimentation en liquide de refroidissement à haute pression (minimum 800 PSI)
- Fluides de coupe à base d'huile avec des additifs spécifiques à l'aluminium
- Capacité de refroidissement à travers l'outil lorsque cela est possible
- Contrôle régulier de la concentration du liquide de refroidissement (entretien 6-8%)
Traitements post-usinage
Pour améliorer encore la qualité de la surface, plusieurs traitements post-usinage peuvent être utilisés :
Polissage mécanique
- Séquence d'égrenage progressive (400-2000)
- Systèmes de polissage automatisés pour une meilleure cohérence
- Composés de lustrage spécifiques à l'aluminium
Considérations sur l'anodisation
- Anodisation de type II pour les applications générales
- Type III pour une meilleure résistance à l'usure
- La préparation de la surface avant l'anodisation est essentielle pour la qualité de la finition
Mesures de contrôle de la qualité
La mise en œuvre de mesures de contrôle de la qualité appropriées garantit une finition de surface constante :
Essais réguliers de rugosité de surface
- Mesures Ra inférieures à 32 micro-pouces
- Documentation des résultats
- Mise en œuvre du contrôle statistique des processus
Protocole d'inspection visuelle
- Inspecteurs formés
- Conditions d'éclairage appropriées
- Critères d'acceptation normalisés
Défis communs et solutions
L'usinage de l'aluminium 5083 pose souvent plusieurs problèmes :
Formation d'arêtes bâties
- Solution : Augmenter la vitesse de coupe
- Utiliser un liquide de coupe approprié
- Maintenir des arêtes de coupe tranchantes
Marques de bavardage
- Solution : Vérifier l'équilibre du porte-outil
- Vérifier les vibrations de la machine
- Ajuster les paramètres de coupe
Mauvaise évacuation des copeaux
- Solution : Optimiser la pression du liquide de refroidissement
- Utiliser des brise-copeaux
- Mettre en œuvre des stratégies de programmation appropriées
Documentation et contrôle des processus
Le maintien d'un état de surface homogène nécessite une documentation appropriée :
Paramètres du processus
- Spécifications de l'outil
- Paramètres de coupe
- Informations sur le liquide de refroidissement
Exigences de qualité
- Spécifications de la rugosité de surface
- Normes visuelles
- Méthodes de mesure
Calendrier d'entretien
- Contrôle de l'usure des outils
- Étalonnage de la machine
- Entretien du système de refroidissement
Cette approche globale de l'optimisation de l'état de surface nous a permis d'obtenir des résultats de qualité constante sur les composants en aluminium 5083. En contrôlant soigneusement chaque aspect du processus d'usinage et en mettant en œuvre des techniques de post-traitement appropriées, nous pouvons répondre aux exigences les plus strictes en matière d'état de surface tout en maintenant l'efficacité de la production.
Quelles sont les techniques de refroidissement et de lubrification les plus efficaces ?
L'usinage de l'aluminium 5083 sans un refroidissement adéquat peut avoir des résultats dévastateurs. J'ai vu d'innombrables projets échouer en raison d'une accumulation excessive de chaleur, entraînant un mauvais état de surface, des imprécisions dimensionnelles et une usure prématurée des outils. Les conséquences d'un refroidissement inadéquat peuvent transformer un simple travail d'usinage en un cauchemar coûteux.
La méthode de refroidissement la plus efficace pour l'usinage de l'aluminium 5083 est le refroidissement par inondation avec des liquides de refroidissement solubles dans l'eau, en maintenant une concentration de 6-8%. Cette approche permet une dissipation optimale de la chaleur, réduit l'usure de l'outil et garantit une qualité de surface constante tout en évitant la formation d'arêtes.

Comprendre les méthodes de refroidissement
L'usinage CNC moderne exige un contrôle précis de la température pendant le processus de coupe. Les conductivité thermique8 de l'aluminium 5083 le rend particulièrement sensible aux problèmes liés à la chaleur. Voici ma présentation détaillée des principales méthodes de refroidissement :
Refroidissement par inondation
- Assure un débit continu du liquide de refroidissement
- Excellente dissipation de la chaleur
- Évacuation supérieure des copeaux
- Idéal pour les opérations à grande vitesse
Refroidissement par brumisation
- Réduit la consommation de liquide de refroidissement
- Convient pour les coupes légères
- Option respectueuse de l'environnement
- Meilleure visibilité pendant l'usinage
Refroidissement de l'air
- Installation minimale requise
- Fonctionnement propre
- Une solution rentable
- Capacité de refroidissement limitée
Types de liquides de refroidissement et leurs performances
Mon expérience avec différents types de liquides de refroidissement a montré des variations significatives en termes de performances. Voici une comparaison complète :
| Type de liquide de refroidissement | Dissipation de la chaleur | Durée de vie de l'outil | Finition de la surface | Rapport coût-efficacité |
|---|---|---|---|---|
| Synthétique | Excellent | Haut | Supérieure | Modéré |
| Semi-synthétique | Très bon | Bon | Très bon | Haut |
| Soluble dans l'eau | Excellent | Très élevé | Excellent | Très élevé |
| Huile droite | Bon | Modéré | Bon | Faible |
Optimisation de l'application du liquide de refroidissement
L'efficacité des solutions de refroidissement dépend fortement des techniques d'application appropriées. Je recommande de se concentrer sur ces aspects clés :
Pression et volume du liquide de refroidissement
- Distribution à haute pression (500-1000 PSI) pour les poches profondes
- Maintien d'un débit constant
- Positionnement multiple des buses pour les géométries complexes
- Contrôle régulier de la pression
Concentration Gestion
- Contrôles de concentration hebdomadaires
- Maintenir la concentration de 6-8% pour les liquides de refroidissement solubles dans l'eau
- Contrôle régulier du pH (plage idéale : 8,5-9,5)
- Calendrier d'entretien documenté
Stratégies de refroidissement avancées
L'innovation dans la technologie du refroidissement a introduit plusieurs méthodes avancées que j'ai mises en œuvre avec succès :
Refroidissement à travers l'outil
- Refroidissement direct de l'arête de coupe
- Réduction de l'accumulation de chaleur
- Meilleure évacuation des copeaux
- Durée de vie prolongée de l'outil
Refroidissement cryogénique
- Réduction des températures extrêmes
- Impact minimal sur l'environnement
- Finition de surface améliorée
- Déformation thermique réduite
Maintenance et suivi
Un entretien adéquat garantit des performances de refroidissement optimales :
- Contrôle quotidien du niveau du liquide de refroidissement
- Tests de concentration hebdomadaires
- Nettoyage mensuel du système
- Remplacement trimestriel complet des fluides
Considérations environnementales
La fabrication moderne exige des choix respectueux de l'environnement :
- Options de liquides de refroidissement biodégradables
- Systèmes de recyclage et de filtration
- Protocoles d'élimination appropriés
- Réduction des émissions de COV
Protocoles de sécurité
La sécurité reste primordiale lors de la manipulation des systèmes de refroidissement :
- Tests bactériens réguliers
- Exigences en matière d'EPI
- Procédures de confinement des déversements
- Planification des interventions d'urgence
Tendances futures
Le paysage des technologies de refroidissement continue d'évoluer :
- Systèmes de surveillance basés sur l'IdO
- Gestion du liquide de refroidissement pilotée par l'IA
- Formulations de liquides de refroidissement durables
- Solutions de refroidissement hybrides
Implications en termes de coûts
La mise en œuvre d'une stratégie de refroidissement efficace a une incidence sur les résultats :
- Coûts initiaux de mise en place
- Dépenses d'entretien courant
- Prestations à long terme pour la vie de l'outil
- Gains d'efficacité de la production
Le choix de la technique de refroidissement et de lubrification a un impact significatif sur la réussite de l'usinage de l'aluminium 5083. Sur la base de nos tests approfondis et de nos applications réelles, le refroidissement par inondation avec des liquides de refroidissement solubles dans l'eau constitue la solution la plus fiable et la plus efficace pour la plupart des applications. Cependant, les exigences spécifiques d'un projet peuvent nécessiter d'autres approches, d'où la nécessité de comprendre toutes les options disponibles.
Comment prévenir la déformation des pièces ?
La déformation des pièces dans l'usinage de l'aluminium 5083 est devenue un défi persistant dans la fabrication de précision. J'ai vu d'innombrables projets dérailler à cause de déformations et de distorsions inattendues, entraînant des retouches coûteuses et des retards de production. Le problème devient encore plus critique lorsqu'il s'agit de composants de haute précision pour lesquels chaque micron compte.
Pour éviter la déformation des pièces en aluminium 5083, il convient de mettre en œuvre des procédures de détente appropriées, d'optimiser les stratégies de serrage et de planifier soigneusement les séquences d'usinage. En outre, le contrôle des paramètres de coupe et l'utilisation de montages appropriés peuvent réduire considérablement les risques de déformation.

Comprendre les contraintes résiduelles dans l'aluminium 5083
La cause première de la déformation réside souvent dans contrainte résiduelle9 dans le matériau. J'ai constaté que l'aluminium 5083 est particulièrement sensible à la déformation induite par la contrainte en raison de la composition spécifique de son alliage. Voici ce qui provoque généralement des contraintes résiduelles :
- Procédés de fabrication (laminage, formage)
- Variations de température pendant le traitement des matériaux
- Opérations d'usinage précédentes
- Mauvaises conditions de stockage
Techniques de lutte contre le stress avant l'usinage
J'ai mis au point une approche systématique du soulagement du stress qui s'est avérée efficace dans nos activités :
| Méthode de traitement | Plage de température | Durée de l'accord | Avantages |
|---|---|---|---|
| Soulagement des contraintes thermiques | 230-260°C | 1-2 heures | Distribution uniforme des contraintes |
| Anti-stress vibratoire | Température ambiante | 20-30 minutes | Alternative non thermique |
| Vieillissement naturel | Température ambiante | 24-48 heures | Une solution rentable |
Optimisation des stratégies de serrage
La façon dont nous serrons les pièces à usiner a un impact significatif sur la déformation. Je recommande ces techniques éprouvées :
Force de serrage répartie
- Utiliser plusieurs points de serrage
- Appliquer des valeurs de couple cohérentes
- Contrôler régulièrement la pression de serrage
Conception stratégique des appareils
- Prise en charge des fonctions critiques
- Tenir compte de la dilatation thermique
- Minimiser la zone de contact dans la mesure du possible
Planification intelligente des séquences d'usinage
D'après mon expérience, il est essentiel d'établir une séquence correcte :
Phase d'usinage grossier
- Enlever le matériau de façon symétrique
- Maintenir une répartition équilibrée des contraintes
- Laisser un stock suffisant pour la finition
Intermédiaire Soulagement du stress
- Laisser les pièces se stabiliser entre les opérations
- Vérifier qu'il n'y a pas de déformation préalable
- Procéder aux ajustements nécessaires
Usinage de finition
- Utiliser des coupes légères
- Maintien d'une profondeur de coupe constante
- Surveiller attentivement la température
Optimisation des paramètres de coupe
J'ai constaté que ces paramètres sont les plus efficaces pour minimiser la déformation :
| Paramètres | Usinage brut | Usinage de finition |
|---|---|---|
| Vitesse de coupe | 300-400 m/min | 400-500 m/min |
| Vitesse d'alimentation | 0,15-0,25 mm/dent | 0,05-0,15 mm/dent |
| Profondeur de coupe | 2-4 mm | 0,2-0,5 mm |
| Débit du liquide de refroidissement | Haut | Modéré |
Stratégies de contrôle de la température
La gestion de la température est essentielle pour la stabilité dimensionnelle :
Gestion du liquide de refroidissement
- Utiliser des systèmes de refroidissement à haute pression
- Maintenir une température constante du liquide de refroidissement
- Assurer un débit suffisant
Température de la zone de coupe
- Contrôle de la température de l'outil
- Mettre en place des pauses de refroidissement appropriées
- Utiliser des vitesses de coupe appropriées
Contrôle de la qualité et vérification
Pour garantir le succès, je mets toujours en œuvre les étapes de vérification suivantes :
Mesures en cours
- Contrôles dimensionnels réguliers
- Surveillance des schémas de stress
- Suivi de la température
Inspection finale
- Vérification par CMM
- Mesures de planéité
- Analyse de l'état de surface
Considérations environnementales
L'environnement du magasin joue un rôle crucial :
Contrôle de la température
- Maintenir une température ambiante stable
- Éviter l'exposition directe à la lumière du soleil
- Contrôler la circulation de l'air
Pratiques de stockage
- Stockage adéquat des matériaux
- Protégé des facteurs environnementaux
- Rotation régulière des stocks
Grâce à la mise en œuvre de ces stratégies globales, nous sommes parvenus à prévenir avec succès la déformation des pièces lors de l'usinage de l'aluminium 5083. La clé réside dans la compréhension du fait que la prévention de la déformation n'est pas un processus en une seule étape, mais plutôt une approche systématique qui commence par la sélection des matériaux et se poursuit jusqu'à l'inspection finale.
N'oubliez pas que chaque projet peut nécessiter de légères modifications de ces lignes directrices en fonction des exigences et des conditions spécifiques. Commencez toujours par bien comprendre votre application particulière et adaptez ces recommandations en conséquence.
Quelles sont les méthodes courantes de contrôle de la qualité ?
Le contrôle de la qualité dans l'usinage de l'aluminium 5083 peut être un véritable casse-tête pour les fabricants. En l'absence de méthodes d'inspection appropriées, des écarts même mineurs peuvent entraîner le rejet de pièces, des retards de production et des pertes financières considérables. J'ai vu de nombreux fabricants se heurter à des difficultés lorsque leurs processus de contrôle de la qualité n'étaient pas assez robustes.
Le contrôle de la qualité de l'usinage de l'aluminium 5083 fait appel à plusieurs techniques d'inspection, notamment les mesures CMM, l'analyse de surface et les contrôles visuels. Ces méthodes sont associées à la surveillance du processus et à la vérification des tolérances pour garantir que les pièces répondent toujours aux spécifications.

Inspection des machines à mesurer tridimensionnelles (MMT)
L'inspection CMM est l'épine dorsale de notre processus de contrôle de la qualité chez PTSMAKE. Ce système de mesure avancé utilise un palpeur pour recueillir des données dimensionnelles précises sur les pièces usinées. L'inspection de la métrologie10 Les capacités des machines CMM nous permettent de
- Mesure de géométries complexes avec une précision allant jusqu'à 0,001 mm
- Comparer les dimensions réelles aux modèles CAO
- Générer des rapports d'inspection détaillés
- Identifier les écarts à un stade précoce du processus de production
Je veille à ce que notre équipe effectue des inspections CMM aux étapes clés de la production :
- Inspection du premier article
- Contrôles en cours
- Vérification finale
Analyse de la rugosité de surface
La qualité de la surface est cruciale pour les pièces en aluminium 5083. Nous utilisons des méthodes avec et sans contact pour mesurer la rugosité de la surface :
| Méthode | Applications | Avantages |
|---|---|---|
| Profilomètre | Surfaces planes, Géométries simples | Grande précision, données quantitatives |
| Scanner optique | Géométries complexes, caractéristiques profondes | Sans contact, mesure rapide |
| Systèmes de vision | Défauts de surface, Reconnaissance des formes | Inspection en temps réel, grandes surfaces |
Protocoles d'inspection visuelle
Bien que les outils de mesure avancés soient essentiels, une inspection visuelle qualifiée reste précieuse. Nos inspecteurs vérifient
Défauts de surface
- Rayures
- Dents
- Marques d'outils
Cohérence des matériaux
- Uniformité des couleurs
- Finition de la surface
- Intégrité des matériaux
Qualité de l'exécution
- Qualité des bords
- Élimination des bavures
- Aspect général
Systèmes de surveillance des processus
Le contrôle en temps réel permet de maintenir la qualité tout au long de la production :
Surveillance des paramètres de la machine
- Vitesse de rotation de la broche
- Taux d'alimentation
- Usure des outils
- Température
Contrôle statistique des processus (CSP)
- Cartes de contrôle
- Analyse des tendances
- Études de capacité des processus
Méthodes de vérification de la tolérance
Nous mettons en œuvre une approche à plusieurs niveaux pour la vérification de la tolérance :
Contrôles avant usinage
- Certification des matériaux
- Dimensions du stock
- Vérification de l'installation
Vérification en cours de route
- Mesures des dimensions critiques
- Tolérances géométriques
- Contrôle de l'état de surface
Inspection finale
- Vérification dimensionnelle complète
- Essais fonctionnels
- Examen de la documentation
Documentation et rapports
La documentation relative au contrôle de la qualité est cruciale pour la traçabilité :
- Rapports d'inspection
- Certificats de matériaux
- Paramètres du processus
- Registres de non-conformité
- Actions correctives
J'ai mis en place un système de documentation numérique qui permet d'accéder rapidement à des dossiers de qualité et d'identifier les tendances ou les problèmes potentiels avant qu'ils ne deviennent des problèmes.
Intégration du système de gestion de la qualité
Nos méthodes de contrôle de la qualité font partie d'un système plus large de gestion de la qualité :
Procédures opérationnelles standard (POS)
- Instructions de travail détaillées
- Procédures d'inspection
- Exigences en matière d'étalonnage
Programmes de formation
- Certification des inspecteurs
- Fonctionnement de l'équipement
- Sensibilisation à la qualité
Amélioration continue
- Audits réguliers
- Mesures de performance
- Optimisation des processus
Étalonnage et maintenance des équipements
Un étalonnage régulier garantit la précision des mesures :
- Étalonnage annuel des machines à mesurer
- Vérification mensuelle des outils de mesure
- Contrôles quotidiens des instruments de base
- Calendrier d'entretien préventif
Cette approche globale du contrôle de la qualité nous aide à maintenir une qualité constante dans l'usinage de l'aluminium 5083. En associant une technologie de mesure avancée à des méthodes d'inspection éprouvées et à une documentation minutieuse, nous pouvons garantir que les pièces répondent systématiquement aux spécifications.
Comprendre le rôle du magnésium dans l'amélioration de la solidité et de la résistance, ce qui est essentiel pour choisir le bon alliage d'aluminium. ↩
Découvrez comment l'écrouissage affecte l'usinage et comment surmonter ses difficultés. ↩
Découvrez comment l'angle d'hélice influe sur la formation des copeaux et améliore les performances d'usinage. ↩
Apprenez à optimiser l'efficacité de l'usinage en ajustant les paramètres du taux d'enlèvement de matière. ↩
Comprendre la formation des copeaux pour améliorer l'efficacité de l'usinage et la qualité des pièces. ↩
Apprenez à connaître la vitesse de coupe pour optimiser la durée de vie de l'outil et améliorer l'efficacité de l'usinage. ↩
Découvrez comment l'angle de coupe affecte la formation des copeaux et les efforts de coupe pour un meilleur état de surface. ↩
Comprendre la sensibilité à la chaleur de l'aluminium pour des stratégies de refroidissement efficaces lors de l'usinage. ↩
Découvrez les effets des contraintes résiduelles sur l'usinage et la manière d'atténuer la déformation. ↩
Découvrez la métrologie pour améliorer la précision des mesures et le contrôle de la qualité de la fabrication. ↩






