

Avez-vous déjà été confronté à un projet retardé parce que vos pièces sur mesure mettaient des semaines à arriver ? Ou d'être confronté à une qualité incohérente qui vous a obligé à revoir vos conceptions à la dernière minute ? Ces frustrations sont d'autant plus fortes que les délais sont serrés et les budgets réduits. Les profilés en aluminium promettent l'efficacité, mais les fournisseurs peu fiables transforment souvent des solutions potentielles en nouveaux maux de tête.
Un profilé en aluminium est une extrusion métallique façonnée créée en forçant de l'aluminium chauffé à travers une filière. Ces composants légers et résistants à la corrosion forment des structures dans des secteurs tels que l'automobile, l'aérospatiale et la robotique.

Vous pensez peut-être que tous les profilés en aluminium sont interchangeables, jusqu'à ce qu'une tolérance inadaptée fasse dérailler votre chaîne de production. La vérité ? Tous les fournisseurs ne comprennent pas comment les nuances d'alliage, les traitements de surface et les propriétés thermiques influent sur les performances réelles. Voyons ce qui fait que les profilés en aluminium fonctionnent (ou échouent) dans les applications critiques, et comment éviter les faux pas coûteux.
Quelle est la résistance d'un profilé en aluminium ?
Vous est-il déjà arrivé de concevoir un produit et de découvrir que le cadre en aluminium se déforme sous l'effet de charges inattendues ? Ou, pire encore, avez-vous dû faire face à des retards coûteux parce que la résistance du matériau ne correspondait pas à vos calculs ? Ces frustrations ne sont pas seulement gênantes ; elles révèlent des lacunes critiques dans la compréhension de ce que les profilés en aluminium peuvent réellement supporter.
Les profilés en aluminium atteignent des résistances allant de 70 MPa à 600 MPa, en fonction de la composition de l'alliage, des procédés de trempe et de la conception de la structure. Leur rapport résistance/poids surpasse souvent celui de l'acier dans les applications exigeant une durabilité légère, mais seulement s'ils sont conçus correctement.

Analyse de la résistance des profilés en aluminium
1. La science derrière le métal
L'aluminium tire sa solidité de la liaison atomique et de l'utilisation de l'énergie solaire. mouvement de dislocation1. L'aluminium pur est mou, mais l'ajout d'éléments tels que le magnésium ou le silicium perturbe ces dislocations, ce qui rend le matériau plus dur. En voici un exemple :
| Série alliage | Éléments clés | Résistance à la traction typique (MPa) | Applications courantes |
|---|---|---|---|
| 6000 | Mg, Si | 150-310 | Cadres structurels |
| 7000 | Zn | 350-600 | Composants aérospatiaux |
| 1000 | Aucune (99%+ Al) | 70-110 | Garnitures décoratives |
Chez PTSMAKE, nous avons usiné des profils dans ces alliages pour la robotique et les appareils médicaux. Un projet récent nécessitait un bras en aluminium 7075-T6 pour un robot industriel - il devait résister à des contraintes de 480 MPa tout en pesant 40% de moins que les alternatives en acier.
2. Comment la géométrie multiplie la force
La forme d'un profil n'est pas seulement une question d'esthétique :
- Creux ou solide: Les sections creuses réduisent le poids sans sacrifier la rigidité. Un profilé creux de 50 x 50 mm résiste 3,2 fois mieux à la flexion qu'une tige pleine de même poids.
- Placement des côtes: Des nervures stratégiquement placées (aussi fines que 1,5 mm dans nos prototypes usinés CNC) peuvent augmenter la rigidité en torsion de 70%.
3. La faiblesse cachée : Facteurs thermiques et chimiques
La résistance de l'aluminium diminue de 15-25% à 150°C. Nous avons déjà redessiné un support de capteur automobile après avoir découvert que la chaleur ambiante du moteur ramollissait le profilé 6061-T6 d'origine. De même, les environnements salés accélèrent la corrosion à moins d'être anodisés ou revêtus - une leçon tirée des projets de robotique côtière.
4. Des méthodes d'essai qui comptent
Ne vous fiez pas uniquement aux valeurs des fiches techniques :
- Essai de dureté: Rapide mais superficielle (par exemple, l'échelle de Brinell)
- Essai de traction: Révèle le rendement réel et la résistance ultime
- Essais de fatigue: Critique pour les pièces soumises à des charges cycliques
Notre laboratoire utilise la corrélation d'images numériques pour cartographier la distribution des contraintes - une technique qui a mis en évidence des chemins de charge inégaux dans le cadre d'un drone, ce qui a conduit à une nouvelle conception qui a doublé sa durée de vie.
5. Quand le plus fort n'est pas le meilleur
Les alliages à haute résistance comme le 7075 coûtent 2 à 3 fois plus cher que le 6061 et sont plus difficiles à usiner. Pour un projet de boîtier d'électronique grand public, le passage du 7075 au 6061 a permis d'économiser 22% en coûts de matériaux sans impact sur les performances - parce que la conception a utilisé des nervures intelligentes à la place.
Combien de types de profilés en aluminium existe-t-il ?
Avez-vous déjà été confronté à des retards inattendus dans un projet parce que vous aviez choisi le mauvais profilé d'aluminium ? Ou découvert en cours de production que l'alliage que vous aviez choisi ne pouvait pas supporter la capacité de charge requise ? Ces frustrations ne sont pas seulement gênantes - elles peuvent faire dérailler les délais et exploser les budgets.
Il existe quatre méthodes principales de classification des profilés en aluminium : par composition de l'alliage, par forme de la section transversale, par traitement de surface et par application industrielle. Chaque catégorie contient plusieurs sous-types conçus pour des exigences de performance et des cas d'utilisation spécifiques.

Décomposition des classifications des profilés en aluminium
Examinons chaque système de classification sous l'angle des besoins pratiques de la fabrication :
1. Différences de composition des alliages
La série d'alliages d'aluminium détermine les propriétés fondamentales du matériau. Chez PTSMAKE, nous travaillons régulièrement avec ces types clés :
| Série | Éléments clés | Résistance à la traction | Utilisation typique |
|---|---|---|---|
| 1000 | 99%+ Al | 70-110 MPa | Garnitures décoratives |
| 6000 | Mg + Si | 150-310 MPa | Cadres structurels |
| 7000 | Zn + Mg | 350-500 MPa | Composants aérospatiaux |
La série 6000 (en particulier 6061 et 6063) représente 68% des profilés industriels en raison de son équilibre optimal entre résistance et formabilité. Cependant, nous avons constaté que de nombreux clients négligent les avantages des profilés de la série 6000. durcissement par précipitation2 dans les alliages de la série 7000 pour les applications soumises à des contraintes élevées.
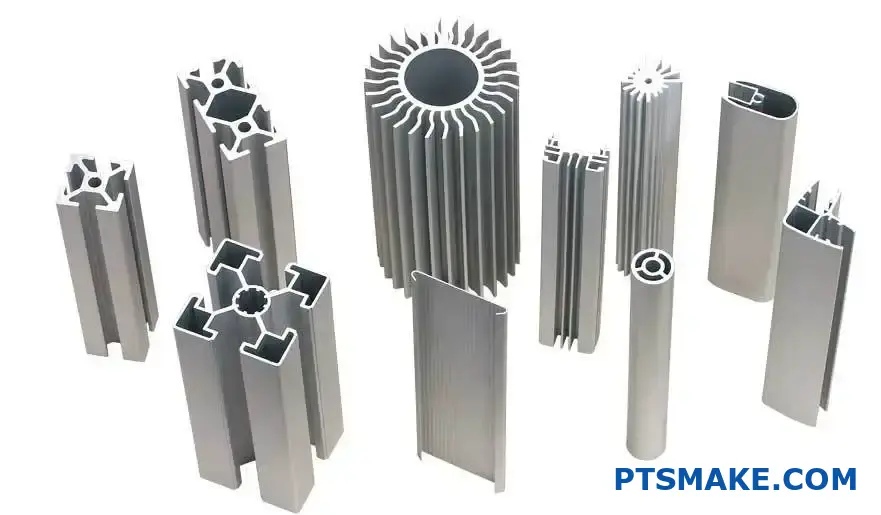
2. Options de géométrie transversale
La forme des profils a un impact direct sur la fonctionnalité et l'efficacité de l'assemblage :
Formes standard
- Profilés pour rainures en T (systèmes d'ossature modulaire)
- Poutres en I (support structurel)
- Canaux en U (protection des bords)
Formes personnalisées
Nous avons récemment développé un profilé hexagonal à noyau creux avec des canaux de refroidissement internes pour un client du secteur de la robotique, ce qui a permis de réduire le poids des composants de 40% par rapport aux pièces en aluminium massif.
3. Méthodes de traitement de surface
Les différentes finitions ont des objectifs distincts :
| Traitement | Épaisseur | Résistance à la corrosion | Facteur de coût |
|---|---|---|---|
| Anodisation | 5-25 μm | Excellent | $$$ |
| Revêtement par poudre | 60-120 μm | Bon | $$ |
| Polissage mécanique | N/A | Pauvre | $ |
Pour les projets d'équipement médical, nous recommandons souvent l'électropolissage - un processus qui élimine les impuretés de la surface tout en améliorant la qualité de l'air. résistance microbienne2.
4. Conceptions spécifiques à l'application
Les différents secteurs d'activité requièrent des profils spécialisés :
Architecture
Systèmes de rupture thermique avec inserts en polyamide (conductivité thermique de 0,24 W/m-K)Automobile
Systèmes de gestion des collisions utilisant des alliages AA7003 (absorption d'énergie jusqu'à 35 kJ)Électronique
Boîtiers blindés contre les interférences électromagnétiques avec revêtement conducteur (atténuation de 60 dB à 1 GHz)
Notre équipe a récemment aidé un client à redéfinir son système de montage de panneaux solaires en utilisant des profilés 6063-T6, ce qui a permis de réduire le temps d'installation de 30% tout en respectant les exigences de la certification IEC 61215.
Facteurs de sélection essentiels
Lorsque nous conseillons nos clients à PTSMAKE, nous mettons l'accent sur trois aspects souvent négligés :
Compatibilité avec la dilatation thermique
Le taux de dilatation de l'aluminium de 23 μm/m-°C doit s'aligner sur les matériaux assemblés.
Exemple : Les fixations en acier inoxydable (17 μm/m-°C) nécessitent une compensation thermique.Allocations d'usinage
Tolérances recommandées pour les procédés courants :Processus Tolérance (±) Fraisage CNC 0,05 mm Forage 0,1 mm Découpe au laser 0,2 mm Conformité réglementaire
- ASTM B221 pour les extrusions générales
- AMS 4152 pour les applications aérospatiales
- EN 755-9 pour les marchés européens
Notre usine certifiée ISO 9001 dispose de lignes de production séparées pour les profilés de qualité médicale (ISO 13485) et automobile (IATF 16949) afin d'éviter toute contamination croisée - un détail crucial que de nombreux fournisseurs négligent.
Où sont utilisés les profilés en aluminium ?
Avez-vous déjà été confronté à un projet où la flexibilité des matériaux et l'intégrité structurelle ne pouvaient coexister ? Ou avez-vous eu du mal à trouver un équilibre entre la légèreté et la durabilité dans des applications industrielles ? Ces défis sont courants, mais que se passerait-il s'il existait un matériau capable de les résoudre tous ?
Les profilés en aluminium sont des formes extrudées utilisées dans toutes les industries pour leur légèreté, leur résistance à la corrosion et leur souplesse de conception. Des façades de bâtiments aux plateaux de batteries de véhicules électriques, ils permettent de trouver des solutions rentables et durables à des besoins d'ingénierie complexes.

Principales industries utilisant des profilés en aluminium
1. Construction et architecture
Les profilés en aluminium dominent la construction moderne en raison de leur adaptabilité et de leur longévité.
Applications :
- Murs-rideaux et cadres de fenêtres: Leur résistance à la corrosion garantit des décennies de service dans des conditions climatiques difficiles.
- Supports structurels: Les rapports résistance/poids élevés réduisent la charge sur les bâtiments tout en maintenant la sécurité.
- Systèmes de montage de panneaux solaires: Léger mais suffisamment durable pour résister aux contraintes environnementales.
Chez PTSMAKE, nous avons fourni des profilés d'aluminium personnalisés pour des projets de gratte-ciel en Europe, avec des tolérances aussi étroites que ±0,05 mm pour un assemblage sans soudure.
2. Automobile et transports
Le passage aux véhicules électriques a fait grimper en flèche la demande de profilés en aluminium.
Utilisations critiques :
| Application | Qualité de l'aluminium | Avantage principal |
|---|---|---|
| Enceintes pour batteries de véhicules électriques | 6061-T6 | Gestion thermique et sécurité en cas de collision |
| Composants du châssis | 7075 | Réduction du poids sans perte de résistance |
| Dissipateurs de chaleur | 6063 | Optimisé conductivité thermique3 |
Notre équipe a récemment mis au point un système modulaire de plateaux de batterie utilisant des profilés 6061-T6, réduisant le temps d'assemblage d'un client de 30% tout en diminuant le poids de 15% par rapport aux alternatives en acier.
3. Électronique et robotique
La précision n'est pas négociable. Les profilés en aluminium offrent :
- Blindage EMI pour les composants sensibles
- Dissipation de la chaleur pour les processeurs haute performance
- Cadres rigides pour robots collaboratifs
Une startup de robotique avec laquelle nous nous sommes associés avait besoin d'un profil de bras robotique de 2 mètres avec 12 canaux de refroidissement internes. En utilisant de l'aluminium 6063 usiné par CNC, nous avons obtenu une tolérance de rectitude de 0,1 mm, essentielle pour la précision du positionnement.
4. Machines industrielles
L'usinabilité de l'aluminium en fait un matériau idéal pour les châssis de machines, les systèmes de convoyage et les équipements d'automatisation sur mesure.
Pourquoi les ingénieurs choisissent l'aluminium :
- Modularité: Les profils à rainure en T permettent une reconfiguration rapide.
- Hygiène: Les surfaces non poreuses répondent aux normes de la FDA pour les produits alimentaires et pharmaceutiques.
- Rentabilité: Coûts d'usinage inférieurs à ceux de l'acier inoxydable.
Considérations relatives à la conception des profilés en aluminium
Guide de sélection des matériaux
| Exigence | Alliage recommandé | Notes |
|---|---|---|
| Haute résistance | 7075 | Qualité aérospatiale, moins résistante à la corrosion |
| Compatibilité de soudage | 6061 | Nécessite un traitement thermique après soudage |
| Anodisation | 6063 | Uniformité de surface supérieure |
Normes de tolérance
- Commercial±0,5 mm (applications structurelles)
- Précision±0,1 mm (robotique, optique)
- Haute précision±0,05mm (spécialité de PTSMAKE pour le médical/automobile)
Facteurs de durabilité
Les profilés en aluminium favorisent la fabrication circulaire :
- 95% recyclable sans perte de propriété
- Empreinte carbone réduite par rapport à la production de matériaux vierges
- L'allègement réduit les émissions dues au transport
Une étude réalisée en 2023 a montré que l'utilisation de profilés d'aluminium recyclés dans la production de VE permet de réduire les émissions sur l'ensemble du cycle de vie de 72% par rapport aux méthodes traditionnelles.
Pourquoi devenir partenaire de PTSMAKE ?
- Vitesse: Délai de 5 à 7 jours pour les prototypes via notre site de Shenzhen.
- Échelle: Capacité de production annuelle de plus de 12 000 tonnes.
- Certifications: ISO 9001, IATF 16949 et AS9100D.
Au cours du dernier trimestre, nous avons livré 8 000 boîtiers en aluminium usinés par CNC à un fabricant allemand d'appareils médicaux, en maintenant une qualité sans défaut de 99,98% sur 14 dimensions critiques.
De la conception à la production, les profilés en aluminium offrent une polyvalence inégalée. Que vous conceviez un bâtiment à énergie zéro ou un robot de nouvelle génération, la compréhension de leurs applications permet de faire des choix de matériaux plus judicieux. Chez PTSMAKE, nous combinons deux décennies d'expertise dans le domaine de l'aluminium avec des technologies d'extrusion et d'usinage de pointe pour faire de vos conceptions une réalité, de manière rapide, précise et rentable.
Quelles sont les principales normes de qualité pour les profilés en aluminium ?
Avez-vous déjà reçu des profilés en aluminium qui se déformaient sous une contrainte minimale ? Ou avez-vous dû procéder à des retouches coûteuses parce que les dimensions ne correspondaient pas aux spécifications ? Il ne s'agit pas là de simples désagréments, mais de symptômes liés au non-respect de critères de qualité essentiels.
Les profilés en aluminium doivent répondre à des normes strictes en matière de composition chimique, de propriétés mécaniques, de tolérances dimensionnelles, de finition de surface et de résistance à la corrosion. Les principales certifications sont ASTM B221, EN 755 et ISO 6361, qui garantissent la cohérence dans des secteurs tels que l'aérospatiale et l'automobile.

Décortiquer les critères de qualité essentiels
1. La composition chimique : Les fondements de la performance
Les alliages d'aluminium tirent leurs propriétés de rapports élémentaires précis. Même des écarts mineurs peuvent compromettre la solidité ou la résistance à la corrosion.
Éléments clés à surveiller :
| Élément | Rôle dans les alliages d'aluminium | Plage acceptable (exemple : 6061-T6) |
|---|---|---|
| Magnésium (Mg) | Améliore la résistance | 0,8-1,2% |
| Silicium (Si) | Améliore la coulabilité | 0,4-0,8% |
| Cuivre (Cu) | Augmente la dureté | 0,15-0,40% |
Chez PTSMAKE, nous utilisons des spectromètres d'émission optique pour vérifier les compositions à ±0,05% des valeurs cibles. Cette précision permet d'éviter des problèmes tels que la fissuration par corrosion sous contrainte dans les applications marines.
2. Propriétés mécaniques : Au-delà de la résistance de base
La résistance à la traction et les limites d'élasticité sont importantes, mais les performances réelles nécessitent une analyse plus approfondie.
Le facteur caché : L'exposant d'écrouissage
Cette mesure rarement discutée (dénommée n) détermine la manière dont l'aluminium répartit les contraintes pendant le formage. Une valeur plus élevée de n (0,25-0,35 pour 6061-T6) permet de réaliser des pliages complexes sans fissuration, ce qui est essentiel pour les composants des châssis automobiles.
3. Tolérances dimensionnelles : La rencontre de la précision et de la pratique
Les tolérances les plus étroites ne sont pas toujours les meilleures. Comparez la fonctionnalité au coût :
| Type de profil | Zones de tolérance critique | Norme industrielle |
|---|---|---|
| Poutres structurelles | Surfaces de montage | ±0,5mm/m |
| Dissipateurs de chaleur | Espacement des ailettes | ±0,1 mm |
| Rails automobiles | Planéité de la section transversale | ±0,2mm sur 1m |
Pour un projet de robotique l'année dernière, nous avons obtenu une répétabilité de ±0,05 mm sur des guides en aluminium usinés par CNC en combinant l'extrusion et l'usinage secondaire - une approche hybride qui a permis de réduire les coûts de 18% par rapport à une production CNC complète.
4. Intégrité de la surface : Plus qu'une question d'esthétique
Les normes d'épaisseur de l'anodisation éclipsent souvent les défauts de subsurface. Nos contrôles de qualité comprennent
- Essais de microdureté (80-100 HV pour 6063-T5)
- Contrôle par courants de Foucault pour les fissures d'une profondeur inférieure à 0,1 mm
- Essais au brouillard salin plus de 1 000 heures pour les pièces de qualité marine
5. La traçabilité : Le filet de sécurité invisible
La fabrication moderne exige un suivi complet du pedigree :
- Certificats d'essai de broyage pour les billettes brutes
- Dossiers de lots de traitement thermique
- Rapports d'inspection dimensionnelle selon ISO 9001
Nous intégrons des codes QR directement sur les profils, ce qui permet à des clients tels que les fabricants d'appareils médicaux d'accéder instantanément à des historiques complets.
Quand les normes s'entrechoquent : Naviguer entre des exigences contradictoires
Un projet aérospatial récent est requis :
- Traitement thermique AMS 2772 (vieillissement à 140°C)
- EN 12258-3 Limites chimiques
- Traçabilité AS9100
En modifiant le traitement thermique en solution4 et en ajoutant une étape finale d'étirement à froid, nous avons respecté les trois normes sans compromettre la durée des cycles.
Le bilan coût-qualité
| Investissement de qualité | Coût initial | Économies à long terme |
|---|---|---|
| Matrices de précision | +15% | Taux de rebut -30% |
| Inspection automatisée | +8% | -45% retours |
| Matériaux certifiés | +12% | +20% durée de vie du produit |
Un client du secteur des énergies renouvelables a économisé $220k par an en passant de profils en aluminium de qualité commerciale à des profils en aluminium certifiés ASTM, malgré une augmentation du coût des matériaux de 10%.
Pourquoi la plupart des fournisseurs échouent en matière de cohérence
Plus de 15 ans d'expérience dans la fabrication de précision nous ont permis d'identifier trois lacunes systémiques :
- Préchauffage inadéquat des billettes: Provoque une structure de grain irrégulière
- Dépendance excessive à l'égard des tests en bout de chaîne: Ne tient pas compte de la dérive du processus
- Ignorer l'humidité ambiante: Affecte les performances des fours de vieillissement
Notre solution ? Surveillance des processus en temps réel avec des ajustements pilotés par l'IA-réduction des écarts dimensionnels de 63% par rapport aux méthodes traditionnelles.
Comment choisir le bon fournisseur de profilés en aluminium ?
Avez-vous déjà été confronté à des retards de projet inattendus parce que votre fournisseur de profilés en aluminium n'était pas en mesure de répondre aux spécifications ? Ou découvert des coûts cachés après avoir passé des commandes ? Ces frustrations ne sont pas seulement des désagréments - elles peuvent faire dérailler des calendriers de production entiers et nuire aux relations avec les clients.
Pour choisir le bon fournisseur de profilés en aluminium, il faut évaluer les capacités techniques, les systèmes de contrôle de la qualité et la fiabilité de la chaîne d'approvisionnement dans le cadre d'une approche structurée. Le partenaire idéal associe l'expertise des matériaux à la flexibilité de la fabrication pour répondre aux exigences de précision et d'évolutivité.

Critères d'évaluation clés pour les fournisseurs de profilés en aluminium
3 capacités techniques qui comptent
Conformité de la certification des matériaux
- Vérifier les certifications pour :
- ISO 9001 (gestion de la qualité)
- IATF 16949 (Automobile)
- AS9100 (Aérospatiale)
- Chez PTSMAKE, nous disposons de 14 certifications de matériaux, dont EN 9100 et ISO 13485 pour les applications médicales.
- Vérifier les certifications pour :
Gestion de la complexité des profils Capacité Fournisseur de base Fournisseur avancé Epaisseur de la paroi <1mm Limitée Production complète Tolérances serrées (±0,05 mm) Contrôles manuels Mesure laser Options de finition de surface <5 types 12+ traitements Capacité de personnalisation
- Recherchez des fournisseurs proposant des services :
- Intégration CAD/CAM
- Prototypage rapide (délai d'exécution de 3 à 5 jours)
- Post-traitement5 personnalisation
- Recherchez des fournisseurs proposant des services :
4 drapeaux rouges opérationnels à identifier
Déclencheurs de coûts cachés
- Frais d'outillage dépassant 15% du devis initial
- MOQs nécessitant un stock excédentaire 30%+.
- Frais d'emballage/expédition non spécifiés
Lacunes dans le contrôle de la qualité
- Documentation manquante pour :
- Traçabilité des matières premières
- Rapports d'inspection dimensionnelle
- Validation du traitement de surface
- Documentation manquante pour :
Ruptures de communication
- Temps de réponse >4 heures ouvrables
- Pas de chef de projet dédié
- Maîtrise limitée de l'anglais dans les équipes techniques
Limites de l'extensibilité
- Capacité de production <5 000 unités/mois
- Approvisionnement en matériaux auprès d'une source unique
- Pas de plan d'urgence en cas de pénurie de matières premières
5 Indicateurs de partenariat
Processus de collaboration technique
- Flux de travail préférentiel :
- Revue de conception (analyse DFM)
- Validation du prototype
- Optimisation des processus
- Production à grande échelle
- Flux de travail préférentiel :
Cadre de résolution des problèmes
- Les fournisseurs efficaces doivent fournir
- Analyse des causes profondes dans les 24 heures
- Plan d'action correctif dans les 48 heures
- Mise en œuvre de mesures préventives
- Les fournisseurs efficaces doivent fournir
Services à valeur ajoutée
- Programmes de gestion des stocks
- Options de livraison juste à temps
- Initiatives annuelles de réduction des coûts
Chez PTSMAKE, nous avons mis au point un procédé d'anodisation exclusif qui augmente la résistance à la corrosion des profilés en aluminium de 40% par rapport aux traitements standard. Cette innovation est née de la résolution d'échecs répétés sur le terrain dans des applications en milieu marin - un défi que de nombreux fournisseurs ont encore du mal à relever de manière efficace.
Quels sont les traitements de surface disponibles pour les profilés en aluminium ?
Avez-vous déjà passé des semaines à concevoir un profilé d'aluminium parfait, pour ensuite le voir se corroder en l'espace de quelques mois ? Ou avez-vous dû faire face à des coûts inattendus lorsque vos pièces anodisées présentaient une coloration inégale après l'assemblage ? Ces frustrations ne sont pas seulement ennuyeuses : elles peuvent faire dérailler les délais, gonfler les budgets et nuire à la réputation de votre produit.
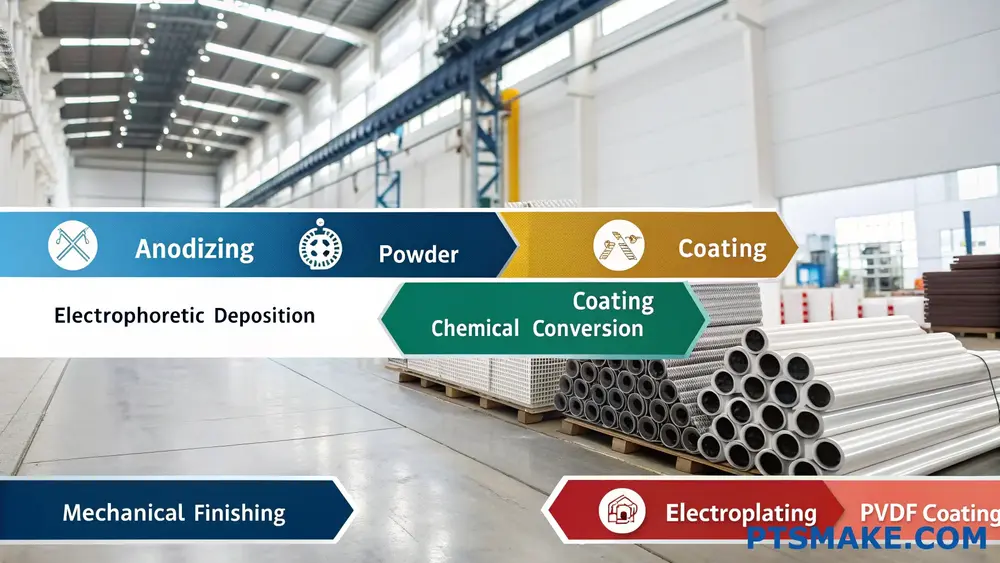
Les profilés en aluminium peuvent subir sept traitements de surface principaux : anodisation, revêtement par poudre, dépôt électrophorétique, revêtement par conversion chimique, finition mécanique, galvanoplastie et revêtement PVDF. Chaque méthode permet d'équilibrer la résistance à la corrosion, l'esthétique, la durabilité et le coût pour les applications industrielles.
Comparaison des méthodes de traitement de surface des profilés en aluminium
1. Anodisation : La norme industrielle
L'anodisation crée une couche d'oxyde contrôlée par électrolyse. Chez PTSMAKE, nous avons optimisé ce procédé pour les clients des secteurs de l'aérospatiale et de la médecine qui exigent des tolérances serrées (±0,005 mm) et des finitions uniformes.
| Types d'anodisation | Type | Épaisseur (μm) | Caractéristiques principales | Meilleur pour |
|---|---|---|---|---|
| Type II | 5-25 | Décoratif, teintable | Electronique grand public | |
| Type III | 25-150 | Haute résistance à l'usure | Systèmes hydrauliques | |
| Couche dure | 50+ | Dureté extrême (60-70 Rockwell C) | Équipements marins |
Un client du secteur de la robotique est récemment passé de l'anodisation de type II à l'anodisation dure après que ses boîtiers d'actionneurs usinés par CNC ont montré une usure prématurée. La nouvelle conception a permis de prolonger la durée de vie de 300%, mais a ajouté 18% aux coûts des matériaux - un compromis que nous les avons aidés à modéliser à l'aide de la technologie analyse par éléments finis6.
2. Revêtement par poudre : La couleur sans compromis
Contrairement aux peintures liquides, les revêtements en poudre durcissent par polymérisation. Notre installation utilise des pistolets tribostatiques qui atteignent une efficacité de transfert de 95%, ce qui est essentiel pour revêtir des extrusions d'aluminium complexes destinées aux garnitures automobiles.
Considérations relatives à l'application
- Préchauffer les profilés à 180°C pour une meilleure adhérence
- Limiter l'épaisseur du film à 60-120 μm pour éviter les craquelures.
- Utiliser des prétraitements sans chrome pour se conformer aux exigences de l'UE
3. Dépôt électrophorétique (E-Coating)
Cette méthode utilise le courant électrique pour déposer des particules de peinture de manière uniforme, même dans les zones en retrait. Bien qu'elle soit courante dans l'industrie automobile, nous l'avons adaptée aux dissipateurs thermiques en aluminium des batteries des véhicules électriques, où des variations de revêtement de 0,1 mm ont un impact sur les performances thermiques.
4. Revêtements de conversion chimique
Les alternatives sans chromate, comme les revêtements à base de zirconium, dominent aujourd'hui :
| Revêtement | Résistance à la corrosion | Conductivité électrique | Conformité RoHS |
|---|---|---|---|
| Chromate | Excellent | Pauvre | Non |
| Zirconium | Bon | Excellent | Oui |
| Titane | Juste | Bon | Oui |
5. Options de finition mécanique
Les finitions brossées restent populaires, mais des techniques plus récentes comme l'usinage par flux abrasif (AFM) permettent de polir les canaux internes des collecteurs en aluminium jusqu'à un Ra de 0,2 μm, ce qui est essentiel pour les systèmes de fluides médicaux.
6. La galvanoplastie : Quand l'aluminium doit être autre chose
Le nickelage de l'aluminium nécessite une galvanisation préalable. Nous avons récemment plaqué des composants de drones avec 10 μm de nickel suivis de 3 μm d'or, obtenant à la fois un blindage EMI et la fiabilité des connecteurs.
7. Revêtements PVDF pour environnements extrêmes
Les revêtements en fluoropolymère résistent aux UV, aux produits chimiques et aux températures de 200°C. Dans le cadre d'un projet de ferme solaire, nos systèmes de montage en aluminium revêtus de PVDF ont été utilisés pour éviter la dégradation dans les conditions désertiques.
Choisir le bon traitement : 5 facteurs essentiels
Exposition environnementale
Les heures d'essai au brouillard salin sont en corrélation avec les performances réelles :Traitement 500 heures 1000 heures 2000 heures Anodisation (Type III) Pas de fosses <5% pits Échec Revêtement PVDF Pas de changement Pas de changement 20% perte de brillance Exigences en matière d'électricité
Les couches anodisées sont des isolants (tension de claquage ~800 V/μm). Pour les pièces conductrices, spécifier des films chimiques non poreux.Gestion thermique
L'anodisation noire améliore la dissipation de la chaleur de 15-20% par rapport à l'aluminium non traité.Exigences esthétiques
Les revêtements en poudre offrent plus de 200 couleurs RAL, tandis que l'anodisation se limite aux couleurs métalliques.Contraintes budgétaires
Pour les prototypes, la finition mécanique coûte 40% de moins que l'anodisation complète.
Les erreurs les plus courantes que nous avons observées
Ignorer le prétraitement
Un client a omis de procéder à un nettoyage alcalin avant le revêtement en poudre, ce qui a entraîné un défaut d'adhérence du 30%. Toujours :- Dégraisser
- Gravure
- Desmut
Oublier la dilatation thermique
Un panneau de façade en aluminium de 2 mètres s'est fissuré parce que le coefficient d'échange du revêtement ne correspondait pas à celui du substrat. Coefficients de correspondance dans 5%.
Tendances futures dans la technologie des surfaces d'aluminium
La texturation au laser gagne du terrain - notre équipe de R&D a récemment créé des surfaces hydrophobes avec des angles de contact de 160° à l'aide de lasers femtosecondes. Cette technique permet d'éliminer les revêtements chimiques dans certaines applications.
Quel est l'impact de la fabrication de profilés en aluminium sur les délais d'exécution ?
Avez-vous déjà dû retarder un projet parce que vos composants en aluminium étaient arrivés des semaines plus tard que prévu ? Et si le processus même de création de ces profilés élégants et personnalisés grugeait silencieusement votre calendrier ? En réalité, la fabrication de profilés en aluminium ne se limite pas à la mise en forme du métal. Il s'agit d'une chaîne d'étapes interdépendantes où un seul goulot d'étranglement peut faire dérailler l'ensemble de votre programme.
La fabrication de profilés en aluminium a un impact direct sur les délais d'exécution en raison de la complexité de la conception, de la préparation de l'outillage d'extrusion, de l'approvisionnement en matériaux et des exigences en matière de post-traitement. L'optimisation de ces étapes, comme l'utilisation de filières standardisées ou le partenariat avec des fournisseurs intégrés verticalement, peut réduire les délais de 40%.

Décomposer l'équation du délai d'approvisionnement
Pour comprendre pourquoi les profilés en aluminium affectent les délais des projets, analysons le processus de fabrication.
Étape 1 : Validation de la conception (5-12 jours)
Chaque profilé personnalisé commence par une validation CAO. Même des défauts de conception mineurs peuvent entraîner des retards coûteux par la suite. Par exemple :
| Facteur de conception | Impact sur le temps | Multiplicateur de coûts |
|---|---|---|
| Épaisseur de la paroi <3mm | +3 jours (refonte de la filière) | 1.7x |
| Canaux intérieurs sans angles de dépouille | +6 jours (simulation des rediffusions) | 2.4x |
| Tolérances non standard (±0,05 mm) | +4 jours (recalibrage du processus) | 1.9x |
Chez PTSMAKE, nous avons réduit cette phase à 72 heures pour 80% des projets en utilisant l'intelligence artificielle. conception pour la fabrication7 des contrôles lors du prototypage.
Étape 2 : Développement de la matrice (7-21 jours)
Les filières d'extrusion sont au cœur de la fabrication des profilés. Trois facteurs critiques dominent cette phase :
Sélection du matériau de la matrice
Les matrices en acier H13 durent plus longtemps mais prennent 14 jours à usiner. Les alternatives SKD61, moins chères, permettent de gagner 5 jours au départ, mais nécessitent 30% plus de temps d'arrêt pour la maintenance.Les empilements de tolérances
Un profil exigeant une concentricité de ±0,1 mm nécessite des matrices d'une précision de ±0,03 mm, ce qui représente 4 jours de rectification CNC.Cycles d'essai
Les essais d'extrusion des premières particules révèlent souvent des déséquilibres de flux. Nos données le montrent :- 63% de nouvelles filières nécessitent des ajustements ≥2
- Chaque ajustement ajoute 2,5 jours
Étape 3 : Processus d'extrusion (3-10 jours)
C'est ici que la physique rencontre la logistique :
| Compromis entre vitesse et qualité | Alliage | Vitesse maximale (m/min) | Taux de défectuosité à la vitesse maximale |
|---|---|---|---|
| 6061 | 18 | 12% | |
| 6063 | 22 | 8% | |
| 6005A | 15 | 15% |
Une vitesse maximale de 85% permet de réduire les défauts de moitié et d'allonger le temps de production de 20%. Notre solution ? Un contrôle thermique en temps réel pour pousser les vitesses en toute sécurité.
Étape 4 : Post-traitement (2-15 jours)
Les traitements de surface deviennent souvent des pertes de temps cachées :
- Anodisation: 48 heures pour la classe II (25µm)
- Revêtement par poudreDurée de conservation : 72 heures avec durcissement
- Film chimique (Alodine)24 heures
Pour un projet d'appareil médical au cours du dernier trimestre, nous avons gagné 11 jours en combinant le brossage mécanique et la gravure au laser au lieu de l'anodisation traditionnelle.
Les coupables cachés : Ce qui échappe à la plupart des ingénieurs
Quatre facteurs négligés ont une incidence disproportionnée sur les délais d'exécution :
Documents de certification
Les profils aérospatiaux conformes aux normes ITAR nécessitent 7 à 10 jours rien que pour la documentation. Notre système automatisé de mise en conformité réduit ce délai à 48 heures.Complexité de l'emballage
L'expédition séparée par de la mousse pour les profils sensibles aux rayures ajoute 2 jours par rapport à la palettisation standard.Traçabilité des lots
La traçabilité complète ASTM E2376 allonge le temps de l'assurance qualité de 30% mais évite 92% les litiges après livraison.Contrôle du climat
L'humidité estivale dans le sud de la Chine ajoute 18 heures aux cycles de séchage, ce que nous compensons par des cellules de production déshumidifiées.
Étude de cas : Chronologie des boîtiers de batteries automobiles
Un récent projet de plateaux de batteries pour véhicules électriques illustre la manière dont la planification stratégique permet de réduire les délais :
| Phase | Calendrier traditionnel | Chronologie optimisée |
|---|---|---|
| Conception | 14 jours | 6 jours (DFM ingénierie simultanée) |
| Fabrication de matrices | 21 jours | 12 jours (blocs modulaires) |
| Extrusion | 8 jours | 5 jours (alliage 6061-T6 pré-vieilli) |
| Usinage | 10 jours | 7 jours (fraisage simultané sur 5 axes) |
| Revêtement | 9 jours | 4 jours (revêtement céramique durci aux UV) |
| Total | 62 jours | 34 jours (-45%) |
Principale conclusion : 72% des gains de temps ont été réalisés grâce à des décisions prises en amont, et non grâce à des machines plus rapides.
Quand le plus rapide n'est pas le meilleur : Les réalités du contrôle de qualité
La précipitation des profilés en aluminium risque de provoquer des défaillances catastrophiques. L'année dernière, un client a opté pour un fournisseur offrant une "garantie de 7 jours". Résultat ?
- 23% des profilés ont échoué au contrôle par ultrasons
- $182k en ligne temps d'arrêt
- Délai de rétablissement de 6 semaines
Notre protocole d'inspection par étapes ajoute 2 à 3 jours mais permet de détecter 99,6% des défauts à un stade précoce :
- 100% contrôles dimensionnels après extrusion
- Contrôle des fissures par courants de Foucault
- Échantillonnage des essais au brouillard salin
Votre liste de contrôle pour l'optimisation des délais
Équilibrer la vitesse et la fiabilité :
- Exiger des plans de matrices avant d'établir un devis
- Spécifier les plages de finition de surface acceptables (RA 0,8-3,2µm)
- Pré-approbation des fournisseurs de processus secondaires
- Commander le surplus de 10% pour les essais destructifs
- Aligner les conditions de paiement sur les livraisons d'étapes
Chez PTSMAKE, nous avons aidé des clients tels que Nimble Robotics à respecter le délai de livraison de 98% pour des profilés en aluminium personnalisés, même avec des délais de 15 jours, grâce à la cartographie intégrée des processus. Le secret ? Traiter la réduction des délais comme un système, et non comme un simple sprint.
Quels sont les facteurs de coût à prendre en compte pour les profilés en aluminium ?
Avez-vous déjà été confronté à des dépassements de budget inattendus lors de la commande de profilés en aluminium sur mesure ? Et si les coûts cachés, tels que les déchets de matériaux ou les retards de livraison, érodaient silencieusement la rentabilité de votre projet ? Ces problèmes ne sont pas rares. Les ingénieurs et les équipes d'approvisionnement s'efforcent souvent d'équilibrer la qualité, les délais et les coûts sans disposer d'un cadre clair.
Lors de l'approvisionnement en profilés d'aluminium, les principaux facteurs de coût comprennent la qualité du matériau, la complexité de l'extrusion, la finition de la surface, les exigences en matière d'outillage, le volume de la commande et la logistique. L'optimisation de ces éléments garantit la rentabilité sans compromettre les performances.

Décomposer les facteurs de coût
1. Sélection des matériaux : Plus que de l'aluminium
Les alliages d'aluminium varient considérablement en termes de coûts et de performances. Par exemple, le 6061-T6 est apprécié pour sa soudabilité et sa résistance, tandis que le 7075 offre une plus grande résistance à la traction mais coûte 30-40% plus cher.
| Type d'alliage | Coût par kg (USD) | Applications courantes |
|---|---|---|
| 6061-T6 | $3.20–$3.80 | Cadres structurels, pièces automobiles |
| 7075-T6 | $4.50–$5.20 | Composants aérospatiaux, accessoires soumis à de fortes contraintes |
| 3003-H14 | $2.90–$3.30 | Garnitures décoratives, systèmes de chauffage, de ventilation et de climatisation |
Chez PTSMAKE, nous utilisons l'optimisation computationnelle des matériaux8 de faire correspondre les propriétés de l'alliage aux exigences du projet, en évitant les sur-spécifications ou les sous-spécifications.
2. Complexité de l'extrusion : La géométrie détermine le coût
- Profils creux et profils pleins: Les formes creuses nécessitent des filières plus complexes et des vitesses d'extrusion plus lentes.
- Exigences de tolérance: Des tolérances plus étroites (±0,1 mm contre ±0,5 mm) peuvent augmenter les coûts d'outillage de 15-25%.
- Épaisseur de la paroi: Les parois uniformes inférieures à 1,5 mm peuvent nécessiter des presses spécialisées.
3. Finition des surfaces : le multiplicateur de dépenses caché
Une finition brossée ajoute $0,80-$1,20 par mètre linéaire, tandis que l'anodisation de type III (couche dure) coûte $2,50-$4,00. Pour les projets nécessitant une résistance à la corrosion, le revêtement par poudre offre souvent un meilleur retour sur investissement que la galvanoplastie.
4. L'outillage : Un coût unique avec un impact à long terme
Une filière d'extrusion de base coûte $800-$1 500, mais les profils à cavités multiples ou à rayons serrés peuvent dépasser $3 000. Pour les commandes de faible volume (<5 000 unités), envisagez des filières modulaires afin de partager les coûts initiaux entre les différents projets.
5. Le volume des commandes : Le paradoxe de l'économie d'échelle
Si les commandes en gros réduisent les coûts unitaires, il faut toutefois tenir compte de ce qui suit :
- Frais de stockage pour les stocks excédentaires
- Risque d'obsolescence pour les révisions de produits
- Flexibilité de la quantité (PTSMAKE offre des lots de 500 unités pour le prototypage)
6. Opérations secondaires : Ne pas négliger le post-traitement
- Usinage CNC pour les surfaces de contact : $12-$18/heure
- Traitement thermique pour l'état T6 : $1.20-$2.00/kg
- Tolérance de coupe de précision : ±0,2 mm standard contre ±0,05 mm premium
Conseils stratégiques pour l'optimisation des coûts
A. Conception pour la fabrication (DFM) au début de l'année
Impliquez votre fournisseur lors de la conception CAO. Des changements simples, comme l'augmentation des rayons d'angle de 1 mm à 1,5 mm, peuvent réduire l'usure des matrices de 40%.
B. Exploiter les profils standard de manière créative
Au lieu de formes personnalisées, combinez des profilés en U et des cornières standard. Nous avons aidé un client du secteur de la robotique à réduire ses coûts de 22% grâce à une nouvelle conception utilisant des rails extrudés 80/20.
C. Logistique régionale Math
Expédition de conteneurs de 20 pieds depuis l'Asie vers la côte ouest des États-Unis :
- Délai de livraison standard : 35 jours pour $2,800
- Accéléré : 18 jours à $4,500
Pour les commandes urgentes de moins de 500 kg, le fret aérien peut coûter moins cher que la production différée.
Quand investir dans l'outillage sur mesure
Utilisez cette matrice de décision :
| Volume des commandes | Complexité du profil | Approche recommandée |
|---|---|---|
| <1 000 unités | Haut | Modifier les matrices existantes |
| 1k-5k unités | Moyen | Outillage modulaire |
| >5k unités | Faible | Filière entièrement personnalisée |
Le facteur de durabilité
L'aluminium recyclé (grade 6063) coûte 8-12% de moins que le matériau vierge. Avec un l'optimisation computationnelle des matériaux8Les taux de rebut peuvent être réduits de 15% en moyenne dans l'industrie à moins de 7%.
Chez PTSMAKE, nous combinons des processus certifiés ISO 9001 avec une modélisation des coûts basée sur l'IA pour fournir des profilés en aluminium qui répondent à la fois aux spécifications techniques et aux contraintes budgétaires. Nos clients des secteurs de l'automatisation et des appareils médicaux réalisent régulièrement des économies grâce à l'optimisation globale de la chaîne d'approvisionnement.
Comment entretenir et prolonger la durée de vie des profilés en aluminium ?
Avez-vous déjà vu des profilés en aluminium se corroder prématurément malgré tous vos efforts ? Ou vous êtes-vous déjà débattu avec des composants structurels déformés qui ont fait dérailler les délais de production ? Ces frustrations ne sont pas seulement coûteuses, elles révèlent des lacunes dans la compréhension du comportement de l'aluminium dans des conditions réelles.
Un entretien correct des profilés en aluminium combine un nettoyage proactif, des revêtements de protection, une optimisation de la charge et un contrôle de l'environnement. En s'attaquant aux mécanismes de dégradation de la surface et aux modèles de contraintes structurelles, vous pouvez prolonger la durée de vie de 40-60% tout en réduisant les coûts de remplacement.
Les trois piliers de la longévité des profilés en aluminium
1. Stratégies de protection de la surface
La couche d'oxyde naturelle de l'aluminium offre une protection limitée. Les environnements industriels accélèrent corrosion galvanique9 à travers :
| Menace | Profondeur d'impact | Méthode de prévention |
|---|---|---|
| Exposition à l'eau salée | 0,5-2mm/an | Anodisation + revêtement époxy |
| Contaminants acides | Piqûres de surface | Nettoyants à pH neutre |
| Particules abrasives | Chemins de grattage | Soufflage régulier d'air comprimé |
Chez PTSMAKE, nous avons validé le fait que l'anodisation à couche dure de type III (25-50μm) augmente la résistance au brouillard salin de 168 heures à plus de 1 000 heures dans les applications marines.
2. Gestion des charges structurelles
Quatre facteurs de charge critiques souvent négligés :
2.1 Chargement dynamique ou statique
- Contrainte cyclique: La résistance à la fatigue de l'aluminium chute de 30% après 10^7 cycles
- Solution: Analyse par éléments finis (FEA) pour identifier les sources de stress
2.2 Compensation de la dilatation thermique
- L'alliage 6061-T6 se dilate de 23,6 μm/m-°C
- Étude de cas: Un client du secteur de la robotique a réduit l'usure des articulations de 62% après avoir mis en place des espaces de dilatation calculés à l'aide de.. :
Écart (mm) = Longueur (m) × ΔT (°C) × 0,0236
3. Cadre de contrôle environnemental
3.1 Seuils d'humidité
- <60% RH : Sans danger pour la plupart des applications
- 60-80% RH : Nécessite des paquets déshydratants
80% RH : Contrôle climatique obligatoire
3.2 Zones d'exposition aux produits chimiques
Notre équipe classe les niveaux de risque en fonction des contaminants présents dans l'air :
| Zone | Niveau de contamination | Fréquence d'inspection |
|---|---|---|
| Vert | <5 μg/m³ | Trimestrielle |
| Ambre | 5-20 μg/m³ | Mensuel |
| Rouge | >20 μg/m³ | Hebdomadaire |
Optimisation du flux de travail de la maintenance
Nous mettons en œuvre une approche en 4 phases pour les clients :
Évaluation de base
- Analyse spectrométrique de la composition de l'alliage
- Numérisation 3D pour détecter les déformations existantes
Conception de protocoles personnalisés
- Adapter les produits de nettoyage aux polluants locaux
- Ajuster les intervalles de lubrification en fonction des cycles de mouvement
Intégration de la surveillance intelligente
- Capteurs de corrosion avec une résolution de 0,1 mm
- Analyse des vibrations pour la détection précoce de la fatigue
Documentation sur le cycle de vie
- Modèles de jumeaux numériques prédisant la dégradation
- Calendrier de remplacement lié aux données d'usure réelles
Quand la réparation devient impossible
Grâce à des essais de matériaux, nous avons identifié ces seuils de défaillance :
- Fissures: >0,3 mm de profondeur nécessite un remplacement
- Corrosion: >3% perte en section transversale
- Écart de planéité: >0,15 mm par 100 mm de longueur
Pour les applications critiques telles que les composants aérospatiaux, nous recommandons de remplacer le 20% plus tôt que ces limites.
Exemple d'analyse coûts-bénéfices
| Action | Coût initial | Économies sur 10 ans |
|---|---|---|
| Revêtement en poudre de base | $1.20/lb | $4.50/lb |
| Oxydation électrolytique par plasma | $3.80/lb | $12.70/lb |
| Système de surveillance en temps réel | $15k | $83k |
Ces données proviennent de 37 clients industriels que nous avons aidés depuis 2020, avec des délais de retour sur investissement aussi courts que 11 mois.
Quelles sont les pratiques durables dans la production de profilés en aluminium ?
Vous êtes-vous déjà demandé pourquoi certains fabricants de profilés en aluminium proposent systématiquement des produits respectueux de l'environnement alors que d'autres sont confrontés au gaspillage d'énergie et à des amendes environnementales ? Qu'est-ce qui distingue la production durable des allégations d'écoblanchiment dans cette industrie à forte intensité de ressources ?
La production durable de profilés en aluminium combine l'intégration de matériaux recyclés, l'adoption d'énergies propres et des systèmes en boucle fermée afin de minimiser l'impact sur l'environnement tout en maintenant des performances de qualité industrielle. Les pratiques clés comprennent la fusion d'aluminium secondaire, les processus d'extrusion alimentés par l'énergie solaire et les technologies de recyclage de l'eau qui atteignent des taux de récupération des ressources allant jusqu'à 95%.
Décortiquer la fabrication durable de l'aluminium
1. La révolution de l'approvisionnement en matériaux
De l'exploitation minière à l'exploitation minière urbaine
Le passage de la bauxite vierge à la ferraille d'aluminium recyclée réduit la déforestation liée à l'exploitation minière de 42% selon les données de l'International Aluminum Institute. Chez PTSMAKE, nous avons mis au point un système exclusif de tri des déchets qui permet d'identifier 27 types d'alliages par le biais d'un système d'échantillonnage. spectroscopie de claquage induite par laser10permettant une récupération précise des matériaux.
| Type de matériau | Consommation d'énergie (kWh/kg) | Émissions de CO2 (kg/kg) |
|---|---|---|
| Aluminium primaire | 55 | 11.2 |
| Aluminium recyclé | 5.5 | 0.6 |
Stratégies d'optimisation des alliages
Notre équipe d'ingénieurs crée des alliages sur mesure qui conservent leurs propriétés mécaniques tout en acceptant des seuils d'impureté plus élevés - un facteur crucial lors de l'utilisation de déchets de post-consommation. En voici un exemple :
- Profilés de cadre de fenêtre utilisant le contenu recyclé 80%
- Composants structurels automobiles avec le mélange recyclé 60%
- Alliages de qualité aérospatiale avec des matériaux recyclés 30%
2. Percées en matière d'efficacité énergétique
Innovations dans les procédés d'extrusion
Les presses à extrusion modernes permettent aujourd'hui une réduction de l'énergie de 30% :
- Moteurs à entraînement à fréquence variable (EFV)
- Optimisation des zones de chauffage grâce à l'IA
- Systèmes de récupération de la chaleur perdue
Dans notre usine de Shenzhen, nous avons installé des préchauffeurs à infrarouge qui réduisent l'énergie de chauffage des billettes de 18% tout en améliorant la précision des dimensions.
Intégration des énergies renouvelables
Les systèmes solaires thermiques pour le chauffage des outils et les réseaux photovoltaïques pour le fonctionnement des machines sont devenus des solutions rentables. Un projet récent pour un client allemand de l'industrie automobile a combiné ces deux solutions :
- Installation solaire en toiture de 2 MW
- Piles à hydrogène sur site
- Intégration des réseaux intelligents
Cette configuration a permis d'obtenir l'indépendance énergétique du 73% pendant la journée.
3. Systèmes de gestion de l'eau
Refroidissement en circuit fermé
Les unités de traitement de l'eau avancées permettent :
- 98% Réutilisation de l'eau dans les procédés d'extrusion
- Conformité au principe du rejet nul de liquide (ZLD)
- Recyclage à pH neutre sans additifs chimiques
Le système de récupération d'eau de notre usine de Dongguan traite 5 000 mètres cubes par jour, ce qui équivaut à l'approvisionnement de 20 000 foyers.
Techniques de collecte des eaux pluviales
Des systèmes de captage innovants permettent de collecter et de filtrer l'eau de pluie pour des usages non productifs :
- Irrigation du paysage
- Remplissage de la tour de refroidissement
- Nettoyage des équipements
4. Valorisation des flux de déchets
Utilisation des sous-produits
Des matériaux auparavant mis en décharge trouvent aujourd'hui de nouvelles applications :
- Crasse d'aluminium → Additif pour ciment
- Boues de découpe → poudre d'impression 3D
- Huile thermique → Matériaux de construction routière
Innovations en matière d'emballage
Nous avons remplacé les caisses en bois à usage unique par des caisses en bois :
- Conteneurs pliables en aluminium recyclable
- Rembourrage biodégradable à base de champignons
- Systèmes réutilisables suivis par RFID
5. Mise en œuvre de l'analyse du cycle de vie (ACV)
Le développement durable moderne exige des décisions fondées sur des données. Notre équipe effectue des analyses du berceau à la tombe qui prennent en compte :
- Empreinte carbone des chaînes d'approvisionnement
- Recyclabilité en fin de vie
- Impacts sur les transports
Pour un récent projet d'équipement médical, l'ACV a révélé que des centres de recyclage localisés pouvaient réduire les émissions globales de 41% par rapport à un traitement centralisé.
6. Certification et conformité
Normes clés pour une production durable :
| Standard | Domaine d'intervention | Avantages liés à la conformité |
|---|---|---|
| ASI Performance | Approvisionnement responsable | Accès au marché de l'UE |
| ISO 14001 | Gestion de l'environnement | Efficacité opérationnelle |
| Du berceau au berceau | Santé des matériaux | Différenciation des marques |
Nos installations sont titulaires de 12 certifications internationales, ce qui permet à nos clients de répondre aux exigences strictes en matière de développement durable, de la loi californienne AB 262 à la loi allemande sur la chaîne d'approvisionnement.
7. Étude de cas : Production de châssis de batterie pour véhicules électriques
Une récente collaboration avec un fabricant de véhicules électriques a permis de mettre en œuvre des pratiques durables :
- 65% teneur en aluminium recyclé
- Ligne d'extrusion alimentée par l'énergie solaire
- Traitement de surface sans eau
- Système de coupe en boucle fermée
Résultats :
- 48% : une empreinte carbone réduite
- 92% taux d'utilisation des matériaux
- 35% : un cycle de production plus rapide
8. Tendances futures de l'aluminium vert
Les technologies émergentes sont appelées à transformer l'industrie :
- Fours de recuit alimentés à l'hydrogène
- Traçabilité des matériaux par la blockchain
- Optimisation énergétique pilotée par l'IA
- Agents de démoulage biosourcés
À PTSMAKE, nous testons actuellement des systèmes de capture du carbone qui minéralisent les émissions de CO2 pour en faire des matières premières pour les industries de la construction - ce qui pourrait changer la donne en matière de production sans émission de carbone.
Découvrez l'impact de la théorie des dislocations sur vos conceptions - contactez PTSMAKE pour obtenir un guide de sélection des matériaux gratuit. ↩
Découvrez comment les traitements de surface avancés peuvent améliorer les performances de vos produits. ↩ ↩
Découvrez l'impact de la conductivité thermique sur les performances des véhicules électriques et sur le choix des matériaux. ↩
Découvrez comment les techniques avancées de traitement thermique améliorent les performances de l'aluminium dans les environnements soumis à de fortes contraintes. ↩
Découvrez comment les traitements de surface avancés améliorent la durabilité des profilés en aluminium dans les environnements difficiles. ↩
Découvrez comment l'analyse par éléments finis optimise les performances des revêtements dans les applications critiques. ↩
Découvrez comment la conception pour la fabrication réduit les délais d'exécution des profilés en aluminium de 30% dans notre guide gratuit. ↩
Découvrez comment la modélisation computationnelle réduit les déchets matériels - cliquez pour demander une analyse DFM gratuite. ↩ ↩
La corrosion galvanique se produit lorsque des métaux différents entrent en contact dans des électrolytes. Cliquez pour télécharger notre liste de contrôle pour la prévention de la corrosion. ↩
La spectroscopie de rupture induite par laser permet une identification précise des matériaux, cruciale pour maintenir l'intégrité de l'alliage dans l'aluminium recyclé. ↩






