

Avez-vous déjà essayé d'expliquer ce qu'est le tournage CNC à quelqu'un qui a besoin de pièces de précision ? Il est frustrant de constater que cette personne ne comprend pas ce processus de fabrication essentiel. De nombreuses entreprises sont confrontées à des problèmes de qualité et à des résultats incohérents parce qu'elles ne connaissent pas les techniques de tournage appropriées.
Le tournage CNC est un processus d'usinage dans lequel un outil de coupe enlève de la matière d'une pièce en rotation pour créer des pièces cylindriques de dimensions précises. Le tour commandé par ordinateur suit des instructions programmées pour produire des formes complexes avec une précision et une répétabilité exceptionnelles.
J'ai vu des entreprises transformer leurs capacités de production après avoir compris ce qu'était le tournage CNC. Cette technologie a révolutionné la façon dont nous fabriquons des pièces chez PTSMAKE. Laissez-moi vous expliquer tout ce que vous devez savoir sur le tournage CNC, des principes de base aux applications avancées qui pourraient être parfaites pour votre prochain projet.
Quelle est la différence entre le fraisage et le tournage CNC ?
Vous êtes-vous déjà demandé quel procédé d'usinage CNC choisir pour votre projet ? Vous avez peut-être reçu des devis pour le fraisage et le tournage, mais vous n'êtes pas sûr de savoir lequel de ces deux procédés donnerait les meilleurs résultats pour la conception de votre pièce ? Cette confusion est plus fréquente que vous ne le pensez.
Le fraisage CNC enlève la matière à l'aide d'outils de coupe rotatifs tandis que la pièce reste immobile. Le tournage CNC, quant à lui, fait tourner la pièce contre un outil de coupe fixe. Le fraisage excelle dans la création de formes complexes avec des surfaces planes, tandis que le tournage est idéal pour les pièces cylindriques avec une symétrie de rotation.
Comprendre les principes de base de l'usinage CNC
L'usinage CNC a révolutionné la fabrication en automatisant le processus de création de pièces précises à partir de divers matériaux. À la base, la technologie CNC (Computer Numerical Control) utilise la programmation informatique pour contrôler le mouvement des machines, ce qui permet une production cohérente et précise sans intervention humaine constante.
Lorsque l'on envisage les options d'usinage CNC, le fraisage et le tournage apparaissent comme les deux processus les plus courants. Bien qu'ils enlèvent tous deux de la matière pour créer des pièces finies, ils fonctionnent selon des principes fondamentalement différents. Décortiquons ces différences pour vous aider à prendre des décisions éclairées pour votre prochain projet.
Fraisage CNC : Processus et capacités
Dans le cas du fraisage CNC, la pièce est fixée sur une table tandis que des outils de coupe rotatifs enlèvent de la matière. La fraiseuse peut déplacer l'outil de coupe sur plusieurs axes (généralement 3 à 5 axes sur les machines modernes), ce qui permet d'obtenir des géométries et des caractéristiques complexes.
Principales caractéristiques du fraisage CNC
- Surfaces de coupe multiples: Les outils de fraisage sont dotés de plusieurs arêtes de coupe qui s'engagent par intermittence dans la pièce à usiner.
- Enlèvement polyvalent de matériaux: Permet de créer des surfaces planes, des contours, des fentes, des poches et des formes en 3D.
- Action de coupe interrompue: L'outil entre en contact avec le matériau et s'en détache de manière répétée.
Le fraisage est particulièrement efficace pour les pièces présentant des caractéristiques complexes telles que des épaulements carrés, des surfaces planes et des géométries complexes. D'après mon expérience chez PTSMAKE, nous utilisons fréquemment le fraisage pour les composants nécessitant des tolérances serrées sur des caractéristiques non cylindriques.
Tournage CNC : Processus et capacités
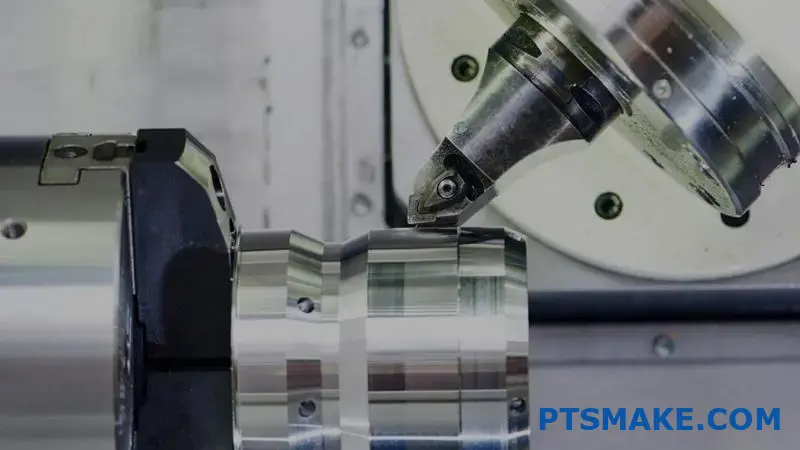
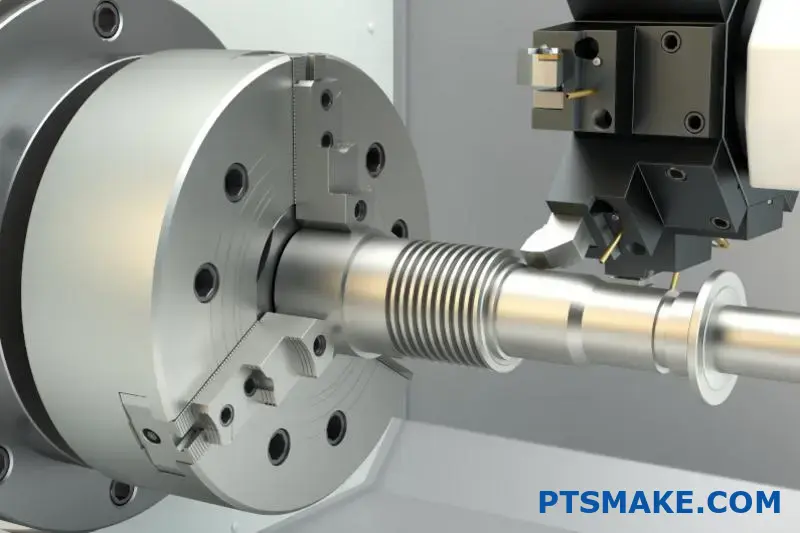
Le tournage consiste à faire tourner la pièce à haute vitesse tandis qu'un outil de coupe stationnaire enlève de la matière. Ce processus est fondamentalement différent du fraisage car la pièce se déplace tandis que l'outil reste relativement fixe (bien qu'il puisse se déplacer le long d'axes pour créer différents profils).
Principales caractéristiques du tournage CNC
- Action de coupe continue: L'outil maintient un contact constant avec la pièce en rotation.
- Symétrie de rotation: Crée principalement des caractéristiques cylindriques ou coniques.
- Coupe en un point: Utilise généralement des outils dotés d'une seule arête de coupe
Chez PTSMAKE, nous recommandons de tourner pour des pièces avec symétrie de rotation1 et cylindriques tels que les arbres, les axes et les composants mécaniques.
Analyse comparative : Fraisage et tournage
Pour aider à clarifier les principales différences entre ces processus, j'ai créé ce tableau comparatif :
| Fonctionnalité | Fraisage CNC | Tournage CNC |
|---|---|---|
| Mouvement de la pièce | Stationnaire | Rotation |
| Mouvement des outils | Rotation et déplacement le long des axes | Stationnaire (se déplace le long des axes) |
| Géométrie idéale des pièces | Formes complexes, surfaces planes, poches | Formes cylindriques, coniques |
| Tolérances typiques | ±0,001" à ±0,005" | ±0,0005" à ±0,003" |
| Finition de la surface | 16-125 μin Ra | 8-63 μin Ra |
| Vitesse de production | Modéré à lent | Rapide pour les pièces simples |
| Polyvalence des matériaux | Excellent pour la plupart des matériaux | Bon mais avec quelques limitations |
Considérations matérielles
Les deux procédés permettent de traiter une large gamme de matériaux, mais il existe des distinctions importantes :
Matériaux pour le fraisage
- Excellente avec les matériaux durs comme l'acier inoxydable et le titane
- Idéal pour les plastiques, l'aluminium et les autres métaux non ferreux
- Peut usiner efficacement des matériaux de dureté inégale
Matériaux pour le tournage
- Idéal pour les matériaux uniformes qui se coupent proprement
- Particulièrement efficace avec le laiton, l'aluminium et l'acier doux
- Peut se heurter à des matériaux très durs ou cassants, à moins d'utiliser un outillage spécial.
Facteurs de coût et d'efficacité
Lorsque j'aide mes clients à choisir entre le fraisage et le tournage chez PTSMAKE, je prends en compte plusieurs facteurs de coût et d'efficacité :
- Volume de production: Le tournage est souvent plus rentable pour la production en grande quantité de pièces cylindriques simples.
- Temps de préparation: Le fraisage nécessite généralement un montage et une configuration plus complexes.
- Déchets matériels: Le tournage produit généralement moins de déchets de matière pour les pièces cylindriques.
- Finition de la surface: Le tournage permet souvent d'obtenir de meilleurs états de surface avec moins d'opérations.
Pour de nombreux projets, la décision n'est pas l'un ou l'autre, mais plutôt le processus à utiliser pour les différentes caractéristiques d'une même pièce. Nous combinons souvent les deux procédés en utilisant des machines de fraisage-tournage pour obtenir des résultats optimaux tout en minimisant le temps et les coûts de production.
Faire le bon choix pour votre projet
Le choix entre le tournage et le fraisage CNC de précision doit être guidé par la géométrie de la pièce, les exigences de tolérance et le volume de production. Pour les pièces présentant principalement des caractéristiques cylindriques, le tournage est généralement la meilleure option. Pour les pièces présentant des surfaces planes, des poches et des géométries complexes, le fraisage est généralement la meilleure solution.
Chez PTSMAKE, nous analysons chaque projet individuellement afin de recommander la stratégie d'usinage la plus appropriée. Parfois, cela signifie qu'il faut utiliser les deux processus pour atteindre l'équilibre optimal entre la qualité, le coût et le délai.
Comprendre les normes et les exigences communes en matière de tolérances de tournage CNC
Avez-vous déjà reçu des pièces tournées avec précision qui ont échoué au contrôle final ou à l'assemblage ? Ou passé des heures à chercher pourquoi des composants qui devraient s'emboîter parfaitement créent des problèmes d'alignement dans votre application de haute précision ? Les malentendus en matière de tolérance peuvent faire dérailler des projets, retarder des lancements et avoir un impact significatif sur vos résultats.
Les tolérances de tournage CNC pour les applications de haute précision sont généralement comprises entre ±0,0005" et ±0,001" (0,0127 mm et 0,0254 mm). Ces tolérances serrées sont essentielles pour l'aérospatiale, les appareils médicaux et l'instrumentation de précision, où l'ajustement et la fonctionnalité des composants dépendent d'une précision dimensionnelle exceptionnelle.
Classification des tolérances standard pour le tournage CNC
Lorsque l'on parle de tolérances de tournage CNC de précision, il est important de comprendre les systèmes de classification établis. La norme la plus largement reconnue est le système ISO, qui classe les tolérances en différentes catégories, de IT01 (la plus précise) à IT16 (la moins précise). Dans les applications de haute précision, nous travaillons généralement avec les grades IT5 à IT7.
Au cours de mes années chez PTSMAKE, j'ai constaté que de nombreux ingénieurs spécifient des tolérances plus étroites que nécessaire, ce qui augmente les coûts sans ajouter de valeur fonctionnelle. La compréhension de ces normes permet d'éviter cette erreur courante.
Classification des degrés de tolérance ISO
Le système de classification ISO fournit une approche systématique de la spécification des tolérances. Voici une ventilation des nuances couramment utilisées dans le tournage de précision :
| Grade ISO | Plage de tolérance typique | Applications courantes |
|---|---|---|
| IT5 | ±0,0002" (0,005mm) | Jauges de précision, instruments de mesure |
| IT6 | ±0,0003" (0,008mm) | Roulements de précision, composants hydrauliques |
| IT7 | ±0,0005" (0,013mm) | Arbres de haute précision, dispositifs médicaux |
| IT8 | ±0,0008" (0,02mm) | Composants automobiles, machines générales |
| IT9 | ±0,0012" (0,03mm) | Pièces usinées standard |
Lors de la communication avec les fabricants, la spécification de la qualité ISO fournit une norme claire, reconnue au niveau international, qui élimine toute ambiguïté quant aux attentes.
Considérations sur les tolérances spécifiques aux matériaux
Tous les matériaux ne peuvent pas atteindre les mêmes niveaux de tolérance avec une fiabilité constante. C'est l'un des aspects les plus négligés de la spécification des tolérances que je rencontre lors de l'examen des exigences des clients.
Les matériaux présentant des coefficients de dilatation thermique élevés, comme l'aluminium, peuvent nécessiter des tolérances plus généreuses que des matériaux comme l'acier inoxydable ou le titane. Les stabilité métallurgique2 du matériau a une incidence directe sur le maintien de tolérances étroites dans le temps et dans des conditions environnementales variables.
Par exemple, pour le tournage de pièces en aluminium 6061, nous recommandons généralement des tolérances ne dépassant pas ±0,0008" pour les dimensions critiques, alors que l'acier inoxydable 304 peut maintenir de manière fiable ±0,0005" dans de nombreux cas.
Recommandations de tolérances basées sur les matériaux
Sur la base de notre expérience en matière de production chez PTSMAKE, voici des lignes directrices pratiques en matière de tolérance pour les matériaux courants dans les applications de précision :
| Matériau | Tolérance minimale pratique | Considérations |
|---|---|---|
| Aluminium | ±0,0008" (0,02mm) | Dilatation thermique plus élevée, matériau plus souple |
| Acier inoxydable | ±0,0005" (0,013mm) | Bonne stabilité, plus difficile à usiner |
| Laiton | ±0,0006" (0,015mm) | Excellente usinabilité, stabilité moyenne |
| Titane | ±0,0005" (0,013mm) | Excellente stabilité, difficile à usiner |
| Plastiques (PEEK, Delrin) | ±0,001" (0,025mm) | Absorption d'humidité, dilatation thermique |
Exigences de tolérance spécifiques aux caractéristiques
Différentes caractéristiques géométriques ont des capacités différentes lorsqu'il s'agit de maintenir des tolérances serrées. D'après mon expérience, cette compréhension nuancée sépare les concepteurs novices des ingénieurs chevronnés.
Pour les pièces tournées de haute précision, il convient de tenir compte de ces lignes directrices spécifiques :
- Diamètres extérieurs: Généralement capable des tolérances les plus étroites (±0.0005")
- Diamètres internes: Légèrement moins précis que les caractéristiques externes (±0.0007")
- Profondeurs et longueurs: Plus difficile à contrôler avec précision (±0,001")
- Fils: Généralement spécifié par l'ajustement de classe plutôt que par des tolérances décimales
- Finition de la surface: Directement lié à la capacité de tolérance (des finitions plus fines permettent des tolérances plus étroites).
Lors de la conception récente d'un arbre de précision pour un appareil médical, j'ai recommandé de resserrer les tolérances uniquement sur les surfaces d'appui critiques et d'assouplir les tolérances sur les caractéristiques moins fonctionnelles. Cette approche a permis de réduire les coûts de fabrication de 23% sans compromettre les performances.
Implications économiques de la spécification de la tolérance
Il existe une corrélation directe entre les exigences de tolérance et les coûts de fabrication. Cette relation n'est pas linéaire, elle est exponentielle. Chez PTSMAKE, nous montrons souvent à nos clients cette courbe coût-tolérance pour les aider à prendre des décisions éclairées.
Une règle empirique que je partage avec mes clients : le fait de resserrer les tolérances de 50% augmente généralement les coûts de fabrication de 80-100%. Cette augmentation spectaculaire s'explique par le fait que des tolérances plus strictes requièrent.. :
- Des machines plus précises
- Vitesses de coupe plus lentes
- Contrôles de qualité supplémentaires
- Changements d'outils plus fréquents
- Des taux de rejet plus élevés
La spécification de tolérances appropriées est l'un des moyens les plus efficaces de contrôler les coûts de fabrication tout en garantissant la fonctionnalité du produit. J'encourage toujours les ingénieurs à poser la question suivante : "Quelle est la tolérance requise pour que cette caractéristique fonctionne comme prévu ?" plutôt que d'opter pour les spécifications les plus strictes possibles.
Propriétés des matériaux et leur impact sur la précision du tournage CNC ?
Vous êtes-vous déjà demandé pourquoi certains matériaux s'usinent à merveille alors que d'autres vous donnent du fil à retordre en raison d'un mauvais état de surface et de problèmes dimensionnels ? La frustration de devoir ajuster les paramètres à plusieurs reprises pour obtenir des résultats médiocres peut être exaspérante, en particulier lorsque les délais de réalisation du projet sont très serrés.
La sélection des matériaux est sans doute le facteur le plus important qui affecte les résultats du tournage CNC de précision. Les propriétés uniques de chaque matériau, notamment la dureté, la conductivité thermique et la microstructure, influencent directement les paramètres d'usinage, les taux d'usure de l'outil, les tolérances réalisables et la qualité de la surface des pièces tournées.
Propriétés critiques des matériaux pour le tournage de précision
Lors de la sélection des matériaux pour les projets de tournage CNC de précision, il est essentiel de comprendre comment les propriétés spécifiques affectent les résultats de l'usinage. J'ai constaté que la prise en compte de ces propriétés dès le début du processus de conception permet d'éviter des modifications coûteuses par la suite.
L'indice d'usinabilité et sa signification
Le usinabilité3 L'indice d'usinabilité d'un matériau correspond à la facilité avec laquelle il peut être coupé pour obtenir l'état de surface et la précision dimensionnelle souhaités. Les matériaux présentant des indices d'usinabilité élevés nécessitent moins de puissance, subissent une usure réduite de l'outil et produisent généralement de meilleurs états de surface. Mon expérience chez PTSMAKE m'a permis d'établir un système d'évaluation pratique pour comparer différents matériaux :
| Type de matériau | Taux d'usinabilité (1-100) | Caractéristiques pendant le virage |
|---|---|---|
| Laiton de décolletage | 90-100 | Excellente formation de copeaux, usure minimale de l'outil |
| Aluminium 6061 | 80-90 | Forme des copeaux longs, excellente finition de surface |
| Acier doux | 60-70 | Efforts de coupe modérés, bonne finition |
| Inox 304 | 40-50 | Le travail s'endurcit et nécessite des installations rigides |
| Alliages de titane | 20-30 | Mauvaise conductivité thermique, collant |
| Inconel 718 | 10-20 | Usure importante de l'outil, bris de copeaux difficile |
La dureté et son effet sur les opérations de tournage
La dureté du matériau a une incidence directe sur le choix de l'outil, les vitesses de coupe et les tolérances réalisables. Les matériaux plus durs nécessitent généralement :
- Outils de coupe en carbure ou en céramique au lieu de l'acier rapide
- Des vitesses de coupe plus faibles pour éviter un échauffement excessif
- Des installations de machines plus rigides pour minimiser les vibrations
- Changements d'outils plus fréquents en raison de l'usure accélérée
Par exemple, lors du tournage d'acier trempé (>45 HRC), je réduis généralement les vitesses de coupe de 40 à 50% par rapport au même matériau à l'état recuit. Cet ajustement, tout en réduisant la productivité, est essentiel pour maintenir la précision dimensionnelle et la durée de vie de l'outil.
Propriétés thermiques : Le défi caché
De nombreux ingénieurs négligent le rôle critique que joue la conductivité thermique dans le tournage de précision. Les matériaux à faible conductivité thermique (comme le titane et l'acier inoxydable) concentrent la chaleur au niveau de l'interface de coupe, ce qui entraîne :
- Usure accélérée de l'outil
- Dilatation thermique de la pièce pendant l'usinage
- Modifications potentielles de la microstructure du matériau
- Stabilité dimensionnelle réduite
Lors d'un récent projet aérospatial à PTSMAKE, nous devions tourner des composants en titane avec des tolérances de ±0,005 mm. La clé du succès a consisté à mettre en œuvre des stratégies de refroidissement appropriées et à effectuer plusieurs passes de finition légères pour minimiser les effets thermiques.
Stratégies de tournage spécifiques aux matériaux
Alliages d'aluminium : Considérations relatives à la vitesse et à l'état de surface
Les alliages d'aluminium sont très faciles à usiner, mais présentent des défis uniques. Leur coefficient de dilatation thermique élevé (environ 2,3 × 10^-5 par °C) signifie que les dimensions peuvent changer de manière significative pendant l'usinage si la chaleur n'est pas correctement gérée. Lors du tournage de l'aluminium chez PTSMAKE, j'ai mis en œuvre les meilleures pratiques suivantes :
- Utiliser des arêtes de coupe polies pour éviter l'accumulation de matériau.
- Appliquer des vitesses de coupe plus élevées (typiquement 300-500 m/min)
- Utilisation d'un liquide de refroidissement par inondation pour maintenir la stabilité dimensionnelle
- Sélectionner les géométries d'outils appropriées pour gérer les copeaux longs et filandreux.
Acier inoxydable : Lutte contre l'écrouissage
Les aciers inoxydables austénitiques (tels que 304 et 316) sont connus pour leur durcissement pendant les opérations de tournage. Ce phénomène crée une couche durcie qui accélère l'usure de l'outil et compromet l'état de surface. Mon approche comprend :
- Maintien d'un engagement continu de la coupe pour éviter que l'outil ne frotte la couche durcie
- Utilisation de vitesses d'avance plus élevées avec des profondeurs de coupe modérées
- Sélection d'outils de coupe avec des angles de coupe positifs pour réduire les efforts de coupe
- Application d'un débit constant de liquide de refroidissement pour gérer la production de chaleur
Alliages exotiques : Le défi ultime de la précision
Les matériaux tels que l'Inconel, l'Hastelloy et les alliages de titane exigent des stratégies de tournage spécialisées. Ces matériaux combinent une faible conductivité thermique et une grande résistance à des températures élevées, ce qui pose de sérieux problèmes pour le tournage de précision.
Pour ces matériaux, j'ai obtenu de bons résultats :
- Installations de machines rigides avec un minimum de porte-à-faux
- Sélection de technologies de revêtement avancées pour les outils de coupe
- Mise en œuvre de systèmes de refroidissement à haute pression (70+ bar)
- Utilisation de vitesses de coupe plus faibles avec des vitesses d'avance constantes
- Effectuer des inspections régulières en cours de fabrication pour détecter les dérives dimensionnelles
En comprenant ces exigences spécifiques aux matériaux, nous avons toujours obtenu des tolérances de ±0,01 mm, même dans les alliages exotiques les plus difficiles.
Quelles sont les finitions de surface disponibles pour les pièces tournées CNC de précision ?
Avez-vous déjà reçu des pièces tournées CNC de précision qui semblaient parfaites mais qui ne répondaient pas à vos exigences fonctionnelles ? Ou peut-être avez-vous eu du mal à communiquer exactement l'état de surface dont vous aviez besoin pour votre application ? La différence entre le succès et l'échec dans de nombreux projets d'ingénierie se résume souvent à ces détails de surface apparemment minimes.
Les finitions de surface pour les pièces tournées CNC de précision comprennent les finitions telles qu'usinées, le microbillage, l'anodisation, le revêtement par poudre, la galvanoplastie, le polissage et le brossage. Chaque finition répond à des objectifs fonctionnels et esthétiques spécifiques, affectant des propriétés telles que la résistance à la corrosion, les caractéristiques d'usure, l'apparence et l'interaction avec la pièce.

Types de finitions de surface pour les pièces tournées CNC
Lorsqu'il s'agit de pièces tournées CNC de précision, l'état de surface est bien plus qu'un simple aspect. Il a un impact direct sur la fonctionnalité, la durabilité et les performances du composant. Chez PTSMAKE, nous proposons diverses options de finition de surface pour répondre aux différentes exigences de l'industrie.
Finition telle qu'usinée
La finition telle qu'usinée est la finition de surface la plus basique pour les pièces tournées CNC. C'est ce que l'on obtient directement après le processus d'usinage, sans aucun traitement supplémentaire. Cette finition présente généralement des marques d'outils visibles et une valeur de rugosité de surface (Ra) comprise entre 0,8 et 3,2 micromètres, en fonction des paramètres de coupe utilisés.
Les avantages de la finition telle qu'usinée sont les suivants
- Rentabilité (aucun traitement supplémentaire n'est nécessaire)
- Convient pour les surfaces non critiques ou le prototypage
- Des délais de livraison plus courts
Toutefois, les finitions telles qu'usinées peuvent ne pas convenir aux pièces nécessitant des propriétés de frottement spécifiques, une résistance à la corrosion ou un attrait esthétique.
Sablage de billes et sablage de supports
Le microbillage est un procédé dans lequel de petits médias sphériques (généralement des billes de verre) sont projetés à haute pression contre la surface de la pièce. Cela crée une finition uniforme et mate qui élimine efficacement les marques d'outils et les imperfections mineures de la surface.
Le grenaillage utilise différents matériaux tels que l'oxyde d'aluminium, le carbure de silicium ou le plastique pour obtenir différentes textures de surface. Le choix du support influe sur la finition finale et sur la qualité de la surface. rugosité de la surface4.
Le décapage des médias est particulièrement utile pour :
- Création d'une apparence cohérente sur toutes les surfaces
- Élimination des bavures et des arêtes vives
- Préparation des surfaces pour les revêtements ou autres finitions
- Création d'une surface diffusant la lumière
Options de revêtement de surface
Anodisation (pour l'aluminium)
L'anodisation est un processus électrochimique qui transforme la surface de l'aluminium en une couche d'oxyde durable et résistante à la corrosion. Chez PTSMAKE, nous proposons une anodisation de type II (standard) et de type III (dure), avec différentes options de couleur.
Les avantages comprennent
- Résistance accrue à la corrosion
- Meilleure résistance à l'usure
- Isolation électrique
- Attrait esthétique grâce aux options de couleur
Revêtement par poudre
Le revêtement par poudre consiste à appliquer une poudre sèche et fluide sur la surface métallique, puis à la faire durcir à chaud. Cela permet d'obtenir une finition résistante et protectrice, plus épaisse qu'une peinture classique.
Principaux avantages :
- Excellente durabilité et résistance aux chocs
- Large gamme de couleurs et de textures
- Bonne résistance chimique
- Respectueux de l'environnement (pas de solvants)
Placage électrolytique
La galvanoplastie dépose une fine couche de métal sur la surface de la pièce par un processus électrochimique. Les matériaux de placage courants sont le nickel, le chrome, le zinc, l'or et l'argent.
Chaque matériau de placage offre des avantages spécifiques :
| Matériau de placage | Avantages principaux | Applications typiques |
|---|---|---|
| Nickel | Résistance à la corrosion, dureté | Automobile, électronique |
| Chrome | Résistance à l'usure, faible frottement | Composants mécaniques, pièces décoratives |
| Zinc | Protection anticorrosion rentable | Fixations, composants structurels |
| L'or | Excellente conductivité, résistance à la corrosion | Électronique, connecteurs |
| Argent | Conductivité électrique supérieure | Électronique haute performance |
Méthodes de finition mécanique
Polissage
Le polissage utilise des abrasifs de plus en plus fins pour créer une surface lisse et réfléchissante. Nous pouvons obtenir différents niveaux de polissage, d'une finition satinée à un aspect miroir. Le polissage est idéal pour les pièces où :
- L'aspect esthétique est essentiel
- Une réduction du frottement est nécessaire
- Un contrôle dimensionnel précis est nécessaire
- La propreté est importante (moins de risques de piéger des contaminants)
Brossage et finition directionnelle
Le brossage crée une finition satinée unidirectionnelle avec des lignes fines et parallèles. Cette finition est à la fois fonctionnelle et décorative, souvent utilisée dans :
- Produits de consommation
- Composants architecturaux
- Dispositifs médicaux
- Équipement de transformation des aliments
La texture contrôlée de la surface masque les rayures mineures et les empreintes digitales tout en conservant un aspect professionnel.
Traitements chimiques
Passivation (pour l'acier inoxydable)
La passivation est un processus chimique qui améliore la résistance naturelle à la corrosion de l'acier inoxydable en éliminant le fer libre de la surface et en favorisant la formation d'une couche d'oxyde protectrice.
Les avantages comprennent
- Amélioration de la résistance à la corrosion
- Aucune modification dimensionnelle
- Élimination des contaminants de surface
Oxyde noir (pour l'acier au carbone)
L'oxyde noir est un revêtement de conversion qui donne un aspect noir tout en offrant une protection modeste contre la corrosion. Il est apprécié pour :
- Maintien de la précision dimensionnelle (revêtement extrêmement fin)
- Minimiser la réflexion de la lumière
- Amélioration du contraste visuel
- Protection contre la corrosion légère
Choisir le bon état de surface
Lorsque vous choisissez une finition de surface pour des pièces tournées CNC de précision, tenez compte des facteurs suivants :
- Exigences fonctionnelles (résistance à la corrosion, propriétés d'usure, caractéristiques de frottement)
- Exposition à l'environnement (intérieur/extérieur, produits chimiques, températures extrêmes)
- Exigences esthétiques
- Contraintes budgétaires
- Normes ou spécifications industrielles
- Exigences en matière d'assemblage (assemblage avec d'autres composants)
Chez PTSMAKE, je travaille en étroite collaboration avec les clients pour recommander la finition de surface la plus appropriée en fonction des besoins spécifiques de leur application. Par exemple, pour les composants aérospatiaux, nous pouvons suggérer l'anodisation pour les pièces en aluminium ou la passivation pour les pièces en acier inoxydable afin de garantir des performances optimales dans des environnements exigeants.
N'oubliez pas que le choix de la finition de surface doit intervenir dès le début du processus de conception. Cette prise en compte précoce permet d'éviter des reconceptions ou des modifications coûteuses par la suite et garantit que vos pièces tournées CNC répondent à la fois aux exigences fonctionnelles et esthétiques.
Comment améliorer le contrôle de la qualité dans les projets de tournage CNC de précision ?
Avez-vous déjà reçu des pièces tournées de précision qui ne répondaient pas tout à fait à vos spécifications, malgré l'investissement de ressources importantes ? Êtes-vous fatigué d'être frustré lorsque des problèmes de qualité n'apparaissent qu'une fois la production terminée, entraînant des retouches et des retards coûteux ?
Un contrôle qualité efficace dans le domaine du tournage CNC de précision ne se limite pas à l'inspection. Il s'agit d'une approche globale qui commence dès la conception et se poursuit jusqu'à la livraison. En mettant en œuvre des mesures de qualité stratégiques tout au long de votre processus de production, vous pouvez réduire considérablement les défauts tout en maintenant l'efficacité.

Les fondements du contrôle de la qualité dans le tournage CNC
Le contrôle de la qualité dans les projets de tournage CNC de précision nécessite une approche systématique. Chez PTSMAKE, j'ai mis au point des processus de contrôle de la qualité qui visent à la fois la prévention et la détection.
Établir des normes de qualité claires
La première étape de tout système de contrôle de la qualité consiste à définir ce que signifie la "qualité" pour votre projet spécifique. Cela implique
- Dessins techniques détaillés avec GD&T (Geometric Dimensioning and Tolerancing).
- Spécifications des matériaux et exigences en matière de finition de surface
- Identification des dimensions critiques avec les tolérances appropriées
- Caractéristiques spéciales nécessitant une attention particulière
Lorsque nous recevons des projets dans nos locaux, nous examinons immédiatement les spécifications avec notre équipe d'ingénieurs. Cet examen collaboratif permet d'identifier les problèmes de fabrication potentiels avant le début de la production.
Mise en œuvre de l'inspection en cours de fabrication
Le contrôle de qualité traditionnel repose souvent sur l'inspection finale. Bien que cela permette de détecter les défauts, cela ne permet pas de les éviter. Contrôle statistique des processus5 offre une approche plus proactive :
- Échantillonnage régulier pendant les cycles de production
- Mesure des dimensions critiques à des intervalles prédéterminés
- Suivi des variations du processus afin d'identifier les tendances avant qu'elles ne deviennent des problèmes
- Action corrective immédiate lorsque les mesures se rapprochent des limites de tolérance
Cette approche nous a permis de réduire les taux de rebut de près de 30% dans l'ensemble de nos opérations de tournage CNC.
Technologies de mesure avancées
L'efficacité du contrôle de la qualité dépend fortement de la précision et de l'efficacité des mesures.
Intégration des MMT (machines à mesurer tridimensionnelles)
Les MMT modernes offrent une précision exceptionnelle pour les géométries complexes :
- Mesure automatisée de plusieurs dimensions
- Réduction des erreurs de manipulation
- Capacités d'établissement de rapports numériques pour l'analyse des tendances
- Des temps d'inspection plus rapides pour la production en grande série
Pour les composants cylindriques présentant des tolérances serrées, les MMT s'avèrent inestimables pour vérifier des dimensions qui pourraient s'avérer difficiles à obtenir par des méthodes manuelles.
Systèmes de vision pour la détection des défauts de surface
Les défauts de surface peuvent être particulièrement problématiques dans le domaine du tournage de précision. Des systèmes de vision avancés permettent de les détecter :
- Rayures microscopiques
- Marques d'outils
- Incohérences significatives
- Écarts de finition
Ces systèmes capturent des images à haute résolution qui révèlent des défauts invisibles à l'œil nu, ce qui est particulièrement important pour les composants présentant des exigences de surface critiques.
Systèmes de documentation de la qualité
La documentation constitue l'épine dorsale d'un contrôle de qualité efficace. Voici ce que je recommande de mettre en œuvre :
Systèmes numériques de gestion de la qualité
Les systèmes de qualité sur papier sont de plus en plus obsolètes. Les systèmes numériques offrent :
| Bénéfice | Description |
|---|---|
| Traçabilité | Suivi des pièces à chaque étape de la production |
| Analyse des données | Identifier les problèmes récurrents grâce aux données historiques |
| Accessibilité | Accès immédiat aux dossiers de qualité pour toutes les parties prenantes |
| Cohérence | Documentation standardisée pour tous les projets |
Notre passage à la gestion numérique de la qualité a réduit notre temps de réponse aux problèmes de qualité de 65%.
Protocole d'inspection au titre du premier article (FAI)
La FAI est la pierre angulaire de la validation de la qualité de la production :
- Inspection complète de la première pièce produite par rapport à toutes les spécifications
- Documentation détaillée de toutes les mesures
- Processus d'approbation impliquant les équipes de qualité et d'ingénierie
- Établissement d'une base de référence pour la production ultérieure
J'insiste toujours sur la nécessité d'une enquête d'impact sur l'environnement approfondie avant d'approuver des séries complètes de production. Cette simple étape a permis d'éviter que d'innombrables problèmes de qualité n'atteignent le stade de la production en série.
Gestion de la qualité des fournisseurs
Pour les composants nécessitant un traitement ou des matériaux extérieurs, la qualité du fournisseur a un impact direct sur le produit final.
Processus de qualification des fournisseurs
Développer un système solide de qualification des fournisseurs :
- Évaluations des capacités sur place
- Exemple d'évaluation avant l'attribution d'un marché
- Des attentes claires en matière de qualité documentées dans les accords
- Examens réguliers des performances
Chez PTSMAKE, nous maintenons un système de fournisseurs à plusieurs niveaux basé sur les performances en matière de qualité, et nous ne faisons appel qu'à des fournisseurs de premier plan pour nos composants les plus critiques.
Inspection des matériaux entrants
Même avec des fournisseurs qualifiés, la vérification reste essentielle :
- Plans d'échantillonnage basés sur les performances historiques des fournisseurs
- Vérification de la certification des matériaux
- Contrôles dimensionnels des caractéristiques critiques
- Vérification du traitement de surface, le cas échéant
Cette approche fournit un système d'alerte précoce pour les problèmes de qualité de la chaîne d'approvisionnement avant qu'ils n'aient un impact sur votre production.
Formation et amélioration continue
Les systèmes de qualité ne sont efficaces que dans la mesure où les personnes qui les mettent en œuvre le sont.
Programmes de formation des opérateurs
Investir dans une formation complète :
- Compétences techniques spécifiques au tournage de précision
- Normalisation des techniques de mesure
- Formation de sensibilisation à la qualité
- Méthodes de résolution des problèmes
Nos opérateurs sont soumis à une recertification annuelle des techniques de mesure, ce qui garantit la cohérence entre les équipes et réduit les variations d'interprétation.
Analyse des causes profondes et mesures correctives
Lorsque des problèmes de qualité surviennent, la réponse apportée détermine s'ils se reproduiront :
- Enquête approfondie sur les causes des défauts
- Mise en œuvre des actions correctives
- Vérification de l'efficacité
- Standardisation des améliorations dans des processus similaires
Cette approche disciplinée transforme les problèmes de qualité en opportunités d'amélioration du système.
En mettant en œuvre ces stratégies de contrôle de la qualité dans vos projets de tournage CNC de précision, vous réduirez non seulement les défauts, mais vous améliorerez également l'efficacité et la satisfaction de vos clients. N'oubliez pas que la qualité n'est pas un service d'inspection, mais une approche globale qui implique tous les aspects de votre processus de production.
Le rôle du contrôle de la qualité dans le tournage CNC de précision ?
Avez-vous déjà reçu des pièces usinées qui semblaient parfaites mais qui ont échoué lors de l'assemblage ou des essais ? Ou peut-être avez-vous connu la frustration de lots incohérents dont certains composants fonctionnent parfaitement alors que d'autres ne s'adaptent pas tout à fait ? Les problèmes de qualité peuvent faire dérailler des projets, retarder des lancements et, en fin de compte, nuire à votre réputation auprès des clients.
Le contrôle de la qualité dans le domaine du tournage CNC de précision n'est pas seulement un point de contrôle final, c'est un processus complet intégré tout au long de la fabrication. De la vérification des matériaux à l'inspection finale, des protocoles de contrôle qualité efficaces garantissent que les composants répondent à des spécifications exactes, fonctionnent de manière fiable et restent cohérents d'un cycle de production à l'autre.

Les fondements du contrôle de la qualité dans le tournage CNC
Le contrôle de la qualité dans le domaine du tournage CNC de précision implique plusieurs processus interconnectés conçus pour identifier et prévenir les défauts. Contrairement à ce que beaucoup pensent, le contrôle de la qualité ne se limite pas à l'inspection des pièces finies. Il commence par la sélection des matières premières et se poursuit à chaque étape du processus de fabrication.
Chez PTSMAKE, nous avons mis au point un système complet de gestion de la qualité qui prend en compte chaque point critique du processus de tournage CNC. Ce système nous aide à maintenir une qualité constante sur des milliers de pièces tout en réduisant les déchets et les coûts de production pour nos clients.
Mesures de qualité avant la production
Avant toute opération de tournage, plusieurs contrôles de qualité doivent être effectués :
- Vérification des matériaux: L'analyse des matières premières permet de vérifier qu'elles sont conformes aux normes spécifiées et qu'elles possèdent les qualités requises. propriétés métallurgiques6.
- Validation de la programmation: Examiner les programmes CNC pour s'assurer de leur précision et de leur efficacité.
- Préparation de l'outillage: Veiller à ce que tous les outils de coupe soient correctement préparés et calibrés.
- Étalonnage des machines: Vérifier que les machines à commande numérique sont correctement calibrées pour le travail spécifique.
Ces mesures de préproduction permettent de prévenir les problèmes avant qu'ils ne surviennent, ce qui permet de gagner du temps et d'économiser des ressources. J'ai vu des projets où le fait de sauter ces étapes a entraîné la mise au rebut de lots entiers - une leçon coûteuse qui renforce l'importance d'un contrôle de qualité proactif.
Techniques de contrôle de la qualité en cours de fabrication
Pendant la production, un contrôle continu permet de maintenir la qualité :
Contrôle statistique des processus (CSP)
La CPS utilise des méthodes statistiques pour surveiller et contrôler un processus. En collectant des données à intervalles réguliers au cours de la production, nous pouvons :
- Détecter les tendances avant qu'elles ne deviennent des problèmes
- Maintenir la stabilité du processus
- Réduire les variations entre les pièces
Cette approche est particulièrement utile pour les projets de tournage de précision à grand volume où une qualité constante est essentielle.
Inspection du premier article
Le contrôle du premier article consiste en un test approfondi de la première pièce produite au cours d'une série. Cette étape critique permet de vérifier que
- Le programme de la CNC est correct
- Le réglage de la machine est précis
- L'outillage fonctionne correctement
- La pièce est conforme à toutes les spécifications
Chez PTSMAKE, nous documentons minutieusement les inspections du premier article, en fournissant aux clients des rapports détaillés qui renforcent la confiance dans le processus de production.
Échantillonnage en cours de fabrication
Un échantillonnage régulier tout au long de la production permet d'identifier toute dérive de la qualité. La fréquence de l'échantillonnage dépend de plusieurs facteurs :
| Volume de production | Taux d'échantillonnage typique | Méthode d'inspection |
|---|---|---|
| Faible (moins de 100 pièces) | 10-20% | Visuel et dimensionnel |
| Moyen (100-1 000 pièces) | 5-10% | Dimensionnel et fonctionnel |
| Élevé (plus de 1 000 pièces) | 1-5% | Échantillonnage statistique avec CMM |
Technologies d'inspection avancées
Le contrôle de qualité moderne pour le tournage CNC de précision fait appel à des technologies de mesure sophistiquées :
Machines à mesurer tridimensionnelles (MMT)
Les MMT permettent un contrôle dimensionnel extrêmement précis en utilisant une sonde pour mesurer des points sur la surface d'une pièce. Ces machines peuvent :
- Mesure des caractéristiques avec une précision de 0,001 mm
- Créer des rapports d'inspection détaillés
- Comparer les résultats directement aux modèles CAO
- Identifier des écarts qu'il serait impossible de détecter manuellement
Systèmes de vision
Les systèmes de vision automatisés utilisent des caméras et des logiciels pour inspecter les pièces rapidement et de manière cohérente. Ils excellent dans les domaines suivants
- Inspection de l'état de surface
- Détection des défauts visuels
- Inspection des fils
- Tri à grande vitesse basé sur des critères visuels
Test de rugosité de surface
La qualité de la surface est essentielle pour de nombreux composants tournés avec précision. Les profilomètres modernes peuvent :
- Mesure de la rugosité de la surface en Ra, Rz et autres paramètres
- Créer des profils de surface détaillés
- Vérifier la conformité avec les exigences en matière de finition de surface
Documentation et traçabilité
Le contrôle de la qualité n'est pas complet sans une documentation appropriée. Pour le tournage CNC de précision, cela inclut
- Certificats de matériaux: Documentation de la composition et des propriétés des matériaux
- Documentation du processus: Enregistrement de toutes les étapes et de tous les paramètres de fabrication
- Rapports d'inspection: Mesures détaillées et résultats des tests
- Rapports de non-conformité: Documentation de tous les problèmes et de leur résolution
- Traçabilité des lots: Systèmes de suivi des composants depuis la matière première jusqu'à l'expédition
Dans les domaines de l'aérospatiale, de la médecine et de la défense, cette documentation n'est pas seulement une bonne pratique, c'est souvent une exigence réglementaire. Le système de qualité de PTSMAKE permet de conserver des enregistrements exhaustifs qui garantissent la tranquillité d'esprit des clients de ces secteurs exigeants.
Défis communs en matière de qualité dans le tournage de précision
Même avec des systèmes de qualité robustes, certains défis se posent fréquemment :
Problèmes de précision dimensionnelle
Le maintien de tolérances étroites (souvent inférieures à ±0,005 mm) nécessite une prise en charge :
- Dilatation thermique pendant l'usinage
- Compensation de l'usure des outils
- Rigidité et vibration de la machine
- Comportement du matériau pendant la coupe
Préoccupations relatives à l'état de surface
Pour obtenir des finitions de surface spécifiques, il faut contrôler les éléments suivants :
- Sélection et état des outils de coupe
- Avances et vitesses de coupe
- Application du liquide de refroidissement
- Propriétés des matériaux
Défis spécifiques aux matériaux
Les différents matériaux posent des problèmes de qualité uniques :
- Acier inoxydable: La tendance au durcissement nécessite des stratégies de coupe spécifiques.
- Aluminium: Les matériaux plus souples peuvent se déformer lors du serrage
- Titane: L'accumulation de chaleur peut affecter la stabilité dimensionnelle.
- Plastiques: Cohérence des matériaux et sensibilité à la température
Amélioration continue des systèmes de qualité
Les meilleurs systèmes de contrôle de la qualité ne sont jamais statiques. Chez PTSMAKE, nous affinons continuellement nos approches par le biais de.. :
- Analyse des causes profondes: Enquêter sur tout problème de qualité afin d'éviter qu'il ne se reproduise
- Étalonnage régulier: Maintien de la précision des équipements de mesure
- Formation du personnel: Veiller à ce que le personnel chargé de la qualité dispose de compétences et de connaissances actualisées
- Intégration de la technologie: Mise en œuvre de nouvelles technologies d'inspection et de contrôle
- Intégration du retour d'information des clients: Utiliser les commentaires des clients pour améliorer les processus
Cet engagement en faveur de l'amélioration nous a permis d'atteindre des niveaux de qualité exceptionnels tout en maintenant des prix compétitifs, ce qui prouve que la qualité et l'efficacité peuvent aller de pair lorsqu'elles sont correctement gérées.
Comment assurer le contrôle de la qualité dans les processus de tournage CNC de précision ?
Avez-vous déjà reçu des pièces tournées de précision qui ne répondaient pas à vos spécifications ? Ou, pire encore, découvert des problèmes de qualité seulement après que les composants ont été assemblés dans votre produit final ? Ces situations n'entraînent pas seulement des retards, mais peuvent également avoir un effet dévastateur sur le calendrier et le budget d'un projet en cas de défaillance d'un composant essentiel.
Le contrôle de la qualité dans le domaine du tournage CNC de précision n'est pas une simple étape de fabrication, c'est une méthodologie complète qui garantit la cohérence, la précision et la fiabilité tout au long du processus de production. Les systèmes de contrôle de la qualité efficaces combinent des protocoles d'inspection rigoureux, une documentation appropriée, un contrôle statistique des processus et une amélioration continue afin de fournir des pièces qui respectent ou dépassent constamment les spécifications.

Les fondements du contrôle de la qualité dans le tournage CNC
Le contrôle de la qualité dans le domaine du tournage CNC de précision commence bien avant que le premier copeau ne soit coupé. Chez PTSMAKE, nous avons développé une approche globale qui intègre des considérations de qualité à chaque étape de la production. Le fondement d'un contrôle de qualité efficace repose sur trois piliers clés : la prévention, la surveillance et la correction.
La prévention se concentre sur l'élimination des problèmes potentiels avant qu'ils ne se produisent. Elle comprend des examens approfondis de la conception, la vérification des matériaux et la validation des processus. La surveillance implique une évaluation continue pendant la production en utilisant à la fois des contrôles en cours de fabrication et des méthodes statistiques. La correction permet de remédier rapidement à tout écart et de mettre en œuvre des améliorations systématiques afin d'éviter que le problème ne se reproduise.
Préparation de la qualité de la préproduction
Avant de commencer tout travail de tournage CNC, plusieurs mesures de qualité essentielles doivent être mises en œuvre :
- Analyse de la conception pour la fabrication (DFM): Examiner la conception des pièces afin d'identifier les problèmes de fabrication susceptibles d'affecter la qualité.
- Vérification de la certification des matériaux: Veiller à ce que les matières premières répondent aux exigences spécifiées et soient correctement documentées.
- Sélection et vérification des outils: Choix des outils de coupe appropriés pour les exigences spécifiques en matière de matériaux et de géométrie.
- Premier article Planification de l'inspection: Établir des procédures d'inspection détaillées pour les premières pièces produites.
Notre équipe d'ingénieurs procède toujours à un examen DFM complet afin d'identifier les caractéristiques susceptibles de causer des dommages à l'environnement. l'instabilité dimensionnelle7 ou d'autres problèmes de qualité. Cette approche proactive permet de prévenir de nombreux problèmes avant qu'ils ne surviennent.
Techniques de contrôle de la qualité en cours de fabrication
Le maintien de la qualité pendant la production nécessite un suivi vigilant. Les techniques les plus efficaces sont les suivantes :
Contrôle statistique des processus (CSP)
Le SPC consiste à collecter et à analyser les données du processus d'usinage afin d'identifier les tendances et les problèmes potentiels avant qu'ils ne se traduisent par des pièces défectueuses. Les principaux paramètres à surveiller sont les suivants
- Cartes de contrôle pour les dimensions critiques
- Contrôle de l'usure des outils
- Analyse des vibrations
- Stabilité de la température
Systèmes d'inspection automatisés
Les centres de tournage CNC modernes peuvent intégrer des capacités d'inspection en ligne qui fournissent un retour d'information en temps réel sur la qualité des pièces :
- Palpeurs pour le contrôle dimensionnel
- Systèmes de vision pour l'inspection des surfaces
- Mesure laser pour une validation précise de la géométrie
Protocoles d'inspection des opérateurs
Malgré les progrès technologiques, les opérateurs qualifiés restent essentiels au contrôle de la qualité. Un protocole d'inspection structuré peut comprendre les éléments suivants
| Point d'inspection | Fréquence | Méthode | Documentation |
|---|---|---|---|
| Dimensions critiques | Tous les 5 ans | Micromètre/calibreur | Enregistrement numérique des mesures |
| Finition de la surface | Tous les 10 ans | Contrôle visuel + rugosité | Liste de contrôle de la qualité |
| Qualité du fil | Chaque partie | Jauge Go/No-go | Registre des réussites/échecs |
| Tolérances géométriques | Première et dernière partie du lot | CMM | Rapport d'inspection |
Vérification de la qualité après la production
Une fois l'usinage terminé, des protocoles d'inspection complets garantissent que les pièces finies répondent à toutes les spécifications avant d'être expédiées.
Méthodes d'inspection finale
La vérification de la qualité finale fait généralement appel à une combinaison de techniques :
- Contrôle dimensionnel: Utilisation d'équipements de mesure de précision tels que les MMT, les comparateurs optiques et les micromètres.
- Analyse de l'état de surface: Utilisation de profilomètres et inspection visuelle sous un éclairage approprié.
- Tests fonctionnels: Le cas échéant, tester les pièces dans des conditions opérationnelles simulées.
- Vérification des matériaux: Réalisation d'essais de dureté et d'autres évaluations non destructives.
Pour les applications de haute précision, les salles d'inspection à température contrôlée sont essentielles. Chez PTSMAKE, notre zone d'inspection est maintenue à une température constante de 20°C (68°F) afin d'éliminer les problèmes de dilatation thermique susceptibles d'affecter la précision des mesures.
Documentation et traçabilité
Une documentation complète constitue l'épine dorsale d'un contrôle de qualité efficace :
- Rapports d'inspection: Enregistrements détaillés de toutes les mesures et de tous les résultats des tests.
- Certificats de matériaux: Documentation de la composition et des propriétés des matériaux.
- Paramètres du processus: Enregistrements des réglages de la machine, des outils de coupe et des montages utilisés.
- Rapports de non-conformité: Documentation de tous les écarts et de leur résolution.
Cette documentation sert non seulement de preuve de la qualité, mais fournit également des données précieuses pour les efforts d'amélioration continue et la traçabilité en cas de problèmes ultérieurs.
Mise en œuvre de l'amélioration continue
Le contrôle de la qualité n'est pas statique : il doit évoluer en permanence. Les stratégies d'amélioration efficaces sont les suivantes
- Analyse des causes profondes: Rechercher systématiquement les causes sous-jacentes de tout problème de qualité.
- Plans d'action corrective: Élaborer des mesures spécifiques et mesurables pour résoudre les problèmes identifiés.
- Actions préventives: Mettre en œuvre des changements à l'échelle du système pour éviter des problèmes similaires.
- Audits réguliers des processus: Réaliser des examens approfondis de toutes les procédures de qualité.
J'ai constaté que la mise en place de "cercles de qualité" réguliers - des réunions d'équipes interfonctionnelles axées spécifiquement sur l'amélioration de la qualité - permet de réaliser des progrès significatifs dans nos processus de tournage. Ces sessions de collaboration permettent d'identifier des problèmes subtils qui pourraient autrement passer inaperçus.
Technologie et outils pour un contrôle de qualité moderne
Les technologies de pointe ont transformé le contrôle de la qualité dans le domaine du tournage CNC de précision :
Machines à mesurer tridimensionnelles (MMT)
Les MMT permettent une vérification dimensionnelle complète avec une très grande précision. Les systèmes modernes peuvent :
- Mesure automatique de centaines de caractéristiques
- Générer des rapports d'inspection détaillés
- Comparer les résultats directement aux modèles CAO
- Identifier les tendances dans les cycles de production
Systèmes de vision
Les systèmes de mesure optique excellent :
- Inspection rapide de profils complexes
- Vérification de l'état de la surface
- Détection de défauts minimes
- Mesure sans contact de caractéristiques délicates
Systèmes de gestion des données
Les systèmes de gestion des données de qualité permettent
- Contrôle en temps réel de la qualité de la production
- Analyse statistique dans le cadre d'emplois multiples
- Identification des tendances à long terme
- Documentation pour la conformité ISO
Chez PTSMAKE, nous avons intégré ces technologies dans un système unifié de gestion de la qualité qui offre une visibilité en temps réel de nos processus de tournage, ce qui nous permet de maintenir une qualité constante, même pour les applications les plus exigeantes.
Quels sont les délais de livraison pour les commandes de tournage CNC de précision ?
Vous êtes-vous déjà retrouvé en train de courir contre la montre, attendant désespérément des composants critiques tournés en CNC qui vous avaient été promis "dès que possible" ? Ou peut-être avez-vous déjà connu la frustration liée à des estimations de livraison vagues qui laissent votre programme de production dans l'incertitude ?
Les délais d'exécution des commandes de tournage CNC de précision varient généralement de 1 à 3 jours pour les prototypes simples à 4 à 6 semaines pour les séries de production complexes. Les facteurs qui influencent ces délais sont notamment la complexité de la pièce, la sélection des matériaux, la quantité commandée, les exigences en matière de finition et la capacité actuelle de l'atelier.

Facteurs influençant les délais de tournage CNC
Comprendre les éléments qui influencent les délais de livraison vous permet de planifier vos projets plus efficacement. L'expérience que j'ai acquise en travaillant sur des milliers de projets de fabrication de précision montre que plusieurs facteurs clés influencent systématiquement la rapidité de livraison de vos pièces tournées.
Disponibilité et préparation du matériel
Le matériau que vous choisissez pour votre projet de tournage CNC a un impact significatif sur le délai d'exécution. Les matériaux standard tels que l'aluminium 6061, le laiton C360 ou l'acier inoxydable 303 sont généralement stockés dans la plupart des ateliers et prêts à être utilisés immédiatement. Cependant, les matériaux spécialisés comme l'Inconel, les alliages de titane ou les polymères plastiques spécifiques doivent souvent être commandés auprès de fournisseurs, ce qui ajoute 3 à 7 jours à votre délai.
La préparation des matériaux joue également un rôle. Par exemple, chez PTSMAKE, nous disposons d'un vaste stock de matériaux courants afin de réduire les délais, mais il nous arrive aussi de devoir nous procurer des alliages spéciaux pour des applications uniques.
Complexité des pièces
La complexité des pièces est directement liée au temps de programmation et d'usinage. Une pièce cylindrique simple avec des caractéristiques de base peut être programmée en moins d'une heure, alors que des géométries complexes avec des tolérances serrées, des parois minces ou des caractéristiques complexes peuvent nécessiter des jours de programmation et de réglage.
Examinez ces niveaux de complexité et leur impact sur les délais :
| Niveau de complexité | Caractéristiques | Délai supplémentaire typique |
|---|---|---|
| Simple | Formes cylindriques de base, peu de caractéristiques | Impact minimal |
| Modéré | Diamètres, trous et fentes multiples | Ajout de 1 à 3 jours |
| Complexe | Tolérances serrées, filetage, parois minces | Ajout de 3 à 7 jours |
| Avancé | Réglages multiples, exigences 5 axes, détails complexes | Ajout de 7 à 14 jours |
Quantité commandée et taille du lot
La relation entre la quantité et le délai n'est pas toujours linéaire. Pour les petites quantités (1 à 10 pièces), le temps de préparation domine souvent le délai global. Au fur et à mesure que les quantités augmentent, le temps d'usinage devient le facteur principal.
Il est intéressant de noter que les lots de taille moyenne (50-500 unités) représentent souvent le point idéal pour l'efficacité du tournage CNC. Dès que les quantités dépassent certains seuils, des considérations supplémentaires telles que usure des outils8 et la planification de la capacité des machines deviennent des facteurs importants.
Exigences en matière de post-traitement
Toute opération secondaire effectuée après le processus de tournage initial prolonge les délais. Les étapes de post-traitement les plus courantes sont les suivantes
- Traitement thermique : ajoute 2 à 5 jours
- Finition de surface (anodisation, placage, peinture) : Ajoute 3-7 jours
- Inspection et certification de la qualité : ajoute 1 à 3 jours
- Emballage sur mesure : Ajouter 1 à 2 jours
Chez PTSMAKE, nous avons optimisé notre flux de travail pour effectuer un grand nombre de ces opérations en parallèle plutôt qu'en séquence, ce qui permet de minimiser l'impact cumulatif sur les délais.
Attentes réalistes en matière de délais d'exécution par type de projet
Prototypage (1-10 pièces)
Pour des pièces prototypes simples utilisant des matériaux facilement disponibles, il faut s'attendre à.. :
- Modèles simples : 1-3 jours ouvrables
- Complexité modérée : 3-5 jours ouvrables
- Modèles complexes : 5-10 jours ouvrables
Le niveau de priorité de votre commande peut avoir un impact significatif sur ces délais. De nombreux ateliers, dont le nôtre, proposent des services accélérés pour les prototypes critiques, livrant parfois les pièces dans les 24 heures, mais à un prix généralement plus élevé.
Petites séries (10-100 pièces)
Les petites séries suivent généralement ces délais :
- Modèles simples : 3-7 jours ouvrables
- Complexité modérée : 7-14 jours ouvrables
- Modèles complexes : 2 à 3 semaines
À ce niveau de quantité, le rapport entre le temps de préparation et le temps de production commence à s'équilibrer, ce qui rend le coût par pièce plus économique tout en maintenant des délais d'exécution relativement courts.
Production moyenne à grande (plus de 100 pièces)
Pour des quantités de production plus importantes :
- Modèles simples : 2 à 3 semaines
- Complexité modérée : 3-4 semaines
- Modèles complexes : 4-6 semaines
Avec des commandes plus importantes, l'approvisionnement en matériaux devient plus critique et la planification de la capacité des machines joue un rôle plus important. Cependant, les coûts par pièce diminuent généralement de manière significative à ces volumes.
Stratégies de réduction des délais
Sur la base de l'expérience que j'ai acquise en aidant mes clients à optimiser leurs flux de production, voici quelques approches pratiques pour réduire les délais de tournage CNC :
Conception pour la fabrication: Simplifiez les géométries dans la mesure du possible, évitez les tolérances inutilement serrées et tenez compte des dimensions standard des matériaux.
Fournir une documentation technique complète: Les spécifications incomplètes ou ambiguës entraînent des boucles de clarification qui prennent du temps.
Envisager des alternatives aux matériaux: La flexibilité dans la sélection des matériaux permet d'éviter les retards liés à l'approvisionnement en matériaux spéciaux.
Prévoir le post-traitement: Intégrez les exigences de finition dans votre planification initiale plutôt que de les ajouter ultérieurement.
Développer des relations avec des fournisseurs fiables: Chez PTSMAKE, nous donnons la priorité aux travaux des clients réguliers qui fournissent un travail constant, en intégrant souvent les demandes urgentes dans notre calendrier de production.
Meilleures pratiques en matière de communication et de planification
Une communication claire avec votre fournisseur de tours CNC est essentielle pour que les délais de livraison soient réalistes. Lorsque vous demandez des devis, veillez à.. :
- Précisez vos exigences réelles en matière de livraison plutôt que de demander simplement "le plus rapidement possible".
- Communiquer les priorités du projet en cas de commande de plusieurs pièces
- Discutez des possibilités de livraisons partielles si elles peuvent faciliter votre flux de production.
- Soyez transparent au sujet de votre application finale afin d'identifier les possibilités d'optimisation.
Les projets les plus réussis que j'ai supervisés chez PTSMAKE concernaient des clients qui nous ont fait part de leur calendrier global, ce qui nous a permis de planifier le processus de fabrication de manière à ce qu'il s'aligne parfaitement sur leurs calendriers d'assemblage.
Le tournage CNC de précision peut-il traiter des géométries complexes et des parois minces ?
Avez-vous déjà été confronté à la frustration de devoir usiner des pièces aux détails complexes ou aux caractéristiques délicates ? Ces moments où vos conceptions défient les limites de la fabrication traditionnelle et où vous vous demandez si le tournage de précision peut vraiment produire ce que vous avez imaginé ?
Oui, le tournage CNC de précision moderne peut traiter efficacement des géométries complexes et des parois minces. Grâce à des machines multi-axes de pointe, à un outillage spécialisé et à des techniques de réglage appropriées, les opérations de tournage d'aujourd'hui peuvent produire avec succès des composants présentant des caractéristiques complexes et des parois d'une épaisseur de 0,2 mm, tout en maintenant des tolérances serrées.

Comprendre les capacités du tournage CNC moderne
Lorsqu'il est question de géométries complexes et de composants à parois minces, il est important de reconnaître à quel point la technologie du tournage CNC a progressé. Les opérations de tournage traditionnelles étaient autrefois limitées aux formes cylindriques simples, mais les centres de tournage CNC d'aujourd'hui ont évolué de manière spectaculaire.
Les tours CNC multiaxes modernes combinent les capacités de tournage et de fraisage, ce qui permet de créer des géométries incroyablement complexes qui étaient auparavant impossibles avec le tournage conventionnel seul. Ces machines sont souvent dotées d'un outillage en direct, de broches secondaires et d'un mouvement sur l'axe Y qui étendent considérablement leurs capacités au-delà des opérations de tournage de base.
Chez PTSMAKE, j'ai été témoin de la transformation de la technologie du tournage au fil des ans. Nos centres de tournage avancés peuvent traiter des pièces présentant des profils complexes, des contre-dépouilles, des caractéristiques excentriques et des parois extrêmement fines sans compromettre la précision dimensionnelle ou la qualité de la finition de surface.
Facteurs clés permettant l'usinage de géométries complexes
Plusieurs avancées technologiques ont rendu possible le tournage de géométries complexes :
Capacités multiaxes: Les centres de tournage CNC modernes à 5 axes ou plus permettent d'approcher les pièces à usiner sous plusieurs angles, ce qui permet d'obtenir des contours et des caractéristiques complexes.
Outillage en direct: Cela permet d'effectuer des opérations de fraisage dans la même configuration, ce qui élimine le besoin d'opérations secondaires et améliore la précision globale.
Systèmes CAD/CAM avancés: Ces solutions logicielles permettent aux programmeurs de développer des parcours d'outils sophistiqués qui optimisent l'engagement de l'outil et minimisent les forces de coupe sur les caractéristiques délicates.
Systèmes de surveillance des outils: La surveillance en temps réel permet de détecter l'usure de l'outil ou les défaillances potentielles avant qu'elles n'endommagent les sections à parois minces.
Interpolation simultanée9: Cette technique de programmation avancée permet un mouvement fluide et continu de l'outil sur des surfaces complexes.
Réussir le tournage en paroi mince
La production de composants à parois minces par tournage CNC nécessite une attention particulière à plusieurs facteurs critiques. Sur la base de mon expérience chez PTSMAKE, voici les éléments clés à prendre en compte pour réussir le tournage de parois minces :
Considérations relatives à la sélection des matériaux
Le matériau que vous choisissez influe considérablement sur votre capacité à obtenir des parois minces. Certains matériaux sont plus adaptés que d'autres :
| Type de matériau | Épaisseur minimale pratique de la paroi | Défis |
|---|---|---|
| Alliages d'aluminium | 0,2-0,3 mm | Maintien en position sans déformation |
| Acier inoxydable | 0,3-0,5 mm | Gestion de la chaleur, usure des outils |
| Titane | 0,4-0,6 mm | Concentration de chaleur, usure de l'outil |
| Laiton/cuivre | 0,2-0,3 mm | Formation de bavures, contrôle des copeaux |
| Plastiques techniques | 0,3-0,5 mm | Déviation, sensibilité à la chaleur |
Exigences en matière d'outillage spécialisé
L'obtention de parois minces exige l'optimisation de l'outillage :
Bords tranchants: Les outils émoussés créent des forces de coupe excessives qui peuvent dévier ou déformer les parois minces.
Angles d'inclinaison positifs: Ils réduisent les efforts de coupe et minimisent la déviation de la pièce.
Petits rayons de nez: Pour les détails complexes et les angles internes serrés.
Géométrie d'outil personnalisée: Parfois, l'outillage standard n'est pas suffisant et des outils personnalisés doivent être conçus pour des caractéristiques spécifiques.
Stratégies de maintien en position de travail pour les composants délicats
L'un des plus grands défis du tournage de pièces à parois minces est le maintien adéquat de la pièce. Les mandrins ou pinces de serrage standard peuvent facilement déformer les pièces à parois minces. Voici les stratégies efficaces que nous employons :
Mâchoires souples sur mesure: Conçue pour épouser le contour exact de la pièce à usiner, la pression de serrage est répartie uniformément.
Support de mandrin: Pour le serrage interne de composants tubulaires à parois minces.
Appareils à vide: La force de maintien est répartie sans points de pression concentrés.
Support de la contre-pointe: L'utilisation de centres vivants pour une stabilité supplémentaire pendant l'usinage.
Usinage séquentiel: Enlever stratégiquement de la matière pour maintenir l'intégrité structurelle tout au long du processus.
Techniques de programmation avancées
L'approche de la programmation est également cruciale pour la réussite du tournage en paroi mince :
Passes légères de finition: Minimiser les forces de coupe en effectuant plusieurs passes légères plutôt que des coupes agressives.
Paramètres de coupe optimisés: Ajustement des vitesses et des avances pour réduire les vibrations et la déviation de la pièce.
Sens de coupe équilibré: Alternance des directions de coupe pour neutraliser les forces de déflexion.
Optimisation de la trajectoire de l'outil: Création de trajectoires d'outils continues qui minimisent l'entrée et la sortie de l'outil, réduisant ainsi les chocs.
Applications et limites dans le monde réel
Si le tournage CNC moderne est incroyablement performant, il est important de comprendre ses limites pratiques. Voici une évaluation réaliste basée sur mon expérience :
Géométries réalisables
Le tournage CNC excelle dans la production :
- Profilés coniques de différents diamètres
- Filets externes et internes
- Contre-dépouilles et rainures
- Surfaces profilées à rayons complexes
- Caractéristiques excentriques (avec outillage sous tension)
- Composants cylindriques ou tubulaires à paroi mince
Limites pratiques
Malgré les capacités avancées, certaines limites subsistent :
- Les éléments internes extrêmement profonds peuvent être difficiles d'accès
- Les parois très fines (inférieures à 0,2 mm) peuvent nécessiter d'autres méthodes de fabrication.
- Les caractéristiques non rondes très complexes peuvent nécessiter des opérations de fraisage supplémentaires.
- Certains matériaux peu usinables posent des problèmes plus importants pour les applications à parois minces.
Chez PTSMAKE, nous évaluons soigneusement chaque projet afin de déterminer si le tournage de précision est la méthode de fabrication optimale ou si d'autres approches pourraient mieux répondre aux besoins. Parfois, une approche hybride combinant le tournage avec d'autres procédés donne les meilleurs résultats pour des composants particulièrement complexes.
Quelles certifications garantissent la fiabilité des services de tournage CNC de précision ?
Avez-vous déjà reçu des pièces tournées de précision qui ne répondaient tout simplement pas à vos spécifications ? Ou, pire encore, avez-vous travaillé avec un fournisseur qui revendiquait des références de qualité mais livrait des composants de qualité inférieure qui tombaient en panne lors de l'assemblage ou de l'utilisation ? Ces situations entraînent non seulement des retards dans les projets, mais peuvent également nuire à votre réputation auprès des clients et des parties prenantes.
Lors de la sélection d'un prestataire de services de tournage CNC, les certifications sont des indicateurs cruciaux de fiabilité et d'assurance qualité. Les certifications les plus précieuses sont ISO 9001 pour la gestion de la qualité, AS9100 pour les applications aérospatiales, ISO 13485 pour les dispositifs médicaux et IATF 16949 pour les composants automobiles - toutes vérifient l'engagement d'un fabricant en faveur d'une précision et d'un contrôle des processus constants.

L'importance des certifications de qualité dans le tournage CNC
Les certifications de qualité dans le domaine du tournage CNC de précision ne sont pas de simples badges fantaisistes affichés sur le site web d'une entreprise. Elles représentent des systèmes et des processus structurés qui garantissent une qualité et une fiabilité constantes. Mon expérience de la fabrication de précision au sein de PTSMAKE m'a permis de constater que des systèmes de certification correctement mis en œuvre transformaient des opérations simplement productives en opérations constamment excellentes.
Les certifications fournissent un cadre normalisé pour les processus de fabrication, les procédures de contrôle de la qualité et les initiatives d'amélioration continue. Elles exigent des entreprises qu'elles documentent leurs processus, qu'elles forment correctement leur personnel et qu'elles tiennent un registre des contrôles de qualité et des problèmes. Cette approche systématique minimise l'erreur humaine et garantit que chaque pièce est conforme aux spécifications, quel que soit l'opérateur de la machine ou le moment où la pièce est produite.
Principales certifications ISO pour la fabrication de précision
L'Organisation internationale de normalisation (ISO) propose plusieurs certifications relatives aux services de tournage CNC :
ISO 9001 : Les fondements de la gestion de la qualité
La norme ISO 9001 est la certification la plus fondamentale pour tout fabricant soucieux de la qualité. Elle établit les exigences d'un système de gestion de la qualité (SGQ) qui aide les organisations :
- Documenter les processus de manière cohérente
- Identifier et traiter les risques de manière proactive
- Mettre en œuvre des méthodologies d'amélioration continue
- Assurer la satisfaction des clients grâce à des produits de qualité
Chez PTSMAKE, notre certification ISO 9001 constitue l'épine dorsale de nos systèmes de qualité. Elle régit tout, depuis la manière dont nous examinons les exigences des clients jusqu'à la façon dont nous mesurons et inspectons les pièces finies. Cette certification normalisation10 crée une prévisibilité des résultats - un facteur crucial lorsque la précision se mesure en microns.
ISO 14001 : Systèmes de management environnemental
Bien qu'elle ne soit pas directement liée à la qualité des pièces, la certification ISO 14001 démontre l'engagement d'un fabricant en matière de responsabilité environnementale. Cet aspect est de plus en plus important pour les clients qui doivent rendre compte de la durabilité de leur chaîne d'approvisionnement. Un service de tournage CNC certifié ISO 14001 :
- Minimise les déchets dans les processus d'usinage
- Gérer et éliminer correctement les fluides de coupe
- Mise en œuvre de mesures d'efficacité énergétique
- Conforme aux réglementations environnementales
Certifications spécifiques à l'industrie
Les différentes industries ont des exigences spécifiques qui vont au-delà des normes ISO de base :
AS9100 : Gestion de la qualité dans l'aérospatiale
Pour les composants aérospatiaux, la certification AS9100 (qui comprend toutes les exigences de la norme ISO 9001 et des ajouts spécifiques à l'aérospatiale) n'est souvent pas négociable. Cette certification porte sur les points suivants
- Exigences rigoureuses en matière de traçabilité
- Gestion des risques spécifiques à la sécurité des vols
- Contrôle des processus spéciaux tels que le traitement thermique
- Prévention de la contrefaçon de pièces
IATF 16949 : Exigences de l'industrie automobile
Les constructeurs automobiles exigent des fournisseurs qu'ils soient certifiés IATF 16949, qui met l'accent sur les points suivants
- Prévention des défauts plutôt que détection
- Réduction des variations et des déchets
- des outils spécifiques tels que l'analyse des modes de défaillance et de leurs effets (AMDE)
- Exigences en matière de gestion de la chaîne d'approvisionnement
ISO 13485 : Systèmes de qualité pour les dispositifs médicaux
Pour les fabricants de composants médicaux, la certification ISO 13485 est une garantie :
- Contrôles rigoureux de la propreté et de la contamination
- Validation des processus de fabrication
- Traçabilité améliorée pour les composants implantables
- Gestion globale des risques
Vérification des capacités techniques
Au-delà des certifications de systèmes de gestion, les certifications de capacités techniques vérifient les compétences spécifiques et l'étalonnage des équipements :
Accréditation NADCAP
Le National Aerospace and Defense Contractors Accreditation Program (NADCAP) fournit une accréditation spécialisée pour des processus tels que :
- Essais non destructifs
- Traitement thermique
- Traitement chimique
- Traitements de surface
L'accréditation NADCAP pour ces procédés spéciaux témoigne d'une capacité technique et d'une maîtrise des procédés exceptionnelles.
Certifications des mesures de précision
Un service de tournage CNC fiable doit maintenir les certifications de son équipement de mesure. A rechercher.. :
- Certificats d'étalonnage traçables aux normes nationales
- Études R&R (répétabilité et reproductibilité) des jauges
- Certifications de programmation CMM
- Calendriers et registres d'étalonnage réguliers
Comment vérifier les certifications d'un fournisseur ?
Lorsque vous évaluez des partenaires potentiels de tournage CNC, je vous recommande de prendre les mesures suivantes pour vérifier les certifications :
- Demander les certificats actuels avec les dates d'expiration
- Vérifier la validité sur le site web de l'organisme de certification
- Demander des rapports d'audit récents et des actions correctives
- Renseignez-vous sur les éventuelles conditions ou limitations des certifications.
L'état de la certification peut être présenté sous forme de tableau pour faciliter la comparaison :
| Certification | Objectif | Période de validité typique | Méthode de vérification |
|---|---|---|---|
| ISO 9001 | Système de gestion de la qualité | 3 ans avec surveillance annuelle | Recherche de certificats sur le site web du registraire |
| AS9100 | Système de gestion de la qualité dans l'aérospatiale | 3 ans avec audits semestriels | Vérification de la base de données OASIS |
| ISO 13485 | Système de gestion de la qualité pour les dispositifs médicaux | 3 ans avec surveillance annuelle | Recherche de certificats sur le site web du registraire |
| IATF 16949 | Système de gestion de la qualité pour l'automobile | 3 ans avec surveillance annuelle | Vérification de la base de données IATF |
Le lien entre certifications et performances
Si les certifications constituent une bonne base d'évaluation, elles doivent être considérées comme nécessaires mais non suffisantes pour garantir la qualité. Au cours des années passées au sein de PTSMAKE, j'ai observé que la véritable valeur réside dans l'adhésion d'une entreprise aux principes qui sous-tendent les certifications, et non dans le simple respect des exigences lors des audits.
Les meilleurs partenaires de tournage CNC font des démonstrations :
- Intégration des exigences de certification dans les activités quotidiennes
- Amélioration continue au-delà des exigences de certification
- Audits internes et auto-évaluations réguliers
- Investissement dans la formation continue et le développement des capacités
Tendances émergentes en matière de certification dans la fabrication de précision
Le paysage de la certification continue d'évoluer. Les services de tournage CNC avant-gardistes poursuivent leurs efforts :
- Certifications de cybersécurité (comme ISO 27001) pour protéger les données de conception
- Certifications de préparation à l'industrie 4.0
- Certifications pour la fabrication hybride additive-soustractive
- Certifications de durabilité et d'empreinte carbone
Chez PTSMAKE, nous évaluons en permanence les nouvelles normes de certification afin de rester à la pointe des capacités de fabrication de précision.
Cliquez pour en savoir plus sur la conception de pièces pour une symétrie de rotation optimale dans le tournage CNC. ↩
En savoir plus sur la stabilité à long terme des propriétés des matériaux dans les applications de précision. ↩
Cliquez pour consulter notre guide complet sur l'usinabilité des matériaux. ↩
Cliquez pour une explication détaillée de la façon dont la rugosité de surface affecte les performances des pièces. ↩
Apprenez les techniques de mesure qui permettent d'éviter des erreurs coûteuses. ↩
En savoir plus sur les propriétés des matériaux qui influent sur les performances d'usinage. ↩
La compréhension de ce concept permet d'éviter des erreurs d'usinage coûteuses. ↩
Découvrez comment l'usure des outils affecte la précision de l'usinage et les délais des projets. ↩
Cliquez ici pour apprendre les techniques de programmation avancées pour l'usinage de géométries complexes. ↩
Processus normalisés qui garantissent une qualité constante dans les environnements de production. ↩






