

Dans notre atelier d'usinage, je rencontre souvent des clients qui ont du mal à réaliser des coupes ultra-précises dans des métaux durs. Nombre d'entre eux ont essayé diverses méthodes de coupe, mais ne parviennent toujours pas à obtenir la précision dont ils ont besoin, en particulier pour les formes complexes et les détails délicats.
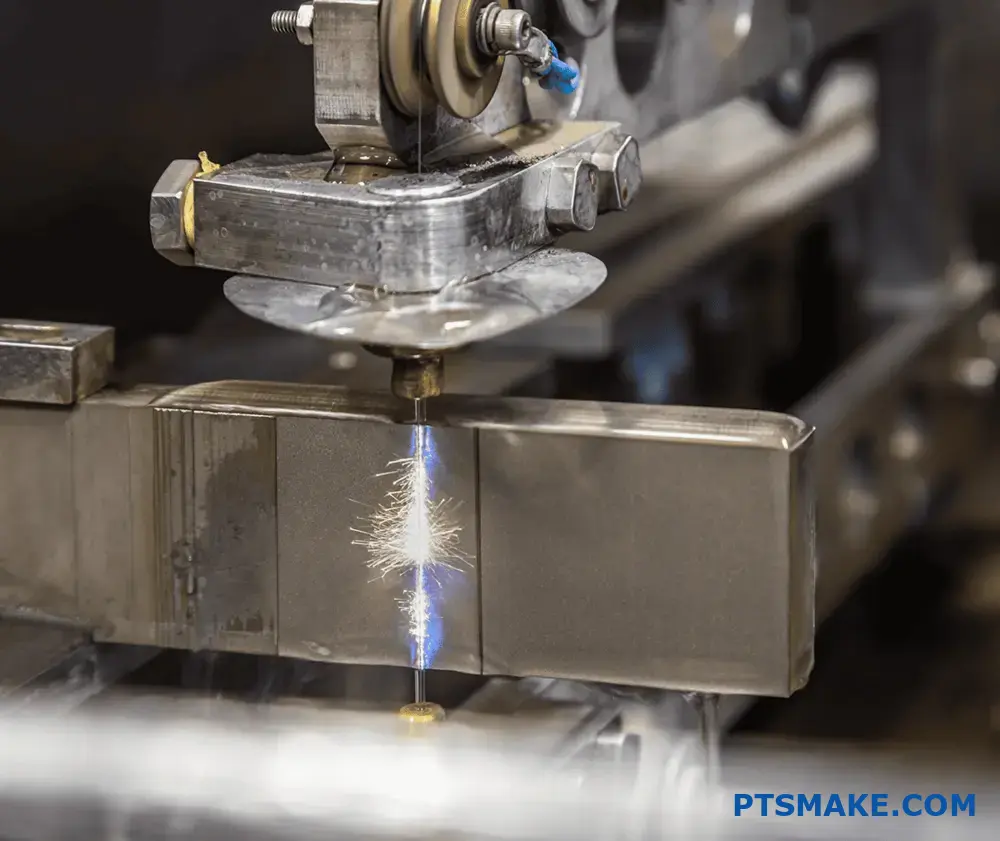
L'électroérosion à fil, également connue sous le nom d'électroérosion à fil ou d'électroérosion par fil, est un procédé d'usinage de précision qui utilise un fil chargé électriquement pour découper des matériaux conducteurs. Cette méthode permet de créer des pièces très précises avec d'excellents états de surface, particulièrement utiles pour les formes complexes et les métaux durs.

Je sais que vous vous demandez peut-être pourquoi l'électroérosion à fil se distingue des autres méthodes d'usinage. Permettez-moi de vous expliquer ses avantages uniques. Cette technologie nous permet de découper des pièces avec des tolérances aussi serrées que ±0,0001 pouce, ce qui est crucial pour les composants aérospatiaux, les appareils médicaux et l'outillage de précision. Comme le fil n'entre jamais en contact direct avec la pièce, nous pouvons obtenir une précision exceptionnelle sans contrainte mécanique.
Quelle est l'épaisseur du fil utilisé pour le découpage par électroérosion ?
Vous est-il déjà arrivé de regarder fixement une machine de découpe par électroérosion à fil, en vous demandant si vous utilisiez la bonne épaisseur de fil ? Ce dilemme courant peut entraîner un gaspillage de matériaux, des finitions de surface médiocres, voire des pièces endommagées en cas de mauvais choix.
Pour le découpage par électroérosion, l'épaisseur de fil la plus couramment utilisée est comprise entre 0,1 mm et 0,3 mm, 0,25 mm étant le choix standard pour les applications générales. Le choix dépend de facteurs tels que l'épaisseur du matériau, la précision requise et la vitesse de coupe nécessaire.

Comprendre les options d'épaisseur de l'électroérosion à fil
Le choix de l'épaisseur du fil dans la découpe par électroérosion joue un rôle crucial dans l'obtention de résultats optimaux. Chez PTSMAKE, nous avons acquis une grande expertise dans le domaine de la découpe par électroérosion à fil grâce à des années d'expérience dans la fabrication de précision. Examinons les différents aspects de la sélection de l'épaisseur du fil.
Diamètres de fil courants et leurs applications
| Diamètre du fil (mm) | Meilleures applications | Matériaux typiques |
|---|---|---|
| 0.10 - 0.15 | Pièces de micro-précision, bijoux | Métaux précieux, matériaux fins |
| 0.20 - 0.25 | Coupe à usage général | Acier, aluminium, laiton |
| 0.30 - 0.33 | Coupe robuste | Matériaux épais, carbure |
Facteurs influençant la sélection des fils
Epaisseur du matériau
L'épaisseur de la pièce à usiner a un impact significatif sur le choix du fil. Les matériaux plus épais nécessitent généralement des fils de plus grand diamètre pour maintenir la stabilité pendant la coupe. L'épaisseur largeur du trait de scie1 produit par le fil doit également être pris en compte pour assurer une précision dimensionnelle.
Exigences en matière de vitesse de coupe
Les fils plus épais permettent généralement des vitesses de coupe plus rapides, car ils peuvent supporter des puissances plus élevées sans se rompre. Toutefois, cela se fait au prix d'une précision réduite et de trajectoires de coupe plus larges.
Considérations relatives à l'état de surface
Le diamètre du fil a une incidence directe sur la qualité de l'état de surface :
- Les fils plus fins (0,1-0,15 mm) produisent des finitions de surface plus fines.
- Les fils standard (0,25 mm) offrent un bon équilibre entre la finition et la vitesse.
- Les fils plus épais (0,3 mm+) peuvent nécessiter des opérations de finition supplémentaires.
Considérations économiques
Analyse coût-performance
Les différentes épaisseurs de fil ont des implications financières variables :
- Les fils plus fins sont plus chers au mètre
- Des taux de rupture plus élevés dans les fils minces augmentent les coûts d'exploitation
- Les fils plus épais offrent un meilleur rapport coût-efficacité pour les coupes grossières.
Impact sur la productivité
L'épaisseur du fil influe sur la productivité globale :
- Capacités de vitesse de coupe
- Temps d'arrêt de la machine dû à des ruptures de fils
- Nombre requis de passes de coupe
Lignes directrices spécifiques à l'application
Composants aérospatiaux
Pour les applications aérospatiales, nous recommandons généralement :
- Fil de 0,25 mm pour les composants généraux
- Fil de 0,1 mm pour les caractéristiques critiques de haute précision
- Plusieurs passes de coupe pour une finition de surface supérieure
Fabrication de dispositifs médicaux
Les composants médicaux nécessitent souvent :
- Fil de 0,15-0,20 mm pour les caractéristiques complexes
- Respect strict des exigences en matière de finition de surface
- Précision accrue pour les dimensions critiques
Pièces détachées automobiles
Les applications de l'industrie automobile utilisent généralement :
- Fil de 0,25-0,30 mm pour une coupe robuste
- Equilibre entre vitesse et précision
- Des solutions rentables pour la production en grande quantité
Bonnes pratiques pour la sélection des fils
Pour optimiser votre processus de découpe par électroérosion à fil :
- Toujours tenir compte des propriétés du matériau
- Calculer la précision requise
- Évaluer les facteurs économiques
- Tester différentes tailles de fil pour obtenir des résultats optimaux
- Contrôler la performance du fil pendant la coupe
Conseils pour l'optimisation des performances
Pour maximiser la performance de la coupe par électroérosion :
- Entretien régulier des machines
- Réglage correct de la tension du fil
- Liquide diélectrique propre
- Réglages de puissance appropriés
- Des vitesses de dévidage correctes
Spécifications techniques
Paramètres essentiels à prendre en compte :
| Paramètres | Fil fin (<0,2 mm) | Fil standard (0,25 mm) | Fil épais (>0.3mm) |
|---|---|---|---|
| Vitesse de coupe | Lenteur | Moyen | Rapide |
| Finition de la surface | Excellent | Bon | Juste |
| Coût par mètre | Haut | Moyen | Faible |
| Résistance à la rupture | Faible | Moyen | Haut |
Chez PTSMAKE, nous disposons d'un stock complet de fils de différentes épaisseurs pour répondre à divers besoins de fabrication. Nos ingénieurs expérimentés peuvent vous aider à sélectionner l'épaisseur de fil optimale pour votre application spécifique, en assurant le meilleur équilibre entre précision, vitesse et rentabilité.
Quelle est la précision de la découpe du fil par électroérosion ?
Avez-vous déjà eu du mal à réaliser des coupes ultra-précises dans des métaux durs ou des géométries complexes ? La frustration liée aux méthodes d'usinage traditionnelles qui ne répondent pas à vos spécifications exactes peut être accablante, en particulier lorsque votre projet exige une précision absolue.
Le découpage par électroérosion à fil permet généralement d'obtenir des précisions de ±0,0001 à ±0,0003 pouces (0,0025 à 0,0076 mm), ce qui en fait l'un des procédés d'usinage les plus précis disponibles pour créer des pièces complexes d'une précision dimensionnelle exceptionnelle.
Comprendre les facteurs de précision de l'électroérosion par fil
La précision de la découpe par électroérosion dépend de plusieurs facteurs critiques qui se conjuguent pour donner des résultats précis. D'après mon expérience de travail avec différents fluides diélectriques2 et des configurations de machines, j'ai identifié les éléments clés qui influencent la précision de la coupe :
Stabilité des machines et contrôle de l'environnement
- Contrôle de la température (variation de ±1°C maximum)
- Systèmes d'isolation des vibrations
- Régulation de l'humidité (plage optimale 45-55%)
- Conditions de salle blanche si nécessaire
Propriétés et caractéristiques des fils
Les propriétés du fil-électrode ont un impact significatif sur la précision de la coupe :
| Type de fil | Diamètre typique (mm) | Plage de précision (μm) | Meilleures applications |
|---|---|---|---|
| Laiton | 0.1 - 0.3 | ±2.5 - 5 | Coupe à usage général |
| Revêtement en zinc | 0.1 - 0.25 | ±2 - 4 | Coupe à grande vitesse |
| Tungstène | 0.02 - 0.1 | ±1 - 2.5 | Micro-coupe |
Systèmes de contrôle et de surveillance avancés
Les machines modernes d'électroérosion à fil utilisent des systèmes de contrôle sophistiqués qui surveillent et ajustent en permanence les paramètres de coupe :
Réglage des paramètres en temps réel
- Contrôle de la tension du fil
- Contrôle de l'écartement des étincelles
- Optimisation de l'alimentation
- Suivi de l'état de surface
Mesures d'assurance de la qualité
Chez PTSMAKE, nous mettons en œuvre des procédures complètes de contrôle de la qualité :
- Systèmes de mesure en cours de fabrication
- Vérification CMM après la coupe
- Test de rugosité de surface
- Validation des tolérances géométriques
Applications pratiques et résultats en matière de tolérance
Les différents secteurs d'activité requièrent des niveaux de précision variables :
Composants aérospatiaux
- Profils des pales de turbine : ±0,005 mm
- Buses d'injection de carburant : ±0,003 mm
- Éléments structurels : ±0,01 mm
Fabrication de dispositifs médicaux
- Instruments chirurgicaux : ±0,004 mm
- Composants de l'implant : ±0,002 mm
- Micro-outils : ±0,001 mm
Optimisation de la précision de l'électroérosion par fil
Pour obtenir une précision maximale, il convient de prendre en compte les pratiques essentielles suivantes :
Préparation du matériel
- Soulagement adéquat du stress
- Propreté de la surface
- Vérification de l'homogénéité des matériaux
- Montage correct de la pièce à usiner
Paramètres de fonctionnement
| Paramètres | Fourchette optimale | Impact sur la précision |
|---|---|---|
| Vitesse du fil | 2-12 m/min | Haut |
| Réglages de puissance | 2-8 A | Critique |
| Tension du fil | 1200-1800g | Important |
| Pression de rinçage | 0,5-2,0 MPa | Modéré |
Défis courants en matière de précision et solutions
La compréhension des problèmes potentiels permet de maintenir une précision constante :
Facteurs environnementaux
- Fluctuations de température
- Interférences vibratoires
- Perturbations électromagnétiques
- Variations de l'humidité
Questions relatives au matériel
- Stress interne
- Dureté non uniforme
- Impuretés des matériaux
- Dilatation thermique
Exigences spécifiques à l'industrie
Les différents secteurs ont des exigences de précision qui leur sont propres :
Industrie automobile
- Composants de la transmission : ±0,008 mm
- Pièces du moteur : ±0,005 mm
- Composants de l'outillage : ±0,003 mm
Fabrication de produits électroniques
- Outils pour semi-conducteurs : ±0,002 mm
- Moules pour connecteurs : ±0,004 mm
- Équipement d'essai : ±0,003 mm
Chez PTSMAKE, nous respectons systématiquement ces tolérances :
- Étalonnage régulier de la machine
- Programmes de formation des opérateurs
- Surveillance de l'environnement
- Protocoles de contrôle de la qualité
Tendances futures de la précision de coupe des fils d'électroérosion
Le secteur continue d'évoluer avec :
- Systèmes de contrôle alimentés par l'IA
- Matériaux de pointe pour les fils
- Amélioration de la technologie des capteurs
- Capacités d'automatisation renforcées
Ces développements promettent des niveaux de précision encore plus élevés, pouvant atteindre une précision inférieure au micron dans des applications spécialisées. La combinaison de l'expertise traditionnelle et de la technologie moderne permet d'atteindre des niveaux de précision sans précédent dans les opérations de découpage par électroérosion à fil.
Quels sont les matériaux que l'on peut couper avec un fil EDM ?
Avez-vous déjà été confronté au défi de couper des métaux extrêmement durs ou des formes complexes qui semblent impossibles à réaliser avec les méthodes d'usinage traditionnelles ? De nombreux ingénieurs se retrouvent bloqués lorsque les outils de coupe conventionnels ne parviennent pas à fournir la précision dont ils ont besoin, en particulier avec des matériaux exigeants.
La découpe par électroérosion à fil peut traiter efficacement tout matériau conducteur d'électricité, y compris l'acier trempé, le titane, les alliages de cuivre et le carbure de tungstène. Cette méthode d'usinage sans contact utilise des décharges électriques pour enlever la matière, ce qui permet d'obtenir une précision exceptionnelle quelle que soit la dureté du matériau.
Matériaux couramment coupés par électroérosion à fil
L'électroérosion à fil a révolutionné la façon dont nous abordons la découpe de précision dans l'industrie manufacturière. Ayant supervisé de nombreux projets d'électroérosion à fil, j'ai dressé une liste exhaustive des matériaux qui se prêtent bien à cette technologie :
Métaux et alliages
Aciers à outils
- Aciers à outils D2, M2 et H13
- Aciers CPM
- Aciers rapides (HSS)
Ces matériaux sont largement utilisés dans la fabrication d'outils de coupe et de matrices. Les fluide diélectrique3 utilisé dans le processus permet de maintenir des conditions de coupe constantes.
Aciers inoxydables
- Nuances 304 et 316
- Variantes durcies par précipitation
- Aciers inoxydables martensitiques
Matériaux avancés
| Type de matériau | Applications typiques | Avantages de l'électroérosion |
|---|---|---|
| Alliages de titane | Composants aérospatiaux | Pas de contrainte mécanique |
| Inconel | Pièces de turbines | Coupes de haute précision |
| Carbure | Outils de coupe | Parfait pour les matériaux durs |
| Laiton | Composants électriques | Finition de surface lisse |
Propriétés des matériaux qui affectent la découpe par électroérosion
Conductivité électrique
La conductivité électrique du matériau a un impact direct sur l'efficacité de la coupe. Les matériaux ayant une conductivité plus élevée permettent généralement d'atteindre les objectifs suivants
- Des vitesses de coupe plus rapides
- Meilleure finition de la surface
- Des résultats plus cohérents
Epaisseur du matériau
Les paramètres de coupe optimaux varient en fonction de l'épaisseur des matériaux :
| Épaisseur (mm) | Vitesse de coupe typique | Réglages de puissance |
|---|---|---|
| 0.5 - 10 | Rapide | Faible à moyen |
| 10 - 50 | Moyen | Moyen |
| 50+ | Lenteur | Haut |
Condition de traitement thermique
Le traitement thermique du matériau influe sur le processus de coupe :
- Les matériaux recuits se coupent souvent de manière plus régulière
- Les matériaux trempés peuvent nécessiter des paramètres ajustés
- Un traitement post-chauffage peut être nécessaire
Considérations particulières pour les différents matériaux
Matériaux composites
Lorsque vous travaillez avec des matériaux composites :
- Assurer une mise à la terre correcte
- Contrôler étroitement les paramètres de coupe
- Tenir compte des risques potentiels de délamination
Alliages exotiques
Pour les alliages spécialisés comme l'Hastelloy ou le Waspaloy :
- Ajuster les paramètres de coupe
- Utiliser les types de fils appropriés
- Contrôle du taux d'enlèvement de matière
Paramètres de coupe spécifiques aux matériaux
Vitesse en fonction de la dureté du matériau
| Matériau Dureté (HRC) | Vitesse de coupe relative | Recommandation sur le type de fil |
|---|---|---|
| 20-35 | Haut | Laiton ou revêtu |
| 35-50 | Moyen | Enrobé ou stratifié |
| 50+ | Faible | Revêtement haute performance |
Considérations relatives à l'état de surface
Les différents matériaux nécessitent des approches spécifiques pour une finition de surface optimale :
- Les matériaux plus tendres peuvent nécessiter plusieurs passages de finition
- Les matériaux plus durs permettent souvent d'obtenir naturellement un meilleur état de surface
- La structure du grain a une incidence sur la qualité de la surface finale
Applications spécifiques à l'industrie
Aérospatiale
Dans les applications aérospatiales, nous coupons couramment :
- Composants en titane
- Aluminium haute résistance
- Superalliages résistants à la chaleur
Médical
La fabrication de dispositifs médicaux nécessite :
- Acier inoxydable de qualité chirurgicale
- Matériaux d'implants en titane
- Alliages biocompatibles spécialisés
Automobile
Les applications automobiles les plus courantes sont les suivantes
- Acier à outils pour matrices
- Composants en acier trempé
- Pièces de transmission de précision
Meilleures pratiques pour la sélection des matériaux
Pour garantir la réussite de l'électroérosion à fil :
- Vérifier la conductivité du matériau
- Tenir compte de l'épaisseur du matériau
- Tenir compte des exigences en matière de traitement thermique
- Sélectionner le type de fil approprié
- Optimiser les paramètres de coupe
Chez PTSMAKE, nous appliquons des protocoles stricts de manipulation des matériaux afin de garantir des résultats optimaux pour tous les projets de découpe par électroérosion à fil. Notre expérience avec divers matériaux nous permet de fournir des recommandations précises pour des applications spécifiques.
Quels sont les avantages et les inconvénients de l'électroérosion par fil ?
Avez-vous déjà eu du mal à usiner des matériaux extrêmement durs ou à créer des formes complexes avec des tolérances serrées ? Les méthodes d'usinage traditionnelles s'avèrent souvent insuffisantes lorsqu'il s'agit de géométries complexes, ce qui provoque la frustration des ingénieurs et retarde les projets.
L'électroérosion à fil (EDM) est un procédé d'usinage non conventionnel qui utilise des décharges électriques pour enlever de la matière. Il offre des avantages uniques en termes de précision et de capacité, mais comporte également certaines limites en termes de vitesse et de coût.
Principaux avantages de l'électroérosion par fil
Précision et exactitude
L'électroérosion à fil permet d'obtenir une précision exceptionnelle avec des tolérances aussi étroites que ±0,0001 pouce. Ce niveau de précision est crucial pour des industries telles que l'aérospatiale et la fabrication d'appareils médicaux. Ce procédé permet de créer des formes et des détails complexes qui seraient impossibles à réaliser avec les méthodes d'usinage conventionnelles.
Polyvalence des matériaux
L'un des avantages les plus significatifs est la possibilité de couper tout matériau conducteur d'électricité, quelle que soit sa dureté. Les conductivité électrique4 du matériau détermine la vitesse de coupe et l'efficacité. Il est donc idéal pour :
- Aciers trempés
- Alliages de titane
- Matériaux en carbure
- Métaux exotiques
Pas de contact direct
Contrairement aux méthodes de coupe traditionnelles, l'électroérosion à fil n'entre pas en contact physique avec la pièce pendant l'usinage. Cela élimine :
- Contrainte mécanique
- Usure des outils
- Problèmes liés à la force de coupe
- Déformation de la surface
Principales limites et défis
Contraintes de vitesse
Le taux d'enlèvement de matière dans l'électroérosion à fil est relativement lent par rapport aux méthodes d'usinage conventionnelles. Voici une analyse comparative :
| Méthode d'usinage | Taux d'enlèvement de matière (mm³/min) | Finition de la surface (Ra) |
|---|---|---|
| Electro-érosion à fil | 2-300 | 0,1-0,8 µm |
| Fraisage CNC | 1000-5000 | 0,4-1,6 µm |
| Tournage conventionnel | 800-3000 | 0,5-1,8 µm |
Considérations sur les coûts
Les coûts opérationnels de l'électroérosion à fil peuvent être plus élevés que ceux des méthodes d'usinage traditionnelles en raison des facteurs suivants :
- Consommables de fil coûteux
- Consommation d'énergie plus élevée
- Entretien de l'eau déionisée
- Temps d'usinage plus longs
Limites matérielles
Malgré sa polyvalence avec les matériaux conducteurs, l'électroérosion à fil présente certaines restrictions :
- Ne peut pas usiner des matériaux non conducteurs
- Épaisseur minimale du matériau requise
- Peut provoquer des zones affectées par la chaleur dans certains matériaux
Considérations spécifiques à l'application
Applications industrielles
L'électroérosion à fil est largement utilisée dans diverses industries :
Aérospatiale
- Composants du moteur
- Pièces de turbines
- Éléments structurels
Médical
- Instruments chirurgicaux
- Composants d'implants
- Dispositifs médicaux sur mesure
Automobile
- Pièces de précision pour moteurs
- Fabrication d'outils et de matrices
- Développement de prototypes
Qualité et finition de la surface
Ce procédé permet d'obtenir d'excellents états de surface, mais plusieurs facteurs influent sur la qualité finale :
- Sélection du diamètre du fil
- Réglages de puissance
- Vitesse de coupe
- Propriétés des matériaux
Impact sur l'environnement
L'électroérosion à fil présente des aspects environnementaux à la fois positifs et négatifs :
Positif :
- Un minimum de déchets
- Aucun liquide de coupe n'est nécessaire
- Réduction de la pollution sonore
Négatif :
- Consommation d'énergie élevée
- Considérations relatives à l'élimination des fils
- Exigences en matière de traitement de l'eau
Stratégies d'optimisation des processus
Sélection des paramètres
Pour obtenir des résultats optimaux, il faut tenir compte des éléments suivants
- Type et diamètre du fil
- Réglages de puissance
- Tension du fil
- Vitesse de coupe
- Pression de rinçage
Exigences en matière de maintenance
Un entretien régulier est essentiel pour garantir des performances constantes :
- Alignement du guide-fil
- Nettoyage du système de filtration
- Surveillance de la qualité de l'eau
- Étalonnage de la machine
Méthodes de réduction des coûts
Plusieurs stratégies peuvent contribuer à optimiser les coûts :
- Traitement par lots de pièces similaires
- Optimisation de l'agencement des nids
- Minimiser la consommation de fil
- Mise en œuvre de systèmes automatisés
Développements futurs
La technologie de l'électroérosion à fil continue d'évoluer :
- Systèmes de contrôle avancés
- Amélioration des matériaux des fils
- Meilleure efficacité de l'alimentation électrique
- Capacités d'automatisation renforcées
Chez PTSMAKE, nous avons mis en œuvre ces capacités avancées d'électroérosion à fil pour fournir des pièces précises et complexes à nos clients dans divers secteurs d'activité. Notre expertise dans l'optimisation des processus d'électroérosion à fil nous permet de maintenir l'équilibre entre la qualité, le coût et le délai de livraison.
Comment l'électroérosion par fil se compare-t-elle aux méthodes d'usinage traditionnelles ?
Avez-vous déjà eu du mal à usiner des pièces complexes et de haute précision en utilisant des méthodes traditionnelles ? Lorsqu'il s'agit de matériaux trempés ou de géométries complexes, l'usinage conventionnel peut entraîner une usure de l'outil, des pertes de matière et des problèmes de qualité frustrants.
La découpe par électroérosion à fil offre une précision et une capacité supérieures aux méthodes d'usinage traditionnelles pour les géométries complexes. Ce procédé sans contact permet d'obtenir des tolérances aussi étroites que ±0,0001 pouce tout en travaillant avec n'importe quel matériau conducteur, quelle que soit sa dureté.

Comprendre les différences fondamentales
Mécanique des procédés
L'usinage traditionnel repose sur le contact physique entre les outils de coupe et les pièces à usiner, tandis que le découpage par fil EDM utilise la décharge électrique pour enlever la matière. Les fluide diélectrique5 dans l'électroérosion crée un environnement contrôlé pour un enlèvement de matière précis sans contact direct avec l'outil.
Capacités matérielles
Les méthodes d'usinage traditionnelles se heurtent à des limites lorsqu'il s'agit de travailler avec des matériaux :
- Matériaux trempés
- Composants sensibles à la chaleur
- Géométries complexes
- Parois extrêmement minces
Le découpage par électroérosion à fil excelle dans ces scénarios parce qu'il.. :
- Fonctionne indépendamment de la dureté du matériau
- Génère un minimum de chaleur dans la zone affectée
- Maintien d'une précision constante
- Ne produit aucun effort de coupe
Comparaison des performances
Voici une comparaison détaillée des principaux indicateurs de performance :
| Aspect | Découpage de fils par électroérosion | Usinage traditionnel |
|---|---|---|
| Finition de la surface | Ra 0,1-0,8 μm | Ra 0,4-3,2 μm |
| Capacité de tolérance | ±0,0001 pouce | ±0,0005 pouces |
| Matériau Limite de dureté | Aucune limite (uniquement conducteur) | Limité par la dureté de l'outil |
| Temps de préparation | Installation initiale plus longue | Une mise en place généralement plus rapide |
| Vitesse de production | Taux d'enlèvement plus lent | Plus rapide pour les géométries simples |
Considérations sur les coûts
Investissement initial
Les machines de découpe par électroérosion à fil nécessitent généralement un investissement initial plus important que les machines CNC traditionnelles. Chez PTSMAKE, nous avons soigneusement équilibré notre portefeuille d'équipements afin d'offrir les deux options, garantissant ainsi des solutions rentables pour les différentes exigences des projets.
Coûts de fonctionnement
Les coûts d'exploitation comprennent
- Consommation de fil
- Entretien des fluides diélectriques
- Consommation électrique
- Coûts salariaux
- Exigences en matière d'entretien
L'usinage traditionnel implique souvent :
- Remplacement des outils de coupe
- Coûts du liquide de refroidissement
- Consommation électrique plus élevée
- Maintenance plus fréquente
Économie de la production
L'économie de chaque processus dépend de.. :
- Complexité des pièces
- Propriétés des matériaux
- Volume de production
- Exigences de qualité
Par exemple, lors de l'usinage de pièces en acier trempé à géométrie complexe, l'électroérosion à fil s'avère souvent plus économique malgré des vitesses de coupe plus lentes, car elle élimine la nécessité de procéder à de multiples réglages et changements d'outils.
Avantages spécifiques à l'application
Fabrication de pièces de précision
Le découpage par électroérosion à fil excelle dans les applications nécessitant :
- Microcaractéristiques
- Angles internes aigus
- Parois minces
- Profils complexes
Développement de prototypes
Pour le développement de prototypes, l'électroérosion à fil offre des avantages :
- Flexibilité dans les changements de conception
- Exigences minimales en matière d'outillage
- Précision constante
- Modifications réduites de l'installation
Considérations relatives à la production
Facteurs clés influençant la sélection des processus :
Géométrie des pièces
- Les formes simples favorisent l'usinage traditionnel
- Les profils complexes bénéficient de l'électroérosion
Propriétés des matériaux
- Les matériaux souples s'accordent bien avec les méthodes traditionnelles
- Les matériaux trempés nécessitent souvent un usinage par électroérosion.
Exigences de qualité
- Les besoins de haute précision favorisent l'électroérosion
- Les tolérances standard conviennent à l'usinage traditionnel
Intégration dans la fabrication moderne
L'électroérosion à fil complète l'usinage traditionnel dans les environnements de fabrication modernes. Chez PTSMAKE, nous combinons souvent les deux technologies pour optimiser l'efficacité de la production. Par exemple, nous pouvons ébaucher une pièce à l'aide de méthodes traditionnelles avant d'atteindre la précision finale grâce à la découpe par électroérosion à fil.
Approches de fabrication hybride
La fabrication moderne nécessite souvent une combinaison de processus :
- Mise en forme initiale avec des méthodes traditionnelles
- Caractéristiques de précision grâce à l'électroérosion à fil
- Finition de la surface si nécessaire
Intégration du contrôle de la qualité
Les deux processus nécessitent des approches différentes en matière de contrôle de la qualité :
- L'usinage traditionnel se concentre sur la surveillance de l'usure des outils
- La découpe par électroérosion à fil met l'accent sur l'état du fil et les paramètres électriques
Tendances futures
L'industrie manufacturière continue d'évoluer :
- Commandes CNC avancées
- Enfilage automatisé de fils
- Amélioration des vitesses de coupe
- Amélioration des capacités de finition de surface
Quelle qualité d'état de surface peut-on obtenir avec l'électroérosion par fil ?
Avez-vous déjà eu du mal à obtenir une finition de surface parfaite avec les méthodes d'usinage traditionnelles ? Il est frustrant de constater que vos pièces présentent des marques d'outils, des rayures ou une qualité de surface irrégulière, en particulier pour les composants de haute précision pour lesquels chaque micron compte.
La découpe par électroérosion à fil permet d'obtenir des finitions de surface aussi fines que 0,1 μm Ra (0,004 μin), ce qui la rend idéale pour les composants de précision. Le processus permet d'obtenir des surfaces cohérentes et semblables à des miroirs sans contraintes mécaniques ni marques d'outils, ce qui est particulièrement précieux pour les applications médicales et aérospatiales.
Comprendre l'état de surface dans l'électroérosion à fil
La qualité de la finition de surface dans l'électroérosion à fil dépend de plusieurs facteurs clés. La qualité de la finition de la surface dans l'électroérosion à fil dépend de plusieurs facteurs clés. fluide diélectrique6 La circulation, le matériau du fil-électrode et les paramètres de la machine jouent tous un rôle crucial dans l'obtention de l'état de surface souhaité.
Paramètres clés affectant la qualité de la surface
Réglages de puissance
- Courant de pointe
- Durée de l'impulsion
- Fréquence d'impulsion
- Tension d'écartement
Caractéristiques des fils
- Type de matériau du fil
- Diamètre du fil
- Tension du fil
Variables de la machine
- Vitesse de coupe
- Pression de rinçage
- Vitesse d'avance du fil
Classification de l'état de surface
Différentes applications nécessitent différents niveaux de finition de surface. Voici une analyse détaillée :
| Grade | Valeur Ra (μm) | Applications typiques |
|---|---|---|
| N12 | 50.0 | Coupe grossière |
| N10 | 12.5 | Usinage général |
| N8 | 3.2 | Semi-finition |
| N6 | 0.8 | Finition |
| N4 | 0.2 | Finition du miroir |
Stratégie à passages multiples pour une finition supérieure
Chez PTSMAKE, nous mettons en œuvre une approche stratégique en plusieurs étapes pour obtenir des finitions de surface de première qualité :
Première coupe (Rough Cut)
- Réglages de puissance plus élevés
- Vitesse de coupe plus rapide
- L'accent est mis sur l'enlèvement de matière
- Valeur Ra généralement comprise entre 3,0 et 4,0 μm
Deuxième passage (semi-finition)
- Réglages de puissance réduits
- Vitesse de coupe modérée
- Supprime les marques de coupe précédentes
- Valeur Ra généralement comprise entre 1,0 et 2,0 μm
Dernière passe (finition)
- Réglages de puissance minimaux
- Vitesse de coupe lente
- Génération de surfaces ultra-précises
- La valeur Ra peut atteindre 0,1-0,2 μm.
Exigences spécifiques à l'industrie
Différentes industries exigent des qualités de finition de surface spécifiques :
Composants aérospatiaux
- Requiert généralement une finition N6-N4
- Essentiel pour la résistance à la fatigue
- Assure l'efficacité aérodynamique
- Maintien de l'intégrité structurelle
Dispositifs médicaux
- Demande souvent une finition N4
- Essentiel pour la biocompatibilité
- Prévient la croissance bactérienne
- Facilite la stérilisation
Industrie des moules et matrices
- Variable de N8 à N4
- Affecte la qualité des pièces en plastique
- Influence sur le flux de matières
- Impacts sur la longévité des outils
Meilleures pratiques pour un état de surface optimal
Sélection des fils
- Fil de laiton de première qualité pour les applications générales
- Fil zingué pour une meilleure finition de la surface
- Fil de tungstène pour des coupes ultra-précises
Maintenance des machines
- Étalonnage régulier
- Système diélectrique propre
- Élimination correcte des fils
- Conditions environnementales stables
Optimisation des processus
- Sélection appropriée des paramètres
- Tension constante du fil
- Conditions optimales de rinçage
- Contrôles de qualité réguliers
Mesure et vérification de l'état de surface
Pour garantir une qualité constante, nous utilisons différentes techniques de mesure :
Méthodes de contact
- Profilomètres
- Testeurs de rugosité de surface
- Instruments à stylet
Méthodes sans contact
- Microscopes optiques
- Cartographie de surface en 3D
- Analyse de l'imagerie numérique
Défis et solutions en matière d'état de surface
Problèmes de rupture de fil
- Solution : Ajuster les paramètres de coupe
- Mise en œuvre d'une tension de fil appropriée
- Assurer la propreté du fluide diélectrique
Irrégularités de surface
- Solution : Réviser les paramètres d'alimentation
- Vérifier l'efficacité du rinçage
- Vérifier l'état des fils
Finition irrégulière
- Solution : Stabiliser les paramètres de la machine
- Contrôler les conditions environnementales
- Maintien d'une alimentation en fil régulière
Coûts et qualité de la surface
S'il est possible d'obtenir une finition de surface supérieure, il est important de trouver un équilibre entre la qualité et la rentabilité :
Facteurs économiques
- Temps machine
- Consommation de fil
- Consommation d'énergie
- Coûts salariaux
Compromis qualité-coût
- Nombre de passages requis
- Vitesse de traitement
- Spécifications des matériaux
- Exigences finales de la demande
Comment choisir le bon fournisseur de services de découpe de fil par électroérosion ?
Avez-vous déjà reçu des pièces découpées par électroérosion à fil qui ne répondaient pas à vos spécifications ? Ou, pire encore, vous avez dû faire face à des retards qui ont bouleversé l'ensemble de votre programme de production ? Ces situations peuvent être frustrantes et coûteuses, en particulier lorsque vous travaillez sur des projets urgents.
Pour choisir le bon fournisseur de services de découpe par électroérosion à fil, il faut évaluer ses capacités techniques, son expérience, ses systèmes de contrôle de la qualité et son service à la clientèle. Le partenaire idéal doit disposer d'un équipement de pointe, d'une expertise éprouvée et d'un historique de livraison de pièces précises dans les délais impartis.
Comprendre les capacités techniques
Lorsque vous choisissez un fournisseur de services de découpe par électroérosion à fil, vous devez avant tout tenir compte de ses capacités techniques. L'équipement et l'expertise d'un fournisseur ont un impact direct sur la qualité de vos pièces.
Spécifications de la machine
Les machines modernes de découpe par électroérosion à fil doivent présenter les caractéristiques suivantes
- Systèmes de positionnement de haute précision
- Capacités avancées d'enfilage de fils
- Contrôle automatique de la tension du fil7
- Capacités de coupe multiaxiale
Expertise en matière de traitement des matériaux
Le prestataire doit démontrer qu'il sait travailler avec différents matériaux :
| Type de matériau | Applications typiques | Épaisseur maximale |
|---|---|---|
| Acier à outils | Matrices et moules | Jusqu'à 400 mm |
| Carbure | Outils de coupe | Jusqu'à 150 mm |
| Aluminium | Pièces pour l'aérospatiale | Jusqu'à 300 mm |
| Cuivre | Composants électriques | Jusqu'à 200 mm |
Systèmes de contrôle de la qualité
Le contrôle de la qualité est crucial dans le domaine de l'électroérosion à fil. Chez PTSMAKE, nous maintenons des normes de qualité strictes :
Matériel d'inspection
- Machines CMM pour la vérification des dimensions
- Testeurs de rugosité de surface
- Systèmes de mesure optique
Documentation et certification
- Certification ISO 9001:2015
- Rapports d'inspection détaillés
- Certifications des matériaux
- Documentation sur le contrôle des processus
Capacité de production et délais d'exécution
Tenez compte de la capacité du fournisseur à répondre à vos besoins en matière de production :
Indicateurs de capacité
- Nombre de machines d'électroérosion
- Heures de fonctionnement
- Disponibilité des opérateurs qualifiés
- Calendrier d'entretien
Service à la clientèle et communication
Une communication efficace est essentielle à la réussite des projets. Recherchez des fournisseurs qui offrent :
Canaux de communication
- Gestionnaires de projet dédiés
- Mises à jour régulières des progrès réalisés
- Consultation technique
- Réponse rapide aux questions
Gestion de projet
- Des engagements clairs en matière de calendrier
- Une tarification transparente
- Capacité à résoudre des problèmes
- Procédures de gestion du changement
Considérations sur les coûts
Même si le prix ne doit pas être le seul facteur, il est important de comprendre la structure des coûts :
| Niveau de service | Caractéristiques | Applications typiques |
|---|---|---|
| Standard | Services de coupe de base | Géométries simples |
| Prime | Précision accrue | Pièces complexes |
| Express | Livraison accélérée | Projets urgents |
Expérience et réputation dans le secteur
Évaluer la position du fournisseur dans le secteur :
Indicateurs clés
- Années d'activité
- Certifications industrielles
- Témoignages de clients
- Portefeuille de projets réalisés
Situation géographique et logistique
Examiner les aspects pratiques de la collaboration avec le prestataire :
Facteurs de localisation
- Capacités d'expédition
- Expérience en matière d'importation/exportation
- Différences de fuseaux horaires
- Conformité aux réglementations locales
Respect de l'environnement et de la sécurité
Les fournisseurs responsables assurent la maintenance :
- Systèmes d'élimination des déchets appropriés
- Protocoles de sécurité pour les travailleurs
- Certifications environnementales
- Audits de sécurité réguliers
Intégration de la technologie
Les services modernes d'électroérosion par fil devraient offrir
Capacités numériques
- Intégration CAD/CAM
- Suivi des commandes en ligne
- Rapports numériques sur la qualité
- Systèmes de transfert de fichiers
Ordonnances de première instance et échantillonnage
Avant de s'engager dans des projets de grande envergure :
- Demande d'échantillons de pièces
- Évaluer l'état de surface
- Vérifier la précision des dimensions
- Évaluer l'efficacité de la communication
Chez PTSMAKE, nous encourageons les clients potentiels à commencer par de petites commandes afin d'expérimenter directement la qualité de nos services. Cette approche permet d'instaurer un climat de confiance et de s'assurer que nous répondons à vos besoins spécifiques avant de passer à des projets plus importants.
En évaluant soigneusement ces aspects, vous pourrez sélectionner un fournisseur de services de découpe par fil EDM qui répondra à vos besoins et contribuera à la réussite de votre projet.
Quelle est la maintenance requise pour les machines de découpe par électroérosion à fil ?
Avez-vous déjà été confronté à des pannes inattendues de votre machine de découpe par électroérosion à fil en plein milieu d'un projet critique ? La frustration liée aux retards de production et à une qualité de coupe irrégulière peut être écrasante, en particulier lorsque des délais serrés sont imminents.
Les machines de découpe par électroérosion à fil nécessitent un entretien régulier axé sur cinq domaines clés : le système de fluide diélectrique, le système d'entraînement du fil, les guides de la machine, les composants électriques et les pièces mécaniques. Un bon entretien garantit des performances de coupe optimales, prolonge la durée de vie de la machine et évite des temps d'arrêt coûteux.
Comprendre la maintenance des fluides diélectriques
Le système de fluide diélectrique est crucial pour les opérations de découpage par électroérosion à fil. L'entretien régulier de ce système comprend
Remplacement du filtre
- Vérification hebdomadaire de l'état des filtres
- Remplacement des filtres conformément aux spécifications du fabricant
- Contrôle de la pression et du débit des fluides
Contrôle de la qualité des fluides
Le niveau de conductivité8 du fluide diélectrique doivent être maintenus dans des fourchettes spécifiées pour obtenir des performances de coupe optimales. Chez PTSMAKE, nous appliquons un programme strict de test des fluides :
| Paramètre d'essai | Fréquence | Fourchette acceptable |
|---|---|---|
| Conductivité | Quotidiennement | 10-15 μS/cm |
| Niveau de pH | Hebdomadaire | 7.0-8.5 |
| Température | En continu | 20-25°C |
Maintenance du système d'entraînement par câble
Mécanisme d'alimentation en fil
Inspection et nettoyage réguliers des :
- Guides-fils
- Rouleaux d'alimentation
- Système de contrôle de la tension
- Bac de collecte en fil de fer
Réglage de la tension
Une bonne tension du fil est essentielle pour obtenir des coupes précises. Je recommande de vérifier les réglages de tension :
- Avant chaque nouvel emploi
- Après changement de type de fil
- Lorsque les paramètres de coupe changent de manière significative
Maintenance du guide de la machine
Entretien des guides supérieur et inférieur
- Nettoyage quotidien des surfaces de guidage
- Contrôle hebdomadaire de l'usure
- Contrôles mensuels de l'étalonnage
- Calendrier de remplacement trimestriel
Vérification de l'alignement
L'alignement correct du guide garantit la précision de la coupe :
| Contrôle de l'alignement | Méthode | Fréquence |
|---|---|---|
| Equerre X-Y | Coupe d'essai | Mensuel |
| Déplacement de l'axe Z | Indicateur de cadran | Toutes les deux semaines |
| Tableau Planéité | Jauge de niveau | Mensuel |
Entretien des composants électriques
Système d'alimentation
- Inspection régulière des connexions électriques
- Nettoyage des points de contact électriques
- Vérification de la stabilité de la tension
- Essai des systèmes d'arrêt d'urgence
Maintenance du système de contrôle
- Sauvegarde des paramètres de la machine
- Installation des mises à jour de logiciels
- Étalonnage des systèmes de mesure
- Vérification des interfaces de communication
Composants mécaniques
Structure de la machine
- Vérification de l'intégrité structurelle
- Lubrification des pièces mobiles
- Inspection des joints et des garnitures
- Vérification du mouvement de la table
Système d'axes
- Entretien des guides linéaires
- Lubrification de la vis à billes
- Inspection des roulements
- Contrôles du système d'entraînement
Calendrier d'entretien préventif
J'ai mis au point un programme d'entretien complet basé sur l'utilisation de la machine :
| Composant | Quotidiennement | Hebdomadaire | Mensuel | Trimestrielle |
|---|---|---|---|---|
| Système diélectrique | Vérifier les niveaux | Nettoyer les réservoirs | Remplacer les filtres | Rinçage complet du système |
| Système de fils | Nettoyer les guides | Vérifier la tension | Remplacer les guides | Calibrage de l'alimentation |
| Électronique | Inspection visuelle | Test de sécurité | Vérifier les connexions | Diagnostic complet |
| Mécanique | Un espace de travail propre | Lubrifier | Aligner le tableau | Vérification de la révision |
Documentation et archivage
Il est essentiel de tenir des registres d'entretien détaillés. Chez PTSMAKE, nous documentons :
- Toutes les activités de maintenance
- Données sur les performances de la machine
- Mesures de la qualité des pièces
- Incidents liés aux temps d'arrêt
- Historique des réparations
Considérations environnementales
Un bon entretien comprend également des facteurs environnementaux :
- Contrôle de la température (20-25°C)
- Régulation de l'humidité (40-60%)
- Prévention de la poussière
- Isolation contre les vibrations
Exigences en matière de formation
Une maintenance efficace nécessite un personnel correctement formé. Les principaux domaines de formation sont les suivants
- Fonctionnement de base de la machine
- Procédures de dépannage
- Protocoles de sécurité
- Intervention d'urgence
- Techniques de maintenance préventive
Gestion des coûts
La mise en œuvre d'un programme d'entretien structuré permet de contrôler les coûts :
- Réduire les temps d'arrêt imprévus
- Prolonger la durée de vie de la machine
- Optimisation de l'utilisation des consommables
- Amélioration de la qualité des pièces
- Minimiser les taux de rebut
Grâce à des pratiques d'entretien systématiques chez PTSMAKE, nous avons obtenu des améliorations significatives de la fiabilité des machines et de la précision de coupe. Un entretien régulier permet non seulement de garantir des performances constantes, mais aussi de maximiser le retour sur investissement de la technologie de découpe par fil EDM.
L'électroérosion à fil peut-elle réduire les délais de production pour le prototypage ?
Avez-vous déjà été confronté à des retards frustrants dans vos projets de prototypage en raison d'exigences de coupe complexes ? Les méthodes d'usinage traditionnelles se heurtent souvent à des formes complexes et à des matériaux durs, ce qui entraîne une prolongation des délais de production et un non-respect des échéances. Ces difficultés peuvent avoir un impact considérable sur le cycle de développement de vos produits.
L'électroérosion à fil permet de réduire considérablement les délais de production des prototypes, jusqu'à 50%, par rapport aux méthodes d'usinage conventionnelles. Cette technologie permet de découper avec précision des formes complexes dans des matériaux durs sans contrainte mécanique, ce qui accélère l'itération et le développement des prototypes.
Comprendre la technologie de découpe par fil EDM
La découpe par fil EDM, également connue sous le nom d'usinage par décharge électrique, représente une percée dans la fabrication de précision. Ce procédé utilise fluide diélectrique9 pour faciliter les décharges électriques contrôlées entre un fil-électrode et la pièce à usiner. Chez PTSMAKE, nous avons intégré cette technologie à nos services de prototypage afin de réduire les délais d'exécution tout en maintenant une précision exceptionnelle.
Composants clés de l'électroérosion par fil
- Fil Électrode
- Système diélectrique
- Générateur d'électricité
- Système de contrôle CNC
- Fixation des pièces
Avantages de la vitesse dans le prototypage
L'efficacité de l'électroérosion à fil est particulièrement évidente lorsqu'il s'agit de travailler avec des matériaux :
Géométries complexes
Les méthodes d'usinage traditionnelles nécessitent souvent de multiples réglages et changements d'outils pour les formes complexes. L'électroérosion à fil permet de créer des profils complexes en une seule opération, ce qui réduit considérablement les temps de réglage et la durée totale de la production.
Traitement des matériaux durs
Lorsque l'on travaille avec des aciers trempés ou des superalliages, les outils de coupe conventionnels peuvent s'user rapidement ou se casser. Le découpage par électroérosion à fil contourne ces limitations en utilisant l'érosion électrique plutôt que la force mécanique.
Analyse comparative des temps de production
| Méthode de fabrication | Temps de préparation | Vitesse de coupe | Post-traitement | Délai total |
|---|---|---|---|---|
| Découpage de fils par électroérosion | 1-2 heures | 15-30 mm²/min | Minime | 1-3 jours |
| Fraisage traditionnel | 2-4 heures | Variable | Très large | 3-7 jours |
| Découpe au laser | 1 heure | 40-60 mm²/min | Modéré | 2-4 jours |
Avantages en termes de qualité lors du prototypage
Cohérence de l'état de surface
Le processus d'érosion contrôlée de l'électroérosion à fil permet d'obtenir des finitions de surface homogènes, atteignant généralement les niveaux suivants :
- Rugosité de surface aussi faible que 0,2μm
- Pas de bavures ni de contraintes mécaniques
- Texture uniforme sur toutes les surfaces de coupe
Précision dimensionnelle
Les machines modernes de découpe par électroérosion à fil peuvent atteindre les objectifs suivants
- Précision de positionnement de ±0,001 mm
- Tolérance de largeur de coupe de ±0,002 mm
- Répétabilité à 0,001 mm près
Considérations relatives au rapport coût-efficacité
Bien que l'investissement initial dans l'équipement de découpe par électroérosion à fil soit substantiel, cette technologie offre plusieurs avantages en termes de coûts pour le prototypage :
Économies de coûts directs
- Réduction des coûts de main-d'œuvre grâce à l'automatisation des opérations
- Frais d'outillage réduits par rapport à l'usinage conventionnel
- Déchets minimaux de matériaux
- Diminution du besoin d'opérations secondaires
Coûts indirects Bénéfices
- Une mise sur le marché plus rapide
- Réduction des cycles d'itération des prototypes
- Diminution du risque d'erreurs et de rebuts
- Amélioration de la capacité de validation de la conception
Avantages spécifiques à l'application
Prototypes aérospatiaux
L'industrie aérospatiale exige des composants extrêmement précis aux géométries complexes. L'électroérosion à fil excelle dans la création de ces pièces :
- Composants de la turbine
- Supports structurels
- Pièces de l'échangeur de chaleur
- Fixations de montage de précision
Développement de dispositifs médicaux
Pour les prototypes médicaux, l'électroérosion à fil permet d'obtenir des résultats satisfaisants :
- Caractéristiques de la surface stérile
- Composants d'instruments chirurgicaux complexes
- Pièces de dispositifs d'implants
- Exigences en matière de fixations personnalisées
Meilleures pratiques pour des résultats optimaux
Pour maximiser les avantages de l'électroérosion par fil dans le domaine du prototypage :
Optimisation de la conception
- Tenir compte des limites de diamètre du fil
- Planifier des trajectoires de coupe optimales
- Inclure les autorisations appropriées
Sélection des matériaux
- Choisir les matériaux appropriés pour le traitement par électroérosion
- Tenir compte des exigences en matière de conductivité
- Tenir compte des variations d'épaisseur des matériaux
Paramètres du processus
- Optimiser les vitesses de coupe pour différents matériaux
- Équilibrer les passes d'ébauche et de finition
- Contrôle de la tension du fil et de la vitesse d'avance
Intégration à d'autres processus de fabrication
Le découpage par électroérosion à fil fonctionne efficacement en parallèle :
- Fraisage CNC
- Opérations de tournage
- Procédés de traitement thermique
- Méthodes de finition des surfaces
Cette capacité d'intégration permet de mettre au point des solutions de prototypage complètes qui combinent les atouts de plusieurs processus de fabrication.
Comment minimiser les pertes de matériaux dans les processus de découpe par fil EDM ?
Avez-vous déjà vu vos coûts de matériaux grimper en flèche lors de vos opérations de découpe par électroérosion à fil ? La frustration de voir des matériaux coûteux gaspillés, associée aux préoccupations environnementales croissantes, peut amener tout fabricant à remettre en question l'efficacité de son processus.
Il est possible de minimiser les pertes de matériau lors de la découpe par électroérosion à fil grâce à une imbrication stratégique des pièces, à des paramètres de découpe optimisés et à des procédures d'entretien appropriées. Ces techniques peuvent réduire les déchets jusqu'à 30% tout en maintenant la qualité des pièces et l'efficacité de la production.
Comprendre les sources de déchets de matériaux
Principaux contributeurs de déchets
Les déchets de matériaux dans l'électroérosion à fil proviennent principalement de trois sources :
- Mauvaise imbrication des pièces
- Excessif largeur du trait de scie10
- Réductions inutiles des tests
Stratégies d'optimisation pour la conservation des matériaux
Une imbrication efficace des pièces
L'imbrication des pièces est cruciale pour l'optimisation des matériaux. Chez PTSMAKE, nous utilisons un logiciel d'imbrication avancé qui prend en compte :
- Orientation partielle
- Sens du grain du matériau
- Possibilités de coupe de lignes courantes
- Minimisation des déchets
Optimisation des paramètres
Le tableau suivant indique les paramètres de coupe recommandés pour différentes épaisseurs de matériau :
| Matériau Épaisseur (mm) | Vitesse du fil (mm/min) | Tension du fil (N) | Réglage de la puissance (A) |
|---|---|---|---|
| 0-10 | 8-12 | 10-12 | 2-4 |
| 10-30 | 6-8 | 12-14 | 4-6 |
| 30-50 | 4-6 | 14-16 | 6-8 |
Maintenance et contrôle de la qualité
Entretien régulier des machines
Un entretien adéquat garantit des performances de coupe constantes :
- Inspection quotidienne du guide-fil
- Nettoyage hebdomadaire du filtre
- Contrôles mensuels de l'étalonnage
- Maintenance préventive trimestrielle
Mesures de contrôle de la qualité
Maintenir une utilisation optimale des matériaux :
- Contrôles dimensionnels réguliers
- Contrôle de l'état de surface
- Suivi de la consommation de fil
- Analyse du taux de rebut
Techniques avancées de réduction des déchets
Coupe de la ligne commune
Cette technique consiste à
- Partage des lignes de coupe entre les pièces
- Réduction de la distance totale de coupe
- Minimiser les pertes de matériaux entre les pièces
Coupe de pont
Les stratégies de mise en œuvre comprennent
- Placement stratégique du bridge
- Epaisseur minimale du pont
- Retrait facile des pièces
- Réduction des contraintes sur les matériaux
Sélection et manipulation des matériaux
Sélection de la qualité des matériaux
Choisir les matériaux appropriés en fonction de :
- Conditions d'application
- Considérations sur les coûts
- Caractéristiques d'usinage
- Besoins en matière de finition de surface
Stockage et manipulation
Une manipulation correcte des matériaux implique :
- Stockage climatisé
- Méthodes d'empilage appropriées
- Rotation régulière des stocks
- Transport protégé
Intégration de la technologie
Optimisation de la CAO/FAO
Les solutions logicielles modernes offrent
- Algorithmes d'imbrication automatique
- Optimisation de la trajectoire de coupe
- Rapports sur l'utilisation des matériaux
- Capacités de simulation
Applications de l'apprentissage automatique
Les technologies émergentes fournissent :
- Maintenance prédictive
- Optimisation des paramètres de coupe
- Ajustements en temps réel
- Modèles de prévision des déchets
Considérations environnementales
Programmes de recyclage
Mettre en œuvre un recyclage efficace :
- Tri par type de matériau
- Confinement adéquat
- Collecte régulière
- Documentation
Pratiques durables
Focus sur :
- Efficacité énergétique
- Conservation de l'eau
- Réduction des déchets
- Respect de l'environnement
Analyse des coûts et retour sur investissement
Mesures de réduction des déchets
| Domaine d'amélioration | Économies potentielles (%) | Coût de la mise en œuvre | Calendrier du retour sur investissement |
|---|---|---|---|
| Emboîtement des pièces | 15-20 | Faible | 1-3 mois |
| Optimisation des paramètres | 10-15 | Moyen | 3-6 mois |
| Maintenance | 5-10 | Moyen | 6-12 mois |
Mise en œuvre des meilleures pratiques
- Formation régulière des opérateurs
- Procédures opérationnelles standard
- Points de contrôle de la qualité
- Contrôle des performances
- Programmes d'amélioration continue
Tendances futures et innovations
Technologies émergentes
- Optimisation pilotée par l'IA
- Développement de matériaux avancés
- Systèmes de capteurs améliorés
- Manutention automatisée
Intégration de l'industrie 4.0
- Contrôle en temps réel
- Analyse des données
- Maintenance prédictive
- Systèmes connectés
Cliquez ici pour savoir comment la largeur du trait de scie affecte les dimensions finales et la précision de votre pièce. ↩
Cliquez pour en savoir plus sur le rôle des fluides diélectriques dans l'obtention d'une précision de coupe supérieure par électroérosion. ↩
Cliquez pour en savoir plus sur les propriétés des fluides diélectriques et leur impact sur les performances de coupe de l'électroérosion. ↩
Cliquez ici pour découvrir comment la conductivité électrique affecte les performances de coupe de l'électroérosion et la sélection des matériaux. ↩
Cliquez pour en savoir plus sur le rôle du fluide diélectrique dans la réalisation de coupes de précision. ↩
Cliquez pour en savoir plus sur la sélection du fluide diélectrique et son impact sur la qualité de l'état de surface. ↩
Cliquez pour découvrir comment le contrôle automatique de la tension du fil assure une précision de coupe optimale. ↩
Cliquez pour en savoir plus sur les techniques de mesure de la conductivité pour une performance optimale de l'électroérosion. ↩
Cliquez pour en savoir plus sur la façon dont le fluide diélectrique améliore la précision et la vitesse de coupe dans les processus d'électroérosion. ↩
Cliquez pour en savoir plus sur les techniques d'optimisation de la largeur du trait de scie pour une efficacité maximale du matériau. ↩






