

Are you trying to determine if zinc die casting is strong enough for your application? Many engineers underestimate zinc’s strength, leading to costly material selection errors and project delays when components fail during testing.
Die cast zinc is remarkably strong with a tensile strength ranging from 30,000 to 41,000 psi and yield strength between 22,000 to 32,000 psi. It offers excellent impact resistance while maintaining good dimensional stability and durability.

At PTSMAKE, I’ve worked with countless clients who initially hesitated to use zinc die casting due to strength concerns. What surprises many is how zinc alloys like Zamak 3 and 5 deliver impressive mechanical properties while offering excellent castability and cost efficiency. Let me share the real strength characteristics of die cast zinc and why it might be perfect for your next project.
What Materials Are Used In Zinc Die Cast?
Have you ever picked up a doorknob, toy car, or electronic device case and wondered what material gives it that perfect balance of detail and durability? Many products we use daily contain zinc die cast components, but understanding what materials actually go into these parts can be confusing when you’re planning your next project.
Zinc die casting primarily uses zinc alloys, with ZA-3, ZA-8, ZAMAK 3, and ZAMAK 5 being the most common materials. These alloys combine zinc with aluminum, magnesium, and copper in specific proportions to achieve different mechanical properties suitable for various applications.

The Foundation of Zinc Die Casting Alloys
At its core, zinc die casting relies on zinc-based alloys rather than pure zinc. Pure zinc has limited practical applications in manufacturing due to its relatively soft nature and tendency to creep (slowly deform) under stress. That’s why the industry has developed several standardized zinc alloys that have become the workhorses of the die casting world.
In my experience working with manufacturers across various industries, I’ve found that most zinc die casting operations center around two main alloy families: ZAMAK alloys and ZA alloys. Each has specific compositions and benefits that make them suitable for different applications.
ZAMAK Alloys: The Workhorses of Zinc Die Casting
ZAMAK (sometimes spelled Zamac) is an acronym derived from the German names for the metals in its composition: Zinc, Aluminum, Magnesium, and Kupfer (copper). These alloys form the backbone of the zinc die casting industry.
The most widely used ZAMAK alloys include:
ZAMAK 3 (Zinc Alloy 3)
ZAMAK 3 contains approximately 4% aluminum, 0.035% magnesium, and minimal copper. This makes it the purest of the common zinc alloys and gives it excellent dimensional stability. I’ve seen ZAMAK 3 used extensively for:
- Automotive components
- Electronic housings
- Plumbing fixtures
- Hardware items
What makes ZAMAK 3 particularly valuable is its excellent castability1 combined with good mechanical properties. When clients need a balance of cost-effectiveness and reliability, ZAMAK 3 is often my first recommendation.
ZAMAK 5 (Zinc Alloy 5)
ZAMAK 5 is essentially ZAMAK 3 with approximately 1% copper added. This small composition change significantly improves tensile strength and hardness. Components made with ZAMAK 5 typically offer:
- 10-20% higher tensile strength than ZAMAK 3
- Better performance under pressure
- Improved wear resistance
- Enhanced polish and plating capabilities
These properties make ZAMAK 5 ideal for applications requiring higher strength or better surface finish, such as automotive parts and decorative hardware.
ZA Alloys: Higher Performance Zinc Options
ZA (Zinc-Aluminum) alloys contain significantly higher aluminum content than ZAMAK alloys, typically ranging from 8-27%. The higher aluminum content changes the material properties substantially:
ZA-8
With 8-8.8% aluminum and 1-1.5% copper, ZA-8 offers:
- Higher strength than ZAMAK alloys
- Better wear resistance
- Excellent bearing capabilities
- Good creep resistance
ZA-12
Containing 10.5-11.5% aluminum and 0.5-1.25% copper, ZA-12 delivers:
- Superior strength compared to ZAMAK alloys
- Excellent bearing properties
- Good resistance to wear
ZA-27
With the highest aluminum content (25-28%) among common zinc die casting alloys, ZA-27 provides:
- The highest strength-to-weight ratio of zinc alloys
- Exceptional wear resistance
- Superior mechanical properties
Material Selection Considerations
When helping clients select the appropriate zinc alloy for their projects at PTSMAKE, I consider several factors:
| Alloy | Strength | Cost | Castability | Common Applications |
|---|---|---|---|---|
| ZAMAK 3 | Moderate | $ | Excellent | General hardware, automotive parts |
| ZAMAK 5 | Good | $$ | Good | Automotive, plumbing fixtures |
| ZA-8 | Better | $$ | Good | Industrial components, bearings |
| ZA-12 | Very Good | $$$ | Moderate | Gears, bushings, bearings |
| ZA-27 | Excellent | $$$$ | Challenging | High-stress components |
Minor Elements and Additives
Beyond the primary alloy constituents, zinc die casting materials often contain trace elements that can significantly impact the final properties:
- Magnesium: Added in small amounts (0.01-0.06%) to reduce intergranular corrosion
- Lead: Sometimes present in recycled alloys, but generally undesirable as it can affect mechanical properties
- Iron: Usually kept below 0.075% as higher levels can cause brittleness
- Cadmium: Typically limited to 0.004% due to environmental concerns
- Tin: Often kept below 0.002% to prevent intergranular corrosion
At PTSMAKE, we carefully monitor these trace elements to ensure consistent quality in our zinc die cast components.
Emerging Zinc Alloy Materials
The zinc die casting industry continues to evolve with new alloy formulations designed to meet specific performance requirements:
- ACuZinc: A family of proprietary alloys with enhanced copper content for improved strength
- Ecozinc: Environmentally-friendly formulations that minimize toxic elements
- EZAC: Enhanced zinc-aluminum-copper alloys designed for thin-wall applications
These newer materials show promising capabilities for specialized applications where traditional alloys may fall short.
The Key Benefits Of Zinc Alloys Over Pure Zinc In Die Casting
Have you ever wondered why manufacturers rarely use pure zinc for die casting projects? Perhaps you’ve encountered brittleness issues or dimensional instability in parts and questioned if there’s a better alternative?
Zinc alloys are preferred over pure zinc in pressure die casting because they offer superior mechanical properties, better corrosion resistance, enhanced dimensional stability, and improved flow characteristics during casting. These alloys maintain zinc’s cost advantages while eliminating many of its inherent weaknesses.
Understanding Zinc Alloys Composition and Properties
In my years working with metal casting at PTSMAKE, I’ve found that understanding the composition of zinc alloys is crucial for making informed manufacturing decisions. Zinc alloys used in die casting typically contain zinc as the base metal with carefully controlled amounts of aluminum, copper, magnesium, and occasionally other elements.
The most common zinc alloys used in pressure die casting are the Zamak series (particularly Zamak 3, 5, and 7) and the ZA series (ZA-8, ZA-12, and ZA-27). Each has a specific chemical composition designed to enhance particular properties.
Common Zinc Alloy Compositions
| Alloy Type | Zinc (%) | Aluminum (%) | Copper (%) | Magnesium (%) | Other Elements (%) |
|---|---|---|---|---|---|
| Zamak 3 | 95.5 | 4.0 | 0.25 | 0.03 | 0.22 |
| Zamak 5 | 94.2 | 4.0 | 1.0 | 0.03 | 0.77 |
| ZA-8 | 91.2 | 8.0 | 1.0 | 0.02 | 0.78 |
| ZA-12 | 87.5 | 11.0 | 0.5-1.25 | 0.02 | 0.28-1.03 |
| ZA-27 | 71.5 | 27.0 | 2.0 | 0.02 | 0.48 |
These alloying elements significantly improve the metallurgical structure2 of zinc, transforming a relatively weak pure metal into a versatile engineering material suitable for a wide range of applications.
Mechanical Advantages of Zinc Alloys vs. Pure Zinc
Pure zinc has several limitations that make it unsuitable for most die casting applications. Its relatively low tensile strength, poor hardness, and tendency to creep under load are significant drawbacks. By adding alloying elements, we create materials with vastly improved mechanical properties.
Strength and Hardness
Zinc alloys demonstrate 2-3 times the tensile strength of pure zinc. For example, while pure zinc typically has a tensile strength of around 20 MPa, Zamak 3 offers about 283 MPa, and high-aluminum alloys like ZA-27 can reach up to 425 MPa. This substantial improvement allows zinc alloy parts to withstand higher loads and stresses.
The addition of aluminum particularly enhances hardness, with copper further improving this property. This increased hardness translates to better wear resistance in applications where parts may experience friction or impact.
Dimensional Stability
One of the most significant issues with pure zinc is its dimensional instability. When working with clients at PTSMAKE, I often highlight how pure zinc’s tendency to creep and warp over time makes it unreliable for precision components. Zinc alloys address this concern through:
- Reduced grain size from alloying elements, limiting material movement
- Enhanced structural rigidity that resists deformation
- Improved resistance to intergranular corrosion that can cause dimensional changes
These improvements are particularly important for parts requiring tight tolerances or those used in precision assemblies.
Corrosion Resistance and Surface Properties
In industrial applications, corrosion resistance often determines a component’s lifespan. Zinc alloys offer significantly better corrosion protection than pure zinc through several mechanisms:
- Formation of stable oxide layers that protect the underlying metal
- Reduced susceptibility to intergranular corrosion
- Better resistance to atmospheric and chemical attack
Additionally, zinc alloys can be easily plated, painted, or otherwise surface-treated to further enhance their corrosion resistance and aesthetic properties. This versatility makes them suitable for both functional and decorative applications.
Processing Advantages During Die Casting
From a manufacturing perspective, zinc alloys offer several practical advantages over pure zinc in the die casting process:
Flow Characteristics and Castability
Zinc alloys have excellent flow characteristics that allow them to fill intricate mold details with precision. The addition of aluminum lowers the melting point while improving fluidity, enabling the production of thin-walled sections and complex geometries that would be challenging with pure zinc.
Thermal Properties
The controlled thermal expansion coefficients of zinc alloys (compared to pure zinc’s unpredictable behavior) provide better dimensional control during the cooling phase. This translates to more predictable shrinkage rates and fewer defects in the final parts.
Tool Longevity
Die casting tools used with zinc alloys typically last longer than those used with pure zinc. The improved flow characteristics reduce erosive wear on mold surfaces, while the lower casting temperatures (compared to aluminum or magnesium alloys) minimize thermal fatigue in the tooling.
Cost-Effectiveness of Zinc Alloys in Manufacturing
Finally, the economic benefits of using zinc alloys instead of pure zinc cannot be overlooked. While pure zinc may have a slightly lower raw material cost, the total manufacturing economics strongly favor alloys because of:
- Reduced reject rates and higher product quality
- Faster production cycles due to improved flow characteristics
- Lower finishing costs from better as-cast surface quality
- Extended product lifespan reducing warranty and replacement costs
At PTSMAKE, we’ve consistently found that the slight premium paid for quality zinc alloys is rapidly recovered through improved manufacturing efficiency and enhanced product performance.
Is Die Cast The Same As Zinc Cast?
Ever found yourself confused when browsing manufacturing options for your next project? Have you stared at spec sheets wondering if die casting and zinc casting are different processes or just industry jargon for the same thing? This terminology confusion can lead to costly manufacturing mistakes.
No, die casting and zinc casting are not the same. Die casting is a manufacturing process that can use various metals including zinc, aluminum, magnesium, and copper alloys. Zinc casting specifically refers to die casting that uses zinc as the metal material.

Understanding the Relationship Between Die Casting and Zinc Casting
Die casting and zinc casting are often confused terms in the manufacturing industry. To clarify, die casting is the overarching manufacturing process, while zinc casting (more accurately called zinc die casting) is a specific application of this process using zinc alloys.
In my manufacturing experience, I’ve found that understanding this distinction is crucial for engineers and product designers when selecting the right manufacturing method for their parts.
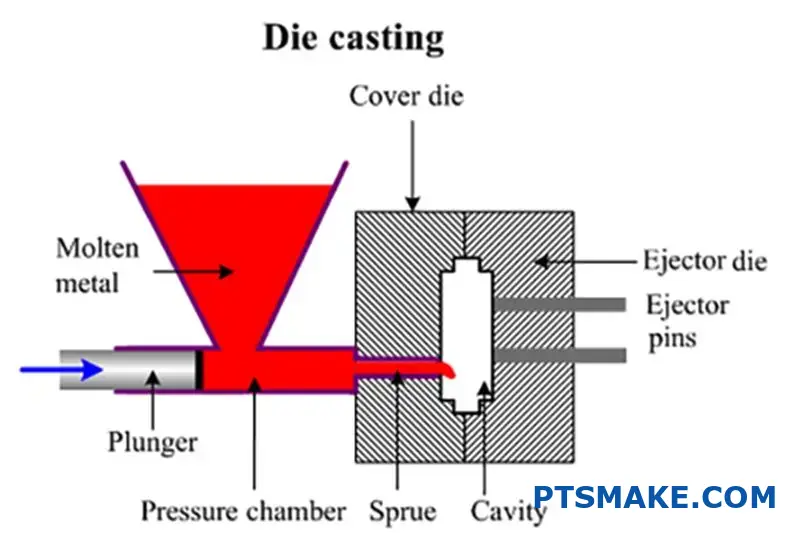
Die casting involves forcing molten metal under high pressure into reusable steel molds called dies. This process can utilize several different metals, with zinc being just one option. Other common die casting metals include aluminum, magnesium, and copper alloys.
Key Differences in Die Casting Materials
The choice of metal for die casting significantly impacts the final product’s properties and applications. Here’s how zinc compares to other common die casting materials:
| Metal | Melting Point (°C) | Density (g/cm³) | Key Properties | Common Applications |
|---|---|---|---|---|
| Zinc | 380-390 | 6.6-7.2 | High dimensional stability, excellent surface finish, good corrosion resistance | Automotive parts, electronics housings, toys |
| Aluminum | 660 | 2.7 | Lightweight, good strength-to-weight ratio, corrosion resistant | Automotive components, aerospace parts |
| Magnesium | 650 | 1.7 | Lightest structural metal, good EMI shielding | Thin-wall enclosures, portable electronics |
| Copper alloys | 900-1000 | 8.3-8.9 | Excellent electrical conductivity, high thermal conductivity | Electrical components, marine hardware |
Zinc Die Casting: The Specialized Process
Zinc die casting has become one of the most popular forms of die casting for several reasons. The eutectic properties3 of zinc alloys make them ideal for the die casting process, offering manufacturers and designers unique advantages.
Advantages of Zinc Die Casting
Lower Energy Requirements: Zinc has a relatively low melting point (380-390°C) compared to other die casting metals, resulting in less energy consumption during manufacturing.
Longer Die Life: Due to the lower processing temperatures, the steel dies used for zinc casting experience less thermal stress. At PTSMAKE, we’ve observed that dies used for zinc casting typically last 5-10 times longer than those used for aluminum casting.
Excellent Dimensional Accuracy: Zinc alloys have superior flowability when molten, allowing them to fill even complex mold cavities with precision.
Superior Surface Finish: Zinc die cast parts generally have smoother surfaces directly from the mold, often requiring minimal post-processing.
Design Flexibility: The excellent flow characteristics of zinc alloys enable the production of components with thin walls (as thin as 0.5mm) and complex geometries.
Common Zinc Alloys for Die Casting
Not all zinc alloys are created equal. The most common zinc alloys used in die casting include:
Zamak 3 (ASTM AG40A): The most widely used zinc die casting alloy, offering a good balance of physical properties, castability, and cost-effectiveness.
Zamak 5 (ASTM AC41A): Similar to Zamak 3 but with higher tensile strength and hardness.
ZA-8, ZA-12, and ZA-27: Higher-aluminum zinc alloys that offer increased strength and hardness but are slightly more challenging to cast.
Applications Where Zinc Die Casting Excels
Through my work at PTSMAKE, I’ve seen zinc die casting excel in various applications:
- Automotive components: Interior trim pieces, door handles, lock housings
- Electronics housing: Frames, chassis components, heat sinks
- Consumer goods: Appliance parts, hardware, toys, and decorative items
- Industrial hardware: Tools, fixtures, and mechanical components
Making the Right Choice Between Die Casting Options
When deciding on the appropriate die casting method for your project, consider these factors:
Production volume: Zinc die casting offers cost advantages for medium to high-volume production runs.
Part complexity: If your design has intricate details or thin walls, zinc’s excellent flow characteristics make it an ideal choice.
Surface finish requirements: When aesthetic quality is paramount, zinc castings typically require less finishing.
Strength-to-weight considerations: While heavier than aluminum, zinc offers excellent strength and durability for its weight class.
Cost sensitivity: The lower processing temperatures and longer die life of zinc casting often result in cost savings, particularly for certain volume ranges.
Many of our clients at PTSMAKE initially consider multiple manufacturing methods, but for components requiring high precision and surface quality with moderate strength requirements, zinc die casting frequently emerges as the optimal solution.
How to Achieve Tight Tolerances in Zinc Die Casting?
Have you ever received zinc die cast parts that didn’t fit properly in your assembly, or had to scrap expensive components due to tolerance issues? Perhaps you’ve struggled with the frustration of components that look perfect but fail during quality control because they’re off by just fractions of a millimeter?
Achieving tight tolerances in zinc die casting requires careful attention to several factors including mold design, process control, and material selection. Typically, zinc die castings can achieve tolerances of ±0.1mm to ±0.05mm for dimensions under 25mm, with potential for even tighter tolerances through secondary operations and advanced process control.

Understanding Tolerance Factors in Zinc Die Casting
Tolerances in zinc die casting aren’t simply arbitrary numbers we assign to drawings. They represent the culmination of multiple manufacturing variables working together. In my experience working with precision components, I’ve found that understanding these factors is crucial for efficient production planning.
The primary variables affecting zinc die casting tolerances include:
Material Shrinkage Considerations
Zinc alloys experience less shrinkage compared to other die casting materials like aluminum or magnesium. This is one of zinc’s key advantages for precision applications. The shrinkage rate4 for most zinc alloys typically ranges from 0.4% to 0.7%, compared to 0.5% to 1.2% for aluminum alloys.
This predictable and minimal shrinkage allows for:
- More consistent part dimensions
- Reduced dimensional variation between production runs
- Better ability to achieve tight tolerances consistently
Wall Thickness Impact on Tolerances
Wall thickness directly affects the achievable tolerances in zinc die casting. As a general rule:
| Wall Thickness | Typical Achievable Tolerance |
|---|---|
| 0.5mm – 1.5mm | ±0.075mm – ±0.1mm |
| 1.5mm – 3.0mm | ±0.1mm – ±0.15mm |
| 3.0mm – 6.0mm | ±0.15mm – ±0.2mm |
| >6.0mm | ±0.2mm – ±0.3mm |
Thinner walls cool more quickly but may be more prone to defects if not properly designed and executed. Balancing wall thickness with structural requirements is a critical aspect of achieving tight tolerances.
Draft Angle Requirements
Draft angles are necessary to facilitate part ejection from the mold. However, they directly impact dimensional tolerances, especially for tall features. At PTSMAKE, we typically recommend:
- Minimum draft of 0.5° to 1° for zinc die casting
- Increased draft angles (2° to 3°) for deeper features
- Carefully balanced draft angles for surfaces requiring tight tolerances
A well-designed draft angle strategy ensures parts can be manufactured consistently while maintaining critical dimensions within specification.
Practical Tolerance Limits in Production
While theoretical tolerances might look promising on paper, practical production realities often dictate what’s consistently achievable. Based on my experience with numerous zinc die casting projects, here’s what I’ve found to be realistic:
Standard Commercial Tolerances
For standard commercial zinc die casting applications:
| Dimension Range | Standard Commercial Tolerance |
|---|---|
| Up to 25mm | ±0.1mm |
| 25mm to 50mm | ±0.15mm |
| 50mm to 150mm | ±0.2mm |
| 150mm to 300mm | ±0.3mm |
These tolerances represent what most manufacturers can achieve consistently without significant cost increases or specialized processes.
Precision Tolerances for Critical Applications
For applications requiring higher precision:
| Dimension Range | Precision Tolerance Capability |
|---|---|
| Up to 25mm | ±0.05mm |
| 25mm to 50mm | ±0.075mm |
| 50mm to 150mm | ±0.1mm |
| 150mm to 300mm | ±0.15mm |
Achieving these tighter tolerances typically requires:
- More sophisticated tooling
- Additional process controls
- Potential secondary operations
- More frequent tooling maintenance
Tolerance Stack-up Considerations
When designing assemblies with multiple zinc die cast components, tolerance stack-up becomes a critical consideration. I always recommend conducting tolerance stack-up analysis for complex assemblies to ensure proper fit and function.
The cumulative effect of multiple tolerances can result in assemblies that don’t function as intended, even when individual components meet their specified tolerances. At PTSMAKE, we help clients analyze these interactions early in the design process to avoid costly corrections later.
Strategies for Improving Tolerance Capabilities
When standard tolerances aren’t sufficient for your application, several strategies can help achieve tighter specifications:
Advanced Tool Design and Construction
The mold is perhaps the most critical element affecting tolerances. Investing in high-quality tooling with:
- Premium tool steel construction
- Precise CNC machining of cavity details
- Optimized cooling channel layout
- Careful gate and runner design
These elements significantly improve tolerance capabilities and consistency. While premium tooling represents a higher initial investment, the long-term benefits in part quality and reduced scrap rates often justify the cost.
Secondary Operations for Critical Dimensions
For the most demanding applications, secondary operations can achieve tolerances beyond what’s possible with die casting alone:
- CNC machining of critical surfaces
- Grinding and honing operations
- Precision drilling and reaming
- Coordinate measuring machine (CMM) verification
At PTSMAKE, we often implement hybrid manufacturing approaches, where we die cast parts with generous tolerances in non-critical areas and then perform selective machining operations on critical features.
Statistical Process Control Implementation
Implementing robust statistical process control (SPC) systems allows for:
- Early detection of process drift
- Consistent part quality
- Documentation of process capability
- Continuous improvement opportunities
By monitoring key process parameters and part dimensions, we can maintain tighter tolerances over extended production runs.
What Surface Finishes Are Available For Zinc Die Casting Parts?
Have you ever received zinc die cast parts that didn’t match your aesthetic expectations? Or struggled to choose the right finish that balances appearance, protection, and cost? The wrong surface finish can undermine even the most precisely designed components.
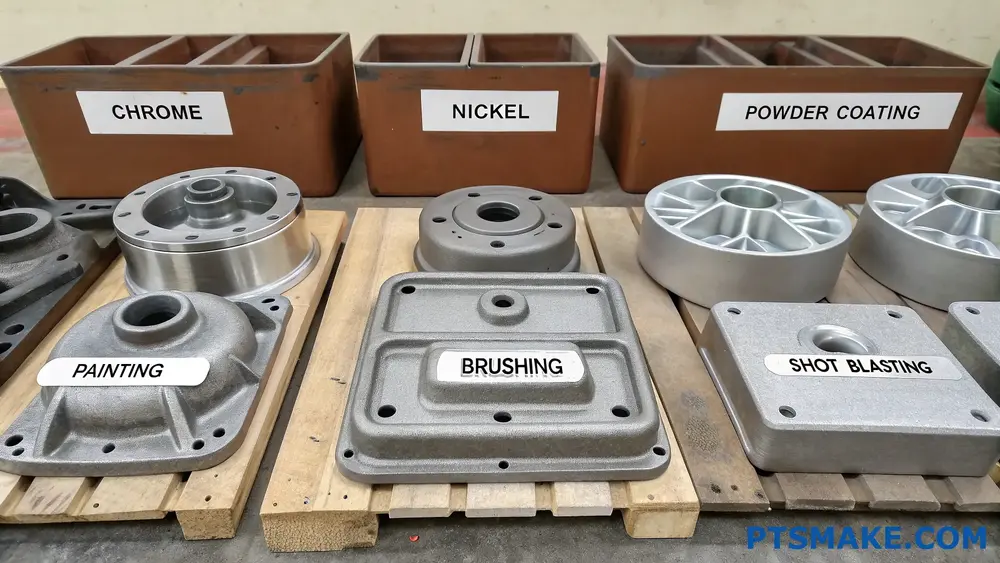
Zinc die casting parts can receive numerous surface finishes including plating (chrome, nickel, gold), powder coating, painting, anodizing, polishing, brushing, texturing, and tumbling. Each finish offers unique benefits for appearance, corrosion resistance, wear protection, and cost considerations.
Common Surface Finishes for Zinc Die Cast Parts
In my work with clients across industries, I’ve seen firsthand how the right surface finish can transform a basic zinc die cast part into a component that not only performs exceptionally but also enhances the overall product appeal. Let me walk you through the most effective finishing options available.
Electroplating Finishes
Electroplating creates a thin metal layer on zinc die cast parts through an electrochemical process. This finish is extremely popular because it combines aesthetic appeal with functional benefits.
Chrome Plating
Chrome plating delivers that mirror-like, reflective surface many consumers associate with quality metal products. Beyond its attractive appearance, chrome offers:
- Superior corrosion resistance
- Excellent wear resistance
- Reduced friction
- High hardness (approximately 70 HRC)
Many automotive components like emblems and trim pieces use chrome plating. However, it’s worth noting that traditional hexavalent chrome processes face increasing environmental restrictions, leading to the rise of trivalent chrome alternatives that are more environmentally friendly.
Nickel Plating
Nickel plating provides a bright, silver appearance similar to chrome but with a slightly warmer tone. The benefits include:
- Very good corrosion protection
- Excellent wear resistance
- Can be bright or satin finished
- Often used as an undercoat for chrome plating
At PTSMAKE, we frequently apply nickel plating to components requiring both aesthetic appeal and durability, like bathroom fixtures and consumer electronic housings.
Zinc Plating
While it may seem redundant to zinc plate a zinc die casting, this galvanization5 process creates a sacrificial protective layer that corrodes before the base material. Key advantages include:
- Cost-effective corrosion protection
- Available in clear, yellow, black, or olive drab finishes
- Generally thinner than other plating options
Organic Finishes
Organic finishes offer alternatives to metallic plating with their own unique benefits.
Powder Coating
Powder coating involves electrostatically applying dry powder to the part surface, then curing it under heat. The process creates a durable, uniform finish with these advantages:
- Wide color range with consistent results
- Excellent durability and impact resistance
- Good chemical resistance
- Environmentally friendly (no solvents)
- Thick, uniform coating (typically 2-4 mils)
Many outdoor equipment parts and furniture components benefit from powder coating’s combination of durability and aesthetic flexibility.
Wet Painting
Traditional painting offers tremendous flexibility in appearance:
- Unlimited color options with various sheens
- Can incorporate special effects (metallic, textured, etc.)
- Relatively low cost for small production runs
- Ability to touch up in the field
However, painted finishes typically don’t provide the same durability as plating or powder coating.
Mechanical Finishes
Mechanical finishes alter the surface through physical processes rather than adding coatings.
Polishing
Polishing creates a bright, reflective surface by removing minor imperfections:
- Highlights the natural appearance of the zinc alloy
- Can prepare surfaces for subsequent plating
- Various levels available (from satin to mirror)
- Enhances overall perceived quality
Brushing/Linishing
This process creates fine, uniform directional lines on the surface:
- Provides a distinctive industrial appearance
- Helps hide minor surface imperfections
- Often used for architectural hardware
- Can be combined with clear coating for protection
Shot Blasting/Peening
Shot blasting creates a textured, matte surface by impacting the part with small particles:
- Improves coating adhesion
- Creates a uniform appearance
- Can increase surface hardness
- Removes minor casting defects
Comparison of Surface Finish Options
| Finish Type | Corrosion Resistance | Wear Resistance | Appearance | Relative Cost | Common Applications |
|---|---|---|---|---|---|
| Chrome Plating | Excellent | Excellent | Bright, reflective | High | Decorative trim, bathroom fixtures |
| Nickel Plating | Very Good | Very Good | Bright or satin silver | Medium-High | Electronics housings, hardware |
| Powder Coating | Good | Good | Matte to glossy, many colors | Medium | Outdoor equipment, furniture |
| Wet Painting | Fair | Poor-Fair | Unlimited options | Low-Medium | Decorative items, low-wear parts |
| Polishing | Poor (without sealer) | Poor | Bright, reflective | Low-Medium | Decorative items, plating prep |
| Brushed/Textured | Poor (without sealer) | Poor | Industrial, architectural | Medium | Hardware, architectural elements |
Selecting the Right Surface Finish
When advising clients on finish selection, I consider several key factors:
Environment: Will the part be exposed to outdoor conditions, chemicals, or UV light? Components facing harsh environments need more robust protection like chrome plating or high-quality powder coating.
Wear Requirements: Parts subject to frequent handling or abrasion need durable finishes like hard chrome or nickel plating.
Aesthetic Needs: Is the part visible to end users? Decorative pieces often benefit from chrome plating or custom color options.
Cost Constraints: Budget considerations might favor options like powder coating over multi-layer plating processes.
Regulatory Requirements: Industries like food service, medical, or children’s products may have specific finish requirements to ensure safety.
At PTSMAKE, we work closely with clients to balance these factors, sometimes recommending combination approaches—like mechanical finishing followed by clear coating—to achieve optimal results.
How Does Zinc Die Casting Compare To Aluminum Or Magnesium Die Casting?
Have you ever been stuck trying to decide between zinc, aluminum, or magnesium for your die casting project? The overwhelming technical specifications, conflicting recommendations, and budget constraints can make this choice frustratingly complex.
Zinc die casting offers greater detail capability and lower processing temperatures than aluminum or magnesium, while aluminum provides better strength-to-weight ratio and magnesium delivers the lightest weight. Each metal has distinct advantages in terms of cost, mechanical properties, and production requirements that make them suitable for different applications.

Key Performance Differences Between Zinc, Aluminum, and Magnesium
When selecting the optimal metal for your die casting project, understanding the fundamental differences between zinc, aluminum, and magnesium becomes crucial. In my experience working with various clients at PTSMAKE, I’ve found that each metal offers unique advantages that can significantly impact your product’s performance and production costs.
Density and Weight Considerations
The weight difference between these three metals is substantial and often drives material selection:
| Metal | Density (g/cm³) | Relative Weight | Common Applications |
|---|---|---|---|
| Zinc | 6.6 | Heaviest | Door hardware, automotive components |
| Aluminum | 2.7 | Medium | Engine components, electronic housings |
| Magnesium | 1.8 | Lightest | Laptop cases, camera frames |
Magnesium’s exceptional lightness makes it ideal for applications where weight reduction is critical. Aluminum offers a good balance, while zinc’s higher density provides a solid, premium feel that’s often desired in consumer products.
Mechanical Properties Comparison
The structural capabilities of each metal vary significantly:
| Property | Zinc | Aluminum | Magnesium |
|---|---|---|---|
| Tensile Strength (MPa) | 280-330 | 290-330 | 220-280 |
| Yield Strength (MPa) | 210-280 | 160-240 | 160-190 |
| Elongation (%) | 10-15 | 3-5 | 3-15 |
| Impact Resistance | Excellent | Good | Fair |
Zinc alloys like Zamak6 typically offer superior dimensional stability and maintain their mechanical properties at room temperature better than the other options. Aluminum provides excellent strength relative to its weight, while magnesium, despite being the lightest, still offers respectable strength characteristics.
Processing Temperature Requirements
The melting point of each metal directly affects energy consumption and tool longevity:
| Metal | Melting Point (°C) | Die Casting Temperature (°C) | Impact on Tooling |
|---|---|---|---|
| Zinc | 380-390 | 400-420 | Minimal wear, longer tool life |
| Aluminum | 580-660 | 650-710 | Moderate wear, regular maintenance |
| Magnesium | 650 | 680-720 | Accelerated wear, frequent replacement |
In our production facility, I’ve observed that zinc’s lower processing temperature translates to significant advantages: longer tool life, less energy consumption, and faster cycle times. This often results in lower overall production costs despite zinc’s higher material cost per pound.
Surface Finish and Detail Capabilities
Achievable Detail Level
The ability to capture fine details varies substantially:
| Metal | Minimum Wall Thickness (mm) | Detail Resolution | Surface Finish Quality |
|---|---|---|---|
| Zinc | 0.4 | Excellent | Superior |
| Aluminum | 0.9 | Good | Good |
| Magnesium | 1.3 | Fair | Good with treatment |
Zinc excels at producing intricate designs with smooth surfaces that require minimal post-processing. For products with complex geometries and fine details, zinc is often my recommendation to clients, particularly for visible components where aesthetics matter.
Corrosion Resistance Profiles
Environmental durability is another critical consideration:
| Metal | Natural Corrosion Resistance | Common Finishes | Applications |
|---|---|---|---|
| Zinc | Good | Chrome plating, painting | Outdoor hardware, marine components |
| Aluminum | Excellent | Anodizing, powder coating | Automotive, aerospace |
| Magnesium | Poor | Conversion coating, anodizing | Indoor electronics, protected components |
While aluminum naturally forms a protective oxide layer, zinc and especially magnesium typically require surface treatments for optimal corrosion resistance. At PTSMAKE, we’ve developed specialized finishing processes for each metal to enhance their durability in challenging environments.
Cost Considerations and Production Efficiency
The total cost equation extends beyond raw material prices:
| Factor | Zinc | Aluminum | Magnesium |
|---|---|---|---|
| Material Cost | Higher | Medium | Highest |
| Processing Cost | Lower | Medium | Higher |
| Cycle Time | Fastest | Medium | Slowest |
| Tooling Life | Longest | Medium | Shortest |
When evaluating total production costs, zinc often proves more economical for medium to high-volume production runs despite its higher material cost. The significantly faster cycle times and reduced tooling maintenance offset the premium paid for the raw material.
For smaller components produced in high volumes, zinc die casting frequently emerges as the most cost-effective solution. For larger parts where weight is critical, aluminum typically provides the best balance of cost and performance, while magnesium is reserved for applications where minimum weight justifies its premium price.
In my consulting work, I always emphasize looking beyond the simple per-pound material cost to consider the entire production lifecycle, including secondary operations, finishing requirements, and long-term performance expectations. Each metal has its sweet spot in terms of applications, and selecting the right one requires thoughtful analysis of your specific requirements.
What Factors Affect The Production Lead Time For Zinc Die Casting?
Have you ever waited anxiously for your zinc die casting project, only to wonder why it’s taking longer than expected? That frustration of delayed timelines can derail product launches and create cascading problems throughout your supply chain.
Production lead time for zinc die casting is affected by several key factors including design complexity, order volume, tooling requirements, secondary operations, material availability, and manufacturing capacity. Understanding these elements helps you better plan your production schedule and set realistic expectations.
Design Complexity and Its Impact on Lead Time
The complexity of your zinc die casting design significantly influences production lead time. Simple designs with basic geometries and minimal features can be produced more quickly than complex parts with intricate details, thin walls, or tight tolerances.
In my experience working with clients at PTSMAKE, I’ve observed that designs requiring complex undercuts7 or multiple sliding cores in the die can add several days or even weeks to the lead time. This is because these features require more sophisticated tooling designs and often need additional setup time during production.
Complex designs also typically require more extensive design review and engineering analysis before production can begin. This pre-production phase ensures manufacturability but adds to the overall timeline.
Elements of Design That Extend Lead Times:
- Wall thickness variations requiring specialized flow control
- Multiple surface finishes or textures on a single part
- Tight dimensional tolerances (±0.05mm or less)
- Complex parting lines that require precise tool alignment
Order Volume Considerations
The quantity of parts you need plays a crucial role in determining lead time. Contrary to what some might expect, both very small and very large orders can affect your timeline:
Small Batch Production
For small batches (typically under 500 pieces), the setup time often represents a significant portion of the overall production time. The dies must still be prepared, mounted, and tested regardless of how many parts you’re producing.
Large Volume Production
For large orders (tens of thousands of pieces), while the per-unit production time decreases, the overall production run takes longer. Additionally, quality control procedures become more extensive to ensure consistency across the entire batch.
Here’s a practical breakdown of how volume typically affects lead times:
| Order Quantity | Typical Lead Time Component | Notes |
|---|---|---|
| 100-500 units | 1-2 weeks production | Setup time dominates total time |
| 501-5,000 units | 2-3 weeks production | Better efficiency ratio |
| 5,001-20,000 units | 3-5 weeks production | May require multiple production runs |
| 20,000+ units | 5+ weeks production | May be scheduled in batches |
Tooling Requirements and Development
Perhaps the most significant factor affecting lead time is tooling development. For new zinc die casting projects, creating the die casting tools typically takes 4-6 weeks, sometimes longer for complex designs.
The tooling phase includes:
- Tool design based on your part specifications
- CNC machining of the die components
- Heat treatment of the tool steel
- Assembly of the die components
- Trial runs and adjustments
If you’re creating a brand new design, this process cannot be shortened without compromising quality. However, for repeat orders using existing tooling, this phase is eliminated, significantly reducing lead time.
Secondary Operations and Finishing
Many zinc die cast parts require additional processing after the initial casting:
- Deburring and trimming
- Surface finishing (polishing, texturing, etc.)
- Machining of critical dimensions
- Plating or coating (chrome, powder coating, etc.)
- Assembly with other components
Each additional operation adds time to the production schedule. At PTSMAKE, we’ve optimized our workflow to run some of these processes concurrently when possible, but certain finishes like chrome plating have mandatory curing times that cannot be accelerated.
Material Availability and Supply Chain Factors
The availability of zinc alloys can impact lead times, particularly when using specialty alloys. Common zinc alloys like Zamak 3 and Zamak 5 are usually readily available, but less common alloys might require longer procurement times.
Other materials needed for production can also affect timelines:
- Special tool steels for the dies
- Specific plating materials
- Custom packaging materials
I always advise clients to consider standard materials whenever possible to minimize potential supply chain delays.
Manufacturing Capacity and Scheduling
The current capacity of your manufacturer directly impacts lead time. During peak production seasons, such as before major holidays or industry trade shows, most die casting suppliers experience higher demand and longer queues.
Factors that affect scheduling include:
- Machine availability
- Labor resources
- Concurrent projects
- Maintenance schedules
- Production priorities
Establishing a good relationship with your manufacturer and communicating your project needs early helps ensure your project gets appropriate priority in the production schedule.
How To Ensure Consistent Quality In High-Volume Zinc Die Casting Production?
Have you ever received a batch of zinc die-cast parts only to discover inconsistent quality across the production run? Do you struggle with maintaining reliable standards when scaling up your die casting operations? It’s frustrating when what worked perfectly in small batches falls apart at higher volumes.
Ensuring consistent quality in high-volume zinc die casting requires implementing a comprehensive quality management system that includes process standardization, regular equipment maintenance, strict material control, advanced monitoring technologies, and well-trained personnel. These elements create a robust foundation for reliable, repeatable production outcomes.

The Challenge of Scaling Quality in Zinc Die Casting
When transitioning from low to high-volume production, maintaining consistent quality becomes exponentially more difficult. At PTSMAKE, I’ve observed that successful high-volume zinc die casting operations don’t just scale up existing processes—they fundamentally transform their approach to quality management.
Zinc die casting is particularly sensitive to variations in process parameters. Even minor fluctuations in temperature, pressure, or cycle time can lead to significant quality deviations across production runs. This sensitivity increases with production volume, making consistent quality a moving target.
Implementing Statistical Process Control (SPC)
One of the most effective strategies for ensuring consistent quality in high-volume production is implementing Statistical Process Control8. Unlike spot-checking, SPC involves continuous monitoring of process variables against predetermined control limits.
For zinc die casting operations, key SPC metrics include:
- Die temperature variations
- Injection pressure consistency
- Cycle time stability
- Material composition uniformity
- Dimensional accuracy trends
Setting Up Control Charts
Control charts provide visual representation of process stability. For zinc die casting, I recommend implementing both variable and attribute charts:
| Chart Type | Application | Benefits |
|---|---|---|
| X-bar & R charts | Monitoring dimensional variations | Early detection of trends before specifications are violated |
| p-charts | Tracking defect percentages | Identifies systemic quality issues |
| c-charts | Counting defects per unit | Helps isolate specific problem areas |
When properly implemented, these charts help operators identify when a process is drifting before defects occur, allowing for preemptive adjustments.
Optimizing Die Casting Machine Parameters
Machine parameters significantly impact quality consistency in high-volume production. The key is finding the optimal settings and then maintaining them precisely throughout extended production runs.
Critical Machine Parameters
- Injection Speed Profiles: Different zones of the cavity may require varied injection speeds for optimal fill
- Holding Pressure: Must be calibrated to prevent defects like porosity while maintaining dimensional stability
- Die Temperature Control: Even temperature distribution across the die is essential for consistent solidification
At PTSMAKE, we’ve developed parameter matrices for different zinc alloys and part geometries, which serve as starting points for optimization. These matrices account for part thickness, complexity, and surface finish requirements.
Material Quality Control Procedures
Consistent input materials are fundamental to consistent output quality. For zinc die casting, this means implementing rigorous controls on:
Alloy Composition Verification
Incoming zinc alloys should be verified for:
- Precise composition within specified ranges
- Consistent melt properties
- Absence of contaminants
- Proper grain structure
We use spectrographic analysis on every batch of zinc alloy to ensure composition accuracy before it enters our production floor.
Recycled Material Management
When using recycled materials (runners and sprues), strict protocols should govern:
| Recycled Material Aspect | Control Measure |
|---|---|
| Maximum recycling percentage | Typically 20-30% depending on quality requirements |
| Segregation by alloy type | Prevent cross-contamination between different zinc formulations |
| Contaminant removal | Filtration and inspection before remelting |
| Blending procedures | Systematic mixing with virgin material |
Advanced Monitoring Technologies
Modern technology offers powerful tools for maintaining quality consistency in high-volume production environments.
Thermal Imaging Systems
Thermal cameras can monitor die temperature distribution in real-time, alerting operators to hotspots or cooling issues before they cause quality problems. These systems can be integrated with automatic process adjustment capabilities.
In-Line Quality Verification
Automated inspection systems using machine vision can:
- Detect surface defects
- Verify critical dimensions
- Identify flash or incomplete fills
- Sort parts based on quality parameters
These systems provide immediate feedback, allowing for rapid process corrections before large quantities of defective parts are produced.
Personnel Training and Standardization
Even with advanced technologies, the human element remains critical. Operator training programs should focus on:
- Process parameter interpretation
- Quality standardization across shifts
- Troubleshooting common zinc die casting defects
- Documentation and reporting procedures
At PTSMAKE, we’ve implemented standardized work instructions with visual guides that clearly show acceptable quality standards versus common defects, helping operators make consistent quality judgments.
Preventive Maintenance Programs
Equipment reliability directly impacts quality consistency. Comprehensive preventive maintenance schedules should include:
- Regular die inspection and cleaning
- Hydraulic system maintenance
- Injection system calibration
- Temperature control system verification
- Lubrication system maintenance
Documentation of all maintenance activities creates a historical record that can be correlated with quality data to identify patterns and potential improvement areas.
Is Die Cast Zinc Recyclable?
Have you ever found yourself staring at old zinc die cast parts, wondering whether to toss them in the trash or recycle bin? The confusion is real – while we’re increasingly aware of recycling aluminum and steel, zinc components often leave us scratching our heads about their environmental impact.
Yes, die cast zinc is highly recyclable. Zinc can be recycled indefinitely without losing its physical or chemical properties, making it a sustainable metal choice. The recycling process for zinc die cast parts is energy-efficient, consuming only about 5% of the energy required for primary zinc production.

The Recyclability of Die Cast Zinc
Zinc die casting has been a cornerstone of manufacturing for decades, and its recyclability is one of its standout features. In my experience working with various metals at PTSMAKE, zinc stands out for its circular economy potential. The metal can be melted down and recast repeatedly without degradation in quality – a property that makes it particularly valuable in today’s sustainability-focused manufacturing landscape.
When we examine zinc’s recycling properties, we find that approximately 80% of zinc available for recycling is indeed recovered and reused. This impressive rate stems from zinc’s relatively low melting point (787°F or 419°C), which makes the recycling process less energy-intensive compared to many other metals.
The Environmental Benefits of Recycling Zinc Die Cast Parts
Recycling zinc die cast components delivers several significant environmental advantages:
- Energy Conservation: Recycling zinc requires only about 5% of the energy needed for primary zinc production from ore.
- Reduced CO2 Emissions: The lower energy requirement translates directly to reduced carbon emissions.
- Conservation of Natural Resources: Every ton of recycled zinc means less mining of virgin zinc ore.
- Landfill Reduction: Keeping zinc components out of landfills prevents potential soil and water contamination.
At PTSMAKE, we prioritize sustainable manufacturing practices, and recommending recyclable materials like zinc die casting to our clients aligns perfectly with this commitment.
The Zinc Die Casting Recycling Process
The journey of recycled zinc is fascinating and involves several key stages:
1. Collection and Sorting
The process begins with the collection of zinc-containing products and components. These might include:
- Automotive parts (door handles, carburetors)
- Electronics housings
- Plumbing fixtures
- Toys and hardware components
The collected materials undergo sorting to separate zinc die cast parts from other metals and materials. Modern recycling facilities use advanced techniques like eddy current separation9 and density-based sorting to achieve high purity levels.
2. Processing and Melting
Once sorted, the zinc components are:
- Cleaned to remove coatings, oils, and contaminants
- Shredded or broken down into smaller pieces
- Melted in furnaces at temperatures above zinc’s melting point
- Refined to remove impurities
3. Quality Testing and New Product Manufacturing
The recycled zinc is tested for purity and quality before being formed into ingots or directly used for new die cast components. The resulting material performs identically to virgin zinc, making it perfect for high-precision applications.
Comparison: Recyclability of Die Cast Zinc vs. Other Metals
When comparing zinc to other common die casting metals, its recycling profile stands strong:
| Metal | Recyclability Rate | Energy Savings vs. Virgin Production | Melting Point | Recycling Complexity |
|---|---|---|---|---|
| Zinc | ~80% | 95% | 787°F (419°C) | Low |
| Aluminum | ~75% | 95% | 1,221°F (660°C) | Low |
| Magnesium | ~50% | 97% | 1,202°F (650°C) | Medium |
| Copper | ~60% | 85% | 1,984°F (1,085°C) | Medium |
| Lead | ~95% | 60% | 621°F (327°C) | Medium-High |
This comparison highlights zinc’s excellent position in terms of both recyclability and the efficiency of the recycling process.
Challenges in Zinc Die Cast Recycling
Despite its excellent recyclability, zinc die casting recycling faces several challenges:
Surface Treatments and Alloys
Many zinc die cast parts receive surface treatments like chrome plating, painting, or powder coating. These treatments can complicate the recycling process and may require additional steps for removal before melting.
Similarly, zinc alloys containing various percentages of aluminum, copper, or magnesium require careful handling to maintain proper composition during recycling.
Collection and Identification Issues
Unlike consumer-facing recyclables such as aluminum cans, zinc die cast parts are often embedded in complex products, making collection more challenging. Additionally, identifying zinc components can be difficult for the average consumer or even for some recycling facilities without specialized equipment.
How to Properly Recycle Your Zinc Die Cast Parts
If you have zinc die cast components to recycle, here are some practical steps:
- Contact local metal recyclers: Many scrap metal facilities accept zinc die cast parts.
- Separate from other metals: If possible, separate zinc components from other materials.
- Remove non-metal attachments: Remove plastic, rubber, or other non-metal parts.
- Consider professional recycling services: For businesses with large volumes of zinc waste, specialized recycling services may offer the best value.
At PTSMAKE, we often advise our clients on end-of-life considerations for the parts we manufacture, including recycling options that maximize both environmental and economic benefits.
Future Trends in Zinc Die Cast Recycling
The future of zinc recycling looks promising, with several emerging trends:
- Automated sorting technologies: Advanced AI and machine learning systems are improving the identification and sorting of different metals.
- Design for recyclability: More products are being designed with eventual recycling in mind, making disassembly and material recovery easier.
- Closed-loop manufacturing: Some industries are moving toward systems where they recapture and reuse their own metal waste.
- Enhanced alloy management: Better techniques for maintaining alloy integrity during recycling.
As these technologies continue to develop, we can expect zinc’s already impressive recycling rate to climb even higher.
Learn more about castability metrics to improve your part design. ↩
Learn how metallurgical properties affect your product quality and lifespan. ↩
A term describing alloys with the lowest possible melting point – click for details. ↩
Learn how material shrinkage affects your part design and quality. ↩
Process of applying a protective zinc coating to prevent corrosion. ↩
Learn about this specialized zinc alloy for optimal die casting performance. ↩
Click to learn how proper design avoids undercut issues in die casting. ↩
Click to learn advanced SPC implementation strategies for die casting operations. ↩
Learn about this advanced metal separation technique for more efficient recycling processes. ↩






