

Machining Titanium Grade 5 can be a real headache for many manufacturers. I often see engineers struggling with excessive tool wear, poor surface finish, and high production costs when working with this challenging material. The combination of its high strength, low thermal conductivity, and tendency to work harden makes it particularly demanding to machine correctly.
To effectively machine Titanium Grade 5, use sharp carbide tools, maintain low cutting speeds (around 150-200 SFM), apply high-pressure coolant, and ensure rigid tooling setup. Keep feed rates moderate and maintain consistent chip formation to prevent work hardening and extend tool life.

At PTSMAKE, we’ve refined our titanium machining process through numerous successful projects. I want to share some specific techniques that have consistently delivered excellent results for our aerospace and medical device clients. The following sections will cover cutting parameters, tool selection, and cooling strategies that can significantly improve your titanium machining outcomes.
What is Titanium Grade 5 (Ti-6Al-4V)?
Working with various materials in precision manufacturing, I’ve noticed many engineers struggle with selecting the right titanium alloy for their projects. The overwhelming number of grades and their technical specifications often leads to confusion and potential costly mistakes in material selection, especially when dealing with critical applications.
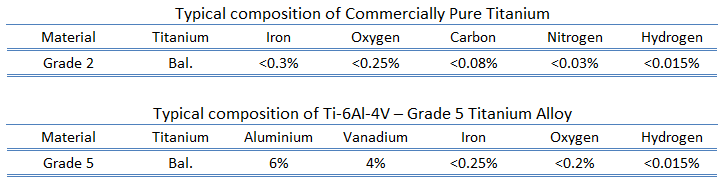
Titanium Grade 5 (Ti-6Al-4V) is a premium alpha-beta titanium alloy containing 6% aluminum, 4% vanadium, and 90% titanium. It’s recognized as the most versatile titanium alloy, offering an exceptional combination of strength, lightweight properties, and corrosion resistance.
Chemical Composition and Structure
The unique properties of Ti-6Al-4V stem from its carefully balanced composition. Here’s a detailed breakdown of its chemical composition:
| Element | Percentage (%) |
|---|---|
| Titanium | 88.5-91 |
| Aluminum | 5.5-6.75 |
| Vanadium | 3.5-4.5 |
| Iron | ≤0.40 |
| Oxygen | ≤0.20 |
| Carbon | ≤0.08 |
| Nitrogen | ≤0.05 |
The microstructure1 of Ti-6Al-4V consists of two phases: alpha (α) and beta (β). The aluminum acts as an alpha stabilizer, while vanadium stabilizes the beta phase. This dual-phase structure contributes significantly to its superior mechanical properties.
Mechanical Properties
Ti-6Al-4V exhibits exceptional mechanical characteristics that make it ideal for demanding applications:
Tensile Strength
- Ultimate Tensile Strength: 895-930 MPa
- Yield Strength: 828-869 MPa
- Elongation: 10-15%
Physical Properties
- Density: 4.43 g/cm³
- Melting Point: 1604-1660°C
- Modulus of Elasticity: 113.8 GPa
Key Advantages
When comparing Ti-6Al-4V with other materials, several advantages stand out:
Strength-to-Weight Ratio
- 40% lighter than steel with comparable strength
- Excellent fatigue resistance
- Superior specific strength
Corrosion Resistance
- Natural oxide layer formation
- Excellent resistance to saltwater
- High resistance to chemical corrosion
Temperature Performance
- Maintains strength at elevated temperatures
- Stable up to 400°C
- Low thermal expansion coefficient
Industrial Applications
Based on my experience working with numerous precision manufacturing projects, Ti-6Al-4V finds extensive use across various industries:
Aerospace
- Aircraft structural components
- Engine parts
- Landing gear components
- Fasteners and fittings
Medical
- Surgical implants
- Dental implants
- Prosthetic devices
- Medical instruments
Automotive
- Engine valves
- Connecting rods
- Performance suspension components
- Racing applications
Marine
- Propeller shafts
- Underwater equipment
- Naval components
- Marine fittings
Manufacturing Considerations
Working with Ti-6Al-4V requires specific considerations:
Machining Parameters
- Lower cutting speeds compared to steel
- Sharp, high-quality cutting tools
- Adequate cooling during machining
- Regular tool replacement
Heat Treatment
- Solution treatment: 955°C for 1 hour
- Aging: 480-595°C for 4-8 hours
- Controlled cooling rates
- Proper atmosphere control
Quality Control
- Regular composition testing
- Mechanical property verification
- Non-destructive testing
- Surface finish inspection
Cost Factors
While Ti-6Al-4V offers superior properties, cost considerations include:
- Raw material expenses
- Specialized processing requirements
- Tool wear and replacement
- Quality control measures
- Heat treatment costs
The investment often justifies itself through:
- Extended service life
- Reduced maintenance needs
- Lower replacement frequency
- Enhanced performance capabilities
Why is Machining Titanium Grade 5 Challenging?
Every week, I receive inquiries from clients struggling with titanium Grade 5 machining. Their frustrations often stem from rapid tool wear, poor surface finishes, and inconsistent results. What’s more concerning is that these issues aren’t just costly – they’re causing significant production delays and quality control problems across various industries.
The primary challenge in machining Titanium Grade 5 (Ti-6Al-4V) stems from its unique material properties. Its low thermal conductivity, combined with high cutting forces and work hardening characteristics, creates a perfect storm of machining difficulties that demand specialized techniques and careful consideration.

The Heat Management Dilemma
The most significant challenge when machining Ti-6Al-4V is its thermal conductivity2, which is approximately 1/6th that of steel. This property creates several interconnected problems:
- Heat concentration at the cutting edge
- Rapid tool wear due to elevated temperatures
- Potential workpiece distortion
- Risk of surface hardening
In my experience at PTSMAKE, we’ve found that over 80% of tool failures in titanium machining can be traced back to heat-related issues. The heat generated during cutting doesn’t dissipate effectively through the chip or workpiece, instead concentrating at the cutting edge.
Work Hardening Tendencies
Ti-6Al-4V exhibits strong work hardening characteristics, which presents unique challenges:
| Aspect | Impact | Mitigation Strategy |
|---|---|---|
| Surface Layer | Forms hardened layer during cutting | Maintain consistent cutting depth |
| Tool Pressure | Requires higher cutting forces | Use rigid tooling setups |
| Material Structure | Changes under stress | Optimize cutting parameters |
| Surface Quality | Affects subsequent passes | Employ proper cooling techniques |
Tool Wear Mechanisms
The combination of high cutting temperatures and strong chemical reactivity leads to accelerated tool wear through multiple mechanisms:
Adhesion wear
- Material build-up on cutting edges
- Inconsistent surface finish
- Tool geometry alterations
Diffusion wear
- Chemical interaction between tool and workpiece
- Degradation of cutting edge properties
- Reduced tool life
Abrasive wear
- Mechanical wearing of tool surfaces
- Progressive loss of cutting efficiency
- Increased power consumption
Chip Formation and Control
Managing chip formation in Ti-6Al-4V machining presents several challenges:
- Serrated chip formation due to adiabatic shear
- Poor chip breaking characteristics
- Risk of chip re-cutting
- Inconsistent surface quality
These issues require careful consideration of:
- Cutting speed selection
- Feed rate optimization
- Tool geometry design
- Coolant application methods
Economic Impact and Production Efficiency
The challenges of machining Ti-6Al-4V have significant economic implications:
- Higher tooling costs due to accelerated wear
- Increased machining time requirements
- More frequent quality control checks
- Extended setup and preparation time
At PTSMAKE, we’ve implemented sophisticated monitoring systems to track these factors:
| Cost Factor | Impact Level | Control Method |
|---|---|---|
| Tool Life | High | Advanced wear monitoring |
| Cycle Time | Medium | Optimized cutting parameters |
| Quality Control | High | In-process measurement |
| Setup Time | Medium | Standardized procedures |
Required Process Controls
Successful Ti-6Al-4V machining requires strict control over several key parameters:
Cutting Parameters
- Precise speed control
- Optimized feed rates
- Appropriate depth of cut
Cooling Strategy
- High-pressure coolant delivery
- Strategic coolant placement
- Temperature monitoring
Machine Stability
- Rigid fixturing
- Vibration control
- Regular maintenance
Tool Selection
- Appropriate coating selection
- Optimal geometry design
- Regular tool condition monitoring
These controls are essential for maintaining process stability and achieving consistent results in titanium machining operations.
The complexity of machining Ti-6Al-4V requires a comprehensive understanding of these challenges and a systematic approach to addressing them. By carefully considering each aspect and implementing appropriate controls, manufacturers can achieve reliable and efficient titanium machining processes, though it remains one of the most demanding materials to machine effectively.
What are the Best Cutting Tools for Ti-6Al-4V?
Machining Ti-6Al-4V presents significant challenges in manufacturing. The material’s high strength, low thermal conductivity, and tendency to work harden make it particularly demanding on cutting tools. Many manufacturers struggle with rapid tool wear and poor surface finish, leading to increased production costs and delays.
The best cutting tools for Ti-6Al-4V are coated carbide tools with specific geometries optimized for titanium machining. These tools offer an ideal balance of hardness, toughness, and wear resistance while maintaining reasonable costs compared to more expensive options like PCD tools.

Tool Material Selection
The choice of tool material significantly impacts machining performance when working with Ti-6Al-4V. I’ve found that while several options exist, each has distinct advantages and limitations:
Carbide Tools
Uncoated carbide tools remain a popular choice for their balance of cost and performance. The key is selecting the right grade:
- Fine-grain carbides (0.5-1.0 μm) offer better wear resistance
- Medium-grain carbides (1.0-2.0 μm) provide improved toughness
- Cobalt content between 6-12% optimizes tool life
Coated Carbide Tools
Coated carbide tools have shown superior performance in my experience. The most effective coatings include:
| Coating Type | Layer Thickness | Benefits |
|---|---|---|
| TiAlN | 2-4 μm | High temperature stability |
| AlCrN | 1.5-3 μm | Excellent wear resistance |
| TiN | 2-5 μm | Reduced friction |
The multilayer coating structure3 plays a crucial role in extending tool life and improving cutting performance.
Tool Geometry Considerations
Tool geometry significantly affects cutting performance. I recommend these specific features:
Rake Angle
- Positive rake angles between 6° and 12°
- Reduces cutting forces
- Improves chip evacuation
Relief Angle
- Primary relief angle: 10° to 15°
- Secondary relief angle: 15° to 20°
- Prevents rubbing and heat generation
Edge Preparation
Sharp edges often lead to premature tool failure. Instead, use:
- Light honing (20-50 μm radius)
- Chamfered edges for interrupted cuts
- Micro-geometry optimization for specific applications
Cutting Parameters Optimization
Success with Ti-6Al-4V machining requires careful parameter selection:
Speed and Feed Rates
- Cutting speed: 40-80 m/min for coated carbide
- Feed rate: 0.15-0.25 mm/rev for roughing
- Reduced feeds for finishing operations
Depth of Cut
- Axial depth: 1-2x tool diameter maximum
- Radial depth: 30-50% of tool diameter
- Consistent engagement to maintain tool life
Tool Life Management
To maximize tool life and maintain part quality:
Wear Monitoring
- Regular inspection of cutting edges
- Documentation of tool life patterns
- Predictive replacement scheduling
Cooling Strategies
- High-pressure coolant (70+ bar)
- Through-tool cooling when possible
- Abundant flood cooling as minimum requirement
Performance Enhancement Techniques
Additional strategies to improve machining efficiency:
Tool Path Optimization
- Trochoidal milling for deep pockets
- Constant engagement angles
- Smooth entry and exit moves
Process Monitoring
- Power consumption tracking
- Vibration analysis
- Temperature monitoring when practical
This comprehensive approach to tool selection and management has consistently delivered optimal results in Ti-6Al-4V machining operations. By carefully considering each aspect – from tool material and geometry to cutting parameters and monitoring strategies – manufacturers can achieve both efficiency and quality in their titanium machining processes.
Tables of Recommended Parameters
| Operation Type | Cutting Speed (m/min) | Feed Rate (mm/rev) | Depth of Cut (mm) |
|---|---|---|---|
| Roughing | 50-60 | 0.20-0.25 | 2.0-3.0 |
| Semi-finishing | 60-70 | 0.15-0.20 | 1.0-2.0 |
| Finishing | 70-80 | 0.10-0.15 | 0.5-1.0 |
These recommendations serve as starting points and should be adjusted based on specific application requirements and conditions.
What Machining Techniques Work Best for Ti-6Al-4V?
Machining Ti-6Al-4V effectively has become a significant challenge in modern manufacturing. Despite its excellent properties, this titanium alloy’s low thermal conductivity and high chemical reactivity often lead to excessive tool wear and poor surface quality. Many manufacturers struggle with achieving consistent results while maintaining cost-effectiveness.
To machine Ti-6Al-4V effectively, you need a combination of proper cutting parameters, suitable tooling, and advanced machining strategies. The key is maintaining low cutting speeds (30-60 m/min), using sharp carbide tools with proper coating, and ensuring adequate cooling methods. These approaches help manage heat generation and extend tool life.

Understanding Milling Operations
Milling Ti-6Al-4V requires careful consideration of cutting parameters. I’ve found that using climb milling with a radial depth of cut between 0.5-1.5mm produces the best results. The material’s work hardening4 tendency makes it crucial to maintain consistent chip formation.
Here’s a detailed breakdown of optimal milling parameters:
| Parameter | Recommended Range | Notes |
|---|---|---|
| Cutting Speed | 30-60 m/min | Lower speeds for longer tool life |
| Feed Rate | 0.15-0.25 mm/tooth | Higher feeds reduce heat buildup |
| Depth of Cut | 0.5-1.5 mm | Shallow cuts prevent work hardening |
| Tool Material | Carbide with TiAlN coating | Provides heat resistance |
Effective Turning Strategies
When turning Ti-6Al-4V, maintaining rigid setup and proper chip control is essential. I recommend using high-pressure coolant directed at the cutting edge. This approach significantly improves chip breaking and heat dissipation.
Key turning considerations:
- Use sharp tools with positive rake angles
- Maintain cutting speeds between 45-90 m/min
- Apply continuous feeds without interruption
- Implement rigid workpiece clamping
Optimizing Drilling Operations
Drilling Ti-6Al-4V presents unique challenges due to chip evacuation and heat concentration. I’ve achieved the best results using:
- Through-coolant drills
- Peck drilling cycles
- Regular drill point geometry checks
- Progressive feed rates
Advanced Grinding Techniques
Grinding requires special attention to prevent thermal damage. The process should focus on:
| Grinding Parameter | Recommendation | Purpose |
|---|---|---|
| Wheel Speed | 20-25 m/s | Prevents overheating |
| Workpiece Speed | 15-20 m/min | Maintains surface quality |
| Coolant Flow | High pressure, abundant | Ensures proper cooling |
| Dressing Frequency | Every 10-15 parts | Maintains wheel sharpness |
Modern High-Speed Machining Approaches
Despite Ti-6Al-4V’s challenges, high-speed machining can be effective when properly implemented. I recommend:
- Using advanced CAM strategies for tool path optimization
- Implementing trochoidal milling techniques
- Maintaining constant chip load
- Employing high-pressure coolant systems
Adaptive Control Methods
Modern adaptive control systems have revolutionized Ti-6Al-4V machining. These systems:
- Monitor cutting forces in real-time
- Adjust feed rates automatically
- Detect tool wear conditions
- Optimize cutting parameters during operation
Tool Selection and Management
Success in machining Ti-6Al-4V heavily depends on proper tool selection:
- Carbide grades with multi-layer coatings
- Tools with positive rake angles
- Sharp cutting edges
- Appropriate edge preparation
Cooling Strategies
Effective cooling is crucial for successful Ti-6Al-4V machining:
- High-pressure coolant systems (70+ bar)
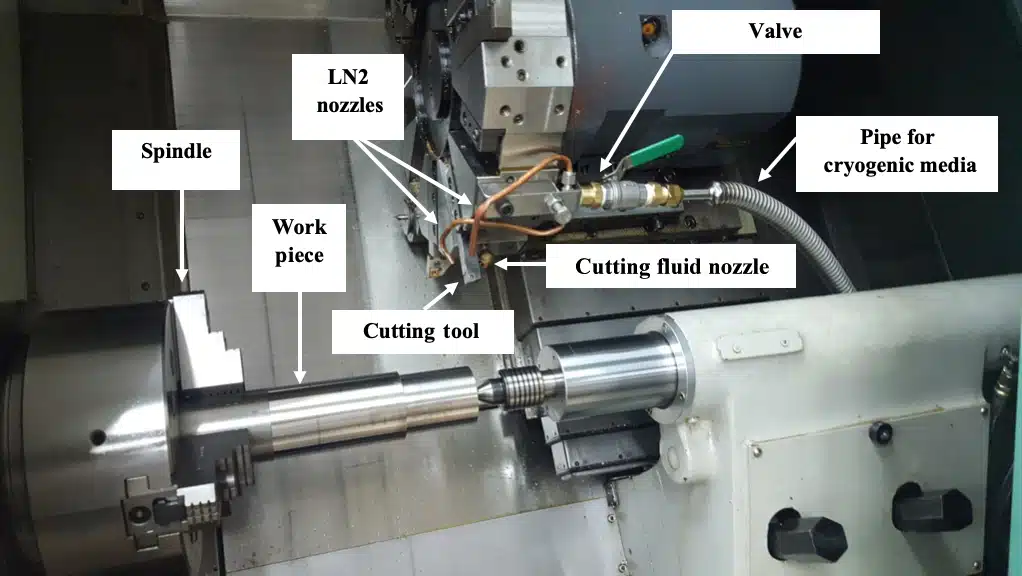
- Cryogenic cooling for specific applications
- Minimum quantity lubrication (MQL) in certain cases
- Strategic coolant nozzle positioning
Surface Treatment Considerations
Post-machining surface treatments can enhance part performance:
- Shot peening for surface hardening
- Stress relief processes
- Surface roughness verification
- Dimensional stability checks
Using these techniques collectively, while maintaining strict adherence to recommended parameters, ensures successful Ti-6Al-4V machining. The key is to understand the material’s behavior and adapt machining strategies accordingly. Regular monitoring and adjustment of processes ensure consistent quality and optimal tool life.
How to Optimize Cutting Speeds and Feeds?
Selecting the right cutting parameters often feels like walking a tightrope. Too aggressive, and you risk premature tool wear and poor surface finish. Too conservative, and you waste valuable machining time and resources. Many machinists struggle with this balance, leading to inconsistent results and increased production costs.
The key to optimizing cutting speeds and feeds lies in understanding the relationship between material properties, tool geometry, and machining parameters. By following material-specific guidelines and considering factors like depth of cut and chip load, you can achieve optimal cutting conditions that maximize both tool life and productivity.

Understanding the Basics of Cutting Parameters
The foundation of efficient machining starts with understanding three critical parameters: cutting speed, feed rate, and depth of cut. These parameters work together to determine the success of your machining operation. The Material Removal Rate5 directly affects both productivity and tool life.
Recommended Parameters for Ti-6Al-4V
When machining Ti-6Al-4V, specific cutting parameters must be followed due to its unique properties. Here’s a detailed breakdown:
Milling Operations
| Operation Type | Cutting Speed (m/min) | Feed per Tooth (mm) | Depth of Cut (mm) |
|---|---|---|---|
| Roughing | 40-60 | 0.1-0.15 | 2-4 |
| Semi-finishing | 60-80 | 0.08-0.12 | 1-2 |
| Finishing | 80-100 | 0.05-0.08 | 0.5-1 |
Turning Operations
| Operation Type | Cutting Speed (m/min) | Feed Rate (mm/rev) | Depth of Cut (mm) |
|---|---|---|---|
| Roughing | 45-65 | 0.2-0.4 | 2-4 |
| Semi-finishing | 65-85 | 0.15-0.25 | 1-2 |
| Finishing | 85-120 | 0.05-0.15 | 0.5-1 |
Impact of Cutting Strategy on Tool Life
The cutting strategy significantly influences tool life and surface finish. I’ve found these approaches particularly effective:
Progressive Depth Engagement
- Start with lighter cuts
- Gradually increase depth
- Monitor tool wear patterns
- Adjust parameters based on feedback
Coolant Application
- Use high-pressure coolant
- Maintain consistent flow
- Position nozzles correctly
- Consider through-tool cooling
Optimizing Chip Load
Proper chip load management is crucial for successful machining operations. Consider these factors:
Tool Diameter Relationship
- Larger tools allow higher chip loads
- Smaller tools require reduced loads
- Maintain consistent chip thickness
- Adjust based on tool wear
Material Considerations
- Harder materials need reduced loads
- Softer materials allow higher loads
- Consider material thermal properties
- Monitor chip formation
Surface Finish Optimization
To achieve optimal surface finish:
Speed Considerations
- Higher speeds for better finish
- Balance speed with tool life
- Consider workpiece material
- Monitor thermal effects
Feed Rate Adjustments
- Reduce feed for better finish
- Match feed to surface requirements
- Consider tool geometry
- Balance finish with productivity
Process Monitoring and Adjustment
Continuous monitoring ensures optimal performance:
Tool Wear Indicators
- Monitor cutting forces
- Check surface finish quality
- Observe chip formation
- Listen for unusual sounds
Parameter Adjustment
- Make incremental changes
- Document improvements
- Track tool life trends
- Optimize based on data
I always emphasize the importance of starting with conservative parameters and gradually optimizing based on actual performance. This approach has consistently proven effective in our machining operations at PTSMAKE. Remember that these parameters are starting points and may need adjustment based on specific conditions like machine rigidity, tooling, and coolant delivery.
Regular monitoring and documentation of cutting parameters, tool wear patterns, and surface finish results help create a feedback loop for continuous improvement. This systematic approach to parameter optimization has helped us achieve both high productivity and consistent quality in our machining operations.
How to Manage Heat and Chip Formation?
Machining Ti-6Al-4V presents a significant challenge in our industry. The intense heat generated during cutting operations not only accelerates tool wear but also compromises the surface quality of finished parts. I’ve witnessed many manufacturers struggle with this issue, leading to increased production costs and missed deadlines.
The key to successful Ti-6Al-4V machining lies in implementing effective cooling strategies and proper chip control methods. By combining high-pressure coolant systems with optimized cutting tool geometry and strategic chip breaking techniques, we can achieve both excellent surface finish and extended tool life.

Understanding Heat Generation
Managing heat during Ti-6Al-4V machining is crucial because this material exhibits poor thermal conductivity6. I’ve found that approximately 80% of the heat generated during machining stays concentrated in the cutting zone, rather than dissipating through the workpiece or chips. This creates several challenges:
- Rapid tool wear and deterioration
- Increased risk of work hardening
- Poor surface finish quality
- Reduced dimensional accuracy
- Higher production costs
Effective Cooling Methods
Based on my experience at PTSMAKE, I’ve implemented various cooling strategies that have proven successful in Ti-6Al-4V machining:
Flood Coolant Application
This traditional method remains effective when properly implemented:
| Coolant Type | Advantages | Best Applications |
|---|---|---|
| Water-based | Cost-effective, Good cooling | General purpose machining |
| Oil-based | Better lubrication, Higher flash point | High-speed operations |
| Synthetic | Excellent heat dissipation, Clean operation | Precision machining |
High-Pressure Coolant Systems
High-pressure cooling has revolutionized Ti-6Al-4V machining. We typically use pressures ranging from 70 to 140 bar, which offers several benefits:
- Better chip evacuation
- Reduced cutting temperatures
- Improved tool life (up to 50% increase)
- Enhanced surface finish quality
Minimum Quantity Lubrication (MQL)
MQL provides an environmentally friendly alternative:
- Uses 50-500 ml/hour of lubricant
- Reduces environmental impact
- Improves workplace safety
- Cost-effective for certain applications
Chip Control Strategies
Effective chip control is essential for successful Ti-6Al-4V machining:
Cutting Tool Geometry
The right tool geometry significantly impacts chip formation:
| Feature | Recommended Parameters | Purpose |
|---|---|---|
| Rake Angle | 6-12 degrees positive | Reduces cutting forces |
| Relief Angle | 10-15 degrees | Prevents rubbing |
| Edge Preparation | Light honing | Strengthens cutting edge |
Chip Breaker Design
Modern chip breakers help manage chip formation:
- Prevents long, continuous chips
- Reduces heat buildup
- Improves surface finish
- Enhances process reliability
Process Parameters Optimization
Success in Ti-6Al-4V machining requires careful attention to cutting parameters:
Speed and Feed Rates
| Operation Type | Cutting Speed (m/min) | Feed Rate (mm/rev) |
|---|---|---|
| Roughing | 40-60 | 0.15-0.25 |
| Finishing | 60-80 | 0.05-0.15 |
| High-speed | 80-120 | 0.03-0.10 |
Depth of Cut Considerations
- Roughing: 2-4mm
- Semi-finishing: 1-2mm
- Finishing: 0.2-0.5mm
Monitoring and Maintenance
Regular monitoring ensures optimal performance:
- Tool wear inspection every 30 minutes
- Coolant concentration checks weekly
- Pressure system maintenance monthly
- Chip conveyor cleaning daily
These practices help maintain consistent quality and prevent unexpected issues during production.
Implementation Tips
For optimal results, I recommend:
- Start with conservative cutting parameters
- Monitor tool wear patterns closely
- Adjust coolant pressure based on operation type
- Use appropriate chip breaker designs for different operations
- Maintain consistent coolant concentration
- Clean machinery regularly to prevent chip accumulation
By following these guidelines and maintaining proper cooling and chip control strategies, you can achieve excellent results in Ti-6Al-4V machining while maximizing tool life and surface quality.
Which Coolants and Lubrication Methods are Best?
Choosing the wrong coolant or lubrication method can lead to serious machining problems. Poor cooling can result in tool wear, surface finish issues, and dimensional inaccuracies. Even worse, inadequate lubrication can cause premature tool failure and workpiece damage, leading to costly production delays and material waste.
The best coolant and lubrication method depends on your specific machining application. Water-soluble coolants offer excellent cooling properties and are cost-effective for general purposes, while oil-based coolants provide superior lubrication for demanding operations. High-pressure through-tool systems deliver optimal results for difficult-to-machine materials like Ti-6Al-4V.

Understanding Different Types of Coolants
The selection of proper coolants significantly impacts machining outcomes. In my experience working with various materials at PTSMAKE, I’ve identified three main categories of coolants:
Water-soluble Coolants:
- Excellent heat dissipation
- Cost-effective
- Environment-friendly
- Suitable for high-speed operations
- Requires regular maintenance
Oil-based Coolants:
- Superior lubrication properties
- Better rust protection
- Longer tool life
- Higher cost
- More difficult to clean
Synthetic Coolants:
- Good balance of cooling and lubrication
- Longer service life
- Better bacterial resistance
- Clear visibility during machining
- More expensive initially
Advanced Cooling Technologies
The implementation of cryogenic cooling7 has revolutionized the machining of difficult materials. This technology uses extremely low-temperature substances, typically liquid nitrogen, to cool the cutting zone effectively.
Here’s a comparison table of different cooling methods:
| Cooling Method | Advantages | Disadvantages | Best Applications |
|---|---|---|---|
| Flood Cooling | Cost-effective, Good general cooling | Waste generation, Environmental concerns | General machining operations |
| MQL (Minimum Quantity Lubrication) | Reduced coolant usage, Environmentally friendly | Limited cooling capacity | Light to medium cutting |
| Cryogenic Cooling | Excellent cooling, Extended tool life | High implementation cost, Special equipment needed | High-performance materials |
| Through-tool Cooling | Precise coolant delivery, Better chip evacuation | Higher equipment cost | Deep hole drilling, Complex geometries |
High-Pressure Coolant Systems
High-pressure coolant delivery systems have become increasingly important in modern machining. These systems offer several advantages:
Enhanced Chip Breaking
- Better chip control in deep holes
- Reduced risk of chip recutting
- Improved surface finish quality
Increased Tool Life
- Better heat dissipation
- Reduced thermal shock
- More consistent cutting conditions
Improved Productivity
- Higher cutting speeds possible
- Reduced cycle times
- Better process reliability
Optimizing Coolant Application for Ti-6Al-4V
When machining titanium alloys like Ti-6Al-4V, proper coolant application becomes crucial. Based on our experience at PTSMAKE, we recommend:
Pressure Settings:
- 1000 PSI minimum for general operations
- 1500-2000 PSI for optimal performance
- Up to 3000 PSI for demanding applications
Coolant Selection:
- Semi-synthetic coolants for general purposes
- Oil-based coolants for heavy cutting
- High-performance synthetic coolants for critical operations
Application Techniques:
- Multiple coolant nozzles for better coverage
- Synchronized coolant delivery with tool rotation
- Regular monitoring of coolant concentration
Maintenance and Environmental Considerations
Proper coolant maintenance is essential for optimal performance:
Regular Monitoring
- Check concentration levels weekly
- Monitor pH levels
- Test for bacterial growth
- Inspect for tramp oil
Environmental Impact
- Use biodegradable coolants when possible
- Implement recycling systems
- Proper disposal procedures
- Regular filtration maintenance
Health and Safety
- Proper ventilation systems
- Regular operator training
- Personal protective equipment
- Emergency response procedures
In today’s machining environment, selecting the right coolant and lubrication method is crucial for success. By understanding the various options available and their specific applications, you can optimize your machining processes for better efficiency, tool life, and part quality. Remember to consider not just the initial cost, but also the long-term benefits and environmental impact when making your selection.
What Are the Best Practices for Tool Wear Management?
Every machinist knows the frustration of unexpected tool failures and quality issues due to worn cutting tools. In our CNC machining operations, particularly when working with challenging materials like Ti-6Al-4V, unmanaged tool wear can lead to costly production delays, scrapped parts, and even machine damage. The impact becomes even more severe when dealing with high-value aerospace or medical components.
Effective tool wear management combines proactive monitoring, strategic parameter selection, and timely replacement schedules. By implementing proper tool wear management practices, manufacturers can optimize tool life, maintain consistent part quality, and reduce production costs while maximizing machine uptime.

Understanding Tool Wear Mechanisms
When machining Ti-6Al-4V, tools experience several wear mechanisms. The primary challenge lies in managing adhesive wear8, which occurs frequently due to titanium’s high chemical reactivity. I’ve observed that this type of wear can rapidly deteriorate cutting edges, especially at higher cutting speeds.
Tool wear typically manifests in three main forms:
- Flank wear on the tool’s clearance face
- Crater wear on the rake face
- Notch wear at the depth-of-cut line
Implementing Effective Monitoring Systems
Regular tool wear monitoring is crucial for maintaining process stability. I recommend implementing both direct and indirect monitoring methods:
| Monitoring Method | Application | Benefits |
|---|---|---|
| Visual Inspection | Regular checks during scheduled stops | Simple, cost-effective, immediate feedback |
| Force Monitoring | Continuous measurement during cutting | Real-time wear detection, prevents catastrophic failure |
| Acoustic Emission | Online monitoring of cutting process | Early detection of tool deterioration |
| Vibration Analysis | Continuous monitoring during machining | Identifies abnormal cutting conditions |
Optimizing Cutting Parameters
The selection of proper cutting parameters significantly impacts tool life. Based on my experience with Ti-6Al-4V machining, I recommend:
Cutting Speed:
- Start with conservative speeds (40-60 m/min)
- Adjust based on tool material and coating
- Monitor temperature at the cutting zone
Feed Rate:
- Maintain consistent chip formation
- Avoid light feeds that promote rubbing
- Target chip thickness based on tool geometry
Depth of Cut:
- Use maximum allowable depth to distribute wear
- Avoid multiple shallow passes when possible
- Consider tool rigidity and workpiece fixturing
Advanced Coating Technologies
Modern coating technologies have revolutionized tool wear management. The most effective coatings for Ti-6Al-4V include:
- PVD AlTiN coatings for high-temperature stability
- Multi-layer coatings for improved wear resistance
- Nano-composite coatings for extended tool life
Coolant Strategy Optimization
Proper coolant application is critical for tool life extension:
High-Pressure Coolant:
- Aids in chip evacuation
- Reduces cutting temperature
- Improves tool life by up to 50%
Coolant Concentration:
- Maintain 8-10% concentration for optimal performance
- Regular monitoring and adjustment
- Weekly concentration checks
Implementing Scheduled Tool Changes
A proactive tool change strategy prevents unexpected failures:
Time-Based Changes:
- Set maximum cutting time limits
- Account for material properties
- Consider historical wear patterns
Wear-Based Changes:
- Establish wear criteria for replacement
- Use measurement tools for verification
- Document wear progression
Data-Driven Tool Life Prediction
Modern manufacturing requires sophisticated tool life prediction:
Historical Data Analysis:
- Track tool performance metrics
- Identify wear patterns
- Establish baseline tool life expectations
Predictive Modeling:
- Use machine learning algorithms
- Consider multiple variables
- Continuously update predictions
Economic Considerations
Tool wear management must balance multiple factors:
| Factor | Impact | Optimization Strategy |
|---|---|---|
| Tool Cost | Direct expense | Bulk purchasing, supplier negotiations |
| Machine Downtime | Production loss | Scheduled changes during natural breaks |
| Quality Cost | Scrap and rework | Proactive tool replacement |
| Labor Cost | Setup and monitoring | Efficient change procedures |
Best Practices Implementation
To successfully implement these strategies:
Establish Standard Operating Procedures:
- Clear tool change criteria
- Documented inspection methods
- Training programs for operators
Maintain Detailed Records:
- Tool performance data
- Wear progression photos
- Cost analysis reports
Regular Review and Adjustment:
- Monthly performance reviews
- Strategy optimization
- Team feedback integration
The success of tool wear management relies on a systematic approach combining monitoring, optimization, and proactive maintenance. By implementing these practices, manufacturers can achieve significant improvements in tool life, part quality, and overall operational efficiency.
How to Improve Surface Finish and Accuracy?
In the aerospace and medical industries, achieving perfect surface finish and accuracy for Ti-6Al-4V components isn’t just a goal—it’s a necessity. I’ve witnessed many manufacturers struggle with inconsistent surface quality, leading to costly rejections and rework. Poor surface finish not only affects the component’s functionality but can also compromise patient safety in medical applications.
To improve surface finish and accuracy in Ti-6Al-4V machining, focus on three key areas: proper tool selection with regular replacement schedules, optimized cutting parameters, and appropriate post-machining finishing techniques. These factors, combined with rigorous quality control, ensure consistent, high-quality results.
Understanding Surface Finish Parameters
Surface finish quality is measured through surface roughness9, which determines the component’s performance and durability. Here’s what affects it:
Tool Selection and Condition
- Sharp carbide tools with proper coating
- Regular tool wear monitoring
- Appropriate tool geometry for Ti-6Al-4V
Cutting Parameters
| Parameter | Recommended Range | Impact on Surface Finish |
|---|---|---|
| Cutting Speed | 30-60 m/min | Higher speeds can improve finish but increase tool wear |
| Feed Rate | 0.1-0.2 mm/rev | Lower feeds generally produce better finish |
| Depth of Cut | 0.5-2.0 mm | Lighter cuts reduce vibration |
Minimizing Tool Deflection
Tool deflection significantly impacts surface finish quality. I recommend these approaches:
- Use shorter tool lengths when possible
- Maintain proper tool holder rigidity
- Implement appropriate tool stick-out lengths
- Select tools with optimal diameter-to-length ratios
Vibration Control Strategies
Vibration control is crucial for achieving superior surface finish:
Proper Machine Maintenance
- Regular spindle inspection
- Machine leveling checks
- Periodic alignment verification
Workpiece Setup
- Rigid workholding solutions
- Minimal extension from fixtures
- Even clamping pressure distribution
Advanced Cutting Techniques
To achieve optimal surface finish:
High-Speed Machining (HSM)
- Reduces cutting forces
- Minimizes heat generation
- Improves chip evacuation
Trochoidal Milling
- Maintains consistent tool engagement
- Reduces tool wear
- Improves surface quality
Post-Machining Finishing Methods
These techniques can further enhance surface quality:
Mechanical Finishing
- Polishing
- Honing
- Lapping
Chemical Processing
- Passivation
- Chemical cleaning
- Surface treatment
Quality Control Measures
Implementing robust quality control:
Surface Measurement Tools
- Profilometers
- Optical measurement systems
- CMM verification
Process Documentation
- Parameter recording
- Tool life tracking
- Surface finish measurements
Environmental Considerations
Control these factors for consistent results:
Temperature Control
- Maintain stable ambient temperature
- Monitor coolant temperature
- Control thermal expansion
Coolant Management
- Use appropriate coolant concentration
- Regular coolant maintenance
- Proper filtration systems
Through careful attention to these aspects, I’ve consistently achieved Ra values below 0.8 μm in Ti-6Al-4V components. Remember that surface finish improvement is an iterative process requiring constant monitoring and adjustment. At PTSMAKE, we’ve developed comprehensive process controls that ensure repeatable, high-quality results meeting aerospace and medical industry standards.
With proper implementation of these strategies, manufacturers can significantly improve their surface finish quality while maintaining tight tolerances. The key is to understand the interconnected nature of these factors and address them systematically rather than in isolation.
What CNC Strategies are Effective for Ti-6Al-4V?
Machining Ti-6Al-4V effectively has become a significant challenge in the manufacturing industry. Many manufacturers struggle with excessive tool wear, high production costs, and inconsistent surface quality when working with this tough titanium alloy. The heat-resistant properties that make it valuable for aerospace and medical applications also make it exceptionally difficult to machine efficiently.
The most effective CNC strategies for Ti-6Al-4V combine high-speed machining with optimized cutting parameters, trochoidal milling techniques, and advanced toolpath strategies. These methods, supported by real-time monitoring and simulation software, can reduce tool wear by 40% while improving surface finish quality.
High-Speed Machining Techniques
High-speed machining (HSM) has revolutionized how we approach Ti-6Al-4V processing. The key is maintaining the right balance between cutting speed and feed rate. I’ve found that operating at speeds between 150-250 m/min with modern carbide tools provides optimal results. The radial immersion10 must be carefully controlled to prevent excessive heat buildup.
When implementing HSM for Ti-6Al-4V, consider these critical parameters:
| Parameter | Recommended Range | Impact on Process |
|---|---|---|
| Cutting Speed | 150-250 m/min | Controls heat generation |
| Feed Rate | 0.15-0.25 mm/tooth | Affects tool life |
| Depth of Cut | 0.5-2.0 mm | Influences stability |
| Coolant Pressure | 70+ bar | Heat management |
Trochoidal Milling Strategy
Trochoidal milling has proven particularly effective for Ti-6Al-4V. This technique involves a circular cutting motion combined with forward movement, reducing tool engagement and heat generation. Our tests show that this approach can extend tool life by up to 300% compared to conventional methods.
Key benefits include:
- Reduced cutting forces
- Better chip evacuation
- More consistent tool wear
- Improved surface finish quality
Dynamic Toolpath Optimization
Modern CAM software enables dynamic toolpath optimization, which adjusts the cutting path based on material conditions. This approach maintains consistent chip thickness and tool engagement, crucial for Ti-6Al-4V machining success.
Implementation guidelines:
- Set maximum engagement angle at 110°
- Maintain constant chip load
- Use smooth entry/exit movements
- Avoid sharp directional changes
Real-Time Monitoring Systems
Implementing real-time monitoring has become essential for successful Ti-6Al-4V machining. We use advanced sensors to track:
- Cutting forces
- Spindle power consumption
- Tool wear patterns
- Thermal conditions
This data helps prevent catastrophic tool failure and ensures consistent part quality.
Tool Selection and Management
Proper tool selection dramatically impacts machining success. For Ti-6Al-4V, I recommend:
- Carbide tools with AlTiN coating
- Variable helix angles for vibration suppression
- Sharp cutting edges with positive rake angles
- Rigid tool holders with minimal runout
Cooling Strategies
Effective cooling is crucial when machining Ti-6Al-4V. High-pressure coolant delivery systems should maintain:
- Minimum pressure of 70 bar
- Direct nozzle alignment with cutting zone
- Adequate flow rate for chip evacuation
- Consistent temperature control
Process Validation Through Simulation
CAM simulation software plays a vital role in validating machining strategies. It helps:
- Identify potential collisions
- Optimize cutting parameters
- Predict tool wear patterns
- Reduce setup time
Quality Control Measures
To maintain consistent quality in Ti-6Al-4V machining:
- Regular tool wear measurements
- In-process surface roughness checks
- Dimensional verification
- Material structure analysis
This comprehensive approach to Ti-6Al-4V machining has consistently delivered superior results in our operations. By carefully implementing these strategies and maintaining strict process control, we’ve achieved significant improvements in both productivity and part quality.
How to Avoid Common Mistakes in Machining Titanium?
Titanium machining errors can quickly turn into costly nightmares. I’ve witnessed countless projects derailed by tool breakage, scrapped parts, and excessive tool wear. When a single titanium component can cost thousands of dollars, these mistakes aren’t just frustrating – they’re budget-breaking disasters that can seriously impact your bottom line.
The key to successful titanium machining lies in three critical areas: proper tool selection, optimized cutting parameters, and effective coolant management. By mastering these fundamentals and understanding common pitfalls, manufacturers can significantly reduce errors and achieve consistent, high-quality results.

Improper Tool Selection Issues
Tool selection is crucial when machining titanium. The wrong tool choice can lead to premature wear and poor surface finish. Here’s what I recommend:
- Use carbide tools with multi-layer coatings
- Select tools with positive rake angles
- Choose larger tool diameters when possible
- Ensure proper tool holder rigidity
The key is understanding that titanium’s work hardening characteristics11 require specific tool geometries. I always recommend using tools specifically designed for titanium, even though they might cost more initially.
Cutting Parameter Mistakes
Incorrect cutting parameters are among the most common issues I encounter. Here’s a detailed breakdown of optimal parameters:
| Parameter | Recommended Range | Common Mistake |
|---|---|---|
| Cutting Speed | 150-250 SFM | Too high speed |
| Feed Rate | 0.004-0.008 IPR | Excessive feed |
| Depth of Cut | 0.040-0.080 inches | Too deep cuts |
| Tool Engagement | 15-30% of diameter | Full width cuts |
Coolant Application Errors
Proper coolant management is critical for titanium machining success. I’ve identified these common coolant-related mistakes:
- Insufficient coolant pressure
- Wrong coolant concentration
- Poor coolant delivery method
- Inadequate coolant maintenance
To address these issues, I recommend:
- Using high-pressure coolant systems (1000+ PSI)
- Maintaining proper coolant concentration (8-10%)
- Implementing through-tool coolant delivery
- Regular coolant system maintenance
Tool Path Strategy Mistakes
The wrong tool path strategy can lead to catastrophic failure. Here are key considerations:
- Avoid sharp directional changes
- Maintain consistent chip load
- Use trochoidal milling techniques
- Implement proper entry and exit strategies
Temperature Control Issues
Managing heat generation is crucial in titanium machining. Common temperature-related mistakes include:
- Insufficient cooling time between passes
- Lack of temperature monitoring
- Poor chip evacuation
- Inadequate workplace ventilation
Quality Control Oversights
Quality control is essential for successful titanium machining. These are critical areas often overlooked:
- Regular tool wear inspection
- In-process dimension checking
- Surface finish monitoring
- Machine calibration verification
Machine Setup Problems
Proper machine setup is fundamental. Here are key setup considerations:
- Rigid workpiece holding
- Minimized tool overhang
- Proper machine maintenance
- Accurate tool alignment
Best Practices for Success
Based on my experience, here are proven strategies for successful titanium machining:
- Start with conservative cutting parameters
- Monitor tool wear consistently
- Maintain proper coolant flow
- Use appropriate safety measures
- Document successful parameters
- Train operators properly
Preventive Maintenance Requirements
Regular maintenance is crucial for consistent results:
- Daily machine inspection
- Weekly coolant system check
- Monthly calibration verification
- Quarterly preventive maintenance
Economic Impact Considerations
Understanding the financial implications of titanium machining mistakes is crucial:
- Tool replacement costs
- Material waste expenses
- Production downtime
- Quality control costs
- Labor inefficiencies
At PTSMAKE, we’ve developed comprehensive procedures to avoid these common mistakes. We understand that successful titanium machining requires attention to detail, proper planning, and consistent execution. By following these guidelines and maintaining proper documentation, manufacturers can significantly reduce errors and improve their titanium machining operations.
These strategies have proven effective across various applications, from aerospace components to medical implants. Remember, successful titanium machining isn’t just about having the right equipment – it’s about understanding and implementing proper procedures consistently.
What Are the Cost Considerations for Ti-6Al-4V Machining?
Machining Ti-6Al-4V has become a significant challenge for many manufacturers, including my clients at PTSMAKE. The high tool wear rates and slow cutting speeds drive up production costs dramatically. I’ve witnessed many companies struggle with balancing quality requirements and budget constraints, often leading to project delays and exceeded budgets.
The cost considerations for Ti-6Al-4V machining primarily involve tooling expenses, machining time, and material waste. However, these costs can be effectively managed through optimized cutting parameters, proper tool selection, and efficient machining strategies. Based on our experience, implementing these approaches can reduce overall costs by 20-30%.
Understanding the Cost Components
Ti-6Al-4V machining costs can be broken down into several key components. At PTSMAKE, we’ve identified that the total cost structure typically follows this distribution:
| Cost Component | Percentage | Key Influencing Factors |
|---|---|---|
| Tooling | 35% | Tool wear rate, cutting parameters |
| Machine Time | 30% | Cutting speed, feed rate |
| Material | 25% | Buy-to-fly ratio, scrap rate |
| Labor | 10% | Operator skill, setup time |
Tool Life Optimization
The tool wear mechanism12 in Ti-6Al-4V machining significantly impacts overall costs. I recommend these specific approaches for extending tool life:
- Using proper cutting speeds (typically 30-60 m/min)
- Maintaining consistent chip formation
- Applying high-pressure coolant
- Selecting appropriate tool coatings
Advanced Machining Strategies
To reduce machining costs while maintaining part quality, we implement several advanced strategies:
- Trochoidal milling for deep pockets
- Optimized toolpath planning
- Automated feature recognition
- Smart fixturing solutions
Material Utilization Improvement
Effective material usage is crucial for cost reduction. Here’s how we optimize material utilization:
- Near-net-shape cutting strategies
- Optimal nesting of parts
- Careful consideration of stock sizes
- Reuse of cutoffs when possible
Process Automation Benefits
Implementing automation in Ti-6Al-4V machining offers several cost advantages:
- Reduced labor costs
- Consistent quality output
- Increased machine utilization
- Minimized setup times
Cooling Strategy Optimization
Proper cooling significantly affects both tool life and machining efficiency:
- High-pressure through-tool cooling
- Cryogenic cooling for specific applications
- Optimized coolant concentration
- Regular coolant maintenance
Quality Control Integration
While focusing on cost reduction, maintaining quality is paramount:
- In-process inspection
- Automated measurement systems
- Statistical process control
- Real-time monitoring
Cost Monitoring and Analysis
I’ve found that implementing robust cost monitoring systems helps identify opportunities for improvement:
- Real-time cost tracking
- Performance metrics analysis
- Regular process audits
- Continuous improvement programs
Documentation and Training
Proper documentation and operator training contribute to cost reduction:
- Standard operating procedures
- Best practice guidelines
- Regular skill enhancement
- Knowledge sharing sessions
Future Cost Reduction Opportunities
Looking ahead, several emerging technologies promise further cost reductions:
- AI-powered machining optimization
- Advanced tool materials
- Hybrid manufacturing processes
- Digital twin simulation
By implementing these strategies at PTSMAKE, we’ve helped our clients achieve significant cost reductions in their Ti-6Al-4V machining operations. The key is to maintain a balanced approach that considers all cost factors while ensuring consistent quality output. Remember that cost optimization is an ongoing process that requires regular monitoring and adjustment of your machining strategies.
What Future Trends in Titanium Machining Should You Know?
The rapid evolution of titanium machining technologies has left many manufacturers struggling to keep pace. With new cutting tools, advanced materials, and digital solutions emerging constantly, it’s becoming increasingly challenging to determine which innovations truly matter. The risk of falling behind competitors or investing in the wrong technology keeps many of us awake at night.
The future of titanium machining will be shaped by five key trends: advanced cutting tool materials, hybrid manufacturing processes, AI-driven optimization, smart monitoring systems, and sustainable machining practices. These developments promise to enhance efficiency, reduce costs, and improve part quality significantly.

Advanced Cutting Tool Materials
The development of next-generation cutting tools is revolutionizing how we machine titanium. I’ve observed significant improvements in tool life and cutting performance through the introduction of new coating technologies. One particularly promising development is the use of nanostructured multilayer coatings13 on cutting tools.
Current developments include:
| Coating Type | Benefits | Applications |
|---|---|---|
| PVD Diamond | Extended tool life, reduced friction | High-speed machining |
| Ceramic-based | improved thermal resistance | Heavy-duty cutting |
| Nano-composite | Better wear resistance | Precision machining |
Hybrid Manufacturing Processes
The integration of additive and subtractive manufacturing is creating new possibilities for titanium part production. This approach combines the benefits of 3D printing with traditional machining:
- Reduced material waste
- Complex geometry capabilities
- Faster production cycles
- Lower production costs
AI-Driven Optimization
Artificial Intelligence is transforming titanium machining through:
- Real-time cutting parameter optimization
- Predictive maintenance scheduling
- Quality control automation
- Tool wear monitoring
These systems can analyze vast amounts of machining data to optimize cutting conditions automatically, resulting in:
| Benefit | Impact |
|---|---|
| Productivity increase | 25-40% |
| Tool life extension | 30-50% |
| Quality improvement | 15-30% |
Smart Monitoring Systems
The implementation of Industry 4.0 principles has led to the development of sophisticated monitoring solutions:
Digital Twin Technology
- Real-time process simulation
- Performance optimization
- Predictive analytics
Sensor Integration
- Cutting force monitoring
- Temperature control
- Vibration analysis
Sustainable Machining Practices
Environmental considerations are becoming increasingly important in titanium machining:
Minimum Quantity Lubrication (MQL)
- Reduced coolant usage
- Lower environmental impact
- Improved workplace safety
Energy Efficiency
- Smart power management
- Optimized machine utilization
- Reduced carbon footprint
Process Integration and Automation
The future of titanium machining lies in seamless integration:
Connected Manufacturing Systems
- Automated material handling
- Integrated quality control
- Real-time process adjustment
Cloud-Based Manufacturing
- Remote monitoring capabilities
- Data-driven decision making
- Collaborative manufacturing
Economic Implications
These technological advances are reshaping the economics of titanium machining:
| Factor | Impact |
|---|---|
| Initial Investment | Higher |
| Operating Costs | Lower |
| Productivity | Increased |
| Quality | Improved |
Based on my experience at PTSMAKE, I’ve seen how these trends are already impacting our industry. While the initial investment in these technologies can be significant, the long-term benefits in terms of productivity, quality, and cost reduction make them essential for staying competitive.
Looking ahead, I believe the successful implementation of these technologies will require:
- Skilled workforce development
- Strategic technology investment
- Continuous process improvement
- Strong supplier partnerships
The future of titanium machining is moving toward more integrated, intelligent, and sustainable manufacturing processes. By understanding and adapting to these trends, manufacturers can position themselves for success in an increasingly competitive market.
Understand microstructure for enhanced material performance and selection in engineering applications. ↩
Discover the specific difficulties in machining Titanium Grade 5 for improved production efficiency. ↩
Discover modern tool solutions for enhanced performance and efficiency in titanium machining. ↩
Understand work hardening in Ti-6Al-4V to improve machining accuracy and tool longevity. ↩
Understand MRR for improved machining efficiency and productivity. ↩
Understanding thermal conductivity helps improve cutting efficiency and reduce tool wear during machining. ↩
This website offers detailed information on cryogenic cooling technology, making it ideal for researchers and engineers to explore its applications and principles. ↩
Understanding adhesive wear helps prevent tool failure and improves machining quality. ↩
Learn how surface roughness affects performance and durability for improved machining outcomes. ↩
Discover effective machining techniques for better efficiency and reduced tool wear. ↩
This characteristic makes titanium particularly challenging to machine, as the material becomes increasingly resistant to cutting as machining progresses. ↩
Discover how managing tool wear can lead to significant cost savings in machining processes. ↩
Discover key innovations shaping titanium machining for enhanced efficiency and competitiveness. ↩






