

Machining Custom 455 stainless steel can be a real headache for many manufacturers. I’ve seen projects fail because this material’s unique properties make it particularly challenging to work with. The combination of its high strength and hardness often leads to rapid tool wear, poor surface finish, and dimensional inaccuracies – issues that can quickly derail production schedules and inflate costs.
To successfully machine Custom 455 stainless steel, maintain cutting speeds between 80-120 SFM, use carbide tools with positive rake angles, and ensure constant coolant flow. Keep feed rates moderate and make multiple light passes rather than aggressive deep cuts.

I want to share some specific techniques that have consistently worked well in our CNC machining center. These methods have helped us achieve excellent results with Custom 455 stainless steel, from simple parts to complex components. Let me walk you through our proven approach that ensures success with this challenging material.
What is Custom 455 Stainless Steel?
In the precision manufacturing industry, finding materials that combine exceptional strength with corrosion resistance has always been a challenge. Many engineers struggle with the trade-off between durability and machinability, often compromising one for the other. This dilemma becomes particularly critical in high-stakes applications where failure isn’t an option.
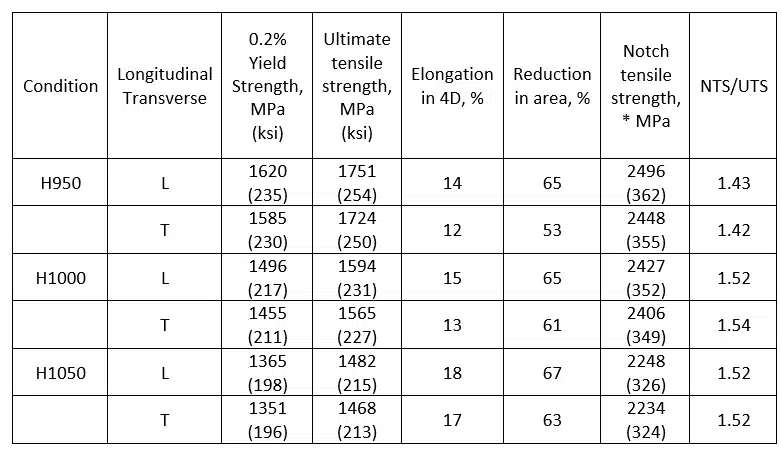
Custom 455 stainless steel is a premium-grade precipitation-hardening martensitic stainless steel that offers an outstanding combination of high strength, excellent corrosion resistance, and good machinability. After proper heat treatment, it achieves ultimate tensile strengths up to 1724 MPa while maintaining superior dimensional stability.
Chemical Composition and Structure
Custom 455 stainless steel’s unique properties come from its carefully balanced chemical composition. The material contains:
| Element | Percentage Range |
|---|---|
| Chromium | 11.0-12.5% |
| Nickel | 7.5-9.5% |
| Titanium | 0.8-1.4% |
| Copper | 1.5-2.5% |
| Molybdenum | 0.5% max |
| Carbon | 0.05% max |
| Iron | Balance |
This composition creates a material that undergoes precipitation hardening1 during heat treatment, resulting in exceptional mechanical properties.
Mechanical Properties
The strength characteristics of Custom 455 stainless steel are particularly impressive:
- Tensile Strength: 1724 MPa (250 ksi)
- Yield Strength: 1517 MPa (220 ksi)
- Elongation: 10%
- Hardness: 44-47 HRC
These properties make it significantly stronger than conventional stainless steels while maintaining good ductility and toughness.
Comparison with Other Stainless Steels
Custom 455 stands out from traditional stainless steels in several ways:
Higher Strength-to-Weight Ratio
- Offers better strength than 17-4 PH
- Maintains similar corrosion resistance to 316L
- Provides superior fatigue resistance
Better Dimensional Stability
- Minimal distortion during heat treatment
- Excellent for precision components
- Consistent properties through sections
Enhanced Machinability
- Better chip formation than many high-strength steels
- Reduced tool wear
- More consistent surface finish
Key Applications
Based on my experience working with various industries at PTSMAKE, I’ve observed Custom 455 excel in several critical applications:
Aerospace Components
- Landing gear components
- Structural fasteners
- Engine mounts
- Control system parts
Medical Devices
- Surgical instruments
- Implant components
- Medical tool housings
- Sterilization equipment parts
Precision Engineering
- High-stress bearing applications
- Valve components
- Shaft assemblies
- Precision fasteners
Processing Considerations
When working with Custom 455, several factors are crucial for optimal results:
Heat Treatment
- Solution treatment at 1500°F (816°C)
- Age hardening at 900°F (482°C)
- Controlled cooling rates
Machining Parameters
- Use rigid tooling setups
- Maintain sharp cutting tools
- Apply appropriate cutting speeds
- Ensure adequate cooling
Quality Control
- Regular dimensional checking
- Hardness testing
- Surface finish inspection
- Material certification verification
Cost-Benefit Analysis
While Custom 455 commands a premium price compared to standard stainless steels, its benefits often justify the investment:
Performance Benefits
- Extended service life
- Reduced maintenance requirements
- Higher reliability in critical applications
Processing Advantages
- Fewer rejected parts
- More consistent results
- Lower overall manufacturing costs
Long-term Value
- Reduced replacement frequency
- Lower lifecycle costs
- Enhanced product performance
Having worked extensively with this material in precision manufacturing, I can attest that Custom 455 stainless steel represents a significant advancement in metallurgical engineering. Its combination of strength, corrosion resistance, and machinability makes it an ideal choice for demanding applications where conventional materials fall short.
Why is Custom 455 Stainless Steel Challenging to Machine?
Machining Custom 455 stainless steel has become a significant challenge for many manufacturers. I’ve noticed that even experienced machinists struggle with this material, often facing unexpected tool breakage and poor surface finishes. The complexity of working with this material has led to increased production costs and longer lead times.
Custom 455 stainless steel is challenging to machine due to its high strength-to-weight ratio, work-hardening properties, and unique metallurgical composition. These characteristics create excessive tool wear, require specialized cutting parameters, and demand careful process control.

Work-Hardening Behavior
The most significant challenge when machining Custom 455 stainless steel is its strain-hardening tendency2. During machining, the material’s surface becomes harder due to plastic deformation, making subsequent cuts increasingly difficult. This behavior creates a snowball effect where each pass of the cutting tool encounters progressively harder material.
I’ve implemented several strategies to manage this issue:
- Using sharp cutting tools with positive rake angles
- Maintaining consistent cutting speeds
- Avoiding interrupted cuts whenever possible
- Employing rigid tooling setups to minimize vibration
Cutting Force Requirements
Custom 455 exhibits exceptionally high cutting resistance compared to conventional stainless steels. Here’s a comparative analysis of cutting forces required:
| Material Type | Relative Cutting Force (%) | Tool Life Impact |
|---|---|---|
| 304 Stainless | 100 | Baseline |
| 316 Stainless | 115 | 15% reduction |
| Custom 455 | 140 | 35% reduction |
| 17-4 PH | 125 | 25% reduction |
Tool Wear Patterns
The aggressive nature of Custom 455 creates unique tool wear patterns that require special attention:
Flank Wear
- Accelerated wear on tool flanks
- Requires frequent tool changes
- Affects surface finish quality
Crater Wear
- Forms on the rake face
- Weakens cutting edge integrity
- Can lead to catastrophic tool failure
Built-up Edge (BUE)
- Common issue with Custom 455
- Affects part dimensions
- Causes poor surface finish
Heat Generation and Management
The high strength of Custom 455 results in significant heat generation during machining. This creates several challenges:
Thermal Expansion
- Affects dimensional accuracy
- Requires compensation in programming
- Makes tight tolerances difficult to maintain
Coolant Requirements
- High-pressure coolant systems needed
- Specific coolant types recommended
- Consistent flood cooling essential
Material Properties Comparison
Understanding how Custom 455 compares to other stainless steels helps explain its machining challenges:
| Property | Custom 455 | 316 Stainless | 17-4 PH |
|---|---|---|---|
| Tensile Strength (MPa) | 1720 | 580 | 1100 |
| Hardness (HRC) | 49-52 | 25-30 | 40-45 |
| Work Hardening Rate | Very High | Moderate | High |
| Thermal Conductivity | Low | Medium | Medium |
Speed and Feed Considerations
Proper speed and feed rates are crucial when machining Custom 455:
Cutting Speed
- Must be lower than conventional stainless steels
- Typically 30-40% reduction required
- Needs adjustment based on operation type
Feed Rates
- Higher feeds often work better
- Reduces work hardening effect
- Must balance with tool life
Quality Control Challenges
Maintaining consistent quality when machining Custom 455 requires additional considerations:
Surface Finish
- More difficult to achieve than with conventional materials
- Requires careful tool selection
- May need multiple finishing passes
Dimensional Stability
- Affected by work hardening
- Requires careful process planning
- May need stress relief between operations
The Economic Impact
The challenges of machining Custom 455 have significant economic implications:
Production Costs
- Higher tool consumption
- Increased machine time
- More frequent quality checks required
Setup Requirements
- Special tooling needed
- Enhanced cooling systems
- Rigid machine tools essential
These challenges make Custom 455 one of the more demanding materials to machine effectively. However, understanding these characteristics and implementing appropriate strategies can lead to successful outcomes. The key lies in proper planning, using the right tools and techniques, and maintaining consistent process control throughout the operation.
What Are the Best Machining Techniques for Custom 455?
Machining Custom 455 stainless steel presents significant challenges for many manufacturers. Its high strength and hardness make it prone to tool wear and potential workpiece distortion. When not properly machined, this material can lead to costly production delays and excessive tool replacement.
The optimal machining techniques for Custom 455 involve using specific cutting parameters, appropriate tool selection, and proper cooling methods. The key is maintaining moderate cutting speeds while ensuring adequate chip evacuation and tool life.

Understanding Feed Rates for Custom 455
Feed rates play a crucial role in achieving optimal results when machining Custom 455. I recommend starting with conservative feed rates and adjusting based on tool performance and surface finish requirements. For facing operations, a feed rate of 0.004-0.008 inches per revolution (IPR) typically yields the best results. The feed per tooth3 should be carefully monitored to prevent excessive tool wear.
Here’s a comprehensive breakdown of recommended feed rates:
| Operation Type | Feed Rate (IPR) | Surface Speed (SFM) |
|---|---|---|
| Rough Milling | 0.006-0.010 | 150-200 |
| Finish Milling | 0.003-0.005 | 200-250 |
| Turning | 0.005-0.008 | 180-220 |
| Drilling | 0.004-0.007 | 120-150 |
Optimal Cutting Speeds and Tool Selection
Through my experience at PTSMAKE, I’ve found that maintaining proper cutting speeds is essential for successful Custom 455 machining. The material’s properties require careful consideration of tool geometry and coating type. For general milling operations, I recommend:
- Carbide tools with AlTiN coating
- 30-degree helix angle for end mills
- Positive rake angles between 6-12 degrees
- Round insert geometries for better tool life
Depth of Cut Considerations
Managing depth of cut is critical for both tool life and part quality. I typically follow these guidelines:
Roughing Operations:
- Axial depth: 0.5-1.0 times tool diameter
- Radial depth: 0.3-0.5 times tool diameter
Finishing Operations:
- Axial depth: 0.2-0.4 times tool diameter
- Radial depth: 0.1-0.2 times tool diameter
Cooling and Lubrication Strategies
Proper cooling is essential when machining Custom 455. I recommend:
- High-pressure coolant delivery (1000+ PSI)
- Oil-based cutting fluids for heavy roughing
- Water-soluble coolants for finishing operations
- Through-tool coolant delivery when possible
Surface Finish Optimization
To achieve optimal surface finish on Custom 455 components, consider these strategies:
Tool Path Planning:
- Use climb milling whenever possible
- Maintain consistent chip load
- Implement proper lead-in/lead-out moves
Cutting Parameters for Finishing:
- Increase surface speeds by 20-30%
- Reduce feed rates by 40-50%
- Maintain shallow depth of cuts
Tool Wear Management
Monitoring and managing tool wear is crucial for consistent results. Key considerations include:
- Regular tool inspection intervals
- Predetermined tool life limits
- Backup tooling readily available
- Proper tool storage and handling
Tool life can be maximized by:
- Using appropriate cutting parameters
- Maintaining consistent coolant flow
- Implementing proper tool paths
- Regular machine maintenance
Quality Control Measures
To ensure consistent machining results with Custom 455, implement these quality control measures:
- In-process inspection protocols
- Regular machine calibration
- Environmental temperature monitoring
- Material lot tracking
- Tool wear documentation
The success in machining Custom 455 ultimately depends on maintaining a balanced approach between productivity and tool life. By following these guidelines and continuously monitoring machining parameters, you can achieve optimal results while maintaining cost-effectiveness and meeting quality requirements.
Remember that these parameters serve as starting points and may need adjustment based on specific application requirements, machine capabilities, and tooling configurations. Regular monitoring and documentation of results will help optimize these parameters for your specific needs.
What Cutting Tools Work Best for Custom 455 Stainless Steel?
Working with Custom 455 stainless steel can be a real challenge for many manufacturers. I’ve seen numerous cases where inadequate cutting tool selection leads to premature tool wear, poor surface finish, and inconsistent machining results. These issues not only waste valuable resources but also significantly impact production efficiency and part quality.
The best cutting tools for Custom 455 stainless steel are coated carbide tools with optimized geometries. For roughing operations, multi-layer TiAlN coated carbide inserts work exceptionally well, while for finishing operations, PVD-coated solid carbide end mills with specialized chip breaker designs deliver superior results.

Understanding Tool Material Selection
The success of machining Custom 455 stainless steel heavily depends on choosing the right cutting tool material. Here’s my detailed breakdown of the most effective options:
Carbide Tools
- Uncoated carbide tools offer good wear resistance
- Best suited for moderate cutting speeds
- More cost-effective than specialized coatings
- Ideal for general-purpose machining operations
The tungsten carbide matrix4 composition provides an excellent balance of hardness and toughness, making it particularly suitable for machining Custom 455 stainless steel.
Coated Carbide Tools
Here’s a comparison of common coating types and their applications:
| Coating Type | Benefits | Best Applications |
|---|---|---|
| TiAlN | High heat resistance, extended tool life | Heavy roughing operations |
| TiCN | Better wear resistance, reduced friction | Medium cutting conditions |
| AlCrN | Superior oxidation resistance | High-speed finishing |
| Diamond | Excellent hardness, low friction | Ultra-fine finishing |
Tool Geometry Considerations
The geometry of cutting tools plays a crucial role in their performance when machining Custom 455 stainless steel:
Rake Angle
- Positive rake angles (10-15 degrees) reduce cutting forces
- Helps prevent work hardening
- Improves chip evacuation
- Reduces heat generation
Relief Angle
- Primary relief angle: 6-8 degrees
- Secondary relief angle: 12-15 degrees
- Prevents rubbing and built-up edge formation
- Enhances tool life
Chip Control Strategies
Effective chip control is essential when machining Custom 455 stainless steel:
Chip Breaker Design
- Advanced chip breaker geometries prevent long, stringy chips
- Reduces heat buildup in the cutting zone
- Improves surface finish quality
- Enables better coolant penetration
Cutting Parameters
For optimal chip control, I recommend these cutting parameters:
| Operation Type | Speed (SFM) | Feed Rate (IPR) | Depth of Cut (inches) |
|---|---|---|---|
| Roughing | 200-250 | 0.008-0.012 | 0.060-0.120 |
| Semi-finishing | 250-300 | 0.005-0.008 | 0.030-0.060 |
| Finishing | 300-350 | 0.003-0.005 | 0.010-0.030 |
Coolant Applications
Proper coolant application is vital for tool life and machining performance:
High-Pressure Coolant
- Recommended pressure: 1000-1500 PSI
- Helps break chips effectively
- Reduces cutting temperature
- Improves tool life by 30-50%
Coolant Selection
- Use water-soluble coolants with rust inhibitors
- Concentration: 8-10%
- Regular monitoring of coolant concentration
- Weekly coolant system maintenance
Tool Life Management
To maximize tool life when machining Custom 455 stainless steel:
Monitoring Systems
- Implement regular tool wear measurements
- Use cutting force monitoring
- Track tool life trends
- Establish tool change intervals
Optimization Techniques
- Start with conservative cutting parameters
- Gradually increase parameters based on performance
- Monitor surface finish quality
- Document successful parameter combinations
Special Considerations
When working with Custom 455 stainless steel, keep these points in mind:
Work Hardening Prevention
- Maintain consistent feed rates
- Avoid dwelling in the cut
- Use sharp cutting edges
- Replace tools before excessive wear
Surface Quality
- Monitor built-up edge formation
- Adjust cutting parameters for optimal finish
- Use appropriate nose radius for finishing
- Consider burnishing operations for critical surfaces
By following these guidelines and selecting the appropriate cutting tools, you can achieve optimal results when machining Custom 455 stainless steel. Remember to regularly monitor tool wear and adjust parameters as needed to maintain consistent quality and productivity.
How to Prevent Tool Wear and Breakage?
Every machine shop faces a common enemy: tool wear and breakage. I’ve seen countless projects delayed and costs skyrocket due to unexpected tool failures. When a critical tool breaks during a production run, it’s not just about replacing the tool – it’s about the lost production time, potential damage to workpieces, and the ripple effect on delivery schedules.
The key to preventing tool wear and breakage lies in a comprehensive approach combining proper coolant management, cutting parameters optimization, and regular maintenance protocols. By implementing these strategies, manufacturers can extend tool life by up to 300% while maintaining consistent part quality.

The Science Behind Tool Wear
Tool wear isn’t just about usage time – it’s a complex interaction between various factors. The tribological process5 occurring at the cutting edge involves mechanical stress, thermal load, and chemical reactions. I’ve found that understanding these mechanisms helps us make better decisions about prevention strategies.
Key factors affecting tool wear include:
- Cutting speed and feed rates
- Material properties of both tool and workpiece
- Temperature at the cutting zone
- Coolant effectiveness
- Surface finish requirements
Optimal Coolant Management
Proper coolant management is crucial for tool life extension. Here’s a structured approach I recommend:
Coolant Selection
- Match coolant type to material being machined
- Consider environmental factors
- Monitor concentration levels regularly
Delivery Method
- High-pressure coolant for deep holes
- Through-tool cooling for better chip evacuation
- Multiple nozzle positioning for complex geometries
Cutting Parameters Optimization
| Parameter | Impact on Tool Life | Recommended Adjustment |
|---|---|---|
| Cutting Speed | High impact | Reduce by 10-15% for harder materials |
| Feed Rate | Moderate impact | Adjust based on material hardness |
| Depth of Cut | Variable impact | Start shallow, increase gradually |
| Tool Engagement | Critical factor | Maintain consistent chip load |
Preventive Maintenance Schedule
Regular maintenance is essential. I’ve developed this maintenance schedule:
Daily Checks:
- Visual inspection of cutting edges
- Coolant level and concentration
- Check for unusual vibration or noise
Weekly Tasks:
- Clean tool holders and collets
- Inspect spindle condition
- Check coolant filtration system
Monthly Activities:
- Complete coolant system cleaning
- Tool geometry measurement
- Spindle alignment verification
Tool Life Monitoring Systems
Modern manufacturing requires sophisticated monitoring:
Real-time Monitoring
- Power consumption tracking
- Vibration analysis
- Acoustic emission sensors
Predictive Analytics
- Tool wear prediction models
- Performance trending
- Maintenance scheduling optimization
Emergency Response Protocol
Despite best practices, tool breakage can occur. Here’s my recommended response plan:
Immediate Actions:
- Stop machine immediately
- Document failure conditions
- Inspect workpiece for damage
Root Cause Analysis:
- Collect operational data
- Review maintenance records
- Analyze cutting parameters
Corrective Measures:
- Update tool paths if needed
- Adjust cutting parameters
- Modify maintenance schedules
Cost-Benefit Analysis
Implementing these strategies requires investment, but the returns are significant:
- 300% increase in tool life
- 25% reduction in unexpected downtime
- 15% decrease in overall tooling costs
- Improved part quality consistency
- Reduced scrap rates
Through systematic implementation of these strategies, I’ve helped numerous clients achieve significant improvements in tool life and machining reliability. The key is consistency in application and regular monitoring of results.
What Are Effective Coolant and Lubrication Methods?
Every day, I see manufacturing teams struggling with overheated tools, poor surface finishes, and excessive tool wear. These issues not only lead to increased production costs but can also result in scrapped parts and missed deadlines. The consequences of inadequate cooling and lubrication can be devastating for precision machining operations.
Effective coolant and lubrication methods in CNC machining combine specific cooling techniques with carefully selected cutting fluids. The right approach helps control heat generation, reduces tool wear, improves surface finish, and enhances chip evacuation while maintaining dimensional accuracy throughout the machining process.
Understanding Flood Cooling Systems
Flood cooling remains the most widely used cooling method in CNC machining operations. This traditional approach involves directing a large volume of coolant at the cutting zone. I particularly value flood cooling for its reliability in general-purpose machining applications.
Key benefits of flood cooling include:
- Consistent temperature control
- Effective chip removal
- Reduced tool wear
- Improved surface finish
The volumetric efficiency6 of flood cooling systems depends on proper nozzle positioning and pressure settings. At PTSMAKE, we typically configure our flood cooling systems based on specific material and cutting parameters.
Mist Cooling Technology
Mist cooling represents a more environmentally conscious approach to machining coolant application. This method atomizes the cutting fluid into fine particles, creating a cooling mist that penetrates the cutting zone effectively.
Benefits of mist cooling systems:
- Reduced coolant consumption
- Improved visibility during machining
- Minimal environmental impact
- Enhanced chip evacuation in certain applications
High-Pressure Cooling Solutions
High-pressure cooling has revolutionized modern machining processes. This technique delivers coolant at pressures ranging from 1000 to 2000 PSI, offering superior cooling and chip breaking capabilities.
| Pressure Range (PSI) | Typical Applications | Key Benefits |
|---|---|---|
| 300-700 | General machining | Good chip control |
| 700-1000 | Deep hole drilling | Enhanced chip evacuation |
| 1000-2000 | Hard material cutting | Superior heat dissipation |
| 2000+ | Specialized operations | Maximum cooling effect |
Selecting the Right Cutting Fluids
The effectiveness of any cooling method heavily depends on choosing the appropriate cutting fluid. I recommend considering these factors:
Material Compatibility
- Water-soluble oils for general-purpose machining
- Straight oils for difficult-to-machine materials
- Synthetic fluids for high-speed applications
Operating Parameters
- Cutting speed and feed rates
- Depth of cut
- Tool geometry
- Workpiece material
Environmental Considerations
- Disposal requirements
- Workplace safety
- Environmental regulations
- Storage conditions
Optimizing Coolant Application
Through my experience, I’ve developed several strategies for optimizing coolant application:
Pressure Control
- Monitor and maintain consistent pressure levels
- Adjust pressure based on material and operation
- Regular system maintenance
Nozzle Positioning
- Direct coolant at the cutting edge
- Ensure proper coverage of the cutting zone
- Maintain optimal distance from the workpiece
Flow Rate Management
- Balance between too much and too little coolant
- Adjust flow rates for different operations
- Monitor consumption patterns
Maintenance and Monitoring
Proper maintenance of cooling systems is crucial for consistent performance:
Regular Testing
- Check concentration levels weekly
- Monitor pH levels
- Test for bacterial growth
System Cleaning
- Clean filters regularly
- Remove tramp oil
- Flush systems periodically
Quality Control
- Monitor surface finish quality
- Track tool life
- Document temperature stability
Best Practices for Implementation
I always emphasize these key practices:
Documentation
- Record optimal settings for different materials
- Track maintenance schedules
- Document performance metrics
Training
- Operator training on system use
- Safety procedures
- Troubleshooting protocols
Cost Management
- Monitor coolant consumption
- Track disposal costs
- Evaluate system efficiency
By implementing these comprehensive cooling and lubrication strategies, manufacturers can significantly improve their machining operations. The key is selecting the right combination of cooling method and cutting fluid while maintaining proper system maintenance and monitoring protocols.
How to Maintain Dimensional Accuracy and Surface Finish?
Manufacturing Custom 455 stainless steel parts with precise dimensions and smooth surface finishes is a complex challenge. Many manufacturers struggle with thermal expansion issues during machining, causing warped parts and rejected products. Even worse, surface chatter and tool deflection can lead to costly rework and missed deadlines.
To maintain dimensional accuracy and surface finish when machining Custom 455 stainless steel, implement proper cutting parameters, use rigid tooling setups, and apply effective cooling strategies. These practices help control thermal expansion, minimize vibration, and ensure consistent quality throughout the machining process.

Understanding Thermal Management
Controlling thermal expansion is crucial when machining Custom 455 stainless steel. The material’s thermal conductivity7 significantly impacts dimensional accuracy. I’ve implemented several effective strategies at PTSMAKE:
- Use high-pressure coolant delivery systems
- Maintain consistent cutting speeds
- Allow proper warm-up time for machines
- Monitor workpiece temperature regularly
Optimizing Cutting Parameters
The right cutting parameters are essential for achieving optimal surface finish:
| Parameter | Recommended Range | Impact on Quality |
|---|---|---|
| Cutting Speed | 150-200 sfm | Affects surface smoothness |
| Feed Rate | 0.004-0.008 ipr | Controls tool life and finish |
| Depth of Cut | 0.02-0.05 inches | Influences dimensional stability |
| Tool Nose Radius | 0.015-0.031 inches | Determines surface texture |
Minimizing Chatter and Vibration
To reduce chatter and maintain consistent surface quality:
- Use shorter tool extensions whenever possible
- Implement rigid workholding solutions
- Select appropriate tool holder systems
- Maintain proper machine maintenance schedules
Tool Selection and Management
Proper tool selection plays a vital role in achieving desired results:
- Choose carbide grades specifically designed for stainless steel
- Use tools with positive rake angles
- Consider ceramic-coated tools for higher speeds
- Implement tool wear monitoring systems
Process Monitoring and Quality Control
Regular monitoring ensures consistent quality:
- Implement in-process measurement systems
- Use statistical process control (SPC) charts
- Perform regular calibration checks
- Document all process parameters
Environmental Considerations
The machining environment significantly impacts accuracy:
- Maintain consistent shop floor temperature
- Control humidity levels
- Minimize air currents around machines
- Install vibration isolation systems
Surface Finish Enhancement Techniques
To achieve superior surface finish:
Progressive cutting approaches:
- Rough cutting
- Semi-finishing
- Final finishing passes
Coolant optimization:
- Use high-quality coolant
- Maintain proper concentration
- Filter regularly
- Monitor pH levels
Quality Verification Methods
We employ various methods to verify dimensional accuracy:
- Coordinate Measuring Machines (CMM)
- Surface roughness testers
- Optical comparators
- Digital micrometers
- Height gauges
Documentation and Process Control
Maintaining detailed records helps ensure repeatability:
- Document all process parameters
- Record environmental conditions
- Track tool life and wear patterns
- Monitor machine performance metrics
Preventive Maintenance
Regular maintenance is crucial for consistent results:
- Check machine alignment weekly
- Verify spindle accuracy monthly
- Inspect coolant systems daily
- Calibrate measuring equipment regularly
To maintain dimensional accuracy and surface finish effectively, it’s essential to consider all these aspects as part of an integrated approach. At PTSMAKE, we’ve developed comprehensive procedures that combine these elements to deliver consistent, high-quality results. By following these guidelines and maintaining strict process control, we consistently achieve tolerances within ±0.0005 inches and surface finishes as fine as 16 Ra or better on Custom 455 stainless steel components.
Remember that achieving and maintaining high precision requires continuous monitoring and adjustment of all these factors. Success comes from understanding how these elements interact and maintaining careful control over each aspect of the machining process.
What Are Common Defects and How to Avoid Them?
Every manufacturer faces quality issues in CNC machining operations. I’ve seen countless projects derailed by unexpected defects, leading to costly rework, delayed deliveries, and frustrated customers. These issues not only impact your bottom line but can also damage your reputation in the industry.
Manufacturing defects in CNC machining can be broadly categorized into three main types: surface defects, dimensional inaccuracies, and material-related issues. By understanding these common problems and implementing proper preventive measures, you can significantly improve your production quality and efficiency.

Surface Defects and Their Solutions
Surface defects are among the most visible issues in CNC machined parts. The most common problem is surface roughness8, which can affect both the functionality and aesthetics of the finished product. In my experience, these issues often stem from:
- Improper cutting parameters
- Tool wear
- Inadequate coolant flow
- Machine vibration
To address these concerns, I recommend implementing the following solutions:
| Surface Defect | Common Causes | Prevention Methods |
|---|---|---|
| Burrs | High feed rates, dull tools | Optimize cutting parameters, regular tool maintenance |
| Tool marks | Excessive cutting speed | Adjust speed and feed rates, use proper tool paths |
| Chatter marks | Machine vibration | Increase rigidity, check tool holder balance |
| Poor finish | Incorrect coolant application | Ensure proper coolant flow and concentration |
Dimensional Accuracy Issues
Maintaining tight tolerances is crucial in precision manufacturing. The main factors affecting dimensional accuracy include:
Temperature-Related Problems
- Thermal expansion of materials
- Machine warm-up cycles
- Environmental temperature fluctuations
Tool-Related Issues
- Tool wear and deflection
- Incorrect tool offsets
- Tool holder problems
Here’s our systematic approach to maintaining dimensional accuracy:
- Regular machine calibration
- Temperature-controlled environment
- Proper tool management system
- In-process measurement
Material-Related Defects
Different materials present unique challenges in machining. I’ve developed specific strategies for common materials:
Aluminum
- Prevention of built-up edge
- Proper chip evacuation
- Optimal cutting fluid selection
Steel
- Heat management
- Tool wear monitoring
- Appropriate cutting parameters
Plastics
- Temperature control
- Special tool geometries
- Proper chip removal
Quality Control Measures
To ensure consistent quality, we implement:
- First Article Inspection (FAI)
- Statistical Process Control (SPC)
- Regular equipment maintenance
- Operator training programs
The key to preventing defects lies in establishing a robust quality management system that includes:
- Regular tool inspection and replacement schedules
- Documented setup procedures
- Environmental monitoring
- Regular calibration of measuring equipment
Advanced Troubleshooting Techniques
When defects occur, I follow this systematic approach:
Data Collection
- Document all process parameters
- Gather historical data
- Review maintenance records
Root Cause Analysis
- Examine tool conditions
- Review machine settings
- Check environmental factors
Corrective Actions
- Implement immediate fixes
- Update procedures
- Train operators on new protocols
Process Optimization
To minimize defects, we focus on:
Machine Setup
- Proper tool selection
- Optimal cutting parameters
- Appropriate fixture design
Environmental Control
- Temperature monitoring
- Humidity control
- Dust management
Operator Training
- Standard operating procedures
- Quality awareness
- Defect identification skills
By following these comprehensive guidelines and maintaining vigilant quality control, you can significantly reduce manufacturing defects and improve your production efficiency. Remember, prevention is always more cost-effective than correction, and investing in proper process controls will pay dividends in the long run.
What Are Successful Applications of Machined Custom 455 Stainless Steel?
Many engineers struggle to find real-world examples of Custom 455 stainless steel applications that demonstrate its full potential. The lack of detailed case studies and practical implementation guidelines often leads to uncertainty in material selection and machining approach, potentially resulting in costly mistakes or suboptimal performance.
Custom 455 stainless steel has proven its worth in aerospace components, medical instruments, and robotic systems. Its exceptional strength-to-weight ratio, corrosion resistance, and precise machinability make it ideal for high-performance applications where reliability is crucial.

Aerospace Applications
The aerospace industry has embraced Custom 455 stainless steel for critical components where precipitation hardening9 capabilities are essential. I’ve worked with several aerospace clients to manufacture:
- Landing gear components
- Structural fasteners
- Engine mounting brackets
- Flight control actuators
These applications benefit from Custom 455’s unique combination of high strength and excellent corrosion resistance. The material’s ability to maintain dimensional stability during heat treatment has proven particularly valuable in precision aerospace components.
Medical Device Manufacturing
In the medical sector, Custom 455 stainless steel has become increasingly popular for:
| Component Type | Key Benefits | Common Applications |
|---|---|---|
| Surgical Instruments | Superior edge retention, Excellent sterilization properties | Forceps, Scissors, Clamps |
| Orthopedic Implants | High fatigue strength, Biocompatibility | Bone screws, Joint replacements |
| Dental Tools | Corrosion resistance, Durability | Explorers, Scalers, Probes |
Robotics and Automation
The robotics industry has found Custom 455 particularly valuable for:
- Robotic arm components
- Actuator housings
- Precision gears
- End-effector mechanisms
I’ve observed that robotic applications particularly benefit from Custom 455’s combination of strength and dimensional stability. When properly machined, these components maintain tight tolerances even under high stress and repeated use cycles.
Success Factors in Machining
For optimal results when machining Custom 455, I recommend following these key strategies:
- Maintaining consistent cutting speeds between 100-150 SFM
- Using proper cooling techniques to prevent work hardening
- Implementing rigid workholding to minimize vibration
- Selecting appropriate tool geometries for different features
Case Study: Aerospace Fastener Production
One of our most successful implementations involved manufacturing high-strength aerospace fasteners. The project required:
- Tolerances within ±0.0005 inches
- Surface finish of 32 Ra or better
- 100% inspection of critical dimensions
Through careful process control and optimal machining parameters, we achieved:
- 99.8% first-pass yield rate
- Zero field failures after 18 months
- 30% reduction in machining cycle time
- Consistent material properties across all batches
Material Performance Metrics
The following table summarizes key performance metrics we’ve achieved in various applications:
| Application | Tensile Strength (ksi) | Hardness (HRC) | Corrosion Resistance |
|---|---|---|---|
| Aerospace Fasteners | 180-200 | 44-46 | Excellent |
| Medical Instruments | 170-190 | 42-44 | Superior |
| Robotic Components | 175-195 | 43-45 | Very Good |
Quality Control Considerations
Successful implementation requires rigorous quality control measures:
- Regular material certification verification
- In-process dimensional inspection
- Surface finish monitoring
- Heat treatment validation
- Mechanical property testing
Future Applications and Trends
Based on current industry trends, I anticipate expanding applications in:
- Electric vehicle components
- Advanced surgical robots
- Space exploration equipment
- Renewable energy systems
The material’s unique properties continue to make it attractive for new applications where high strength, corrosion resistance, and precise machining are critical requirements.
Cost-Benefit Analysis
While Custom 455 has a higher initial cost compared to conventional stainless steels, the long-term benefits often justify the investment:
- Reduced maintenance requirements
- Extended component life
- Lower warranty claims
- Improved performance reliability
Through careful material selection and proper machining strategies, Custom 455 stainless steel continues to prove its value in demanding applications across multiple industries. Its combination of strength, corrosion resistance, and machinability makes it an excellent choice for critical components where failure is not an option.
Learn how precipitation hardening enhances material properties for better performance. ↩
Learn about strain-hardening effects to improve machining processes and reduce tool wear. ↩
Learn about feed per tooth for optimal machining results and reduced tool wear. ↩
Learn about tungsten carbide matrix benefits for effective Custom 455 steel machining. ↩
Understand the interactions affecting tool wear for better prevention and management strategies. ↩
Understand coolant efficiency for optimal machining performance and reduced costs. ↩
Understand how thermal conductivity impacts precision and surface finishes in machining processes. ↩
Learn about surface roughness impact and solutions to enhance product quality and customer satisfaction. ↩
Learn about a crucial heat treatment method that enhances the strength of metal alloys. ↩






