

## Qual è il migliore, PP o PE?
La scelta tra PP e PE per i progetti di produzione lascia spesso ingegneri e responsabili degli acquisti a bocca aperta. La scelta del materiale sbagliato può portare a guasti prematuri dei pezzi, a problemi di produzione imprevisti o a sforamenti del budget. Ho visto molti clienti lottare con questa decisione, spesso scegliendo i materiali solo in base al prezzo piuttosto che ai requisiti di prestazione.
La risposta alla domanda se sia meglio il PP o il PE dipende esclusivamente dai requisiti applicativi specifici. Il PP offre una maggiore resistenza al calore e rigidità, che lo rendono ideale per i componenti strutturali, mentre il PE offre una resistenza chimica e una flessibilità superiori, perfette per i contenitori e le applicazioni di movimentazione dei fluidi.
Come persona che lavora quotidianamente con entrambi i materiali presso PTSMAKE, capisco quanto questa decisione sia fondamentale per il successo del vostro progetto. Ogni polimero ha proprietà distinte che lo rendono la scelta perfetta per certe applicazioni, ma completamente sbagliata per altre. Lasciate che vi illustri le principali differenze che vi aiuteranno a fare la scelta giusta per le vostre esigenze specifiche.
Il polietilene può essere lavorato?
Avete mai lottato per capire se il polietilene può essere lavorato efficacemente per un progetto di ingegneria critico? L'incertezza può essere paralizzante quando le scadenze incombono e si ha bisogno di pezzi affidabili che rispondano a specifiche precise, soprattutto quando si lavora con questo materiale plastico popolare ma a volte impegnativo.
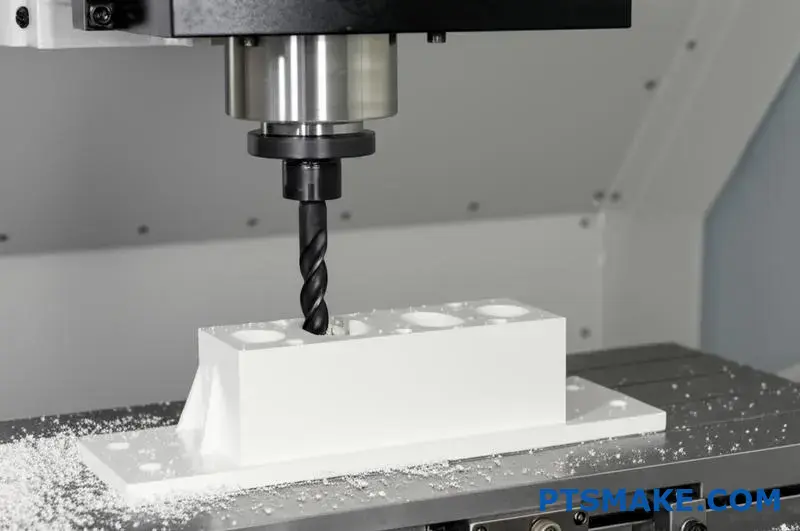
Sì, il polietilene può essere lavorato con attrezzature CNC standard. Sebbene presenti sfide uniche a causa del suo basso punto di fusione e della sua natura flessibile, con le tecniche appropriate, tra cui utensili affilati, velocità appropriate, un raffreddamento adeguato e un bloccaggio sicuro, il PE può essere lavorato con precisione in pezzi di alta qualità per numerose applicazioni.
Capire la lavorabilità del polietilene
Il polietilene (PE) è una delle materie plastiche più utilizzate nel settore manifatturiero, e per una buona ragione. La sua versatilità, resistenza chimica ed economicità lo rendono ideale per innumerevoli applicazioni. Ma quando si tratta di lavorare questo materiale, molti ingegneri non sanno se il PE può essere lavorato efficacemente con i metodi di lavorazione tradizionali.
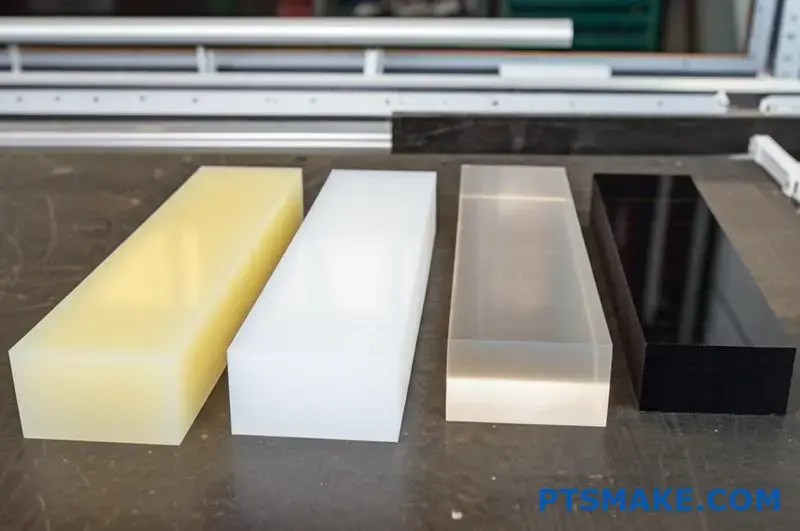
Il PE è disponibile in diverse varietà, ciascuna con proprietà diverse che influiscono sulla lavorabilità. I tipi più comuni sono:
Tipi di polietilene e loro lavorabilità
| Tipo PE | Densità | Lavorabilità | Le migliori applicazioni |
|---|---|---|---|
| LDPE (bassa densità) | 0,91-0,94 g/cm³ | Impegnativo - Molto flessibile | Imballaggi per alimenti, bottiglie da spremere |
| HDPE (alta densità) | 0,94-0,97 g/cm³ | Buono - Più rigido | Contenitori, tubi, taglieri |
| UHMWPE (peso molecolare ultraelevato) | 0,93-0,94 g/cm³ | Eccellente - Resistenza all'usura superiore | Cuscinetti, ingranaggi, impianti medici |
| MDPE (media densità) | 0,93-0,94 g/cm³ | Moderato | Tubi per il gas, pellicole per l'imballaggio |
La densità è direttamente correlata alla lavorabilità: in genere, maggiore è la densità, migliore è la lavorabilità del materiale. L'UHMWPE, nonostante la sua densità simile a quella dell'MDPE, offre un'eccezionale lavorabilità grazie alla sua struttura molecolare unica che crea un equilibrio ottimale tra rigidità e coesione molecolare1.

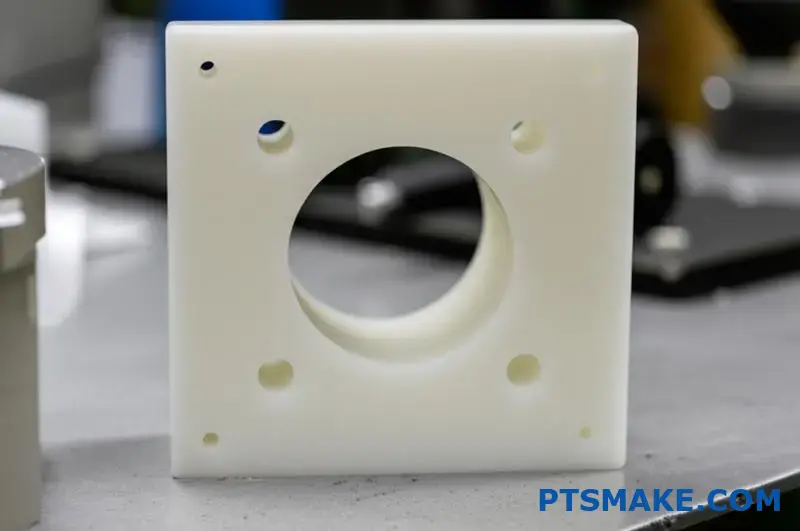
Sfide nella lavorazione del polietilene
Anche se il PE può essere lavorato, presenta alcune sfide specifiche:
- Sensibilità termica - Il PE ha un punto di fusione relativamente basso (105-135°C a seconda del tipo), che lo rende incline a fondere durante le operazioni di lavorazione.
- Flessibilità - La flessibilità del materiale può causare deviazioni durante il taglio, riducendo la precisione.
- Considerazioni sulla selezione degli utensili - Gli utensili standard per il taglio dei metalli spesso non funzionano in modo ottimale con il PE
- Stabilità dimensionale - Il PE può espandersi o contrarsi con le variazioni di temperatura durante la lavorazione.
Negli oltre 15 anni di lavoro presso PTSMAKE, ho scoperto che il problema più comune per i clienti è la deformazione del materiale durante la lavorazione. La flessibilità del PE significa che può piegarsi rispetto agli utensili da taglio, causando dimensioni imprecise e finiture superficiali scadenti. Questo è particolarmente problematico con i pezzi a parete sottile o quando si utilizzano utensili opachi.
Migliori pratiche per la lavorazione del polietilene
Per lavorare con successo il polietilene, considerate queste tecniche chiave:
Raccomandazioni per gli utensili
Gli utensili da taglio affilati sono assolutamente indispensabili. Gli utensili opachi generano calore in eccesso e possono causare la fusione del materiale anziché un taglio netto. Le frese a lama singola funzionano bene per molte operazioni di lavorazione del PE, in quanto garantiscono un'efficiente evacuazione dei trucioli.
Considerazioni su velocità e avanzamento
A differenza dei metalli, il PE lavora generalmente meglio a velocità più elevate e avanzamenti inferiori:
- Velocità del mandrino: 3.000-10.000 giri/min (a seconda del diametro dell'utensile)
- Velocità di avanzamento: 0,1-0,3 mm per dente
- Profondità di taglio: I tagli più leggeri spesso danno risultati migliori
Strategie di raffreddamento
Un raffreddamento efficace è fondamentale quando si lavora il polietilene. Le opzioni includono:
- Raffreddamento ad aria compressa
- Sistemi di raffreddamento a nebbia
- Refrigerante alluvionale (a base d'acqua)
Noi di PTSMAKE abbiamo scoperto che l'aria compressa diretta alla zona di taglio funziona molto bene per la maggior parte delle operazioni di lavorazione del PE, prevenendo efficacemente l'accumulo di calore senza introdurre contaminanti.

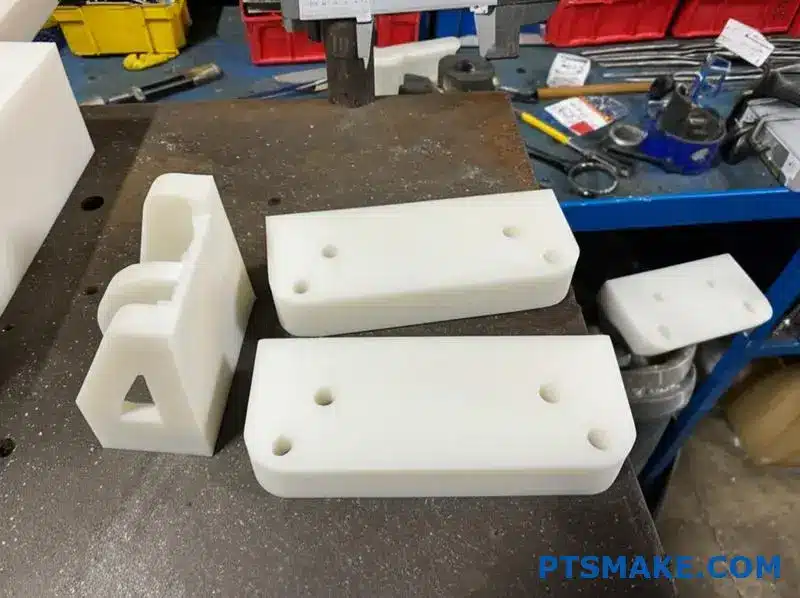
Soluzioni per l'asportazione del truciolo
Il fissaggio corretto dei pezzi in PE è forse l'aspetto più impegnativo della lavorazione di questo materiale. Le strategie efficaci includono:
- Tavoli a vuoto
- Nastro biadesivo per fogli sottili
- Dispositivi personalizzati che forniscono il massimo supporto
- Più morsetti leggeri anziché pochi morsetti forti
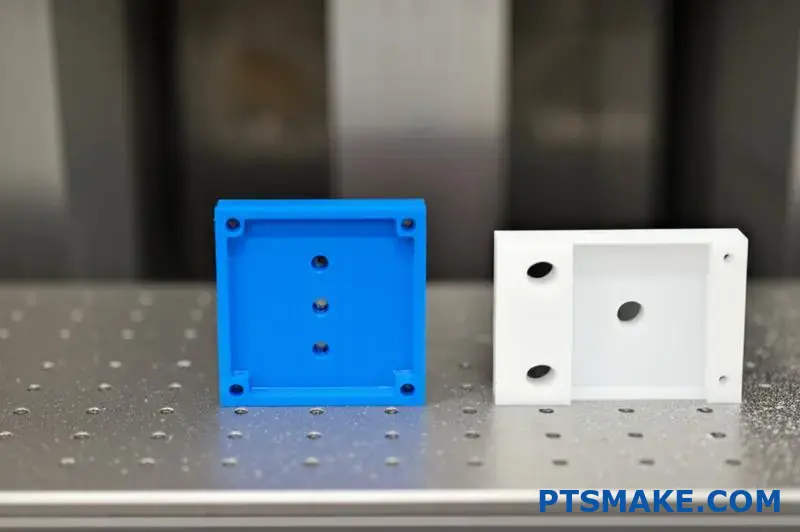
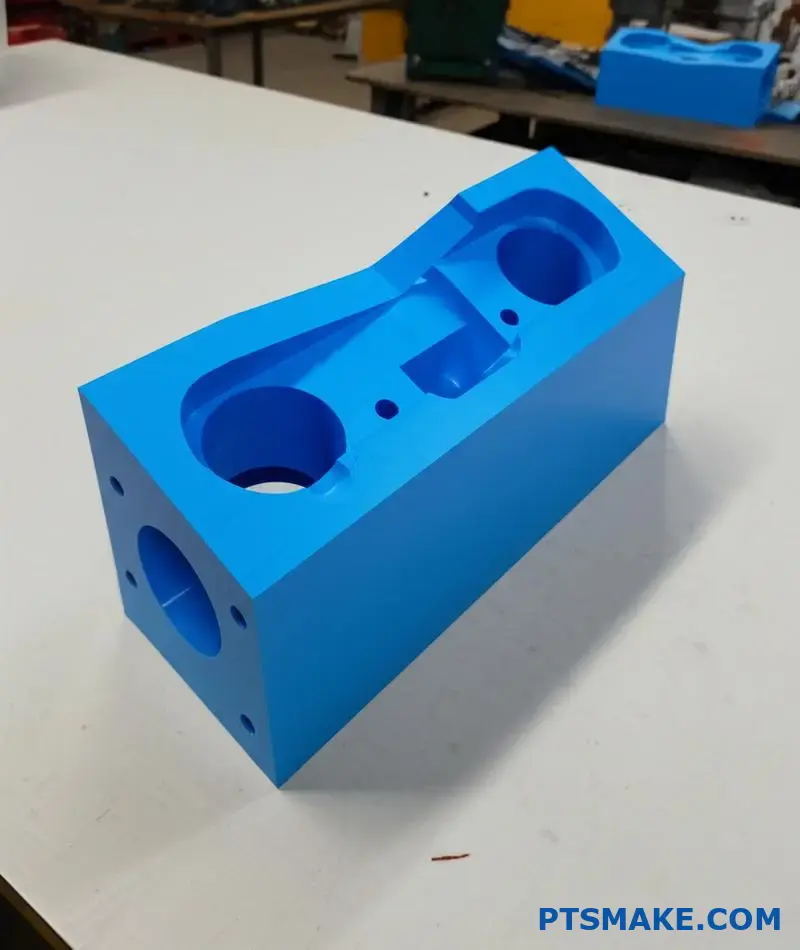
Applicazioni delle parti in polietilene lavorate
I componenti in PE lavorati con successo servono numerosi settori industriali:
- Medico: Impianti personalizzati, attrezzature di laboratorio, componenti protesici
- Lavorazione degli alimenti: Taglieri, componenti di convogliatori, coperchi di contenitori
- Trattamento chimico: Componenti di valvole, parti di pompe, raccordi personalizzati
- Marina: Boccole, cuscinetti d'usura, componenti personalizzati per l'equipaggiamento marino
- Imballaggio: Componenti personalizzati per apparecchiature di imballaggio, contenitori specializzati
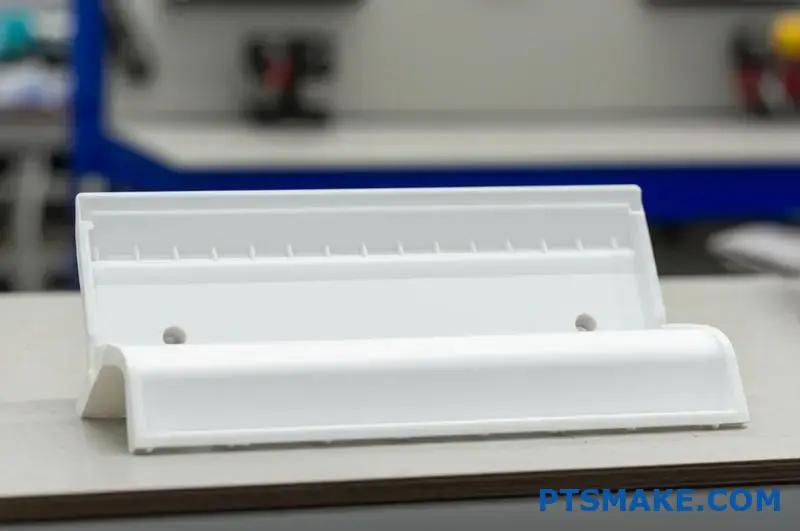
Con tecniche adeguate, la lavorazione del PE può raggiungere tolleranze di ±0,1 mm nella maggior parte delle applicazioni, con tolleranze ancora più strette per requisiti specifici. Ciò lo rende adatto ad applicazioni di precisione in cui altri metodi di produzione potrebbero risultare insufficienti.
Il polietilene è facile da lavorare?
Vi siete mai chiesti se il polietilene sia davvero adatto al vostro progetto di lavorazione di precisione? La frustrazione può aumentare quando si devono affrontare scadenze ravvicinate e l'incertezza sul comportamento del materiale minaccia di far deragliare il programma di produzione o di compromettere la qualità dei pezzi.
Il polietilene può essere lavorato con successo, anche se presenta sfide uniche. Il suo basso punto di fusione, la flessibilità e la tendenza a deformarsi richiedono tecniche specifiche. Con parametri di taglio corretti, un raffreddamento adeguato, utensili affilati e metodi di bloccaggio sicuri, il PE può essere lavorato con precisione in componenti di alta qualità per varie applicazioni.

La natura del polietilene e le sue proprietà di lavorazione
Il polietilene (PE) è uno dei materiali termoplastici più utilizzati al mondo, apprezzato per la sua eccellente resistenza chimica, le proprietà di isolamento elettrico, la tenacità e il costo relativamente basso. Quando si tratta di lavorare questo materiale versatile, la comprensione delle sue proprietà fisiche è essenziale per ottenere risultati di successo.
Il PE esiste in diverse forme, ciascuna con caratteristiche diverse che influiscono sulla lavorabilità:
Tipi di polietilene e loro caratteristiche di lavorazione
| Tipo | Densità (g/cm³) | Difficoltà di lavorazione | Proprietà chiave |
|---|---|---|---|
| LDPE (bassa densità) | 0.91-0.94 | Moderato-alto | Molto flessibile, morbido, tende a deformarsi |
| HDPE (alta densità) | 0.94-0.97 | Moderato | Più rigido, migliore stabilità dimensionale |
| UHMWPE (peso molecolare ultraelevato) | 0.93-0.94 | Moderato-Basso | Eccellente resistenza all'usura, autolubrificante |
| MDPE (media densità) | 0.93-0.94 | Moderato | Proprietà bilanciate tra LDPE e HDPE |
La struttura molecolare del PE influisce in modo significativo sulla sua lavorabilità. Le varianti a densità più elevata, come l'HDPE, in genere si lavorano meglio delle versioni a densità inferiore, perché offrono maggiore rigidità durante le operazioni di taglio. L'UHMWPE ha un'eccezionale resistenza all'usura e proprietà autolubrificanti che lo rendono più facile da lavorare in alcune applicazioni, nonostante le catene polimeriche estremamente lunghe.

Sfide comuni nella lavorazione del polietilene
Negli anni di esperienza presso l'PTSMAKE, ho individuato diverse sfide ricorrenti nella lavorazione del polietilene:
1. Sensibilità termica
Il PE ha un punto di fusione relativamente basso (tipicamente 110-135°C a seconda del tipo). Durante la lavorazione, l'attrito tra l'utensile da taglio e il materiale genera calore che può facilmente sfociare in..:
- Fusione all'interfaccia di taglio
- Materiale che si incrosta sugli utensili
- Scarsa finitura superficiale
- Imprecisione dimensionale
2. Flessibilità e deformazione dei materiali
La flessibilità intrinseca del PE, soprattutto nelle varietà LDPE, crea diverse difficoltà di lavorazione:
- Deviazione del pezzo durante il taglio
- Vibrazioni durante le operazioni di lavorazione
- Difficoltà a mantenere tolleranze strette
- Formazione imprevedibile di trucioli
3. Problemi di selezione degli utensili
Gli utensili standard per il taglio dei metalli spesso non funzionano in modo ottimale con il PE. Le proprietà del materiale richiedono considerazioni specifiche:
- La geometria dell'utensile deve adattarsi all'elasticità del materiale
- L'affilatura dell'utensile è fondamentale per evitare di spingere/deformare anziché tagliare.
- I materiali degli utensili influenzano la generazione e la dissipazione del calore
4. Sfide di lavorazione
Il fissaggio adeguato dei pezzi in PE presenta difficoltà uniche:
- I metodi di serraggio tradizionali possono deformare il materiale
- La superficie liscia del PE riduce l'attrito per l'afferraggio dei pezzi.
- L'espansione termica durante la lavorazione può modificare le forze di serraggio

Migliori pratiche per il successo della lavorazione del PE
Nonostante queste sfide, il polietilene può essere lavorato in modo abbastanza efficace se si seguono queste buone pratiche:
Selezione e geometria degli utensili da taglio
L'utensile giusto fa la differenza nella lavorazione del PE:
- Utilizzare taglienti affilati e lucidati per ridurre al minimo l'attrito.
- Scegliere utensili con angoli di spoglia positivi (10-20°) per favorire un taglio pulito.
- Considerate le frese a un solo tagliente per una migliore evacuazione dei trucioli
- Per le operazioni di foratura, le punte modificate (90-110°) sono più efficaci delle punte standard a 118°.
Parametri di lavorazione
L'ottimizzazione di velocità e avanzamenti è fondamentale per la lavorazione del PE:
- Velocità di taglio più elevate (tipicamente 500-1000 sfm) aiutano a prevenire la fusione riducendo il tempo di taglio
- I carichi leggeri sui trucioli (0,005-0,015 pollici per dente) riducono al minimo la deflessione
- Più passate leggere spesso danno risultati migliori rispetto a tagli pesanti
- Il taglio continuo è preferibile al taglio interrotto, quando possibile.
Strategie di raffreddamento
Un raffreddamento efficace è forse il fattore più importante per il successo della lavorazione del PE:
- Il raffreddamento ad aria compressa funziona bene e mantiene il materiale pulito
- Evitare possibilmente i refrigeranti a base d'acqua, poiché il PE è idrofobo.
- Per lavori di alta precisione, il raffreddamento criogenico può essere particolarmente efficace.
- Prevedere un tempo di raffreddamento adeguato tra un intervento e l'altro sulla stessa area.
Soluzioni per l'asportazione del truciolo
Noi di PTSMAKE abbiamo sviluppato diversi approcci efficaci per fissare i pezzi in PE:
- Le attrezzature per il vuoto funzionano in modo eccezionale per il materiale in fogli
- Apparecchiature progettate su misura che massimizzano la superficie di appoggio
- Nastro biadesivo per sezioni sottili (con metodi di rilascio appropriati)
- Quando si utilizzano morsetti meccanici, distribuire la pressione in modo uniforme con aree di contatto più ampie.

Confronto tra la lavorazione del PE e altri metodi di produzione
Quando si considerano i pezzi in PE, la lavorazione compete con altri metodi di produzione come lo stampaggio a iniezione e l'estrusione. Ecco come si confrontano:
| Metodo di produzione | Il migliore per | Limitazioni | Efficienza dei costi |
|---|---|---|---|
| Lavorazione CNC | Prototipi, produzione di bassi volumi, geometria complessa, tolleranze strette | Costo unitario più elevato per grandi volumi, scarti di materiale | Conveniente per < 500 unità |
| Stampaggio a iniezione | Produzione in grandi volumi, pezzi omogenei | Elevati costi di attrezzaggio, limitazioni di progettazione, tempi di consegna più lunghi | Conveniente per > 1.000 unità |
| Estrusione | Profili continui, tubi, lastre | Limitato a profili a sezione costante | Conveniente per i pezzi semplici e in grandi quantità |
Per molte applicazioni che richiedono forme personalizzate o per le quali i costi degli utensili non sono giustificati, la lavorazione del PE è spesso la soluzione produttiva più pratica. Con le moderne attrezzature CNC e le tecniche appropriate, è possibile ottenere facilmente pezzi in PE con tolleranze fino a ±0,1 mm per la maggior parte delle applicazioni. configurazioni geometriche2.
Finiture e opzioni di post-elaborazione
Una volta lavorati, i pezzi in PE possono beneficiare di varie opzioni di finitura:
- Lucidatura a fiamma per una maggiore chiarezza e scorrevolezza
- Lucidatura meccanica per un dimensionamento preciso
- Sabbiatura per finiture opache
- Trattamento termico per alleviare le tensioni interne
- Ricottura per una maggiore stabilità dimensionale
Ogni metodo di finitura influisce sulle proprietà finali del pezzo in PE, tra cui la resistenza chimica, l'energia superficiale e la stabilità dimensionale nel tempo.
A cosa serve il materiale in polietilene?
Vi siete mai chiesti perché il polietilene compare praticamente in ogni aspetto della vita moderna, dai contenitori per la cucina ai componenti industriali più importanti? L'enorme varietà di applicazioni può lasciare ingegneri e progettisti confusi sul fatto che questa plastica versatile sia davvero la scelta giusta per le loro esigenze specifiche.
Grazie alla sua versatilità, il polietilene viene utilizzato per una gamma incredibilmente varia di applicazioni. Dagli imballaggi (sacchetti, bottiglie, contenitori) ai materiali da costruzione (tubi, isolanti), ai componenti automobilistici, ai dispositivi medici, ai giocattoli e ai beni di consumo, la combinazione di resistenza chimica, durata, flessibilità ed economicità del PE lo rende la plastica più utilizzata al mondo.

La versatilità del polietilene in diversi settori industriali
La notevole adattabilità del polietilene lo ha reso indispensabile in innumerevoli applicazioni. La sua combinazione unica di proprietà - tra cui la resistenza chimica, la barriera all'umidità, l'isolamento elettrico e la resistenza agli urti - gli consente di risolvere efficacemente diverse sfide produttive.
Applicazioni di imballaggio
L'industria dell'imballaggio consuma la maggior parte della produzione di polietilene a livello mondiale. Dagli imballaggi alimentari ai materiali di spedizione, il PE offre protezione, conservazione e convenienza:
- Contenitori per la conservazione degli alimenti: Le proprietà alimentari del PE lo rendono ideale per qualsiasi cosa, dalle brocche per il latte ai sacchetti per i panini.
- Imballaggio protettivo: Pluriball, fogli di schiuma e cuscini d'aria proteggono gli articoli fragili durante la spedizione.
- Film termoretraibile e film estensibile: Assicura i pallet e impacchetta gli articoli.
- Bottiglie e contenitori: Opzioni sia rigide (HDPE) che comprimibili (LDPE)
Ho collaborato con numerose aziende di packaging alimentare all'PTSMAKE per sviluppare componenti PE personalizzati che prolungano la durata di conservazione mantenendo gli standard di sicurezza alimentare. La versatilità del materiale in questo settore è impareggiabile, sia per i contenitori rigidi che per i film flessibili.

Materiali da costruzione e per l'edilizia
L'industria delle costruzioni si affida molto al polietilene per la sua durata e resistenza agli agenti atmosferici:
| Applicazione | Tipo PE | Vantaggi principali |
|---|---|---|
| Tubi dell'acqua e del gas | HDPE, MDPE | Resistenza chimica, flessibilità, lunga durata |
| Barriere al vapore | LDPE | Resistenza all'umidità, durata |
| Geomembrane | HDPE | Stabilità chimica, resistenza ai raggi UV |
| Isolamento | Schiuma LDPE | Efficienza termica, resistenza all'umidità |
I tubi in HDPE hanno rivoluzionato i servizi sotterranei, offrendo una resistenza alla corrosione superiore a quella dei tubi metallici tradizionali. La loro flessibilità consente inoltre metodi di installazione senza scavo, riducendo significativamente i costi di installazione e l'impatto ambientale.
Automotive e trasporti
L'industria automobilistica apprezza il polietilene per le sue proprietà di leggerezza e resistenza agli urti:
- Serbatoi di carburante: I serbatoi di carburante in HDPE sono leggeri, resistenti alla corrosione e possono essere modellati in forme complesse.
- Isolamento dei fili elettrici: Il PE offre eccellenti proprietà di isolamento elettrico
- Componenti interni: I cruscotti, i pannelli delle porte e le parti della console spesso incorporano PE
- Scudi sottoscocca: Proteggere i componenti critici dai detriti stradali e dagli elementi ambientali.
I veicoli moderni contengono in media 150-200 kg di plastica, di cui il polietilene rappresenta una parte significativa. Il suo contributo alla riduzione del peso dei veicoli migliora direttamente il risparmio di carburante e riduce le emissioni.
Applicazioni mediche e sanitarie
La biocompatibilità del polietilene lo rende fondamentale in ambito sanitario:
- Impianti: L'UHMWPE è utilizzato per le protesi articolari grazie alla sua eccezionale resistenza all'usura.
- Imballaggio per dispositivi medici: Mantiene la sterilità e fornisce protezione
- Articoli medici monouso: Guanti, siringhe, sacche e tubi per flebo
- Contenitori farmaceutici: Resistente agli agenti chimici e all'umidità

Il biocompatibilità3 di alcuni tipi di PE, in particolare dell'UHMWPE, li ha resi indispensabili nelle applicazioni ortopediche. Le protesi dell'anca e del ginocchio che utilizzano questo materiale possono funzionare per 15-20 anni in condizioni adeguate, garantendo ai pazienti di tutto il mondo una mobilità che cambia la vita.
Beni di consumo e giocattoli
Dagli articoli per la casa ai giocattoli per bambini, il PE offre sicurezza e durata:
- Giocattoli: Non tossico, resistente e modellabile in forme complesse.
- Articoli per la casa: Taglieri, contenitori e sistemi di organizzazione
- Mobili: I mobili per esterni beneficiano della resistenza agli agenti atmosferici del PE
- Attrezzature sportive: Dai kayak agli indumenti protettivi
L'industria dei giocattoli apprezza particolarmente il polietilene per la sua combinazione di durata, sicurezza e modellabilità. Le attrezzature da gioco per bambini utilizzano spesso l'HDPE per la sua resistenza ai raggi UV e per la capacità di sopportare anni di utilizzo in condizioni climatiche difficili.
Agricoltura e allevamento
L'agricoltura ha adottato il polietilene per numerose applicazioni:
- Film in serra: La trasmissione della luce e le proprietà termiche creano ambienti di coltivazione ideali
- Sistemi di irrigazione: Tubi in PE e componenti per l'irrigazione a goccia
- Film per insilati e pacciamatura: Preservare le colture e controllare la crescita delle erbe infestanti
- Contenitori di stoccaggio: Resistente agli agenti chimici e agli urti per i prodotti chimici per l'agricoltura
L'agricoltura moderna si affida sempre più al polietilene per migliorare l'efficienza e ridurre l'uso delle risorse. I sistemi di irrigazione in PE hanno trasformato l'agricoltura nelle regioni aride, riducendo drasticamente il consumo di acqua rispetto ai metodi di irrigazione tradizionali.

Tipi di polietilene e loro applicazioni specifiche
I vari tipi di polietilene rispondono a esigenze applicative diverse in base alle loro proprietà uniche:
Polietilene a bassa densità (LDPE)
L'LDPE offre un'eccellente flessibilità e trasparenza:
- Sacchetti per la spesa e film per l'imballaggio
- Bottiglie da spremere
- Isolamento di fili e cavi
- Tubo flessibile
- Rivestimenti per carta e cartone
Polietilene ad alta densità (HDPE)
L'HDPE garantisce rigidità ed eccellente resistenza chimica:
- Caraffe di latte e bottiglie di detersivo
- Tubi per acqua, gas e fognature
- Taglieri e contenitori per alimenti
- Serbatoi di carburante
- Legname di plastica per arredi e decorazioni per esterni
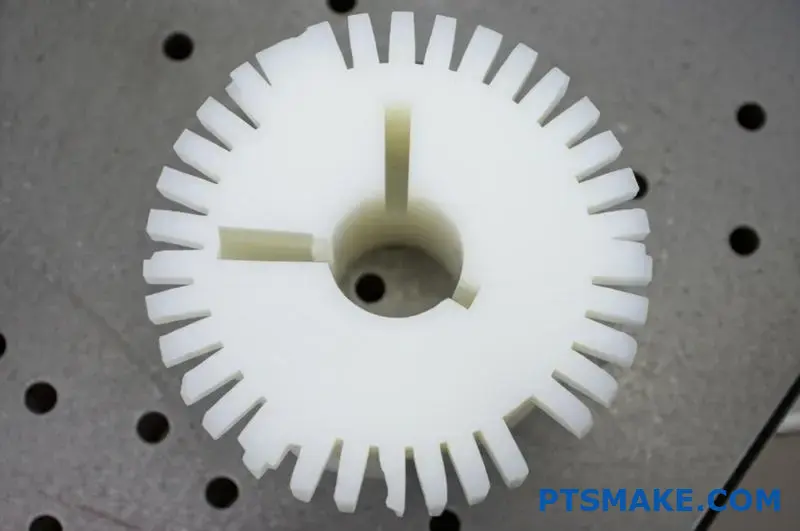
Polietilene ad altissimo peso molecolare (UHMWPE)
L'UHMWPE offre un'eccezionale resistenza all'usura e un basso attrito:
- Articolazioni artificiali e impianti medici
- Parti di macchine industriali (ingranaggi, cuscinetti, boccole)
- Giubbotti antiproiettile e pannelli balistici
- Fibre ad alte prestazioni per corde e lenze da pesca
- Piastre di usura per scivoli e tramogge
Polietilene lineare a bassa densità (LLDPE)
L'LLDPE combina resistenza e flessibilità:
- Pellicola estensibile e film plastico
- Sacchi per l'immondizia e sacchi per carichi pesanti
- Film agricoli
- Serbatoi e contenitori rotostampati
- Tubi flessibili e flessibili
Polietilene reticolato (PEX)
Il PEX offre una maggiore resistenza alla temperatura e alle cricche da stress:
- Tubi idraulici per acqua calda e fredda
- Sistemi di riscaldamento a pavimento radiante
- Isolamento per cavi elettrici ad alta frequenza
- Trasporto di sostanze chimiche
- Attrezzature sportive
Considerazioni ambientali e sostenibilità
Se da un lato la durata del polietilene è un vantaggio per la longevità del prodotto, dall'altro presenta delle sfide ambientali. L'industria sta affrontando attivamente questi problemi attraverso diversi approcci:
- Iniziative di riciclaggio: I metodi di riciclaggio meccanico e chimico sono in espansione
- Additivi biodegradabili: Continua la ricerca sugli additivi che accelerano la decomposizione in ambienti specifici
- Polietileni a base biologica: Deriva da risorse rinnovabili come la canna da zucchero piuttosto che dal petrolio.
- Design per la riciclabilità: Creare prodotti specificamente progettati per il recupero a fine vita
Noi di PTSMAKE abbiamo implementato programmi di riciclaggio completi per gli scarti di produzione del PE e collaboriamo attivamente con i clienti per progettare prodotti con contenuto riciclato quando le applicazioni lo consentono. L'economia circolare del polietilene sta gradualmente diventando realtà grazie a questi sforzi congiunti.
Selezione del polietilene giusto per la vostra applicazione
La scelta del tipo di PE appropriato comporta la valutazione di diversi fattori:
- Requisiti meccanici: Flessibilità vs. rigidità, forza d'urto, resistenza all'abrasione
- Esposizione chimica: Resistenza a specifici prodotti chimici, acidi, basi o solventi.
- Intervallo di temperatura: Temperature di lavorazione e di esercizio
- Conformità normativa: Requisiti per il contatto con gli alimenti, il settore medico o l'acqua potabile
- Considerazioni sui costi: Costi dei materiali, della lavorazione e della durata di vita
- Fattori ambientali: Esposizione ai raggi UV, agli agenti atmosferici, riciclabilità
Ogni applicazione richiede una selezione ponderata dei materiali per bilanciare questi fattori, a volte in competizione tra loro. La collaborazione con ingegneri esperti di materiali può aiutare a orientarsi efficacemente in queste scelte.
Qual è la differenza tra plastica HDPE e PE?
Vi è mai capitato di trovarvi davanti a scaffali di materiali plastici, confusi se scegliere HDPE o PE per il vostro progetto? La terminologia può essere disorientante quando si cerca di fare la scelta giusta del materiale, e una scelta sbagliata può portare al fallimento del pezzo, allo spreco di risorse o a complicazioni di produzione.
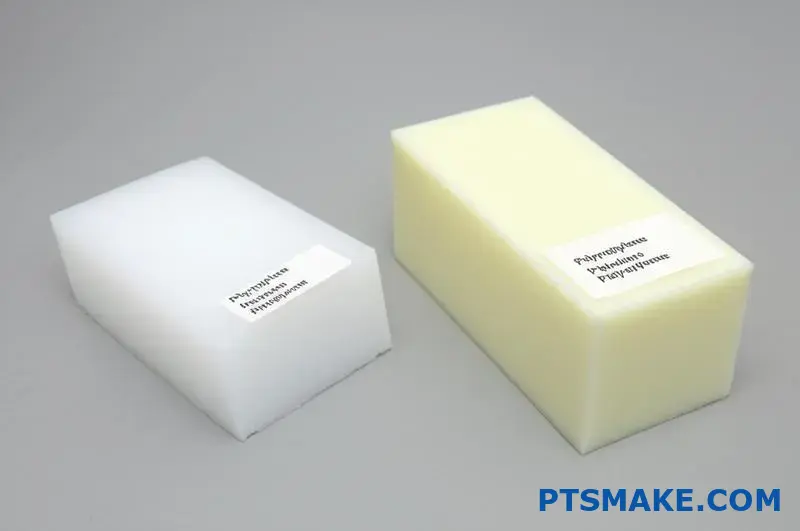
L'HDPE (polietilene ad alta densità) è in realtà un tipo specifico di plastica PE (polietilene). La differenza principale è che l'HDPE ha una struttura molecolare più densa, che lo rende più forte, più rigido e più resistente al calore rispetto ad altre varietà di PE come l'LDPE (Polietilene a bassa densità), che sono più flessibili e trasparenti.
Capire il rapporto tra HDPE e PE
Molti ingegneri e progettisti si confondono sulla differenza tra HDPE e PE, e a ragione. La terminologia può essere fuorviante se non si ha familiarità con le classificazioni delle materie plastiche. Permettetemi di chiarire questa relazione una volta per tutte.
Il polietilene (PE) è in realtà la categoria madre: è la plastica più prodotta al mondo. L'HDPE (polietilene ad alta densità) è un tipo specifico di polietilene, che si distingue per la densità e la struttura molecolare. Quando si parla di "plastica PE", ci si riferisce alla famiglia più ampia che comprende diversi tipi distinti:
Tipi principali di polietilene (PE)
| Tipo PE | Densità (g/cm³) | Cristallinità | Caratteristiche principali |
|---|---|---|---|
| HDPE (alta densità) | 0.94-0.97 | 70-80% | Forte, rigido, opaco |
| LDPE (bassa densità) | 0.91-0.94 | 40-55% | Flessibile, trasparente, punto di fusione inferiore |
| LLDPE (lineare a bassa densità) | 0.91-0.94 | 30-45% | Maggiore resistenza alle cricche da stress, tenacità |
| MDPE (media densità) | 0.93-0.94 | 50-70% | Equilibrio tra rigidità e resistenza agli urti |
| UHMWPE (peso molecolare ultraelevato) | 0.93-0.94 | 39-75% | Eccezionale resistenza all'abrasione, auto-lubrificante |
La differenza fondamentale tra questi tipi risiede nella loro struttura molecolare. L'HDPE ha una struttura molecolare lineare con ramificazioni minime, che consente alle molecole di compattarsi strettamente tra loro. Questo stretto impacchettamento determina una maggiore densità, una maggiore cristallinità e migliori proprietà di resistenza.

Principali differenze di proprietà tra HDPE e altri tipi di PE
Nella scelta tra HDPE e altri tipi di PE per le applicazioni di produzione, la comprensione delle loro differenze di proprietà è fondamentale per fare la scelta giusta.
Proprietà meccaniche
L'HDPE offre caratteristiche di resistenza nettamente migliori rispetto alle altre varianti di PE:
- Resistenza alla trazione: L'HDPE ha in genere una resistenza alla trazione di 20-40 MPa, rispetto agli 8-20 MPa dell'LDPE.
- Rigidità: L'HDPE ha un modulo di elasticità più elevato, che lo rende più rigido e adatto ad applicazioni strutturali.
- Resistenza agli urti: Sebbene l'HDPE abbia una buona resistenza agli urti, l'LDPE spesso si comporta meglio in questo ambito grazie alla sua flessibilità.
- Resistenza alla temperatura: L'HDPE mantiene l'integrità strutturale a temperature più elevate (120°C) rispetto all'LDPE (80°C).
Queste differenze meccaniche rendono l'HDPE la scelta preferita per le applicazioni che richiedono resistenza strutturale e rigidità, come tubi, bottiglie e contenitori.
Aspetto e caratteristiche di lavorazione
Le diverse strutture molecolari influenzano anche l'aspetto e la lavorazione di questi materiali:
- Trasparenza: L'LDPE è più trasparente dell'HDPE, che in genere è da traslucido a opaco.
- Finitura superficiale: L'HDPE tende ad avere una finitura opaca, mentre l'LDPE può essere più lucido.
- Temperatura di lavorazione: L'HDPE richiede temperature di lavorazione più elevate a causa del suo punto di fusione più alto.
- Restringimento: L'HDPE presenta in genere un ritiro maggiore durante il raffreddamento rispetto all'LDPE.
Secondo la mia esperienza in PTSMAKE, queste differenze hanno un impatto significativo sulle decisioni di produzione, in particolare quando sono richieste dimensioni precise o un'estetica specifica.

Resistenza chimica e proprietà barriera
Sia l'HDPE che gli altri tipi di PE offrono un'eccellente resistenza chimica, ma con alcune notevoli differenze:
- Resistenza all'olio e al grasso: L'HDPE ha prestazioni eccezionali
- Resistenza agli acidi e alle basi: Entrambi hanno un'eccellente resistenza agli acidi e alle basi
- Resistenza ai solventi: L'HDPE ha una migliore resistenza a molti solventi rispetto all'LDPE.
- Permeabilità all'ossigeno: L'HDPE offre migliori proprietà di barriera all'ossigeno rispetto all'LDPE.
- Barriera anti-umidità: Entrambi offrono un'eccellente barriera all'umidità, con l'HDPE leggermente superiore.
Quando lavoriamo i materiali in PE alla PTSMAKE, consideriamo attentamente queste proprietà, soprattutto quando l'applicazione finale prevede l'esposizione a sostanze chimiche o richiede specifiche proprietà di barriera.
Considerazioni sulla produzione: HDPE vs. altri tipi di PE
Le diverse proprietà dell'HDPE rispetto ad altri tipi di PE comportano approcci e considerazioni differenti per la produzione.
Differenze di lavorazione
Quando si parla di lavorazione CNC di varianti di polietilene:
- Usura degli utensili: L'HDPE è più abrasivo dell'LDPE e può richiedere cambi di utensili più frequenti.
- Gestione del calore: Il punto di fusione più alto dell'HDPE offre una finestra di lavorazione più ampia prima che si verifichi una deformazione termica.
- Finitura superficiale: L'HDPE viene tipicamente lavorato per ottenere una finitura più liscia rispetto all'LDPE grazie alla sua maggiore rigidità.
- Manutenzione della tolleranza: L'HDPE mantiene tolleranze più strette durante la lavorazione grazie alla ridotta flessibilità.
Considerazioni sullo stampaggio a iniezione
Per applicazioni di stampaggio a iniezione:
- Ritiro dello stampo: L'HDPE mostra in genere un ritiro di 1,5-3% rispetto a 1-3% per l'LDPE.
- Temperatura di lavorazione: L'HDPE richiede temperature più elevate del barile (190-280°C contro i 160-240°C dell'LDPE).
- Caratteristiche del flusso: L'LDPE scorre più facilmente nello stampo rispetto all'HDPE.
- Tempo di raffreddamento: L'HDPE richiede generalmente tempi di raffreddamento più lunghi a causa della sua maggiore cristallinità.
Differenze di applicazione: Quando scegliere l'HDPE rispetto ad altri tipi di PE
Le proprietà uniche di ciascun tipo di PE li rendono adatti a diverse applicazioni.
Applicazioni ideali dell'HDPE
L'HDPE eccelle nelle applicazioni che richiedono:
- Integrità strutturale: Tubi, condotti, serbatoi di stoccaggio
- Resistenza chimica: Contenitori per lo stoccaggio di sostanze chimiche, serbatoi di carburante
- Sicurezza alimentare: Taglieri, contenitori per la conservazione degli alimenti, brocche per il latte.
- Durata: Arredi per esterni, attrezzature per parchi giochi, cestini per la spazzatura
- Esposizione ambientale: Geomembrane, applicazioni marine, installazioni all'aperto
Applicazioni ideali per altri tipi di PE
Altre varianti di PE sono più adatte per:
- Flessibilità: LDPE per bottiglie da spremere, tubi flessibili, sacchetti di plastica.
- Trasparenza: LDPE per film trasparenti da imballaggio e coperture
- Morbidezza: LDPE per componenti morbidi al tatto e imbottitura
- Prestazioni a bassa temperatura: LLDPE per sacchetti per congelatori e applicazioni per la conservazione del freddo
- Forme complesse: LDPE per pezzi stampati complessi e dettagliati grazie alle migliori proprietà di flusso
Considerazioni ambientali e riciclabilità
Sia l'HDPE che gli altri tipi di PE sono riciclabili, ma esistono importanti differenze nei processi di riciclaggio e nell'impatto ambientale:
- Identificazione del riciclo: L'HDPE è identificato dal codice di riciclaggio #2, mentre l'LDPE è #4.
- Tassi di riciclaggio: L'HDPE viene riciclato a tassi più elevati rispetto all'LDPE, in parte a causa della prevalenza dell'HDPE nei contenitori rigidi, più facili da raccogliere e trattare.
- Degradazione durante il riciclo: L'HDPE mantiene meglio le proprietà attraverso molteplici cicli di riciclaggio.
- Recupero di energia: Entrambi hanno un elevato potere calorifico se utilizzati per il recupero di energia.
- Biodegradabilità: Né l'HDPE né l'LDPE standard sono biodegradabili senza additivi speciali.
Noi di PTSMAKE diamo priorità a riciclato post-consumo4 HDPE quando possibile per le applicazioni appropriate, contribuendo a ridurre l'impatto ambientale e a mantenere le prestazioni dei pezzi.
Considerazioni sui costi
I fattori economici giocano spesso un ruolo decisivo nella scelta dei materiali:
- Costo della materia prima: L'HDPE costa in genere 10-20% in più dell'LDPE.
- Efficienza di elaborazione: L'LDPE spesso viene lavorato più velocemente grazie alle temperature più basse e alla migliore fluidità.
- Peso della parte: Le parti in HDPE possono talvolta essere progettate più sottili rispetto a quelle in LDPE grazie alla maggiore resistenza, riducendo potenzialmente l'utilizzo di materiale.
- Costo del ciclo di vita: La durata dell'HDPE spesso si traduce in costi di vita inferiori per le applicazioni a lungo termine.
- Valore del rottame: L'HDPE ha in genere un valore di scarto più elevato per il riciclaggio.
Quando fornisco consulenza ai clienti sulla scelta dei materiali all'PTSMAKE, spesso mi accorgo che la differenza di costo iniziale tra i tipi di PE diventa trascurabile se si considera l'intero ciclo di vita del prodotto.
La scelta giusta per la vostra applicazione
La scelta tra HDPE e altri tipi di PE richiede una comprensione completa dei requisiti applicativi:
- Eseguire un'analisi dei requisiti: Definire le esigenze di resistenza, temperatura, esposizione chimica e flessibilità.
- Considerare i metodi di produzione: Tipi diversi di PE possono essere più adatti a processi produttivi specifici.
- Valutare i requisiti di aspetto: Se la trasparenza o la finitura superficiale sono importanti, questo può guidare la vostra scelta.
- Valutare le condizioni ambientali: Gli intervalli di temperatura, l'esposizione ai raggi UV e il contatto con le sostanze chimiche influenzano la scelta del materiale.
- Esaminare i requisiti normativi: Il contatto con gli alimenti, le applicazioni mediche e i sistemi di acqua potabile hanno linee guida specifiche per i materiali.
Comprendendo le differenze fondamentali tra l'HDPE e gli altri tipi di polietilene, è possibile prendere decisioni informate che ottimizzino le prestazioni e l'efficienza produttiva per le vostre specifiche esigenze applicative.
Quali sono le migliori pratiche per la lavorazione del PE per garantire la precisione?
Avete mai lottato per ottenere dimensioni precise durante la lavorazione di pezzi in polietilene? La frustrazione può essere reale quando i componenti in PE escono dalla macchina con bordi fusi, finiture superficiali scadenti o dimensioni che vanno ben oltre le tolleranze specificate, soprattutto quando le scadenze incombono e le aspettative di qualità sono elevate.
Per garantire la precisione nella lavorazione del PE, è necessario adottare queste pratiche chiave: utilizzare utensili in metallo duro affilati con angoli di spoglia positivi, mantenere velocità di taglio adeguate (numero di giri più alto, avanzamento più basso), utilizzare metodi di raffreddamento efficaci come l'aria compressa, fissare i pezzi con attrezzature specializzate o tavoli a vuoto e tenere conto delle proprietà di espansione termica del materiale quando si progettano le tolleranze.
Comprendere le sfide della lavorazione del PE
Il polietilene presenta sfide di lavorazione uniche rispetto ad altri polimeri e metalli. Il suo basso punto di fusione, la sua flessibilità e le sue caratteristiche di espansione termica richiedono approcci specializzati per ottenere risultati di precisione. Dopo aver lavorato a innumerevoli progetti di lavorazione del PE, ho identificato le sfide principali che devono essere affrontate per ottenere risultati di successo.
Proprietà del materiale che influenzano la precisione di lavorazione
Le proprietà fisiche del PE hanno un impatto significativo sulla precisione di lavorazione:
| Proprietà | Intervallo di valori | Impatto sulla lavorazione |
|---|---|---|
| Punto di fusione | 105-135°C (a seconda del tipo) | La bassa resistenza al calore porta alla fusione durante il taglio |
| Espansione termica | 100-200 μm/m-K | L'elevato tasso di espansione influisce sulla stabilità dimensionale |
| Elasticità | Varia a seconda del tipo (LDPE più elastico) | Deviazione del materiale durante le operazioni di taglio |
| Conduttività termica | 0,33-0,52 W/m-K | La scarsa dissipazione del calore concentra il calore di taglio |
| Assorbimento dell'acqua | <0,01% | Il basso assorbimento d'acqua consente una lavorazione stabile |
La combinazione di queste proprietà rende il PE particolarmente soggetto a problemi legati al calore durante la lavorazione. L'HDPE, con la sua maggiore densità e cristallinità, in genere lavora meglio dell'LDPE, ma entrambi richiedono un'attenta selezione dei parametri per ottenere risultati precisi.

Selezione degli utensili per la lavorazione di precisione del PE
L'utensileria giusta fa un'enorme differenza nella lavorazione del polietilene. Grazie a test approfonditi, l'PTSMAKE ha sviluppato raccomandazioni specifiche per gli utensili che offrono costantemente risultati superiori.
Materiali per utensili da taglio
Per la lavorazione di precisione del PE, la scelta del materiale degli utensili è fondamentale:
- Utensili in carburo - Offrono la migliore combinazione di mantenimento dell'affilatura e resistenza al calore
- Utensili HSS lucidati - Adatto per applicazioni leggere con un raffreddamento adeguato
- Utensili con rivestimento diamantato - Eccezionale per la produzione di grandi volumi grazie alla riduzione dell'attrito
Indipendentemente dal materiale, l'affilatura degli utensili è fondamentale. Gli utensili opachi generano un calore eccessivo e spingono il materiale invece di tagliarlo in modo netto, con conseguente scarsa precisione dimensionale.
Geometrie ottimali degli utensili
La geometria dell'utensile influisce in modo significativo sulla qualità del taglio nella lavorazione del PE:
- Angoli di rastrelliera - Angoli di spoglia positivi tra 10-20° per ridurre le forze di taglio e il calore.
- Angoli di rilievo - Angoli di rilievo più elevati (10-15°) impediscono lo sfregamento e la generazione di calore
- Angoli elicoidali - Gli elevati angoli di elica (30-45°) migliorano l'evacuazione dei trucioli
- Preparazione dei bordi - I bordi affilati con un arrotondamento minimo sono i migliori
Per le operazioni di foratura, le geometrie delle punte modificate con angoli di punta più ripidi (90-110°) funzionano meglio delle punte standard a 118°, riducendo le forze di spinta e la deformazione del materiale.
Ottimizzazione dei parametri di taglio
Trovare il giusto equilibrio tra velocità, avanzamento e profondità di taglio è essenziale per la lavorazione di precisione del PE.
Considerazioni sulla velocità
A differenza dei metalli, il PE lavora generalmente meglio a velocità di mandrino più elevate:
- Intervalli di velocità consigliati:
- Utensili di piccolo diametro (<6 mm): 10.000-18.000 GIRI/MIN.
- Utensili di diametro medio (6-12 mm): 8.000-12.000 GIRI/MIN.
- Utensili di grande diametro (>12 mm): 5.000-8.000 GIRI/MIN.
Le velocità più elevate riducono le forze di taglio e favoriscono un taglio netto del materiale piuttosto che una spinta o uno strappo.
Ottimizzazione della velocità di alimentazione
Le velocità di avanzamento devono essere attentamente bilanciate:
- Troppo veloce: Deformazione del materiale, scarsa finitura superficiale, problemi dimensionali
- Troppo lento: Generazione di calore eccessivo, fusione, danni agli utensili
- Campo d'azione ottimale: 0,1-0,3 mm per dente per la maggior parte delle applicazioni

Strategia della profondità di taglio
Più passate leggere spesso danno risultati migliori rispetto a pochi tagli pesanti:
- Operazioni di sgrossatura: 1-2 mm di profondità massima
- Operazioni di finitura: 0,2-0,5 mm per una finitura superficiale ottimale
- Distanza di passaggio: 25-40% del diametro dell'utensile per una qualità di superficie costante
Gestione del raffreddamento e della temperatura
Il controllo della temperatura è forse il fattore più critico nella lavorazione di precisione del PE. Il basso punto di fusione del materiale rende essenziale un raffreddamento efficace.
Metodi di raffreddamento efficaci
Grazie a test approfonditi, abbiamo scoperto che questi approcci di raffreddamento sono i più efficaci:
- Raffreddamento ad aria compressa - Diretto con precisione sulla zona di taglio, fornisce un raffreddamento adeguato senza contaminazione
- Sistemi di raffreddamento a nebbia - Efficace per operazioni ad alta velocità, ma richiede un contenimento adeguato.
- Raffreddamento criogenico - Per requisiti di precisione estremi, sono necessarie apparecchiature specializzate.
- Controllo della temperatura ambiente - Il mantenimento di una temperatura d'officina costante migliora la stabilità dimensionale
Alla PTSMAKE utilizziamo principalmente il raffreddamento ad aria compressa per la maggior parte delle operazioni di lavorazione del PE. Il raffreddamento è sufficiente e mantiene il materiale pulito per le operazioni successive o per l'assemblaggio.
Strategie di dissipazione del calore
Oltre al raffreddamento diretto, queste strategie aiutano a gestire il calore:
- Taglio intermittente - Consentire periodi di raffreddamento tra le passate
- Fresatura a scalare - Generalmente preferito per la ridotta generazione di calore
- Approcci di profondità progressivi - Aumentare gradualmente la profondità di taglio per distribuire il calore.
- Ottimizzazione del percorso utensile - Evitare la concentrazione di calore in aree specifiche
Soluzioni di bloccaggio per la lavorazione del PE
Il fissaggio corretto dei pezzi in PE è fondamentale per la lavorazione di precisione. La flessibilità del materiale e la sua superficie scivolosa rendono questa operazione particolarmente impegnativa.
Approcci di fissaggio specializzati
Le soluzioni di bloccaggio efficaci per il PE includono:
- Tavoli a vuoto - Eccellente per il materiale in fogli, che fornisce un supporto uniforme senza deformazioni
- Supporti sagomati su misura - Adattamento della geometria del pezzo per massimizzare il supporto
- Bloccaggio a bassa pressione - Pressione di serraggio distribuita per evitare distorsioni
- Nastro biadesivo - Efficace per sezioni sottili se utilizzato con un'adeguata preparazione della superficie

Smontaggio a temperatura controllata
Per i requisiti di massima precisione:
- Apparecchiature stabilizzate in temperatura - Mantenimento di una temperatura costante durante la lavorazione
- Strategie di preriscaldamento - Portare il materiale alla temperatura di esercizio prima della lavorazione
- Tecniche di isolamento termico - Impedire il trasferimento di calore tra l'attrezzatura e il pezzo da lavorare
Contabilizzazione del comportamento dei materiali
La comprensione del comportamento del PE durante e dopo la lavorazione è essenziale per ottenere risultati di precisione.
Compensazione dell'espansione termica
L'elevato coefficiente di espansione termica del PE richiede una gestione proattiva:
- Compensazione dimensionale - Regolazione dei percorsi utensile per tenere conto dell'espansione termica prevista
- Monitoraggio della temperatura - Tracciamento della temperatura del materiale durante l'intero processo
- Alleviare lo stress - Consentire al materiale di raggiungere l'equilibrio termico prima di effettuare operazioni critiche.
Rilassamento e sollecitazione residua
Il PE può subire variazioni dimensionali dopo la lavorazione a causa di rilassamento da stress5:
- Procedure di ricottura - Riscaldamento controllato per alleviare le sollecitazioni interne
- Periodi di riposo - Permettere ai pezzi lavorati di stabilizzarsi prima dell'ispezione finale
- Ottimizzazione della sequenza di lavorazione - Pianificazione delle operazioni per ridurre al minimo lo stress introdotto
Controllo qualità per la lavorazione di precisione del PE
Per garantire una qualità costante sono necessarie tecniche di misurazione e ispezione adeguate.
Considerazioni sulla misurazione
Le proprietà del PE influiscono sull'accuratezza della misura:
- Ispezione a temperatura controllata - Misurazione a temperature controllate e costanti
- Sensibilizzazione alla pressione di contatto - Utilizzo di una pressione appropriata quando si utilizza la misurazione a contatto
- Punti di misura multipli - Controllo delle dimensioni in diverse aree per verificarne la coerenza
- Periodi di stabilizzazione - Consentire ai pezzi di raggiungere la stabilità dimensionale prima dell'ispezione finale
Approcci di convalida dei processi
Il mantenimento della stabilità del processo garantisce risultati costanti:
- Ispezione del primo articolo - Verifica completa dei primi pezzi prodotti
- Controllo statistico dei processi - Monitoraggio delle dimensioni chiave durante la produzione
- Monitoraggio dell'usura degli utensili - Tracciare le condizioni degli utensili per prevedere i problemi di qualità
- Monitoraggio ambientale - Registrazione di temperatura e umidità durante la produzione
Tecniche di finitura e post-elaborazione
Il raggiungimento della qualità finale desiderata della superficie richiede spesso approcci specifici di post-elaborazione.
Metodi di finitura delle superfici
Le tecniche di finitura PE efficaci includono:
- Lucidatura meccanica - Utilizzando abrasivi progressivamente più fini per ottenere superfici lisce
- Lucidatura a fiamma - Breve esposizione delle superfici alla fiamma controllata per ottenere una finitura lucida
- Lisciatura del vapore - Per applicazioni specializzate che richiedono un'eccezionale scorrevolezza
- Il tambureggiamento dei media - Per la finitura in massa di componenti più piccoli
Trattamenti post-lavorazione
Ulteriori trattamenti possono migliorare le prestazioni del pezzo:
- Stabilizzazione UV - Per le parti esposte alla luce solare
- Cicli di ricottura - Riscaldamento e raffreddamento controllati per alleviare le sollecitazioni
- Trattamenti di superficie - Migliorare la bagnabilità o l'adesività per i processi a valle
Implementando queste best practice, la lavorazione di precisione del PE diventa molto più affidabile e prevedibile. Noi di PTSMAKE abbiamo perfezionato questi approcci grazie ad anni di esperienza, che ci consentono di fornire costantemente componenti in PE con tolleranze fino a ±0,05 mm per le dimensioni critiche.
Come si colloca la lavorazione del PE rispetto ad altre materie plastiche in termini di economicità?
Vi siete mai trovati a dover scegliere tra diversi materiali plastici per il vostro progetto di produzione? La frustrazione di dover bilanciare i requisiti di prestazione con i vincoli di budget può essere opprimente, soprattutto quando ogni materiale sembra promettere vantaggi diversi nascondendo potenziali insidie di costo.
La lavorazione del PE offre un eccellente rapporto costo-efficacia rispetto ad altre materie plastiche, grazie al costo inferiore delle materie prime, all'eccellente lavorabilità, alla minima usura degli utensili e alla ridotta necessità di attrezzature specializzate. Mentre materiali come PEEK o Ultem possono offrire prestazioni superiori in condizioni estreme, il PE offre un equilibrio ottimale tra prestazioni e convenienza per la maggior parte delle applicazioni generali.
Confronto dei costi dei materiali: PE vs. altri tecnopolimeri
Nel valutare il rapporto costo-efficacia della lavorazione del PE rispetto ad altri tecnopolimeri, dobbiamo considerare diversi fattori oltre al prezzo della materia prima. La mia esperienza di lavoro con diversi materiali plastici ha dimostrato che un'analisi completa dei costi comprende l'acquisizione del materiale, la lavorabilità, i requisiti per gli utensili e l'efficienza della produzione.
Confronto dei costi delle materie prime
Il costo del materiale di base costituisce la base di qualsiasi analisi dei costi:
| Materiale | Costo relativo (PE = 1,0) | Vantaggi principali | Limitazioni |
|---|---|---|---|
| Polietilene (PE) | 1.0 | Basso costo, resistenza chimica, facilità di lavorazione | Resistenza alle basse temperature, meno rigida |
| Polipropilene (PP) | 1.1-1.3 | Migliore resistenza al calore, buona resistenza alla fatica | Più difficile da lavorare, problemi di deformazione |
| Acrilico (PMMA) | 1.5-2.0 | Trasparenza ottica, resistenza ai raggi UV | Fragile, si scheggia facilmente durante la lavorazione |
| Policarbonato (PC) | 2.0-2.5 | Resistenza agli urti, trasparenza | Costo più elevato, problemi di usura degli utensili |
| Nylon (PA) | 2.0-3.0 | Resistenza all'usura, forza | Assorbimento dell'umidità, problemi di stabilità dimensionale |
| Acetale (POM) | 2.0-3.0 | Eccellente stabilità dimensionale, basso attrito | Costo più elevato, difficile da incollare |
| SETTIMANA | 15-20 | Resistenza alle temperature estreme, forza | Molto costoso, richiede utensili specializzati |
La posizione del PE come uno dei tecnopolimeri più economici gli conferisce un vantaggio significativo per molte applicazioni. Mentre materiali come il PEEK offrono prestazioni superiori in ambienti estremi, il loro costo sostanzialmente più elevato li rende spesso poco pratici per applicazioni generiche.
Fattori di lavorabilità che influenzano il costo
La facilità di lavorazione di un materiale influisce in modo significativo sui costi complessivi del progetto:
Velocità di taglio e avanzamento
Il PE consente velocità di taglio e avanzamento più elevate rispetto a molti altri tecnopolimeri. Ciò si traduce direttamente in una riduzione dei tempi di lavorazione e dei costi di manodopera. Ad esempio, il PE può essere lavorato 30-50% più velocemente dei nylon, che richiedono velocità più basse per evitare la fusione e la deformazione del materiale.Durata e usura degli utensili
L'usura degli utensili varia notevolmente a seconda dei diversi materiali plastici:- Il PE provoca un'usura minima degli utensili grazie alla sua morbidezza e lubrificazione
- Le plastiche rinforzate con fibre, come il nylon caricato a vetro, possono ridurre la durata degli utensili di 70-80%
- Materiali altamente abrasivi come il PEEK caricato a vetro possono richiedere frequenti cambi di utensile
Requisiti di finitura della superficie
Il PE raggiunge in genere finiture superficiali accettabili con operazioni di lavorazione standard, mentre materiali come l'acrilico richiedono spesso ulteriori fasi di finitura per rimuovere i segni degli utensili e ripristinare la chiarezza ottica.Stabilità dimensionale durante la lavorazione
La stabilità termica del PE durante la lavorazione è moderata rispetto ad altre opzioni:- PE: moderata espansione termica, richiede attenzione al raffreddamento
- Acetale: Eccellente stabilità dimensionale, problemi minimi durante la lavorazione
- Nylon: L'elevato assorbimento di umidità può causare variazioni dimensionali
Considerazioni sull'efficienza della produzione
Oltre ai costi dei materiali e della lavorazione, l'efficienza produttiva complessiva gioca un ruolo cruciale nel determinare la reale convenienza economica.
Analisi dei tempi di ciclo
Ho analizzato i tempi di ciclo di vari materiali plastici in applicazioni simili presso PTSMAKE e le differenze possono essere sostanziali:
- Le parti in PE sono in genere lavorate 20-30% più velocemente delle parti equivalenti in PP.
- Rispetto al PEEK o all'Ultem, la lavorazione del PE può essere 40-60% più veloce
- Per la produzione di grandi volumi, queste differenze di tempo di ciclo si traducono direttamente in risparmi sui costi.
Utilizzo dei rifiuti e dei materiali
Le diverse plastiche generano quantità diverse di rifiuti durante la lavorazione:
- PE: il materiale a bassa densità produce più pezzi per libbra rispetto alle alternative più pesanti
- La rimozione del materiale è più facile con il PE, generando trucioli più puliti e più facilmente riciclabili.
- La natura indulgente del PE si traduce in tassi di scarto inferiori rispetto a materiali fragili come l'acrilico.
Requisiti delle apparecchiature speciali
Alcune materie plastiche richiedono attrezzature o manipolazioni speciali che il PE non richiede:
- I materiali igroscopici come il nylon richiedono una pre-essiccazione prima della lavorazione.
- I materiali ad alta temperatura possono richiedere sistemi di raffreddamento specializzati.
- I materiali fragili richiedono spesso un fissaggio speciale per prevenire le cricche.
Il PE può essere tipicamente lavorato su attrezzature CNC standard senza particolari modifiche, contribuendo alla sua economicità.
Analisi costi-benefici specifica per l'applicazione
Il vero rapporto costo-efficacia del PE rispetto ad altre materie plastiche diventa più evidente se analizzato in contesti applicativi specifici.
Applicazioni di trattamento chimico
Per i componenti esposti a sostanze chimiche:
- Il PE offre un'eccellente resistenza chimica a una frazione del costo dei fluoropolimeri come il PTFE.
- Mentre il PTFE potrebbe offrire una resistenza chimica marginalmente migliore in ambienti estremi, il PE offre 80-90% delle prestazioni a circa 20-30% del costo.
- Per la maggior parte delle applicazioni generali di esposizione alle sostanze chimiche, il PE rappresenta la soluzione più conveniente.
Applicazioni all'aperto e esposte agli agenti atmosferici
Per i componenti esposti alle intemperie:
- Il PE con stabilizzatori UV offre una buona resistenza agli agenti atmosferici a costi contenuti
- Mentre materiali come ASA o PC possono offrire una migliore resistenza ai raggi UV, il PE con additivi offre prestazioni sufficienti per molte applicazioni a costi 40-60% inferiori.
- Il minor costo iniziale del PE spesso giustifica una sostituzione più frequente in ambienti estremi.
Applicazioni dell'industria alimentare e delle bevande
Nelle applicazioni a contatto con gli alimenti:
- Il PE per uso alimentare è significativamente meno costoso dei materiali speciali per uso alimentare.
- La conformità alle normative è semplice con PE
- La combinazione di conformità alla FDA, resistenza chimica e basso costo rende il PE eccezionalmente conveniente per i componenti delle apparecchiature per la lavorazione degli alimenti.

Confronto dei costi delle operazioni di lavorazione specifiche
Le diverse operazioni di lavorazione presentano profili di costo-efficacia diversi per i materiali plastici.
Operazioni di fresatura
Quando si fresano geometrie complesse:
- Il PE consente di utilizzare parametri di taglio aggressivi, riducendo i tempi di lavorazione.
- A differenza dei materiali fragili che richiedono strategie di approccio accurate, il PE può essere lavorato in modo più aggressivo.
- I percorsi utensile possono essere ottimizzati per la velocità piuttosto che per ridurre al minimo la pressione dell'utensile.
In media, le operazioni di fresatura del PE possono essere 25-35% più convenienti rispetto a operazioni equivalenti in tecnopolimeri più performanti.
Foratura e realizzazione di fori
Per fori e caratteristiche di precisione:
- Il PE fora in modo pulito senza geometrie di foratura speciali
- A differenza di materiali come l'acrilico che si scheggiano facilmente, il PE forma trucioli puliti durante la foratura.
- La filettatura in PE è semplice rispetto a materiali più duri o più fragili.
Operazioni di tornitura
Nelle applicazioni di tornitura:
- Il PE gira in modo efficiente con forze di taglio minime
- La finitura superficiale è generalmente buona senza utensili speciali
- Il controllo dei trucioli è semplice rispetto a materiali più rigidi come il nylon.
Considerazioni sui costi a lungo termine
Se i costi di produzione iniziali sono importanti, il costo totale del ciclo di vita può fornire un quadro più completo dell'efficacia dei costi.
Durata e frequenza di sostituzione
La durata del PE rispetto ad altri materiali incide sui costi a lungo termine:
- Sebbene materiali come l'acetale o il PEEK possano durare più a lungo in applicazioni ad alta usura, il loro costo iniziale 2-3 volte superiore potrebbe non giustificare la maggiore durata di servizio.
- Per le applicazioni a usura moderata, il PE rappresenta spesso l'equilibrio ottimale tra durata e costo iniziale.
- Nelle applicazioni in cui è prevista una sostituzione regolare, indipendentemente dal materiale, il costo iniziale inferiore del PE è particolarmente vantaggioso.
Riciclaggio e costi di fine vita
Le considerazioni ambientali hanno implicazioni finanziarie:
- Il PE viene ampiamente riciclato, riducendo potenzialmente i costi di smaltimento.
- L'infrastruttura di riciclaggio consolidata per il PE può fornire un recupero di valore alla fine del ciclo di vita.
- I minori requisiti energetici per la lavorazione del PE si traducono in una minore impronta di carbonio e in potenziali vantaggi in termini di carbon tax in alcune regioni.
Strategie pratiche per il risparmio dei costi nell'uso dell'educazione fisica
Sulla base della mia esperienza presso PTSMAKE, ho sviluppato diverse strategie per massimizzare l'efficacia dei costi nella lavorazione del PE:
Ottimizzazione della selezione dei materiali
- Scegliere il tipo di PE appropriato (HDPE, LDPE, UHMWPE) in base ai requisiti specifici dell'applicazione.
- Evitare di sovraspecificare le proprietà del materiale quando sono sufficienti le qualità standard di PE.
Progettazione per la producibilità
- Sfruttate l'eccellente lavorabilità del PE progettando parti che sfruttano le operazioni di lavorazione standard.
- Eliminazione di caratteristiche non necessarie che aggiungono tempo di lavorazione senza benefici funzionali
Strategie di attrezzaggio
- Utilizzare utensili standard piuttosto che frese specializzate
- Prolungare la durata dell'utensile grazie a parametri di taglio ottimizzati specifici per il PE
Ottimizzazione del processo
- Lottizzazione di parti PE simili tra loro per ridurre i tempi di allestimento
- Ottimizzare i parametri di taglio specificamente per il PE piuttosto che utilizzare le linee guida generali per la plastica
Quando il PE non è l'opzione più conveniente
Nonostante i suoi numerosi vantaggi, il PE non è sempre la scelta più conveniente:
Applicazioni ad alta temperatura
- Quando le temperature di esercizio superano gli 80-90°C, materiali come il PEEK o il PEI diventano necessari, nonostante i costi più elevati.
- Il costo di un guasto in ambienti ad alta temperatura è superiore al risparmio di materiale.
Applicazioni strutturali con carichi estremamente elevati
- Per i componenti strutturali critici sottoposti a forti sollecitazioni meccaniche, i materiali fibrorinforzati possono essere più convenienti, nonostante i costi iniziali più elevati.
- La riduzione del volume del materiale dovuta alla maggiore resistenza può compensare il costo più elevato del materiale.
Applicazioni di ultra-precisione
- Le applicazioni che richiedono un'estrema stabilità dimensionale possono trarre vantaggio da materiali come l'acetale, nonostante i costi più elevati.
- La riduzione del tasso di scarto e della rilavorazione può compensare le differenze di costo dei materiali.
Comprendendo queste sfumature e valutando attentamente i vostri requisiti applicativi specifici, potrete determinare se la lavorazione del PE offre il miglior equilibrio tra costi e prestazioni per il vostro progetto. In molti casi, il PE offre un valore eccezionale, difficilmente eguagliabile da altri tecnopolimeri.
Quali industrie utilizzano comunemente i componenti lavorati in PE?
Vi siete mai chiesti perché le parti in plastica bianca e resistente sembrano apparire ovunque, dalle tubature della vostra cucina ai sofisticati dispositivi medici? L'ubiquità dei componenti lavorati in PE in settori molto diversi può indurre ingegneri e progettisti a chiedersi se questo materiale versatile possa essere la soluzione giusta anche per le loro applicazioni specifiche.
I componenti lavorati in polietilene sono ampiamente utilizzati in numerosi settori, tra cui quello chimico, alimentare e delle bevande, farmaceutico, marino, automobilistico, aerospaziale, medico, agricolo, della gestione delle acque e dei beni di consumo. La combinazione di resistenza chimica, conformità alla FDA, durata ed economicità del PE lo rende ideale per componenti che vanno dalla movimentazione dei fluidi ai cuscinetti speciali.

Comprendere la versatilità dei componenti lavorati in PE
Il polietilene (PE) si è affermato come una delle materie plastiche più versatili e utilizzate in ambito produttivo. Quando viene lavorato con precisione, offre un'eccezionale combinazione di proprietà che lo rendono adatto a innumerevoli applicazioni in diversi settori. Le caratteristiche intrinseche del materiale, come la resistenza chimica, le proprietà di barriera all'umidità, l'isolamento elettrico e la resistenza agli urti, gli consentono di rispondere a requisiti impegnativi in settori specializzati.
Industria di trasformazione chimica
L'industria di trasformazione chimica rappresenta uno dei maggiori utilizzatori di componenti lavorati in PE, soprattutto grazie all'eccezionale resistenza chimica del materiale:
| Applicazione | Tipo PE | Vantaggi |
|---|---|---|
| Componenti della valvola | HDPE | Resistente agli acidi, alle basi e alle sostanze chimiche corrosive |
| Parti della pompa | UHMWPE | Eccezionale resistenza all'usura in fanghi abrasivi |
| Serbatoi di stoccaggio di prodotti chimici | HDPE | Eccellente durata a lungo termine con prodotti chimici aggressivi |
| Misuratori di portata | HDPE | Stabilità dimensionale in ambienti chimici diversi |
Nel mio lavoro presso PTSMAKE, abbiamo prodotto innumerevoli raccordi specializzati, sedi di valvole e componenti personalizzati per le apparecchiature di lavorazione chimica. La capacità del PE di resistere a sostanze chimiche aggressive che degraderebbero rapidamente i metalli o altre materie plastiche lo rende indispensabile in questo settore.

Lavorazione di alimenti e bevande
I requisiti di sicurezza alimentare rendono i componenti lavorati in PE particolarmente preziosi nella lavorazione degli alimenti:
- Conformità alla FDA - Il PE per uso alimentare soddisfa i più severi requisiti normativi
- Superficie non tossica - Non contamina i prodotti alimentari
- Facile pulizia e sanificazione - La superficie non porosa resiste alla crescita batterica
- Resistenza all'usura - Mantiene l'integrità nonostante l'uso continuo
Le applicazioni più comuni includono:
- Parti di trasporto personalizzate
- Componenti di attrezzature per la lavorazione degli alimenti
- Taglieri e superfici di preparazione
- Coperchi e chiusure per contenitori personalizzati
La combinazione di sicurezza alimentare, durata e lavorabilità rende il PE un materiale ideale per i componenti personalizzati in questo settore altamente regolamentato.
Gestione dell'acqua e servizi di pubblica utilità
I sistemi di trattamento e distribuzione dell'acqua si affidano in larga misura a componenti in PE:
- Resistenza alla corrosione - Insensibile ai prodotti chimici per il trattamento dell'acqua
- Lunga durata di vita - Eccezionale longevità in ambienti umidi
- Resistenza al gelo - Resiste alle temperature di congelamento senza incrinarsi
- Resistenza ai raggi UV - Se adeguatamente formulato, può resistere all'esposizione all'esterno
Le applicazioni in questo settore includono:
- Raccordi per tubi specializzati
- Componenti della pompa
- Parti del contatore dell'acqua
- Componenti per valvole personalizzati
Il settore della gestione delle acque apprezza particolarmente l'HDPE per le sue capacità di sopportare la pressione e l'eccellente durata a lungo termine in caso di esposizione all'acqua clorata e ad altri prodotti chimici di trattamento.
Applicazioni marine e offshore
L'ambiente marino presenta sfide uniche che i componenti lavorati in PE gestiscono in modo eccezionale:
| Applicazione marina | Benefici chiave del PE |
|---|---|
| Cuscinetti e boccole | Autolubrificante in ambienti acquatici |
| Protezioni per cavi subacquei | Galleggiabilità e resistenza agli urti |
| Accessori per barche | Resistenza alla corrosione in acqua salata |
| Componenti di piattaforme offshore | Resistenza alla crescita marina |
L'UHMWPE è particolarmente apprezzato nelle applicazioni marine per la sua eccezionale resistenza all'usura e le sue proprietà di basso attrito in acqua. Ho collaborato con numerosi produttori di attrezzature marine per sviluppare componenti in PE specializzati che superano i materiali tradizionali in ambienti difficili come l'acqua salata.

Industrie mediche e farmaceutiche
Il settore medicale utilizza componenti lavorati in PE per numerose applicazioni specializzate:
- Biocompatibilità - Alcuni tipi di PE sono adatti per i dispositivi impiantabili.
- Resistenza chimica - Resiste ai prodotti chimici e ai processi di sterilizzazione
- Strumenti chirurgici personalizzati - Strumenti leggeri e antitraccia
- Attrezzature di laboratorio - Componenti resistenti alla corrosione
L'UHMWPE è diventato particolarmente importante nelle applicazioni ortopediche, dove la sua combinazione di resistenza all'usura e biocompatibilità lo rende ideale per i componenti delle protesi articolari. La capacità di lavorare con precisione il PE secondo specifiche esatte consente di creare dispositivi medici complessi con tolleranze ristrette.
Automotive e trasporti
Anche se non sono visibili come i componenti metallici, le parti lavorate in PE svolgono un ruolo cruciale nei sistemi automobilistici:
- Componenti del sistema di alimentazione - Resistente agli idrocarburi
- Boccole e distanziali sottocofano - Stabile alla temperatura e elettricamente isolante
- Componenti interni - Leggero e resistente
- Sistemi di movimentazione dei fluidi - Resistenza agli agenti chimici e lunga durata
L'industria automobilistica apprezza sempre più il PE per i componenti non strutturali in cui la riduzione del peso e la resistenza chimica sono prioritarie. I veicoli moderni possono contenere decine di componenti in PE lavorati con precisione, da semplici distanziali a parti funzionali complesse.
Aerospaziale e difesa
Il settore aerospaziale utilizza componenti lavorati in PE in applicazioni specializzate:
| Applicazione aerospaziale | Vantaggio PE |
|---|---|
| Componenti del cablaggio | Isolamento elettrico, leggerezza |
| Componenti interni | Sono disponibili gradi ritardanti di fiamma |
| Attrezzature di supporto a terra | Resistenza agli urti, resistenza agli agenti atmosferici |
| Utensili specializzati | Superfici non marcanti per la produzione |
Pur non essendo adatto ai componenti strutturali primari, il PE trova numerose applicazioni nel settore aerospaziale per la sua combinazione di leggerezza, proprietà elettriche e resistenza ambientale. Noi di PTSMAKE abbiamo prodotto componenti isolanti specializzati e dispositivi personalizzati per i processi di produzione aerospaziale che sfruttano le proprietà uniche del PE.

Agricoltura e allevamento
Le attrezzature e i sistemi agricoli utilizzano ampiamente componenti lavorati in PE:
- Componenti del sistema di irrigazione - Resistenza agli agenti atmosferici e durata nel tempo
- Raccordi specializzati - Connessioni personalizzate per attrezzature agricole
- Sistemi di alimentazione del bestiame - Resistente agli alimenti e durevole nel tempo
- Componenti della serra - Resistenza ai raggi UV e isolamento termico
La resistenza all'esterno del PE, in particolare dell'HDPE con stabilizzatori UV, lo rende ideale per le applicazioni agricole esposte agli agenti atmosferici e chimici. I raccordi lavorati su misura e i componenti specializzati aiutano gli agricoltori a creare sistemi efficienti e durevoli, in grado di resistere a condizioni operative difficili.
Movimentazione e imballaggio dei materiali
L'industria della movimentazione dei materiali si affida ai componenti lavorati in PE per:
- Guide e strisce di usura personalizzate - Proprietà di basso attrito
- Componenti di imballaggio specializzati - Chiusure e raccordi personalizzati
- Parti del sistema di trasporto - Riduzione del rumore e resistenza all'usura
- Caratteristiche del contenitore personalizzato - Raccordi e chiusure precise
Nelle applicazioni di imballaggio, la capacità di lavorare il PE con precisione consente di creare componenti personalizzati che garantiscono accoppiamenti precisi, funzionamento regolare e lunga durata in ambienti di produzione ad alto volume.
Selezione del PE giusto per applicazioni industriali specifiche
I diversi settori industriali richiedono gradi di PE specifici per soddisfare le loro esigenze particolari:
Selezione del tipo di PE per settore
| Industria | Tipo di PE consigliato | Motivazione |
|---|---|---|
| Trattamento chimico | HDPE, UHMWPE | Resistenza chimica superiore, integrità strutturale |
| Lavorazione degli alimenti | HDPE (grado alimentare) | Conformità FDA, rigidità, pulibilità |
| Medico | UHMWPE (grado medico) | Biocompatibilità, resistenza all'usura |
| Automotive | HDPE, MDPE | Resistenza alla temperatura, stabilità chimica |
| Marina | UHMWPE | Eccezionale resistenza all'usura in ambienti umidi |
| Gestione dell'acqua | HDPE | Resistenza alla pressione, durata a lungo termine |
La scelta del tipo di PE appropriato è fondamentale per il successo dell'applicazione. Noi di PTSMAKE lavoriamo a stretto contatto con i clienti per identificare le specifiche ottimali del materiale in base ai requisiti specifici del settore e alle condizioni operative.
Casi di studio: Componenti lavorati in PE in tutti i settori
Nei miei anni di lavoro presso PTSMAKE, ho visto numerosi esempi di come i componenti lavorati in PE risolvano problemi impegnativi in diversi settori:
Caso di studio 1: Componenti di valvole per il trattamento chimico
Un produttore di prodotti chimici aveva bisogno di componenti di valvole personalizzate per il trattamento di acidi aggressivi. Lavorando le parti in HDPE, abbiamo creato componenti che:
- Ha sopportato l'esposizione continua all'acido solforico 30%
- Mantenimento della stabilità dimensionale nonostante le fluttuazioni di temperatura
- Fornisce una durata 3 volte superiore rispetto ai precedenti componenti in PTFE, a un costo inferiore.
Caso di studio 2: Prototipazione di dispositivi medici
Una startup di dispositivi medici aveva bisogno di una prototipazione rapida di un componente specializzato nella gestione dei fluidi. Abbiamo utilizzato UHMWPE lavorato con precisione:
- Componenti biocompatibili che potrebbero essere testati in ambito clinico
- Parti che mantengono tolleranze strette per un controllo preciso del fluido
- Componenti che potevano essere iterati rapidamente con l'evolversi del progetto.
Caso di studio 3: Cuscinetti per apparecchiature marine
Un produttore di attrezzature marine aveva bisogno di cuscinetti specializzati per applicazioni subacquee. I nostri cuscinetti lavorati in UHMWPE hanno fornito:
- Funzionamento autolubrificante in ambienti con acqua salata
- Eccezionale resistenza all'usura nonostante l'esposizione a sabbia e particolato
- Vita utile significativamente più lunga rispetto alle alternative in bronzo
Queste applicazioni reali dimostrano la versatilità e la capacità di risolvere i problemi dei componenti in PE adeguatamente specificati e lavorati in diversi settori industriali.
La proposta di valore industriale delle parti lavorate in PE
Quando le industrie scelgono i componenti lavorati in PE, ottengono diversi vantaggi chiave:
- Compatibilità chimica - Resistenza ad un'ampia gamma di sostanze chimiche, acidi, basi e solventi
- Costo-efficacia - Costo del materiale inferiore rispetto ai tecnopolimeri specializzati
- Lavorabilità - Capacità di creare geometrie precise e complesse senza utensili costosi
- Adattabilità - Disponibile in diverse qualità per soddisfare i requisiti specifici del settore.
- Durata - Eccellenti prestazioni a lungo termine in ambienti difficili
Per le applicazioni che richiedono componenti personalizzati in volumi medio-piccoli, la lavorazione del PE offre un equilibrio ottimale tra prestazioni, costi e flessibilità di produzione che pochi altri materiali possono eguagliare.
Come scegliere il giusto grado di PE per il vostro progetto di lavorazione?
Vi siete mai trovati a fissare un elenco di gradi di polietilene, completamente incerti su quale possa fornire le prestazioni richieste dal vostro progetto di lavorazione? La scelta del PE sbagliato può portare a guasti prematuri dei pezzi, a problemi di produzione o a sforamenti del budget, soprattutto quando le specifiche del progetto lasciano poco spazio agli errori.
La scelta del giusto tipo di PE per il vostro progetto di lavorazione richiede la valutazione di diversi fattori chiave: i requisiti meccanici dell'applicazione, l'ambiente operativo, l'intervallo di temperatura, l'esposizione chimica e i vincoli di budget. L'HDPE offre rigidità e resistenza, l'LDPE flessibilità, mentre l'UHMWPE offre un'eccezionale resistenza all'usura e agli urti per le applicazioni più complesse.
Conoscere i diversi gradi di PE e le loro proprietà di lavorazione
Il polietilene (PE) è uno dei materiali termoplastici più versatili, ma non tutti i tipi di PE sono uguali quando si tratta di applicazioni di lavorazione. La scelta del grado ottimale richiede la comprensione delle differenze fondamentali tra i vari gradi e di come queste influiscano sulla lavorabilità e sulle prestazioni nell'uso finale.
I principali gradi di PE e le loro caratteristiche
Ogni grado di polietilene ha una struttura molecolare unica che ne determina le proprietà fisiche e il comportamento alla lavorazione:
| Tipo PE | Densità (g/cm³) | Cristallinità | Proprietà chiave | Migliori caratteristiche di lavorazione |
|---|---|---|---|---|
| LDPE (bassa densità) | 0.91-0.94 | 40-50% | Flessibile, trasparente, buona resistenza chimica | Tende a deviare durante il taglio, richiede una salda presa di forza |
| MDPE (media densità) | 0.93-0.94 | 50-60% | Equilibrio tra rigidità e resistenza agli urti | Buona stabilità dimensionale, lavorabilità moderata |
| HDPE (alta densità) | 0.94-0.97 | 70-80% | Rigido, robusto, opaco, eccellente resistenza chimica | Lavora bene con utensili affilati, mantiene tolleranze più strette |
| UHMWPE (peso molecolare ultraelevato) | 0.93-0.94 | 45-55% | Eccezionale resistenza all'usura, resistenza agli urti, autolubrificante | Eccellente lavorabilità, produce superfici lisce |
La densità e la cristallinità influiscono direttamente sulla risposta di ciascun tipo di PE alle operazioni di lavorazione. Densità e cristallinità più elevate determinano generalmente una migliore stabilità dimensionale durante la lavorazione, ma possono richiedere una selezione più attenta dei parametri per evitare l'accumulo di calore.
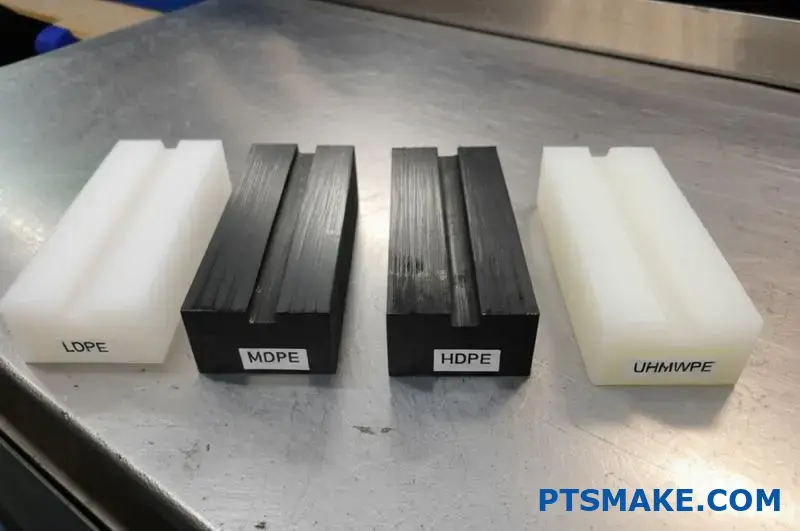
Nella mia esperienza all'PTSMAKE, ho scoperto che i principianti spesso sottovalutano quanto possano essere significative queste differenze. Ad esempio, tentare di lavorare un componente con tolleranze strette in LDPE quando sarebbe più appropriato usare l'HDPE può portare a frustranti problemi di controllo dimensionale e a ripetuti fallimenti dei pezzi.
Considerazioni sulle proprietà meccaniche
Quando si sceglie un tipo di PE per il proprio progetto di lavorazione, occorre considerare le seguenti proprietà meccaniche fondamentali:
- Resistenza alla trazione: Varia da 8-12 MPa per LDPE a 20-30 MPa per HDPE.
- Rigidità (modulo di flessione): LDPE (170-280 MPa) vs. HDPE (800-1300 MPa)
- Resistenza agli urti: L'UHMWPE offre la massima resistenza agli urti, seguito dall'LDPE.
- Resistenza all'usura: L'UHMWPE supera tutti gli altri gradi con un margine significativo
- Resistenza alla fatica: L'HDPE offre generalmente migliori prestazioni di fatica a lungo termine rispetto all'LDPE.
Queste proprietà devono essere adattate ai requisiti dell'applicazione. Per i componenti strutturali che devono mantenere le dimensioni sotto carico, l'HDPE o l'UHMWPE sono in genere più adatti dell'LDPE. Per le parti flessibili che devono assorbire gli urti o fornire ammortizzazione, l'LDPE può essere più appropriato.
Selezione del grado PE specifico per l'applicazione
L'applicazione prevista per il pezzo lavorato dovrebbe influenzare pesantemente la scelta del tipo di PE. Esaminiamo come i diversi settori e le diverse applicazioni si abbinano a specifici gradi di PE.
Applicazioni di trattamento chimico
La resistenza agli agenti chimici è spesso una delle principali preoccupazioni per i componenti dei processi chimici:
- HDPE: Eccellente resistenza agli acidi, alle basi e alla maggior parte delle soluzioni acquose.
- UHMWPE: Resistenza chimica superiore con una maggiore protezione dall'usura per i fanghi abrasivi.
- LDPE: Ottimo per applicazioni a bassa sollecitazione con esposizione a sostanze chimiche
Per un componente della valvola chimica che ho progettato all'PTSMAKE ho utilizzato l'HDPE proprio perché doveva resistere all'acido concentrato mantenendo la stabilità dimensionale. L'LDPE avrebbe offerto una resistenza chimica simile, ma si sarebbe deformato sotto i carichi meccanici necessari.
Requisiti dell'industria alimentare e delle bevande
La conformità alla sicurezza alimentare e la pulibilità guidano la scelta del PE per le applicazioni alimentari:
- HDPE: Sono disponibili gradi conformi alla FDA, sufficientemente rigidi per il taglio di superfici e componenti strutturali.
- UHMWPE: Eccellente per le parti di apparecchiature per la lavorazione degli alimenti soggette a forte usura
- LDPE: Meno comune nei componenti alimentari lavorati a macchina a causa della flessibilità.
La conformità alla FDA non è negoziabile per le applicazioni a contatto con gli alimenti. Quando si ordinano PE per progetti nel settore alimentare, specificare sempre i gradi conformi alla FDA, poiché i gradi standard possono contenere additivi non approvati per il contatto con gli alimenti.

Applicazioni mediche e farmaceutiche
L'industria medica ha requisiti rigorosi in termini di purezza e prestazioni dei materiali:
- UHMWPE: Il grado preferito per gli impianti ortopedici grazie alla sua resistenza all'usura e alla biocompatibilità.
- HDPE: Utilizzato per apparecchiature di laboratorio, componenti di dispositivi diagnostici
- Varianti di grado medico: Appositamente formulato per soddisfare i requisiti USP Classe VI o ISO 10993.
Le applicazioni mediche richiedono spesso materiali certificati con una tracciabilità completa. Quando si lavora il PE per applicazioni mediche, è bene rivolgersi a fornitori in grado di fornire la documentazione e le certificazioni necessarie.
Gestione dell'acqua e impianti idraulici
I componenti del sistema idrico richiedono caratteristiche specifiche di PE:
- HDPE: Standard per componenti e raccordi a pressione
- PE100: Una formulazione HDPE specializzata, ottimizzata per le applicazioni con tubi a pressione.
- MDPE: Talvolta utilizzato per applicazioni a pressione moderata
Per le applicazioni di gestione dell'acqua, occorre tenere presente che i materiali in PE approvati per l'acqua potabile possono richiedere certificazioni specifiche, come la NSF/ANSI 61 negli Stati Uniti.
Fattori ambientali nella selezione del grado PE
L'ambiente operativo gioca un ruolo fondamentale nel determinare il grado di PE appropriato per i pezzi lavorati.
Considerazioni sulla temperatura
L'intervallo di temperatura influisce in modo significativo sulle prestazioni del PE:
- LDPE: Generalmente adatto per applicazioni da -50°C a +50°C.
- HDPE: Utilizzabile da -60°C a +80°C
- UHMWPE: Mantiene le proprietà da -200°C a +80°C
- PE reticolato: Può estendere il limite superiore di temperatura a +90-100°C.
Ricordate che, man mano che ci si avvicina ai limiti di temperatura, le proprietà meccaniche iniziano a degradarsi. È necessario prevedere sempre un margine di sicurezza tra la temperatura massima di esercizio e il limite del materiale.
Esposizione ai raggi UV e agli agenti atmosferici
Per le applicazioni all'esterno, considerare la stabilità ai raggi UV:
- I gradi di PE standard si degradano se esposti ai raggi UV.
- I gradi riempiti di nerofumo offrono un'eccellente resistenza ai raggi UV
- È possibile aggiungere stabilizzatori UV specifici per mantenere l'aspetto dei gradi colorati.
Una volta ho lavorato a un progetto di attrezzature per esterni in cui il cliente aveva inizialmente scelto un HDPE standard senza stabilizzazione UV. Nel giro di sei mesi, i componenti hanno mostrato un significativo degrado. Siamo passati a un tipo stabilizzato ai raggi UV, che ora è in servizio da anni senza problemi.
Valutazione dell'esposizione chimica
I diversi tipi di PE presentano una diversa resistenza a specifiche sostanze chimiche:
| Tipo chimico | Scelta del miglior grado PE |
|---|---|
| Acidi forti | HDPE, UHMWPE |
| Basi forti | HDPE, UHMWPE |
| Alcoli | Tutti i gradi di educazione fisica |
| Idrocarburi aromatici | Resistenza limitata - considerare le alternative |
| Solventi alogenati | Scarsa resistenza - evitare il PE |
| Carburanti (benzina, diesel) | HDPE (solo esposizione limitata) |
Consultare sempre le tabelle di resistenza chimica per l'esposizione a sostanze chimiche specifiche. In caso di dubbio, richiedere campioni di materiale da testare con i prodotti chimici reali nelle condizioni di applicazione.

Considerazioni sulla lavorazione di diversi tipi di PE
Ogni grado di PE presenta sfide e opportunità di lavorazione diverse che dovrebbero influenzare la scelta.
Stabilità dimensionale durante la lavorazione
Le qualità di PE variano in base alla capacità di mantenere le dimensioni durante la lavorazione:
- HDPE: Buona stabilità dimensionale, deflessione minima durante la lavorazione
- UHMWPE: Eccellente stabilità con un corretto fissaggio
- LDPE: Più inclini alla flessione e a problemi dimensionali durante la lavorazione
Per lavori con tolleranze ridotte, in genere si preferiscono HDPE e UHMWPE. L'LDPE richiede approcci di lavorazione più accurati, tra cui un'attrezzatura e parametri di taglio speciali per raggiungere la precisione.
Parametri di taglio specifici per grado di PE
L'ottimizzazione dei parametri di taglio in base al grado di PE migliora i risultati:
| Grado PE | Velocità consigliata | Velocità di alimentazione | Approccio al raffreddamento |
|---|---|---|---|
| LDPE | Velocità inferiori (3.000-8.000 giri/min) | Avanzamenti leggeri (0,1-0,2 mm/dente) | Raffreddamento ad aria solitamente sufficiente |
| HDPE | Velocità medie (5.000-10.000 giri/min.) | Avanzamenti moderati (0,15-0,25 mm/dente) | Raffreddamento ad aria compressa o a nebbia |
| UHMWPE | Velocità più elevate (8.000-15.000 giri/min.) | Avanzamenti moderati (0,15-0,3 mm/dente) | Si consiglia il raffreddamento ad aria compressa |
Questi parametri devono essere regolati in base alle capacità specifiche della macchina, agli utensili e alla geometria del pezzo. Noi di PTSMAKE abbiamo riscontrato che il PE si lavora meglio con velocità più elevate e avanzamenti più bassi rispetto ai metalli.
Considerazioni sulla finitura della superficie
I diversi tipi di PE producono finiture superficiali diverse in condizioni di lavorazione simili:
- HDPE: Generalmente si lavora per ottenere una finitura opaca e liscia
- UHMWPE: Può ottenere superfici eccezionalmente lisce con un'attrezzatura adeguata.
- LDPE: Spesso ha un aspetto più "trascinato", a meno che non sia stato accuratamente lavorato.
Per le applicazioni in cui l'aspetto estetico è fondamentale, nella scelta del tipo di PE si deve tenere conto di queste tendenze alla finitura naturale. Anche i processi di post-lavorazione, come la lucidatura a fiamma, possono migliorare la finitura superficiale, sebbene funzionino meglio su alcuni gradi rispetto ad altri.
Analisi costi-benefici per la selezione del grado PE
Le considerazioni di budget influenzano inevitabilmente le decisioni di selezione dei materiali. La comprensione delle implicazioni di costo dei diversi tipi di PE aiuta a ottimizzare le prestazioni e i costi.
Confronto dei costi dei materiali
I gradi PE coprono un'ampia gamma di prezzi:
- LDPE: Costo di base (1× riferimento)
- HDPE: Costo leggermente superiore (1,1-1,3× LDPE)
- MDPE: Simile all'HDPE (1,1-1,3× LDPE)
- UHMWPE: Significativamente più alto (3-5× LDPE)
- Gradi di specialità: Può essere 5-10× gradi di base
Valutare sempre se i vantaggi in termini di prestazioni giustificano l'aumento dei costi. In molti casi, la maggiore durata dei gradi superiori, come l'UHMWPE, può compensare il loro costo iniziale più elevato grazie a una maggiore durata.
Considerazioni sui costi del ciclo di vita
Guardare oltre i costi iniziali dei materiali rivela importanti fattori economici:
- Frequenza di sostituzione: I gradi più performanti durano in genere più a lungo.
- Requisiti di manutenzione: Alcuni gradi richiedono una minore manutenzione nel tempo
- Conseguenze del fallimento: Considerare il costo del fallimento nelle applicazioni critiche
Quando mi rivolgo ai clienti di PTSMAKE per la selezione dei materiali, consiglio spesso di eseguire un'analisi formale dei costi del ciclo di vita dei componenti critici. Il costo iniziale del materiale è spesso un fattore secondario nel costo totale di proprietà, se si considerano la manutenzione, i tempi di inattività e la sostituzione.
Selezione del grado finale di educazione fisica
Dopo aver considerato tutti i fattori, come prendere la decisione finale? Seguite questo approccio sistematico:
- Elenco dei requisiti di prestazione critici: Intervallo di temperatura, esposizione chimica, carichi meccanici
- Identificare i fattori di rottura dell'accordo: Condizioni che eliminerebbero alcuni gradi
- Confronto tra i candidati rimanenti: Valutare la lavorabilità, il costo e la disponibilità.
- Considerare la prototipazione: Per le applicazioni critiche, testare più gradi
In alcuni casi, potrebbe essere necessario scendere a compromessi o considerare materiali alternativi. Il PE offre proprietà eccellenti, ma non è adatto a tutte le applicazioni. Quando i requisiti di temperatura superano gli 80-90°C o la compatibilità chimica è dubbia, è opportuno prendere in considerazione altri tecnopolimeri come PEEK, POM o PA.
Errori comuni nella selezione dei gradi di educazione fisica
Nel corso del mio lavoro presso PTSMAKE, ho assistito a diversi errori comuni nella selezione dei gradi PE che è bene evitare:
- Scegliere solo in base al prezzo: Scegliere l'LDPE quando l'HDPE è necessario per la rigidità
- Ignorare i fattori ambientali: Non si tiene conto dell'esposizione ai raggi UV per le applicazioni esterne
- Trascurare le sfide della lavorazione: Selezione di qualità difficili da lavorare per geometrie complesse
- Utilizzo di specifiche generiche: Richiesta di "PE" senza specificare il grado esatto
- Indipendentemente dalla temperatura di esercizio: Utilizzo di gradi standard in applicazioni a temperature elevate
I progetti di maggior successo iniziano con una selezione accurata del materiale, basata su una comprensione completa dei requisiti applicativi e delle proprietà specifiche di ciascun tipo di PE.
Abbinando con cura i requisiti specifici dell'applicazione al tipo di PE appropriato, vi assicurerete che i vostri componenti lavorati offrano prestazioni ottimali per tutta la loro vita utile, ottenendo il miglior equilibrio tra costi e funzionalità. Ricordate che la scelta del materiale è una decisione ingegneristica critica che merita un'attenta considerazione fin dalle prime fasi del processo di pianificazione del progetto.
Scoprite come la struttura molecolare influisce sulla lavorabilità e come ottimizzare i vostri pezzi in PE. ↩
Scoprite come la struttura molecolare influisce sulla lavorabilità e ottimizzate i vostri componenti in PE. ↩
Scoprite perché alcuni gradi di PE sono accettati dal corpo umano senza essere rifiutati e le loro applicazioni mediche. ↩
Scoprite i vantaggi dell'uso di materiali riciclati e come possono migliorare i vostri parametri di sostenibilità. ↩
Imparate come le sollecitazioni del materiale influiscono sulla stabilità dimensionale e come compensarle nei vostri pezzi. ↩





