

Quando si lavora l'alluminio 5083, molti produttori hanno difficoltà a mantenere costanti le finiture superficiali e la precisione dimensionale. Ho notato che questa sfida spesso porta a costose rilavorazioni e ritardi nei progetti, soprattutto nelle applicazioni marine e aerospaziali.
Le considerazioni chiave per la lavorazione dell'alluminio 5083 includono l'utilizzo della giusta velocità di taglio (1.000-2.500 SFM), la manutenzione di utensili da taglio affilati, il controllo della formazione di trucioli e la garanzia di un flusso di refrigerante adeguato. Questi fattori hanno un impatto diretto sulla qualità del pezzo e sull'efficienza della lavorazione.

In PTSMAKE ho lavorato con numerosi clienti che inizialmente hanno incontrato difficoltà nella lavorazione dell'alluminio 5083. Permettetemi di condividere alcune strategie collaudate che abbiamo sviluppato per ottenere risultati ottimali. Nelle sezioni seguenti, spiegherò i parametri di taglio specifici, la selezione degli utensili e le tecniche di raffreddamento che si sono dimostrate efficaci nelle nostre operazioni.
Che cos'è l'alluminio 5083?
State lottando per scegliere la giusta lega di alluminio per i vostri progetti marini o aerospaziali? Molti ingegneri si trovano a dover scegliere materiali in grado di resistere ad ambienti difficili, pur mantenendo l'integrità strutturale. La scelta sbagliata potrebbe portare a corrosione prematura, cedimenti strutturali e costose sostituzioni.
L'alluminio 5083 è una lega di alluminio di grado marino che contiene magnesio, manganese e cromo come elementi di lega principali. Offre un'eccezionale resistenza alla corrosione, in particolare in ambienti salini, unita a un'elevata resistenza e a un'eccellente saldabilità, che la rendono ideale per le applicazioni marine e aerospaziali.
Composizione chimica
L'efficacia dell'alluminio 5083 deriva dalla sua composizione accuratamente bilanciata. Ecco una ripartizione dettagliata della sua composizione chimica:
| Elemento | Intervallo percentuale |
|---|---|
| Magnesio | 4.0-4.9% |
| Manganese | 0.4-1.0% |
| Cromo | 0.05-0.25% |
| Silicio | Max 0,4% |
| Ferro | Max 0,4% |
| Rame | Max 0,1% |
| Alluminio | Equilibrio |
L'alto contenuto di magnesio1 conferisce a questa lega il suo caratteristico rapporto forza-peso e le sue proprietà di resistenza alla corrosione.
Proprietà chiave
L'alluminio 5083 si distingue per diverse caratteristiche notevoli:
Resistenza meccanica
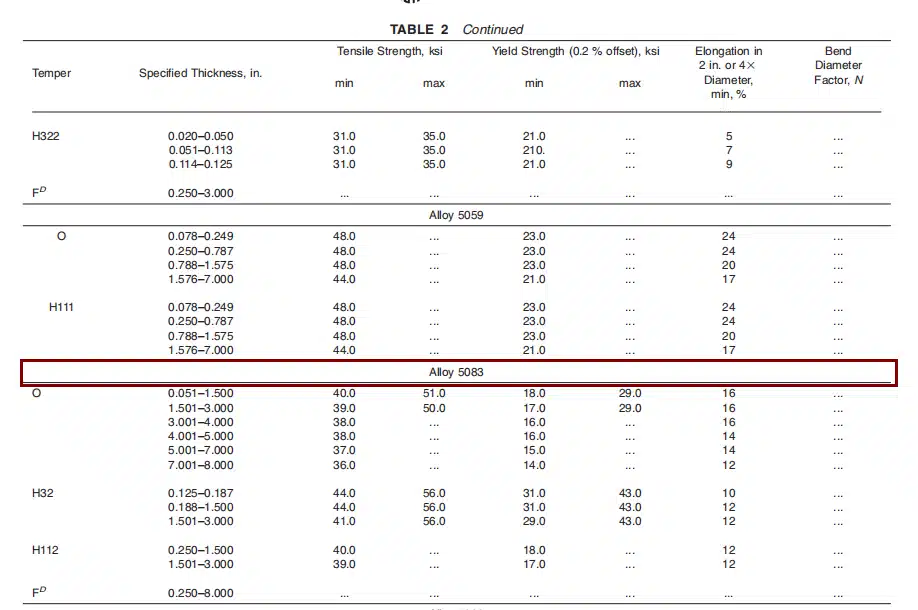
- Resistenza alla trazione: 290 MPa (42.000 psi)
- Resistenza allo snervamento: 228 MPa (33.000 psi)
- Allungamento: 16%
Queste proprietà lo rendono significativamente più resistente di molte altre leghe di alluminio, pur mantenendo una buona duttilità.
Resistenza alla corrosione
L'eccezionale resistenza della lega all'acqua di mare e ai prodotti chimici industriali deriva da:
- Formazione di uno strato protettivo di ossido
- Alto contenuto di magnesio
- L'effetto stabilizzante del cromo
Saldabilità
L'alluminio 5083 offre caratteristiche di saldabilità superiori:
- Zona minimamente colpita dal calore
- Giunti di saldatura resistenti
- Eccellente resistenza alla fessurazione
- Compatibile con vari metodi di saldatura
Applicazioni industriali
Industria nautica
- Scafi e sovrastrutture di navi
- Piattaforme offshore
- Equipaggiamento marino
- Serbatoi di stoccaggio per applicazioni criogeniche
- Accessori e ferramenta per imbarcazioni
Settore aerospaziale
- Componenti strutturali dell'aeromobile
- Serbatoi di carburante
- Componenti interni
- Attrezzature di supporto a terra
Applicazioni automobilistiche
- Componenti strutturali leggeri
- Serbatoi di carburante
- Parti del telaio
- Componenti per prestazioni personalizzate
Considerazioni sull'elaborazione
Quando si lavora l'alluminio 5083, è necessario prestare attenzione a diversi fattori:
Controllo della temperatura
- Temperatura ottimale di formatura: 200-300°C
- Evitare l'eccessiva esposizione al calore
- Monitoraggio dei tassi di raffreddamento durante la saldatura
Trattamento della superficie
- Opzioni di anodizzazione disponibili
- Si raccomanda il rivestimento a conversione chimica
- Manutenzione regolare in ambienti marini
Linee guida per la lavorazione
- Utilizzare strumenti di taglio affilati
- Mantenere velocità di taglio moderate
- Garantire un raffreddamento adeguato durante la lavorazione
Vantaggi in termini di prestazioni
La combinazione di proprietà dell'alluminio 5083 offre diversi vantaggi:
Riduzione del peso
- 30-50% più leggero delle alternative in acciaio
- Miglioramento dell'efficienza del carburante nei veicoli
- Riduzione dei costi operativi
Efficacia dei costi
- Minori requisiti di manutenzione
- Vita utile prolungata
- Riduzione della frequenza di sostituzione
Impatto ambientale
- 100% riciclabile
- Minore impronta di carbonio
- Scelta di materiali sostenibili
Tendenze di mercato
La domanda di alluminio 5083 continua a crescere, trainata da:
- Crescono i requisiti dell'industria nautica
- Espansione del settore aerospaziale
- Focus sui materiali leggeri
- Crescente attenzione alla sostenibilità
Dalla mia esperienza nella produzione di precisione, ho notato che la versatilità dell'alluminio 5083 lo rende una scelta preferenziale per le applicazioni più impegnative. La sua combinazione di forza, resistenza alla corrosione e lavorabilità offre vantaggi unici che pochi altri materiali possono eguagliare.
Le prestazioni del materiale in ambienti difficili, in particolare la sua resistenza alla corrosione dell'acqua di mare, lo hanno reso indispensabile nelle applicazioni marine. Quando i clienti si rivolgono a me con progetti marini impegnativi, l'alluminio 5083 emerge spesso come la soluzione ottimale, soprattutto quando la riduzione del peso e la durata sono fattori cruciali.
Perché l'alluminio 5083 è difficile da lavorare?
Ogni volta che lavoro con l'alluminio 5083, mi viene in mente la sua nota reputazione nel mondo della lavorazione. Sebbene molti produttori siano attratti dalla sua eccellente resistenza alla corrosione e dalla sua forza, spesso sottovalutano le complessità che porta in officina. Le sfide sono così importanti che anche i macchinisti più esperti a volte faticano a ottenere risultati coerenti.
Le principali sfide nella lavorazione dell'alluminio 5083 derivano dalla sua elevata resistenza, dall'eccezionale duttilità e dalla tendenza a formare bordi di accumulo sugli utensili da taglio. Queste proprietà rendono particolarmente difficile ottenere tagli precisi e mantenere una qualità superficiale costante, richiedendo spesso utensili specializzati e parametri di lavorazione attentamente controllati.

Comprendere le proprietà del materiale
La composizione unica dell'alluminio 5083 crea diverse sfide di lavorazione. Il materiale contiene quantità significative di magnesio (4,0-4,9%) e di manganese (0,4-1,0%), che contribuiscono alla sua indurimento del lavoro2 caratteristiche. Ho osservato che queste proprietà, pur essendo eccellenti per le applicazioni strutturali, creano sfide specifiche durante le operazioni di lavorazione:
| Proprietà | Impatto sulla lavorazione |
|---|---|
| Alta resistenza | Richiede una maggiore forza di taglio |
| Duttilità superiore | Favorisce l'avvolgimento dei trucioli |
| Tempra del lavoro | Aumenta l'usura degli utensili |
| Ritenzione del calore | Influenza la precisione dimensionale |
Formazione del bordo costruito
Una delle sfide più significative che incontro durante la lavorazione dell'alluminio 5083 è la formazione di bordi di accumulo (BUE). Ciò si verifica quando il materiale del pezzo aderisce al bordo dell'utensile da taglio, modificando di fatto la geometria dell'utensile e influenzandolo:
- Precisione di taglio
- Qualità della finitura superficiale
- Durata dell'utensile
- Coerenza dimensionale
Le sfide della gestione del calore
Le proprietà termiche dell'alluminio 5083 presentano sfide uniche durante le operazioni di lavorazione:
Scarsa dissipazione del calore
- Crea punti caldi localizzati
- Porta all'instabilità dimensionale
- Incide significativamente sulla durata dell'utensile
Espansione termica
- Provoca variazioni dimensionali
- Richiede un attento controllo della temperatura
- Impatto sulla precisione del pezzo finale
Considerazioni sull'usura degli utensili
Grazie alla mia esperienza all'PTSMAKE, ho identificato diversi fattori che contribuiscono ad accelerare l'usura degli utensili durante la lavorazione dell'alluminio 5083:
Proprietà abrasive
- Tassi di usura degli utensili più elevati
- Riduzione della durata dei taglienti
- Aumento dei costi di attrezzaggio
Adesione del materiale
- Progressivo deterioramento dell'utensile
- Prestazioni di taglio incoerenti
- Necessità di cambiare frequentemente gli utensili
Problemi di controllo del chip
L'elevata duttilità dell'alluminio 5083 crea notevoli problemi di controllo dei trucioli:
Patatine lunghe e filanti
- Rischio di impigliamento
- Scarsa finitura superficiale
- Automazione difficile
Evacuazione dei chip
- Necessaria attrezzatura specializzata
- Aumento della pressione del refrigerante
- Parametri di taglio modificati
Sfide di finitura superficiale
Il raggiungimento e il mantenimento di una qualità costante della finitura superficiale richiede un'attenta cura:
| Parametro | Considerazione |
|---|---|
| Velocità di taglio | Deve essere ottimizzato per ottenere un BUE minimo |
| Velocità di alimentazione | Influenza la rugosità della superficie |
| Geometria dello strumento | Richiede progetti specifici |
| Applicazione del refrigerante | Critico per la qualità della finitura |
Impatto sulla produttività
Queste sfide di lavorazione incidono in modo significativo sull'efficienza della produzione:
Velocità di produzione
- Sono necessarie velocità di taglio più basse
- Cambio degli utensili più frequente
- Tempi di configurazione prolungati
Controllo qualità
- Aumento dei requisiti di ispezione
- Tassi di scarto più elevati
- Regolazioni di processo più frequenti
Implicazioni di costo
- Maggiori spese per gli utensili
- Tempi di lavorazione prolungati
- Aumento del costo del lavoro
Requisiti per l'ottimizzazione dei processi
Per lavorare con successo l'alluminio 5083, ho trovato essenziali queste ottimizzazioni del processo:
Parametri di taglio
- Velocità e avanzamenti selezionati con cura
- Profondità di taglio ottimizzata
- Forze di taglio bilanciate
Selezione dello strumento
- Requisiti di rivestimento specifici
- Disegni a geometria specifica
- Monitoraggio regolare delle condizioni degli utensili
Strategia di raffreddamento
- Erogazione di refrigerante ad alta pressione
- Concentrazione ottimale del refrigerante
- Controllo costante della temperatura
Le sfide della lavorazione dell'alluminio 5083 richiedono una comprensione completa delle proprietà del materiale e delle dinamiche di lavorazione. Il successo dipende dall'attenzione a diversi fattori, tra cui la selezione degli utensili, i parametri di taglio e i controlli di processo. Anche se queste sfide possono essere superate, richiedono una notevole esperienza e un'attenta pianificazione per ottenere risultati costanti e di alta qualità.
Quali sono gli strumenti migliori per la lavorazione dell'alluminio 5083?
La scelta di utensili da taglio sbagliati per la lavorazione dell'alluminio 5083 può portare a una scarsa finitura superficiale, a imprecisioni dimensionali e a un'usura eccessiva degli utensili. Ho visto molti produttori lottare con la formazione di bordi accumulati e l'evacuazione inadeguata dei trucioli, con conseguenti costosi ritardi di produzione e sprechi di materiale.
Gli utensili migliori per la lavorazione dell'alluminio 5083 sono le frese in metallo duro con 2-3 scanalature, gli utensili da taglio con rivestimento diamantato e gli inserti appositamente progettati per l'alluminio. Questi utensili, combinati con un rivestimento e una geometria adeguati, garantiscono prestazioni di taglio e finitura superficiale ottimali.

Utensili da taglio in carburo
Gli utensili in metallo duro rimangono la scelta principale per la lavorazione dell'alluminio 5083 grazie al loro eccellente equilibrio tra durezza e tenacità. Quando si scelgono gli utensili in metallo duro, si devono considerare i seguenti fattori chiave:
Grado del substrato
- Il carburo a grana fine offre una migliore resistenza all'usura
- Il carburo a grana media offre una maggiore tenacità
- Il carburo a micrograna garantisce una stabilità superiore del tagliente
Selezione del rivestimento
Il rivestimento giusto può influire in modo significativo sulle prestazioni dell'utensile. Ecco un confronto tra i rivestimenti più comuni:
| Tipo di rivestimento | Vantaggi | Le migliori applicazioni |
|---|---|---|
| TiAlN | Elevata resistenza al calore | Lavorazione ad alta velocità |
| ZrN | Basso coefficiente di attrito | Taglio finale |
| Diamante | Resistenza all'usura superiore | Sgrossatura pesante |
| Non rivestito | Taglienti affilati | Finitura leggera |
Specifiche delle frese a candela
Il angolo d'elica3 e il numero di scanalature sono fattori cruciali nella scelta della fresa:
Configurazione del flauto
- 2-3 scanalature: Ottimale per la maggior parte delle lavorazioni dell'alluminio
- Monocursore: eccellente per la fresatura di tasche profonde
- 4+ flauti: Riservato alle operazioni di finitura
Caratteristiche della geometria
- Angoli di inclinazione elevati (15-20 gradi)
- Grandi gole per trucioli
- Scanalature lucidate per una migliore evacuazione dei trucioli
Selezione e progettazione degli inserti
La scelta degli inserti giusti può fare una differenza significativa nei risultati della lavorazione:
Geometria dell'inserto
- Angoli di spoglia positivi e netti
- Interruttori a chip di grandi dimensioni
- Facce di rastrello lucidate
Selezione del grado
Tabella dei gradi di inserto raccomandati:
| Applicazione | Tipo di grado | Rivestimento |
|---|---|---|
| Sgrossatura | K20-K30 | PVD |
| Semifinitura | K10-K20 | TiB2 |
| Finitura | K01-K10 | Non rivestito |
Considerazioni sul refrigerante
La scelta e l'applicazione di un refrigerante adeguato hanno un impatto significativo sulle prestazioni dell'utensile:
Tipi di refrigerante
- Sistemi di raffreddamento ad alta pressione
- Lubrificazione a quantità minima (MQL)
- Refrigerante alluvionale con speciali additivi per l'alluminio
Metodi di applicazione
- Raffreddamento attraverso l'utensile
- Raffreddamento esterno a diluvio
- Raffreddamento ad aria per l'evacuazione dei trucioli
Gestione della vita dell'utensile
Per massimizzare la durata degli utensili nella lavorazione dell'alluminio 5083:
Parametri di taglio
- Mantenere le velocità di superficie raccomandate
- Utilizzare tassi di alimentazione appropriati
- Monitoraggio delle forze di taglio
Monitoraggio dell'usura
- Ispezione regolare degli utensili
- Manutenzione predittiva
- Analisi del modello di usura
Strumenti specializzati per funzioni complesse
Per lavorazioni specifiche:
Strumenti di filettatura
- Frese a filettare con geometrie specifiche per l'alluminio
- Strumenti di filettatura a punto singolo
- Maschi per filettatura
Soluzioni di perforazione
- Geometrie di foratura specializzate in alluminio
- Trapani a gradini per fori più grandi
- Strumenti di combinazione per caratteristiche complesse
Strumenti per l'alesatura
- Alesatori a più lame
- Alesatori regolabili
- Alesatori a lama singola
Il successo nella lavorazione dell'alluminio 5083 dipende in larga misura dalla selezione della giusta combinazione di utensili e dal mantenimento di condizioni di taglio adeguate. Comprendendo questi criteri di selezione degli utensili e implementandoli correttamente, i produttori possono ottenere risultati ottimali in termini di finitura superficiale, precisione dimensionale ed efficienza produttiva.
Questo approccio completo alla selezione degli utensili garantisce che ogni operazione di lavorazione venga eseguita con l'utensile più adatto, con conseguente aumento della produttività e riduzione dei costi di produzione. Ricordate di valutare regolarmente le prestazioni degli utensili e di adeguare le selezioni in base ai requisiti specifici dell'applicazione e al feedback operativo.
Quali sono le velocità e gli avanzamenti di taglio consigliati?
L'impostazione di parametri di taglio errati per l'alluminio 5083 può portare a una scarsa finitura superficiale, a un'usura eccessiva degli utensili e persino al rifiuto del pezzo. Molti macchinisti lottano per trovare il giusto equilibrio, spesso affidandosi a tentativi ed errori che fanno perdere tempo e materiali.
Per l'alluminio 5083, consiglio una velocità di taglio di 1000-1500 SFM per la sgrossatura e di 1500-2000 SFM per le operazioni di finitura. L'avanzamento dovrebbe essere di 0,004-0,012 pollici per giro, con una profondità di taglio che varia da 0,02-0,25 pollici a seconda dell'operazione.

Comprendere i parametri di taglio di base
Il fondamento di una lavorazione CNC di successo risiede nella comprensione e nella corretta impostazione dei parametri di taglio. Nella lavorazione dell'alluminio 5083, tre fattori chiave concorrono a determinare i risultati: velocità di taglio, avanzamento e profondità di taglio. Questi parametri hanno un impatto significativo sulla tasso di rimozione del materiale4 e l'efficienza complessiva della lavorazione.
Vediamo di analizzare ogni parametro e di fornire raccomandazioni specifiche basate sulla mia esperienza:
Velocità di taglio consigliate
Per l'alluminio 5083, ho riscontrato che queste velocità di taglio sono le migliori:
| Tipo di operazione | Velocità (SFM) | Note |
|---|---|---|
| Sgrossatura | 1000-1500 | Velocità più elevate possibili con un raffreddamento adeguato |
| Finitura | 1500-2000 | Produce un'eccellente finitura superficiale |
| Filettatura | 800-1000 | Le velocità ridotte impediscono il danneggiamento della filettatura |
| Perforazione | 300-500 | Impedisce che il trapano vaghi |
Tassi di alimentazione e loro impatto
Le velocità di avanzamento devono essere selezionate con cura per integrare le velocità di taglio:
| Funzionamento | Mangimi (DPI) | Vantaggi |
|---|---|---|
| Sgrossatura | 0.008-0.012 | Massima asportazione di materiale |
| Finitura | 0.004-0.008 | Finitura superficiale superiore |
| Filettatura | 0.002-0.004 | Formazione del filetto pulito |
| Perforazione | 0.006-0.010 | Evacuazione efficiente dei trucioli |
Considerazioni sulla profondità di taglio
La profondità di taglio varia in base alla fase di lavorazione:
| Fase operativa | Profondità (pollici) | Scopo |
|---|---|---|
| Sgrossatura iniziale | 0.15-0.25 | Rimozione di materiale sfuso |
| Sgrossatura secondaria | 0.05-0.15 | Preparare la finitura |
| Finitura | 0.02-0.05 | Raggiungere le dimensioni finali |
Calcoli della velocità del mandrino
Per determinare la velocità corretta del mandrino (RPM), utilizzare questa formula:
RPM = (CS × 12) / (π × D)
Dove:
- CS = Velocità di taglio in piedi di superficie al minuto (SFM)
- D = diametro dell'utensile o del pezzo in pollici
- π = 3.14159
Requisiti di raffreddamento e lubrificazione
Un raffreddamento adeguato è fondamentale quando si lavora l'alluminio 5083:
| Metodo di raffreddamento | Applicazione | Vantaggi |
|---|---|---|
| Liquido di raffreddamento a diluvio | Uso generale | Buona dissipazione del calore |
| Liquido di raffreddamento passante | Fori profondi | Evacuazione superiore dei trucioli |
| Raffreddamento a nebbia | Tagli leggeri | Adeguato per la finitura |
Selezione degli utensili e considerazioni sull'usura
La giusta selezione degli utensili influisce sui parametri di taglio:
| Tipo di strumento | Rivestimento consigliato | Applicazione |
|---|---|---|
| Carburo | TiAlN | Uso generale |
| HSS | Non rivestito | Scelta economica |
| Diamante | Nessuno | Finitura a specchio |
Misure di controllo della qualità
Monitorare questi aspetti durante la lavorazione:
- Rugosità della superficie
- Precisione dimensionale
- Modelli di usura degli utensili
- Formazione del chip
- Stabilità della temperatura
Seguendo queste linee guida, è possibile ottenere risultati ottimali nella lavorazione dell'alluminio 5083. Ricordate che questi parametri possono richiedere una regolazione in base alle capacità specifiche della macchina e ai requisiti del progetto. Iniziare con valori prudenti e regolare gradualmente monitorando i risultati.
Come migliorare il controllo dei chip?
Nella lavorazione dell'alluminio 5083, i trucioli non controllati possono rapidamente trasformare un'operazione precisa in un costoso disastro. Ho assistito a innumerevoli casi in cui una cattiva gestione dei trucioli ha portato allo scarto di pezzi, al danneggiamento degli utensili e a tempi di fermo prolungati. Questi problemi non solo hanno un impatto sull'efficienza produttiva, ma aumentano anche in modo significativo i costi operativi.
Un efficace controllo dei trucioli nella lavorazione dell'alluminio richiede un approccio completo che combini la selezione degli utensili, i parametri di taglio e le strategie di raffreddamento. Implementando le giuste tecniche, è possibile ottenere una migliore finitura superficiale, una maggiore durata degli utensili e una maggiore produttività.

Le basi di un efficace controllo dei chip
Un adeguato controllo dei trucioli inizia con la comprensione di come si formano i trucioli durante il processo di lavorazione. Il [meccanismo di formazione del truciolo]5 influisce direttamente sull'efficienza del processo di taglio e sulla qualità dei pezzi. Raccomando di concentrarsi su questi aspetti chiave:
- Ottimizzazione della velocità di taglio
- Regolazione della velocità di avanzamento
- Selezione della profondità di taglio
- Configurazione della geometria dell'utensile
Ottimizzazione dei parametri di taglio
La relazione tra i parametri di taglio e la formazione di trucioli è fondamentale. Ecco una descrizione dettagliata dei parametri consigliati per l'alluminio 5083:
| Parametro | Intervallo consigliato | Impatto sul controllo dei chip |
|---|---|---|
| Velocità di taglio | 800-1200 sfm | Controlla la temperatura e la formazione del truciolo |
| Velocità di alimentazione | 0,004-0,012 ipr | Influenza lo spessore dei trucioli e la rottura |
| Profondità di taglio | 0,020-0,100 in | Influenza la dimensione del truciolo e l'evacuazione |
Implementazione del refrigerante ad alta pressione
I sistemi di raffreddamento ad alta pressione hanno rivoluzionato il controllo dei trucioli nella lavorazione dell'alluminio. Raccomando l'implementazione di queste strategie specifiche:
- Per una rottura ottimale dei trucioli, utilizzare una pressione del refrigerante compresa tra 800 e 1000 PSI.
- Posizionare gli ugelli del refrigerante direttamente sulla zona di taglio
- Mantenere un flusso di refrigerante costante per tutta la durata dell'operazione
- Monitoraggio regolare della concentrazione e della pulizia del refrigerante
Geometrie avanzate degli utensili
La scelta della giusta geometria dell'utensile è essenziale per un efficace controllo del truciolo. La mia esperienza ha dimostrato che queste caratteristiche sono le più efficaci:
- Angoli di inclinazione positivi (10-15 gradi)
- Taglienti affilati
- Scanalature lucidate per una migliore evacuazione dei trucioli
- Progetti di rompitruciolo specializzati
Soluzioni di raffreddamento a nebbia e ad aria
In alcune applicazioni, il tradizionale refrigerante alluvionale potrebbe non essere l'opzione migliore. I metodi di raffreddamento alternativi includono:
Lubrificazione a quantità minima (MQL)
- Riduce l'impatto ambientale
- Migliora l'evacuazione dei trucioli nelle tasche profonde
- Ideale per lavorazioni ad alta velocità
Raffreddamento a getto d'aria
- Perfetto per tagli leggeri e operazioni di finitura
- Impedisce il ri-taglio dei trucioli
- Riduce i tempi di pulizia
Monitoraggio e regolazione del processo
Il monitoraggio continuo assicura un controllo ottimale dei chip:
- Ispezione visiva della formazione di trucioli
- Valutazione regolare dell'usura degli utensili
- Regolazione dei parametri in base a:
- Variazioni del materiale
- Condizione dello strumento
- Requisiti della geometria dei pezzi
Migliori pratiche per l'implementazione
Per ottenere risultati ottimali, seguire le seguenti linee guida:
Pianificazione preoperatoria
- Rivedere le proprietà del materiale
- Selezionare l'utensileria appropriata
- Impostazione della corretta erogazione del refrigerante
Durante il funzionamento
- Monitoraggio della formazione di trucioli
- Ascoltate i suoni insoliti
- Controllare la qualità della finitura superficiale
Valutazione post-operatoria
- Analizzare i modelli di usura degli utensili
- Parametri di successo del documento
- Esaminare le aree di miglioramento
Risoluzione dei problemi comuni
Quando si presentano problemi di controllo dei trucioli, considerate queste soluzioni:
Trucioli lunghi e filanti
- Aumentare la velocità di avanzamento
- Regolare la geometria del rompitruciolo
- Controllare la pressione del liquido di raffreddamento
Formazione del bordo costruito
- Aumento della velocità di taglio
- Controllare la concentrazione del refrigerante
- Modifica della selezione del rivestimento dell'utensile
Scarsa finitura superficiale
- Verifica della geometria dell'utensile
- Regolare i parametri di taglio
- Valutare l'erogazione del refrigerante
Seguire queste strategie complete ha costantemente aiutato i nostri clienti di PTSMAKE a ottenere risultati migliori nella lavorazione dell'alluminio 5083. Ricordate che il successo del controllo dei trucioli non consiste nel seguire un'unica soluzione, ma piuttosto nell'implementare una combinazione di tecniche adatte alla vostra specifica applicazione.
Quali sono le migliori strategie per ridurre l'usura degli utensili?
La lavorazione dell'alluminio 5083 rappresenta una sfida significativa per il mantenimento della durata degli utensili. L'elevata resistenza del materiale e la tendenza alla formazione di spigoli costruiti possono deteriorare rapidamente gli utensili da taglio, con conseguente aumento dei costi di produzione e problemi di qualità. I tempi di inattività per la sostituzione degli utensili e le finiture superficiali incoerenti sono problemi frustranti che molti produttori devono affrontare.
Per ridurre l'usura degli utensili durante la lavorazione dell'alluminio 5083, è necessario implementare parametri di taglio ottimizzati, utilizzare strategie di raffreddamento appropriate e selezionare utensili da taglio specializzati. Le strategie chiave includono l'uso di utensili in carburo rivestito o PCD, il mantenimento di velocità di avanzamento adeguate e l'applicazione di una lubrificazione sufficiente per evitare l'accumulo di bordi.

Comprendere i parametri di taglio
La base della riduzione dell'usura degli utensili inizia con parametri di taglio adeguati. Nella lavorazione dell'alluminio 5083, il velocità di taglio6 gioca un ruolo fondamentale nella durata dell'utensile. Ho scoperto che il mantenimento di questi parametri aiuta a ottenere risultati ottimali:
| Parametro | Intervallo consigliato | Impatto sulla durata dell'utensile |
|---|---|---|
| Velocità di taglio | 300-500 m/min | Riduce la generazione di calore |
| Velocità di alimentazione | 0,1-0,3 mm/giro | Previene l'accumulo di trucioli |
| Profondità di taglio | 1-3 mm | Controlla le forze di taglio |
Strategie di raffreddamento e lubrificazione
Un raffreddamento efficace è essenziale per prolungare la durata dell'utensile. Raccomandiamo i seguenti approcci:
- Erogazione di refrigerante ad alta pressione
- Lubrificazione a quantità minima (MQL)
- Sistemi di raffreddamento passanti
Questi metodi aiutano a prevenire l'adesione dell'alluminio e a ridurre lo stress termico sugli utensili da taglio.
Selezione degli utensili e tecnologia di rivestimento
La scelta dell'utensile giusto influisce in modo significativo sulla resistenza all'usura. Ecco cosa funziona meglio:
Utensili in carburo rivestito
- Rivestimento TiAlN per una maggiore resistenza al calore
- Rivestimenti multistrato per una migliore protezione dall'usura
- Finitura superficiale liscia per evitare l'adesione del materiale
Strumenti PCD
- Resistenza all'usura superiore
- Eccellente per la produzione di grandi volumi
- Migliore conducibilità termica
Preparazione all'avanguardia
La geometria dell'utensile svolge un ruolo fondamentale nella riduzione dell'usura:
Arrotondamento dei bordi
- Rafforza l'avanguardia
- Riduce il rischio di scheggiatura
- Migliora l'adesione del rivestimento
Trattamento della superficie
- Micropallinatura per una maggiore adesione del rivestimento
- Lucidatura per ridurre l'attrito
Migliori pratiche operative
Per massimizzare la durata dell'utensile, sottolineo sempre queste linee guida operative:
Ispezione regolare degli utensili
- Monitoraggio dei modelli di usura
- Controllare il deterioramento del rivestimento
- Misurare le condizioni del tagliente
Conservazione corretta degli utensili
- Ambiente a clima controllato
- Protezione dai danni fisici
- Pulizia e manutenzione regolari
Prevenzione dei bordi di accumulo
La gestione della formazione di bordi edificati richiede attenzione:
Controllo della velocità della superficie
- Mantenere le velocità di taglio consigliate
- Regolare in base alle condizioni del materiale
- Monitoraggio della temperatura dell'utensile
Gestione dei chip
- Assicurare una corretta evacuazione dei trucioli
- Utilizzare interruttori chip appropriati
- Mantenere tassi di alimentazione costanti
Considerazioni sull'ambiente di produzione
L'ambiente di produzione influisce sull'usura degli utensili:
Controllo della temperatura
- Mantenere una temperatura ambiente stabile
- Monitoraggio della temperatura del refrigerante
- Controllo della temperatura del pezzo
Manutenzione delle macchine
- Controlli regolari dell'allineamento del mandrino
- Monitoraggio delle vibrazioni
- Manutenzione del sistema di raffreddamento
Implementazione efficace dal punto di vista dei costi
L'attuazione di queste strategie richiede un bilanciamento dei costi:
Investimento iniziale
- Strumenti di alta qualità
- Tecnologia di rivestimento
- Sistemi di raffreddamento
Vantaggi a lungo termine
- Riduzione delle sostituzioni degli utensili
- Miglioramento della qualità dei pezzi
- Maggiore produttività
Seguendo queste strategie complete, ho ottenuto miglioramenti significativi nella durata degli utensili durante la lavorazione dell'alluminio 5083. La chiave è mantenere un approccio sistematico all'implementazione e monitorare regolarmente i risultati per ottimizzarli.
Come ottenere una finitura superficiale di alta qualità?
Ottenere una finitura superficiale perfetta sui pezzi in alluminio 5083 può essere incredibilmente impegnativo. Molti produttori si scontrano con risultati incoerenti, che portano allo scarto dei pezzi e a costose rilavorazioni. La combinazione di usura degli utensili, velocità improprie e raffreddamento inadeguato può rapidamente trasformare un progetto promettente in un incubo produttivo.
La chiave per ottenere un'eccellente finitura superficiale sull'alluminio 5083 risiede nell'ottimizzazione dei parametri di lavorazione, nella selezione di utensili appropriati e nell'implementazione di adeguate tecniche di post-lavorazione. Questo approccio completo garantisce una qualità costante, mantenendo l'efficienza della produzione.

Comprendere l'impatto della geometria dell'utensile
La geometria degli utensili da taglio gioca un ruolo fondamentale nella qualità della finitura superficiale. Ho scoperto che l'utilizzo di utensili con angoli di spoglia positivi compresi tra 5 e 15 gradi fornisce i migliori risultati per l'alluminio 5083. Il angolo di inclinazione7 influisce in modo significativo sulla formazione del truciolo e sulle forze di taglio.
Ecco una descrizione dettagliata delle caratteristiche ottimali degli utensili:
| Parametro dello strumento | Intervallo consigliato | Impatto sulla finitura della superficie |
|---|---|---|
| Angolo di inclinazione | 5-15 gradi | Riduce le forze di taglio e migliora l'evacuazione dei trucioli |
| Angolo di rilievo | 10-12 gradi | Impedisce lo sfregamento degli utensili e la generazione di calore |
| Raggio del naso | 0,2-0,8 mm | Raggio più ampio per una finitura più liscia |
| Preparazione dei bordi | Affilato e leggermente affilato | Riduce la formazione di bordi edificati |
Ottimizzazione della velocità di avanzamento e della velocità
L'ottimizzazione dell'avanzamento e della velocità di taglio sono essenziali per ottenere una finitura superficiale superiore. In base alla mia esperienza con l'alluminio 5083, raccomando:
- Velocità di taglio: 1000-1500 piedi di superficie al minuto (SFM)
- Velocità di avanzamento: 0,003-0,007 pollici per giro (IPR)
- Profondità di taglio: 0,020-0,040 pollici per le passate di finitura
Questi parametri devono essere regolati in base alla geometria specifica dell'utensile e alle capacità della macchina.
Strategie di raffreddamento e lubrificazione
Un raffreddamento e una lubrificazione adeguati sono fondamentali per mantenere costante la qualità della superficie. Raccomando:
- Erogazione di refrigerante ad alta pressione (minimo 800 PSI)
- Fluidi da taglio a base di olio con additivi specifici per l'alluminio
- Capacità di raffreddamento attraverso l'utensile, quando possibile
- Monitoraggio regolare della concentrazione del refrigerante (mantenimento di 6-8%)
Trattamenti post-lavorazione
Per migliorare ulteriormente la qualità della superficie, si possono utilizzare diversi trattamenti successivi alla lavorazione:
Lucidatura meccanica
- Sequenza progressiva di grane (400-2000)
- Sistemi di lucidatura automatizzati per garantire la coerenza
- Composti di lucidatura specifici per l'alluminio
Considerazioni sull'anodizzazione
- Anodizzazione di tipo II per applicazioni generali
- Tipo III per una maggiore resistenza all'usura
- La preparazione della superficie di preanodizzazione è fondamentale per la qualità della finitura
Misure di controllo della qualità
L'implementazione di adeguate misure di controllo della qualità garantisce una finitura superficiale uniforme:
Test regolari della rugosità superficiale
- Misure Ra inferiori a 32 micropollici
- Documentazione dei risultati
- Implementazione del controllo statistico di processo
Protocollo di ispezione visiva
- Ispettori formati
- Condizioni di illuminazione adeguate
- Criteri di accettazione standardizzati
Sfide e soluzioni comuni
Nella lavorazione dell'alluminio 5083 si presentano spesso diverse sfide:
Formazione del bordo costruito
- Soluzione: Aumentare la velocità di taglio
- Utilizzare un liquido da taglio appropriato
- Mantenere i taglienti affilati
Segni di chiacchiere
- Soluzione: Verificare il bilanciamento del portautensili
- Controllare le vibrazioni della macchina
- Regolare i parametri di taglio
Scarsa evacuazione dei chip
- Soluzione: Ottimizzare la pressione del refrigerante
- Utilizzare gli interruttori a chip
- Implementare strategie di programmazione adeguate
Documentazione e controllo dei processi
Il mantenimento di una finitura superficiale uniforme richiede una documentazione adeguata:
Parametri di processo
- Specifiche dello strumento
- Parametri di taglio
- Informazioni sul refrigerante
Requisiti di qualità
- Specifiche di rugosità superficiale
- Standard visivi
- Metodi di misurazione
Programma di manutenzione
- Monitoraggio dell'usura degli utensili
- Calibrazione della macchina
- Manutenzione del sistema di raffreddamento
Questo approccio completo all'ottimizzazione della finitura superficiale ci ha aiutato a ottenere risultati di alta qualità sui componenti in alluminio 5083. Grazie all'attento controllo di ogni aspetto del processo di lavorazione e all'implementazione di adeguate tecniche di post-lavorazione, siamo in grado di soddisfare i requisiti di finitura superficiale più esigenti, mantenendo al contempo l'efficienza produttiva.
Quali sono le migliori tecniche di raffreddamento e lubrificazione?
La lavorazione dell'alluminio 5083 senza un adeguato raffreddamento può portare a risultati devastanti. Ho visto innumerevoli progetti fallire a causa dell'eccessivo accumulo di calore, con conseguente scarsa finitura superficiale, imprecisioni dimensionali e usura prematura degli utensili. Le conseguenze di un raffreddamento inadeguato possono trasformare un semplice lavoro di lavorazione in un costoso incubo.
Il metodo di raffreddamento più efficace per la lavorazione dell'alluminio 5083 è il raffreddamento a diluvio con refrigeranti solubili in acqua, mantenendo una concentrazione di 6-8%. Questo approccio garantisce una dissipazione ottimale del calore, riduce l'usura degli utensili e assicura una qualità di superficie costante, evitando la formazione di spigoli.

Conoscere i metodi di raffreddamento
La moderna lavorazione CNC richiede un controllo preciso della temperatura durante il processo di taglio. Il conduttività termica8 dell'alluminio 5083 lo rende particolarmente sensibile ai problemi legati al calore. Ecco la mia ripartizione dettagliata dei principali metodi di raffreddamento:
Raffreddamento per inondazione
- Fornisce un flusso continuo di refrigerante
- Eccellente dissipazione del calore
- Evacuazione superiore dei trucioli
- Ideale per operazioni ad alta velocità
Raffreddamento a nebbia
- Riduce il consumo di refrigerante
- Adatto per i tagli più leggeri
- Opzione ecologica
- Migliore visibilità durante la lavorazione
Raffreddamento ad aria
- È richiesta una configurazione minima
- Funzionamento pulito
- Soluzione economicamente vantaggiosa
- Capacità di raffreddamento limitata
Tipi di refrigerante e loro prestazioni
La mia esperienza con diversi tipi di refrigerante ha mostrato variazioni significative nelle prestazioni. Ecco un confronto completo:
| Tipo di refrigerante | Dissipazione del calore | Vita dell'utensile | Finitura superficiale | Efficacia dei costi |
|---|---|---|---|---|
| Sintetico | Eccellente | Alto | Superiore | Moderato |
| Semi-sintetico | Molto buono | Buono | Molto buono | Alto |
| Solubile in acqua | Eccellente | Molto alto | Eccellente | Molto alto |
| Olio dritto | Buono | Moderato | Buono | Basso |
Ottimizzazione dell'applicazione del refrigerante
L'efficacia delle soluzioni di raffreddamento dipende in larga misura dalle tecniche di applicazione corrette. Raccomando di concentrarsi su questi aspetti chiave:
Pressione e volume del refrigerante
- Erogazione ad alta pressione (500-1000 PSI) per tasche profonde
- Mantenimento costante della portata
- Posizionamento multiplo degli ugelli per geometrie complesse
- Monitoraggio regolare della pressione
Concentrazione Gestione
- Controlli settimanali della concentrazione
- Mantenere la concentrazione di 6-8% per i refrigeranti solubili in acqua.
- Monitoraggio regolare del pH (intervallo ideale: 8,5-9,5)
- Programma di manutenzione documentato
Strategie di raffreddamento avanzate
L'innovazione della tecnologia di raffreddamento ha introdotto diversi metodi avanzati che ho implementato con successo:
Raffreddamento passante
- Erogazione diretta del refrigerante al tagliente
- Riduzione dell'accumulo di calore
- Migliore evacuazione dei trucioli
- Durata prolungata dell'utensile
Raffreddamento criogenico
- Riduzione delle temperature estreme
- Impatto ambientale minimo
- Finitura superficiale migliorata
- Deformazione termica ridotta
Manutenzione e monitoraggio
Una corretta manutenzione garantisce prestazioni di raffreddamento ottimali:
- Controllo quotidiano del livello del liquido di raffreddamento
- Test di concentrazione settimanali
- Pulizia mensile del sistema
- Sostituzione trimestrale completa del fluido
Considerazioni ambientali
La produzione moderna richiede scelte consapevoli dal punto di vista ambientale:
- Opzioni di refrigeranti biodegradabili
- Sistemi di riciclo e filtraggio
- Protocolli di smaltimento corretti
- Riduzione delle emissioni di COV
Protocolli di sicurezza
La sicurezza rimane fondamentale quando si maneggiano i sistemi di raffreddamento:
- Analisi batteriologiche regolari
- Requisiti adeguati per i DPI
- Procedure di contenimento delle fuoriuscite
- Pianificazione della risposta alle emergenze
Tendenze future
Il panorama delle tecnologie di raffreddamento è in continua evoluzione:
- Sistemi di monitoraggio abilitati all'IoT
- Gestione del refrigerante guidata dall'intelligenza artificiale
- Formulazioni sostenibili dei refrigeranti
- Soluzioni di raffreddamento ibride
Implicazioni di costo
L'implementazione di una strategia di raffreddamento efficace influisce sui profitti:
- Costi di configurazione iniziali
- Spese di manutenzione corrente
- Vantaggi a lungo termine per la durata dell'utensile
- Incremento dell'efficienza produttiva
La scelta della tecnica di raffreddamento e lubrificazione influisce significativamente sul successo della lavorazione dell'alluminio 5083. Sulla base di test approfonditi e di applicazioni reali, il raffreddamento a diluvio con refrigeranti idrosolubili rappresenta la soluzione più affidabile ed efficiente per la maggior parte delle applicazioni. Tuttavia, i requisiti specifici del progetto potrebbero richiedere approcci alternativi, rendendo fondamentale la comprensione di tutte le opzioni disponibili.
Come prevenire la deformazione del pezzo?
La deformazione del pezzo nella lavorazione dell'alluminio 5083 è diventata una sfida persistente nella produzione di precisione. Ho visto innumerevoli progetti deragliare a causa di deformazioni e distorsioni impreviste, che hanno causato costose rilavorazioni e ritardi di produzione. Il problema diventa ancora più critico quando si tratta di componenti di alta precisione in cui ogni micron è importante.
Per evitare la deformazione del pezzo in alluminio 5083, è necessario implementare adeguate procedure di scarico delle tensioni, ottimizzare le strategie di serraggio e pianificare attentamente le sequenze di lavorazione. Inoltre, il controllo dei parametri di taglio e l'utilizzo di attrezzature adeguate possono ridurre significativamente i rischi di distorsione.

Comprendere le sollecitazioni residue nell'alluminio 5083
La causa principale della deformazione risiede spesso sollecitazione residua9 all'interno del materiale. Ho scoperto che l'alluminio 5083 è particolarmente suscettibile alla deformazione indotta da stress a causa della sua specifica composizione di lega. Ecco quali sono le cause tipiche delle tensioni residue:
- Processi di produzione (laminazione, formatura)
- Variazioni di temperatura durante la lavorazione del materiale
- Operazioni di lavorazione precedenti
- Condizioni di conservazione non corrette
Tecniche di riduzione dello stress in fase di prelavorazione
Ho sviluppato un approccio sistematico per alleviare lo stress che si è dimostrato efficace nelle nostre operazioni:
| Metodo di trattamento | Intervallo di temperatura | Durata | Vantaggi |
|---|---|---|---|
| Alleggerimento delle sollecitazioni termiche | 230-260°C | 1-2 ore | Distribuzione uniforme delle sollecitazioni |
| Sollievo dallo stress vibratorio | Temperatura ambiente | 20-30 minuti | Alternativa non termica |
| Invecchiamento naturale | Temperatura ambiente | 24-48 ore | Soluzione economicamente vantaggiosa |
Ottimizzazione delle strategie di serraggio
Il modo in cui blocchiamo i pezzi ha un impatto significativo sulla deformazione. Raccomando queste tecniche collaudate:
Forza di serraggio distribuita
- Utilizzare più punti di serraggio
- Applicare valori di coppia coerenti
- Monitorare regolarmente la pressione di serraggio
Design strategico degli apparecchi
- Supporto delle funzioni critiche
- Consentire l'espansione termica
- Ridurre al minimo l'area di contatto, ove possibile
Pianificazione intelligente della sequenza di lavorazione
In base alla mia esperienza, la sequenza corretta è fondamentale:
Fase di lavorazione grezza
- Rimuovere il materiale in modo simmetrico
- Mantenere una distribuzione equilibrata delle sollecitazioni
- Lasciare uno stock adeguato per la finitura
Sollievo dallo stress intermedio
- Lasciare che le parti si stabilizzino tra un'operazione e l'altra
- Verificare la presenza di eventuali deformazioni preliminari
- Effettuare le regolazioni necessarie
Lavorazione di finitura
- Utilizzare tagli leggeri
- Mantenere una profondità di taglio costante
- Monitorare attentamente la temperatura
Ottimizzazione dei parametri di taglio
Ho riscontrato che questi parametri funzionano meglio per ridurre al minimo la deformazione:
| Parametro | Lavorazione grezza | Lavorazione di finitura |
|---|---|---|
| Velocità di taglio | 300-400 m/min | 400-500 m/min |
| Velocità di alimentazione | 0,15-0,25 mm/dente | 0,05-0,15 mm/dente |
| Profondità di taglio | 2-4 mm | 0,2-0,5 mm |
| Flusso del refrigerante | Alto | Moderato |
Strategie di controllo della temperatura
La gestione della temperatura è fondamentale per la stabilità dimensionale:
Gestione del refrigerante
- Utilizzare sistemi di raffreddamento ad alta pressione
- Mantenere una temperatura costante del refrigerante
- Garantire una portata adeguata
Temperatura della zona di taglio
- Monitoraggio della temperatura dell'utensile
- Implementare pause di raffreddamento adeguate
- Utilizzare velocità di taglio adeguate
Controllo e verifica della qualità
Per garantire il successo, attuo sempre queste fasi di verifica:
Misure in corso d'opera
- Controlli dimensionali regolari
- Monitoraggio del modello di stress
- Tracciamento della temperatura
Ispezione finale
- Verifica CMM
- Misure di planarità
- Analisi della finitura superficiale
Considerazioni ambientali
L'ambiente del negozio gioca un ruolo fondamentale:
Controllo della temperatura
- Mantenere una temperatura ambiente stabile
- Evitare l'esposizione diretta alla luce solare
- Controllo della circolazione dell'aria
Pratiche di stoccaggio
- Stoccaggio corretto del materiale
- Protetto dai fattori ambientali
- Rotazione regolare delle scorte
Grazie all'attuazione di queste strategie complete, abbiamo ottenuto un successo costante nella prevenzione della deformazione del pezzo nella lavorazione dell'alluminio 5083. La chiave sta nel capire che la prevenzione delle deformazioni non è un processo in un'unica fase, ma piuttosto un approccio sistematico che inizia con la selezione del materiale e prosegue con l'ispezione finale.
Ricordate che ogni progetto può richiedere lievi modifiche a queste linee guida in base a requisiti e condizioni specifiche. Partite sempre da una conoscenza approfondita della vostra particolare applicazione e adattate queste raccomandazioni di conseguenza.
Quali sono i metodi di controllo della qualità più comuni?
Il controllo qualità nella lavorazione dell'alluminio 5083 può essere un grosso problema per i produttori. Senza metodi di ispezione adeguati, anche piccole deviazioni possono portare allo scarto dei pezzi, a ritardi nella produzione e a significative perdite finanziarie. Ho visto molti produttori in difficoltà quando i loro processi di controllo della qualità non sono abbastanza robusti.
Il controllo qualità per la lavorazione dell'alluminio 5083 prevede diverse tecniche di ispezione, tra cui misure CMM, analisi delle superfici e controlli visivi. Questi metodi lavorano insieme al monitoraggio del processo e alla verifica delle tolleranze per garantire che i pezzi siano sempre conformi alle specifiche.

Ispezione con macchina di misura a coordinate (CMM)
L'ispezione CMM è la spina dorsale del nostro processo di controllo qualità alla PTSMAKE. Questo sistema di misurazione avanzato utilizza una sonda per raccogliere dati dimensionali precisi dai pezzi lavorati. Il metrologia10 Le capacità delle macchine CMM ci permettono di:
- Misura di geometrie complesse con precisione fino a 0,001 mm
- Confrontare le dimensioni reali con i modelli CAD
- Generare rapporti di ispezione dettagliati
- Identificare le deviazioni nelle prime fasi del processo di produzione
Mi assicuro che il nostro team esegua ispezioni CMM nelle fasi chiave della produzione:
- Ispezione del primo articolo
- Controlli in corso d'opera
- Verifica finale
Analisi della rugosità superficiale
La qualità della superficie è fondamentale per i componenti in alluminio 5083. Per misurare la rugosità superficiale utilizziamo sia metodi a contatto che metodi senza contatto:
| Metodo | Applicazioni | Vantaggi |
|---|---|---|
| Profilometro | Superfici piane, geometrie semplici | Alta precisione, dati quantitativi |
| Scanner ottico | Geometrie complesse, caratteristiche profonde | Misura rapida e senza contatto |
| Sistemi di visione | Difetti superficiali, riconoscimento di pattern | Ispezione in tempo reale, grandi aree |
Protocolli di ispezione visiva
Sebbene gli strumenti di misura avanzati siano essenziali, l'ispezione visiva qualificata rimane preziosa. I nostri ispettori controllano che:
Difetti di superficie
- Graffi
- Ammaccature
- Segni di utensili
Consistenza del materiale
- Uniformità del colore
- Finitura superficiale
- Integrità del materiale
Qualità della lavorazione
- Qualità dei bordi
- Rimozione della bava
- Aspetto generale
Sistemi di monitoraggio dei processi
Il monitoraggio in tempo reale aiuta a mantenere la qualità durante tutta la produzione:
Monitoraggio dei parametri della macchina
- Velocità del mandrino
- Velocità di alimentazione
- Usura degli utensili
- Temperatura
Controllo statistico del processo (SPC)
- Carte di controllo
- Analisi delle tendenze
- Studi sulla capacità di processo
Metodi di verifica della tolleranza
Implementiamo un approccio a più livelli alla verifica della tolleranza:
Controlli prelavorazione
- Certificazione del materiale
- Dimensioni dello stock
- Verifica dell'impostazione
Verifica in corso d'opera
- Misure di dimensioni critiche
- Tolleranze geometriche
- Controlli della finitura superficiale
Ispezione finale
- Verifica dimensionale completa
- Test funzionali
- Revisione della documentazione
Documentazione e rapporti
La documentazione del controllo qualità è fondamentale per la tracciabilità:
- Rapporti di ispezione
- Certificati di materiale
- Parametri di processo
- Registri delle non conformità
- Azioni correttive
Ho implementato un sistema di documentazione digitale che consente un rapido accesso ai registri di qualità e aiuta a identificare tendenze o potenziali problemi prima che diventino tali.
Integrazione del sistema di gestione della qualità
I nostri metodi di controllo della qualità fanno parte di un sistema di gestione della qualità più ampio:
Procedure operative standard (SOP)
- Istruzioni di lavoro dettagliate
- Procedure di ispezione
- Requisiti di calibrazione
Programmi di formazione
- Certificazione di ispettore
- Funzionamento dell'apparecchiatura
- Consapevolezza della qualità
Miglioramento continuo
- Audit regolari
- Metriche di prestazione
- Ottimizzazione del processo
Calibrazione e manutenzione delle apparecchiature
La calibrazione regolare garantisce l'accuratezza della misura:
- Calibrazione annuale delle macchine CMM
- Verifica mensile degli strumenti di misura
- Controlli quotidiani degli strumenti di base
- Programmi di manutenzione preventiva
Questo approccio completo al controllo qualità ci aiuta a mantenere una qualità costante nella lavorazione dell'alluminio 5083. Combinando una tecnologia di misurazione avanzata con metodi di ispezione collaudati e un'attenta documentazione, possiamo garantire che i pezzi soddisfino costantemente le specifiche.
Comprendere il ruolo del magnesio nel migliorare la forza e la resistenza, fondamentale per selezionare la giusta lega di alluminio. ↩
Scoprite come l'incrudimento influisce sulla lavorazione e come superare le sue sfide. ↩
Scoprite come l'angolo d'elica influisce sulla formazione del truciolo e migliora le prestazioni di lavorazione. ↩
Imparate a ottimizzare l'efficienza della lavorazione regolando i parametri della velocità di asportazione del materiale. ↩
Comprendere la formazione del truciolo per migliorare l'efficienza della lavorazione e la qualità dei pezzi. ↩
Imparate a conoscere la velocità di taglio per ottimizzare la durata degli utensili e migliorare l'efficienza della lavorazione. ↩
Scoprite come l'angolo di spoglia influisce sulla formazione del truciolo e sulle forze di taglio per una migliore finitura superficiale. ↩
Comprendere la sensibilità al calore dell'alluminio per elaborare strategie di raffreddamento efficaci nella lavorazione. ↩
Imparate a conoscere gli effetti delle tensioni residue sulla lavorazione e a mitigare le deformazioni. ↩
Imparate a conoscere la metrologia per aumentare l'accuratezza delle misure e migliorare il controllo di qualità della produzione. ↩






