

Molti produttori hanno difficoltà a scegliere il materiale giusto per le loro parti in plastica. Le infinite opzioni e le specifiche tecniche possono essere schiaccianti e spesso portano a costosi errori nella scelta del materiale. Ho visto aziende sprecare migliaia di dollari in progetti falliti semplicemente perché hanno scelto la plastica sbagliata.
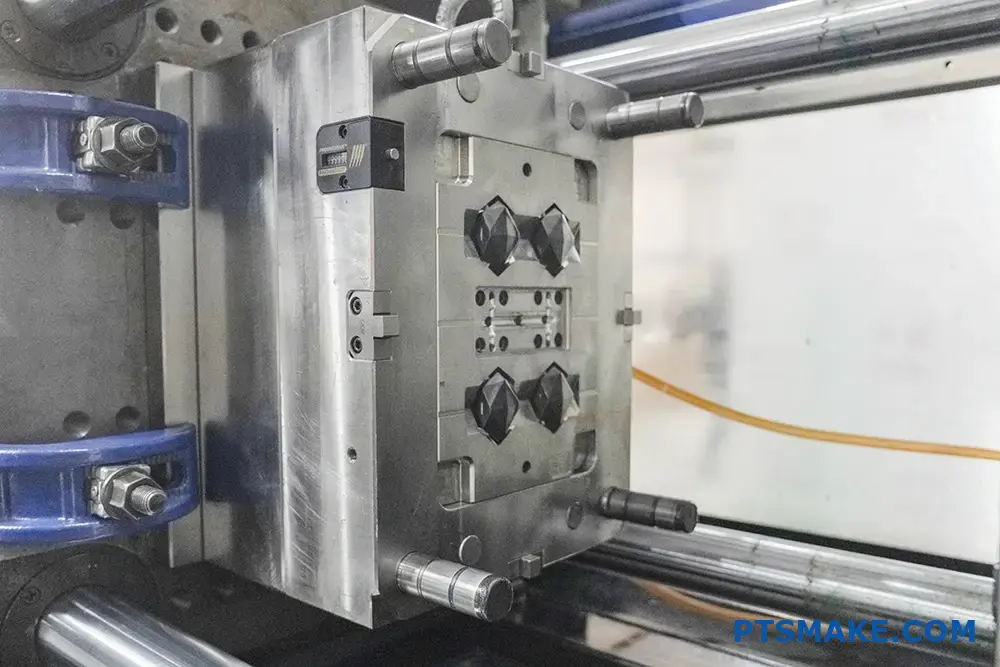
Lo stampaggio a iniezione dell'ABS è un processo di produzione che combina polimeri di acrilonitrile, butadiene e stirene per creare parti in plastica resistenti. Questo processo utilizza calore e pressione per fondere la plastica ABS e iniettarla negli stampi, producendo componenti forti e resistenti agli urti.

Voglio condividere con voi alcune informazioni fondamentali sullo stampaggio a iniezione dell'ABS che potrebbero farvi risparmiare tempo e denaro. In qualità di supervisore di numerosi progetti di stampaggio ABS presso PTSMAKE, comprendo l'importanza di un processo corretto. Permettetemi di illustrarvi gli aspetti essenziali che rendono lo stampaggio a iniezione dell'ABS una scelta privilegiata per molti settori.
Il materiale ABS è facile da modellare?
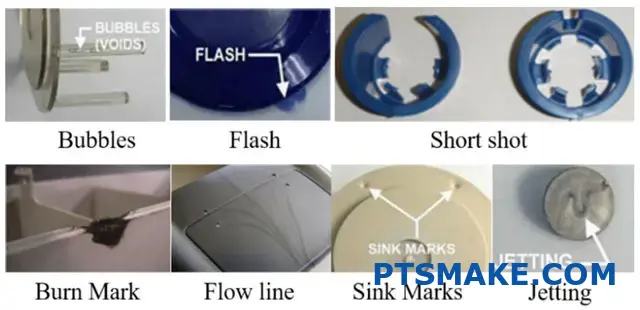
Avete mai avuto a che fare con parti in plastica ABS deformate o deformabili? Molti produttori si trovano a dover affrontare problemi di stampaggio dell'ABS, da antiestetiche macchie di lavanderia a frustranti guasti dei pezzi. Questi problemi possono causare costosi ritardi di produzione e sprechi di materiale, lasciandovi il dubbio di aver scelto il materiale giusto.
L'ABS è generalmente facile da stampare grazie all'ampia finestra di lavorazione e alle buone caratteristiche di fluidità. Tuttavia, il successo dipende dai parametri di stampaggio, dalla configurazione delle attrezzature e dalla gestione dei materiali. Con la giusta esperienza e preparazione, l'ABS può essere stampato in modo efficiente e costante.
Conoscere le proprietà del materiale ABS
L'ABS (Acrilonitrile Butadiene Stirene) è un materiale termoplastico versatile che offre una combinazione unica di proprietà. Le caratteristiche del materiale temperatura di transizione vetrosa1 gioca un ruolo cruciale nella sua stampabilità. Noi di PTSMAKE abbiamo scoperto che la comprensione di queste proprietà è essenziale per il successo dello stampaggio:
Struttura chimica Vantaggi
- Acrilonitrile: Fornisce resistenza chimica
- Butadiene: Migliora la resistenza agli urti
- Stirene: Offre una buona lavorabilità
Proprietà fisiche fondamentali
| Proprietà | Gamma tipica | Impatto sullo stampaggio |
|---|---|---|
| Indice di flusso di fusione | 1-36 g/10min | Influenza la capacità di riempimento |
| Restringimento | 0.4-0.7% | Influenza la precisione dei pezzi |
| Temperatura di lavorazione | 220-260°C | Determina il comportamento della fusione |
Parametri critici di stampaggio
Il successo nello stampaggio dell'ABS dipende in larga misura dal controllo di diversi parametri chiave:
Controllo della temperatura
La corretta gestione della temperatura è fondamentale per lo stampaggio dell'ABS. In base alla mia esperienza presso PTSMAKE, raccomandiamo:
- Temperatura della canna: 220-260°C
- Temperatura dello stampo: 60-80°C
- Temperatura dell'ugello: 230-250°C
Impostazioni di pressione
Un adeguato controllo della pressione garantisce la qualità dei pezzi:
- Pressione di iniezione: 70-120 MPa
- Pressione di mantenimento: 50-80% della pressione di iniezione
- Contropressione: 2,5-5 MPa
Problemi comuni di stampaggio
Sensibilità all'umidità
L'ABS richiede un'adeguata essiccazione prima della lavorazione:
- Contenuto di umidità consigliato: <0,1%
- Temperatura di asciugatura: 80-85°C
- Tempo di asciugatura: 2-4 ore
Prevenzione dei difetti di superficie
Problemi e soluzioni comuni:
| Difetto | Causa | Soluzione |
|---|---|---|
| Segni di lavandino | Imballaggio insufficiente | Aumentare la pressione di mantenimento |
| Linee di flusso | Scarsa temperatura di fusione | Regolare la temperatura della canna |
| Guasto | Raffreddamento non uniforme | Bilanciamento dei canali di raffreddamento |
Le migliori pratiche di movimentazione dei materiali
Requisiti di stoccaggio
- Conservare in contenitori sigillati
- Mantenere l'umidità relativa al di sotto di 50%
- Tenere lontano dalla luce diretta del sole
Fasi di pre-elaborazione
- Test sui materiali
- Asciugatura corretta
- Pulizia delle apparecchiature
- Verifica dei parametri
Tecniche avanzate di stampaggio
Stampaggio a più riprese
Noi di PTSMAKE abbiamo implementato con successo lo stampaggio multi-shot con l'ABS:
- Consente di realizzare progetti complessi
- Riduce le fasi di assemblaggio
- Migliora la funzionalità della parte
Approccio scientifico allo stampaggio
L'utilizzo di principi di stampaggio scientifici garantisce la coerenza:
- Sviluppo sistematico del processo
- Selezione dei parametri guidata dai dati
- Monitoraggio e regolazione continui
Considerazioni specifiche per il settore
Applicazioni automobilistiche
- Requisiti di resistenza agli urti elevati
- Esigenze di stabilità della temperatura
- Specifiche della finitura superficiale
Elettronica di consumo
- Tolleranze dimensionali ridotte
- Requisiti estetici
- Capacità di schermatura EMI
Misure di controllo della qualità
Controlli in corso d'opera
- Ispezioni visive regolari
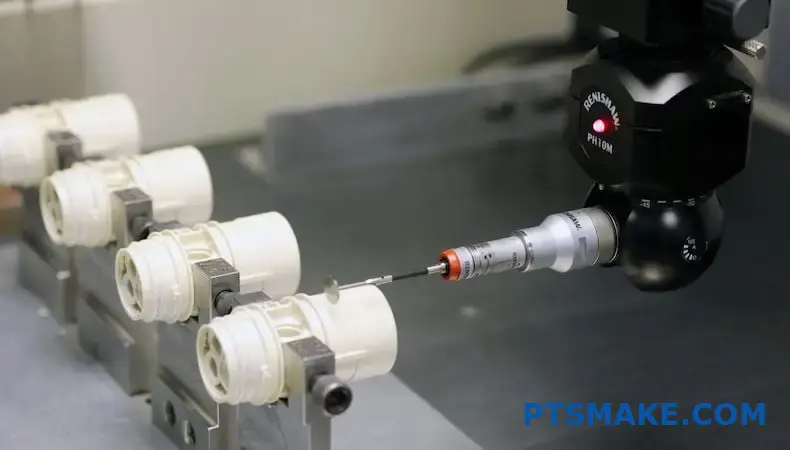
- Verifica dimensionale
- Controlli del peso
- Valutazione della qualità della superficie
Test post-stampaggio
| Tipo di test | Scopo | Frequenza |
|---|---|---|
| Test d'impatto | Verifica della resistenza | Per lotto |
| Analisi dimensionale | Conformità alle dimensioni | Per impostazione |
| Ispezione visiva | Qualità della superficie | 100% |
Strategie di ottimizzazione dei costi
Selezione del materiale
- Selezione del grado in base alla domanda
- Ottimizzazione dell'uso del regrind
- Gestione della catena di approvvigionamento
Efficienza del processo
- Ottimizzazione del tempo di ciclo
- Riduzione dei consumi energetici
- Riduzione del tasso di scarto
Grazie all'implementazione di questi approcci completi, PTSMAKE ha ottenuto un successo costante nello stampaggio dell'ABS. Sebbene il materiale presenti alcune sfide, una preparazione e un controllo adeguati lo rendono uno dei tecnopolimeri più facili da lavorare.
La plastica ABS può essere stampata a compressione?
Quando i produttori prendono in considerazione lo stampaggio a compressione della plastica ABS, spesso si trovano di fronte a un dilemma critico. Il processo sembra semplice, ma il potenziale di degradazione del materiale e di risultati incoerenti crea una notevole incertezza. Ho visto molti clienti lottare con tentativi falliti, sprecando tempo e risorse.
Anche se la plastica ABS può essere tecnicamente stampata a compressione, non è consigliabile a causa della sua natura termoplastica. La struttura molecolare del materiale lo rende più adatto ai processi di stampaggio a iniezione, dove i cicli controllati di riscaldamento e raffreddamento possono preservarne le proprietà e garantire una qualità costante.

Conoscere le proprietà del materiale ABS
Il successo di qualsiasi processo di stampaggio dipende in larga misura dalla comprensione delle caratteristiche del materiale. L'ABS (acrilonitrile butadiene stirene) ha proprietà specifiche che influenzano il suo comportamento nella lavorazione:
Proprietà termiche
- Temperatura di transizione vetrosa: 105°C
- Intervallo di temperatura di lavorazione: 190-250°C
- Temperatura di deviazione del calore: 85-98°C
Il materiale presenta comportamento viscoelastico2 durante la lavorazione, il che influisce sulla risposta alle forze di compressione.
Perché lo stampaggio a compressione non è ideale per l'ABS
Caratteristiche del flusso di materiale
Noi di PTSMAKE abbiamo testato a fondo diversi metodi di stampaggio dell'ABS. Il comportamento di flusso del materiale presenta diverse sfide durante lo stampaggio a compressione:
- Distribuzione non uniforme del materiale
- Rischi di intrappolamento dell'aria
- Densità incoerente nel pezzo
Problemi di controllo della temperatura
La tabella seguente illustra le principali differenze tra lo stampaggio a compressione e lo stampaggio a iniezione per l'ABS:
| Parametro | Stampaggio a compressione | Stampaggio a iniezione |
|---|---|---|
| Controllo della temperatura | Limitato | Preciso |
| Tempo di ciclo | Più lungo | Più breve |
| Coerenza delle parti | Variabile | Alto |
| Costo dello strumento | Più basso | Più alto |
| Volume di produzione | Medio-basso | Medio-alto |
Migliori alternative per il trattamento degli ABS
Vantaggi dello stampaggio a iniezione
In base alla nostra esperienza di produzione, lo stampaggio a iniezione offre risultati superiori per l'ABS:
- Migliore controllo del flusso di materiale
- Qualità dei pezzi più costante
- Maggiore efficienza produttiva
- Riduzione dei rifiuti
- Migliore finitura superficiale
Ottimizzazione dei parametri di processo
Per ottenere risultati ottimali con l'ABS, si consigliano i seguenti parametri di stampaggio a iniezione:
- Temperatura di fusione: 220-260°C
- Temperatura di stampaggio: 50-80°C
- Pressione di iniezione: 70-120 MPa
- Pressione di mantenimento: 40-80% della pressione di iniezione
Considerazioni sulla qualità
Finitura ed estetica della superficie
Le differenze di qualità superficiale tra i pezzi in ABS stampati a compressione e a iniezione sono significative:
Lo stampaggio a iniezione fornisce:
- Superfici più lisce
- Migliore ritenzione della brillantezza
- Consistenza più omogenea
- Riproduzione dei dettagli di qualità superiore
Lo stampaggio a compressione produce tipicamente:
- Finitura superficiale variabile
- Potenziale di linee di flusso
- Aspetto meno coerente
- Capacità di dettaglio limitata
Integrità strutturale
Il mio team ha condotto test approfonditi su parti in ABS stampate a compressione e a iniezione. Il confronto dell'integrità strutturale rivela:
Proprietà meccaniche
- Resistenza alla trazione
- Resistenza agli urti
- Stabilità dimensionale
- Resistenza alla deformazione
Prestazioni a lungo termine
- Resistenza agli agenti atmosferici
- Stabilità ai raggi UV
- Resistenza chimica
- Resistenza al calore
Analisi dei costi ed efficienza produttiva
Considerazioni sui volumi di produzione
La scelta tra stampaggio a compressione e a iniezione si riduce spesso a questioni economiche:
Produzione a basso volume (< 1.000 pezzi)
- Costi degli strumenti
- Tempo di configurazione
- Rifiuti di materiale
- Requisiti per la manodopera
Produzione ad alto volume (> 1.000 pezzi)
- Efficienza del tempo di ciclo
- Potenziale di automazione
- Coerenza della qualità
- Costo complessivo per pezzo
Investimento e ROI
Quando si considerano i metodi di lavorazione dell'ABS, questi fattori influenzano il ritorno sull'investimento:
| Fattore | Stampaggio a compressione | Stampaggio a iniezione |
|---|---|---|
| Investimento iniziale | Più basso | Più alto |
| Costi operativi | Più alto per parte | Più basso per parte |
| Velocità di produzione | Più lento | Più veloce |
| Tasso di scarto | Più alto | Più basso |
| Costo del lavoro | Più alto | Più basso |
Impatto ambientale e sostenibilità
La scelta del metodo di produzione influisce sulla sostenibilità ambientale:
Materiale di scarto
- Lo stampaggio a compressione genera in genere più scarti
- Lo stampaggio a iniezione offre una migliore efficienza dei materiali
- Il potenziale di riciclaggio varia a seconda del processo
Consumo di energia
- Efficienza del processo
- Requisiti dell'attrezzatura
- Durata del ciclo di produzione
In PTSMAKE diamo priorità alle pratiche di produzione sostenibili, pur mantenendo standard di alta qualità. I nostri processi di stampaggio a iniezione per i materiali ABS raggiungono tassi di utilizzo dei materiali superiori a 98%, riducendo in modo significativo gli scarti e l'impatto ambientale.
Quali sono i diversi gradi di stampaggio a iniezione dell'ABS?
La scelta del giusto grado di ABS per lo stampaggio a iniezione può essere travolgente. Con centinaia di opzioni disponibili, ognuna delle quali presenta proprietà distinte, molti ingegneri e progettisti di prodotti faticano a fare la scelta ottimale per la loro specifica applicazione. Questa decisione ha un impatto diretto sulla qualità e sulle prestazioni del prodotto.
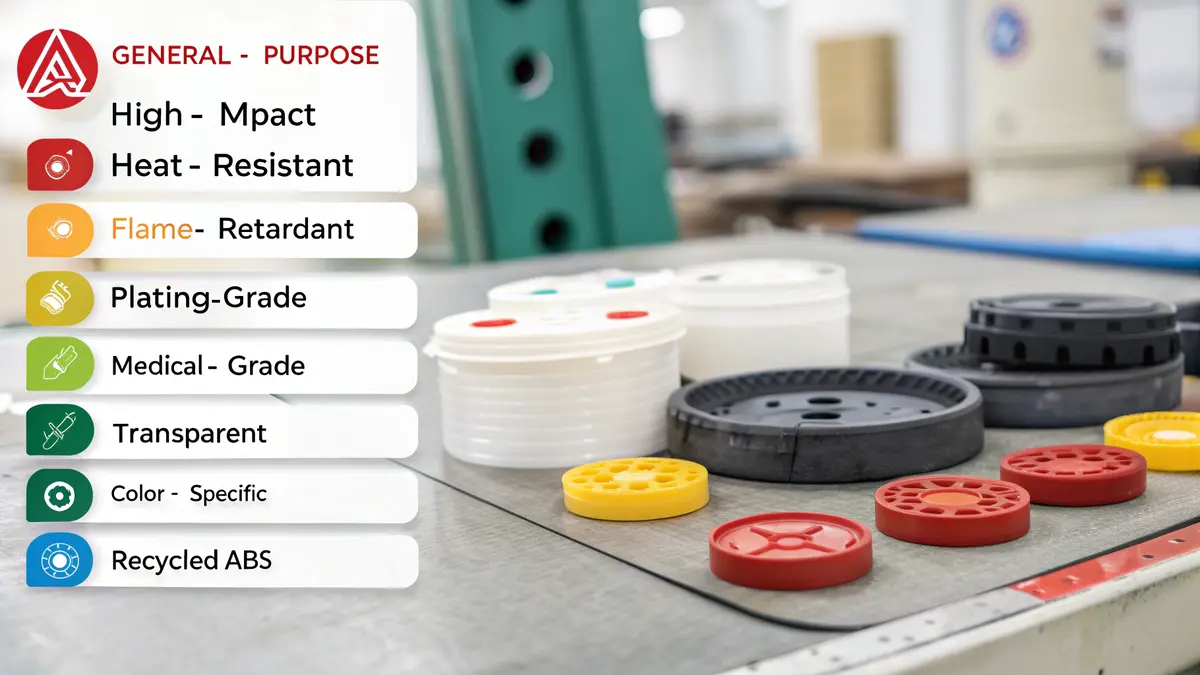
I gradi ABS (acrilonitrile butadiene stirene) per lo stampaggio a iniezione sono classificati in base alle loro proprietà e applicazioni specifiche. Le categorie principali comprendono gradi generici, resistenti al calore, ad alto impatto, ritardanti di fiamma e specializzati, ognuno dei quali offre caratteristiche uniche per le diverse esigenze di produzione.
Conoscere i gradi dell'ABS per uso generale
I gradi ABS per uso generale sono le varianti più comunemente utilizzate nello stampaggio a iniezione. Questi gradi offrono una combinazione equilibrata di proprietà che li rendono adatti a un'ampia gamma di applicazioni. Noi di PTSMAKE consigliamo spesso questi gradi per i prodotti che non richiedono caratteristiche di prestazione estreme.
Le proprietà principali includono:
- Resistenza agli urti moderata
- Buona finitura superficiale
- Discreta resistenza al calore
- Prezzi convenienti
Le applicazioni più comuni per i gradi per uso generale includono:
- Alloggiamenti per elettronica di consumo
- Componenti interni per autoveicoli
- Parti di elettrodomestici
- Giocattoli e prodotti ricreativi
Gradi di ABS ad alto impatto
I gradi ad alto impatto contengono una percentuale più elevata di gomma butadiene3 che aumenta notevolmente la resistenza agli urti. Questi gradi sono essenziali per la produzione di pezzi che devono resistere a urti ripetuti o a condizioni difficili.
Caratteristiche delle prestazioni
- Resistenza agli urti superiore
- Resistenza migliorata
- Buone prestazioni a bassa temperatura
- Resistenza al calore leggermente inferiore
Applicazioni tipiche
- Dispositivi di protezione
- Alloggiamenti per utensili
- Parti esterne per autoveicoli
- Custodie industriali
Gradi di ABS resistenti al calore
Per le applicazioni che richiedono una migliore stabilità termica, i gradi ABS resistenti al calore offrono prestazioni migliori a temperature elevate.
| Proprietà | Valore standard | Valore aggiunto |
|---|---|---|
| Temperatura di deflessione del calore | 85°C | Fino a 110°C |
| Punto di rammollimento Vicat | 100°C | Fino a 120°C |
| Temperatura di servizio continua | 75°C | Fino a 95°C |
Gradi di ABS ignifugo
Le norme di sicurezza spesso richiedono materiali con specifiche proprietà ignifughe. Questi gradi specializzati incorporano additivi ignifughi pur mantenendo le caratteristiche fondamentali dell'ABS.
Caratteristiche principali
- Classificazioni UL94 V-0, V-1 o V-2
- Emissione minima di fumo
- Proprietà autoestinguenti
- Proprietà meccaniche mantenute
ABS placcato
Questi gradi specializzati sono progettati specificamente per le applicazioni che richiedono la placcatura dei metalli. Ho visto risultati notevoli con questi gradi nella creazione di parti decorative di alto livello.
Proprietà critiche
- Qualità della superficie migliorata
- Eccellente placcabilità
- Buona adesione agli strati metallici
- Prestazioni costanti
ABS di grado medicale
Le applicazioni mediche richiedono gradi specifici che soddisfano i più severi requisiti normativi. Questi gradi offrono:
- Biocompatibilità
- Conformità alla FDA
- Certificazione USP Classe VI
- Resistenza alla sterilizzazione
Gradi di ABS trasparente
Pur non essendo trasparenti come il PC o il PMMA, questi gradi offrono una maggiore chiarezza rispetto all'ABS standard:
Le applicazioni includono
- Guide luminose
- Finestre di visualizzazione
- Elementi decorativi
- Coperture semitrasparenti
Gradi specifici per colore
I diversi requisiti di colorabilità richiedono gradi di ABS specifici:
| Tipo di colore | Caratteristiche | Applicazioni comuni |
|---|---|---|
| Naturale | Eccellente colorabilità | Parti colorate personalizzate |
| Pre-colorato | Colore uniforme | Produzione di massa |
| Bianco | Alta luminosità | Alloggiamenti per elettrodomestici |
| Nero | Resistente ai raggi UV | Applicazioni esterne |
Gradi di ABS riciclato
Con la crescente importanza della sostenibilità, i gradi di ABS riciclato stanno guadagnando popolarità. Noi di PTSMAKE offriamo diverse opzioni:
- Qualità riciclate postindustriali
- Qualità riciclate post-consumo
- Gradi di miscela (vergine + riciclato)
Criteri di selezione per i gradi ABS
Quando aiuto i clienti a scegliere il giusto grado di ABS, considero diversi fattori:
Requisiti per l'applicazione
- Temperatura di esercizio
- Esigenze di resistenza agli urti
- Esposizione chimica
- Esposizione ai raggi UV
Condizioni di elaborazione
- Design dello stampo
- Requisiti del tempo di ciclo
- Capacità delle apparecchiature
- Volume di produzione
Considerazioni economiche
- Costo del materiale
- Efficienza di elaborazione
- Requisiti di qualità dei pezzi
- Scala di produzione
Requisiti normativi
- Standard del settore
- Regolamenti ambientali
- Certificazioni di sicurezza
- Conformità regionale
Considerazioni sul controllo di qualità
Ogni grado di ABS richiede specifiche misure di controllo della qualità:
Parametri di test
- Indice di flusso di fusione
- Resistenza agli urti
- Temperatura di deflessione del calore
- Consistenza del colore
- Qualità della superficie
Controlli di processo
- Parametri di essiccazione
- Profili di temperatura
- Pressione di iniezione
- Tempo di raffreddamento
- Rimozione del pezzo
Grazie alla mia esperienza presso PTSMAKE, ho scoperto che la comprensione di questi diversi gradi e delle loro applicazioni è fondamentale per il successo dei progetti di stampaggio a iniezione. Quando lavorate con noi, il nostro team di esperti vi aiuta a selezionare il grado di ABS ottimale per la vostra specifica applicazione, garantendovi prestazioni e convenienza.
A quale temperatura si modella la plastica ABS?
Ogni giorno incontro produttori alle prese con le temperature di stampaggio dell'ABS. Si ritrovano con pezzi deformati a causa di temperature errate o con problemi di degrado del materiale. Questi problemi legati alla temperatura non solo comportano uno spreco di materiali preziosi, ma anche costosi ritardi di produzione.
Per ottenere risultati ottimali, la plastica ABS si modella in genere a una temperatura di 440-500°F (227-260°C). La temperatura specifica all'interno di questo intervallo dipende dal tipo di ABS, dalla geometria del pezzo e dalle condizioni di stampaggio. Il mantenimento di temperature di fusione e di stampaggio adeguate è fondamentale per ottenere pezzi di alta qualità.

Conoscere i parametri della temperatura di stampaggio dell'ABS
Zone di temperatura di fusione
Il successo dello stampaggio a iniezione dell'ABS dipende in larga misura dal mantenimento di temperature adeguate in diverse zone. Noi di PTSMAKE abbiamo sviluppato un approccio completo al controllo della temperatura che garantisce una qualità costante dei pezzi. Il degrado termico4 dell'ABS se le temperature superano i limiti raccomandati.
Ecco una ripartizione dettagliata delle zone di temperatura tipiche:
| Zona | Intervallo di temperatura (°F) | Intervallo di temperatura (°C) | Scopo |
|---|---|---|---|
| Zona di alimentazione | 380-420 | 193-216 | Preparazione del materiale |
| Zona di compressione | 420-460 | 216-238 | Fusione del materiale |
| Zona di misurazione | 440-500 | 227-260 | Omogeneizzazione finale della fusione |
Controllo della temperatura dello stampo
La temperatura dello stampo svolge un ruolo fondamentale per la qualità dei pezzi e il tempo di ciclo. In base alla mia esperienza di lavoro con vari tipi di ABS, raccomando i seguenti intervalli di temperatura dello stampo:
| Tipo di parte | Temperatura dello stampo (°F) | Temperatura dello stampo (°C) |
|---|---|---|
| Parti a parete sottile | 150-170 | 66-77 |
| Parti standard | 170-190 | 77-88 |
| Parti a parete spessa | 190-210 | 88-99 |
Fattori critici che influenzano la temperatura di stampaggio
Considerazioni sul grado del materiale
I diversi gradi di ABS richiedono impostazioni di temperatura specifiche:
- Gradi ad alto impatto: Richiedono generalmente temperature più basse
- Gradi resistenti al calore: Necessitano di temperature di lavorazione più elevate
- Gradi ritardanti di fiamma: Richiedono un controllo preciso della temperatura
Impatto del design della parte
La geometria del pezzo influenza in modo significativo la temperatura di stampaggio ottimale:
- Variazioni dello spessore della parete
- Presenza di caratteristiche complesse
- Requisiti di lunghezza del flusso
- Specifiche della finitura superficiale
Difetti e soluzioni legati alla temperatura
Problemi comuni
Scatti brevi
- Causa: Temperatura di fusione troppo bassa
- Soluzione: Aumentare la temperatura con incrementi di 10°F
Bruciatura
- Causa: Temperatura di fusione eccessiva
- Soluzione: Ridurre gradualmente la temperatura monitorando la qualità dei pezzi
Difetti di superficie
- Causa: Temperatura stampo errata
- Soluzione: Regolare la temperatura dello stampo in base ai requisiti della superficie
Misure di controllo della qualità
Per mantenere costante la qualità dei pezzi, noi di PTSMAKE implementiamo:
- Monitoraggio della temperatura in tempo reale
- Calibrazione regolare dei sensori di temperatura
- Documentazione dei parametri ottimali
- Controlli di qualità a intervalli specifici
Strategie avanzate di controllo della temperatura
Ottimizzazione del processo
Per ottenere risultati ottimali:
- Iniziare con le temperature consigliate dal produttore
- Effettuare piccoli aggiustamenti incrementali
- Documentare tutte le modifiche e i risultati
- Monitorare la qualità dei pezzi dopo ogni regolazione
Considerazioni sull'efficienza energetica
Un adeguato controllo della temperatura influisce anche sul consumo energetico:
- Isolare i sistemi a botte e a canale caldo
- Utilizzare elementi di riscaldamento efficienti
- Implementare sistemi di recupero energetico
- Ottimizzare i tempi di ciclo
Applicazioni e considerazioni speciali
Parti ad alte prestazioni
Per applicazioni esigenti:
- Utilizzare sistemi di controllo della temperatura precisi
- Implementare il controllo adattivo dei processi
- Monitorare il tempo di permanenza del materiale
- Convalidare la qualità dei pezzi con test avanzati
Applicazioni multimateriale
Quando si modella l'ABS con altri materiali:
- Considerare la compatibilità delle temperature di lavorazione
- Utilizzare transizioni di temperatura appropriate
- Monitorare la qualità dell'interfaccia del materiale
- Implementare procedure di spurgo adeguate
Grazie a un attento controllo e monitoraggio della temperatura, otteniamo costantemente pezzi in ABS di alta qualità. La chiave è la comprensione della relazione tra le proprietà del materiale, le condizioni di lavorazione e i requisiti dei pezzi. Noi di PTSMAKE abbiamo perfezionato questi processi per ottenere risultati eccezionali per i nostri clienti, sia che abbiano bisogno di prototipi che di grandi volumi di produzione.
Come ottimizzare la progettazione dei pezzi per lo stampaggio a iniezione dell'ABS?
La progettazione di pezzi per lo stampaggio a iniezione di ABS può essere impegnativa. Molti ingegneri si scontrano con problemi quali deformazioni, segni di affossamento e spessori di parete incoerenti, che portano allo scarto dei pezzi e a costosi ritardi di produzione.
La chiave per ottimizzare la progettazione dello stampaggio a iniezione dell'ABS risiede nel seguire linee guida essenziali: mantenere uno spessore uniforme delle pareti, incorporare angoli di sformo adeguati, progettare strutture di nervature appropriate e posizionare le porte in modo strategico. Questi elementi garantiscono la qualità e la producibilità dei pezzi.
Comprendere i requisiti di spessore delle pareti
Uno degli aspetti più critici della progettazione di un pezzo in ABS è lo spessore delle pareti. Lo comportamento reologico5 dell'ABS durante il processo di stampaggio richiede un'attenta considerazione delle dimensioni delle pareti. Si consiglia di seguire le seguenti linee guida:
Intervallo di spessore della parete consigliato
| Dimensione del pezzo | Spessore minimo | Spessore massimo | Spessore ottimale |
|---|---|---|---|
| Parti piccole (<4 pollici) | 1,0 mm | 3,0 mm | 2,0 mm |
| Parti medie (4-8 pollici) | 1,2 mm | 3,5 mm | 2,5 mm |
| Parti grandi (>8 pollici) | 1,5 mm | 4,0 mm | 3,0 mm |
Transizioni di spessore della parete
Quando si progettano le transizioni tra diversi spessori di parete, mantenere un cambiamento graduale utilizzando un rapporto di 3:1 o meno. Noi di PTSMAKE abbiamo riscontrato che i cambiamenti bruschi spesso portano a concentrazioni di stress e a potenziali rotture dei pezzi.
Bozza di implementazione dell'angolo
Gli angoli di sformo sono essenziali per facilitare l'espulsione del pezzo. In base alla mia esperienza di lavoro con vari pezzi in ABS, suggerisco:
- Angolo di sformo minimo: 1° per superfici strutturate
- Angolo di sformo consigliato: 2-3° per superfici lisce
- Angolo di sformo ottimale: 3-5° per nervature e bocche profonde
Ottimizzazione del design della nervatura
Le nervature forniscono un supporto strutturale riducendo al minimo l'uso di materiale. Seguire queste linee guida:
Dimensioni della nervatura
- Spessore: 50-75% dello spessore della parete adiacente
- Altezza: Massimo 3 volte lo spessore della parete di base
- Spaziatura: Minimo 2 volte lo spessore della parete tra le nervature
Strategia di localizzazione dei cancelli
Il posizionamento della porta influisce in modo significativo sulla qualità del pezzo. Considerate questi fattori:
Considerazioni critiche sul gate
Lunghezza del flusso
- Lunghezza massima del flusso per ABS: 150-200 mm
- Cancelli multipli per i pezzi più grandi
Tipi di cancelli
- Porte a perno: Pezzi piccoli, controllo preciso
- Cancelli a ventaglio: Parti ampie, flusso uniforme
- Cancelli sottomarini: Degradazione automatica
Design di angoli e bordi
Un'adeguata progettazione degli angoli evita la concentrazione di tensioni e garantisce un riempimento uniforme:
Angoli interni
- Raggio minimo: 0,5 volte lo spessore della parete
- Raggio consigliato: 1,0-1,5 volte lo spessore della parete
Angoli esterni
- Raggio minimo: 0,3 volte lo spessore della parete
- Raggio consigliato: 0,75 volte lo spessore della parete
Requisiti di progettazione del capo
Nel mio lavoro all'PTSMAKE, ho trovato fondamentali queste linee guida per la progettazione dei capi:
Diametro esterno
- Massimo: 2 volte il diametro interno
- Spessore minimo della parete: 60% delle pareti adiacenti
Struttura di supporto
- Utilizzare i soffietti per i capi alti
- Altezza massima: 3 volte il diametro esterno
Considerazioni sulle cerniere Living
Quando si progettano cerniere vive per parti in ABS:
Requisiti di spessore
- Sezione della cerniera: 0,3-0,5 mm
- Zone di transizione: Graduale assottigliamento su 2-3 mm
Raggio di curvatura
- Minimo: 1,5 volte lo spessore del materiale
- Ottimale: 2,0-2,5 volte lo spessore del materiale
Ottimizzazione del flusso di materiali
Un flusso di materiale adeguato garantisce la qualità dei pezzi:
Progettazione del percorso di flusso
- Percorsi di flusso equilibrati per tutte le sezioni
- Evitare i punti morti e le trappole d'aria
Requisiti di sfiato
- Profondità di sfiato: 0,02-0,03 mm
- Posizione: Fine dei percorsi di flusso e punti di incontro
Elementi di supporto strutturale
Per mantenere l'integrità del pezzo:
Opzioni di rinforzo
- Posizionamento strategico delle costole
- Sezioni di carotatura per grandi aree piane
- Strutture a nido d'ape per una resistenza leggera
Caratteristiche di carico
- Distribuire i carichi su più punti
- Incorporare strutture di supporto in prossimità di aree ad alta sollecitazione.
Ho implementato questi principi di progettazione in numerosi progetti presso PTSMAKE, ottenendo sempre risultati eccellenti. Ricordate che il successo dello stampaggio a iniezione dell'ABS inizia con un'attenta considerazione di questi elementi. La chiave sta nel bilanciare i principi teorici di progettazione con i vincoli pratici di produzione.
Quali sono i fattori di costo nella produzione dello stampaggio a iniezione dell'ABS?
Molti produttori lottano contro i costi imprevedibili dei progetti di stampaggio a iniezione di ABS. Ho visto clienti che hanno dovuto affrontare sforamenti di budget e spese impreviste, con conseguenti ritardi nei progetti e rapporti tesi con i fornitori.
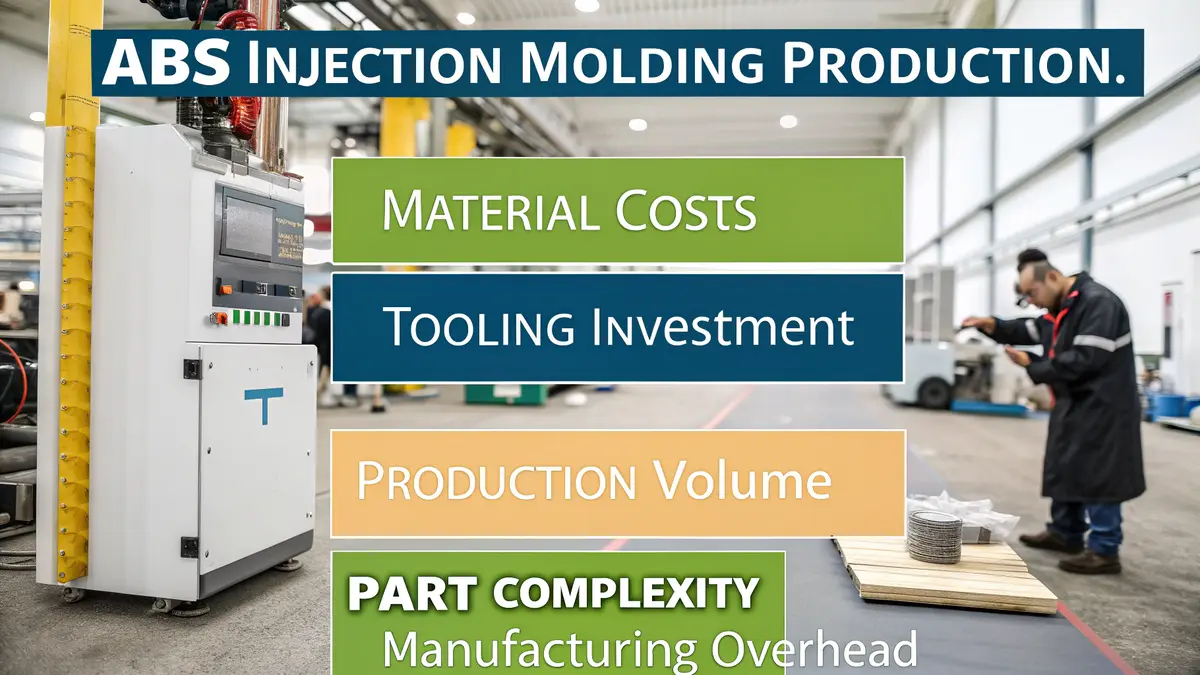
Il costo di produzione dello stampaggio a iniezione dell'ABS è influenzato dalla selezione dei materiali, dalle spese per gli utensili, dal volume di produzione, dalla complessità dei pezzi e dalle spese generali di produzione. Ogni fattore contribuisce in modo diverso al costo finale e richiede un'attenta considerazione durante la pianificazione del progetto.
Costi dei materiali e impatto della selezione
Prezzi delle materie prime
Il costo della resina ABS incide in modo significativo sulle spese di produzione complessive. Noi di PTSMAKE seguiamo attentamente i prezzi di mercato e manteniamo rapporti con fornitori affidabili per garantire ai nostri clienti costi di materiale competitivi. Il grado del materiale6 La selezione influisce sia sulla qualità del prodotto finale che sui costi di produzione.
Considerazioni sui rifiuti di materiale
Implementiamo sistemi efficienti di movimentazione dei materiali per ridurre al minimo gli sprechi. Questo include:
- Ottimizzazione del sistema Runner
- Stoccaggio corretto del materiale
- Gestione dell'utilizzo del regrind
- Procedure di controllo della qualità
Analisi degli investimenti in utensili
Costi iniziali di progettazione dello stampo
La complessità del pezzo influisce direttamente sui costi di progettazione dello stampo. Tra i fattori importanti vi sono:
| Elemento di design | Impatto sui costi |
|---|---|
| Finiture di superficie | Medio-Alto |
| Sottotagli | Alto |
| Azioni collaterali | Molto alto |
| Requisiti della texture | Medio |
Spese di manutenzione della muffa
Una regolare manutenzione degli stampi garantisce una qualità costante dei pezzi e prolunga la durata degli utensili. Questo include:
- Programmi di manutenzione preventiva
- Sostituzione delle parti soggette a usura
- Rinnovo del trattamento superficiale
- Manutenzione del sistema di raffreddamento
Considerazioni sui volumi di produzione
Costi di installazione e avviamento
I costi di avviamento sono ripartiti sul volume di produzione totale. Volumi più elevati comportano in genere costi unitari inferiori. Questi costi includono:
| Elemento di impostazione | Fisso/Variabile |
|---|---|
| Programmazione di macchine | Fisso |
| Caricamento del materiale | Variabile |
| Impostazione della qualità | Fisso |
| Esecuzioni di prova | Variabile |
Vantaggi dell'economia di scala
Le grandi produzioni offrono diversi vantaggi:
- Riduzione dei costi dei materiali per unità
- Minore allocazione dei costi di setup
- Miglioramento dell'efficienza produttiva
- Migliore potere negoziale
Fattori di complessità della parte
Caratteristiche di design Impatto
I progetti di pezzi complessi richiedono utensili più sofisticati e tempi di ciclo più lunghi. Le considerazioni principali includono:
- Variazioni dello spessore della parete
- Caratteristiche interne
- Requisiti di finitura superficiale
- Requisiti di montaggio
Requisiti del controllo qualità
I pezzi più complessi spesso necessitano di ulteriori controlli di qualità, aumentando i costi complessivi:
- Ispezioni dimensionali
- Test sui materiali
- Ispezioni visive
- Test funzionali
Spese generali di produzione
Costo del lavoro
Le spese di manodopera variano in base a:
| Tipo di lavoro | Fattore di costo |
|---|---|
| Operazioni di macchina | Medio |
| Controllo qualità | Alto |
| Movimentazione dei materiali | Basso |
| Imballaggio | Basso |
Costi di attrezzature e strutture
I costi operativi comprendono:
- Ammortamento delle macchine
- Manutenzione delle strutture
- Spese per le utenze
- Costi assicurativi
Strategie di ottimizzazione della produzione
Riduzione del tempo di ciclo
In PTSMAKE ci concentriamo sull'ottimizzazione dei tempi di ciclo attraverso:
- Design avanzato del sistema di raffreddamento
- Ottimizzazione dei parametri di processo
- Implementazione dell'automazione
- Programmi di manutenzione regolari
Gestione della qualità
Un efficace controllo della qualità riduce i costosi difetti:
- Monitoraggio in corso d'opera
- Controllo statistico dei processi
- Formazione regolare degli operatori
- Sistemi di documentazione
Riduzione dei costi attraverso la tecnologia
Tecnologie di produzione avanzate
Utilizziamo le moderne tecnologie per ridurre i costi:
- Sistemi di produzione intelligenti
- Movimentazione automatizzata dei materiali
- Apparecchiature di monitoraggio dei processi
- Macchine ad alta efficienza energetica
Vantaggi dell'automazione di processo
L'automazione aiuta a ridurre i costi grazie a:
- Qualità costante del prodotto
- Riduzione dei requisiti di manodopera
- Cicli di produzione più rapidi
- Minori sprechi di materiale
Considerazioni sulla pianificazione del progetto
Gestione delle tempistiche
Una pianificazione efficace del progetto aiuta a controllare i costi:
- Programmazione realistica
- Assegnazione delle risorse
- Gestione del rischio
- Pianificazione della comunicazione
Allocazione delle risorse
Una corretta gestione delle risorse garantisce una produzione efficiente:
- Utilizzo delle apparecchiature
- Programmazione del lavoro
- Inventario dei materiali
- Risorse per il controllo qualità
Questa comprensione completa dei fattori di costo nella produzione di stampaggio a iniezione di ABS consente una migliore pianificazione del progetto e un migliore controllo dei costi. Noi di PTSMAKE lavoriamo a stretto contatto con i nostri clienti per ottimizzare ogni fattore, garantendo una produzione economicamente vantaggiosa e mantenendo al contempo elevati standard qualitativi. La nostra esperienza nella gestione di progetti di varie dimensioni e complessità ci consente di fornire preziose intuizioni e soluzioni per gestire efficacemente i costi di produzione.
In che modo lo stampaggio ad iniezione dell'ABS si confronta con lo stampaggio di PC o PP?
I produttori spesso si trovano a dover scegliere tra ABS, PC e PP per i loro progetti di stampaggio a iniezione. La scelta di un materiale sbagliato può portare a guasti del prodotto, a un aumento dei costi e a ritardi nella produzione. Queste sfide diventano ancora più critiche quando si tratta di ordini di volumi elevati o di progetti di pezzi complessi.
Lo stampaggio a iniezione dell'ABS offre una combinazione equilibrata di resistenza, lavorabilità ed economicità rispetto allo stampaggio di PC e PP. Mentre il PC eccelle per resistenza agli urti e chiarezza ottica e il PP offre resistenza chimica e flessibilità, l'ABS offre buone proprietà meccaniche con condizioni di lavorazione più semplici.
Proprietà del materiale e caratteristiche di lavorazione
Quando si confrontano questi materiali, è necessario considerare diversi aspetti chiave. Noi di PTSMAKE lavoriamo regolarmente con tutti e tre i materiali e ognuno di essi ha le sue peculiarità. comportamento di cristallizzazione7 che influisce sulle condizioni di lavorazione e sulle proprietà del pezzo finale.
Requisiti di temperatura di lavorazione
I requisiti di temperatura di lavorazione variano notevolmente tra questi materiali:
| Materiale | Temperatura di fusione (°C) | Temperatura dello stampo (°C) | Temperatura di essiccazione (°C) |
|---|---|---|---|
| ABS | 220-260 | 60-80 | 80-85 |
| PC | 280-320 | 80-120 | 120-125 |
| PP | 200-250 | 20-60 | Non richiesto |
Confronto delle proprietà meccaniche
Le proprietà meccaniche di questi materiali differiscono sostanzialmente:
| Proprietà | ABS | PC | PP |
|---|---|---|---|
| Resistenza alla trazione (MPa) | 40-50 | 55-75 | 30-40 |
| Resistenza all'urto (J/m) | 200-400 | 600-850 | 20-100 |
| Deviazione termica (°C) | 90-105 | 130-140 | 50-65 |
Considerazioni sui costi e sull'efficienza produttiva
Ho notato che i costi dei materiali giocano un ruolo fondamentale nella pianificazione del progetto. L'ABS offre in genere un punto di prezzo intermedio:
- ABS: $2.5-3.5/kg
- PC: $3,5-5,0/kg
- PP: $1,5-2,5/kg
Fattori di efficienza di lavorazione
Ogni materiale presenta sfide di lavorazione diverse:
Tempo di ciclo
- ABS: Tempi di ciclo moderati (20-30 secondi)
- PC: Tempi di ciclo più lunghi (30-40 secondi)
- PP: tempi di ciclo più brevi (15-25 secondi)
Consumo di energia
- ABS: Utilizzo moderato di energia
- PC: requisiti energetici più elevati a causa di temperature di lavorazione più alte
- PP: Minor consumo energetico
Considerazioni specifiche per l'applicazione
Elettronica di consumo
L'ABS domina questo settore grazie a:
- Eccellente finitura superficiale
- Buona stabilità dimensionale
- Produzione efficiente dal punto di vista dei costi
Componenti per autoveicoli
La scelta dipende dai requisiti specifici:
- ABS: rivestimenti interni, componenti del cruscotto
- PC: alloggiamenti dei fari, componenti trasparenti
- PP: Paraurti, serbatoi del fluido
Impatto ambientale e sostenibilità
Gli aspetti ambientali di questi materiali differiscono notevolmente:
Riciclabilità
- ABS: Buona riciclabilità, mantiene le proprietà
- PC: Riciclabile ma con una certa degradazione delle proprietà.
- PP: eccellente riciclabilità
Impronta energetica
- ABS: Impronta energetica moderata
- PC: maggiore impronta energetica
- PP: Impronta energetica ridotta
Requisiti per il controllo di qualità e i test
Le procedure di controllo della qualità variano per ogni materiale:
Problemi comuni di qualità
ABS
- Controllo della deformazione
- Consistenza della finitura superficiale
- Abbinamento dei colori
PC
- Sensibilità all'umidità
- Cricca da stress
- Prevenzione dell'ingiallimento
PP
- Controllo del ritiro
- Resistenza della linea di saldatura
- Prevenzione della marcatura del flusso
In PTSMAKE manteniamo protocolli di controllo della qualità rigorosi per tutti i materiali, utilizzando attrezzature e procedure di prova avanzate per garantire una qualità costante dei pezzi.
Considerazioni sulla progettazione per i diversi materiali
Ogni materiale richiede considerazioni specifiche per la progettazione:
Linee guida per lo spessore della parete
| Materiale | Spessore della parete consigliato (mm) | Spessore massimo della parete (mm) |
|---|---|---|
| ABS | 1.2-3.5 | 4.0 |
| PC | 1.5-3.8 | 4.5 |
| PP | 0.8-3.0 | 3.5 |
Requisiti dell'angolo di sformo
- ABS: 1-2 gradi
- PC: 1-3 gradi
- PP: 0,5-1,5 gradi
Consigli pratici per la selezione dei materiali
Quando aiuto i clienti a scegliere tra questi materiali, considero:
Requisiti per l'uso finale
- Esposizione alla temperatura
- Esigenze di resistenza chimica
- Requisiti di carico meccanico
Volume di produzione
- Aspettative di durata dell'utensile
- Requisiti del tempo di ciclo
- Vincoli di costo
Requisiti estetici
- Esigenze di finitura superficiale
- Requisiti di colore
- Esigenze di trasparenza
La scelta tra ABS, PC e PP per lo stampaggio a iniezione dipende in ultima analisi dal bilanciamento di questi diversi fattori. Mentre l'ABS offre una buona soluzione intermedia per molte applicazioni, i requisiti specifici possono rendere il PC o il PP più adatti a determinati progetti.
Quali opzioni di post-elaborazione esistono per i pezzi stampati in ABS?
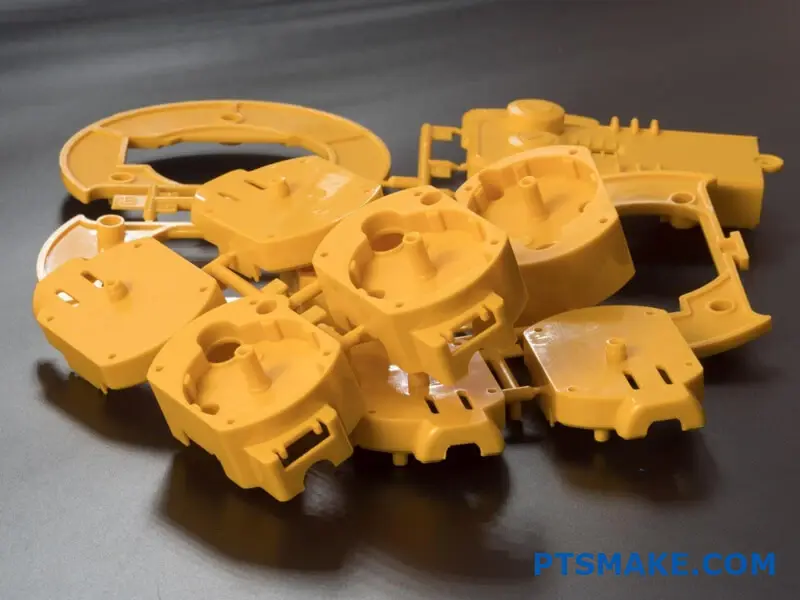
Molti produttori hanno problemi con l'aspetto grezzo dei loro pezzi stampati in ABS direttamente dallo stampo. La finitura superficiale spesso presenta segni visibili di cancello, linee di separazione e una consistenza incoerente che non soddisfa i requisiti del prodotto. Questo può avere un impatto significativo sull'estetica del prodotto e sull'accettazione da parte del mercato.
La post-lavorazione dei pezzi stampati in ABS offre diverse soluzioni, tra cui la finitura superficiale, la verniciatura, la placcatura e le operazioni di assemblaggio. Queste tecniche possono migliorare l'aspetto e la funzionalità dei componenti stampati, rendendoli adatti alle applicazioni cui sono destinati.
Comprendere le tecniche di preparazione delle superfici
Prima di applicare qualsiasi trattamento di finitura, è fondamentale un'adeguata preparazione della superficie. Il successo di qualsiasi metodo di post-trattamento dipende in larga misura dalla preparazione della superficie. Noi di PTSMAKE utilizziamo diverse tecniche di preparazione della superficie:
Trattamento meccanico della superficie
- Levigatura e lucidatura
- Granigliatura
- Rotolamento
- Finitura vibrante
Questi metodi aiutano a rimuovere le linee di separazione, le vestigia dei cancelli e a creare una struttura superficiale uniforme. La scelta dipende dalla geometria del pezzo e dai requisiti finali.
Opzioni di finitura decorativa
Quando si tratta di migliorare l'aspetto estetico dei componenti in ABS, diversi finitura anisotropa8 sono disponibili tecniche:
Sistemi di verniciatura
Il processo di verniciatura prevede in genere:
| Passo | Scopo | Metodi comuni |
|---|---|---|
| Pulizia | Rimuovere i contaminanti | Pulizia con solvente, lavaggio a ultrasuoni |
| Priming | Migliorare l'adesione della vernice | Primer a spruzzo, promotore di adesione |
| Base | Applicazione del colore principale | Verniciatura a spruzzo, immersione |
| Top coat | Protezione e brillantezza | Finitura trasparente, resistente ai raggi UV |
Finitura metallica
La cromatura e le altre finiture metalliche possono conferire ai componenti in ABS un aspetto di qualità superiore:
- Incisione chimica
- Placcatura elettrolitica
- Galvanotecnica
- Rivestimento PVD
Post-elaborazione funzionale
Oltre all'estetica, alcune operazioni di post-lavorazione migliorano la funzionalità dei pezzi:
Trattamento termico
Il trattamento termico può:
- Alleviare le sollecitazioni interne
- Migliorare la stabilità dimensionale
- Migliorare le proprietà meccaniche
Operazioni di assemblaggio
Molte parti in ABS richiedono operazioni aggiuntive:
| Tipo di operazione | Scopo | Applicazioni comuni |
|---|---|---|
| Saldatura a ultrasuoni | Unire i componenti | Contenitori elettronici |
| Saldatura a piastra calda | Creare legami forti | Parti automobilistiche |
| Incollaggio di adesivi | Assemblaggi complessi | Prodotti di consumo |
| Fissaggio meccanico | Giunti rimovibili | Articoli utilizzabili |
Opzioni di testurizzazione della superficie
La testurizzazione della superficie può cambiare radicalmente l'aspetto e la sensazione dei pezzi in ABS:
Testurizzazione chimica
- Incisione acida
- Stuoia chimica
- Modifica selettiva della superficie
Texture fisica
- Testurizzazione laser
- Esplosione dei media
- Trasferimento del modello
Considerazioni sul controllo di qualità
Noi di PTSMAKE adottiamo rigorose misure di controllo della qualità per le parti post-lavorate:
Ispezione visiva
- Uniformità della finitura superficiale
- Consistenza del colore
- Identificazione dei difetti
Test fisici
- Test di adesione per i rivestimenti
- Resistenza agli urti
- Test di esposizione ambientale
Aspetti ambientali e di sicurezza
Le operazioni di post-elaborazione devono considerare:
Impatto ambientale
- Emissioni di COV dalla verniciatura
- Requisiti per il trattamento dei rifiuti
- Possibilità di riciclaggio dei materiali
Misure di sicurezza
- Dispositivi di protezione individuale
- Requisiti di ventilazione
- Procedure di manipolazione dei prodotti chimici
Considerazioni sui costi
Le diverse opzioni di post-elaborazione variano notevolmente in termini di costo:
| Tipo di processo | Costo relativo | Idoneità del volume di produzione |
|---|---|---|
| Finitura di base | Basso | Tutti i volumi |
| Pittura | Medio | Volumi medio-alti |
| Placcatura | Alto | Volumi elevati |
| Texturing | Medio-alto | Volumi medio-alti |
Applicazioni specifiche per il settore
I requisiti di post-elaborazione variano a seconda del settore:
Automotive
- Finiture lucide
- Resistenza ai graffi
- Stabilità ai raggi UV
Elettronica di consumo
- Rivestimenti morbidi al tatto
- Schermatura EMI
- Coerenza estetica
Dispositivi medici
- Biocompatibilità
- Compatibilità con la sterilizzazione
- Resistenza chimica
In questa esplorazione completa delle opzioni di post-lavorazione per i pezzi stampati in ABS, ho trattato le tecniche e le considerazioni essenziali. Noi di PTSMAKE lavoriamo a stretto contatto con i nostri clienti per determinare i metodi di post-elaborazione più appropriati in base alle loro esigenze specifiche, aiutandoli a raggiungere gli obiettivi funzionali ed estetici in modo efficiente ed economico.
Come prevenire la deformazione dei componenti stampati ad iniezione in ABS?
La deformazione dei pezzi stampati a iniezione in ABS è una sfida persistente che può trasformare un progetto perfetto in un costoso incubo. Ho visto innumerevoli produttori lottare con componenti deformati, con conseguenti alti tassi di scarto, ritardi di produzione e clienti frustrati che pretendono la perfezione dei loro pezzi.
Per evitare la deformazione dei componenti stampati a iniezione in ABS, è necessario ottimizzare la progettazione dello stampo, mantenere uno spessore uniforme delle pareti, controllare la velocità di raffreddamento e impostare parametri di lavorazione adeguati. Questi fattori, combinati con un'attenta selezione e manipolazione del materiale, riducono significativamente i problemi di deformazione.
Capire le cause primarie della deformazione
Quando si tratta di prevenire la deformazione dei componenti in ABS, è fondamentale comprenderne le cause fondamentali. Il motivo principale della deformazione è il raffreddamento non uniforme, che crea tensioni interne nel pezzo stampato. Ciò si verifica a causa del ritiro volumetrico9 che si verifica quando il materiale si raffredda e si solidifica.
Fattori chiave che contribuiscono alla deformazione:
Fattori legati alla progettazione
- Spessore della parete incoerente
- Spigoli e transizioni taglienti
- Design improprio delle costole
- Mancanza di angoli di sformo
Fattori legati al processo
- Temperatura di fusione errata
- Pressione di iniezione inadeguata
- Tempo di raffreddamento non corretto
- Disposizione non uniforme dei canali di raffreddamento
Implementazione di soluzioni di progettazione
Noi di PTSMAKE abbiamo sviluppato strategie complete per combattere i problemi di deformazione. Ecco le soluzioni progettuali collaudate che implementiamo:
Progettazione dello spessore ottimale della parete
La chiave è mantenere uno spessore uniforme della parete in tutto il pezzo. Ecco una guida pratica:
| Gamma di spessore della parete (mm) | Tipo di applicazione | Livello di rischio |
|---|---|---|
| 1.0 - 2.0 | Piccoli componenti | Basso |
| 2.0 - 3.0 | Parti di medie dimensioni | Medio |
| 3.0 - 4.0 | Componenti di grandi dimensioni | Alto |
Considerazioni sull'angolo di sformo
Angoli di sformo adeguati sono essenziali per facilitare la rimozione dei pezzi e ridurre le sollecitazioni:
| Dimensione del componente | Angolo di sformo consigliato | Vantaggi |
|---|---|---|
| Piccolo (< 50 mm) | 0.5° - 1° | Forza di espulsione minima |
| Medio (50-150 mm) | 1° - 2° | Riduzione del rischio di deformazione |
| Grande (> 150 mm) | 2° - 3° | Rilascio ottimale |
Tecniche di ottimizzazione dei processi
Controllo della temperatura
Il mantenimento della temperatura corretta durante l'intero ciclo di stampaggio è fondamentale:
Intervallo di temperatura di fusione
- ABS intervallo ottimale: 220-260°C
- Monitoraggio tramite sensori termici
- Regolare in base allo spessore del pezzo
Controllo della temperatura dello stampo
- Mantenere 60-80°C per l'ABS
- Utilizzare canali di raffreddamento efficienti
- Implementare sistemi di monitoraggio della temperatura
Parametri di iniezione
I parametri di iniezione corretti hanno un impatto significativo sulla deformazione:
| Parametro | Intervallo consigliato | Impatto sulla deformazione |
|---|---|---|
| Velocità di iniezione | 50-100 mm/s | Moderato |
| Mantenere la pressione | 40-60% di pressione di iniezione | Alto |
| Tempo di raffreddamento | 20-40 secondi | Critico |
Movimentazione e stoccaggio dei materiali
Preparazione adeguata del materiale
Requisiti di essiccazione
- Temperatura: 80-85°C
- Tempo: 2-4 ore
- Contenuto di umidità: < 0,1%
Condizioni di conservazione
- Temperatura: 20-25°C
- Umidità: < 50%
- Protetto dalla luce solare diretta
Soluzioni e tecnologie avanzate
Progettazione intelligente del sistema di raffreddamento
In PTSMAKE utilizziamo un design avanzato dei canali di raffreddamento:
Raffreddamento conforme
- Segue il contorno della parte
- Riduce il tempo di ciclo di 20-30%
- Migliora la qualità dei pezzi
Raffreddamento bilanciato
- Zone di raffreddamento multiple
- Monitoraggio della temperatura
- Sistemi di controllo adattivi
Misure di controllo della qualità
Monitoraggio in corso d'opera
- Rilevamento della deformazione in tempo reale
- Regolazione automatica dei parametri
- Documentazione di qualità
Ispezione post-processo
- Verifica dimensionale
- Analisi delle sollecitazioni
- Misura della deformazione
Risoluzione dei problemi comuni
In caso di deformazione, seguire questo approccio sistematico:
Fase di analisi
- Documentare lo schema di deformazione
- Misurare la deviazione
- Revisione dei parametri di processo
Azioni correttive
- Regolare il tempo di raffreddamento
- Modificare la pressione di mantenimento
- Regolazione fine della temperatura dello stampo
Soluzioni economicamente vantaggiose
Per ridurre al minimo la deformazione mantenendo l'economicità:
Ottimizzazione del design
- Simulazione prima dell'attrezzaggio
- Ottimizzare l'uso dei materiali
- Riduzione del tempo di ciclo
Efficienza del processo
- Implementare i controlli automatici
- Mantenere la manutenzione preventiva
- Formare adeguatamente gli operatori
Grazie a queste misure complete, noi di PTSMAKE otteniamo costantemente componenti stampati a iniezione in ABS di alta qualità con deformazioni minime. Il nostro approccio combina competenza tecnica ed esperienza pratica per fornire soluzioni affidabili ai progetti più impegnativi dei nostri clienti.
Quali sono i settori che traggono i maggiori vantaggi dallo stampaggio a iniezione dell'ABS?
Nel panorama produttivo odierno, molte industrie lottano per trovare il materiale perfetto per i loro prodotti. Le sfide che devono affrontare riguardano la durata, l'economicità e il rispetto di rigorosi standard di qualità. La complessità della selezione dei materiali spesso porta a costosi errori e ritardi nella produzione.
Lo stampaggio a iniezione dell'ABS si distingue come soluzione produttiva versatile, a beneficio di settori che vanno dall'automotive all'elettronica di consumo. La sua combinazione di forza, resistenza al calore ed economicità lo rende particolarmente prezioso per i produttori che cercano componenti in plastica affidabili e di alta qualità.

Applicazioni dell'industria automobilistica
Il settore automobilistico rappresenta uno dei maggiori utilizzatori dello stampaggio a iniezione di ABS. Ho osservato come questa tecnologia rivoluziona la produzione dei veicoli:
Componenti interni
- Gruppi cruscotto
- Pannelli e maniglie delle porte
- Parti della console centrale
- Alloggiamento del pannello strumenti
Parti esterne
- Alloggiamenti per specchietti
- Componenti della griglia
- Copriruota
- Componenti del paraurti
Il elasticità termoplastica10 dell'ABS lo rende particolarmente adatto ai componenti che devono resistere a temperature e sollecitazioni meccaniche variabili.
Produzione di elettronica di consumo
Noi di PTSMAKE produciamo regolarmente componenti in ABS per l'elettronica di consumo. Questo settore beneficia di:
Alloggiamenti dei dispositivi
- Custodie per smartphone
- Gusci per laptop
- Custodie per tablet
- Corpi di console da gioco
Componenti interni
- Sistemi di gestione dei cavi
- Alloggiamenti per connettori
- Meccanismi di commutazione
- Scomparti per le batterie
Industria dei dispositivi medici
Il settore medicale richiede proprietà eccezionali, che l'ABS è in grado di offrire:
| Applicazione medica | Vantaggi principali | Prodotti comuni |
|---|---|---|
| Apparecchiature diagnostiche | Resistenza chimica | Test degli alloggiamenti dei dispositivi |
| Strumenti chirurgici | Capacità di sterilizzazione | Maniglie per strumenti |
| Articoli per la cura del paziente | Durata | Controlli del letto |
| Apparecchiature di laboratorio | Stampaggio di precisione | Casi di dispositivi di analisi |
Settore degli elettrodomestici
L'industria degli elettrodomestici sfrutta lo stampaggio a iniezione dell'ABS per:
Grandi elettrodomestici
- Componenti del frigorifero
- Pannelli per lavatrici
- Parti della lavastoviglie
- Alloggiamenti per condizionatori d'aria
Piccoli elettrodomestici
- Alloggiamenti per macchine da caffè
- Basi del frullatore
- Parti di aspirapolvere
- Componenti del robot da cucina
Industria della produzione di giocattoli
L'industria dei giocattoli beneficia in particolare delle proprietà dell'ABS:
Caratteristiche di sicurezza
- Resistenza agli urti per una maggiore durata
- Composizione del materiale non tossico
- Finitura superficiale liscia
- Stabilità del colore
Vantaggi del design
- Capacità di forme complesse
- Manutenzione con tolleranze ridotte
- Produzione efficiente dal punto di vista dei costi
- Qualità costante
Produzione di apparecchiature industriali
Nelle applicazioni industriali, lo stampaggio a iniezione dell'ABS serve:
| Area di applicazione | Tipi di componenti | Requisiti principali |
|---|---|---|
| Attrezzatura di sicurezza | Coperture protettive | Resistenza agli urti |
| Sistemi di controllo | Unità abitative | Isolamento elettrico |
| Parti di macchina | Pannelli operativi | Stabilità dimensionale |
| Componenti dello strumento | Maniglie ergonomiche | Durata |
Applicazioni del settore edile
Il settore delle costruzioni utilizza l'ABS per:
Apparecchiature per interni
- Placche per interruttori della luce
- Coperchi per prese elettriche
- Componenti HVAC
- Ferramenta per porte
Componenti idraulici
- Raccordi per tubi
- Alloggiamenti delle valvole
- Sistemi di drenaggio
- Parti della gestione dell'acqua
Attrezzature sportive e ricreative
L'industria degli articoli sportivi beneficia di:
Attrezzatura di protezione
- Componenti del casco
- Gusci di protezione
- Alloggiamento dell'attrezzatura di sicurezza
- Parti resistenti agli urti
Articoli ricreativi
- Parti di attrezzature per l'esercizio fisico
- Componenti per accessori sportivi
- Apparecchiature di gioco
- Attrezzatura per attività all'aperto
Noi di PTSMAKE abbiamo sviluppato una vasta esperienza nello stampaggio a iniezione dell'ABS in tutti questi settori. Le nostre capacità produttive avanzate ci consentono di soddisfare specifiche precise, mantenendo al contempo l'efficienza dei costi. Lavoriamo a stretto contatto con clienti di vari settori per garantire che i loro componenti in ABS soddisfino sia gli standard industriali che i requisiti di applicazione specifici.
La versatilità dello stampaggio a iniezione dell'ABS continua a espandere le sue applicazioni in tutti i settori. Dai componenti automobilistici ai dispositivi medici, questo processo di produzione offre soluzioni affidabili per diverse esigenze di produzione. L'impegno di PTSMAKE per la qualità e la precisione garantisce che ogni settore riceva componenti che soddisfano le loro specifiche e i loro requisiti prestazionali.
Come garantire il controllo di qualità nello stampaggio a iniezione dell'ABS?
I problemi di controllo qualità nello stampaggio a iniezione dell'ABS possono causare costosi ritardi di produzione e sprechi di materiale. Ho visto molti produttori lottare con una qualità dei pezzi incoerente, alti tassi di scarto e reclami da parte dei clienti, creando notevoli problemi operativi e tensioni finanziarie.
Per garantire il controllo della qualità nello stampaggio a iniezione dell'ABS, è necessario implementare un sistema completo che comprenda il test dei materiali, il monitoraggio dei parametri di processo e la regolare manutenzione delle attrezzature. Questo approccio, unito a operatori formati e a una documentazione adeguata, contribuisce a mantenere costante la qualità dei pezzi durante la produzione.
Selezione e test dei materiali
Le fondamenta del controllo qualità iniziano con una corretta selezione dei materiali. Quando lavoriamo con l'ABS (Acrilonitrile Butadiene Stirene), prestiamo particolare attenzione alla indice di flusso di fusione11 del materiale. Noi di PTSMAKE conduciamo test rigorosi sui materiali in entrata, tra cui:
Verifica della certificazione dei materiali
- Controllo dei certificati dei materiali
- Verifica delle specifiche dei materiali
- Conferma dei numeri di lotto e delle condizioni di conservazione
Test di pre-elaborazione
- Analisi del contenuto di umidità
- Test della portata di fusione
- Controllo della coerenza del colore
Controllo dei parametri di processo
Il mantenimento di parametri di processo stabili è fondamentale per ottenere una qualità costante. I parametri chiave che monitoriamo includono:
| Parametro | Intervallo accettabile | Impatto sulla qualità |
|---|---|---|
| Temperatura di fusione | 220-260°C | Influenza il flusso e la finitura superficiale |
| Pressione di iniezione | 500-1500 bar | Influenza il riempimento dei pezzi |
| Pressione di mantenimento | 40-70% di pressione di iniezione | Controlla il restringimento |
| Temperatura dello stampo | 50-80°C | Influenza la qualità della superficie |
Protocollo di manutenzione delle apparecchiature
Una manutenzione regolare garantisce l'affidabilità della macchina e la qualità dei pezzi. Il nostro programma di manutenzione comprende:
Controlli giornalieri
- Livelli dell'olio idraulico
- Funzionalità del sistema di riscaldamento
- Ispezione dell'usura della vite e della canna
- Pulizia e lubrificazione degli stampi
Manutenzione settimanale
- Verifica della calibrazione
- Test del sistema di sicurezza
- Pulizia del filtro
- Ispezione del sistema di raffreddamento
Metodi di ispezione della qualità
L'ispezione della qualità deve essere sistematica e completa:
Ispezione in corso d'opera
- Ispezione visiva per la ricerca di difetti
- Controllo dimensionale
- Monitoraggio della consistenza del peso
- Valutazione della finitura superficiale
Controllo qualità finale
- Test funzionali
- Test di resistenza agli urti
- Test di stress ambientale
- Ispezione di campionamento dei lotti
Documentazione e tracciabilità
Una documentazione adeguata è essenziale per il controllo della qualità:
Documentazione richiesta
- Certificati di materiale
- Registrazioni dei parametri di processo
- Risultati dell'ispezione
- Rapporti di non conformità
- Registri delle azioni correttive
Controllo statistico del processo (SPC)
Noi di PTSMAKE implementiamo l'SPC per monitorare e controllare il processo di stampaggio a iniezione:
Strumenti SPC fondamentali
- Carte di controllo
- Studi di capacità
- Analisi delle tendenze
- Indagine sulle cause principali
Formazione e certificazione degli operatori
Il controllo della qualità dipende in larga misura da operatori qualificati. Il nostro programma di formazione comprende:
Formazione di base
- Movimentazione dei materiali
- Funzionamento della macchina
- Ispezione di qualità
- Procedure di sicurezza
Formazione avanzata
- Risoluzione dei problemi
- Ottimizzazione del processo
- Utilizzo di strumenti di qualità
- Sistemi di documentazione
Controllo ambientale
I fattori ambientali hanno un impatto significativo sulla qualità dello stampaggio dell'ABS:
Fattori critici
- Controllo della temperatura (20-25°C)
- Controllo dell'umidità (40-50%)
- Ambiente privo di polvere
- Stoccaggio corretto del materiale
Miglioramento continuo
Manteniamo la qualità attraverso il miglioramento continuo:
Attività di miglioramento
- Riunioni periodiche sulla qualità
- Revisioni per l'ottimizzazione dei processi
- Analisi del feedback dei clienti
- Aggiornamenti tecnologici
Strategie di prevenzione dei difetti
La prevenzione è più efficace della correzione:
I principali metodi di prevenzione
- Riunioni di revisione della progettazione
- Implementazione della FMEA di processo
- Manutenzione preventiva
- Calibrazione regolare
Quali sono le considerazioni ambientali per lo stampaggio a iniezione dell'ABS?
Le crescenti preoccupazioni ambientali nella produzione di materie plastiche hanno messo sotto osservazione lo stampaggio a iniezione dell'ABS. Molti produttori lottano per bilanciare l'efficienza produttiva e la responsabilità ambientale, affrontando sfide come la corretta gestione dei rifiuti e la riduzione dell'impronta di carbonio. Questi problemi diventano sempre più critici con l'inasprimento delle normative ambientali a livello globale.
Lo stampaggio a iniezione dell'ABS ha implicazioni ambientali significative, dalla selezione dei materiali alla gestione dei rifiuti. Le considerazioni principali riguardano il consumo energetico, le capacità di riciclaggio, il controllo delle emissioni e le pratiche di produzione sostenibili. L'implementazione di misure ambientali adeguate può ridurre l'impatto ambientale mantenendo la qualità della produzione.

Consumo ed efficienza energetica
Il consumo di energia nello stampaggio a iniezione dell'ABS è un fattore ambientale cruciale. Alla PTSMAKE abbiamo implementato diverse misure di risparmio energetico che ritengo essenziali per una produzione sostenibile:
Gestione della temperatura
- Ottimizzazione delle zone di riscaldamento
- Utilizzo di un isolamento adeguato
- Mantenere efficienti i sistemi di raffreddamento
Efficienza della macchina
L'efficienza delle macchine per lo stampaggio a iniezione influisce in modo significativo sul consumo energetico. Le moderne attrezzature con sistemi servoidraulici12 può ridurre il consumo energetico fino a 50% rispetto ai sistemi idraulici tradizionali.
Gestione dei materiali e riduzione dei rifiuti
Conservazione delle materie prime
Una corretta movimentazione dei materiali è fondamentale per la tutela dell'ambiente. Ecco su cosa ci concentriamo:
| Aspetto materiale | Impatto ambientale | Strategia di soluzione |
|---|---|---|
| ABS vergine | Elevato consumo di risorse | Ottimizzare l'uso dei materiali |
| Materiale di rinvenimento | Riduce gli sprechi | Misure di controllo della qualità |
| Immagazzinamento | Degrado del materiale | Deposito a clima controllato |
| Trasporto | Impronta di carbonio | Approvvigionamento locale, quando possibile |
Pratiche di gestione dei rifiuti
Una gestione efficace degli scarti è essenziale nello stampaggio a iniezione dell'ABS:
- Implementazione di sistemi di riciclaggio a ciclo chiuso
- Separazione dei diversi tipi di rifiuti in plastica
- Smaltimento corretto dei materiali non riciclabili
- Manutenzione regolare per ridurre al minimo gli scarti di spurgo
Controllo delle emissioni e qualità dell'aria
Gestione dei COV
La lavorazione dell'ABS può rilasciare composti organici volatili (VOC). Le misure di controllo comprendono:
- Installazione di sistemi di ventilazione adeguati
- Utilizzo di impianti di filtrazione efficienti
- Monitoraggio regolare della qualità dell'aria
- Mantenimento di temperature di lavorazione ottimali
Riduzione dell'impronta di carbonio
Passi per ridurre al minimo le emissioni di carbonio:
- Utilizzo di apparecchiature ad alta efficienza energetica
- Implementazione di sistemi di fabbrica intelligenti
- Ottimizzazione dei programmi di produzione
- Riduzione delle esigenze di trasporto
Conservazione e gestione dell'acqua
Ottimizzazione del sistema di raffreddamento
L'utilizzo dell'acqua nei sistemi di raffreddamento richiede una gestione attenta:
- Implementazione di sistemi di raffreddamento a ciclo chiuso
- Manutenzione regolare delle torri di raffreddamento
- Monitoraggio della qualità dell'acqua
- Rilevamento e prevenzione delle perdite
Trattamento delle acque reflue
La corretta gestione delle acque reflue comprende:
| Fase di trattamento | Scopo | Benefici per l'ambiente |
|---|---|---|
| Filtrazione | Rimuovere le particelle | Ridurre l'inquinamento dell'acqua |
| Trattamento chimico | Neutralizzare i contaminanti | Proteggere i sistemi idrici |
| Riciclaggio | Riutilizzare l'acqua trattata | Conservare le risorse |
| Monitoraggio | Garantire la conformità | Mantenere gli standard |
Pratiche di produzione sostenibile
Ottimizzazione del processo
Implementazione di pratiche sostenibili nella produzione:
- Utilizzo di controlli di processo avanzati
- Riduzione al minimo dei tempi di ciclo
- Riduzione dei tassi di scarto
- Ottimizzazione del flusso di materiali
Misure di controllo della qualità
Il ruolo della gestione della qualità nella protezione dell'ambiente:
- Prevenzione dei componenti difettosi
- Riduzione dei rifiuti di materiale
- Riduzione al minimo dei requisiti di rilavorazione
- Implementazione della manutenzione preventiva
Materiali alternativi e innovazione
Alternative ecologiche
Esplorare le opzioni sostenibili:
- Alternative all'ABS a base biologica
- Materiali a contenuto riciclato
- Additivi biodegradabili
- Coloranti a basso impatto
Integrazione tecnologica
Utilizzare la tecnologia per migliorare l'ambiente:
- Sistemi di monitoraggio intelligenti
- Manutenzione predittiva
- Monitoraggio dell'utilizzo dell'energia
- Algoritmi di riduzione dei rifiuti
Conformità normativa e certificazione
Standard ambientali
Rispetto delle normative ambientali:
| Tipo standard | Requisiti | Attuazione |
|---|---|---|
| ISO 14001 | Gestione ambientale | Approccio sistematico |
| Regolamenti locali | Controllo delle emissioni | Monitoraggio regolare |
| Standard di settore | Movimentazione dei materiali | Formazione del personale |
| Gestione dei rifiuti | Smaltimento corretto | Documentazione |
Processo di certificazione
Mantenimento delle certificazioni ambientali:
- Audit regolari
- Formazione del personale
- Gestione della documentazione
- Miglioramento continuo
Noi di PTSMAKE siamo consapevoli che le considerazioni ambientali nello stampaggio a iniezione dell'ABS non riguardano solo la conformità, ma anche la responsabilità e la sostenibilità. Grazie a un'attenta considerazione di questi aspetti, abbiamo sviluppato processi che mantengono un'elevata qualità riducendo al minimo l'impatto ambientale. Invito i produttori a considerare le considerazioni ambientali come opportunità di innovazione e miglioramento, piuttosto che come ostacoli alla produzione.
Scoprite l'impatto della temperatura di transizione vetrosa sulla stampabilità dell'ABS e migliorate il vostro processo di stampaggio. ↩
Imparate a conoscere le caratteristiche di flusso dell'ABS per migliorare la progettazione degli stampi e l'efficienza della produzione. ↩
Scoprite come la gomma butadiene migliora le prestazioni dell'ABS in termini di resistenza agli urti e flessibilità. ↩
Scoprite come il calore influisce sulle proprietà della plastica ABS e migliorate la qualità della vostra produzione. ↩
Capire come l'ABS scorre e si deforma per migliorare la qualità dei pezzi nello stampaggio a iniezione. ↩
Imparate a conoscere i gradi dei materiali per migliorare la qualità dei prodotti e ottimizzare i costi di produzione. ↩
Comprendere l'impatto della cristallizzazione sulle proprietà del materiale e sulla lavorazione per una migliore selezione. ↩
Scoprite le tecniche di finitura anisotropica per migliorare l'aspetto e la funzionalità dei vostri pezzi in ABS. ↩
Comprendere il ritiro volumetrico per prevenire efficacemente i problemi di deformazione nello stampaggio a iniezione dell'ABS. ↩
La comprensione dell'elasticità dei materiali termoplastici migliora la selezione dei materiali e la durata dei prodotti per ottenere risultati di produzione ottimali. ↩
Comprendere l'MFI per ottimizzare le condizioni di lavorazione e migliorare la qualità dei pezzi nello stampaggio a iniezione dell'ABS. ↩
Scoprite come i sistemi servoidraulici migliorano l'efficienza energetica nello stampaggio a iniezione. ↩






