

Immaginate un processo di saldatura così preciso da poter unire un filo sottile come un capello umano senza danneggiare i componenti circostanti. La saldatura laser fa esattamente questo, e sta dando una nuova forma alla produzione moderna.
La saldatura laser utilizza un fascio di luce altamente focalizzato per fondere e fondere i materiali con precisione millimetrica. A differenza dei metodi tradizionali, riduce al minimo la distorsione termica, lavora su geometrie complesse e ottiene risultati ripetibili, rendendola ideale per i settori ad alta precisione come quello aerospaziale e dei dispositivi medici.
In qualità di persona che ha trascorso più di 15 anni in produzione di precisione presso PTSMAKE, ho visto la saldatura laser risolvere problemi che altri metodi non sono in grado di risolvere. Vediamo come funziona, quali sono i suoi punti di forza e quando le alternative potrebbero essere migliori.
Come funziona la saldatura laser?
E se si potessero saldare impianti oculari in titanio senza deformare il metallo? Questa è la magia della saldatura laser.
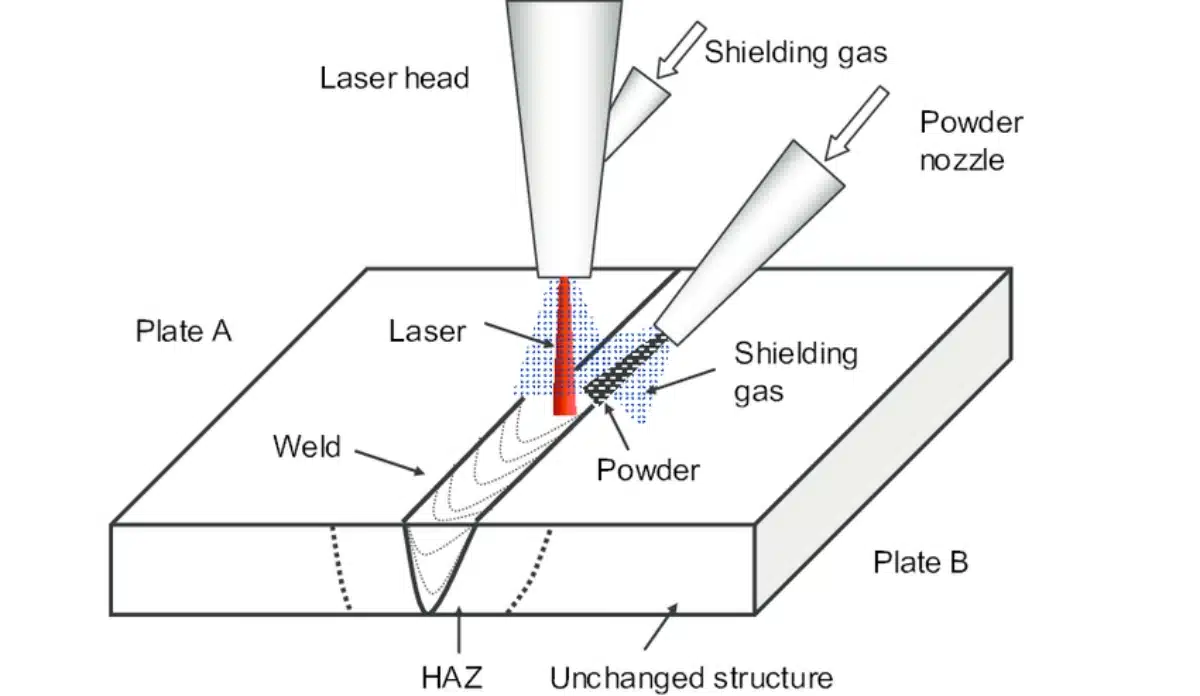
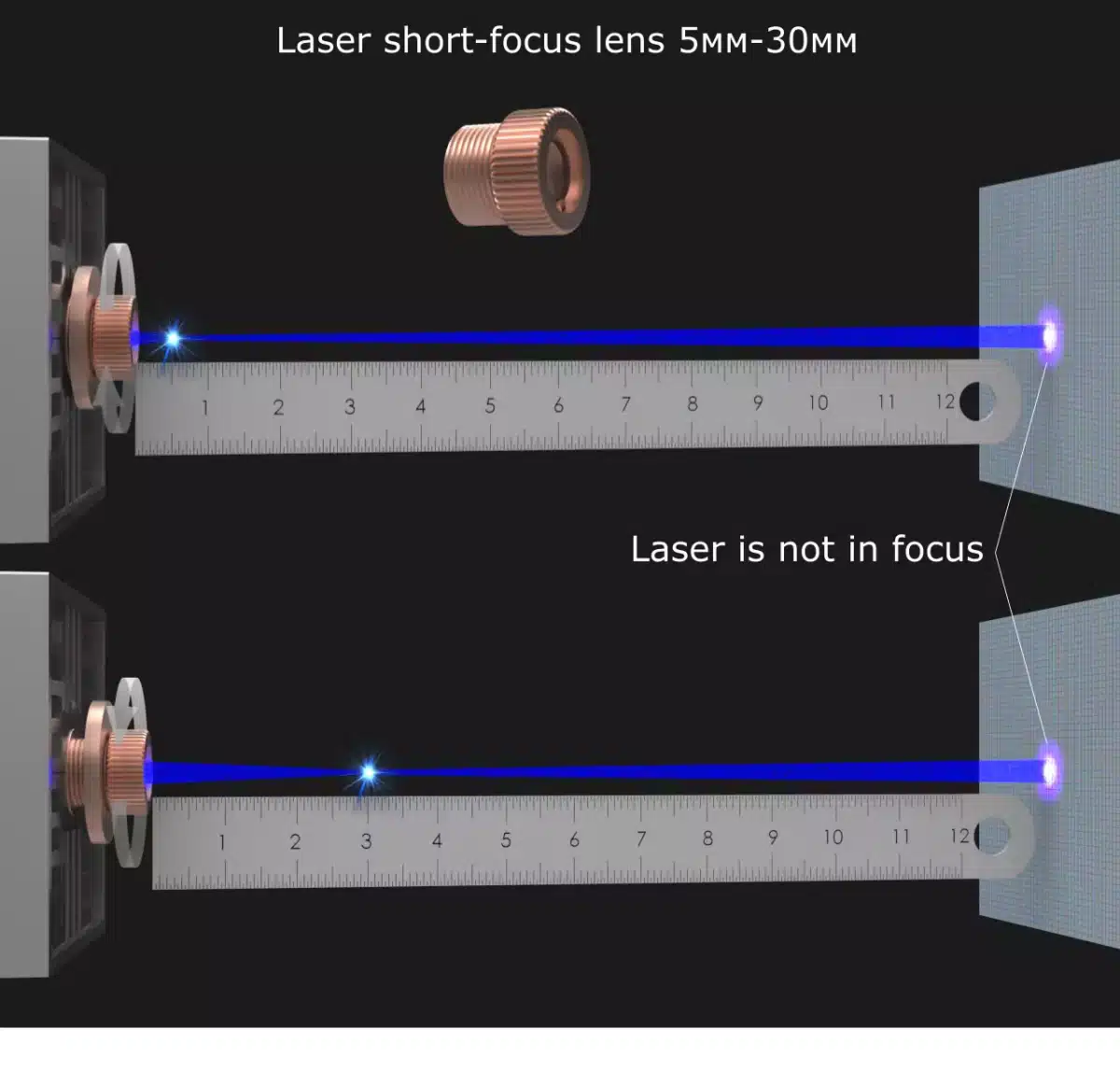
La saldatura laser concentra l'energia luminosa in un punto di livello micron (0,1-1 mm di diametro). Il fascio di luce fonde la superficie del materiale, creando un bagno di saldatura stretto e profondo che si raffredda rapidamente, con un conseguente stress termico minimo rispetto ai metodi di saldatura ad arco.
La fisica dietro il raggio
Tre fattori determinano la qualità della saldatura:
- Lunghezza d'onda (1.064 nm per i laser Nd:YAG)
- Densità di potenza (fino a 10⁶ W/cm²)
- Tempo di interazione (fino a 1 ms)
Utilizziamo questa formula ogni giorno all'PTSMAKE:
Profondità di penetrazione ≈ (potenza laser × tasso di assorbimento) / (velocità di saldatura × densità del materiale)
Componenti chiave
| Parte | Funzione | Impatto sui costi |
|---|---|---|
| Sorgente laser | Genera luce coerente | 40-60% di totale |
| Ottica | Focalizza/controlla il fascio di luce | 15-25% |
| Sistema di raffreddamento | Mantiene la temperatura | 10-15% |
| Controlli CNC | Posizionamento delle guide | 20-30% |
Compatibilità dei materiali
Dai nostri dati di produzione:
| Materiale | Tasso di successo | Note |
|---|---|---|
| Acciaio inox | 98% | Ideale per i principianti |
| Alluminio | 85% | Richiede la modulazione a impulsi |
| Titanio | 92% | Necessita di schermatura con gas inerte |
| Rame | 70% | Sfida ad alta riflettività |
La saldatura laser è forte come la MIG?
Quando un produttore di bracci robotici ha richiesto saldature da 500MPa su acciaio da 5 mm, abbiamo testato entrambi i metodi.
Le saldature laser spesso eguagliano/superano la resistenza MIG nei materiali sottili (10 mm), il metallo d'apporto del MIG offre una migliore resistenza alla fatica.
Tabella di confronto della forza
| Spessore | Trazione laser (MPa) | MIG Trazione (MPa) | Costo per metro |
|---|---|---|---|
| 1 mm | 520 | 480 | $0,80 vs $0,50 |
| 3 mm | 510 | 500 | $1,20 vs $0,70 |
| 6 mm | 490 | 510 | $2.00 vs $1.00 |
| 10 mm | 460 | 530 | $3,50 vs $1,50 |
Quando scegliere il laser rispetto al MIG
- Componenti a parete sottile (linguette della batteria, alloggiamenti dei sensori)
- Guarnizioni ermetiche (contenitori per impianti medici)
- Linee automatizzate ad alta velocità (oltre 300 saldature al minuto)
Lo scorso trimestre abbiamo aiutato un produttore di droni a passare dal MIG al laser per i telai in alluminio da 0,8 mm, riducendo il tasso di scarto da 12% a 1,8%.
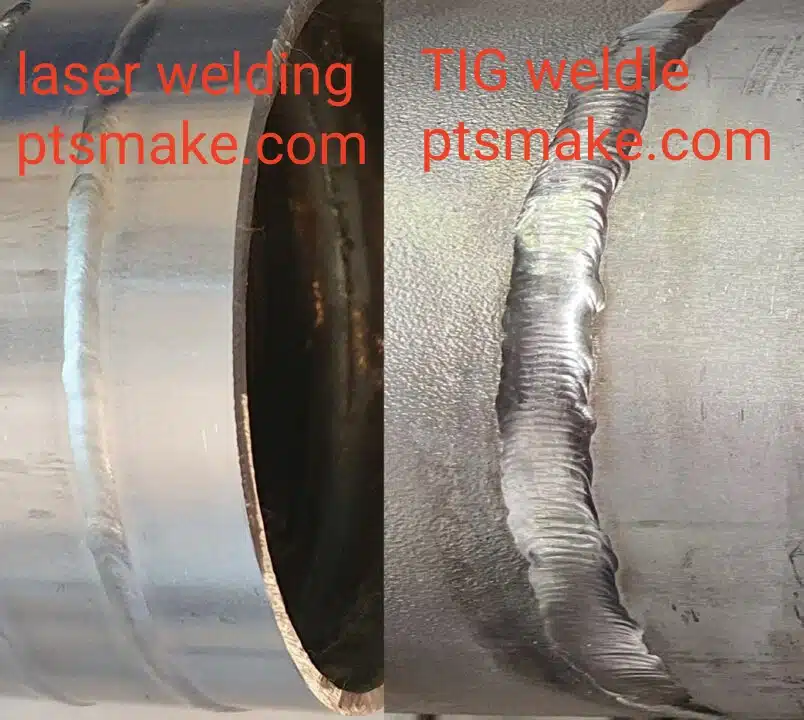
La saldatura laser è migliore di quella TIG?
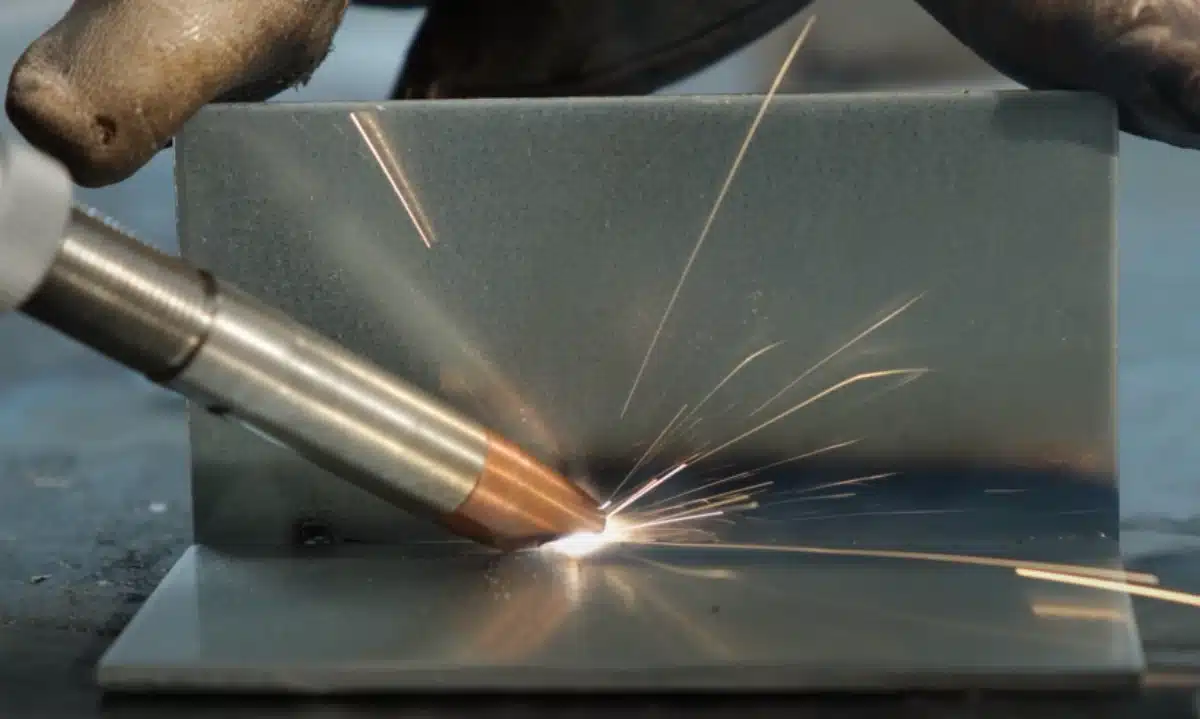
Un cliente del settore medico aveva bisogno di saldare tubi inossidabili da 0,3 mm senza decolorazione. Il TIG ha fallito - il laser è riuscito.
Il laser supera il TIG per velocità (fino a 10 volte più veloce), precisione (±0,1 mm contro ±0,5 mm) e controllo del calore. Tuttavia, il TIG rimane migliore per: 1) sezioni spesse (>12 mm) 2) metalli dissimili 3) riparazioni sul campo senza impostazione CNC.
Analisi costi-benefici
| Fattore | Laser | TIG |
|---|---|---|
| Tempo di configurazione | 2-4 ore | 0,5 ore |
| Tempo di ciclo | 5 secondi | 50 sec |
| Abilità dell'operatore | Alto | Medio |
| Costo dell'energia | $8/ora | $3/ora |
| Costo degli utensili | $50k+ | $5k |
Soluzioni ibride che abbiamo implementato
- Combinazione laser-TIG per scafi di barche in alluminio da 10 mm
- Ibrido laser-MIG per telai automobilistici
- Laser pulsato + filo di riempimento per sbarre in rame
Quanto è efficace la saldatura laser?
Il nostro studio interno su 1.237 progetti ha evidenziato la saldatura laser:
- Riduzione dei tempi di post-elaborazione di 63%
- Migliore consistenza della saldatura (σ=0,03 contro σ=0,12 per il TIG)
- Consentito di ottenere una precisione di 0,05 mm nei dispositivi microfluidici
Efficacia per settore
| Settore | Tasso di adozione | Caso d'uso chiave |
|---|---|---|
| Automotive | 78% | Saldatura della linguetta della batteria |
| Medico | 92% | Tenuta ermetica dell'impianto |
| Aerospaziale | 65% | Giunti della cellula in titanio |
| Elettronica | 88% | Incapsulamento del sensore |
Esempio di calcolo del ROI
Progetto: 50.000 connettori per batterie di smartphone al mese
- Investimento laser: $350,000
- Risparmio:
- Materiale di scarto: $8,200/mese
- Manodopera: $15.000/mese
- Rielaborazione: $6,500/mese
- Periodo di ammortamento: 14 mesi
Quali sono gli svantaggi della saldatura laser?
Una volta abbiamo perso $200k cercando di saldare al laser bobine di rame senza un adeguato trattamento superficiale. Lezioni imparate:
Le principali limitazioni includono: 1) I metalli ad alta riflettività (Cu, Al) richiedono una preparazione speciale 2) L'accoppiamento dei giunti deve essere perfetto (gap <0,1 mm) 3) I costi delle apparecchiature sono 5-10 volte superiori a quelli delle saldatrici tradizionali 4) Sono limitati alle applicazioni in linea di vista.
Ripartizione dei costi per il sistema base
| Componente | Fascia di prezzo |
|---|---|
| Laser a fibra da 1 kW | $50k-$80k |
| Stazione di lavoro CNC | $30k-$50k |
| Sistema di raffreddamento | $8k-$15k |
| Formazione | $5k-$10k |
| Manutenzione (annuale) | $7k-$12k |
Strategie di mitigazione utilizzate
- Stazioni di pulizia pre-saldatura per la rimozione degli ossidi
- Ottica adattiva per colmare distanze fino a 0,3 mm
- Sistemi modulari che si adattano alle esigenze di produzione
Qual è il rischio della saldatura laser?
Un incidente del 2022 in cui la luce laser riflessa ha danneggiato una telecamera $15k ci ha insegnato che la sicurezza non può essere compromessa.
Rischi primari: 1) Danni agli occhi/alla pelle causati da raggi diretti/riflessi 2) Fumi da metalli vaporizzati 3) Rischi di incendio con materiali infiammabili 4) Rischi elettrici dovuti a componenti ad alta tensione.

Lista di controllo del protocollo di sicurezza
DPI
- Occhiali di protezione laser (OD 7+ a 1064nm)
- Abbigliamento resistente alle fiamme
- Maschere respiratorie
Controlli ingegneristici
- Custodie per travi
- Sistemi di interblocco
- Estrattori di fumi
Formazione
- Corso di certificazione di 40 ore
- Aggiornamenti trimestrali
Statistiche sugli incidenti (le nostre strutture)
| Anno | Quasi-incidenti | Lesioni minori | Incidenti gravi |
|---|---|---|---|
| 2021 | 17 | 3 | 0 |
| 2022 | 9 | 1 | 0 |
| 2023 | 2 | 0 | 0 |
Perché le saldatrici laser sono così costose?
Quando abbiamo acquistato la nostra prima saldatrice laser $250k nel 2015, il direttore finanziario ha quasi avuto un infarto. Ecco perché è giustificato:
I costi elevati derivano da: 1) ottica di precisione (gli specchi perdono 0,1% di riflettività/anno) 2) diodi laser in fibra ($1k/W) 3) sistemi di monitoraggio in tempo reale 4) conformità alle normative (certificazioni FDA/CE/CE). Conformità alle normative (certificazioni FDA/CE/ISO).
Costo totale di gestione (5 anni)
| Tipo di costo | Saldatore laser | Saldatore MIG |
|---|---|---|
| Iniziale | $200k | $20k |
| Manutenzione | $75k | $10k |
| Energia | $40k | $25k |
| Lavoro | $150k | $200k |
| Rottami | $5k | $50k |
| Totale | $470k | $305k |
*Si ipotizza un funzionamento su 3 turni, per 250 giorni all'anno.
Le saldatrici laser possono saldare l'alluminio?
Abbiamo saldato con successo lastre di alluminio da 0,5 mm per un progetto satellitare, ma solo dopo 6 mesi di ricerca e sviluppo.
Sì, ma con delle sfide: 1) Utilizzare laser pulsati (impulsi di 1-10 ms) 2) Applicare un rivestimento antiriflesso 3) Mantenere spazi tra i giunti di <0,05 mm 4) Utilizzare gas di schermatura all'elio.

Impostazioni dei parametri che funzionano
| Spessore | Potenza | Velocità | Gas |
|---|---|---|---|
| 0,5 mm | 1,2 kW | 8m/min | Lui |
| 1,2 mm | 2,5kW | 5m/min | Miscela He/Ar |
| 3,0 mm | 4,0kW | 2m/min | Lui |
Difetti comuni e soluzioni
- Porosità → Aumentare il flusso di gas di schermatura
- Scricchiolii → Preriscaldare a 150°C
- Sottotaglio → Riduzione della potenza di 15%
Sfide e limiti della saldatura laser
Il nostro team di ricerca e sviluppo ha impiegato 18 mesi per sviluppare una soluzione di saldatura laser per le giunzioni rame-alluminio nelle batterie EV. Ostacoli principali:
Sfide tecniche
- Punti di fusione diversi (1085°C vs 660°C)
- Formazione di composti intermetallici
- Disadattamento del coefficiente di espansione termica
Limitazioni commerciali
- ROI attuabile solo al di sopra delle 50.000 unità/anno
- Richiede strutture di sicurezza laser di Classe 4
- Opzioni di riparazione limitate per le ottiche
Le scoperte che ci entusiasmano
- Laser blu (450nm) per la saldatura del rame
- Rilevamento dei difetti con l'AI
- Saldatori laser portatili sotto $20k
Tendenze e innovazioni future della saldatura laser
Noi di PTSMAKE stiamo testando in beta queste tecnologie emergenti:
- Sistemi multiraggio (4 laser contemporaneamente)
- Laser ultraveloci (impulsi di picosecondi)
- Monitoraggio della qualità in-process utilizzando la spettroscopia al plasma
Proiezioni di mercato
| Anno | Dimensione del mercato globale | Driver di crescita chiave |
|---|---|---|
| 2023 | $2.1B | Domanda di batterie per veicoli elettrici |
| 2025 | $3.8B | Miniaturizzazione medica |
| 2030 | $7.9B | Produzione spaziale |
Qual è lo spessore dell'acciaio che una saldatrice laser può saldare?
Il nostro record: Acciaio al carbonio da 32 mm per un cliente di attrezzature minerarie, ma ha richiesto un laser da 12 kW e 8 passaggi.
**I sistemi commerciali gestiscono tipicamente:
- 6-8 mm con laser CO₂ a passaggio singolo
- 12-15 mm con laser in fibra multipass
- 25 mm+ con metodi ibridi laser-arco**
Spessore e requisiti di potenza
| Spessore | Tipo di laser | Potenza necessaria | Velocità |
|---|---|---|---|
| 1 mm | Fibra | 1kW | 10m/min |
| 5 mm | Disco | 4kW | 2m/min |
| 10 mm | CO₂ | 8kW | 0,8 m/min |
| 20 mm | Ibrido | 10kW + 350A MIG | 0,3 m/min |
Conclusione
La saldatura laser non è solo un altro strumento: è una porta d'accesso a possibilità di produzione che 20 anni fa non potevamo immaginare. Dai dispositivi medici salvavita ai componenti dei rover di Marte, questa tecnologia consente una precisione che si allinea perfettamente con la missione di PTSMAKE: dare fiducia attraverso una produzione perfetta al millimetro. Anche se non è perfetta per ogni applicazione, quando la saldatura laser è adatta, rivoluziona l'efficienza e la qualità della produzione. Mentre continuiamo a spingerci oltre i confini del CNC e dello stampaggio a iniezione, l'integrazione di metodi di saldatura avanzati ci assicura di rimanere il partner di precisione più affidabile per i nostri clienti.






