

Understanding Titanium Properties
Ever wondered why aerospace engineers get excited about a metal that’s notoriously difficult to work with? Titanium might be the unsung hero of modern manufacturing, hiding in plain sight in everything from aircraft engines to your premium golf clubs.
Titanium stands as a marvel in the engineering world, combining extraordinary strength with remarkably low weight. Its unique atomic structure creates a material that challenges conventional machining approaches while offering performance benefits that few other metals can match.

The Fundamental Nature of Titanium
When approaching titanium machining projects, understanding the core properties of this exceptional metal becomes essential. Titanium’s position as element 22 on the periodic table places it among transition metals, but its behavior sets it apart from most engineering materials. The metal exists in two primary crystalline forms: alpha titanium (hexagonal close-packed) and beta titanium (body-centered cubic). This crystalline structure directly influences how the material responds during cutting operations.
In my experience working with aerospace clients at PTSMAKE, I’ve found that titanium’s atomic structure creates a unique combination of properties that both attract engineers and challenge machinists. The metal forms a tight oxide layer almost instantly when exposed to oxygen, providing exceptional corrosion resistance but creating complications during cutting operations.
Strength-to-Weight Ratio: The Defining Advantage
Titanium’s most celebrated characteristic is undoubtedly its impressive strength-to-weight ratio. This property makes it particularly valuable in weight-sensitive applications where performance cannot be compromised.
To put this in perspective, consider how titanium compares to other common engineering metals:
| Property | Titanium | Steel | Aluminum |
|---|---|---|---|
| Density (g/cm³) | 4.5 | 7.8 | 2.7 |
| Tensile Strength (MPa) | 900-1200 | 500-850 | 200-600 |
| Strength-to-Weight Ratio | Very High | Moderate | High |
| Corrosion Resistance | Excellent | Poor to Good | Good |
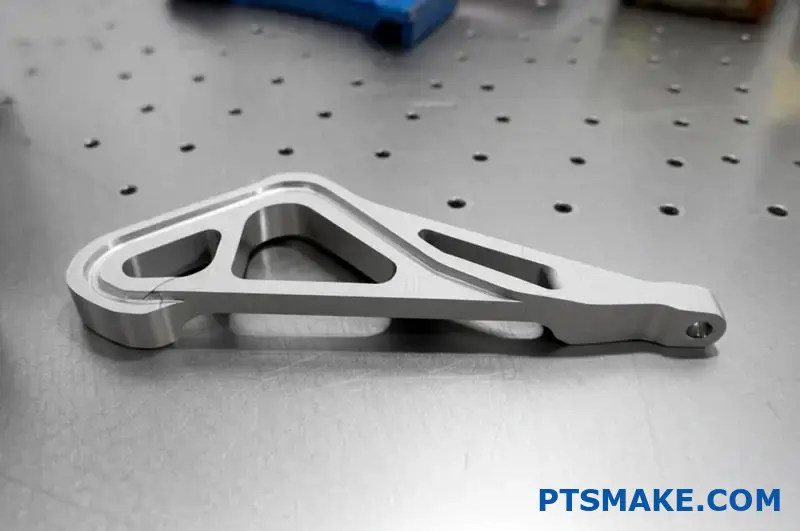
This exceptional strength-to-weight ratio explains why titanium has become indispensable in aerospace applications, where every gram matters. However, this same strength presents significant challenges during machining processes, requiring specialized tools and techniques.
Thermal Properties and Machining Challenges
One of titanium’s most problematic characteristics from a machining perspective is its remarkably low thermal conductivity. At approximately 1/7th the thermal conductivity of aluminum, titanium retains heat at the cutting interface rather than dissipating it through the workpiece.
This thermal behavior creates a perfect storm of machining challenges:
- Heat concentration at the cutting edge accelerates tool wear
- Cutting temperatures can exceed 1000°C at the tool-workpiece interface
- Thermal expansion during machining affects dimensional accuracy
- Risk of work hardening increases dramatically with heat buildup
During precision titanium machining operations at PTSMAKE, we implement specialized cooling strategies and cutting parameters to manage these thermal issues effectively. Without proper thermal management, tool life can be reduced by as much as 80% compared to machining more conventional metals.
Chemical Reactivity: A Double-Edged Sword
Titanium’s chemical properties present another fascinating paradox. The material rapidly forms a passive oxide layer (TiO₂) when exposed to oxygen, creating excellent corrosion resistance that makes it ideal for medical implants and chemical processing equipment. However, this same reactivity becomes problematic during machining.
The metal demonstrates what metallurgists call chemical affinity1 with many tool materials, particularly at elevated temperatures. This means titanium literally wants to bond with cutting tool materials, leading to:
- Built-up edge formation on cutting tools
- Increased friction at the cutting interface
- Material adhesion to tool surfaces
- Premature tool failure through chemical diffusion
This chemical behavior helps explain why titanium machining often requires specialized coated tooling and abundant cooling fluids. Through years of titanium processing experience, I’ve found that even brief interruptions in coolant flow can lead to catastrophic tool failure within seconds.
Work Hardening Tendency
The final property that significantly impacts titanium machining is its strong tendency toward work hardening. As titanium is deformed during cutting operations, its crystalline structure changes, significantly increasing hardness and resistance to further deformation.
This work hardening behavior manifests in several ways:
- Surface hardening creates an increasingly difficult-to-cut layer
- Interrupted cuts face varying material hardness
- Vibration or chatter dramatically accelerates work hardening
- Tool entry and exit points experience more severe hardening
At PTSMAKE, we’ve developed specific cutting strategies that maintain consistent chip formation and minimize work hardening effects. This includes optimized feed rates, specialized tool geometries, and rigorous vibration control throughout the machining process.
The Practical Implications for Machining
These fundamental properties – strength, thermal behavior, chemical reactivity, and work hardening – combine to create titanium’s unique machining personality. Understanding these characteristics isn’t just academic; it directly translates to practical decisions about cutting speeds, tool selection, coolant application, and machining strategies.
When approached with proper understanding and technique, titanium can be machined effectively and economically. The key lies in respecting its unique nature rather than treating it like conventional metals. By embracing specialized approaches built around titanium’s inherent properties, manufacturers can unlock the tremendous potential of this extraordinary metal.
Selecting The Right Tooling
Ever wondered why some titanium parts come out flawless while others fail miserably? The secret isn’t just in the machine—it’s in the cutting edge that meets the metal. Let me show you how choosing the right tool transforms titanium from intimidating to inspiring.
Selecting proper cutting tools for titanium machining is the single most critical decision affecting quality, cost, and efficiency. The right tooling combines advanced coating technology with optimized geometry to withstand titanium’s unique challenges and deliver exceptional results.

Carbide Cutting Tools: The Foundation of Titanium Machining
When machining titanium, the starting point for tooling selection must be substrate material. In my experience working with aerospace and medical clients, tungsten carbide has proven consistently superior to other tool materials for titanium applications. What makes carbide particularly effective is its unique combination of hardness and toughness—properties that directly counteract titanium’s challenging characteristics.
The ideal carbide grade for titanium machining typically contains:
- 6-10% cobalt for enhanced fracture resistance
- Submicron tungsten carbide grain structure for edge strength
- Balanced hardness-to-toughness ratio optimized for interrupted cuts
At PTSMAKE, we’ve found that carbide tools with grain sizes between 0.5-0.8 microns deliver the best performance across diverse titanium alloys. Finer grain structures provide superior edge retention but may prove too brittle for heavy roughing operations.
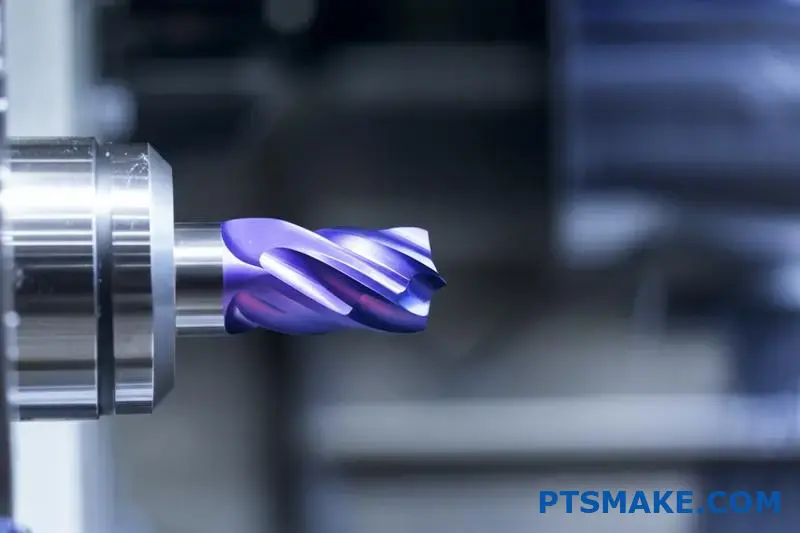
Advanced Coatings: The Thermal Barrier
While carbide provides the foundation, modern coating technology transforms an ordinary tool into one capable of withstanding titanium’s extreme machining environment. Three coatings consistently outperform others when facing titanium’s high temperatures and reactive nature:
| Coating Type | Temperature Resistance | Hardness (HV) | Best Applications | Weakness |
|---|---|---|---|---|
| AlTiN | Up to 900°C | 3300-3500 | High-speed machining, dry cutting | Slightly thicker coating reduces edge sharpness |
| TiAlN | Up to 800°C | 3000-3200 | General-purpose titanium machining | Less effective in extreme temperatures |
| TiCN | Up to 750°C | 3200-3500 | Finishing operations, lower speeds | Not ideal for high-temperature applications |
These specialized coatings address several critical issues in titanium machining:
- They create a thermal barrier that protects the carbide substrate from extreme heat
- They reduce chemical affinity2 between titanium and cutting tool materials
- They decrease friction at the cutting interface, reducing heat generation
- They provide enhanced hardness at the cutting edge, extending tool life
When selecting coated tools for titanium machining projects, coating thickness becomes a significant consideration. While thicker coatings offer greater protection, they can dull the cutting edge—a particular concern with titanium’s work-hardening tendencies. The optimal coating thickness typically ranges from 2-4 microns, balancing protection with cutting edge sharpness.
Optimal Tool Geometry for Titanium
Beyond material and coating considerations, tool geometry plays a decisive role in successful titanium machining. The right geometry addresses titanium’s low thermal conductivity, high strength, and work-hardening tendencies.
Rake Angle Optimization
The rake angle—the angle between the tool face and a line perpendicular to the machined surface—significantly impacts cutting forces and heat generation. For titanium machining, positive rake angles between 5° and 15° offer several advantages:
- Reduced cutting forces and power requirements
- Improved chip evacuation from the cutting zone
- Decreased work hardening through cleaner shearing action
- Lower heat generation at the tool-workpiece interface
However, excessively positive rake angles can weaken the cutting edge. This creates a delicate balancing act between cutting efficiency and tool durability. At PTSMAKE, we typically recommend higher positive rake angles for finishing operations (10-15°) and more moderate angles for roughing (5-10°) to maintain edge strength.
Relief Angle Considerations
The relief or clearance angle prevents rubbing between the tool flank and newly machined surface. For titanium machining, proper relief angles are critical due to the material’s elasticity and springback behavior. Optimal relief angles typically fall between:
- Primary relief: 10-14 degrees
- Secondary relief: 15-20 degrees
These relatively high relief angles reduce friction and heat generation along the flank face, but excessive clearance will compromise edge strength. Finding the right balance requires considering the specific titanium alloy, cutting parameters, and whether you’re performing roughing or finishing operations.
Cutting Edge Preparation
The microscopic cutting edge itself deserves special attention when machining titanium. While conventional wisdom suggests the sharpest possible edge, titanium machining often benefits from controlled edge preparation techniques:
- Honing: A small radius (0.01-0.03mm) can strengthen the cutting edge
- Chamfering: A tiny flat at specific angles reinforces the cutting edge
- Waterfall honing: Variable edge preparation provides balanced performance
These micro-modifications to the cutting edge offer increased durability without significantly increasing cutting forces. For high-precision titanium components at PTSMAKE, we often specify tools with application-specific edge preparations that match the particular demands of each project.
Specialized Tool Designs for Titanium
Standard off-the-shelf cutting tools rarely deliver optimal performance in titanium. Purpose-designed tools that incorporate titanium-specific features yield dramatically better results:
- Variable helix angles that reduce harmonics and vibration
- Unequal flute spacing to break up cutting forces
- Deeper flutes with polished surfaces for efficient chip evacuation
- Reinforced cores that minimize tool deflection
These specialized design elements directly address titanium’s unique machining challenges. While such tools typically command premium prices, the performance improvements—longer tool life, better surface quality, and faster possible cutting speeds—often justify the investment many times over.
Selecting the right tooling for titanium machining isn’t merely about choosing the most expensive option. It requires understanding how material, coating, geometry, and design elements work together to overcome titanium’s inherent challenges. With the right tooling solution, even the most demanding titanium components can be machined efficiently, accurately, and economically.
Optimal Cutting Parameters
Ever feel like you’re navigating a minefield when setting up for titanium machining? That sweet spot between productivity and tool life can seem elusive. But what if the perfect balance is just a few parameter adjustments away?
Mastering cutting parameters for titanium machining requires understanding the delicate balance between speed, feed, and depth of cut. The right combination prevents work hardening, manages heat, and dramatically extends tool life while maintaining productivity.

The Science Behind Speeds and Feeds for Titanium
Titanium’s unique properties demand a fundamental rethinking of traditional machining parameters. While conventional wisdom for many metals suggests "speed up, feed down" for better surface finishes, titanium follows different rules entirely. The material’s low thermal conductivity combined with its work-hardening tendency creates a situation where standard parameter approaches can quickly lead to disaster.
When machining titanium, heat becomes your primary enemy. Unlike aluminum or steel, which conduct heat away from the cutting zone, titanium traps heat at the tool-workpiece interface. This concentrated heat accelerates tool wear and can trigger a cascade of problems including work hardening, built-up edge, and premature tool failure.
Cutting Speed: The Critical Variable
The single most important parameter when machining titanium is cutting speed (surface feet per minute or SFM). Excessive speed generates heat that cannot dissipate through titanium’s poor thermal conductivity. Based on years of titanium machining experience at PTSMAKE, I’ve found the optimal cutting speed ranges typically fall between:
| Titanium Alloy | Operation Type | Recommended Cutting Speed (SFM) | Coolant Requirement |
|---|---|---|---|
| Commercially Pure | Roughing | 200-250 | Flood |
| Commercially Pure | Finishing | 250-300 | Flood |
| Ti-6Al-4V | Roughing | 150-200 | High-pressure |
| Ti-6Al-4V | Finishing | 200-250 | High-pressure |
| Ti-5Al-5Mo-5V-3Cr | Roughing | 100-150 | High-pressure |
| Ti-5Al-5Mo-5V-3Cr | Finishing | 150-200 | High-pressure |
These speeds may seem conservative compared to those used for aluminum or even steel, but they represent the optimal balance between productivity and tool life for titanium alloys. At PTSMAKE, we’ve found that exceeding these ranges, even by 10-15%, can reduce tool life by 30-50% or more.

Feed Rate: Breaking Conventional Rules
While cutting speed must be reduced for titanium, feed rates follow a counterintuitive pattern. Unlike many materials where lighter feeds improve finish, titanium actually benefits from more aggressive feed rates. This approach prevents the cutting edge from dwelling in one position, which would generate excessive heat and work hardening.
Optimal feed rates for titanium typically range from 0.004-0.008 inches per tooth (IPT) for end mills, with smaller diameters requiring the lower end of this range. For turning operations, feed rates between 0.005-0.015 inches per revolution (IPR) typically yield the best results.
The science behind this approach relates to chip thinning3 – the phenomenon where actual chip thickness differs from the programmed feed rate due to tool engagement angles. With titanium, maintaining adequate chip thickness prevents the tool from rubbing instead of cutting, which would generate excessive heat without efficient material removal.
Depth and Width of Cut Strategies
Beyond speed and feed, the depth and width of cut significantly impact titanium machining success. These parameters affect tool engagement, cutting forces, and heat distribution throughout the cut.
Depth of Cut: Go Deep, Not Wide
When roughing titanium, deeper cuts often outperform wider ones. A depth of cut between 1-2 times the tool diameter with a reduced width of cut (30-40% of diameter) typically yields better results than shallower, wider passes. This approach:
- Directs cutting forces axially rather than radially, reducing deflection
- Engages the tool in thicker material away from previously work-hardened surfaces
- Utilizes the full flute length, distributing heat across more of the cutting edge
- Reduces the number of passes needed, minimizing repeated heating cycles
For finishing operations, lighter depths (0.010-0.030") combined with appropriate feed rates ensure dimensional accuracy while maintaining sufficient chip thickness to prevent rubbing.
Radial Engagement: Managing Heat Buildup
The width of cut, or radial engagement, plays a crucial role in heat management during titanium machining. Traditional high-efficiency milling strategies that use light radial engagement with higher speeds don’t translate well to titanium due to its poor thermal properties.
For optimal titanium machining, consider these radial engagement strategies:
- Roughing: 30-40% of tool diameter to balance material removal rate with heat generation
- Semi-finishing: 25-35% to maintain productivity while reducing thermal load
- Finishing: 10-20% for wall features to minimize deflection and work hardening
At PTSMAKE, we’ve developed specialized toolpaths that maintain consistent radial engagement throughout the cut, preventing the sudden load increases that can lead to catastrophic tool failure in titanium machining.
The Dynamic Relationship Between Parameters
The real art in titanium machining comes from understanding how these parameters interact. Rather than viewing speed, feed, and depth as isolated variables, successful titanium machining requires considering their combined effect on the cutting process.
The Chip Thinning Effect
When machining with less than 50% radial engagement, the effective chip thickness decreases due to the curved tool path. This means your programmed feed rate may not produce the intended chip load. For titanium, this can lead to dangerous situations where the tool rubs instead of cuts.
To compensate for chip thinning in titanium machining, feed rates often need adjustment based on the radial engagement percentage:
| Radial Engagement (% of diameter) | Feed Rate Adjustment Factor |
|---|---|
| 50% | 1.0 (no adjustment needed) |
| 30% | 1.3 (increase feed by 30%) |
| 20% | 1.6 (increase feed by 60%) |
| 10% | 2.3 (increase feed by 130%) |
These adjustments ensure the actual chip thickness remains consistent despite changes in radial engagement, preventing the heat buildup that occurs when tools dwell or rub against the workpiece.
Preventing Dwell and Work Hardening
One of the most critical aspects of titanium parameter selection is avoiding conditions that cause dwell. Dwell occurs when the cutting edge remains in contact with the material without effectively removing it, generating heat and triggering work hardening.
To prevent dwell:
- Maintain consistent feed rates throughout the cut
- Program tool entries and exits with arcing or ramping motions
- Avoid sudden direction changes that momentarily stop material removal
- Use climb milling rather than conventional milling whenever possible
- Ensure coolant pressure and volume remain constant during machining
At PTSMAKE, we’ve found that maintaining chip load consistency is perhaps the single most important factor in successful titanium machining. When the chip thickness varies dramatically, work hardening quickly creates a self-reinforcing cycle of increasing cutting forces and heat generation.
Practical Application in Production Environments
Translating these parameters to real-world production requires attention to machine capabilities and stability. Even the perfect speed and feed combination will fail if the machine tool, workholding, or toolholding introduces vibration or deflection.
In production environments, successful titanium machining parameters must account for:
- Machine rigidity and damping characteristics
- Toolholder runout and grip security
- Workpiece fixturing stability
- Coolant delivery pressure and volume
- Program consistency and acceleration/deceleration profiles
By addressing these practical considerations alongside the fundamental cutting parameters, manufacturers can achieve consistent, predictable results even with titanium’s challenging properties.
Finding the optimal cutting parameters for titanium requires moving beyond cookbook values to understand the material’s unique behavior under machining conditions. With properly selected speeds, feeds, and cutting depths, titanium transforms from a manufacturing nightmare into a manageable material that delivers exceptional performance in the most demanding applications.
Coolant Strategies For Heat Management
Ever wondered why some titanium parts come out flawless while others warp and fail? The secret lies not in the cutter itself, but in what you can’t see – the invisible battle against heat happening at the cutting edge every millisecond.
Effective coolant application is the unsung hero of titanium machining success. When properly implemented, strategic cooling doesn’t just prevent thermal damage—it transforms the entire cutting process, extending tool life by up to 300% while enabling faster material removal rates.

The Critical Role of Cooling in Titanium Machining
When machining titanium, heat management isn’t just important—it’s absolutely essential. Titanium’s thermal conductivity is approximately 7 W/m·K, roughly 1/15th that of aluminum and 1/4th that of steel. This poor thermal conductivity means that heat generated during the cutting process remains concentrated at the tool-workpiece interface rather than dissipating through the material.
Without proper cooling strategies, this concentrated heat creates a cascade of problems:
- Accelerated tool wear due to thermal softening of cutting edges
- Chemical reactions between titanium and tool materials at elevated temperatures
- Thermal expansion affecting dimensional accuracy
- Work hardening from excessive heat buildup
- Poor surface finish from built-up edge formation
In my years working with aerospace and medical clients at PTSMAKE, I’ve seen countless projects succeed or fail based solely on their cooling approach. The difference between adequate and excellent cooling can mean the difference between 10 parts per tool and 50+ parts per tool.
Understanding Heat Generation During Titanium Cutting
To develop effective cooling strategies, we must first understand exactly where and how heat is generated during titanium machining. Three primary heat sources exist in the cutting process:
- Primary deformation zone (shear plane where chip forms)
- Secondary deformation zone (where chip slides across tool face)
- Tertiary deformation zone (where tool flank rubs against newly machined surface)

Due to titanium’s high shear strength and low thermal conductivity, approximately 80% of the heat generated during machining is concentrated in these zones. Remarkably, cutting temperatures can exceed 800°C during typical titanium milling operations, with temperature spikes reaching even higher levels during momentary interruptions in cooling.
High-Pressure Coolant Delivery Systems
Among the most effective cooling strategies for titanium machining is high-pressure coolant delivery. This approach uses specialized pumps and nozzles to direct precisely aimed coolant streams at critical cutting interfaces.
Pressure Considerations for Effective Cooling
The pressure at which coolant is delivered dramatically impacts its effectiveness in titanium machining:
| Coolant Pressure | Application | Benefits | Limitations |
|---|---|---|---|
| Standard (20-300 PSI) | Light duty titanium machining | Familiar setup, standard equipment | Limited chip breaking, moderate cooling |
| Medium (300-800 PSI) | General titanium machining | Improved chip control, better cooling | Requires specialized equipment |
| High (800-1500 PSI) | Aggressive titanium removal | Superior chip evacuation, maximum cooling | Higher cost, containment challenges |
| Ultra-high (1500+ PSI) | Advanced aerospace applications | Breaking through vapor barrier, exceptional cooling | Specialized equipment, mist management |
At PTSMAKE, we’ve found that pressures between 800-1200 PSI provide the optimal balance for most titanium machining operations. This range is sufficient to penetrate the vapor barrier4 that can form at the cutting interface while remaining manageable in typical production environments.
Nozzle Design and Positioning
The effectiveness of high-pressure coolant depends not just on pressure, but on precise nozzle design and positioning. Key considerations include:
- Nozzle diameter: Typically 0.5-1.0mm for high-pressure applications
- Number of nozzles: Multiple targeted streams often outperform a single stream
- Aim point: Directly at the cutting edge-workpiece interface, not just the general area
- Distance: As close as possible without interfering with chip evacuation
- Angle: 15-30° to the cutting direction for optimal penetration
The goal is to create laminar flow directly into the cutting zone rather than turbulent flow that might not penetrate effectively. Custom nozzle arrangements that target both the rake face and the flank face simultaneously often yield the best results.
Through-Tool Coolant Technology
Perhaps the most effective cooling strategy for titanium machining is through-tool coolant delivery. This approach channels high-pressure coolant through internal passages in the cutting tool, delivering it precisely where it’s needed most – directly at the cutting edges.
Benefits of Through-Tool Cooling
Through-tool coolant offers several distinct advantages for titanium machining:
- Delivers coolant exactly at the cutting interface, impossible to achieve with external nozzles
- Provides consistent cooling regardless of depth of cut or workpiece geometry
- Combines cooling with chip evacuation, preventing chip recutting
- Maintains cooling effectiveness even in deep pocket machining
- Reduces the thermal shock that can occur with inconsistent cooling
In our titanium aerospace components at PTSMAKE, implementing through-tool cooling has consistently reduced cycle times by 30-40% while simultaneously extending tool life by similar margins. The initial investment in through-tool capable tooling and machine modifications typically pays for itself within weeks on high-volume titanium projects.
Implementation Considerations
Successfully implementing through-tool cooling requires attention to several key factors:
Coolant Pressure Matching: The internal passages in cutting tools create back pressure that must be accounted for. Generally, the machine must supply 20-30% higher pressure than the desired pressure at the cutting edge.
Filtration Requirements: Through-tool cooling demands excellent filtration (typically 10 microns or better) to prevent clogging of the small internal passages.
Tool Selection: Not all tools are designed for through-tool coolant. Those that are must have properly sized internal channels proportional to the cutting diameter.
Coolant Formulation: High-pressure through-tool applications typically benefit from more robust coolant formulations with enhanced lubricity and anti-foaming properties.
At PTSMAKE, we’ve developed a comprehensive through-tool implementation program that addresses these considerations, ensuring smooth adoption of this technology even for manufacturers new to high-pressure coolant applications.
Cryogenic Cooling Techniques
For particularly challenging titanium machining applications, cryogenic cooling offers exceptional thermal management capabilities. This approach uses liquid nitrogen (LN2) or carbon dioxide (CO2) to dramatically reduce temperatures at the cutting interface.
Liquid Nitrogen vs. Carbon Dioxide
Both cryogenic media offer significant advantages, but with different characteristics:
| Property | Liquid Nitrogen (LN2) | Carbon Dioxide (CO2) |
|---|---|---|
| Temperature | -196°C | -78°C |
| Delivery Challenge | High (requires specialized equipment) | Moderate (can use modified standard systems) |
| Cooling Capacity | Extremely high | Very high |
| Material Compatibility | Excellent with titanium | Excellent with titanium |
| Implementation Cost | Higher | Moderate |
| Environmental Considerations | Inert, non-toxic | Contributes to greenhouse gases |
While liquid nitrogen provides more dramatic cooling, carbon dioxide often represents a more practical implementation for many manufacturing environments. At PTSMAKE, we’ve successfully implemented both approaches depending on specific client requirements and existing infrastructure.
Application Methods
Cryogenic coolants can be applied through several delivery methods:
- External Jet Delivery: Directed cryogenic streams similar to conventional coolant
- Through-Tool Delivery: Modified tooling that channels cryogenic media through the tool
- Hybrid Systems: Combining cryogenic cooling with minimal quantity lubrication (MQL)
The most effective approach typically combines cryogenic cooling with minimal conventional lubrication, providing both the temperature reduction of cryogenics and the lubricity benefits of traditional coolants.
Minimum Quantity Lubrication (MQL) in Titanium Processing
While high-volume coolant approaches dominate titanium machining, Minimum Quantity Lubrication (MQL) represents an increasingly viable alternative for certain applications. This approach uses very small quantities of lubricant (typically 5-80 ml/hour) delivered as an aerosol with compressed air.
When MQL Works for Titanium
MQL can be effective for titanium machining under specific conditions:
- Lower-speed finishing operations where heat generation is less extreme
- Shallow depth of cut applications with minimal material removal rates
- When combined with cryogenic cooling in hybrid systems
- Where environmental or cleanup considerations outweigh maximum productivity needs
The key to successful MQL implementation for titanium lies in selecting appropriate lubricants specifically formulated for titanium’s unique properties. These formulations typically include extreme-pressure additives and boundary lubrication enhancers that form protective layers at high temperatures.
Coolant Formulation for Titanium Machining
Beyond delivery method, the chemical composition of the coolant itself significantly impacts titanium machining performance. Not all coolants are equally effective with titanium’s unique properties.
Optimal coolant formulations for titanium machining typically feature:
- Higher oil content (8-12% for semi-synthetic emulsions)
- Extreme pressure (EP) additives that remain stable at high temperatures
- Anti-weld components that prevent titanium from bonding to tool surfaces
- Corrosion inhibitors that protect both machine components and finished parts
- Biostable formulations that resist degradation under high-pressure conditions
At PTSMAKE, we work closely with coolant suppliers to develop and test formulations specifically optimized for titanium machining operations. This collaborative approach has yielded coolant systems that outperform standard formulations by 40-50% in tool life tests.
Practical Implementation Strategies
Converting theoretical cooling approaches into practical shop floor solutions requires attention to several key implementation factors:
Coolant Maintenance: Regular testing and maintenance of coolant concentration, pH, and contaminant levels is essential for consistent performance.
Flow Volume: High pressure must be matched with appropriate volume. For titanium machining, flow rates of 8-15 gallons per minute per nozzle often provide optimal results.
Temperature Control: Maintaining consistent coolant temperature (typically 68-75°F) prevents thermal variations that can affect dimensional accuracy.
Containment Systems: High-pressure coolant requires effective containment to prevent workplace hazards and ensure the coolant reaches its intended target.
Filtration: Titanium chips can be extremely abrasive; effective filtration (typically 20 microns or better) prevents recirculation of damaging particles.
By addressing these practical considerations alongside the technical aspects of coolant delivery, manufacturers can develop robust cooling strategies that consistently deliver exceptional results in titanium machining operations.
Advanced Machining Path Techniques
Ever dreamed of pushing your titanium machining process to its limits? Conventional cutting strategies might get the job done, but they’re leaving precious tool life and productivity on the table. The secret lies in how your tool engages with that challenging titanium workpiece.
Advanced tool path strategies are revolutionizing titanium machining by fundamentally changing how cutting tools interact with the material. Techniques like trochoidal milling and adaptive clearing maintain consistent tool engagement, dramatically reducing the thermal and mechanical shock that typically destroys tools.

Understanding Tool Engagement Control
When machining titanium, the consistency of tool engagement is arguably more important than speed or feed rates. Traditional toolpaths often create situations where tool engagement varies dramatically throughout the cut, leading to fluctuating cutting forces, heat buildup, and premature tool failure.
The concept of tool engagement control focuses on maintaining a constant chip load throughout the entire machining process. This approach fundamentally changes how the tool interacts with the material, resulting in:
- More consistent cutting forces
- Even heat distribution throughout the tool
- Reduced vibration and chatter
- Significantly extended tool life
- Ability to utilize higher cutting parameters
At PTSMAKE, I’ve implemented tool engagement control strategies across numerous titanium aerospace projects. These advanced techniques consistently deliver 40-70% longer tool life compared to conventional approaches, even while maintaining or increasing material removal rates.
Trochoidal Milling: The Circular Revolution
Trochoidal milling represents one of the most significant advancements in titanium machining path techniques. Instead of conventional linear cutting motions, trochoidal milling uses a series of circular cutting movements combined with forward progression.

The trochoidal approach offers several key advantages for titanium machining:
| Benefit | Description | Impact on Titanium Machining |
|---|---|---|
| Reduced Radial Engagement | Tool engages a smaller portion of its diameter at any moment | Prevents heat concentration and work hardening |
| Constant Chip Load | Maintains consistent chip thickness throughout the cut | Eliminates shock loading and extends tool life |
| Improved Chip Evacuation | Creates smaller, more manageable chips | Prevents chip recutting and associated heat generation |
| Enhanced Coolant Access | Open cutting path allows better coolant penetration | Effectively manages titanium’s poor thermal conductivity |
| Reduced Lateral Forces | Cutting forces are distributed more evenly | Minimizes tool deflection and improves accuracy |
The mathematics behind trochoidal milling involve creating a circular tool motion with a diameter smaller than the tool itself, while simultaneously advancing forward. This creates a "circular slotting" effect that maintains a consistent chip load even when opening up wide pockets or channels.
For optimal titanium machining results, we typically program trochoidal paths with:
- Circle diameter: 40-60% of tool diameter
- Forward step: 10-15% of tool diameter
- Axial depth: Up to 1× tool diameter (depending on machine rigidity)
These parameters create ideal cutting conditions for titanium, allowing significantly higher cutting speeds and feeds than would be possible with conventional approaches.
Adaptive Clearing: Intelligent Material Removal
Adaptive clearing represents another revolutionary machining path technique that works particularly well with titanium. This computer-calculated approach continuously adjusts the tool path to maintain consistent tool engagement throughout the entire cutting process.
Unlike traditional roughing strategies that use fixed stepover values regardless of part geometry, adaptive clearing dynamically modifies the toolpath based on the current engagement conditions. The algorithm calculates the optimal path by considering:
- Current material conditions and remaining stock
- Desired tool engagement percentage
- Machine capabilities and tool parameters
- Approach and exit strategies
For titanium machining at PTSMAKE, we typically program adaptive clearing with:
- Target engagement: 30-45% of tool diameter
- Step height: 40-60% of tool diameter
- Minimum cutting radius: 25% of tool diameter
- Smoothing tolerance: 0.001-0.002 inches
The result is a toolpath that intelligently navigates through the material, maintaining consistent cutting conditions regardless of part geometry complexity. This approach prevents the sudden engagement increases that typically cause catastrophic tool failure in titanium.
Entry and Exit Strategies
Perhaps the most vulnerable moments in any titanium machining operation occur when the tool enters and exits the material. These transitions create momentary conditions where cutting forces, chip formation, and heat generation change dramatically—often leading to premature tool failure.
Arcing Entry Motions
Traditional linear entry into titanium creates a sudden impact that can chip the cutting edge instantly. Instead, programming arcing entry motions provides several critical advantages:
Gradual Engagement: The tool progressively engages the material, building chip load gradually rather than instantly.
Distributed Impact Forces: The curved entry distributes the initial impact across a larger portion of the cutting edge rather than concentrating it at a single point.
Reduced Initial Heat Spike: The gradual engagement prevents the temperature spike that occurs with direct linear entry.
Minimized Work Hardening: Smooth entry reduces the material’s tendency to work harden during the initial engagement.
For optimal results, entry arcs should have a radius of at least 2-3 times the tool diameter, with the arc initiated outside the material whenever possible.
Optimized Exit Strategies
Equally important to entry strategies are controlled exit techniques. When a tool exits titanium, the suddenly reduced chip load and cutting forces can cause the tool to "dig in" or create burrs on the workpiece.
Effective exit strategies include:
Roll-Out Exits: Programming a gradual arc that rolls the tool out of the material rather than exiting abruptly.
Reduced Feed Rate Exits: Automatically reducing the feed rate by 20-30% during the final moments of material engagement.
Climb Milling Exits: Ensuring that the tool exits while in climb milling mode, which naturally reduces exit forces.
Lead Angle Utilization: Using tools with appropriate lead angles that help maintain consistent cutting forces during exit.
At PTSMAKE, we’ve found that implementing optimized entry and exit strategies alone can extend tool life by 30-50% when machining titanium, even without changing any other cutting parameters.
Corner Optimization Techniques
Corners present particular challenges in titanium machining due to the sudden 90-degree (or other angle) change in direction. These areas experience:
- Increased material engagement
- Tool dwelling during direction changes
- Poor chip evacuation in internal corners
- Higher cutting forces and vibration
Advanced machining path techniques address these challenges through specialized corner strategies:
Morphed Spiral Corners
Rather than approaching corners with traditional linear movements, morphed spiral paths transform sharp directional changes into smooth, continuous cutting motions. This approach:
- Eliminates dwelling at direction changes
- Maintains constant tool engagement throughout the corner
- Reduces vibration and chatter significantly
- Prevents the work hardening that typically occurs in titanium corners
Programming morphed spiral corners typically involves setting a minimum corner radius parameter of 30-50% of the tool diameter, allowing the CAM software to automatically generate optimized corner paths.
Dynamic Feed Adjustment
Another effective approach involves dynamically adjusting feed rates around corners to compensate for the changing cutting conditions. Modern CAM systems can automatically implement feed rate reductions of 20-40% during corner machining, then gradually ramp back to full feed as the tool exits the corner region.
This technique is particularly valuable when machining titanium aerospace components5 with complex geometries featuring numerous corners and direction changes. The feed optimization ensures consistent cutting forces throughout the entire toolpath.
Rest Machining Optimization
Rest machining—the process of removing material left behind by larger tools—presents unique challenges in titanium. The remaining material often forms thin walls or sections that are prone to vibration, deflection, and work hardening.
Advanced rest machining strategies for titanium include:
3D Remaining Stock Analysis: Using precise 3D calculation to identify exactly where material remains, ensuring the tool doesn’t unexpectedly encounter full-width cuts.
Constant Engagement Rest Paths: Programming specialized paths that maintain consistent engagement even when dealing with irregularly shaped remaining material.
Morphed Pocket Clearing: Using morphing algorithms to create smooth, continuous paths that efficiently clear remaining material while avoiding sudden direction changes.
Pencil Tracing Enhancement: Applying specialized algorithms that identify and efficiently machine areas where previous tools have left material in corners or along walls.
These techniques ensure that rest machining operations—which often use smaller, more delicate tools—maintain optimal cutting conditions despite dealing with irregular material conditions.
Implementation Considerations
Successfully implementing advanced machining path techniques for titanium requires attention to several critical factors:
CAM System Capabilities: Modern CAM software with specific support for trochoidal milling, adaptive clearing, and tool engagement control is essential.
Post-Processor Configuration: The post-processor must properly interpret and output these advanced toolpaths without simplifying or linearizing the complex motions.
Machine Controller Limitations: Some older CNC controllers may struggle with the high point density of advanced toolpaths, requiring look-ahead optimization.
Tooling Selection: Properly selected cutting tools with geometries specifically designed for constant engagement strategies deliver the best results.
Monitoring and Optimization: Implementing vibration and power monitoring allows real-time validation of toolpath effectiveness.
By addressing these considerations, manufacturers can successfully implement advanced machining path techniques that transform titanium from a challenging material into a predictable, efficiently machined component.
Through my work with aerospace and medical device manufacturers at PTSMAKE, I’ve seen firsthand how these advanced toolpath strategies consistently deliver superior results in titanium machining. The combination of consistent tool engagement, optimized entry/exit strategies, and specialized corner handling creates a comprehensive approach that maximizes tool life while maintaining or even increasing productivity.
Workholding And Stability Considerations
Ever faced the frustration of perfect speeds and feeds but still getting chatter on titanium parts? The secret isn’t in your cutting parameters – it’s the invisible battle against vibration happening between your workpiece and machine. Let me show you how proper workholding transforms titanium machining from nightmare to masterpiece.
Effective workholding is the foundation of successful titanium machining, yet it’s often overlooked until problems arise. Titanium’s unique flexibility and vibration tendencies require specialized clamping strategies that maximize rigidity while preventing distortion throughout the entire machining process.
Understanding Titanium’s Unique Workholding Challenges
When machining titanium, the workholding strategy becomes exponentially more critical than with conventional materials. Titanium’s unique physical properties create specific challenges that must be addressed through specialized workholding approaches. While most machinists understand titanium’s hardness and heat resistance, fewer fully appreciate its elasticity and vibration characteristics that directly impact workholding requirements.
Titanium has a relatively low modulus of elasticity (about half that of steel), which means it deflects more readily under the same cutting forces. This inherent flexibility creates a perfect storm for vibration and chatter when combined with the high cutting forces required to machine this tough material. Without proper workholding, this flexibility allows the workpiece to move subtly during cutting, creating a self-reinforcing cycle of vibration that ruins surface finish and destroys cutting tools.
The Vibration Cascade Effect
In my experience at PTSMAKE, I’ve observed how even slight workholding inadequacies can trigger what I call the "vibration cascade effect" in titanium machining:
- Initial minimal workpiece movement
- Tool deflection increases in response
- Cutting forces become irregular
- Vibration amplitude grows
- Surface quality deteriorates
- Work hardening accelerates
- Tool life plummets
- Dimensional accuracy becomes impossible to maintain
This cascade can begin from movements too small to see with the naked eye, yet they rapidly escalate into catastrophic results. The goal of effective titanium workholding is to prevent this cascade from initiating in the first place.
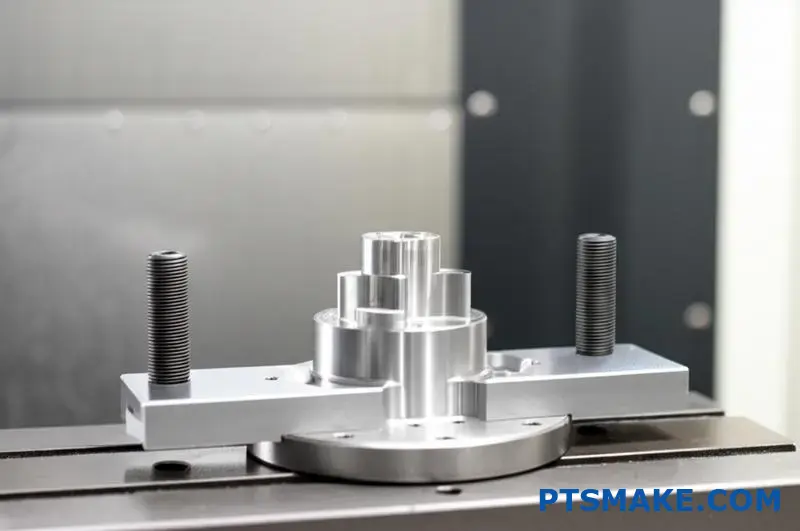
Maximizing Rigidity Through Multiple Contact Points
The fundamental principle of titanium workholding is maximizing rigidity through properly distributed clamping forces and support. Unlike softer materials where a few clamping points might suffice, titanium benefits from multiple, strategically placed support and clamping locations.

Optimal Clamping Distribution
When designing workholding for titanium components, I follow these distribution principles:
| Workpiece Characteristic | Recommended Clamping Approach | Benefits |
|---|---|---|
| Thin-walled parts | Distributed pressure across maximum surface area | Prevents distortion while maintaining rigidity |
| Solid blocks | Strategic clamping near cutting zones | Minimizes vibration at the source |
| Complex geometries | Custom-fit fixtures with conformal support | Eliminates unsupported areas susceptible to vibration |
| Large components | Combination of primary and secondary clamping | Provides redundant support against multi-directional forces |
The key is creating a balanced clamping arrangement that restricts movement in all possible directions without distorting the workpiece. At PTSMAKE, we often employ finite element analysis (FEA) to identify potential vibration nodes in complex titanium components, then design workholding solutions that specifically target these areas.
Minimizing Cantilever Effects
One of the most common workholding mistakes with titanium is allowing excessive unsupported material beyond clamping points. These cantilevers become natural vibration amplifiers during machining. To combat this:
- Position clamps as close as possible to cutting areas
- Use additional support fixtures for extended features
- Consider machining from multiple setups rather than reaching across long distances
- Implement intermediate support points even in areas that won’t be directly machined
By minimizing cantilever effects, you dramatically reduce the workpiece’s ability to deflect and vibrate during machining operations.
Specialized Fixturing Solutions for Titanium
The demanding nature of titanium machining often requires going beyond conventional workholding approaches. Specialized fixturing solutions designed specifically for titanium’s unique properties deliver significantly better results.
Vacuum Workholding Considerations
Vacuum systems can be effective for holding thin titanium sheet components, but require special considerations:
- Higher vacuum levels: Titanium’s rigidity demands vacuum pressures of at least 24-27 inHg for adequate holding force
- Increased vacuum port density: More ports per square inch than would be used for aluminum
- Roughened backing surfaces: Creating controlled texture on fixture surfaces to increase friction coefficient
- Supplemental mechanical stops: Adding physical barriers to prevent lateral movement
- Vacuum distribution analysis: Ensuring uniform vacuum pressure across the entire component
When properly implemented, vacuum workholding can be ideal for thin titanium components where mechanical clamping might cause distortion.
Hydraulic Fixturing Advantages
Hydraulic clamping systems offer several significant advantages for titanium machining:
- Precise, repeatable clamping pressure control
- Even distribution of forces across the workpiece
- Quick-change capability for production environments
- Ability to reach difficult areas through manifold systems
- Compensation for thermal expansion during machining
The consistent, controlled pressure provided by hydraulic systems helps prevent the workpiece distortion that can occur with manual clamping methods where each clamp might be tightened to different torque levels.
Custom Fixture Design Principles
For complex titanium components, custom fixtures often provide the ideal solution. When designing custom workholding for titanium projects at PTSMAKE, we follow these core principles:
Material Selection
The fixture material itself plays a crucial role in vibration dampening:
- Cast iron fixtures: Provide excellent vibration dampening but can be heavy and time-consuming to modify
- Aluminum fixtures with steel inserts: Offer good dampening at contact points while maintaining overall lightweight design
- Polymer composite damping layers: Can be incorporated at strategic points to absorb vibration
- Viscoelastic materials6: Create laminated fixtures that convert vibration energy into heat
Matching fixture materials to the specific vibrational characteristics of the titanium component can dramatically improve machining results.
Multiple Locating Scenarios
Rather than designing fixtures around a single machining approach, we develop solutions that accommodate multiple setup possibilities:
- Primary reference surfaces with secondary and tertiary options
- Modular fixturing that can be reconfigured for different operations
- Built-in future-proofing for design revisions or model changes
- Consideration of both horizontal and vertical machining orientations
This flexibility ensures that the workholding solution remains viable throughout product lifecycle changes and machining strategy evolutions.
Tool Holder and Machine Considerations
Workholding extends beyond just how the part is clamped—it includes the entire chain of connections from the machine structure through the tool holder to the cutting edge.
Shortest Possible Tool Overhangs
One of the most effective stability measures for titanium machining is minimizing tool overhang. The physics is simple: vibration amplitude increases exponentially with tool extension length.
For titanium machining:
- Limit tool extension to absolute minimum required for clearance
- Use the largest diameter shank possible for the operation
- Consider angle heads or specialized tools to reach features without extending tools
- Calculate and verify tool rigidity before attempting critical operations
In our titanium aerospace work, we’ve seen tool life improvements of 200-300% simply by reducing overhangs by 25-30%, even without changing any other parameters.
Toolholder Selection
The toolholder creates another critical link in the stability chain:
| Toolholder Type | Vibration Control | Runout | Setup Speed | Cost |
|---|---|---|---|---|
| Hydraulic | Excellent | Very Low | Fast | High |
| Shrink Fit | Very Good | Lowest | Moderate | High |
| Milling Chuck | Good | Low | Fast | Moderate |
| Collet Chuck | Fair | Moderate | Fast | Low |
| Weldon Flat | Poor | High | Slow | Low |
For titanium machining, the investment in premium toolholding systems pays significant dividends in reduced vibration, better surface finish, and dramatically extended tool life.
Machine Selection and Setup
The machine itself forms the foundation of your stability system. When selecting machines for titanium work, prioritize:
- Rigidity over speed: Machines with heavier castings and more robust construction
- Spindle design: Higher torque at lower RPM ranges typical for titanium
- Damping capabilities: Some machines incorporate special damping systems in their design
- Feedback systems: Machines with more responsive feedback loops adapt better to titanium’s cutting forces
- Thermal stability: Machines with better thermal management maintain accuracy during long titanium operations
At PTSMAKE, we dedicate specific machines to titanium work, optimizing them specifically for these challenging applications rather than trying to make general-purpose machines handle titanium.
In-Process Monitoring and Adaptive Control
Modern workholding concepts extend beyond physical clamping to include in-process monitoring and adaptive control systems:
- Vibration sensors: Mount directly on fixtures to detect problematic frequencies
- Force monitoring: Measures cutting forces in real-time to identify potential problems
- Acoustic monitoring: Listens for the signature sounds of chatter beginning
- Adaptive control systems: Automatically adjust parameters to maintain stability
These advanced systems create a closed-loop environment where the machining process continuously optimizes itself based on actual conditions rather than predetermined parameters.
Practical Implementation Strategies
Translating these principles into practical shop floor solutions requires a methodical approach:
- Begin with analysis: Understand the specific vibration tendencies of each titanium component
- Design holistically: Consider the entire system from machine base to cutting edge
- Test incrementally: Validate workholding effectiveness before full production
- Monitor continuously: Implement systems to detect stability issues before they cause damage
- Refine iteratively: Use data from each production run to improve future workholding approaches
This systematic approach transforms titanium machining from an unpredictable challenge into a controlled, reliable process.
By addressing titanium’s unique flexibility and vibration tendencies through comprehensive workholding strategies, manufacturers can achieve the stability necessary for successful titanium machining. The investment in proper workholding—often overlooked in favor of cutting tools or parameters—frequently delivers the greatest return in terms of quality, consistency, and overall machining economics when working with this demanding but rewarding material.
Threading And Hole-Making Challenges
Have you ever wondered why a simple hole in titanium can break tools that easily cut through steel? The secret lies in the perfect storm of titanium’s properties that turn ordinary drilling and threading operations into extraordinary challenges for even the most skilled machinists.
Threading and hole-making in titanium demand specialized approaches that defy conventional wisdom. The material’s work-hardening tendency, poor thermal conductivity, and chemical reactivity create unique challenges that require purpose-designed tooling and techniques to overcome consistently.

The Fundamental Hole-Making Challenge in Titanium
Drilling holes in titanium might seem straightforward, but it’s far from it. The material’s physical and thermal properties create a perfect storm of challenges that can destroy ordinary drills within seconds. At PTSMAKE, we’ve learned through years of titanium aerospace work that successful hole-making requires understanding exactly what makes this material so problematic.
When a drill begins cutting titanium, three critical properties immediately come into play: the material’s work-hardening tendency, its poor thermal conductivity, and its chemical reactivity with cutting tool materials. Unlike more forgiving metals, titanium’s hexagonal crystal structure allows it to rapidly harden when subjected to cutting forces, making each successive cut more difficult than the last.
Breaking Down Titanium’s Drilling Difficulties
The specific challenges of drilling titanium include:
Rapid Work Hardening: As the drill cuts, the titanium immediately beneath and around the cutting zone hardens, increasing resistance with each revolution.
Heat Concentration: Titanium’s thermal conductivity is approximately 1/7th that of aluminum and 1/4th that of steel. This means heat remains concentrated at the cutting edge rather than dissipating through the workpiece.
Chip Evacuation Problems: Titanium chips tend to be thin and stringy, difficult to break, and prone to packing in flutes.
Chemical Affinity: At elevated temperatures, titanium readily bonds with cutting tool materials, leading to built-up edge and accelerated tool wear.
Elastic Springback: Titanium’s elasticity causes it to spring back after the cutting edge passes, creating friction against the drill’s margins.
These factors combine to create a drilling environment far more hostile than encountered in most other metals. Without proper techniques and tooling, drills can fail catastrophically after producing just a few holes.

Specialized Drill Designs for Titanium
Successful titanium drilling requires purpose-designed drills with features specifically engineered to address the material’s unique challenges:
| Feature | Purpose | Benefit in Titanium |
|---|---|---|
| Higher Point Angles (130-140°) | Reduces chisel edge length | Decreases thrust force and heat generation |
| Split Points or Web Thinning | Improves centering and reduces thrust | Prevents wandering and work hardening |
| Variable Flute Geometry | Breaks chips into manageable segments | Improves evacuation and prevents packing |
| Polished Flutes | Reduces friction during chip evacuation | Lowers heat generation and energy consumption |
| Coolant-Through Design | Delivers coolant directly to cutting edge | Manages heat at the most critical point |
| Specialized Coatings (TiAlN, AlTiN) | Creates thermal barrier and reduces friction | Extended tool life in high-temperature conditions |
These specialized features transform an ordinary cutting tool into one capable of withstanding titanium’s challenging properties. At PTSMAKE, we’ve found that using titanium-specific drills can improve hole quality and tool life by 200-300% compared to general-purpose tooling, even when all other parameters remain unchanged.
Critical Drilling Parameters for Titanium
Even with the right tools, correct cutting parameters are essential for successful titanium drilling. The conventional wisdom of "feed fast, speed slow" takes on particular importance with titanium’s unique properties.
Speed Considerations
Drilling speeds for titanium must be dramatically reduced compared to those used for aluminum or steel. Typical recommendations include:
- Commercially Pure Titanium: 20-40 SFM
- Ti-6Al-4V (Grade 5): 10-30 SFM
- Beta Titanium Alloys: 5-20 SFM
These conservative speeds may seem productivity-limiting, but they’re essential for managing heat generation at the cutting interface. Exceeding these recommendations frequently leads to catastrophic tool failure within seconds as titanium’s poor thermal conductivity causes rapid heat buildup that breaks down tool coatings and softens cutting edges.
Feed Rate Optimization
While speeds must be reduced, feed rates for titanium drilling should remain relatively aggressive to ensure proper chip formation. Recommended feed rates typically range from 0.003-0.007 inches per revolution (IPR) depending on hole diameter and depth.

The reason for higher feeds is straightforward: allowing the drill to dwell against titanium causes work hardening without effective cutting, creating a self-reinforcing cycle of increasing hardness and temperature. By maintaining an aggressive feed, the drill continuously engages fresh material before significant work hardening can occur.
Peck Drilling Strategies for Titanium
Peck drilling—temporarily withdrawing the drill to clear chips and allow coolant to reach the cutting zone—becomes particularly important when creating deeper holes in titanium. However, titanium requires specialized pecking approaches:
Minimized Dwell Time
Traditional peck cycles that pause at the bottom of each peck can be disastrous in titanium, as this momentary dwell allows work hardening to begin. Modern titanium-specific peck cycles eliminate this dwell, withdrawing the tool immediately upon reaching the target depth.
Progressive Pecking
For optimal titanium drilling, progressive pecking strategies often yield the best results:
- First peck: 1× drill diameter in depth
- Subsequent pecks: 0.5× drill diameter
- Final pecks near bottom: 0.25× drill diameter
This progressive approach ensures proper chip evacuation while minimizing the total cycle time and preventing work hardening that occurs with excessive pecking.
High-Pressure Coolant Integration
For maximum effectiveness, peck drilling should be combined with high-pressure through-tool coolant delivery. Pressures of 800-1200 PSI directed through the drill provide several critical benefits:
- Effective cooling at the cutting edge
- Hydraulic chip breaking assistance
- Forceful chip evacuation from the hole
- Prevention of chip packing in flutes
This combination of proper pecking strategy and high-pressure coolant transforms titanium drilling from a high-risk operation into a reliable, repeatable process.
Threading Challenges in Titanium
If drilling titanium is difficult, threading presents even greater challenges. The combination of titanium’s high strength, work hardening, and galling tendency creates a perfect storm that can destroy taps and thread mills in seconds.
Why Traditional Tapping Fails in Titanium
Conventional tapping approaches often fail in titanium due to several factors:
- Chip Packing: Titanium’s stringy chips pack in flute spaces, causing tap seizure
- Tool Pressure: The high pressure needed to form threads causes tap binding
- Work Hardening: Each tooth that engages further hardens the material
- Heat Buildup: Limited cooling reaches the engaged threads
- Galling: Titanium’s tendency to gall and adhere to tool surfaces
These factors create a situation where traditional tapping approaches have unacceptably high failure rates, particularly in production environments where consistency is essential.

Thread Milling vs. Tapping
For most titanium applications, thread milling offers significant advantages over tapping:
| Factor | Thread Milling | Tapping |
|---|---|---|
| Chip Formation | Small, manageable chips | Long, stringy chips |
| Tool Pressure | Distributed, lower pressure | Concentrated, high pressure |
| Cooling Access | Excellent coolant access | Limited coolant penetration |
| Tool Extraction | Easy removal if problems occur | Often results in broken tap extraction |
| Thread Quality | Highly consistent | Variable based on tap condition |
| Thread Size Flexibility | One tool for multiple sizes | One tap per size |
The circular interpolation movement of thread milling creates a cutting action that’s fundamentally more compatible with titanium’s properties. The tool engages a smaller portion of the thread at any given moment, reducing pressure, heat, and work hardening while allowing better coolant access.
At PTSMAKE, we’ve transitioned almost entirely to thread milling for titanium components, reducing thread-related failures by over 90% compared to traditional tapping approaches.
Specialized Tapping Techniques for Titanium
While thread milling is generally preferred, some applications still require tapping. In these cases, specialized approaches can improve success rates:
Oversized Drill Holes
One of the most effective strategies for successful titanium tapping is using slightly oversized drill holes. While standard tapping typically uses a hole that’s 75-77% of the major diameter, titanium often benefits from 78-82% sizing.
This slight enlargement:
- Reduces friction and heat generation
- Decreases thread percentage (but still maintains required strength)
- Lowers torque requirements on the tap
- Improves coolant access to cutting edges
For critical aerospace applications, we carefully qualify this approach to ensure threads still meet minimum strength requirements while dramatically improving manufacturability.
Spiral Point vs. Spiral Flute Selection
Tap selection for titanium must consider chip evacuation direction:
- Spiral Point (Gun) Taps: Push chips forward, ideal for through-holes in titanium
- Spiral Flute Taps: Pull chips backward, better for blind holes but more prone to packing
The spiral point design’s forward chip evacuation prevents chips from packing behind the tap in through-hole applications, which is particularly problematic in titanium.
Thread Forming vs. Thread Cutting
In some limited titanium applications, thread forming (roll forming) rather than cutting can be viable:
- Works only in thinner materials or commercially pure titanium
- Requires 2-4% oversized holes
- Creates stronger threads through cold working
- Eliminates chip-related problems entirely
This approach isn’t suitable for most high-strength titanium alloys but can be effective in specific applications with commercially pure titanium or very thin sections of Ti-6Al-4V.
Hole Quality Verification in Titanium
Given titanium’s critical applications in aerospace, medical, and other high-reliability industries, hole quality verification becomes essential. Specialized inspection techniques include:
- Eddy Current Testing: Identifies subsurface defects caused by excessive heat or work hardening
- Surface Roughness Analysis: Verifies proper cutting action rather than tearing
- Thread Profile Inspection: Confirms correct thread form and percentage
- Hardness Testing: Ensures drilling hasn’t caused excessive work hardening
At PTSMAKE, we implement comprehensive inspection protocols for critical titanium components, often using automated systems that can verify every hole in production parts rather than relying on sampling.
By implementing specialized tooling, appropriate cutting parameters, and advanced techniques specifically developed for titanium’s unique properties, manufacturers can transform hole-making from the most problematic titanium operation into a reliable, consistent process. The key lies in respecting titanium’s fundamental nature rather than trying to force conventional approaches onto this exceptional material.
Industry Applications And Case Studies
Ever pondered why aerospace engineers refuse to compromise on material choice despite skyrocketing machining costs? The answer lies in titanium’s extraordinary performance in the most demanding environments on Earth—and beyond. Its seemingly magical properties make the machining challenges worth conquering.
Titanium has revolutionized multiple industries by providing unmatched performance in extreme conditions. From aerospace components that withstand supersonic stresses to biocompatible medical implants, real-world applications showcase how mastering titanium machining enables innovations that would otherwise be impossible.

Aerospace: Where Titanium Truly Soars
The aerospace industry represents titanium’s most prominent and demanding application field. Having worked with numerous aerospace clients at PTSMAKE, I’ve witnessed firsthand how titanium components form the backbone of modern aircraft and spacecraft. The material’s exceptional strength-to-weight ratio, corrosion resistance, and temperature stability make it ideal for critical applications where failure isn’t an option.
Critical Aircraft Components
In commercial and military aircraft, titanium finds its way into numerous mission-critical applications:
| Component | Titanium Alloy Typically Used | Benefits in Application | Machining Challenges |
|---|---|---|---|
| Engine Fan Blades | Ti-6Al-4V, Ti-6Al-2Sn-4Zr-2Mo | High strength at elevated temperatures, fatigue resistance | Complex airfoil profiles, thin walls |
| Landing Gear Structures | Ti-10V-2Fe-3Al | Superior strength, fatigue resistance, weight reduction | Large components with varying thicknesses |
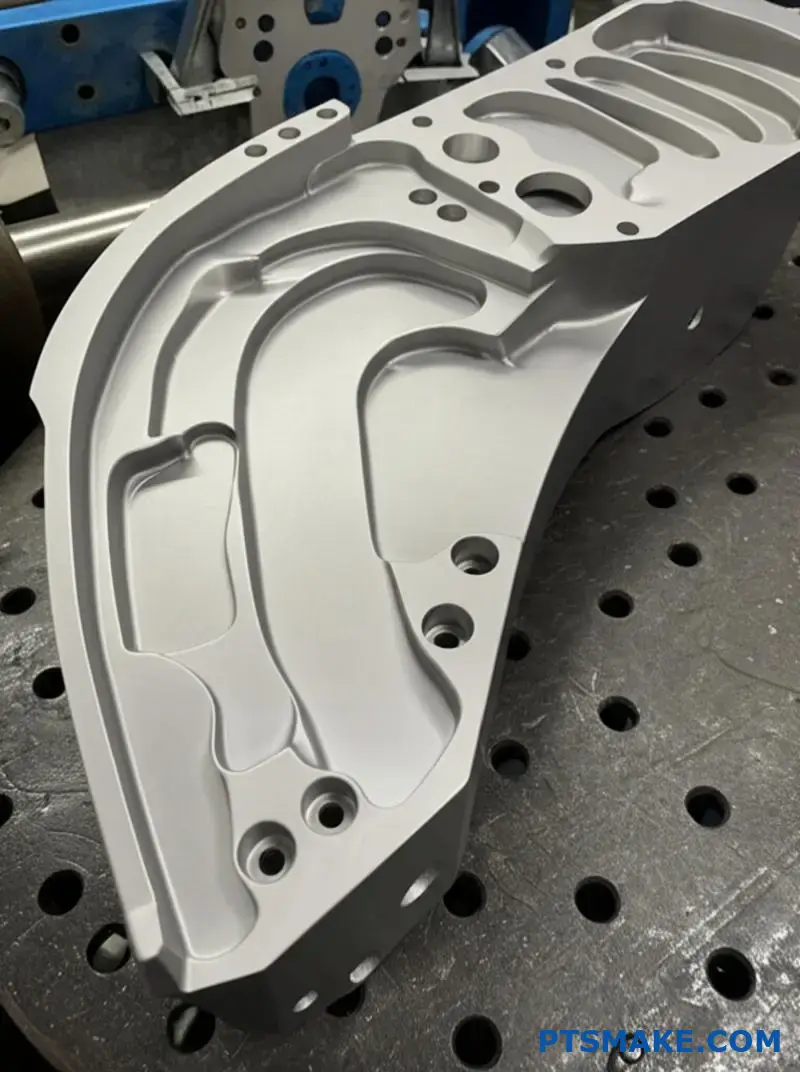
| Bulkheads | Ti-6Al-4V | Structural integrity, weight savings | Massive material removal, deep pockets |
| Hydraulic Systems | Commercially Pure (CP) Titanium | Excellent corrosion resistance, compatibility with hydraulic fluids | Thin-walled precision components |
The Boeing 787 Dreamliner represents a pinnacle of titanium utilization, with approximately 15% of the aircraft’s weight coming from titanium components—more than any previous commercial aircraft. This increased use directly translates to fuel efficiency, extended range, and reduced maintenance costs.
Case Study: F-35 Joint Strike Fighter Components
One of the most demanding titanium machining projects we’ve supported at PTSMAKE involved components for the F-35 Lightning II program. These structural components required:
- Complex five-axis machining of Ti-6Al-4V forgings
- Material removal rates exceeding 80% of initial forging weight
- Maintaining tolerances within ±0.0005 inches across large structures
- Stress-free machining to prevent warping during final heat treatment
The solution required implementing specialized trochoidal toolpaths combined with high-pressure coolant systems running at 1,000+ PSI. By carefully controlling tool engagement and managing heat at the cutting zone, we achieved a 60% reduction in cycle time compared to conventional approaches while maintaining the stringent quality requirements essential for flight-critical components.
Medical Implants: Titanium Inside the Human Body
Perhaps no application better demonstrates titanium’s unique properties than its use in the medical industry, where the material must perform flawlessly inside the human body for decades.
Orthopedic Implants
Titanium has revolutionized orthopedic medicine through its:
- Biocompatibility: Titanium forms a stable oxide layer that prevents rejection by the body
- Osseointegration: Bone cells readily bond with titanium surfaces
- Mechanical properties: Elasticity similar to human bone, reducing stress shielding
- MRI compatibility: Non-magnetic nature allows for post-operative imaging
In hip and knee replacements, titanium components must combine complex geometries with mirror-finish surfaces and precise tolerances. These demanding requirements necessitate specialized machining approaches:
- Surface roughness controls as tight as Ra 0.2μm in articulating surfaces
- Specialized toolpath strategies to create biocompatible surface textures
- Multi-axis simultaneous machining for complex anatomical shapes
- Vibration-free cutting to prevent microstructural damage

Case Study: Spinal Fusion Implants
A particularly challenging medical application we’ve mastered at PTSMAKE involves titanium spinal fusion cages. These complex devices feature:
- Honeycomb internal structures to promote bone ingrowth
- Wall thicknesses as low as 0.5mm
- Surface texture variations to enhance cellular adhesion
- Complex curved geometries that follow natural spinal contours
These components require a combination of high-precision machining and additive manufacturing techniques. By developing a hybrid approach that combines 3D printing for the complex internal structures with precision machining for critical mating surfaces, we’ve helped medical device manufacturers reduce development cycles by 40% while improving clinical outcomes.
The surface finishing techniques developed for these implants now serve as an industry benchmark, demonstrating how advances in titanium machining directly translate to improved patient outcomes.
Automotive Applications: Performance Under Pressure
While less widespread than in aerospace, titanium is finding growing applications in automotive engineering, particularly in high-performance and racing applications.
Performance Vehicle Components
Leading automotive manufacturers and racing teams utilize titanium for:
| Component | Benefit | Machining Strategy |
|---|---|---|
| Connecting Rods | Reduced reciprocating mass, higher RPM capability | High-speed machining with specialized fixtures |
| Exhaust Systems | Weight reduction, heat resistance, improved sound | Specialized welding fixtures with minimal distortion |
| Valve Train Components | Lower mass, improved valve control at high RPM | Precision grinding combined with turn-milling |
| Suspension Elements | Unsprung weight reduction, superior strength | 5-axis machining with vibration monitoring |
Formula 1 racing represents the pinnacle of titanium automotive applications, with extensive use throughout the powertrain and chassis systems.
Case Study: Motorcycle Racing Components
A compelling titanium application we’ve supported involves developing titanium components for a premier motorcycle racing team. The challenge focused on creating titanium connecting rods that could:
- Withstand forces exceeding 2,000g during acceleration
- Reduce reciprocating mass by 40% compared to steel components
- Maintain dimensional stability at operating temperatures above 200°C
- Achieve surface finishes below Ra 0.3μm on bearing surfaces
Our solution implemented a specialized machining sequence that began with aggressive roughing using trochoidal toolpaths, followed by rest machining operations that gradually refined the geometry. The final operations utilized custom-designed ceramic tools with specialized edge preparations to achieve the required surface finishes without additional grinding operations.
The resulting components contributed to a 9% power increase while extending engine rebuild intervals by approximately 30%—demonstrating how advanced titanium machining directly translates to competitive advantage.
Marine Applications: Conquering Corrosion
The marine environment represents one of the most corrosive challenges for engineering materials. Titanium’s exceptional resistance to saltwater corrosion makes it invaluable for critical marine applications.
Deep-Sea Equipment
Titanium’s capabilities shine in deep-sea applications where components must withstand:
- Extreme hydrostatic pressures exceeding 10,000 PSI
- Constant exposure to corrosive saltwater
- Temperature variations from near-freezing to elevated hydrothermal vents
- Decades of service without maintenance
These components typically require specialized machining approaches:
- Pressure-testing between machining operations
- Ultrasonic inspection of critical features
- Specialized thread designs for pressure-tight connections
- Precision tolerance control for sealing surfaces
Case Study: Underwater Research Equipment
An illuminating project we supported at PTSMAKE involved creating titanium housings for deep-sea research instruments. These components needed to:
- Protect sensitive electronics at depths exceeding 3,000 meters
- Provide precision optical windows with perfect sealing surfaces
- Maintain dimensional stability under extreme pressure differentials
- Allow for repeated disassembly and reassembly during research expeditions
The manufacturing approach required developing multi-axis machining strategies that maintained consistent wall thicknesses throughout the complex geometries. By implementing specialized ultrasonic machining7 techniques for certain features, we achieved the required sealing surface quality without introducing residual stresses that could lead to failure under pressure.
The resulting components have operated flawlessly for five years in some of Earth’s most challenging environments, enabling scientific discoveries that would otherwise be impossible.
Chemical Processing: Resistance in Hostile Environments
Titanium’s exceptional corrosion resistance makes it indispensable in chemical processing applications where other materials would rapidly deteriorate.
Reaction Vessels and Heat Exchangers
In chemical processing facilities, titanium serves in critical applications including:
- Reaction vessels for highly corrosive compounds
- Heat exchangers handling aggressive media
- Pump components for abrasive slurries
- Piping systems for chlorinated compounds
These applications demand specialized machining approaches:
- Stress-free machining to prevent stress corrosion cracking
- Specialized welding preparations with precise geometries
- Surface conditioning to enhance corrosion resistance
- Specialized testing to verify material integrity
Case Study: Pharmaceutical Production Equipment
A challenging project we completed involved titanium components for pharmaceutical production equipment that processed highly corrosive intermediates. The components required:
- Mirror-finish internal surfaces to prevent product adhesion
- Complex internal flow paths to enhance mixing efficiency
- Absolute cleanability with no potential contamination traps
- Complete traceability through all manufacturing processes
Our solution involved developing specialized 5-axis machining strategies that maintained consistent surface quality throughout the complex internal geometries. By implementing in-process monitoring systems that detected subtle vibration changes, we ensured uniform surface quality despite the varying cutting conditions encountered throughout the complex geometries.
The resulting components have operated continuously for over three years without the corrosion or product contamination issues that previously required quarterly maintenance shutdowns with stainless steel equipment—delivering substantial operational savings.
Energy Sector: Performance Under Extreme Conditions
The energy sector increasingly relies on titanium for components that must withstand extreme conditions while maintaining long-term performance.
Oil and Gas Applications
In offshore drilling and production, titanium components serve in critical applications:
- Riser systems connecting seabed equipment to surface facilities
- Heat exchangers processing corrosive well fluids
- Subsea manifolds directing production flows
- Pressure vessels containing high-pressure, corrosive media
These applications require specialized machining approaches to maintain material integrity while achieving complex geometries.
Case Study: Geothermal Energy Equipment
A particularly demanding application we’ve supported involves components for geothermal energy production. These titanium components must withstand:
- Highly mineralized, corrosive fluids
- Operating temperatures exceeding 300°C
- Abrasive particulates in production flows
- Constant thermal cycling during operation
Our approach implemented specialized machining strategies with careful attention to surface integrity. By controlling cutting forces and heat generation throughout the machining process, we prevented the formation of alpha case—a hardened, oxygen-rich surface layer that can reduce corrosion resistance.
The resulting components have demonstrated service life improvements exceeding 200% compared to previous materials, enabling the economic extraction of geothermal energy from previously challenging reservoirs.
Lessons from Real-World Applications
These diverse applications yield valuable lessons that apply across all titanium machining applications:
Investment in specialized tooling and strategies pays dividends: The initial cost of implementing titanium-specific approaches is invariably justified by improved outcomes.
Material understanding is fundamental: Successful implementations start with a deep understanding of titanium’s unique properties and how they impact the machining process.
Cooling strategies often determine success: Across all applications, effective heat management represents the single most critical factor in successful titanium machining.
Quality verification must match application requirements: Each industry has unique quality requirements that must be integrated into the manufacturing process from the beginning.
By applying these lessons across industries, manufacturers can successfully tackle even the most challenging titanium applications, unlocking the material’s exceptional performance while managing its inherent machining challenges.
Learn our specialized approach to managing titanium’s reactive properties during precision machining. ↩
Discover how our specialized tool coatings combat titanium’s strong chemical bonding tendencies during machining. ↩
Learn how to calculate and adjust for this crucial factor to prevent premature tool wear in titanium machining. ↩
Explore how our cooling systems break through this critical barrier to deliver superior titanium machining performance. ↩
Discover our specialized approach to optimizing complex titanium component machining for the aerospace industry. ↩
Learn how these specialized materials can eliminate vibration in your most challenging titanium applications. ↩
Learn about this specialized process for achieving superior surface quality in critical titanium components. ↩






