

Bij het bewerken van 5083 aluminium worstelen veel fabrikanten met het handhaven van een consistente oppervlakteafwerking en maatnauwkeurigheid. Ik heb gemerkt dat deze uitdaging vaak leidt tot kostbare nabewerkingen en vertragingen in projecten, vooral in toepassingen voor de scheepvaart en ruimtevaart.
De belangrijkste overwegingen voor het bewerken van 5083 aluminium zijn de juiste snijsnelheid (1.000-2.500 SFM), scherp snijgereedschap, spaanvorming onder controle houden en zorgen voor een goede koelmiddeldoorstroming. Deze factoren hebben een directe invloed op de productkwaliteit en de bewerkingsefficiëntie.

Bij PTSMAKE heb ik met veel klanten gewerkt die aanvankelijk problemen hadden met het bewerken van 5083 aluminium. Ik wil graag een aantal geteste strategieën met u delen die we hebben ontwikkeld voor optimale resultaten. In de volgende secties leg ik de specifieke snijparameters, gereedschapskeuze en koeltechnieken uit die succesvol zijn gebleken bij onze bewerkingen.
Wat is 5083 aluminium?
Vindt u het moeilijk om de juiste aluminiumlegering te kiezen voor uw maritieme of ruimtevaartprojecten? Veel ingenieurs worden geconfronteerd met uitdagingen bij het selecteren van materialen die bestand zijn tegen ruwe omgevingen met behoud van structurele integriteit. De verkeerde keuze kan leiden tot voortijdige corrosie, structurele gebreken en kostbare vervangingen.
5083 aluminium is een marine-grade aluminiumlegering die magnesium, mangaan en chroom bevat als primaire legeringselementen. Het biedt een uitzonderlijke weerstand tegen corrosie, vooral in zoutwateromgevingen, gecombineerd met een hoge sterkte en uitstekende lasbaarheid, waardoor het ideaal is voor maritieme en ruimtevaarttoepassingen.
Chemische samenstelling
De effectiviteit van 5083 aluminium is te danken aan de zorgvuldig uitgebalanceerde samenstelling. Hier volgt een gedetailleerd overzicht van de chemische samenstelling:
| Element | Percentage Bereik |
|---|---|
| Magnesium | 4.0-4.9% |
| Mangaan | 0.4-1.0% |
| Chroom | 0.05-0.25% |
| Silicium | Max 0,4% |
| IJzer | Max 0,4% |
| Koper | Max 0,1% |
| Aluminium | Saldo |
De hoge magnesiumgehalte1 geeft deze legering zijn onderscheidende sterkte-gewichtsverhouding en corrosiewerende eigenschappen.
Essentiële eigenschappen
5083 aluminium onderscheidt zich door een aantal opmerkelijke eigenschappen:
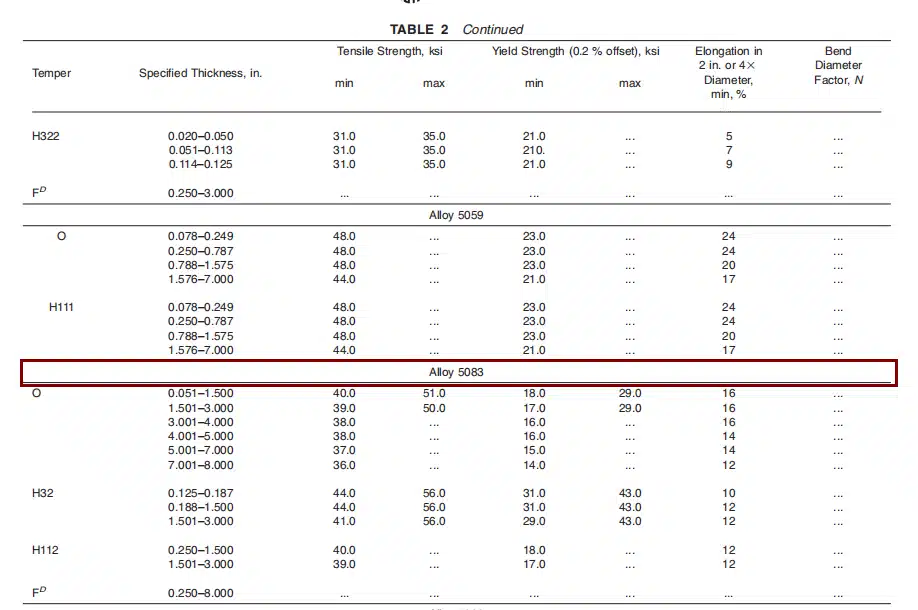
Mechanische sterkte
- Treksterkte: 290 MPa (42.000 psi)
- Opbrengststerkte: 228 MPa (33.000 psi)
- Verlenging: 16%
Deze eigenschappen maken het aanzienlijk sterker dan veel andere aluminiumlegeringen met behoud van goede vervormbaarheid.
Corrosiebestendigheid
De uitzonderlijke weerstand van de legering tegen zeewater en industriële chemicaliën komt van:
- Vorming van een beschermende oxidelaag
- Hoog magnesiumgehalte
- Het stabiliserende effect van chroom
Lasbaarheid
5083 aluminium biedt superieure lasbaarheidseigenschappen:
- Minimale warmte beïnvloede zone
- Sterke lasverbindingen
- Uitstekende weerstand tegen scheuren
- Compatibel met verschillende lasmethoden
Toepassingen voor de industrie
Mariene industrie
- Scheepsrompen en superstructuren
- Offshore platforms
- Scheepsuitrusting
- Opslagtanks voor cryogene toepassingen
- Bootbeslag en hardware
Ruimtevaart
- Structurele onderdelen van vliegtuigen
- Brandstoftanks
- Interieuronderdelen
- Grondondersteuningsapparatuur
Automobieltoepassingen
- Lichtgewicht structurele componenten
- Brandstoftanks
- Chassisonderdelen
- Prestaties op maat
Verwerkingsoverwegingen
Bij het werken met 5083 aluminium moet je op verschillende factoren letten:
Temperatuurregeling
- Optimale vormtemperatuur: 200-300°C
- Vermijd overmatige blootstelling aan hitte
- Koelsnelheden bewaken tijdens het lassen
Oppervlaktebehandeling
- Anodiseeropties beschikbaar
- Chemische conversie coating aanbevolen
- Regelmatig onderhoud in maritieme omgevingen
Richtlijnen voor machinale bewerking
- Gebruik scherp snijgereedschap
- Gematigde snijsnelheden aanhouden
- Zorg voor voldoende koeling tijdens het bewerken
Prestatievoordelen
De combinatie van eigenschappen in 5083 aluminium levert verschillende voordelen op:
Gewichtsvermindering
- 30-50% lichter dan stalen alternatieven
- Verbeterde brandstofefficiëntie in voertuigen
- Lagere bedrijfskosten
Kosteneffectiviteit
- Minder onderhoud nodig
- Langere levensduur
- Lagere vervangingsfrequentie
Milieu-impact
- 100% recyclebaar
- Lagere koolstofvoetafdruk
- Duurzame materiaalkeuze
Markttrends
De vraag naar 5083 aluminium blijft groeien, gedreven door:
- Toenemende eisen voor de maritieme industrie
- Uitbreiding van de lucht- en ruimtevaartsector
- Focus op lichtgewicht materialen
- Groeiende nadruk op duurzaamheid
Vanuit mijn ervaring in de precisiefabricage heb ik gemerkt dat de veelzijdigheid van 5083 aluminium het materiaal bij uitstek maakt voor veeleisende toepassingen. De combinatie van sterkte, corrosiebestendigheid en verwerkbaarheid biedt unieke voordelen waar maar weinig andere materialen aan kunnen tippen.
De prestaties van het materiaal in ruwe omgevingen, met name de weerstand tegen zeewatercorrosie, heeft het onmisbaar gemaakt in scheepvaarttoepassingen. Wanneer klanten mij benaderen met uitdagende maritieme projecten, komt 5083 aluminium vaak naar voren als de optimale oplossing, vooral wanneer gewichtsvermindering en duurzaamheid cruciale factoren zijn.
Waarom is 5083 aluminium moeilijk te bewerken?
Telkens als ik met 5083 aluminium werk, word ik herinnerd aan de beruchte reputatie van dit materiaal in de verspaningswereld. Hoewel veel fabrikanten worden aangetrokken door de uitstekende corrosiebestendigheid en sterkte, onderschatten ze vaak de complexiteit die het met zich meebrengt op de werkvloer. De uitdagingen zijn zo groot dat zelfs ervaren verspaners soms moeite hebben om consistente resultaten te behalen.
De belangrijkste uitdagingen bij het bewerken van 5083 aluminium komen voort uit de hoge sterkte, uitzonderlijke taaiheid en de neiging om opstaande randen te vormen op snijgereedschappen. Deze eigenschappen maken het bijzonder moeilijk om precieze sneden te maken en een consistente oppervlaktekwaliteit te behouden, waarvoor vaak speciaal gereedschap en zorgvuldig gecontroleerde bewerkingsparameters nodig zijn.

De materiaaleigenschappen begrijpen
De unieke samenstelling van 5083 aluminium zorgt voor verschillende bewerkingsuitdagingen. Het materiaal bevat aanzienlijke hoeveelheden magnesium (4,0-4,9%) en mangaan (0,4-1,0%), die bijdragen aan de werkharding2 eigenschappen. Ik heb gemerkt dat deze eigenschappen, hoewel ze uitstekend zijn voor structurele toepassingen, specifieke uitdagingen creëren tijdens machinale bewerkingen:
| Eigendom | Invloed op verspanen |
|---|---|
| Hoge sterkte | Vereist meer snijkracht |
| Superieure vervormbaarheid | Bevordert chipverpakking |
| Hard werken | Verhoogt slijtage van gereedschap |
| Warmtebehoud | Beïnvloedt de maatnauwkeurigheid |
Opbouw randvorming
Een van de grootste uitdagingen die ik tegenkom bij het bewerken van aluminium 5083 is de vorming van opstaande randen (BUE). Dit ontstaat wanneer het materiaal van het werkstuk zich vasthecht aan de snijkant van het snijgereedschap, waardoor de geometrie van het gereedschap verandert en wordt beïnvloed:
- Snijnauwkeurigheid
- Kwaliteit oppervlakteafwerking
- Levensduur gereedschap
- Dimensionale consistentie
Uitdagingen voor warmtebeheer
De thermische eigenschappen van 5083 aluminium zorgen voor unieke uitdagingen tijdens bewerkingen:
Slechte warmteafvoer
- Creëert lokale hotspots
- Leidt tot dimensionale instabiliteit
- Heeft een aanzienlijk effect op de levensduur van gereedschap
Thermische uitzetting
- Veroorzaakt dimensionale variaties
- Zorgvuldige temperatuurregeling vereist
- Invloed op de nauwkeurigheid van het eindproduct
Overwegingen met betrekking tot gereedschapsslijtage
Door mijn ervaring bij PTSMAKE heb ik verschillende factoren geïdentificeerd die bijdragen aan versnelde slijtage van gereedschap bij het bewerken van 5083 aluminium:
Schurende eigenschappen
- Hogere gereedschapsslijtage
- Verkorte levensduur van de snijkanten
- Hogere gereedschapskosten
Materiaal Hechting
- Progressieve verslechtering van gereedschap
- Inconsistente snijprestaties
- Veelvuldig wisselen van gereedschap
Chipcontroleproblemen
De hoge vervormbaarheid van 5083 aluminium zorgt voor aanzienlijke uitdagingen op het gebied van spaanbeheersing:
Lange, draderige chips
- Risico op verstrikking
- Slechte oppervlakteafwerking
- Moeilijke automatisering
Chip evacuatie
- Vereist gespecialiseerd gereedschap
- Verhoogde druk van koelvloeistof
- Gewijzigde snijparameters
Uitdagingen voor oppervlakteafwerking
Om een consistente kwaliteit van de oppervlakteafwerking te bereiken en te behouden, is zorgvuldige aandacht nodig:
| Parameter | Overweging |
|---|---|
| Snijsnelheid | Moet worden geoptimaliseerd voor minimale BUE |
| Toevoersnelheid | Beïnvloedt de oppervlakteruwheid |
| Gereedschapsgeometrie | Vereist specifieke ontwerpen |
| Toepassing koelmiddel | Kritisch voor afwerkkwaliteit |
Productiviteitseffect
Deze bewerkingsuitdagingen hebben een grote invloed op de productie-efficiëntie:
Productiesnelheid
- Langzamere snijsnelheden vereist
- Vaker wisselen van gereedschap
- Langere insteltijden
Kwaliteitscontrole
- Verhoogde inspectie-eisen
- Hogere weigeringspercentages
- Vaker procesaanpassingen
Implicaties voor de kosten
- Hogere gereedschapskosten
- Langere bewerkingstijden
- Hogere arbeidskosten
Vereisten voor procesoptimalisatie
Om aluminium 5083 met succes te bewerken, vond ik deze procesoptimalisaties essentieel:
Snijparameters
- Zorgvuldig geselecteerde snelheden en voedingen
- Geoptimaliseerde zaagdiepte
- Uitgebalanceerde snijkrachten
Gereedschapsselectie
- Gespecialiseerde coatingvereisten
- Specifieke geometrie-ontwerpen
- Regelmatige conditiebewaking van gereedschap
Koelstrategie
- Koelmiddeltoevoer onder hoge druk
- Optimale concentratie koelmiddel
- Constante temperatuurregeling
De uitdagingen van het bewerken van 5083 aluminium vereisen een uitgebreid begrip van zowel de materiaaleigenschappen als de bewerkingsdynamiek. Succes is afhankelijk van zorgvuldige aandacht voor meerdere factoren, waaronder gereedschapsselectie, snijparameters en procesbesturing. Hoewel deze uitdagingen overwonnen kunnen worden, vereisen ze aanzienlijke expertise en zorgvuldige planning om consistente resultaten van hoge kwaliteit te behalen.
Wat zijn de beste gereedschappen voor het bewerken van 5083 aluminium?
Het kiezen van onjuist snijgereedschap voor het bewerken van 5083 aluminium kan leiden tot een slechte oppervlakteafwerking, maatonnauwkeurigheden en overmatige slijtage van het gereedschap. Ik heb veel fabrikanten zien worstelen met opgebouwde snijkanten en onvoldoende spaanafvoer, wat resulteert in kostbare productievertragingen en materiaalverspilling.
De beste gereedschappen voor het bewerken van 5083 aluminium zijn hardmetalen frezen met 2-3 groeven, diamant gecoate snijgereedschappen en speciaal ontworpen aluminium beitelplaatjes. In combinatie met de juiste coating en geometrie zorgen deze gereedschappen voor optimale snijprestaties en oppervlakteafwerking.

Hardmetalen snijgereedschappen
Hardmetalen gereedschap blijft de eerste keuze voor het bewerken van 5083 aluminium vanwege de uitstekende balans tussen hardheid en taaiheid. Houd bij het kiezen van hardmetalen gereedschap rekening met deze belangrijke factoren:
Substraatkwaliteit
- Fijnkorrelig hardmetaal zorgt voor betere slijtvastheid
- Hardmetaal met gemiddelde korrel biedt verbeterde taaiheid
- Microkorrelig hardmetaal zorgt voor superieure randstabiliteit
Coating kiezen
De juiste coating kan de prestaties van gereedschap aanzienlijk beïnvloeden. Hier is een vergelijking van gangbare coatings:
| Type coating | Voordelen | Beste toepassingen |
|---|---|---|
| TiAlN | Hoge hittebestendigheid | Bewerking met hoge snelheid |
| ZrN | Lage wrijvingscoëfficiënt | Afwerking snijden |
| Diamant | Superieure slijtvastheid | Zwaar ruw |
| Ongecoat | Scherpe snijkanten | Lichte afwerking |
Specificaties frezen
De spiraalhoek3 en het aantal groeven zijn cruciale factoren bij de keuze van frezen:
Fluitconfiguratie
- 2-3 groeven: Optimaal voor de meeste aluminiumbewerkingen
- Enkele spiraal: uitstekend voor frezen in diepe kamers
- 4+ groeven: Gereserveerd voor nabewerkingen
Geometrie-eigenschappen
- Hoge hellingshoeken (15-20 graden)
- Grote spaanruimten
- Gepolijste groeven voor betere spaanafvoer
Insert selectie en ontwerp
Het kiezen van de juiste snijplaten kan een aanzienlijk verschil maken in het bewerkingsresultaat:
Geometrie invoegen
- Scherpe positieve hellingshoeken
- Grote chipbrekers
- Gepolijste harkoppervlakken
Rang Selectie
Tabel met aanbevolen soorten inzetstukken:
| Toepassing | Rang Type | Coating |
|---|---|---|
| Opruwen | K20-K30 | PVD |
| Halffabricage | K10-K20 | TiB2 |
| Afwerking | K01-K10 | Ongecoat |
Overwegingen met betrekking tot koelvloeistof
De juiste keuze en toepassing van koelmiddel heeft een grote invloed op de prestaties van gereedschap:
Soorten koelvloeistof
- Hogedruk-koelvloeistofsystemen
- Minimumhoeveelheid smering (MQL)
- Flood-koelvloeistof met speciale aluminiumadditieven
Toepassingsmethodes
- Koeling door het gereedschap
- Externe vloedkoeling
- Luchtblaaskoeling voor spanenafvoer
Levensduurbeheer gereedschap
Om de standtijd te maximaliseren bij het bewerken van 5083 aluminium:
Snijparameters
- Aanbevolen oppervlaktesnelheden aanhouden
- Gebruik de juiste voersnelheden
- Snijkrachten bewaken
Slijtagecontrole
- Regelmatige inspectie van gereedschap
- Voorspellend onderhoud
- Slijtagepatroonanalyse
Gespecialiseerd gereedschap voor complexe functies
Voor specifieke bewerkingen:
Gereedschap voor draadsnijden
- Schroefdraadfrezen met aluminiumspecifieke geometrieën
- Eenpuntsgereedschap voor draadsnijden
- Schroefdraadvormende kranen
Oplossingen voor boren
- Gespecialiseerde aluminium boorgeometrieën
- Stapboren voor grotere gaten
- Combinatietools voor complexe functies
Ruimen
- Ruimers met meerdere groeven
- Verstelbare ruimers
- Ruimers met enkele groef
Het succes bij het bewerken van 5083 aluminium hangt grotendeels af van de keuze van de juiste combinatie van gereedschappen en het handhaven van de juiste snijcondities. Door deze criteria voor gereedschapsselectie te begrijpen en correct toe te passen, kunnen fabrikanten optimale resultaten behalen op het gebied van oppervlakteafwerking, maatnauwkeurigheid en productie-efficiëntie.
Deze uitgebreide benadering van gereedschapsselectie zorgt ervoor dat elke bewerking wordt uitgevoerd met het meest geschikte gereedschap, wat resulteert in een hogere productiviteit en lagere productiekosten. Vergeet niet om regelmatig de prestaties van het gereedschap te evalueren en de selectie aan te passen op basis van specifieke toepassingsvereisten en operationele feedback.
Wat zijn de aanbevolen snijsnelheden en voedingen?
Het instellen van onjuiste snijparameters voor 5083 aluminium kan leiden tot een slechte oppervlakteafwerking, overmatige slijtage van gereedschap en zelfs afkeur van onderdelen. Veel verspaners worstelen met het vinden van de juiste balans en vertrouwen vaak op uitproberen, waardoor tijd en materiaal verloren gaan.
Voor 5083 aluminium adviseer ik een snijsnelheid van 1000-1500 SFM voor voorbewerken en 1500-2000 SFM voor nabewerkingen. De voedingssnelheid moet 0,004-0,012 inch per omwenteling zijn, met een snedediepte van 0,02-0,25 inch afhankelijk van de bewerking.

Basis snijparameters begrijpen
De basis van succesvol CNC bewerken ligt in het begrijpen en juist instellen van uw snijparameters. Bij het bewerken van 5083 aluminium bepalen drie belangrijke factoren samen uw resultaten: snijsnelheid, voedingssnelheid en snedediepte. Deze parameters hebben een grote invloed op uw materiaalverwijderingssnelheid4 en algehele bewerkingsefficiëntie.
Ik zal elke parameter uitsplitsen en specifieke aanbevelingen doen op basis van mijn ervaring:
Aanbevolen snijsnelheden
Voor 5083 aluminium heb ik gemerkt dat deze snijsnelheden het beste werken:
| Type bewerking | Snelheid (SFM) | Opmerkingen |
|---|---|---|
| Opruwen | 1000-1500 | Hogere snelheden mogelijk met goede koeling |
| Afwerking | 1500-2000 | Produceert uitstekende oppervlakteafwerking |
| Inrijgen | 800-1000 | Lagere snelheden voorkomen beschadiging van de draad |
| Boren | 300-500 | Voorkomt afdwalen van de boor |
Voedingssnelheden en hun invloed
De voedingssnelheden moeten zorgvuldig gekozen worden om de snijsnelheden aan te vullen:
| Operatie | Voer (IPR) | Voordelen |
|---|---|---|
| Opruwen | 0.008-0.012 | Maximale materiaalverwijdering |
| Afwerking | 0.004-0.008 | Superieure oppervlakteafwerking |
| Inrijgen | 0.002-0.004 | Schone draadvorming |
| Boren | 0.006-0.010 | Efficiënte afvoer van spanen |
Overwegingen met betrekking tot de snijdiepte
De snedediepte varieert afhankelijk van de bewerkingsfase:
| Werkingsfase | Diepte (inch) | Doel |
|---|---|---|
| Eerste opruwing | 0.15-0.25 | Verwijdering van bulkmateriaal |
| Secundair opruwen | 0.05-0.15 | Voorbereiden op afwerking |
| Afwerking | 0.02-0.05 | Definitieve afmetingen bereiken |
Berekeningen voor spindelsnelheid
Gebruik deze formule om het juiste spiltoerental (RPM) te bepalen:
RPM = (CS × 12) / (π × D)
Waar:
- CS = Snijsnelheid in oppervlakte voet per minuut (SFM)
- D = diameter gereedschap of werkstuk in inches
- π = 3.14159
Vereisten voor koeling en smering
Een goede koeling is cruciaal bij het bewerken van 5083 aluminium:
| Koelmethode | Toepassing | Voordelen |
|---|---|---|
| Vloed Koelvloeistof | Algemeen doel | Goede warmteafvoer |
| Door-gereedschap-koelmiddel | Diepe gaten | Superieure spanenafvoer |
| Nevelkoeling | Lichte snijwonden | Voldoende voor afwerking |
Gereedschapsselectie en slijtageoverwegingen
De juiste gereedschapsselectie beïnvloedt je snijparameters:
| Type gereedschap | Aanbevolen coating | Toepassing |
|---|---|---|
| Hardmetaal | TiAlN | Algemeen doel |
| HSS | Ongecoat | Economische keuze |
| Diamant | Geen | Spiegelafwerking |
Maatregelen voor kwaliteitscontrole
Controleer deze aspecten tijdens het bewerken:
- Oppervlakteruwheid
- Nauwkeurigheid van afmetingen
- Slijtagepatronen gereedschap
- Spaanvorming
- Temperatuurstabiliteit
Door deze richtlijnen te volgen, kunt u optimale resultaten behalen bij het bewerken van 5083 aluminium. Onthoud dat deze parameters mogelijk aangepast moeten worden op basis van uw specifieke machineprestaties en projectvereisten. Begin met conservatieve waarden en pas ze geleidelijk aan terwijl u de resultaten controleert.
Hoe verbeter je chipcontrole?
Bij het bewerken van 5083 aluminium kunnen ongecontroleerde spanen een nauwkeurige bewerking snel veranderen in een kostbare ramp. Ik heb talloze gevallen gezien waar slecht spanenbeheer leidde tot afgedankte onderdelen, beschadigd gereedschap en langere stilstand. Deze problemen hebben niet alleen invloed op de productie-efficiëntie, maar verhogen ook de operationele kosten aanzienlijk.
Effectieve spaanbeheersing bij het bewerken van aluminium vereist een allesomvattende aanpak die de juiste gereedschapsselectie, snijparameters en koelstrategieën combineert. Door de juiste technieken toe te passen kunt u een betere oppervlakteafwerking, langere standtijden en een hogere productiviteit bereiken.

De basis van effectieve chipcontrole
Een goede spaanbeheersing begint met begrijpen hoe spanen zich vormen tijdens het bewerkingsproces. Het [spaanvormingsmechanisme]5 heeft een directe invloed op de efficiëntie van het snijproces en de kwaliteit van het product. Ik raad aan om je op deze belangrijke aspecten te concentreren:
- Optimalisatie van snijsnelheid
- Aanzet aanpassen
- Zaagdiepte selecteren
- Configuratie gereedschapsgeometrie
Snijparameters optimaliseren
De relatie tussen snijparameters en spaanvorming is cruciaal. Hier volgt een gedetailleerd overzicht van aanbevolen parameters voor 5083 aluminium:
| Parameter | Aanbevolen bereik | Invloed op chipcontrole |
|---|---|---|
| Snijsnelheid | 800-1200 m² | Controleert spaanvorming en -temperatuur |
| Toevoersnelheid | 0,004-0,012 ipr | Beïnvloedt spaandikte en breken |
| Zaagdiepte | 0,020-0,100 in | Invloeden chipgrootte en evacuatie |
Implementatie hogedrukkoelvloeistof
Hogedrukkoelvloeistofsystemen hebben een revolutie teweeggebracht in de spaanbeheersing bij aluminiumbewerking. Ik raad aan om deze specifieke strategieën toe te passen:
- Gebruik een koelmiddeldruk tussen 800-1000 PSI voor optimale spaanafbraak
- Plaats koelmiddelspuitmonden direct op de snijzone
- Aanhouden van een consistente koelmiddelstroom tijdens de werking
- Regelmatige controle van koelmiddelconcentratie en -reinheid
Geavanceerde gereedschapsgeometrieën
Het kiezen van de juiste geometrie van het gereedschap is essentieel voor een effectieve spaanbeheersing. Uit mijn ervaring blijkt dat deze eigenschappen het meest effectief zijn:
- Positieve hellingshoeken (10-15 graden)
- Scherpe snijkanten
- Gepolijste groeven voor betere spaanafvoer
- Gespecialiseerde spaanbrekerontwerpen
Oplossingen voor nevel en luchtkoeling
In bepaalde toepassingen is traditionele vloedkoelvloeistof misschien niet de beste optie. Alternatieve koelmethoden zijn onder andere:
Minimumhoeveelheid smering (MQL)
- Vermindert de impact op het milieu
- Verbetert de spaanafvoer in diepe zakken
- Ideaal voor bewerkingen met hoge snelheid
Luchtstraalkoeling
- Perfect voor lichte zaagsneden en nabewerkingen
- Voorkomt hersnijden van spanen
- Verkort de schoonmaaktijd
Procesbewaking en -aanpassing
Continue bewaking zorgt voor optimale chipcontrole:
- Visuele inspectie van spaanvorming
- Regelmatige beoordeling van gereedschapsslijtage
- Aanpassing van parameters gebaseerd op:
- Materiaalvariaties
- Staat van gereedschap
- Vereisten voor onderdeelgeometrie
Beste praktijken voor implementatie
Volg deze richtlijnen voor optimale resultaten:
Planning vóór de operatie
- Materiaaleigenschappen bekijken
- Geschikt gereedschap kiezen
- De juiste koelmiddeltoevoer instellen
Tijdens bedrijf
- Spaanvorming bewaken
- Luister naar ongewone geluiden
- De kwaliteit van de oppervlakteafwerking controleren
Evaluatie na de operatie
- Slijtagepatronen van gereedschap analyseren
- Succesvolle parameters documenteren
- Gebieden beoordelen die voor verbetering vatbaar zijn
Problemen oplossen
Overweeg deze oplossingen bij problemen met chipcontrole:
Lange, draderige chips
- Toevoersnelheid verhogen
- Geometrie spaanbreker aanpassen
- Controleer de druk van de koelvloeistof
Opbouw randvorming
- Snijsnelheid verhogen
- Koelvloeistofconcentratie controleren
- Selectie gereedschapscoating wijzigen
Slechte oppervlakteafwerking
- Gereedschapsgeometrie controleren
- Snijparameters aanpassen
- Koelmiddeltoevoer evalueren
Het volgen van deze uitgebreide strategieën heeft onze klanten bij PTSMAKE consequent geholpen betere bewerkingsresultaten te behalen met 5083 aluminium. Vergeet niet dat succesvolle spanenbeheersing niet te maken heeft met het volgen van een enkele oplossing, maar eerder met het implementeren van een combinatie van technieken die zijn afgestemd op uw specifieke toepassing.
Wat zijn de beste strategieën om gereedschapsslijtage te verminderen?
Het bewerken van 5083 aluminium vormt een grote uitdaging bij het behouden van de standtijd. De hoge sterkte van het materiaal en de neiging om opstaande randen te vormen kunnen snijgereedschappen snel aantasten, wat leidt tot hogere productiekosten en kwaliteitsproblemen. Stilstandtijd voor het vervangen van gereedschap en inconsistente oppervlakteafwerking zijn frustrerende problemen waar veel fabrikanten mee te maken hebben.
Om slijtage van gereedschap te verminderen bij het bewerken van 5083 aluminium, moeten optimale snijparameters worden toegepast, geschikte koelstrategieën worden gebruikt en gespecialiseerde snijgereedschappen worden geselecteerd. De belangrijkste strategieën zijn het gebruik van gecoate hardmetalen of PCD-gereedschappen, de juiste voedingssnelheid aanhouden en voldoende smering toepassen om opgebouwde randen te voorkomen.

Snijparameters begrijpen
De basis van gereedschapslijtagevermindering begint met de juiste snijparameters. Bij het bewerken van 5083 aluminium is de snijsnelheid6 speelt een cruciale rol in de levensduur van het gereedschap. Ik heb gemerkt dat het handhaven van deze parameters helpt om optimale resultaten te bereiken:
| Parameter | Aanbevolen bereik | Invloed op levensduur gereedschap |
|---|---|---|
| Snijsnelheid | 300-500 m/min | Vermindert warmteontwikkeling |
| Toevoersnelheid | 0,1-0,3 mm/omwenteling | Voorkomt afzetting van spanen |
| Zaagdiepte | 1-3 mm | Controleert snijkrachten |
Strategieën voor koeling en smering
Effectieve koeling is essentieel voor het verlengen van de levensduur van het gereedschap. Ik raad de volgende benaderingen aan:
- Koelmiddeltoevoer onder hoge druk
- Minimumhoeveelheid smering (MQL)
- Doorloopkoelsystemen
Deze methoden helpen aluminiumhechting te voorkomen en thermische spanning op snijgereedschappen te verminderen.
Gereedschapsselectie en coatingtechnologie
De keuze van het juiste gereedschap heeft een grote invloed op de slijtvastheid. Dit is wat het beste werkt:
Hardmetalen gereedschap met coating
- TiAlN-coating voor verbeterde hittebestendigheid
- Meerlaagse coatings voor betere slijtagebescherming
- Glad oppervlak om materiaalaanhechting te voorkomen
PCD Gereedschap
- Superieure slijtvastheid
- Uitstekend voor productie van grote volumes
- Betere thermische geleidbaarheid
Voorbereiding op het scherpst van de snede
De geometrie van het gereedschap speelt een belangrijke rol bij slijtagevermindering:
Afronden van randen
- Versterkt de snijkant
- Vermindert het risico op afbrokkelen
- Verbetert de hechting van coatings
Oppervlaktebehandeling
- Microstralen voor betere hechting van coatings
- Polijsten om wrijving te verminderen
Operationele best practices
Om de levensduur van het gereedschap te maximaliseren, benadruk ik altijd deze richtlijnen:
Regelmatige inspectie van gereedschap
- Slijtagepatronen bewaken
- Controleren op verslechtering van de coating
- Snijkantconditie meten
Goed gereedschap opbergen
- Klimaatgestuurde omgeving
- Bescherming tegen fysieke schade
- Regelmatige reiniging en onderhoud
Preventie van opstaande randen
Het beheren van opgebouwde randvorming vereist aandacht voor:
Snelheidsregeling oppervlak
- Aanbevolen snijsnelheden aanhouden
- Aanpassen op basis van materiaalconditie
- Gereedschapstemperatuur bewaken
Chipbeheer
- Zorg voor een goede afvoer van spanen
- Gebruik de juiste chipbrekers
- Consistente voersnelheden handhaven
Overwegingen voor de productieomgeving
De productieomgeving heeft invloed op gereedschapsslijtage:
Temperatuurregeling
- Stabiele omgevingstemperatuur handhaven
- Koelvloeistoftemperatuur bewaken
- Werkstuktemperatuur regelen
Machineonderhoud
- Regelmatige controles van de spiluitlijning
- Trillingsbewaking
- Onderhoud koelvloeistofsysteem
Kosteneffectieve implementatie
Om deze strategieën uit te voeren, moeten de kosten tegen elkaar worden afgewogen:
Initiële investering
- Gereedschap van hoge kwaliteit
- Coating technologie
- Koelsystemen
Voordelen op lange termijn
- Minder gereedschapwissels
- Verbeterde productkwaliteit
- Hogere productiviteit
Door deze uitgebreide strategieën te volgen, heb ik consequent aanzienlijke verbeteringen in de standtijd bereikt bij het bewerken van 5083 aluminium. De sleutel is het handhaven van een systematische aanpak bij de implementatie en het regelmatig controleren van de resultaten voor optimalisatie.
Hoe bereik je een hoogwaardige oppervlakteafwerking?
Het bereiken van de perfecte oppervlakteafwerking op 5083 aluminium onderdelen kan een ongelofelijke uitdaging zijn. Veel fabrikanten worstelen met inconsistente resultaten, wat leidt tot afgekeurde onderdelen en kostbaar herstelwerk. De combinatie van gereedschapsslijtage, onjuiste snelheden en onvoldoende koeling kan een veelbelovend project snel veranderen in een productienachtmerrie.
De sleutel tot het bereiken van een uitstekende oppervlakteafwerking van 5083 aluminium ligt in het optimaliseren van de bewerkingsparameters, het kiezen van het juiste gereedschap en het toepassen van de juiste nabewerkingstechnieken. Deze uitgebreide aanpak zorgt voor een consistente kwaliteit met behoud van productie-efficiëntie.

Inzicht in de impact van gereedschapsgeometrie
De geometrie van het snijgereedschap speelt een cruciale rol in de kwaliteit van de oppervlakteafwerking. Ik heb ontdekt dat het gebruik van gereedschap met een positieve spaanhoek tussen 5-15 graden de beste resultaten oplevert voor 5083 aluminium. De draaihoek7 heeft een grote invloed op de spaanvorming en snijkrachten.
Hier volgt een gedetailleerd overzicht van optimale gereedschapseigenschappen:
| Gereedschap Parameter | Aanbevolen bereik | Invloed op oppervlakteafwerking |
|---|---|---|
| Harkhoek | 5-15 graden | Vermindert de snijkrachten en verbetert de spaanafvoer |
| Reliëfhoek | 10-12 graden | Voorkomt wrijven van gereedschap en warmteontwikkeling |
| Neusradius | 0,2-0,8 mm | Grotere radius voor een gladdere afwerking |
| Randvoorbereiding | Scherp naar licht slijpen | Vermindert de vorming van opstaande randen |
Aanzet en snelheid optimaliseren
Optimalisatie van de voedingssnelheid en snijsnelheid zijn essentieel voor het bereiken van een superieure oppervlakteafwerking. Gebaseerd op mijn ervaring met 5083 aluminium, raad ik aan:
- Snijsnelheid: 1000-1500 oppervlakte voeten per minuut (SFM)
- Aanvoersnelheid: 0,003-0,007 inch per omwenteling (IPR)
- Zaagdiepte: 0,020-0,040 inch voor nabewerkingen
Deze parameters moeten worden aangepast op basis van de specifieke geometrie van het gereedschap en de mogelijkheden van de machine.
Strategieën voor koeling en smering
Een goede koeling en smering zijn essentieel voor het behouden van een consistente oppervlaktekwaliteit. Ik raad aan:
- Koelmiddeltoevoer onder hoge druk (minimaal 800 PSI)
- Snijvloeistoffen op oliebasis met aluminiumspecifieke additieven
- Indien mogelijk koelvloeistof door het gereedschap
- Regelmatige controle van de koelmiddelconcentratie (onderhoud 6-8%)
Nabewerkingen
Om de oppervlaktekwaliteit verder te verbeteren, kunnen verschillende nabewerkingen worden toegepast:
Mechanisch polijsten
- Progressieve korrelvolgorde (400-2000)
- Geautomatiseerde polijstsystemen voor consistentie
- Specifieke schuurmiddelen voor aluminium
Overwegingen voor anodiseren
- Type II anodiseren voor algemene toepassingen
- Type III voor verbeterde slijtvastheid
- Pre-anodiseren oppervlaktevoorbereiding kritisch voor afwerkkwaliteit
Maatregelen voor kwaliteitscontrole
Het implementeren van de juiste kwaliteitscontrolemaatregelen zorgt voor een consistente afwerking van het oppervlak:
Regelmatig testen van de oppervlakteruwheid
- Ra-metingen onder 32 microinches
- Documentatie van resultaten
- Implementatie van statistische procesbeheersing
Protocol voor visuele inspectie
- Getrainde inspecteurs
- Juiste lichtomstandigheden
- Gestandaardiseerde acceptatiecriteria
Algemene uitdagingen en oplossingen
Bij het bewerken van aluminium 5083 komen vaak verschillende uitdagingen kijken:
Opbouw randvorming
- Oplossing: Snijsnelheid verhogen
- Gebruik de juiste snijvloeistof
- Scherpe snijkanten behouden
Kletsmerken
- Oplossing: Controleer de balans van de gereedschapshouder
- Controleer de machinetrilling
- Snijparameters aanpassen
Slechte spaanafvoer
- Oplossing: Koelmiddeldruk optimaliseren
- Spaanbrekers gebruiken
- De juiste programmeerstrategieën implementeren
Procesdocumentatie en -controle
Om een consistente oppervlakteafwerking te behouden, is de juiste documentatie nodig:
Procesparameters
- Gereedschapsspecificaties
- Snijparameters
- Informatie over koelvloeistof
Kwaliteitseisen
- Specificaties oppervlakteruwheid
- Visuele standaarden
- Meetmethoden
Onderhoudsschema
- Bewaking van gereedschapsslijtage
- Machinekalibratie
- Onderhoud koelvloeistofsysteem
Deze veelomvattende benadering van optimalisatie van de oppervlakteafwerking heeft ons geholpen om consistent hoogwaardige resultaten te behalen op 5083 aluminium componenten. Door elk aspect van het bewerkingsproces zorgvuldig te controleren en de juiste nabewerkingstechnieken toe te passen, kunnen we voldoen aan de meest veeleisende eisen op het gebied van oppervlakteafwerking met behoud van productie-efficiëntie.
Welke koel- en smeertechnieken werken het best?
Het bewerken van 5083 aluminium zonder de juiste koeling kan tot verwoestende resultaten leiden. Ik heb talloze projecten zien mislukken door overmatige warmteontwikkeling, wat resulteerde in een slechte oppervlakteafwerking, maatonnauwkeurigheden en voortijdige slijtage van het gereedschap. De gevolgen van onvoldoende koeling kunnen van een eenvoudige bewerkingsklus een dure nachtmerrie maken.
De meest effectieve koelmethode voor het bewerken van 5083 aluminium is vloedkoeling met in water oplosbare koelmiddelen, waarbij een concentratie van 6-8% wordt aangehouden. Deze aanpak biedt optimale warmteafvoer, vermindert gereedschapsslijtage en zorgt voor een consistente oppervlaktekwaliteit terwijl opgebouwde randvorming wordt voorkomen.

Inzicht in koelmethoden
Moderne CNC-bewerking vereist een nauwkeurige temperatuurregeling tijdens het snijproces. De thermische geleidbaarheid8 van 5083 aluminium maakt het bijzonder gevoelig voor hittegerelateerde problemen. Hier is mijn gedetailleerde uitsplitsing van de belangrijkste koelmethoden:
Waterkoeling
- Zorgt voor continue doorstroming van koelvloeistof
- Uitstekende warmteafvoer
- Superieure spanenafvoer
- Ideaal voor hogesnelheidsbewerkingen
Nevelkoeling
- Vermindert koelmiddelverbruik
- Geschikt voor lichtere sneden
- Milieuvriendelijke optie
- Beter zicht tijdens bewerking
Luchtkoeling
- Minimale installatie vereist
- Schone werking
- Kosteneffectieve oplossing
- Beperkte koelcapaciteit
Soorten koelvloeistof en hun prestaties
Mijn ervaring met verschillende soorten koelvloeistof heeft significante verschillen in prestaties laten zien. Hier is een uitgebreide vergelijking:
| Type koelvloeistof | Warmteafvoer | Levensduur gereedschap | Afwerking oppervlak | Kosteneffectiviteit |
|---|---|---|---|---|
| Synthetisch | Uitstekend | Hoog | Superieur | Matig |
| Halfsynthetisch | Zeer goed | Goed | Zeer goed | Hoog |
| In water oplosbaar | Uitstekend | Zeer hoog | Uitstekend | Zeer hoog |
| Rechte olie | Goed | Matig | Goed | Laag |
Koelmiddeltoepassing optimaliseren
De effectiviteit van koeloplossingen is sterk afhankelijk van de juiste toepassingstechnieken. Ik raad aan om je te concentreren op deze belangrijke aspecten:
Koelmiddeldruk en -volume
- Afgifte onder hoge druk (500-1000 PSI) voor diepe pockets
- Consistent behoud van debiet
- Meerdere spuitmondposities voor complexe geometrieën
- Regelmatige drukcontrole
Concentratie Beheer
- Wekelijkse concentratiecontroles
- 6-8% concentratie voor in water oplosbare koelmiddelen handhaven
- Regelmatige pH-controle (ideaal bereik: 8,5-9,5)
- Gedocumenteerd onderhoudsschema
Geavanceerde koelstrategieën
Innovatie in koeltechnologie heeft verschillende geavanceerde methoden geïntroduceerd die ik met succes heb geïmplementeerd:
Door-gereedschap-koeling
- Directe koelmiddeltoevoer naar de snijkant
- Verminderde warmteontwikkeling
- Verbeterde spanenafvoer
- Langere levensduur gereedschap
Cryogene koeling
- Extreme temperatuurverlaging
- Minimale impact op het milieu
- Verbeterde oppervlakteafwerking
- Verminderde thermische vervorming
Onderhoud en controle
Goed onderhoud zorgt voor optimale koelprestaties:
- Dagelijkse controle van het koelvloeistofpeil
- Wekelijkse concentratietests
- Maandelijkse systeemreiniging
- Driemaandelijkse volledige vloeistofvervanging
Milieu-overwegingen
Moderne productie vereist milieubewuste keuzes:
- Biologisch afbreekbare koelvloeistofopties
- Recycling- en filtratiesystemen
- Juiste verwijderingsprotocollen
- VOC-emissiereductie
Veiligheidsprotocollen
Veiligheid blijft van het grootste belang bij het werken met koelsystemen:
- Regelmatig testen op bacteriën
- Juiste PBM-vereisten
- Procedures voor het indammen van morsingen
- Planning voor noodmaatregelen
Toekomstige trends
Het landschap van de koeltechnologie blijft zich ontwikkelen:
- Op IoT gebaseerde bewakingssystemen
- AI-gestuurd koelmiddelbeheer
- Duurzame koelvloeistofformules
- Hybride koeloplossingen
Implicaties voor de kosten
Een effectieve implementatie van koelstrategieën beïnvloedt het bedrijfsresultaat:
- Initiële setupkosten
- Lopende onderhoudskosten
- Langetermijnvoordelen voor de levensduur van het gereedschap
- Efficiëntiewinst in productie
De keuze van koel- en smeertechniek is van grote invloed op het succes van het bewerken van 5083 aluminium. Op basis van onze uitgebreide tests en toepassingen in de praktijk biedt vloedkoeling met in water oplosbare koelmiddelen de meest betrouwbare en efficiënte oplossing voor de meeste toepassingen. Specifieke projectvereisten kunnen echter alternatieve benaderingen noodzakelijk maken, waardoor het cruciaal is om alle beschikbare opties te kennen.
Hoe vervorming van het werkstuk voorkomen?
Vervorming van het werkstuk bij de bewerking van 5083 aluminium is een hardnekkige uitdaging geworden in de precisiefabricage. Ik heb talloze projecten zien ontsporen door onverwachte kromming en vervorming, wat kostbare nabewerkingen en productievertragingen veroorzaakte. Het probleem wordt nog groter als het gaat om zeer nauwkeurige componenten waarbij elke micron telt.
Om vervorming van het werkstuk in 5083 aluminium te voorkomen, moeten de juiste spanningsontlastingsprocedures worden toegepast, de opspanstrategieën worden geoptimaliseerd en de bewerkingsvolgorde zorgvuldig worden gepland. Daarnaast kan het beheersen van snijparameters en het gebruik van de juiste opspanmiddelen het risico op vervorming aanzienlijk verkleinen.

Residuele spanning in 5083 aluminium begrijpen
De hoofdoorzaak van vervorming ligt vaak in restspanning9 binnen het materiaal. Ik heb ontdekt dat 5083 aluminium bijzonder gevoelig is voor spanningsgeïnduceerde vervorming vanwege de specifieke samenstelling van de legering. Dit is wat typisch restspanning veroorzaakt:
- Productieprocessen (walsen, vormen)
- Temperatuurschommelingen tijdens materiaalverwerking
- Vorige bewerkingen
- Onjuiste opslagomstandigheden
Technieken voor stressverlichting vóór het slijpen
Ik heb een systematische aanpak voor stressvermindering ontwikkeld die effectief is gebleken bij onze werkzaamheden:
| Behandelingsmethode | Temperatuurbereik | Duur | Voordelen |
|---|---|---|---|
| Thermische stressverlichting | 230-260°C | 1-2 uur | Uniforme spanningsverdeling |
| Vibrerende stressverlichting | Kamertemperatuur | 20-30 minuten | Niet-thermisch alternatief |
| Natuurlijke veroudering | Kamertemperatuur | 24-48 uur | Kosteneffectieve oplossing |
Klemstrategieën optimaliseren
De manier waarop we werkstukken opspannen heeft een grote invloed op de vervorming. Ik raad deze bewezen technieken aan:
Verdeelde klemkracht
- Meerdere klempunten gebruiken
- Gebruik consistente koppelwaarden
- Controleer de klemdruk regelmatig
Strategisch ontwerp van armaturen
- Essentiële functies ondersteunen
- Houd rekening met thermische uitzetting
- Minimaliseer het contactoppervlak waar mogelijk
Slimme bewerkingsvolgorde plannen
Op basis van mijn ervaring is de juiste volgorde cruciaal:
Fase van voorbewerken
- Materiaal symmetrisch verwijderen
- Evenwichtige spanningsverdeling handhaven
- Laat voldoende voorraad achter voor afwerking
Tussentijdse stressverlichting
- Onderdelen laten stabiliseren tussen bewerkingen
- Controleer op voorlopige vervorming
- Maak de nodige aanpassingen
Afwerking machinale bewerking
- Gebruik lichte snijwonden
- Consistente snijdiepte behouden
- Temperatuur zorgvuldig controleren
Snijparameteroptimalisatie
Ik heb ontdekt dat deze parameters het beste werken om vervorming te minimaliseren:
| Parameter | Ruw verspanen | Afwerking machinale bewerking |
|---|---|---|
| Snijsnelheid | 300-400 m/min | 400-500 m/min |
| Toevoersnelheid | 0,15-0,25 mm/tand | 0,05-0,15 mm/tand |
| Zaagdiepte | 2-4 mm | 0,2-0,5 mm |
| Koelvloeistofstroom | Hoog | Matig |
Strategieën voor temperatuurregeling
Temperatuurbeheer is essentieel voor maatvastheid:
Beheer koelvloeistof
- Gebruik hogedrukkoelvloeistofsystemen
- Consistente koelvloeistoftemperatuur handhaven
- Zorg voor voldoende doorstroming
Temperatuur van de snijzone
- Gereedschapstemperatuur bewaken
- Gebruik de juiste koelpauzes
- Gebruik de juiste snijsnelheden
Kwaliteitscontrole en verificatie
Om succes te garanderen, voer ik altijd deze controlestappen uit:
Metingen tijdens het proces
- Regelmatige dimensionale controles
- Stresspatroon monitoring
- Temperatuur bijhouden
Eindinspectie
- CMM-verificatie
- Vlakheidsmetingen
- Analyse van de oppervlakteafwerking
Milieu-overwegingen
De winkelomgeving speelt een cruciale rol:
Temperatuurregeling
- Stabiele omgevingstemperatuur handhaven
- Vermijd directe blootstelling aan zonlicht
- Luchtcirculatie regelen
Opslagpraktijken
- Juiste materiaalopslag
- Beschermd tegen omgevingsfactoren
- Regelmatige voorraadrotatie
Door deze uitgebreide strategieën toe te passen, hebben we consistent succes geboekt bij het voorkomen van vervorming van het werkstuk bij de bewerking van 5083 aluminium. De sleutel ligt in het inzicht dat het voorkomen van vervorming geen eenstapsproces is, maar een systematische aanpak die begint bij de materiaalselectie en doorgaat tot en met de eindinspectie.
Onthoud dat elk project kleine aanpassingen van deze richtlijnen kan vereisen op basis van specifieke vereisten en omstandigheden. Begin altijd met een grondig begrip van uw specifieke toepassing en pas deze aanbevelingen dienovereenkomstig aan.
Wat zijn veelgebruikte kwaliteitscontrolemethoden?
Kwaliteitscontrole bij de bewerking van 5083 aluminium kan fabrikanten veel hoofdbrekens bezorgen. Zonder de juiste inspectiemethoden kunnen zelfs kleine afwijkingen leiden tot afkeur, productievertragingen en aanzienlijke financiële verliezen. Ik heb veel fabrikanten zien worstelen als hun kwaliteitscontroleprocessen niet robuust genoeg zijn.
Kwaliteitscontrole voor het bewerken van 5083 aluminium omvat meerdere inspectietechnieken, waaronder CMM-metingen, oppervlakteanalyse en visuele controles. Deze methoden werken samen met procesbewaking en tolerantieverificatie om ervoor te zorgen dat onderdelen altijd aan de specificaties voldoen.

Coördinatenmeetmachine (CMM) inspectie
CMM inspectie is de ruggengraat van ons kwaliteitscontroleproces bij PTSMAKE. Dit geavanceerde meetsysteem gebruikt een taster om nauwkeurige dimensionale gegevens te verzamelen van bewerkte onderdelen. De metrologie10 mogelijkheden van CMM-machines kunnen we:
- Complexe geometrieën meten met nauwkeurigheden tot 0,001 mm
- Werkelijke afmetingen vergelijken met CAD-modellen
- Genereer gedetailleerde inspectierapporten
- Afwijkingen vroeg in het productieproces identificeren
Ik zorg ervoor dat ons team CMM-inspecties uitvoert in belangrijke productiefasen:
- Inspectie eerste artikel
- Controles tijdens proces
- Eindcontrole
Oppervlakte Ruwheidsanalyse
Oppervlaktekwaliteit is cruciaal voor 5083 aluminium onderdelen. We gebruiken zowel contact- als contactloze methoden om de oppervlakteruwheid te meten:
| Methode | Toepassingen | Voordelen |
|---|---|---|
| Profilometer | Vlakke oppervlakken, eenvoudige geometrieën | Hoge nauwkeurigheid, kwantitatieve gegevens |
| Optische scanner | Complexe geometrieën, diepe kenmerken | Contactloos, snel meten |
| Vision-systemen | Oppervlaktefouten, patroonherkenning | Real-time inspectie, Grote oppervlakken |
Protocollen voor visuele inspectie
Hoewel geavanceerde meetinstrumenten essentieel zijn, blijft getrainde visuele inspectie waardevol. Onze inspecteurs controleren op:
Oppervlaktefouten
- Krassen
- Deuken
- Gereedschapsmarkeringen
Materiaalconsistentie
- Kleuruniformiteit
- Afwerking oppervlak
- Integriteit van materiaal
Kwaliteit van afwerking
- Randkwaliteit
- Verwijderen van bramen
- Algemene uitstraling
Procesbewakingssystemen
Real-time bewaking helpt de kwaliteit tijdens de productie te handhaven:
Bewaking van machineparameters
- Spindelsnelheid
- Voedingssnelheden
- Slijtage gereedschap
- Temperatuur
Statistische procesbeheersing (SPC)
- Regelkaarten
- Trendanalyse
- Procescapaciteitsstudies
Methoden voor tolerantieverificatie
We implementeren een tolerantieverificatie op meerdere niveaus:
Controles vóór de bewerking
- Materiaalcertificering
- Voorraadafmetingen
- Verificatie instellen
Verificatie tijdens proces
- Kritische afmetingen
- Geometrische toleranties
- Controle van de oppervlakteafwerking
Eindinspectie
- Volledige dimensionale verificatie
- Functioneel testen
- Documentatie
Documentatie en rapportage
Documentatie over kwaliteitscontrole is cruciaal voor traceerbaarheid:
- Inspectierapporten
- Materiaalcertificaten
- Procesparameters
- Registratie van non-conformiteiten
- Corrigerende maatregelen
Ik heb een digitaal documentatiesysteem geïmplementeerd dat snelle toegang tot kwaliteitsdocumenten mogelijk maakt en trends of potentiële problemen helpt identificeren voordat het problemen worden.
Integratie kwaliteitsbeheersysteem
Onze kwaliteitscontrolemethoden maken deel uit van een groter kwaliteitsbeheersysteem:
Standaard werkprocedures (SOP's)
- Gedetailleerde werkinstructies
- Inspectieprocedures
- Kalibratievereisten
Trainingsprogramma's
- Inspecteur certificering
- Werking van apparatuur
- Kwaliteitsbewustzijn
Voortdurende verbetering
- Regelmatige audits
- Prestatiecijfers
- Procesoptimalisatie
Kalibratie en onderhoud van apparatuur
Regelmatige kalibratie garandeert de nauwkeurigheid van de metingen:
- Jaarlijkse kalibratie van CMM-machines
- Maandelijkse controle van meetinstrumenten
- Dagelijkse controles van basisinstrumenten
- Preventieve onderhoudsschema's
Deze uitgebreide benadering van kwaliteitscontrole helpt ons om een consistente kwaliteit te handhaven bij de bewerking van 5083 aluminium. Door geavanceerde meettechnologie te combineren met bewezen inspectiemethoden en zorgvuldige documentatie kunnen we garanderen dat onderdelen consistent aan de specificaties voldoen.
De rol van magnesium bij het verbeteren van de sterkte en weerstand begrijpen, wat cruciaal is voor het kiezen van de juiste aluminiumlegering. ↩
Leer hoe werkharding van invloed is op machinale bewerking en hoe de uitdagingen overwonnen kunnen worden. ↩
Leer hoe de spiraalhoek de spaanvorming beïnvloedt en de bewerkingsprestaties verbetert. ↩
Leer hoe u de bewerkingsefficiëntie kunt optimaliseren door de parameters voor materiaalverwijderingssnelheid aan te passen. ↩
Begrijp spaanvorming voor verbeterde bewerkingsefficiëntie en productkwaliteit. ↩
Leer meer over snijsnelheden om de standtijd te optimaliseren en de bewerkingsefficiëntie te verbeteren. ↩
Leer hoe de hellingshoek de spaanvorming en snijkrachten beïnvloedt voor een betere oppervlakteafwerking. ↩
De warmtegevoeligheid van aluminium begrijpen voor effectieve koelstrategieën bij machinale bewerking. ↩
Leer meer over de effecten van restspanning op bewerking en hoe vervorming te beperken. ↩
Leer meer over metrologie om de meetnauwkeurigheid te verbeteren en de kwaliteitscontrole van de productie te verbeteren. ↩






