

Probeer je te bepalen of zink spuitgietwerk sterk genoeg is voor jouw toepassing? Veel ingenieurs onderschatten de sterkte van zink, wat leidt tot kostbare fouten bij de materiaalselectie en projectvertragingen wanneer onderdelen falen tijdens het testen.
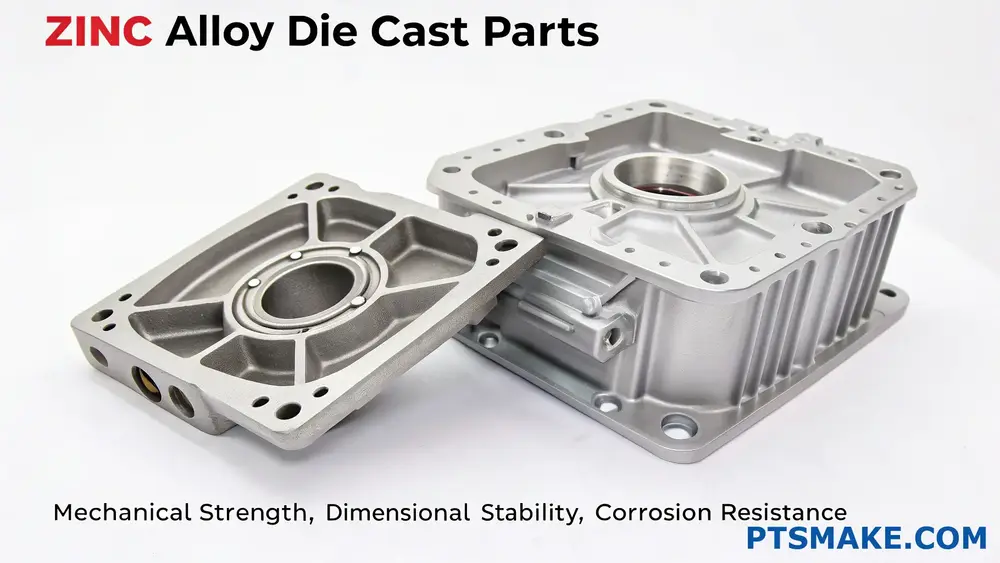
Gegoten zink is opmerkelijk sterk met een treksterkte tussen 30.000 en 41.000 psi en een vloeigrens tussen 22.000 en 32.000 psi. Het biedt een uitstekende slagvastheid met behoud van een goede maatvastheid en duurzaamheid.

Bij PTSMAKE heb ik met talloze klanten gewerkt die aanvankelijk aarzelden om zinkspuitgietwerk te gebruiken vanwege de sterkte. Wat velen verbaast is hoe zinklegeringen zoals Zamak 3 en 5 indrukwekkende mechanische eigenschappen leveren en tegelijkertijd uitstekende gietbaarheid en kostenefficiëntie bieden. Laat me je vertellen over de echte sterkte-eigenschappen van zink en waarom het perfect zou kunnen zijn voor je volgende project.
Welke materialen worden gebruikt in zink spuitgietwerk?
Heb je ooit een deurknop, speelgoedauto of behuizing van een elektronisch apparaat opgepakt en je afgevraagd welk materiaal het die perfecte balans van detail en duurzaamheid geeft? Veel producten die we dagelijks gebruiken bevatten onderdelen van gegoten zink, maar het kan verwarrend zijn om te begrijpen welke materialen eigenlijk in deze onderdelen zitten wanneer je je volgende project plant.
Bij zinkspuitgieten worden voornamelijk zinklegeringen gebruikt, waarbij ZA-3, ZA-8, ZAMAK 3 en ZAMAK 5 de meest voorkomende materialen zijn. Deze legeringen combineren zink met aluminium, magnesium en koper in specifieke verhoudingen om verschillende mechanische eigenschappen te verkrijgen die geschikt zijn voor verschillende toepassingen.

De basis van zink spuitgietlegeringen
In wezen is zinkpersgieten gebaseerd op zinklegeringen in plaats van puur zink. Zuiver zink heeft beperkte praktische toepassingen in de productie vanwege de relatief zachte aard en de neiging om te kruipen (langzaam te vervormen) onder spanning. Daarom heeft de industrie verschillende gestandaardiseerde zinklegeringen ontwikkeld die de werkpaarden van de spuitgietwereld zijn geworden.
Op basis van mijn ervaring met het werken met fabrikanten in verschillende industrieën, heb ik ontdekt dat de meeste zinkspuitgietactiviteiten zich concentreren rond twee hoofdfamilies van legeringen: ZAMAK legeringen en ZA legeringen. Elke familie heeft specifieke samenstellingen en voordelen die ze geschikt maken voor verschillende toepassingen.
ZAMAK Legeringen: De werkpaarden van zink spuitgietwerk
ZAMAK (soms gespeld als Zamac) is een acroniem afgeleid van de Duitse namen voor de metalen in de samenstelling: Zink, Aluminium, Magnesium en Kupfer (koper). Deze legeringen vormen de ruggengraat van de zinkspuitgietindustrie.
De meest gebruikte ZAMAK-legeringen zijn onder andere:
ZAMAK 3 (zinklegering 3)
ZAMAK 3 bevat ongeveer 4% aluminium, 0,035% magnesium en minimaal koper. Dit maakt het de zuiverste van de gangbare zinklegeringen en geeft het een uitstekende dimensionale stabiliteit. Ik heb ZAMAK 3 veelvuldig gebruikt zien worden voor:
- Auto onderdelen
- Elektronische behuizingen
- Sanitair
- Hardware
Wat ZAMAK 3 bijzonder waardevol maakt, is zijn uitstekende gietbaarheid1 gecombineerd met goede mechanische eigenschappen. Wanneer klanten een balans van kosteneffectiviteit en betrouwbaarheid nodig hebben, is ZAMAK 3 vaak mijn eerste aanbeveling.
ZAMAK 5 (zinklegering 5)
ZAMAK 5 is in wezen ZAMAK 3 waaraan ongeveer 1% koper is toegevoegd. Deze kleine wijziging in de samenstelling verbetert de treksterkte en hardheid aanzienlijk. Onderdelen gemaakt met ZAMAK 5 bieden meestal:
- 10-20% hogere treksterkte dan ZAMAK 3
- Betere prestaties onder druk
- Verbeterde slijtvastheid
- Verbeterde polijst- en platingmogelijkheden
Deze eigenschappen maken ZAMAK 5 ideaal voor toepassingen die een hogere sterkte of een betere oppervlakteafwerking vereisen, zoals auto-onderdelen en decoratieve ijzerwaren.
ZA Legeringen: Zinkopties met hogere prestaties
ZA (Zink-Aluminium) legeringen bevatten een aanzienlijk hoger aluminiumgehalte dan ZAMAK legeringen, meestal variërend van 8-27%. Het hogere aluminiumgehalte verandert de materiaaleigenschappen aanzienlijk:
ZA-8
Met 8-8,8% aluminium en 1-1,5% koper biedt de ZA-8:
- Hogere sterkte dan ZAMAK-legeringen
- Betere slijtvastheid
- Uitstekende lagercapaciteiten
- Goede kruipweerstand
ZA-12
ZA-12 bevat 10,5-11,5% aluminium en 0,5-1,25% koper:
- Superieure sterkte in vergelijking met ZAMAK-legeringen
- Uitstekende dragende eigenschappen
- Goede weerstand tegen slijtage
ZA-27
Met het hoogste aluminiumgehalte (25-28%) onder de gangbare zinkspuitgietlegeringen biedt ZA-27:
- De hoogste sterkte-gewichtsverhouding van zinklegeringen
- Uitzonderlijke slijtvastheid
- Superieure mechanische eigenschappen
Overwegingen bij materiaalselectie
Wanneer ik klanten bij PTSMAKE help bij het kiezen van de juiste zinklegering voor hun projecten, houd ik rekening met verschillende factoren:
| Alloy | Sterkte | Kosten | Gietbaarheid | Algemene toepassingen |
|---|---|---|---|---|
| ZAMAK 3 | Matig | $ | Uitstekend | Algemene ijzerwaren, auto-onderdelen |
| ZAMAK 5 | Goed | $$ | Goed | Auto's, sanitair |
| ZA-8 | Beter | $$ | Goed | Industriële onderdelen, lagers |
| ZA-12 | Zeer goed | $$$ | Matig | Tandwielen, bussen, lagers |
| ZA-27 | Uitstekend | $$$$ | Uitdagend | Componenten met hoge spanning |
Minder belangrijke elementen en additieven
Naast de primaire legeringsbestanddelen bevatten zinkspuitgietmaterialen vaak sporenelementen die de uiteindelijke eigenschappen aanzienlijk kunnen beïnvloeden:
- Magnesium: Toegevoegd in kleine hoeveelheden (0,01-0,06%) om interkristallijne corrosie te verminderen.
- Lood: Soms aanwezig in gerecyclede legeringen, maar over het algemeen ongewenst omdat het de mechanische eigenschappen kan aantasten.
- IJzer: Gewoonlijk lager dan 0,075% omdat hogere gehaltes broosheid kunnen veroorzaken.
- Cadmium: Doorgaans beperkt tot 0,004% vanwege milieuoverwegingen
- Tin: Vaak onder 0,002% gehouden om interkristallijne corrosie te voorkomen.
Bij PTSMAKE controleren we deze sporenelementen zorgvuldig om een constante kwaliteit van onze gegoten zinkonderdelen te garanderen.
Opkomende zinklegeringsmaterialen
De zinkspuitgietindustrie blijft zich ontwikkelen met nieuwe legeringsformules die ontworpen zijn om aan specifieke prestatievereisten te voldoen:
- ACuZink: Een familie van gepatenteerde legeringen met een verhoogd kopergehalte voor verbeterde sterkte
- Ecozinc: Milieuvriendelijke formules die giftige elementen minimaliseren
- EZAC: Verbeterde zink-aluminium-koperlegeringen ontworpen voor dunwandige toepassingen
Deze nieuwere materialen tonen veelbelovende mogelijkheden voor gespecialiseerde toepassingen waar traditionele legeringen tekortschieten.
De belangrijkste voordelen van zinklegeringen ten opzichte van zuiver zink bij spuitgietwerk
Heb je je ooit afgevraagd waarom fabrikanten zelden zuiver zink gebruiken voor spuitgietprojecten? Misschien ben je brosheidsproblemen of dimensionale instabiliteit in onderdelen tegengekomen en heb je je afgevraagd of er een beter alternatief is?
Zinklegeringen genieten de voorkeur boven zuiver zink bij spuitgietwerk omdat ze superieure mechanische eigenschappen, een betere corrosiebestendigheid, een grotere maatvastheid en betere vloei-eigenschappen tijdens het gieten bieden. Deze legeringen behouden de kostenvoordelen van zink terwijl ze veel van de inherente zwakheden elimineren.
Zinklegeringen begrijpen: samenstelling en eigenschappen
In de jaren dat ik bij PTSMAKE met metaalgietwerk werk, heb ik gemerkt dat inzicht in de samenstelling van zinklegeringen cruciaal is om weloverwogen productiebeslissingen te kunnen nemen. Zinklegeringen die gebruikt worden bij het spuitgieten bevatten meestal zink als basismetaal met zorgvuldig gecontroleerde hoeveelheden aluminium, koper, magnesium en soms andere elementen.
De meest gebruikte zinklegeringen voor spuitgietwerk zijn de Zamak serie (vooral Zamak 3, 5 en 7) en de ZA serie (ZA-8, ZA-12 en ZA-27). Elke legering heeft een specifieke chemische samenstelling om bepaalde eigenschappen te verbeteren.
Veel voorkomende zinklegeringssamenstellingen
| Type legering | Zink (%) | Aluminium (%) | Koper (%) | Magnesium (%) | Andere elementen (%) |
|---|---|---|---|---|---|
| Zamak 3 | 95.5 | 4.0 | 0.25 | 0.03 | 0.22 |
| Zamak 5 | 94.2 | 4.0 | 1.0 | 0.03 | 0.77 |
| ZA-8 | 91.2 | 8.0 | 1.0 | 0.02 | 0.78 |
| ZA-12 | 87.5 | 11.0 | 0.5-1.25 | 0.02 | 0.28-1.03 |
| ZA-27 | 71.5 | 27.0 | 2.0 | 0.02 | 0.48 |
Deze legeringselementen verbeteren de metallurgische structuur2 van zink, waardoor een relatief zwak zuiver metaal verandert in een veelzijdig engineeringmateriaal dat geschikt is voor een breed scala aan toepassingen.
Mechanische voordelen van zinklegeringen versus puur zink
Zuiver zink heeft verschillende beperkingen die het ongeschikt maken voor de meeste spuitgiettoepassingen. Zijn relatief lage treksterkte, lage hardheid en neiging tot kruipen onder belasting zijn belangrijke nadelen. Door legeringselementen toe te voegen, creëren we materialen met sterk verbeterde mechanische eigenschappen.
Sterkte en hardheid
Zinklegeringen hebben 2-3 keer de treksterkte van puur zink. Terwijl puur zink bijvoorbeeld meestal een treksterkte van ongeveer 20 MPa heeft, biedt Zamak 3 ongeveer 283 MPa en legeringen met een hoog aluminiumgehalte zoals ZA-27 kunnen tot 425 MPa bereiken. Dankzij deze aanzienlijke verbetering zijn onderdelen van zinklegeringen bestand tegen hogere belastingen en spanningen.
Vooral de toevoeging van aluminium verhoogt de hardheid, terwijl koper deze eigenschap nog verder verbetert. Deze verhoogde hardheid vertaalt zich in een betere slijtvastheid in toepassingen waar onderdelen wrijving of schokken kunnen ondervinden.
Dimensionale stabiliteit
Een van de belangrijkste problemen met zuiver zink is de instabiliteit van de afmetingen. Wanneer ik bij PTSMAKE met klanten werk, benadruk ik vaak hoe de neiging van puur zink om na verloop van tijd te kruipen en te vervormen het onbetrouwbaar maakt voor precisiecomponenten. Zinklegeringen pakken dit probleem aan door:
- Verminderde korrelgrootte door legeringselementen, waardoor de materiaalbeweging wordt beperkt
- Verbeterde structurele stijfheid die vervorming tegengaat
- Verbeterde weerstand tegen interkristallijne corrosie die dimensionale veranderingen kan veroorzaken
Deze verbeteringen zijn vooral belangrijk voor onderdelen die nauwe toleranties vereisen of die gebruikt worden in precisieassemblages.
Corrosiebestendigheid en oppervlakte-eigenschappen
In industriële toepassingen bepaalt de corrosiebestendigheid vaak de levensduur van een onderdeel. Zinklegeringen bieden via verschillende mechanismen een aanzienlijk betere bescherming tegen corrosie dan zuiver zink:
- Vorming van stabiele oxidelagen die het onderliggende metaal beschermen
- Verminderde gevoeligheid voor interkristallijne corrosie
- Betere weerstand tegen atmosferische en chemische aanvallen
Bovendien kunnen zinklegeringen gemakkelijk worden geplateerd, geverfd of op een andere manier aan het oppervlak worden behandeld om hun corrosiebestendigheid en esthetische eigenschappen verder te verbeteren. Deze veelzijdigheid maakt ze geschikt voor zowel functionele als decoratieve toepassingen.
Verwerkingsvoordelen tijdens het spuitgieten
Vanuit een productieperspectief bieden zinklegeringen verschillende praktische voordelen ten opzichte van zuiver zink in het spuitgietproces:
Stromingseigenschappen en gietbaarheid
Zinklegeringen hebben uitstekende vloei-eigenschappen waardoor ze met precisie ingewikkelde vormdetails kunnen vullen. De toevoeging van aluminium verlaagt het smeltpunt en verbetert de vloeibaarheid, waardoor dunwandige doorsneden en complexe geometrieën kunnen worden geproduceerd die met puur zink een uitdaging zouden vormen.
Thermische eigenschappen
De gecontroleerde thermische uitzettingscoëfficiënten van zinklegeringen (in vergelijking met het onvoorspelbare gedrag van puur zink) zorgen voor een betere dimensionale controle tijdens de afkoelfase. Dit leidt tot beter voorspelbare krimpsnelheden en minder defecten in de uiteindelijke onderdelen.
Levensduur gereedschap
Matrijsgietgereedschap dat met zinklegeringen wordt gebruikt, gaat doorgaans langer mee dan gereedschap dat met puur zink wordt gebruikt. De verbeterde vloei-eigenschappen verminderen erosieve slijtage op matrijsoppervlakken, terwijl de lagere giettemperaturen (in vergelijking met aluminium- of magnesiumlegeringen) thermische vermoeidheid in het gereedschap minimaliseren.
Kosteneffectiviteit van zinklegeringen in de productie
Tot slot mogen de economische voordelen van het gebruik van zinklegeringen in plaats van puur zink niet over het hoofd worden gezien. Hoewel puur zink een iets lagere grondstofkost heeft, is de totale productie-economie sterk in het voordeel van legeringen omwille van:
- Minder afkeur en hogere productkwaliteit
- Snellere productiecycli dankzij verbeterde vloei-eigenschappen
- Lagere afwerkingskosten door een betere oppervlaktekwaliteit bij het gieten
- Verlengde levensduur van het product waardoor de garantie- en vervangingskosten dalen
Bij PTSMAKE hebben we altijd gemerkt dat de lichte meerprijs voor kwaliteitszinklegeringen snel wordt terugverdiend door een verbeterde productie-efficiëntie en verbeterde productprestaties.
Is gegoten matrijs hetzelfde als gegoten zink?
Ben je ooit in de war geraakt bij het bekijken van de productiemogelijkheden voor je volgende project? Heb je je bij het bekijken van de specificaties afgevraagd of spuitgieten en zinkgieten verschillende processen zijn of gewoon industriejargon voor hetzelfde? Deze terminologische verwarring kan leiden tot kostbare productiefouten.
Nee, spuitgieten en zinkgieten zijn niet hetzelfde. Spuitgieten is een productieproces waarbij verschillende metalen kunnen worden gebruikt, waaronder zink-, aluminium-, magnesium- en koperlegeringen. Zinkgieten verwijst specifiek naar spuitgieten waarbij zink als metaalmateriaal wordt gebruikt.

De relatie tussen spuitgieten en zinkgieten begrijpen
Spuitgieten en zinkgieten zijn vaak verwarrende termen in de productie-industrie. Ter verduidelijking: spuitgieten is het overkoepelende productieproces, terwijl zinkgieten (nauwkeuriger zinkpersgieten genoemd) een specifieke toepassing van dit proces is waarbij zinklegeringen worden gebruikt.
In mijn productie-ervaring heb ik gemerkt dat het begrijpen van dit onderscheid cruciaal is voor ingenieurs en productontwerpers bij het selecteren van de juiste productiemethode voor hun onderdelen.
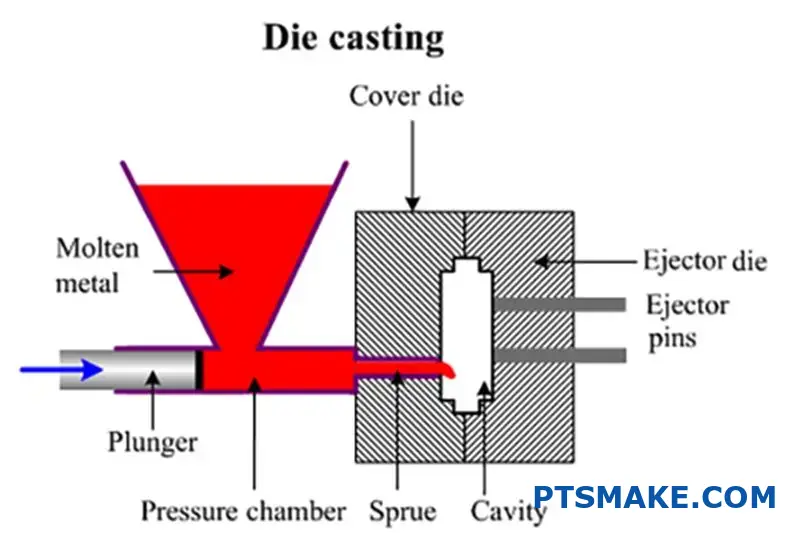
Bij spuitgieten wordt gesmolten metaal onder hoge druk in herbruikbare stalen mallen geperst die matrijzen worden genoemd. Dit proces kan verschillende metalen gebruiken, waarbij zink slechts één optie is. Andere veelgebruikte gietmetalen zijn aluminium, magnesium en koperlegeringen.
Belangrijkste verschillen in spuitgietmaterialen
De keuze van het metaal voor het spuitgieten heeft een grote invloed op de eigenschappen en toepassingen van het eindproduct. Dit is hoe zink zich verhoudt tot andere gangbare gietmaterialen:
| Metaal | Smeltpunt (°C) | Dichtheid (g/cm³) | Essentiële eigenschappen | Algemene toepassingen |
|---|---|---|---|---|
| Zink | 380-390 | 6.6-7.2 | Hoge dimensionale stabiliteit, uitstekende oppervlakteafwerking, goede corrosiebestendigheid | Auto-onderdelen, elektronicabehuizingen, speelgoed |
| Aluminium | 660 | 2.7 | Lichtgewicht, goede verhouding sterkte/gewicht, corrosiebestendig | Auto-onderdelen, ruimtevaartonderdelen |
| Magnesium | 650 | 1.7 | Lichtste structurele metaal, goede EMI afscherming | Dunwandige behuizingen, draagbare elektronica |
| Koperlegeringen | 900-1000 | 8.3-8.9 | Uitstekend elektrisch geleidingsvermogen, hoge thermische geleidbaarheid | Elektrische onderdelen, maritieme hardware |
Zink spuitgieten: Het gespecialiseerde proces
Het zink spuitgieten is om verschillende redenen een van de populairste vormen van spuitgieten geworden. De eutectische eigenschappen3 van zinklegeringen maken ze ideaal voor het spuitgietproces en bieden fabrikanten en ontwerpers unieke voordelen.
Voordelen van zink spuitgietwerk
Lagere energievereisten: Zink heeft een relatief laag smeltpunt (380-390°C) in vergelijking met andere gietmetalen, wat resulteert in minder energieverbruik tijdens de productie.
Langere levensduur matrijs: Door de lagere verwerkingstemperaturen, de stalen matrijzen gebruikt voor zink gieten ervaren minder thermische stress. Bij PTSMAKE, hebben we gemerkt dat matrijzen gebruikt voor zink gieten meestal 5-10 keer langer meegaan dan die gebruikt worden voor aluminium gieten.
Uitstekende maatnauwkeurigheid: Zinklegeringen hebben een superieure vloeibaarheid bij het smelten, waardoor ze zelfs complexe matrijsholtes nauwkeurig kunnen vullen.
Superieure oppervlakteafwerking: Zink gegoten onderdelen hebben over het algemeen gladdere oppervlakken direct uit de mal, waardoor vaak minimale nabewerking nodig is.
Ontwerpflexibiliteit: De uitstekende vloei-eigenschappen van zinklegeringen maken de productie mogelijk van onderdelen met dunne wanden (tot 0,5 mm) en complexe geometrieën.
Gebruikelijke zinklegeringen voor spuitgietwerk
Niet alle zinklegeringen zijn gelijk. De meest gebruikte zinklegeringen voor spuitgieten zijn onder andere:
Zamak 3 (ASTM AG40A): De meest gebruikte legering voor het gieten van zinkmatrijzen, met een goede balans tussen fysische eigenschappen, gietbaarheid en kosteneffectiviteit.
Zamak 5 (ASTM AC41A): Gelijk aan Zamak 3 maar met hogere treksterkte en hardheid.
ZA-8, ZA-12 en ZA-27: Zinklegeringen met een hoger aluminiumgehalte die sterker en harder zijn, maar iets moeilijker te gieten.
Toepassingen waarin zink spuitgietwerk uitblinkt
Door mijn werk bij PTSMAKE heb ik zinkspuitgieten zien uitblinken in verschillende toepassingen:
- Auto onderdelen: Binnensierstukken, deurgrepen, slotbehuizingen
- Elektronicabehuizing: Frames, chassisonderdelen, koellichamen
- Consumptiegoederen: Onderdelen van apparaten, ijzerwaren, speelgoed en decoratieve artikelen
- Industriële hardware: Gereedschappen, armaturen en mechanische onderdelen
De juiste keuze maken tussen spuitgietopties
Overweeg deze factoren bij het kiezen van de juiste spuitgietmethode voor je project:
Productievolume: Spuitgieten met zink biedt kostenvoordelen voor middelgrote tot grote productieseries.
Deelcomplexiteit: Als je ontwerp ingewikkelde details of dunne wanden heeft, is zink dankzij zijn uitstekende vloei-eigenschappen een ideale keuze.
Eisen voor oppervlakteafwerking: Wanneer esthetische kwaliteit van het grootste belang is, vereisen zinkgietstukken doorgaans minder nabewerking.
Sterkte/gewicht overwegingen: Hoewel zwaarder dan aluminium, biedt zink een uitstekende sterkte en duurzaamheid voor zijn gewichtsklasse.
Kostengevoeligheid: De lagere verwerkingstemperaturen en langere levensduur van zinkgietwerk leiden vaak tot kostenbesparingen, vooral voor bepaalde volumebereiken.
Veel van onze klanten bij PTSMAKE overwegen in eerste instantie meerdere productiemethoden, maar voor onderdelen die een hoge precisie en oppervlaktekwaliteit vereisen met gematigde sterkte-eisen, komt zinkspuitgieten vaak naar voren als de optimale oplossing.
Hoe bereik je nauwe toleranties bij zink spuitgietwerk?
Hebt u ooit zink gegoten onderdelen ontvangen die niet goed in uw assemblage pasten of dure onderdelen moeten weggooien vanwege tolerantieproblemen? Misschien hebt u wel eens geworsteld met de frustratie van onderdelen die er perfect uitzien, maar het niet halen tijdens de kwaliteitscontrole omdat ze er maar een fractie van een millimeter naast zitten?
Het bereiken van nauwe toleranties bij zink spuitgietwerk vereist zorgvuldige aandacht voor verschillende factoren, waaronder matrijsontwerp, procesbeheersing en materiaalselectie. Gewoonlijk kunnen zinkspuitgietstukken toleranties bereiken van ±0,1 mm tot ±0,05 mm voor afmetingen onder 25 mm, met mogelijkheden voor nog nauwere toleranties door middel van secundaire bewerkingen en geavanceerde procesbesturing.

Tolerantiefactoren bij zink spuitgietwerk begrijpen
Toleranties bij zinkspuitgieten zijn niet zomaar willekeurige getallen die we toewijzen aan tekeningen. Ze vertegenwoordigen het hoogtepunt van meerdere productievariabelen die samenwerken. In mijn ervaring met het werken met precisiecomponenten heb ik gemerkt dat inzicht in deze factoren cruciaal is voor een efficiënte productieplanning.
De belangrijkste variabelen die van invloed zijn op de toleranties van zinkspuitgietwerk zijn onder andere:
Overwegingen bij materiaalkrimp
Zinklegeringen hebben minder last van krimp in vergelijking met andere spuitgietmaterialen zoals aluminium of magnesium. Dit is een van de belangrijkste voordelen van zink voor precisietoepassingen. De krimpsnelheid4 voor de meeste zinklegeringen varieert meestal van 0,4% tot 0,7%, vergeleken met 0,5% tot 1,2% voor aluminiumlegeringen.
Deze voorspelbare en minimale krimp maakt het mogelijk:
- Consistentere productafmetingen
- Minder dimensionale variatie tussen productieruns
- Beter vermogen om consistent nauwe toleranties te bereiken
Invloed van wanddikte op toleranties
De wanddikte heeft een directe invloed op de haalbare toleranties bij zinkspuitgieten. Als algemene regel geldt:
| Wanddikte | Typisch haalbare tolerantie |
|---|---|
| 0,5 mm - 1,5 mm | ±0,075 mm - ±0,1 mm |
| 1,5mm - 3,0mm | ±0,1 mm - ±0,15 mm |
| 3,0 mm - 6,0 mm | ±0,15mm - ±0,2mm |
| >6,0 mm | ±0,2 mm - ±0,3 mm |
Dunnere wanden koelen sneller af, maar kunnen vatbaarder zijn voor defecten als ze niet goed ontworpen en uitgevoerd worden. Het in evenwicht brengen van de wanddikte met de structurele vereisten is een kritisch aspect om strakke toleranties te bereiken.
Vereisten voor ontwerphoek
Ontwerphoeken zijn nodig om het uitwerpen van werkstukken uit de matrijs te vergemakkelijken. Ze hebben echter een directe invloed op de maattoleranties, vooral bij grote vormen. Bij PTSMAKE raden we meestal aan:
- Minimale diepgang van 0,5° tot 1° voor zinkspuitgieten
- Grotere ontwerphoeken (2° tot 3°) voor diepere vormen
- Zorgvuldig uitgebalanceerde trekhoeken voor oppervlakken die nauwe toleranties vereisen
Een goed ontworpen trekhoekstrategie zorgt ervoor dat producten consistent geproduceerd kunnen worden terwijl de kritieke afmetingen binnen de specificaties blijven.
Praktische tolerantiegrenzen in productie
Hoewel theoretische toleranties er op papier veelbelovend uitzien, dicteren praktische productierealiteiten vaak wat consistent haalbaar is. Op basis van mijn ervaring met een groot aantal projecten op het gebied van zinkspuitgieten is dit wat ik realistisch vind:
Standaard commerciële toleranties
Voor standaard commerciële spuitgiettoepassingen van zink:
| Dimensie Bereik | Standaard commerciële tolerantie |
|---|---|
| Tot 25 mm | ±0,1 mm |
| 25 mm tot 50 mm | ±0,15mm |
| 50 mm tot 150 mm | ±0,2mm |
| 150 mm tot 300 mm | ±0,3 mm |
Deze toleranties vertegenwoordigen wat de meeste fabrikanten consistent kunnen bereiken zonder aanzienlijke kostenverhogingen of gespecialiseerde processen.
Precisietoleranties voor kritieke toepassingen
Voor toepassingen die een hogere nauwkeurigheid vereisen:
| Dimensie Bereik | Mogelijkheid tot precisietolerantie |
|---|---|
| Tot 25 mm | ±0,05mm |
| 25 mm tot 50 mm | ±0,075mm |
| 50 mm tot 150 mm | ±0,1 mm |
| 150 mm tot 300 mm | ±0,15mm |
Om deze nauwere toleranties te bereiken, is meestal het volgende nodig:
- Geavanceerder gereedschap
- Aanvullende procescontroles
- Mogelijke secundaire operaties
- Vaker onderhoud aan gereedschap
Overwegingen met betrekking tot toleranties
Bij het ontwerpen van assemblages met meerdere gegoten zinkcomponenten is de stapeling van toleranties een kritieke overweging. Ik raad altijd aan om een tolerantiestapelingsanalyse uit te voeren voor complexe assemblages om de juiste pasvorm en werking te garanderen.
Het cumulatieve effect van meerdere toleranties kan resulteren in assemblages die niet functioneren zoals bedoeld, zelfs als individuele componenten voldoen aan hun gespecificeerde toleranties. Bij PTSMAKE helpen we klanten deze interacties vroeg in het ontwerpproces te analyseren om kostbare correcties achteraf te voorkomen.
Strategieën voor het verbeteren van tolerantiecapaciteiten
Als standaardtoleranties niet voldoende zijn voor uw toepassing, zijn er verschillende strategieën om strakkere specificaties te bereiken:
Geavanceerd gereedschap ontwerpen en bouwen
De matrijs is misschien wel het meest kritieke element dat toleranties beïnvloedt. Investeren in gereedschap van hoge kwaliteit met:
- Constructie van premium gereedschapsstaal
- Precieze CNC-bewerking van holtedetails
- Geoptimaliseerde indeling koelkanalen
- Zorgvuldig poort- en loperontwerp
Deze elementen verbeteren de tolerantiemogelijkheden en consistentie aanzienlijk. Hoewel premium gereedschap een hogere initiële investering betekent, rechtvaardigen de langetermijnvoordelen in productkwaliteit en lagere uitvalpercentages vaak de kosten.
Secundaire operaties voor kritieke dimensies
Voor de meest veeleisende toepassingen kunnen secundaire bewerkingen toleranties bereiken die verder gaan dan wat mogelijk is met alleen spuitgieten:
- CNC-bewerking van kritische oppervlakken
- Slijpen en honen
- Precisieboren en ruimen
- Coördinatenmeetmachine (CMM) verificatie
Bij PTSMAKE passen we vaak hybride productiemethoden toe, waarbij we onderdelen gieten met ruime toleranties in niet-kritieke gebieden en vervolgens selectieve bewerkingen uitvoeren op kritieke onderdelen.
Implementatie van statistische procesbeheersing
Het implementeren van robuuste statistische procescontrolesystemen (SPC) maakt het mogelijk:
- Vroegtijdige detectie van procesdrift
- Consistente productkwaliteit
- Documentatie van procesmogelijkheden
- Mogelijkheden voor voortdurende verbetering
Door de belangrijkste procesparameters en productafmetingen te bewaken, kunnen we nauwere toleranties aanhouden tijdens langere productieruns.
Welke oppervlakteafwerkingen zijn beschikbaar voor onderdelen van zink spuitgietwerk?
Heb je ooit zink gegoten onderdelen ontvangen die niet aan je esthetische verwachtingen voldeden? Of moeite gehad met het kiezen van de juiste afwerking voor een evenwicht tussen uiterlijk, bescherming en kosten? Een verkeerde oppervlakteafwerking kan zelfs de meest nauwkeurig ontworpen onderdelen ondermijnen.
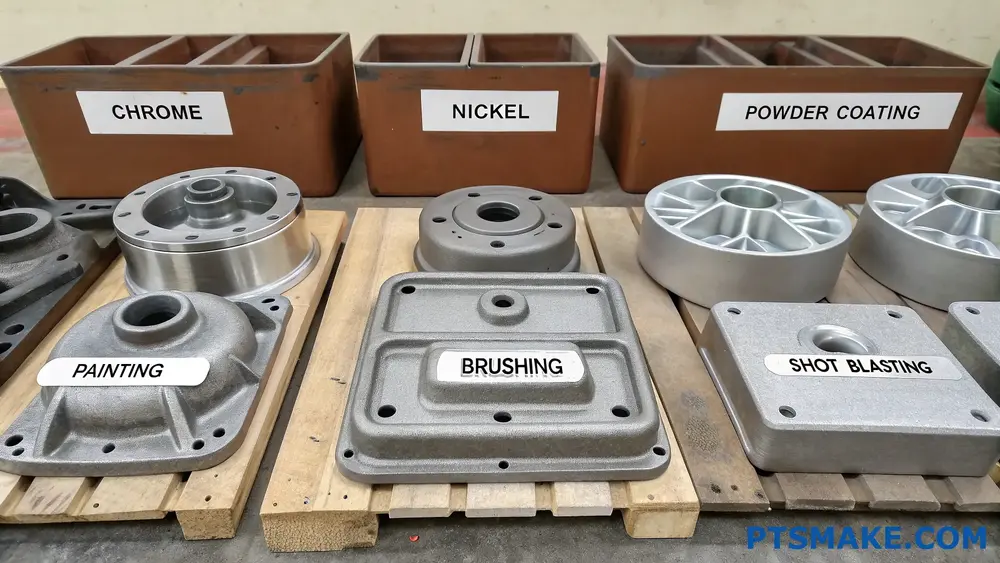
Zink spuitgietdelen kunnen een groot aantal oppervlakteafwerkingen krijgen, waaronder plateren (chroom, nikkel, goud), poedercoaten, schilderen, anodiseren, polijsten, borstelen, textureren en trommelen. Elke afwerking biedt unieke voordelen voor het uiterlijk, corrosiebestendigheid, slijtagebescherming en kostenoverwegingen.
Algemene oppervlakteafwerkingen voor gegoten zinkdelen
In mijn werk met klanten in verschillende industrieën heb ik uit de eerste hand gezien hoe de juiste oppervlakteafwerking een eenvoudig spuitgegoten zinkonderdeel kan veranderen in een onderdeel dat niet alleen uitzonderlijk presteert, maar ook de algehele aantrekkingskracht van het product verbetert. Laat me je meenemen door de meest effectieve afwerkingsopties die beschikbaar zijn.
Afwerking galvaniseren
Galvanisch verzinken creëert een dunne metaallaag op zink gegoten onderdelen door middel van een elektrochemisch proces. Deze afwerking is erg populair omdat ze esthetische aantrekkingskracht combineert met functionele voordelen.
Verchromen
Verchromen zorgt voor dat spiegelende, reflecterende oppervlak dat veel consumenten associëren met metalen kwaliteitsproducten. Naast het aantrekkelijke uiterlijk biedt chroom:
- Superieure corrosiebestendigheid
- Uitstekende slijtvastheid
- Verminderde wrijving
- Hoge hardheid (ongeveer 70 HRC)
Veel auto-onderdelen zoals emblemen en sierlijsten worden verchroomd. Het is echter vermeldenswaard dat traditionele zeswaardige chroomprocessen te maken hebben met toenemende milieubeperkingen, wat leidt tot de opkomst van driewaardige chroomalternatieven die milieuvriendelijker zijn.
Vernikkelen
Vernikkelen zorgt voor een helder, zilver uiterlijk, vergelijkbaar met chroom maar met een iets warmere tint. De voordelen zijn onder andere:
- Zeer goede corrosiebescherming
- Uitstekende slijtvastheid
- Kan glanzend of satijnglans worden afgewerkt
- Vaak gebruikt als onderlaag voor verchromen
Bij PTSMAKE passen we vaak vernikkelen toe op onderdelen die zowel esthetisch aantrekkelijk als duurzaam moeten zijn, zoals sanitair en behuizingen voor consumentenelektronica.
Verzinken
Hoewel het misschien overbodig lijkt om een zinken spuitgieting te verzinken, is dit galvaniseren5 proces creëert een opofferende beschermlaag die eerder corrodeert dan het basismateriaal. De belangrijkste voordelen zijn:
- Rendabele corrosiebescherming
- Verkrijgbaar in helder, geel, zwart of olijfkleurig drab
- Over het algemeen dunner dan andere platingopties
Organische afwerkingen
Organische afwerkingen bieden alternatieven voor metallic plating met hun eigen unieke voordelen.
Poedercoating
Bij poedercoating wordt droog poeder elektrostatisch op het oppervlak van het onderdeel aangebracht en vervolgens onder hitte uitgehard. Het proces creëert een duurzame, uniforme afwerking met de volgende voordelen:
- Breed kleurbereik met consistente resultaten
- Uitstekende duurzaamheid en schokbestendigheid
- Goede chemische weerstand
- Milieuvriendelijk (geen oplosmiddelen)
- Dikke, uniforme coating (meestal 2-4 mils)
Veel onderdelen van buitenapparatuur en meubels profiteren van de combinatie van duurzaamheid en esthetische flexibiliteit van poedercoating.
Nat Schilderen
Traditioneel schilderen biedt een enorme flexibiliteit in het uiterlijk:
- Onbeperkte kleuropties met verschillende glans
- Kan speciale effecten bevatten (metallic, structuur, enz.)
- Relatief lage kosten voor kleine productieruns
- Mogelijkheid tot bijwerken in het veld
Gelakte afwerkingen bieden echter meestal niet dezelfde duurzaamheid als plating of poedercoating.
Mechanische afwerkingen
Mechanische afwerkingen veranderen het oppervlak door fysische processen in plaats van coatings toe te voegen.
Polijsten
Polijsten creëert een helder, reflecterend oppervlak door kleine onvolkomenheden te verwijderen:
- Benadrukt het natuurlijke uiterlijk van de zinklegering
- Kan oppervlakken voorbereiden voor daaropvolgend plateren
- Verschillende niveaus beschikbaar (van satijn tot spiegel)
- Verbetert de algehele waargenomen kwaliteit
Borstelen/lakken
Dit proces creëert fijne, uniforme richtingslijnen op het oppervlak:
- Biedt een opvallend industrieel uiterlijk
- Helpt kleine oneffenheden in het oppervlak te verbergen
- Vaak gebruikt voor architecturale hardware
- Kan worden gecombineerd met blanke coating voor bescherming
Stralen/Peenen
Stralen creëert een mat oppervlak met textuur door kleine deeltjes op het onderdeel te laten botsen:
- Verbetert de hechting van coatings
- Creëert een uniform uiterlijk
- Kan de oppervlaktehardheid verhogen
- Verwijdert kleine gietfouten
Vergelijking van opties voor oppervlakteafwerking
| Type afwerking | Corrosiebestendigheid | Slijtvastheid | Uiterlijk | Relatieve kosten | Algemene toepassingen |
|---|---|---|---|---|---|
| Verchromen | Uitstekend | Uitstekend | Helder, reflecterend | Hoog | Sierlijsten, badkamerinrichting |
| Vernikkelen | Zeer goed | Zeer goed | Helder of satijnzilver | Middelhoog | Elektronicabehuizingen, hardware |
| Poedercoating | Goed | Goed | Mat tot glanzend, veel kleuren | Medium | Uitrusting voor buiten, meubels |
| Nat Schilderen | Eerlijk | Slecht-Vermoedelijk | Onbeperkte opties | Laag-Middelmatig | Decoratieve artikelen, slijtagearme onderdelen |
| Polijsten | Slecht (zonder verzegeling) | Slecht | Helder, reflecterend | Laag-Middelmatig | Decoratieve artikelen, platingvoorbereiding |
| Geborsteld/Geweven | Slecht (zonder verzegeling) | Slecht | Industrieel, architecturaal | Medium | Hardware, architecturale elementen |
De juiste oppervlakteafwerking kiezen
Wanneer ik klanten adviseer over de keuze van afwerkingen, houd ik rekening met een aantal belangrijke factoren:
Milieu: Wordt het onderdeel blootgesteld aan buitenomstandigheden, chemicaliën of UV-licht? Onderdelen die worden blootgesteld aan zware omstandigheden hebben robuustere bescherming nodig, zoals verchromen of poedercoaten van hoge kwaliteit.
Slijtagevereisten: Onderdelen die vaak worden gebruikt of geschuurd, hebben een duurzame afwerking nodig zoals hardverchroomd of vernikkeld.
Esthetische behoeften: Is het onderdeel zichtbaar voor eindgebruikers? Decoratieve onderdelen hebben vaak baat bij verchroming of aangepaste kleuropties.
Kostenbeperkingen: Budgettaire overwegingen kunnen de voorkeur geven aan opties zoals poedercoaten boven meerlaagse platingprocessen.
Regelgeving: Industrieën zoals voedingsmiddelen, medische producten of producten voor kinderen kunnen specifieke afwerkingsvereisten hebben om de veiligheid te garanderen.
Bij PTSMAKE werken we nauw samen met klanten om deze factoren in balans te brengen, waarbij we soms een combinatie van benaderingen aanbevelen, zoals mechanische afwerking gevolgd door blanke lak, om optimale resultaten te behalen.
Hoe is zink spuitgietwerk te vergelijken met aluminium of magnesium spuitgietwerk?
Heb je ooit moeten kiezen tussen zink, aluminium of magnesium voor je spuitgietproject? De overweldigende technische specificaties, tegenstrijdige aanbevelingen en budgetbeperkingen kunnen deze keuze frustrerend complex maken.
Spuitgieten met zink biedt meer detailmogelijkheden en lagere verwerkingstemperaturen dan aluminium of magnesium, terwijl aluminium een betere sterkte-gewichtsverhouding biedt en magnesium het lichtste gewicht levert. Elk metaal heeft zijn eigen voordelen op het gebied van kosten, mechanische eigenschappen en productievereisten, waardoor ze geschikt zijn voor verschillende toepassingen.

Belangrijkste prestatieverschillen tussen zink, aluminium en magnesium
Bij het kiezen van het optimale metaal voor je spuitgietproject is het cruciaal om de fundamentele verschillen tussen zink, aluminium en magnesium te begrijpen. In mijn ervaring met het werken met verschillende klanten bij PTSMAKE, heb ik ontdekt dat elk metaal unieke voordelen biedt die de prestaties en productiekosten van je product aanzienlijk kunnen beïnvloeden.
Overwegingen met betrekking tot dichtheid en gewicht
Het gewichtsverschil tussen deze drie metalen is aanzienlijk en bepaalt vaak de materiaalkeuze:
| Metaal | Dichtheid (g/cm³) | Relatief gewicht | Algemene toepassingen |
|---|---|---|---|
| Zink | 6.6 | Zwaarste | Deurbeslag, auto-onderdelen |
| Aluminium | 2.7 | Medium | Motoronderdelen, elektronische behuizingen |
| Magnesium | 1.8 | Lichtste | Laptoptassen, cameraframes |
De uitzonderlijke lichtheid van magnesium maakt het ideaal voor toepassingen waarbij gewichtsvermindering van cruciaal belang is. Aluminium biedt een goede balans, terwijl de hogere dichtheid van zink zorgt voor een solide, premium gevoel dat vaak gewenst is in consumentenproducten.
Vergelijking van mechanische eigenschappen
De structurele mogelijkheden van elk metaal verschillen aanzienlijk:
| Eigendom | Zink | Aluminium | Magnesium |
|---|---|---|---|
| Treksterkte (MPa) | 280-330 | 290-330 | 220-280 |
| Opbrengststerkte (MPa) | 210-280 | 160-240 | 160-190 |
| Verlenging (%) | 10-15 | 3-5 | 3-15 |
| Schokbestendigheid | Uitstekend | Goed | Eerlijk |
Zinklegeringen zoals Zamak6 bieden doorgaans een superieure maatvastheid en behouden hun mechanische eigenschappen bij kamertemperatuur beter dan de andere opties. Aluminium biedt een uitstekende sterkte in verhouding tot zijn gewicht, terwijl magnesium, ondanks het feit dat het het lichtst is, nog steeds respectabele sterkte-eigenschappen biedt.
Vereisten voor verwerkingstemperatuur
Het smeltpunt van elk metaal heeft een directe invloed op het energieverbruik en de levensduur van het gereedschap:
| Metaal | Smeltpunt (°C) | De Temperatuur van het matrijzenafgietsel (°C) | Invloed op gereedschap |
|---|---|---|---|
| Zink | 380-390 | 400-420 | Minimale slijtage, langere levensduur van gereedschap |
| Aluminium | 580-660 | 650-710 | Matige slijtage, regelmatig onderhoud |
| Magnesium | 650 | 680-720 | Versnelde slijtage, frequente vervanging |
In onze productiefaciliteit heb ik gemerkt dat de lagere verwerkingstemperatuur van zink aanzienlijke voordelen oplevert: langere levensduur van de gereedschappen, minder energieverbruik en snellere cyclustijden. Dit resulteert vaak in lagere totale productiekosten ondanks de hogere materiaalkosten per pond van zink.
Mogelijkheden voor oppervlakteafwerking en -detaillering
Haalbaar detailniveau
Het vermogen om fijne details vast te leggen varieert aanzienlijk:
| Metaal | Minimale wanddikte (mm) | Detail Resolutie | Kwaliteit oppervlakteafwerking |
|---|---|---|---|
| Zink | 0.4 | Uitstekend | Superieur |
| Aluminium | 0.9 | Goed | Goed |
| Magnesium | 1.3 | Eerlijk | Goed met behandeling |
Zink blinkt uit in het produceren van ingewikkelde ontwerpen met gladde oppervlakken die een minimale nabewerking vereisen. Voor producten met complexe geometrieën en fijne details is zink vaak mijn aanbeveling voor klanten, vooral voor zichtbare onderdelen waar esthetiek belangrijk is.
Corrosiebestendigheidsprofielen
Duurzaamheid voor het milieu is een andere kritische overweging:
| Metaal | Natuurlijke corrosiebestendigheid | Algemene afwerkingen | Toepassingen |
|---|---|---|---|
| Zink | Goed | Verchromen, schilderen | IJzerwaren voor buiten, maritieme onderdelen |
| Aluminium | Uitstekend | Anodiseren, poedercoating | Auto's, luchtvaart |
| Magnesium | Slecht | Conversiecoating, anodiseren | Binnenelektronica, beschermde componenten |
Terwijl aluminium van nature een beschermende oxidelaag vormt, hebben zink en vooral magnesium meestal oppervlaktebehandelingen nodig voor een optimale corrosiebestendigheid. Bij PTSMAKE hebben we gespecialiseerde afwerkingsprocessen ontwikkeld voor elk metaal om hun duurzaamheid in veeleisende omgevingen te verbeteren.
Kostenoverwegingen en productie-efficiëntie
De totale kostenvergelijking gaat verder dan de grondstofprijzen:
| Factor | Zink | Aluminium | Magnesium |
|---|---|---|---|
| Materiële kosten | Hoger | Medium | Hoogste |
| Verwerkingskosten | Onder | Medium | Hoger |
| Cyclustijd | Snelste | Medium | Langzaamste |
| Standtijd | Langste | Medium | Kortste |
Bij het evalueren van de totale productiekosten blijkt zink ondanks de hogere materiaalkosten vaak voordeliger te zijn voor middelgrote tot grote productieseries. De aanzienlijk snellere cyclustijden en het verminderde gereedschaponderhoud compenseren de meerprijs die voor de grondstof wordt betaald.
Voor kleinere onderdelen die in grote volumes worden geproduceerd, komt zinkspuitgieten vaak naar voren als de meest kosteneffectieve oplossing. Voor grotere onderdelen waarbij het gewicht van cruciaal belang is, biedt aluminium meestal de beste balans tussen kosten en prestaties, terwijl magnesium voorbehouden is voor toepassingen waarbij het minimale gewicht de hogere prijs rechtvaardigt.
In mijn advieswerk benadruk ik altijd dat je verder moet kijken dan de eenvoudige materiaalkosten per pond. Je moet rekening houden met de volledige productlevenscyclus, inclusief secundaire bewerkingen, afwerkingsvereisten en prestatieverwachtingen op lange termijn. Elk metaal heeft zijn eigen 'sweet spot' in termen van toepassingen en het selecteren van het juiste metaal vereist een zorgvuldige analyse van uw specifieke eisen.
Welke factoren beïnvloeden de productietijd voor zink spuitgietwerk?
Hebt u ooit vol spanning gewacht op uw zinkspuitgietproject en u afgevraagd waarom het langer duurt dan verwacht? Die frustratie van vertraagde tijdlijnen kan productlanceringen doen ontsporen en problemen veroorzaken in uw hele toeleveringsketen.
De productietijd voor zinkspuitgietwerk wordt beïnvloed door een aantal belangrijke factoren, waaronder de complexiteit van het ontwerp, het ordervolume, de gereedschapsvereisten, secundaire bewerkingen, de beschikbaarheid van materialen en de productiecapaciteit. Als je deze elementen begrijpt, kun je je productieschema beter plannen en realistische verwachtingen stellen.
Complexiteit van het ontwerp en de invloed ervan op de doorlooptijd
De complexiteit van het ontwerp van uw zinkmatrijzen heeft een aanzienlijke invloed op de productieproductietijd. Eenvoudige ontwerpen met basisgeometrieën en minimale kenmerken kunnen sneller worden geproduceerd dan complexe onderdelen met ingewikkelde details, dunne wanden of nauwe toleranties.
In mijn ervaring met het werken met klanten bij PTSMAKE, heb ik gemerkt dat ontwerpen die complexe ondersnijdingen7 of meerdere glijdende kernen in de matrijs kan de doorlooptijd met enkele dagen of zelfs weken verlengen. Dit komt omdat deze functies meer geavanceerde gereedschapsontwerpen vereisen en vaak extra insteltijd tijdens de productie.
Complexe ontwerpen vereisen meestal ook uitgebreidere ontwerpbeoordelingen en technische analyses voordat de productie kan beginnen. Deze preproductiefase garandeert de maakbaarheid, maar maakt de totale tijdlijn langer.
Ontwerpelementen die doorlooptijden verlengen:
- Wanddiktevariaties die een speciale debietregeling vereisen
- Meerdere oppervlakteafwerkingen of texturen op één onderdeel
- Nauwe maattoleranties (±0,05 mm of minder)
- Complexe deellijnen die een precieze uitlijning van het gereedschap vereisen
Overwegingen met betrekking tot bestelvolumes
De hoeveelheid onderdelen die je nodig hebt, speelt een cruciale rol bij het bepalen van de levertijd. In tegenstelling tot wat sommigen misschien verwachten, kunnen zowel zeer kleine als zeer grote bestellingen invloed hebben op je tijdlijn:
Productie van kleine batches
Voor kleine series (meestal minder dan 500 stuks) vertegenwoordigt de insteltijd vaak een aanzienlijk deel van de totale productietijd. De matrijzen moeten nog steeds voorbereid, gemonteerd en getest worden, ongeacht het aantal onderdelen dat je produceert.
Productie van grote volumes
Voor grote bestellingen (tienduizenden stuks) neemt de productietijd per stuk weliswaar af, maar duurt de totale productie langer. Bovendien worden de kwaliteitscontroleprocedures uitgebreider om consistentie over de hele batch te garanderen.
Hier volgt een praktisch overzicht van hoe het volume de doorlooptijden beïnvloedt:
| Bestelhoeveelheid | Typische levertijd Onderdeel | Opmerkingen |
|---|---|---|
| 100-500 eenheden | 1-2 weken productie | Installatietijd domineert de totale tijd |
| 501-5.000 eenheden | 2-3 weken productie | Betere efficiëntie |
| 5.001-20.000 eenheden | 3-5 weken productie | Kan meerdere productieruns vereisen |
| 20.000+ eenheden | 5+ weken productie | Kan in batches worden gepland |
Tooling-eisen en -ontwikkeling
Misschien wel de belangrijkste factor die de doorlooptijd beïnvloedt, is de ontwikkeling van de gereedschappen. Voor nieuwe zink spuitgietprojecten duurt het maken van de matrijsgereedschappen meestal 4-6 weken, soms langer voor complexe ontwerpen.
De gereedschapsfase omvat:
- Gereedschap ontwerpen op basis van uw onderdeelspecificaties
- CNC-bewerking van de matrijsonderdelen
- Warmtebehandeling van het gereedschapsstaal
- Assemblage van de matrijsonderdelen
- Proefritten en aanpassingen
Als je een gloednieuw ontwerp maakt, kan dit proces niet worden verkort zonder aan kwaliteit in te boeten. Voor nabestellingen met bestaande tooling vervalt deze fase echter, waardoor de doorlooptijd aanzienlijk korter wordt.
Secundaire bewerkingen en afwerking
Veel gegoten zinkdelen vereisen extra bewerkingen na het eerste gietproces:
- Ontbramen en bijknippen
- Oppervlakteafwerking (polijsten, structureren, enz.)
- Bewerking van kritieke afmetingen
- Plating of coating (chroom, poedercoating, enz.)
- Montage met andere onderdelen
Elke extra bewerking voegt tijd toe aan het productieschema. Bij PTSMAKE hebben we onze workflow geoptimaliseerd om sommige van deze processen waar mogelijk gelijktijdig uit te voeren, maar bepaalde afwerkingen zoals verchromen hebben verplichte uithardingstijden die niet kunnen worden versneld.
Beschikbaarheid van materiaal en factoren in de toeleveringsketen
De beschikbaarheid van zinklegeringen kan de doorlooptijd beïnvloeden, vooral als er speciale legeringen worden gebruikt. Gangbare zinklegeringen zoals Zamak 3 en Zamak 5 zijn meestal goed verkrijgbaar, maar voor minder gangbare legeringen kan een langere levertijd nodig zijn.
Andere materialen die nodig zijn voor de productie kunnen ook van invloed zijn op de tijdlijnen:
- Speciaal gereedschapsstaal voor de matrijzen
- Specifieke bekledingsmaterialen
- Verpakkingsmaterialen op maat
Ik adviseer klanten altijd om waar mogelijk standaardmaterialen te overwegen om mogelijke vertragingen in de toeleveringsketen te minimaliseren.
Productiecapaciteit en planning
De huidige capaciteit van uw fabrikant heeft een directe invloed op de doorlooptijd. Tijdens piekproductieseizoenen, zoals voor belangrijke feestdagen of industriebeurzen, ervaren de meeste leveranciers van spuitgietmatrijzen een hogere vraag en langere wachtrijen.
Factoren die de planning beïnvloeden zijn onder andere:
- Beschikbaarheid van de machine
- Arbeidskrachten
- Gelijklopende projecten
- Onderhoudsschema's
- Productieprioriteiten
Door een goede relatie op te bouwen met je fabrikant en je projectbehoeften vroeg te communiceren, zorg je ervoor dat je project de juiste prioriteit krijgt in het productieschema.
Hoe zorg je voor constante kwaliteit bij de productie van grote aantallen zinkspuitgietproducten?
Hebt u ooit een partij zink gegoten onderdelen ontvangen om vervolgens een inconsistente kwaliteit te ontdekken over de hele productierun? Worstelt u met het handhaven van betrouwbare normen bij het opschalen van uw spuitgietactiviteiten? Het is frustrerend als wat perfect werkte in kleine batches uit elkaar valt bij grotere volumes.
Om een consistente kwaliteit te garanderen bij het gieten van grote hoeveelheden zink, moet een uitgebreid kwaliteitsmanagementsysteem worden geïmplementeerd dat processtandaardisatie, regelmatig onderhoud van apparatuur, strenge materiaalcontrole, geavanceerde controletechnologieën en goed opgeleid personeel omvat. Deze elementen creëren een robuuste basis voor betrouwbare, herhaalbare productieresultaten.

De uitdaging van schaalbare kwaliteit in zink spuitgietwerk
Bij de overgang van kleine naar grote productievolumes wordt het exponentieel moeilijker om een constante kwaliteit te handhaven. Bij PTSMAKE heb ik gemerkt dat succesvolle hoog-volume zinkspuitgietbedrijven niet alleen bestaande processen opschalen, maar hun benadering van kwaliteitsmanagement fundamenteel veranderen.
Zinkspuitgieten is bijzonder gevoelig voor variaties in procesparameters. Zelfs kleine schommelingen in temperatuur, druk of cyclustijd kunnen leiden tot aanzienlijke kwaliteitsafwijkingen in productieruns. Deze gevoeligheid neemt toe met het productievolume, waardoor consistente kwaliteit een bewegend doel wordt.
Statistische procesbeheersing (SPC) implementeren
Een van de meest effectieve strategieën om consistente kwaliteit te garanderen bij massaproductie is het implementeren van Statistische procesbeheersing8. In tegenstelling tot steekproeven houdt SPC in dat procesvariabelen continu worden gecontroleerd aan de hand van vooraf bepaalde controlegrenzen.
Voor zinkspuitgietprocessen zijn de belangrijkste SPC-gegevens onder andere:
- Variaties in matrijstemperatuur
- Consistentie injectiedruk
- Stabiele cyclustijd
- Uniformiteit van materiaalsamenstelling
- Trends in maatnauwkeurigheid
Regelkaarten instellen
Regelkaarten geven een visuele weergave van de processtabiliteit. Voor het spuitgieten van zink raad ik aan om zowel variabele als attribuutdiagrammen te implementeren:
| Grafiektype | Toepassing | Voordelen |
|---|---|---|
| X-bar & R-grafieken | Maatvariaties bewaken | Vroegtijdige detectie van trends voordat specificaties worden geschonden |
| p-diagrammen | Defectpercentages bijhouden | Identificeert systemische kwaliteitsproblemen |
| c-diagrammen | Defecten per eenheid tellen | Helpt specifieke probleemgebieden te isoleren |
Wanneer deze grafieken op de juiste manier worden geïmplementeerd, helpen ze operators te identificeren wanneer een proces afdrijft voordat er defecten optreden, zodat er preventief aanpassingen kunnen worden gedaan.
De parameters van spuitgietmachines optimaliseren
Machineparameters hebben een grote invloed op de kwaliteitsconsistentie bij massaproductie. De sleutel is het vinden van de optimale instellingen en deze vervolgens nauwkeurig handhaven tijdens lange productieruns.
Kritische machineparameters
- Profielen voor injectiesnelheid: Verschillende zones van de holte kunnen verschillende injectiesnelheden vereisen voor een optimale vulling.
- Houddruk: Moet gekalibreerd worden om defecten zoals porositeit te voorkomen terwijl de maatvastheid behouden blijft.
- Temperatuurregeling matrijs: Gelijkmatige temperatuurverdeling over de matrijs is essentieel voor consistent stollen
Bij PTSMAKE hebben we parameter matrices ontwikkeld voor verschillende zinklegeringen en onderdeelgeometrieën, die dienen als startpunt voor optimalisatie. Deze matrices houden rekening met de dikte van het onderdeel, de complexiteit en de vereisten voor oppervlakteafwerking.
Procedures voor kwaliteitscontrole van materiaal
Consistente inputmaterialen zijn fundamenteel voor een consistente outputkwaliteit. Voor het spuitgieten van zink betekent dit strenge controles op:
Controle van de legering
Binnenkomende zinklegeringen moeten gecontroleerd worden op:
- Nauwkeurige samenstelling binnen gespecificeerde bereiken
- Consistente smelteigenschappen
- Afwezigheid van verontreinigingen
- Juiste korrelstructuur
We maken gebruik van spectrografische analyse op elke partij zinklegering om de nauwkeurigheid van de samenstelling te garanderen voordat het onze productievloer binnenkomt.
Beheer van gerecycled materiaal
Bij het gebruik van gerecyclede materialen (runners en sprues) moeten strikte protocollen gelden:
| Aspect gerecycled materiaal | Controlemaatregel |
|---|---|
| Maximaal recyclingpercentage | Typisch 20-30% afhankelijk van de kwaliteitseisen |
| Segregatie per legeringstype | Kruisbesmetting tussen verschillende zinkformules voorkomen |
| Verwijdering van verontreinigingen | Filtratie en inspectie voor het hersmelten |
| Mengprocedures | Systematisch mengen met nieuw materiaal |
Geavanceerde bewakingstechnologieën
Moderne technologie biedt krachtige hulpmiddelen voor het handhaven van kwaliteitsconsistentie in productieomgevingen met hoge volumes.
Warmtebeeldsystemen
Thermische camera's kunnen de verdeling van de matrijstemperatuur in realtime volgen, zodat operators worden gewaarschuwd voor hotspots of koelproblemen voordat ze kwaliteitsproblemen veroorzaken. Deze systemen kunnen worden geïntegreerd met mogelijkheden voor automatische procesaanpassing.
In-line kwaliteitscontrole
Geautomatiseerde inspectiesystemen die gebruik maken van machine vision kunnen:
- Oppervlaktedefecten detecteren
- Controleer kritieke afmetingen
- Onvolledige of onvolledige vullingen identificeren
- Onderdelen sorteren op basis van kwaliteitsparameters
Deze systemen geven onmiddellijk feedback, zodat het proces snel kan worden gecorrigeerd voordat er grote hoeveelheden defecte onderdelen worden geproduceerd.
Personeelstraining en standaardisatie
Zelfs met geavanceerde technologieën blijft het menselijke element van cruciaal belang. Trainingsprogramma's voor operators moeten zich richten op:
- Interpretatie van procesparameters
- Standaardisatie van kwaliteit in ploegen
- Probleemoplossing voor veelvoorkomende defecten bij zinkspuitgieten
- Documentatie- en rapportageprocedures
Bij PTSMAKE hebben we gestandaardiseerde werkinstructies geïmplementeerd met visuele richtlijnen die duidelijk acceptabele kwaliteitsnormen versus veelvoorkomende defecten laten zien, zodat operators consistente kwaliteitsbeoordelingen kunnen maken.
Programma's voor preventief onderhoud
De betrouwbaarheid van apparatuur heeft een directe invloed op de kwaliteit. Uitgebreide preventieve onderhoudsschema's moeten het volgende omvatten:
- Regelmatige inspectie en reiniging van matrijzen
- Onderhoud hydraulisch systeem
- Kalibratie van het injectiesysteem
- Verificatie van het temperatuurregelsysteem
- Onderhoud smeersysteem
Documentatie van alle onderhoudsactiviteiten creëert een historisch verslag dat kan worden gecorreleerd met kwaliteitsgegevens om patronen en potentiële verbeterpunten te identificeren.
Is spuitgegoten zink recyclebaar?
Heb je ooit naar oude zinken spuitgietonderdelen zitten staren en je afgevraagd of je ze in de prullenbak of de prullenbak moet gooien? De verwarring is echt - terwijl we ons steeds meer bewust worden van het recyclen van aluminium en staal, laten zinken onderdelen ons vaak op het hoofd krabben over hun impact op het milieu.
Ja, gegoten zink is zeer goed recyclebaar. Zink kan oneindig worden gerecycled zonder zijn fysische of chemische eigenschappen te verliezen, waardoor het een duurzame metaalkeuze is. Het recyclingproces voor spuitgegoten zinkonderdelen is energie-efficiënt en verbruikt slechts 5% van de energie die nodig is voor de primaire zinkproductie.

De recyclebaarheid van spuitgegoten zink
Spuitgieten van zink is al tientallen jaren een hoeksteen van de productie en de recyclebaarheid ervan is een van de opvallendste eigenschappen. In mijn ervaring met het werken met verschillende metalen bij PTSMAKE, valt zink op door zijn potentieel voor de circulaire economie. Het metaal kan herhaaldelijk worden omgesmolten en opnieuw worden gegoten zonder kwaliteitsverlies - een eigenschap die het bijzonder waardevol maakt in het huidige op duurzaamheid gerichte productielandschap.
Als we de recyclingeigenschappen van zink onderzoeken, zien we dat ongeveer 80% van het zink dat beschikbaar is voor recycling inderdaad wordt teruggewonnen en hergebruikt. Dit indrukwekkende percentage is te danken aan het relatief lage smeltpunt van zink (419°C), waardoor het recyclageproces minder energie-intensief is dan bij veel andere metalen.
De milieuvoordelen van het recyclen van gegoten zinkdelen
Het recyclen van gegoten zinkonderdelen levert een aantal belangrijke milieuvoordelen op:
- Energiebesparing: Voor de recycling van zink is slechts 5% nodig van de energie die nodig is voor de primaire productie van zink uit erts.
- Minder CO2-uitstoot: De lagere energiebehoefte vertaalt zich direct naar een lagere koolstofuitstoot.
- Behoud van natuurlijke hulpbronnen: Elke ton gerecycled zink betekent minder ontginning van nieuw zinkerts.
- Stortplaats verminderen: Door zinkdelen uit stortplaatsen te houden, wordt potentiële bodem- en waterverontreiniging voorkomen.
Bij PTSMAKE, we prioriteit geven aan duurzame productie praktijken, en het aanbevelen van recyclebare materialen zoals zink spuitgieten aan onze klanten past perfect bij dit streven.
Het zink spuitgiet recycling proces
De reis van gerecycled zink is fascinerend en omvat verschillende belangrijke stadia:
1. Verzamelen en sorteren
Het proces begint met het verzamelen van zinkhoudende producten en componenten. Deze kunnen bestaan uit:
- Auto-onderdelen (deurgrepen, carburateurs)
- Elektronicabehuizingen
- Sanitair
- Speelgoed en hardwareonderdelen
De ingezamelde materialen worden gesorteerd om de gegoten zinkdelen te scheiden van andere metalen en materialen. Moderne recyclingbedrijven gebruiken geavanceerde technieken zoals wervelstroomscheiding9 en sorteren op basis van dichtheid om een hoge zuiverheidsgraad te bereiken.
2. Verwerking en smelten
Eenmaal gesorteerd zijn de zinkcomponenten:
- Gereinigd om coatings, olie en verontreinigingen te verwijderen
- Versnipperd of in kleinere stukjes gebroken
- Gesmolten in ovens bij temperaturen boven het smeltpunt van zink
- Geraffineerd om onzuiverheden te verwijderen
3. Kwaliteitstesten en productie van nieuwe producten
Het gerecyclede zink wordt getest op zuiverheid en kwaliteit voordat het wordt gevormd tot ingots of direct wordt gebruikt voor nieuwe gegoten onderdelen. Het resulterende materiaal presteert identiek aan nieuw zink, waardoor het perfect is voor toepassingen met hoge precisie.
Vergelijking: Recyclebaarheid van gegoten zink vs. andere metalen
Als je zink vergelijkt met andere gangbare gietmetalen, is het recyclingprofiel sterk:
| Metaal | Recyclebaarheid | Energiebesparing vs. Virginsproductie | Smeltpunt | Complexiteit recycling |
|---|---|---|---|---|
| Zink | ~80% | 95% | 787°F (419°C) | Laag |
| Aluminium | ~75% | 95% | 1.221°F (660°C) | Laag |
| Magnesium | ~50% | 97% | 1.202°F (650°C) | Medium |
| Koper | ~60% | 85% | 1.984°F (1.085°C) | Medium |
| Lood | ~95% | 60% | 621°F (327°C) | Middelhoog |
Deze vergelijking benadrukt de uitstekende positie van zink op het vlak van recycleerbaarheid en de efficiëntie van het recyclageproces.
Uitdagingen in zink spuitgietrecycling
Ondanks de uitstekende recyclebaarheid van zink spuitgietwerk wordt het toch met een aantal uitdagingen geconfronteerd:
Oppervlaktebehandelingen en legeringen
Veel gegoten zinkdelen krijgen oppervlaktebehandelingen zoals verchromen, verven of poedercoaten. Deze behandelingen kunnen het recycleproces bemoeilijken en vereisen mogelijk extra stappen om ze te verwijderen voor het smelten.
Ook zinklegeringen met verschillende percentages aluminium, koper of magnesium vereisen een zorgvuldige behandeling om de juiste samenstelling te behouden tijdens de recycling.
Verzameling en identificatie
In tegenstelling tot recyclebare consumentengoederen zoals aluminium blikjes, zitten de spuitgegoten zinkonderdelen vaak ingebed in complexe producten, wat de inzameling moeilijker maakt. Bovendien kan het identificeren van zinken onderdelen moeilijk zijn voor de gemiddelde consument of zelfs voor sommige recyclingbedrijven zonder gespecialiseerde apparatuur.
Hoe u uw zink spuitgegoten onderdelen op de juiste manier recyclet
Als je onderdelen van gegoten zink wilt recyclen, zijn hier enkele praktische stappen:
- Neem contact op met plaatselijke metaalrecyclingbedrijven: Veel schrootbedrijven accepteren zink gegoten onderdelen.
- Scheiden van andere metalen: Zinkdelen indien mogelijk scheiden van andere materialen.
- Verwijder niet-metalen hulpstukken: Verwijder plastic, rubberen of andere niet-metalen onderdelen.
- Overweeg professionele recyclingdiensten: Voor bedrijven met grote hoeveelheden zinkafval kunnen gespecialiseerde recyclingservices de beste waarde bieden.
Bij PTSMAKE adviseren we onze klanten vaak over overwegingen met betrekking tot het einde van de levensduur van de onderdelen die we produceren, inclusief recyclingopties die zowel de voordelen voor het milieu als de economische voordelen maximaliseren.
Toekomstige trends in zink spuitgietrecycling
De toekomst van zinkrecycling ziet er veelbelovend uit, met verschillende opkomende trends:
- Geautomatiseerde sorteertechnologieën: Geavanceerde AI en machine-leersystemen verbeteren de identificatie en sortering van verschillende metalen.
- Ontwerp voor recyclebaarheid: Steeds meer producten worden ontworpen met het oog op uiteindelijke recycling, waardoor demontage en terugwinning van materiaal gemakkelijker worden.
- Closed-loop productie: Sommige industrieën evolueren naar systemen waarbij ze hun eigen metaalafval opvangen en hergebruiken.
- Verbeterd legeringbeheer: Betere technieken om de integriteit van legeringen te behouden tijdens recycling.
Naarmate deze technologieën zich verder ontwikkelen, kunnen we verwachten dat het nu al indrukwekkende recyclingpercentage van zink nog hoger zal worden.
Meer informatie over gietbaarheidsmetingen om het ontwerp van uw werkstukken te verbeteren. ↩
Leer hoe metallurgische eigenschappen de kwaliteit en levensduur van uw product beïnvloeden. ↩
Een term die legeringen beschrijft met het laagst mogelijke smeltpunt - klik voor details. ↩
Leer hoe materiaalkrimp het ontwerp en de kwaliteit van uw werkstukken beïnvloedt. ↩
Proces waarbij een beschermende zinklaag wordt aangebracht om corrosie te voorkomen. ↩
Leer meer over deze gespecialiseerde zinklegering voor optimale spuitgietprestaties. ↩
Klik om te leren hoe een goed ontwerp undercutproblemen bij spuitgieten voorkomt. ↩
Klik hier voor meer informatie over geavanceerde SPC-implementatiestrategieën voor spuitgietprocessen. ↩
Leer meer over deze geavanceerde metaalscheidingstechniek voor efficiëntere recyclingprocessen. ↩






