

Vindt u het moeilijk om het juiste materiaal te kiezen voor uw volgende bewerkingsproject? Veel technici worden met dit dilemma geconfronteerd, vooral wanneer ze nylon overwegen. De verkeerde materiaalkeuze kan leiden tot tijdverspilling, hogere kosten en een slechtere productkwaliteit.
Nylon is een uitstekend materiaal voor machinale bewerking, dat goede bewerkbaarheid, hoge slijtvastheid en uitstekende mechanische eigenschappen biedt. Het is ideaal voor het produceren van onderdelen die duurzaamheid en lage wrijving vereisen, zoals tandwielen, lagers en bussen.

Ik heb met tal van materialen gewerkt in bewerkingsprojecten en nylon heeft consequent zijn waarde bewezen. Laat me mijn inzichten delen over de specifieke voordelen en beperkingen van nylon bij verspanende bewerkingen. We zullen onderzoeken waarom het de perfecte keuze kan zijn voor uw volgende project.
Wat is het beste nylon voor machinale bewerking?
Het juiste nylon materiaal vinden voor machinale bewerking kan overweldigend zijn met zoveel beschikbare opties. Ingenieurs en fabrikanten worstelen vaak met het evenwicht tussen kosten, prestaties en bewerkbaarheid bij het selecteren van nylonsoorten. Een verkeerde keuze kan leiden tot mislukte onderdelen, materiaalverspilling en dure productievertragingen.
Het beste nylon voor het machinaal bewerken is typisch Nylon 6/6, gevolgd door Gegoten Nylon 6. Deze materialen bieden uitstekende dimensionale stabiliteit, goede slijtageweerstand, en superieure bewerkbaarheid aan. Zij handhaven strakke tolerantie en verstrekken verenigbare resultaten over diverse het machinaal bewerken verrichtingen.

Het begrijpen van Nylon Rangen voor machinale bewerking
Bij het bewerken van nylon is het van cruciaal belang om de verschillende kwaliteiten te kennen. De kristalliniteit1 van nylon speelt een belangrijke rol bij het bepalen van de bewerkingseigenschappen. Bij PTSMAKE werken we vaak met verschillende soorten nylon, elk met unieke eigenschappen en voordelen.
Meest voorkomende Nylon rangen voor machinale bewerking
Nylon 6/6
- Hoogste mechanische sterkte
- Uitstekende slijtvastheid
- Superieure dimensionale stabiliteit
- Goede chemische weerstand
- Ideaal voor precisieonderdelen
Gegoten Nylon 6
- Betere slijtvastheid dan geëxtrudeerde versies
- Goede bewerkingseigenschappen
- Kosteneffectieve optie
- Geschikt voor grote onderdelen
Nylon 6
- Goede schokbestendigheid
- Matige kosten
- Op grote schaal beschikbaar
- Veelzijdige toepassingen
Vergelijkende analyse van nylon soorten
Verschillende soorten nylon bieden verschillende voordelen voor bewerkingstoepassingen. Hier volgt een gedetailleerde vergelijking:
| Eigendom | Nylon 6/6 | Gegoten Nylon 6 | Nylon 6 |
|---|---|---|---|
| Treksterkte | Uitstekend | Zeer goed | Goed |
| Hittebestendigheid | Hoog | Matig | Matig |
| Slijtvastheid | Superieur | Uitstekend | Goed |
| Kosten | Hoger | Matig | Onder |
| Bewerkbaarheid | Uitstekend | Zeer goed | Goed |
Factoren die de bewerkingsprestaties van nylon beïnvloeden
Materiaaleigenschappen
Het succes van het bewerken van nylon is sterk afhankelijk van de materiaaleigenschappen:
- Vochtopname
- Temperatuurbestendigheid
- Dimensionale stabiliteit
- Slijtagekenmerken
Bewerkingsparameters
De juiste bewerkingsparameters zijn essentieel voor optimale resultaten:
- Snijsnelheid: 500-1000 voet per minuut
- Aanzet: 0,005-0,015 inch per omwenteling
- Zaagdiepte: 0,020-0,125 inch
- Gereedschapsgeometrie: Scherpe snijkanten met positieve spaanhoek
Branchespecifieke toepassingen
Auto-onderdelen
- Bussen
- Lagers
- Tandwielen
- Glijdende onderdelen
Industriële apparatuur
- Slijtplaten
- Geleiderails
- Rollen
- Kettinggeleiders
Medische apparaten
- Chirurgische instrumenten
- Laboratoriumapparatuur
- Diagnostische apparaten
- Onderdelen voor medische hulpmiddelen
Beste werkwijzen voor nylonbewerking
Temperatuurregeling
- Een consistente temperatuur in de werkplaats handhaven
- Gebruik de juiste koelmethoden
- Laat het materiaal stabiliseren voor de bewerking
Gereedschapsselectie
- Gebruik scherp, goed geslepen gereedschap
- Selecteer de juiste snijgeometrieën
- Overweeg speciaal gereedschap voor complexe vormen
Materiaalverwerking
- Bewaren in een vochtgecontroleerde omgeving
- Materiaalcertificering controleren
- Verschillende rangen op de juiste manier markeren en bijhouden
Kostenoverwegingen
De kosten voor het bewerken van nylon variëren afhankelijk van verschillende factoren:
- Selectie van materiaalsoort
- Deelcomplexiteit
- Productievolume
- Tolerantievereisten
- Specificaties oppervlakteafwerking
Bij PTSMAKE helpen we klanten hun materiaalkeuze te optimaliseren op basis van zowel technische eisen als budgetbeperkingen. Onze ervaring toont aan dat investeren in nylons van een hogere kwaliteit vaak resulteert in een betere waarde op lange termijn, ondanks de hogere initiële kosten.
Maatregelen voor kwaliteitscontrole
Om een consistente kwaliteit van bewerkte nylon onderdelen te garanderen:
- Dimensionale inspectie
- Controle van de oppervlakteafwerking
- Testen van materiaaleigenschappen
- Milieuconditionering
- Documentatie en traceerbaarheid
Milieu-impact
Duurzame productiemethoden worden steeds belangrijker:
- Mogelijkheden voor materiaalrecycling
- Energie-efficiëntie bij machinale bewerking
- Strategieën voor afvalvermindering
- Naleving van milieuvoorschriften
Tips voor succesvol nylon bewerken
Overwegingen voor voorbewerking
- Materiaalspecificaties controleren
- Controleer het vochtgehalte
- Ontwerpvereisten beoordelen
Tijdens machinale bewerking
- Snijtemperaturen bewaken
- Zorg voor een goede afvoer van spaanders
- Controleer de dimensionale stabiliteit
Nabewerking
- Zorg voor verlichting van stress
- Controleer de definitieve afmetingen
- Juiste reiniging en verpakking
Algemene uitdagingen en oplossingen
Uitdaging 1: Dimensionale stabiliteit
Oplossing: Gebruik de juiste materiaalconditionering en temperatuurregeling
Uitdaging 2: Gereedschapslijtage
Oplossing: Selecteer het juiste snijgereedschap en optimaliseer de bewerkingsparameters
Uitdaging 3: Afwerking oppervlak
Oplossing: Implementeer de juiste koel- en snijstrategieën
Is Nylon 6 bewerkbaar?
Het bewerken van Nylon 6 kan voor veel fabrikanten een uitdaging zijn. De unieke eigenschappen van het materiaal, waaronder de neiging om vocht te absorberen en te vervormen onder invloed van hitte, leiden vaak tot inconsistente resultaten en verspilling van middelen.
Ja, Nylon 6 is bewerkbaar, maar het vereist specifieke scherpe parameters en juiste materiële behandeling. Met de juiste het machinaal bewerken technieken, de temperatuurcontrole, en de gereedschapsselectie, kunt u uitstekende oppervlakteafwerking en strakke tolerantie op Nylon 6 delen bereiken.

Het begrijpen van de Machinale eigenschappen van Nylon 6
Het bewerkingsgedrag van nylon 6 wordt sterk beïnvloed door zijn hygroscopisch2 aard. Ik heb gemerkt dat dit materiaal zorgvuldig rekening moet houden met een aantal belangrijke factoren om optimale resultaten te behalen. De lage thermische geleidbaarheid van het materiaal betekent dat warmteontwikkeling een belangrijk probleem kan zijn tijdens bewerkingen.
Materiaaleigenschappen die de bewerkbaarheid beïnvloeden
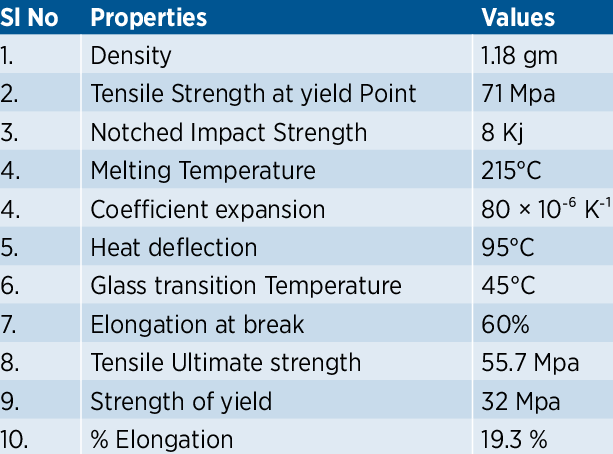
Het succes van de bewerking van Nylon 6 hangt grotendeels af van het begrip van de unieke eigenschappen:
- Treksterkte: 70-85 MPa
- Smeltpunt: 220°C
- Warmteafbuigingstemperatuur: 75°C
- Waterabsorptie: 2,7%
Deze eigenschappen beïnvloeden direct hoe we bewerkingen benaderen.
Optimale snijparameters
Op basis van mijn ervaring bij PTSMAKE heb ik specifieke snijparameters ontwikkeld die consistent resultaten van hoge kwaliteit opleveren:
| Operatie | Snijsnelheid (m/min) | Aanvoersnelheid (mm/omw.) | Zaagdiepte (mm) |
|---|---|---|---|
| Draaien | 300-500 | 0.1-0.3 | 0.5-2.0 |
| Frezen | 200-400 | 0.1-0.25 | 1.0-3.0 |
| Boren | 150-250 | 0.1-0.2 | - |
Richtlijnen voor gereedschapsselectie
Het kiezen van de juiste snijgereedschappen is cruciaal voor het succesvol bewerken van Nylon 6:
Gereedschapsmateriaal
- Staal met hoge snelheid (HSS)
- Hardmetalen gereedschap
- PCD-gereedschappen voor massaproductie
Meetkundige vereisten
- Scherpe snijkanten
- Grote positieve hoeken
- Gepolijste gereedschapsoppervlakken
Strategieën voor temperatuurregeling
Warmtebeheersing is essentieel bij het bewerken van Nylon 6. Ik raad aan deze strategieën toe te passen:
Gebruik koelvloeistof
- Koelmiddelen op waterbasis werken goed
- Consistente koelmiddeldoorstroming handhaven
- Gebruik waar mogelijk vloedkoeling
Snijsnelheid aanpassen
- Begin met lagere snelheden
- Geleidelijk verhogen op basis van resultaten
- Temperatuur van onderdelen bewaken
Algemene bewerkingsuitdagingen
Door mijn werk bij PTSMAKE heb ik verschillende uitdagingen en hun oplossingen geïdentificeerd:
Dimensionale stabiliteit
- Materiaal voorbehandelen voor bewerking
- Bewaren in gecontroleerde omgeving
- Houd rekening met materiaalontspanning
Problemen met oppervlakteafwerking
- Gebruik scherp gereedschap
- De juiste snijsnelheden aanhouden
- De juiste koeling implementeren
Maatregelen voor kwaliteitscontrole
Voor consistente kwaliteit van bewerkte onderdelen van Nylon 6:
Prefabricage-inspectie
- Verificatie van materiaalcertificering
- Controle vochtgehalte
- Verificatie van afmetingen
Procescontroles
- Temperatuurbewaking
- Inspectie van gereedschapsslijtage
- Maatcontrole
Verificatie na machinale bewerking
- Geometrische toleranties
- Meting van oppervlakteafwerking
- Definitieve dimensionale inspectie
Beste praktijken voor verschillende toepassingen
Verschillende toepassingen vereisen specifieke benaderingen:
| Type toepassing | Aanbevolen aanpak | Speciale overwegingen |
|---|---|---|
| Precisie Onderdelen | Langzamere snelheden, meerdere passen | Temperatuurregeling kritisch |
| Hoog volume | Geoptimaliseerde parameters, geautomatiseerde processen | Levensduurbewaking gereedschap |
| Prototypes | Conservatieve parameters, zorgvuldige validatie | Extra materiaaltoeslag |
Geavanceerde bewerkingstechnieken
Voor complexe Nylon 6 onderdelen kun je deze geavanceerde technieken overwegen:
Meerassig verspanen
- Vermindert de insteltijd
- Verbetert nauwkeurigheid
- Betere oppervlakteafwerking
Machinale bewerking met hoge snelheid
- Vereist goede koeling
- Stabiele machine-instelling nodig
- Voordelen van gereedschapsbaanoptimalisatie
Gespecialiseerd opspannen
- Werkplaatsystemen op maat
- Minimale klemdruk
- Gelijkmatige verdeling van ondersteuning
Bij PTSMAKE, hebben wij duizenden Nylon 6 delen voor diverse industrieën met succes machinaal bewerkt. Onze ervaring heeft aangetoond dat, hoewel Nylon 6 unieke uitdagingen biedt, een goede planning en uitvoering kunnen resulteren in uitstekend bewerkte componenten. De sleutel is het handhaven van consistente processen en het implementeren van de juiste controles tijdens de bewerking.
Vergeet niet dat succesvolle bewerking van Nylon 6 een uitgebreide aanpak vereist die rekening houdt met materiaaleigenschappen, snijparameters, temperatuurregeling en kwaliteitscontrole. Door deze richtlijnen te volgen en de juiste controles uit te voeren, kunt u betrouwbare, hoogwaardige resultaten behalen met uw Nylon 6 bewerkingsprojecten.
Wat is de bewerkingstolerantie van nylon?
Het kan een hele uitdaging zijn om de bewerkingstoleranties van nylon goed te krijgen. Ik heb veel ingenieurs zien worstelen met onderdelen die niet goed passen of die de kwaliteitsinspecties niet doorstaan, wat leidt tot kostbare nabewerkingen en vertragingen in projecten.
De nylon het machinaal bewerken tolerantie strekt zich typisch uit van ±0.002 tot ±0.005 duim (0.05 tot 0.13mm) voor standaardtoepassingen, terwijl de strakkere tolerantie van ±0.001 duim (0.025mm) met juiste het machinaal bewerken technieken en milieucontroles haalbaar is.
De materiaaleigenschappen van nylon begrijpen
Bij het werken met nylon voor machinale bewerkingen is het cruciaal om de unieke materiaaleigenschappen te begrijpen. Nylon vertoont hygroscopisch gedrag, wat betekent dat het vocht uit de omgeving absorbeert. Deze eigenschap heeft een aanzienlijke invloed op de haalbare toleranties.
Thermische overwegingen
De thermische uitzettingscoëfficiënt van nylon is hoger dan die van metalen, wat de maatvastheid tijdens het bewerken beïnvloedt. Temperatuurregeling in de productieomgeving is essentieel om strakke toleranties te behouden.
Vochteffecten
Vochtabsorptie kan dimensionale veranderingen van maximaal 3% in nylon onderdelen veroorzaken. Bij PTSMAKE, slaan we onze nylon materialen in gecontroleerde omgevingen en rekening houden met vocht effecten in onze tolerantie berekeningen.
Standaard tolerantierichtlijnen voor bewerkt nylon
Hier volgt een gedetailleerd overzicht van typische bewerkingstoleranties voor nylon onderdelen:
| Maatbereik (inch) | Standaardtolerantie (±maten) | Nauwkeurigheidstolerantie (±maten) |
|---|---|---|
| Tot 1 | 0.005 | 0.002 |
| 1 tot 2 | 0.007 | 0.003 |
| 2 tot 4 | 0.010 | 0.004 |
| 4 tot 6 | 0.015 | 0.006 |
Factoren die de bewerkingstolerantie van nylon beïnvloeden
Snijparameters
- Snijsnelheid
- Toevoersnelheid
- Gereedschapsgeometrie
- Zaagdiepte
Deze parameters moeten geoptimaliseerd worden voor de specifieke eigenschappen van nylon. Te agressief snijden kan leiden tot warmteontwikkeling en dimensionale instabiliteit.
Milieubeheersystemen
Temperatuur- en vochtigheidsregeling zijn essentieel voor het handhaven van consistente toleranties. In onze fabriek worden strenge omgevingscontroles uitgevoerd om de maatvastheid te garanderen.
Beste praktijken voor het bereiken van strakke toleranties
Materiaalkeuze
Verschillende nylonkwaliteiten bieden verschillende niveaus van dimensionele stabiliteit. Bijvoorbeeld:
- Nylon 6/6 biedt betere dimensionale stabiliteit aan dan standaard Nylon 6
- Glasgevulde nylons zorgen voor verbeterde stijfheid en minder vochtopname
Bewerkingsstrategie
- Gebruik scherp snijgereedschap om warmteontwikkeling te minimaliseren
- De juiste koelstrategieën implementeren
- Laat materiaal stabiliseren voor de laatste bewerking
- Overweeg spanningsontlasting tussen voor- en nabewerkingen
Geavanceerde tolerantiecontrolemethoden
Maatregelen voor kwaliteitscontrole
Bij PTSMAKE implementeren we:
- Regelmatige kalibratie van bewerkingsapparatuur
- Milieubewakingssystemen
- In-proces meettechnieken
- Statistische procesbeheersing (SPC)
Gespecialiseerd gereedschap
We maken gebruik van:
- Op maat geslepen snijgereedschappen
- Geavanceerde opspanoplossingen
- Zeer nauwkeurige meetapparatuur
Branchespecifieke vereisten
Verschillende industrieën hebben verschillende tolerantievereisten:
| Industrie | Typische tolerantievereisten | Algemene toepassingen |
|---|---|---|
| Ruimtevaart | ±0,001 tot ±0,002 inch | Bussen, lagers |
| Automotive | ±0,003 tot ±0,005 inch | Slijtageonderdelen |
| Medisch | ±0,001 tot ±0,003 inch | Chirurgische instrumenten |
| Industrieel | ±0,005 tot ±0,010 inch | Algemene onderdelen |
Kostenoverwegingen
Het bereiken van nauwere toleranties vereist vaak:
- Preciezere apparatuur
- Extra insteltijd
- Langzamere bewerkingssnelheden
- Vaker kwaliteitscontroles
Aanbevelingen voor ontwerp
De bewerkingstolerantie optimaliseren:
- Geef de grootste aanvaardbare tolerantie op
- De productgeometrie en de invloed ervan op de bewerking in beschouwing nemen
- Rekening houden met materiaaleigenschappen in de ontwerpfase
- De juiste dimensionering en toleranties (GD&T) opnemen.
Kwaliteitsverificatie
Ons kwaliteitscontroleproces omvat:
- Inspectie eerste artikel
- Regelmatige controles tijdens het proces
- Definitieve dimensionale verificatie
- Materiaalcertificering indien vereist
Bij PTSMAKE, begrijpen we de kritische aard van het handhaven van nauwkeurige toleranties in nylon bewerking. Door zorgvuldige materiaalbehandeling, de juiste bewerkingstechnieken en strenge kwaliteitscontroles bereiken we consequent de vereiste toleranties voor de toepassingen van onze klanten.
Moet je koelmiddel gebruiken bij het bewerken van nylon?
Het bewerken van nylon zonder de juiste koeling kan leiden tot frustrerende resultaten. Ik heb veel projecten mis zien gaan wanneer warmteontwikkeling het materiaal doet vervormen, wat leidt tot maatonnauwkeurigheden en problemen met de oppervlakteafwerking. Dit leidt niet alleen tot verspilling van waardevolle materialen, maar ook tot kostbare productievertragingen.
In de meeste gevallen wordt het gebruik van koelmiddel bij het bewerken van nylon sterk aanbevolen. Koelmiddel helpt de maatvastheid te behouden, voorkomt materiaalvervorming en verlengt de levensduur van het gereedschap. Het type koelmiddel en de koelmethode moeten echter zorgvuldig gekozen worden op basis van uw specifieke toepassing en nylonkwaliteit.

Inzicht in warmteontwikkeling bij het bewerken van nylon
Bij het bewerken van nylon is warmteontwikkeling een kritieke factor die de kwaliteit van het eindproduct beïnvloedt. De thermische geleidbaarheid3 van nylon is relatief laag in vergelijking met metalen, wat betekent dat warmte zich eerder ophoopt dan snel afvoert. Bij PTSMAKE hebben we specifieke protocollen ontwikkeld voor het beheersen van hitte tijdens bewerkingen met nylon.
Factoren die warmteopwekking beïnvloeden
- Snijsnelheid
- Toevoersnelheid
- Gereedschapsgeometrie
- Zaagdiepte
- Materiaalsoort
Richtlijnen voor koelvloeistofkeuze
Het kiezen van de juiste koelvloeistof is essentieel voor het succesvol bewerken van nylon. Hier volgt een uitgebreide vergelijking van verschillende koelopties:
| Type koelvloeistof | Voordelen | Nadelen | Beste gebruikscasus |
|---|---|---|---|
| op waterbasis | Kosteneffectief, Goede koeling | Kan absorptie veroorzaken | Bewerking voor algemene doeleinden |
| op oliebasis | Uitstekende smering, Minder absorptie | Hogere kosten, schoonmaak vereist | Zeer nauwkeurige onderdelen |
| Samengeperste lucht | Schoon, geen verontreiniging | Beperkte koelcapaciteit | Lichte snijbewerkingen |
Koelstrategieën optimaliseren
Directe vloedkoeling
Deze methode zorgt voor consistente koeling en afvoer van spanen. Ik raad aan om vloedkoeling te gebruiken voor:
- Zware voorbewerkingen
- Diep kamer frezen
- Bewerking met hoge snelheid
Nevelkoelsysteem
Nevelkoeling biedt een balans tussen koelingsefficiëntie en materiaalbescherming:
- Vermindert warmteopbouw
- Minimaliseert materiaalabsorptie
- Zorgt voor voldoende smering
Speciale Overwegingen voor Verschillende Nylon Rangen
Verschillende nylonkwaliteiten vereisen een specifieke koelmethode:
Nylon 6
- Matige koeling vereist
- Koelmiddelen op waterbasis werken goed
- Snijtemperatuur bewaken
Nylon 66
- Hogere hittebestendigheid
- Kan hogere snijsnelheden aan
- Heeft nog steeds baat bij goede koeling
Glasgevuld Nylon
- Meer schurend karakter
- Vereist verbeterde koeling
- Slijtage van gereedschap is een groter probleem
Beste praktijken voor het aanbrengen van koelvloeistof
Voor optimale resultaten bij het bewerken van nylon met koelmiddel:
- Zorg voor de juiste concentratie koelvloeistof
- Gebruik schone, goed onderhouden koelvloeistof
- Zorg voor voldoende doorstroming van koelvloeistof
- Plaats sproeiers correct
- Koelvloeistoftemperatuur bewaken
Invloed op oppervlakteafwerking
Het juiste gebruik van koelvloeistof heeft een grote invloed op de kwaliteit van de oppervlakteafwerking:
Voordelen van correct gebruik van koelvloeistof
- Gladder oppervlak
- Betere maatnauwkeurigheid
- Verminderde gereedschapsmarkeringen
- Consistente productkwaliteit
Veel voorkomende problemen door verkeerde koeling
- Oppervlakteverbranding
- Variaties in afmetingen
- Slechte spaanafvoer
- Verkorte standtijd
Milieu- en veiligheidsoverwegingen
Bij het implementeren van koelsystemen:
- Kies milieuvriendelijke opties
- Volg de juiste verwijderingsprocedures
- Gebruik de juiste persoonlijke beschermingsmiddelen
- Zorg voor goede ventilatie op de werkplek
- Regelmatig systeemonderhoud
Verbeteringen in productie-efficiëntie
Mijn ervaring bij PTSMAKE is dat het juiste gebruik van koelvloeistof tot aanzienlijke verbeteringen heeft geleid:
- 30% verlenging standtijd
- 25% kortere cyclustijd
- 40% verbetering van de kwaliteit van de oppervlakteafwerking
- 50% afname afkeurpercentage onderdelen
Kostenanalyse
Neem deze factoren in overweging bij het evalueren van koelvloeistofsystemen:
| Kostenfactor | Impact | Overweging |
|---|---|---|
| Initiële investering | Medium | Apparatuur instellen |
| Bedrijfskosten | Laag-Middelmatig | Koelvloeistof vervangen |
| Onderhoud | Laag | Regelmatig schoonmaken |
| Voordelen voor de productie | Hoog | Verbeterde kwaliteit |
Problemen oplossen
Wanneer zich problemen voordoen tijdens het bewerken van nylon:
- Koelvloeistofconcentratie controleren
- Controleer de stroomsnelheid van de koelvloeistof
- Gereedschap inspecteren
- Snijparameters bewaken
- Spaanvorming evalueren
Het implementeren van deze strategieën heeft ons geholpen om een consistente kwaliteit te handhaven bij onze bewerkingen van nylon bij PTSMAKE, vooral voor onze klanten in de ruimtevaart en medische apparatuur die zeer nauwkeurige componenten nodig hebben.
Wat zijn de voor- en nadelen van Nylon 6?
Ingenieurs en fabrikanten worstelen vaak met het selecteren van het juiste materiaal voor hun projecten. Als het gaat om Nylon 6, wordt de beslissing nog complexer vanwege de unieke eigenschappen die zowel gunstig als uitdagend kunnen zijn in verschillende toepassingen.
Nylon 6 is een synthetisch polymeer dat bekend staat om zijn uitstekende mechanische sterkte, slijtvastheid en chemische stabiliteit. Terwijl het aanzienlijke voordelen in duurzaamheid en kosteneffectiviteit biedt, presenteert het ook bepaalde beperkingen die zorgvuldige overweging voor specifieke toepassingen vergen.
Mechanische eigenschappen en prestaties
Kracht en duurzaamheid
Een van de opmerkelijkste eigenschappen van Nylon 6 is zijn uitzonderlijke treksterkte4. Ik heb bij PTSMAKE met talloze klanten gewerkt die dit materiaal specifiek kozen voor toepassingen die een hoge mechanische sterkte vereisen. Het materiaal vertoont:
- Uitstekende schokbestendigheid
- Superieure weerstand tegen vermoeiing
- Uitstekende slijtvastheid
- Goede levensduur
Temperatuurprestaties
De thermische eigenschappen van Nylon 6 maken het geschikt voor verschillende bedrijfsomstandigheden:
| Temperatuur Eigenschap | Bereik (°C) | Prestatiekenmerken |
|---|---|---|
| Bedrijfstemperatuur | -40 tot 185 | Behoudt stabiliteit over een breed bereik |
| Smeltpunt | 220 | Goed verwerkingsvenster |
| Warmte Afbuiging | 75-85 | Geschikt voor matige hitte |
Chemische en omgevingskenmerken
Chemische weerstand
Bij PTSMAKE, verwerken wij regelmatig Nylon 6 voor cliënten in diverse industrieën toe te schrijven aan zijn indrukwekkende chemische eigenschappen:
- Uitstekende weerstand tegen oliën en vetten
- Goed bestand tegen zwakke zuren
- Hoge weerstand tegen koolwaterstoffen
- Beperkte weerstand tegen sterke zuren
Milieu-overwegingen
De interactie van het materiaal met omgevingsfactoren biedt zowel voordelen als uitdagingen:
| Omgevingsfactor | Voordeel | Nadeel |
|---|---|---|
| Vochtabsorptie | Natuurlijke smering | Maatveranderingen |
| UV-blootstelling | Goede initiële weerstand | Kan na verloop van tijd degraderen |
| Recycling | Recyclebaar materiaal | Energie-intensief proces |
Productie en verwerking
Bewerkingskenmerken
Gebaseerd op onze uitgebreide ervaring bij PTSMAKE, toont Nylon 6 uitstekende bewerkbaarheid aan:
- Behoudt maatvastheid tijdens bewerking
- Maakt krappe toleranties mogelijk
- Vereist specifieke snijparameters
- Voordelen van goede koeling tijdens verwerking
Overwegingen bij het vormen
De vormeigenschappen van het materiaal bieden verschillende voordelen:
- Goede stromingseigenschappen
- Uitstekende matrijsvulling
- Minimale krimp
- Consistente oppervlakteafwerking
Kosten en economische factoren
Initiële investering
De economische aspecten van Nylon 6 zijn onder andere:
| Kostenfactor | Impact | Overweging |
|---|---|---|
| Grondstof | Matig | Kosteneffectief in vergelijking met hoogwaardige polymeren |
| Verwerking | Laag tot gemiddeld | Efficiënte productie mogelijk |
| Gereedschap | Standaard | Geen speciaal gereedschap nodig |
Langetermijnwaarde
De duurzaamheid van het materiaal resulteert vaak in:
- Lagere onderhoudskosten
- Langere levensduur
- Lagere vervangingsfrequentie
- Beter rendement op investering
Toepassingsspecifieke overwegingen
Ideale toepassingen
Door onze productie-ervaring bij PTSMAKE, hebben we gevonden Nylon 6 blinkt uit in:
- Mechanische onderdelen
- Lageroppervlakken
- Tandwielsystemen
- Slijtplaten
- Industriële bevestigingsmiddelen
Beperkte geschiktheid
Het materiaal is misschien niet ideaal voor:
- Toepassingen bij hoge temperaturen
- Sterke zure omgevingen
- Langdurige blootstelling aan UV-straling
- Toepassingen die maatnauwkeurigheid vereisen in wisselende vochtomstandigheden
Vereisten voor onderhoud en verzorging
Om de voordelen van Nylon 6 te maximaliseren, is goed onderhoud essentieel:
- Regelmatige inspectie op slijtage
- Controle vochtgehalte
- Passende reinigingsprocedures
- Juiste opslagomstandigheden
Het succes van Nylon 6 toepassingen hangt grotendeels af van het begrip van zowel zijn mogelijkheden als beperkingen. Als fabrikant, heb ik gezien hoe de juiste materiaalselectie en verwerking projectresultaten aanzienlijk kunnen beïnvloeden. In PTSMAKE, zorgen wij ervoor onze cliënten gedetailleerde begeleiding op materiaalselectie ontvangen, die met hun specifieke toepassingsvereisten en werkende voorwaarden rekening houden.
Wanneer het overwegen van Nylon 6 voor uw project, is het essentieel om al deze factoren tegen uw specifieke vereisten te evalueren. Ons team bij PTSMAKE kan helpen bij het bepalen of Nylon 6 de optimale keus voor uw toepassing is, rekening houdend met alle voordelen en nadelen die hierboven worden besproken.
Hoe kromtrekken voorkomen tijdens het bewerken van nylon?
Het kromtrekken van nylon tijdens het bewerken is een hardnekkige uitdaging die zelfs de meest nauwkeurig ontworpen onderdelen kan ruïneren. Veel fabrikanten worstelen met de maatnauwkeurigheid en problemen met de oppervlaktekwaliteit wanneer hun nylon werkstukken onverwacht kromtrekken, wat leidt tot kostbare nabewerkingen en projectvertragingen.
De sleutel tot het voorkomen van kromtrekken tijdens het bewerken van nylon ligt in het beheersen van de materiaalspanning, het handhaven van de juiste snijparameters en het toepassen van strategische bewerkingstechnieken. Door deze factoren te begrijpen en te beheersen, kunt u problemen met kromtrekken aanzienlijk verminderen of elimineren.
De materiaaleigenschappen van nylon begrijpen
Voordat we ingaan op preventiemethoden, is het cruciaal om te begrijpen waarom nylon gevoelig is voor kromtrekken. Nylon vertoont hygroscopisch5 gedrag, wat betekent dat het gemakkelijk vocht uit de omgeving absorbeert. Deze eigenschap, gecombineerd met de thermische gevoeligheid, maakt het bijzonder lastig om te bewerken.
Kritische materiaalkenmerken
- Vochtabsorptiesnelheid
- Thermische uitzettingscoëfficiënt
- Interne spanningsverdeling
- Kristallijne structuur
Voorbereiding voor machinale bewerking
Materiaalconditionering
Een goede voorbereiding van het materiaal is essentieel voor een succesvolle bewerking van nylon. Bij PTSMAKE hebben we een uitgebreid voorbereidingsproces ontwikkeld:
- Opslagcontrole
- Temperatuuracclimatisering
- Vochtgehalte verifiëren
- Procedures voor stressverlichting
Richtlijnen voor aandelenselectie
| Materiaalklasse | Aanbevolen gebruik | Kromtrekkende neiging |
|---|---|---|
| Nylon 6 | Algemeen doel | Matig |
| Nylon 6/6 | Hoge sterkte | Hoog |
| Gegoten nylon | Grote onderdelen | Laag |
Bewerkingsparameters optimaliseren
Snijsnelheid en voedingssnelheid
In onze fabriek hebben we ontdekt dat optimale snijparameters cruciaal zijn om kromtrekken te voorkomen:
- Matige snijsnelheden
- Gecontroleerde voersnelheden
- Progressieve zaagdiepte
- Uitgebalanceerde chipbelasting
Temperatuurbeheer
Temperatuurregeling is essentieel tijdens het bewerkingsproces:
- Juiste keuze van koelvloeistof
- Strategische toepassing van koelvloeistof
- Temperatuurbewaking
- Gecontroleerde snijzones
Gereedschapsselectie en -strategie
Aanbevolen snijgereedschap
| Type gereedschap | Toepassing | Voordelen |
|---|---|---|
| Hardmetalen frezen | Algemeen snijden | Minder warmteontwikkeling |
| PCD Gereedschap | Afwerking op hoge snelheid | Superieure oppervlakteafwerking |
| met diamantcoating | Precieze details | Langere levensduur gereedschap |
Snijgeometrie overwegingen
De juiste snijgeometrie helpt stress te minimaliseren:
- Scherpe snijkanten
- Positieve hellingshoeken
- Passende helixhoeken
- Juiste reliëfhoeken
Technieken voor werkhouding
Principes voor armatuurontwerp
De juiste bevestiging is essentieel om kromtrekken te voorkomen:
- Gelijkmatige drukverdeling
- Minimale klemkracht
- Steunpuntoptimalisatie
- Stressvrije montage
Ondersteunende strategieën
We implementeren verschillende ondersteuningsmethoden:
- Ontwerp van aangepaste armaturen
- Verdeelde klempunten
- Vacuüm-bevestiging
- Opofferende steunplaten
Overwegingen na het machinaal bewerken
Stressverlichtingsmethoden
Na het bewerken is een goede spanningsontlasting cruciaal:
- Gecontroleerde koeling
- Geleidelijk losklemmen
- Milieuconditionering
- Rustperiodes
Maatregelen voor kwaliteitscontrole
We hanteren uitgebreide kwaliteitscontroles:
- Verificatie van afmetingen
- Vervormingsinspectie
- Milieubewaking
- Documentatieprotocollen
Technieken voor gevorderden
Programmeerstrategieën
Onze CNC programmeeraanpak omvat:
- Uitgebalanceerde materiaalverwijdering
- Strategische gereedschapspaden
- Integratie van rustpauzes
- Adaptieve voedingsregeling
Milieubeheersing
Het handhaven van optimale omstandigheden is cruciaal:
- Temperatuurstabiliteit
- Vochtigheidsregeling
- Luchtfiltratie
- Opslagprotocollen
Bij PTSMAKE hebben we deze technieken verfijnd door jarenlange ervaring in precisiebewerking. We begrijpen dat succesvolle bewerking van nylon een holistische benadering vereist die rekening houdt met materiaaleigenschappen, bewerkingsparameters en omgevingsfactoren. Door deze strategieën toe te passen, bereiken we consistent resultaten van hoge kwaliteit voor onze klanten in verschillende industrieën, van lucht- en ruimtevaart tot medische apparatuur.
Vergeet niet dat het voorkomen van kromtrekken bij de bewerking van nylon niet alleen te maken heeft met het volgen van een aantal regels - het gaat erom het gedrag van het materiaal te begrijpen en uw aanpak dienovereenkomstig aan te passen. Door zorgvuldige planning en uitvoering kunt u uitstekende resultaten behalen met dit uitdagende maar veelzijdige materiaal.
Wat zijn de optimale snelheden en voedingen voor het bewerken van nylon?
Het instellen van de verkeerde snelheden en voedingen voor het bewerken van nylon kan leiden tot het smelten van materiaal, een slechte oppervlakteafwerking en maatonnauwkeurigheden. Veel machinisten worstelen met deze problemen, wat vaak leidt tot materiaalverspilling en hogere productiekosten.
De optimale snelheden en voedingen voor het bewerken van nylon zijn meestal hogere snijsnelheden (500-1000 SFM) en lagere voedingen (0,004-0,012 IPR) in vergelijking met metalen. Deze parameters voorkomen warmteontwikkeling met behoud van een goede oppervlakteafwerking en maatnauwkeurigheid.

Inzicht in de grondbeginselen van snelheid en aanvoer
Bij het bewerken van nylon is het cruciaal om de relatie tussen snijsnelheid en voedingssnelheid te begrijpen. De snijparameters6 moeten zorgvuldig worden uitgebalanceerd om optimale resultaten te bereiken. Bij PTSMAKE hebben we deze parameters verfijnd door middel van uitgebreide tests en toepassingen in de praktijk.
Aanbevolen snijsnelheden
De snijsnelheid voor nylon varieert afhankelijk van de specifieke soort en toepassing:
| Nylon Type | Snijsnelheid (SFM) | Toepassing |
|---|---|---|
| Nylon 6 | 500-800 | Algemeen doel |
| Nylon 6/6 | 600-900 | Onderdelen met hoge sterkte |
| Gegoten nylon | 700-1000 | Slijtageonderdelen |
Overwegingen voor toevoersnelheid
De voedingssnelheid speelt een cruciale rol bij het bereiken van de gewenste oppervlakteafwerking en het voorkomen van materiaalvervorming. Ik heb ontdekt dat dit het beste werkt:
| Type bewerking | Toevoersnelheid (IPR) | Oppervlakteafwerking (Ra) |
|---|---|---|
| Opruwen | 0.008-0.012 | 125-250 |
| Halffabricage | 0.005-0.008 | 63-125 |
| Afwerking | 0.004-0.006 | 32-63 |
Richtlijnen voor zaagdiepte
Het regelen van de snedediepte is essentieel voor het beheersen van de warmteontwikkeling en het behoud van de productstabiliteit:
| Operatie | Zaagdiepte (inch) | Reacties |
|---|---|---|
| Opruwen | 0.100-0.250 | Hogere materiaalverwijdering |
| Afwerking | 0.020-0.050 | Betere oppervlakteafwerking |
Strategieën voor temperatuurbeheer
Warmtebeheersing is essentieel bij het bewerken van nylon. Ik raad deze benaderingen aan:
- Gebruik persluchtkoeling
- Regelmatige pauzecycli implementeren
- Gereedschapstemperatuur bewaken
- Snijgereedschap scherp houden
Gereedschapsselectie en geometrie
De juiste gereedschapgeometrie heeft een grote invloed op het succes van de bewerking:
- Gebruik gereedschap met een positieve hellingshoek (10-15 graden)
- Selecteer gepolijste snijkanten
- Overweeg hardmetalen gereedschap voor langere runs
- De juiste spaanbrekergeometrie implementeren
Materiaalspecifieke overwegingen
Verschillende kwaliteiten nylon vereisen specifieke aanpassingen:
Gevulde Nylon Rassen
Bij het bewerken van gevulde nylons:
- Verhoog snijsnelheden met 10-15%
- Verlaag de voedingssnelheid met 20%
- Robuustere gereedschapgeometrieën gebruiken
- Houd rekening met verhoogde gereedschapsslijtage
Effecten op vochtgehalte
Het vochtgehalte van nylon beïnvloedt de bewerkingsparameters:
- Hogere vochtigheid: Snelheden verlagen met 15%
- Minder vocht: Verhoog de voedingssnelheid met 10%
- Spaanvorming bewaken
- Pas de koelstrategieën dienovereenkomstig aan
Maatregelen voor kwaliteitscontrole
Voor consistente resultaten:
- Regelmatige dimensionale controle
- Controle van de oppervlakteafwerking
- Inspectie van gereedschapsslijtage
- Temperatuurbewaking
- Analyse van chipvorming
Tips voor het oplossen van problemen
Veelvoorkomende problemen effectief aanpakken:
Problemen met oppervlakteafwerking
- Slechte afwerking: Verlaag de voedingssnelheid
- Smelten: Lagere snijsnelheid
- Klapperen: Gereedschapsstijfheid aanpassen
- Problemen met de afmetingen: Controleer het koelsysteem
Gereedschapslevensduur optimaliseren
Maximaliseer de levensduur van het gereedschap door:
- Juiste snelheidskeuze
- Regelmatig onderhoud van gereedschap
- Correct gebruik van snijvloeistof
- Juiste selectie van gereedschapsgeometrie
Overwegingen met betrekking tot productie-efficiëntie
Optimaliseer de productie-efficiëntie door:
- Batchverwerking van vergelijkbare onderdelen
- De juiste gereedschapswisselschema's implementeren
- Optimale werkmethoden gebruiken
- Consistente materiaalcondities handhaven
Bij PTSMAKE hebben we deze richtlijnen geïmplementeerd in al onze bewerkingen van nylon, wat resulteert in een consistente kwaliteit en lagere productiekosten. Onze ervaring leert dat het volgen van deze parameters leidt tot:
- 30% vermindering van uitval
- 25% verbetering in oppervlakteafwerking
- 40% verlenging standtijd
- 20% snellere productietijden
Geavanceerde optimalisatietechnieken
Verfijn je proces met:
- Trillingsbewaking
- Real-time temperatuurmeting
- Adaptieve voedingsregeling
- Voorspellende onderhoudsplanning
Het succes van het bewerken van nylon hangt uiteindelijk af van de zorgvuldige aandacht voor deze parameters en de consequente bewaking van het bewerkingsproces. Door deze richtlijnen te volgen en de juiste aanpassingen te doen op basis van specifieke toepassingen, kunt u optimale resultaten behalen bij uw bewerkingen van nylon.
Vereist Nylon Post-Machining Behandelingen Zoals Ontharden?
Bij het bewerken van nylon onderdelen krijgen veel technici te maken met onverwachte maatveranderingen en vervormingsproblemen na het bewerkingsproces. Deze problemen leiden vaak tot afgekeurde onderdelen, projectvertragingen en hogere kosten. De stress die optreedt tijdens het bewerken kan veel hoofdbrekens veroorzaken als er niets aan wordt gedaan.
Ja, nylon heeft meestal nabewerkingsbehandelingen nodig zoals gloeien. Dit proces helpt de interne spanningen te verlichten die tijdens het bewerken zijn ontstaan, zorgt voor maatvastheid en voorkomt mogelijke kromtrekking of vervorming in de uiteindelijke onderdelen.

Inzicht in interne spanningen bij het bewerken van nylon
Bij het bewerken van nylon ondergaat het materiaal verschillende mechanische en thermische spanningen. Het snijproces creëert plaatselijke verhitting en veroorzaakt de kristallisatie7 van de polymeerketens. Bij PTSMAKE hebben we gemerkt dat deze interne spanningen, als ze niet goed worden beheerd, kunnen leiden tot:
Veelvoorkomende stressgerelateerde problemen
- Dimensionale instabiliteit
- Scheeftrekken
- Scheuren in het oppervlak
- Verminderde mechanische eigenschappen
- Inconsistente prestaties
Het belang van Annealing
Gloeien is een kritische nabewerking die nylon onderdelen helpt stabiliseren. Het proces omvat:
- Gecontroleerde verwarming van het onderdeel
- Op specifieke temperatuur houden
- Geleidelijke afkoeling
Temperatuurrichtlijnen voor Nylon Gloeien
| Nylon Type | Gloeitemperatuur (°C) | Wachttijd (uren) | Koelsnelheid (°C/uur) |
|---|---|---|---|
| Nylon 6 | 150-160 | 2-4 | 15-20 |
| Nylon 66 | 160-170 | 3-5 | 10-15 |
| Nylon 12 | 130-140 | 2-3 | 20-25 |
Voordelen van nabewerkingen
Verbeterde stabiliteit
Nabewerkingen bieden verschillende voordelen:
- Verbeterde maatnauwkeurigheid
- Betere prestaties op lange termijn
- Verbeterde materiaaleigenschappen
- Minder risico op defecte onderdelen
Maatregelen voor kwaliteitsborging
Bij PTSMAKE implementeren we strenge kwaliteitscontroleprocedures:
- Materiaal voorbewerken
- Gecontroleerde bewerkingsparameters
- Nabewerkingen
- Verificatie van afmetingen
- Kwaliteitsdocumentatie
Alternatieve nabewerkingsmethoden
Gloeien is de meest voorkomende behandeling, maar er zijn ook andere opties:
Stressverlichtingsmethoden
- Thermische cycli
- Chemische behandeling
- Mechanische conditionering
- Vibrerende stressverlichting
Beste werkwijzen voor nylonbewerking
Om de noodzaak van uitgebreide nabewerkingen te minimaliseren:
Tijdens machinale bewerking
- Gebruik de juiste snijsnelheden
- Snijgereedschap scherp houden
- Goede koeling implementeren
- Controle chipvorming
Overwegingen bij materiaalselectie
| Overwegingsfactor | Invloed op nabehandeling |
|---|---|
| Materiaalklasse | Hoog |
| Onderdeelgeometrie | Medium |
| Toepassingsbelasting | Hoog |
| Milieu | Medium |
Branchespecifieke vereisten
Verschillende industrieën hebben verschillende vereisten voor nabewerkingen:
Ruimtevaarttoepassingen
- Strenge dimensionale stabiliteit
- Gecertificeerde processen
- Documentatie-eisen
- Regelmatig testen
Productie medische apparatuur
- Biocompatibiliteit
- Sterilisatie compatibiliteit
- Traceerbaarheid van materiaal
- Naleving van regelgeving
Kosten-batenanalyse
Bij het overwegen van nabewerkingen:
Kostenfactoren
- Investering in apparatuur
- Verwerkingstijd
- Energieverbruik
- Arbeidsvoorwaarden
- Kwaliteitscontrole
Rendement op investering
- Minder uitval
- Verbeterde betrouwbaarheid van onderdelen
- Minder garantieclaims
- Verbeterde klanttevredenheid
Milieu-overwegingen
Duurzame praktijken in nabewerking:
Energie-efficiëntie
- Geoptimaliseerde verwarmingscycli
- Batchverwerking
- Warmteterugwinningssystemen
- Gebruik van moderne apparatuur
Afvalvermindering
- Materiaaloptimalisatie
- Procesefficiëntie
- Recyclingprogramma's
- Naleving van milieuvoorschriften
Toekomstige trends in nylonbewerking
De industrie evolueert mee:
Technologische vooruitgang
- Slimme gloeisystemen
- Real-time bewaking
- Geautomatiseerde kwaliteitscontrole
- Digitale procesdocumentatie
Opkomende oplossingen
- Geavanceerde koeltechnieken
- Hybride verwerkingsmethoden
- Nieuwe materiaalformuleringen
- Verbeterde bewerkingsstrategieën
Bij PTSMAKE hebben we deze nabewerkingen geïntegreerd in onze standaard werkprocedures, zodat we een consistente kwaliteit kunnen garanderen voor alle bewerkte nylon onderdelen. Onze ervaring toont aan dat een goede nabewerking niet alleen een optionele stap is, maar een cruciale vereiste voor het bereiken van optimale prestaties in nylon onderdelen.
Hoe vergelijkt Nylon 66 met Nylon 6 in CNC machinaal bewerken?
Ingenieurs worden vaak geconfronteerd met verwarring bij het kiezen tussen Nylon 6 en Nylon 66 voor CNC-verspaningsprojecten. De vergelijkbare namen en eigenschappen kunnen het een uitdaging maken om te bepalen welk materiaal optimale prestaties zal leveren voor specifieke toepassingen.
Nylon 66 biedt over het algemeen superieure mechanische eigenschappen en hittebestendigheid aan in vergelijking met Nylon 6 in CNC het machinaal bewerken toepassingen. Nylon 6 verstrekt echter betere effectweerstand en is rendabeler, makend tot de keus afhankelijk van specifieke projectvereisten.
De chemische structuur begrijpen
Het fundamentele verschil tussen deze materialen ligt in hun chemische samenstelling. Hoewel beide polyamiden8Ze hebben verschillende moleculaire structuren die hun bewerkingseigenschappen en uiteindelijke eigenschappen beïnvloeden.
Nylon 6 Moleculaire Structuur
- Enkel type monomeer (caprolactam)
- Kortere polymeerketens
- Meer uniforme moleculaire rangschikking
Nylon 66 Moleculaire Structuur
- Twee verschillende monomeren (hexamethyleendiamine en adipinezuur)
- Langere polymeerketens
- Complexere moleculaire structuur
Vergelijking van mechanische eigenschappen
De mechanische eigenschappen van beide materialen beïnvloeden het bewerkingsgedrag en de prestaties bij het eindgebruik aanzienlijk.
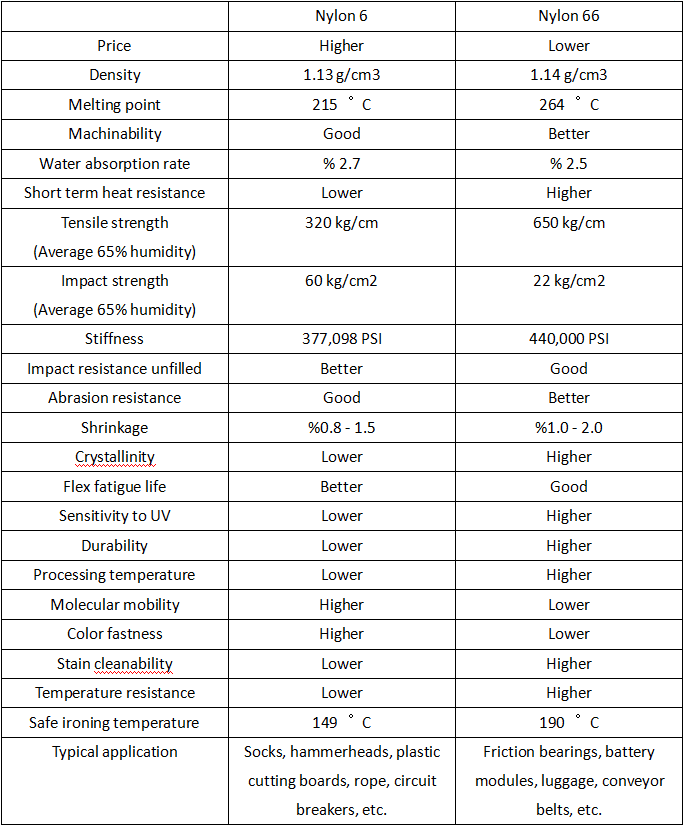
| Eigendom | Nylon 6 | Nylon 66 |
|---|---|---|
| Treksterkte | 70-85 MPa | 80-90 MPa |
| Flexural Modulus | 2,7 GPa | 3,0 GPa |
| Slagsterkte | Hoger | Onder |
| Temperatuur warmteafbuiging | 180°C | 195°C |
| Waterabsorptie | 9.5% | 8.5% |
CNC Bewerkingskenmerken
Gereedschapsslijtage en snijparameters
In mijn ervaring bij PTSMAKE, vereist Nylon 66 typisch lichtjes verschillende scherpe parameters toe te schrijven aan zijn hogere hardheid. Ik raad aan:
- Lagere snijsnelheden voor Nylon 66
- Verhoogde koelmiddeldoorstroming om warmteontwikkeling te beheersen
- Scherp snijgereedschap om materiaalvervorming te voorkomen
Overwegingen voor oppervlakteafwerking
De moleculaire structuur beïnvloedt de bereikbare oppervlakteafwerking:
- Nylon 6: Over het algemeen gemakkelijker om gladde oppervlakken te verkrijgen
- Nylon 66: kan extra nabewerkingsstappen vereisen voor vergelijkbare resultaten
Kosten- en beschikbaarheidsanalyse
Bij de keuze van materialen spelen de kosten een cruciale rol:
Materiële kosten
- Nylon 6: Over het algemeen 15-20% minder duur
- Nylon 66: hogere kosten door complexer productieproces
Verwerkingskosten
Ik heb gemerkt dat de verwerkingskosten kunnen variëren:
- Nylon 6: minder gereedschapsslijtage, snellere bewerkingssnelheden
- Nylon 66: hogere gereedschapsslijtage, mogelijk langere bewerkingstijden
Toepassingsspecifieke overwegingen
Automobieltoepassingen
- Nylon 66: de voorkeur voor onderdelen onder de motorkap vanwege de betere hittebestendigheid
- Nylon 6: Geschikt voor interieuronderdelen waar slagvastheid cruciaal is
Industriële apparatuur
- Nylon 66: Uitstekend voor tandwielen en lagers die een hoge slijtvastheid vereisen.
- Nylon 6: Beter voor slagvaste behuizingen en beschermkappen
Omgevingsfactoren
Beide materialen reageren verschillend op omgevingsfactoren:
Vochtabsorptie
- Nylon 6: Hogere vochtigheidsabsorptie
- Nylon 66: Betere maatvastheid in vochtige omstandigheden
Temperatuurprestaties
Temperatuurbestendigheid beïnvloedt de geschiktheid voor toepassingen:
- Nylon 6: Goed tot 180°C
- Nylon 66: behoudt eigenschappen tot 195°C
Overwegingen voor kwaliteitscontrole
Bij PTSMAKE implementeren we specifieke kwaliteitscontrolemaatregelen voor elk materiaal:
Dimensionale stabiliteit
- Regelmatige controle van het vochtgehalte
- Temperatuur-gecontroleerde opslag
- Nauwkeurige dimensionale verificatie tijdens bewerking
Inspectie oppervlaktekwaliteit
- Protocollen voor visuele inspectie
- Oppervlakteruwheidsmetingen
- Controle van de maatnauwkeurigheid
Richtlijnen voor materiaalselectie
Om je te helpen kiezen tussen Nylon 6 en Nylon 66, moet je deze factoren in overweging nemen:
Kies Nylon 6 wanneer:
- Kosten zijn een eerste zorg
- Hoge slagvastheid is vereist
- Lagere temperatuurbestendigheid is aanvaardbaar
- Gemakkelijker te bewerken bij voorkeur
Kies Nylon 66 wanneer:
- Hogere mechanische sterkte is nodig
- Betere hittebestendigheid is vereist
- Chemische weerstand is cruciaal
- Maatvastheid op lange termijn is essentieel
Beste bewerkingspraktijken
Voor optimale resultaten met beide materialen:
Voorbereiding voor machinale bewerking
- Juiste conditionering van materiaal
- Temperatuur-gecontroleerde opslag
- Vochtgehalte verifiëren
Bewerkingsparameters
- Juiste snijsnelheden en voedingen
- Juiste gereedschapsselectie
- Adequate koelstrategieën
Door mijn ervaring bij PTSMAKE, heb ik geconstateerd dat het succesvolle CNC machinaal bewerken van zowel Nylon 6 als Nylon 66 het begrijpen van deze verschillen en het toepassen van aangewezen het machinaal bewerken strategieÃ"n vereist. De keus tussen deze materialen zou op een zorgvuldige evaluatie van uw specifieke toepassingsvereisten moeten worden gebaseerd, overwegend factoren zoals mechanische eigenschappen, milieuvoorwaarden, en kostenbeperkingen.
Welke Industrieën gebruiken het Vaakst Bewerkte Nylon Componenten?
Het juiste materiaal vinden voor de productie van onderdelen kan een uitdaging zijn. Veel industrieën worstelen met het selecteren van materialen die zowel duurzaam als kosteneffectief zijn en tegelijkertijd voldoen aan specifieke prestatievereisten. De verkeerde keuze kan leiden tot defecte onderdelen, hogere onderhoudskosten en productievertragingen.
Bewerkte nylon onderdelen worden op grote schaal gebruikt in verschillende industrieën, voornamelijk in de lucht- en ruimtevaart, de automobielindustrie, medische apparatuur en de voedselverwerkende industrie. Deze industrieën waarderen nylon om zijn uitstekende mechanische eigenschappen, chemische weerstand en kosteneffectiviteit in vergelijking met metalen alternatieven.
Toepassingen voor de ruimtevaartindustrie
De luchtvaartindustrie vertrouwt sterk op bewerkte nylon componenten vanwege hun uitzonderlijke sterkte-gewichtsverhouding. Door mijn ervaring bij PTSMAKE met klanten uit de lucht- en ruimtevaart heb ik gemerkt dat deze onderdelen cruciaal zijn in verschillende toepassingen:
Kritieke onderdelen voor de lucht- en ruimtevaart
- Lagerkooien
- Kabelgeleiders
- Afstandsbussen en bussen
- Interieuronderdelen
De tribologische eigenschappen9 van machinaal bewerkt nylon maakt het bijzonder geschikt voor ruimtevaarttoepassingen waarbij metaal-op-metaalcontact tot een minimum moet worden beperkt.
Auto productie toepassingen
De auto-industrie is een van de grootste markten voor machinaal bewerkte nylon onderdelen. Deze onderdelen zijn essentieel voor zowel de productie van voertuigen als de aftermarket:
Algemene toepassingen in de auto-industrie
| Toepassing | Voordelen van nylon | Algemeen gebruik |
|---|---|---|
| Tandwielsystemen | Lage wrijving, zelfsmerend | Tandwielen, aandrijftandwielen |
| Lagers | Slijtvastheid, Geluidsreductie | Wiellagers, Motoronderdelen |
| Bussen | Trillingsdemping, Duurzaamheid | Ophangingssystemen, Stuurcomponenten |
| Beugels | Lichtgewicht, kosteneffectief | Binnenmontage, Buitenbekleding |
Implementatie medische hulpmiddelenindustrie
Fabrikanten van medische hulpmiddelen kiezen om verschillende redenen vaak voor machinaal bewerkte nylon onderdelen:
Belangrijkste medische toepassingen
- Chirurgische instrumenten
- Onderdelen voor diagnoseapparatuur
- Onderdelen voor laboratoriumapparatuur
- Behuizingen voor medische hulpmiddelen
Deze toepassingen vereisen materialen die bestand zijn tegen sterilisatieprocessen en die dimensionale stabiliteit behouden.
Voedselverwerkingsapparatuur
De voedselverwerkende industrie vertrouwt sterk op machinaal bewerkte nylon onderdelen vanwege hun food-grade eigenschappen:
Essentiële toepassingen voor voedselverwerking
| Type onderdeel | Belangrijkste voordelen | Typisch gebruik |
|---|---|---|
| Transportband Onderdelen | FDA-conform, Slijtvast | Rollen, Geleiderails |
| Verwerkingsapparatuur | Chemische weerstand, Gemakkelijk schoon te maken | Mengschoepen, Schrapers |
| Opslagoplossingen | Slagvastheid, Vochtbestendigheid | Containeronderdelen, Doseersystemen |
Industriële machines en uitrusting
Productie- en industriële apparatuur bevatten vaak machinaal bewerkte nylon onderdelen:
Industriële toepassingen
- Transportsystemen
- Materiaalverwerkingsapparatuur
- Verpakkingsmachines
- Onderdelen voor assemblagelijnen
Elektronica en communicatie
De elektronica-industrie gebruikt machinaal bewerkte nylon onderdelen in verschillende toepassingen:
Elektronische toepassingen
- Isolatiecomponenten
- Kabelbeheersystemen
- Onderdelen behuizing
- Beschermende hoezen
Bij PTSMAKE hebben we gespecialiseerde bewerkingsprocessen ontwikkeld voor het maken van nauwkeurige nylon componenten die voldoen aan de hoge eisen van deze industrieën. Onze expertise omvat:
- CNC-bewerking met hoge precisie voor complexe geometrieën
- Kwaliteitscontrolemaatregelen voor een consistente productie van onderdelen
- Begeleiding bij materiaalselectie op basis van specifieke toepassingseisen
- Kosteneffectieve oplossingen voor zowel prototypen als productieruns
Toepassingen voor de maritieme industrie
De scheepvaartindustrie is een andere belangrijke gebruiker van bewerkte nylon onderdelen:
Maritiem gebruik
- Lagermaterialen voor schroefassen
- Onderdelen voor dekbeslag
- Behuizing voor navigatieapparatuur
- Systemen voor kabelgeleiding
De uitstekende corrosiebestendigheid en duurzaamheid van nylon in maritieme omgevingen maken het een ideale keuze voor deze toepassingen.
Opkomende toepassingen in nieuwe industrieën
Naarmate de technologie voortschrijdt, verschijnen er steeds nieuwe toepassingen voor machinaal bewerkte nylon onderdelen:
Groeiende markten
- Hernieuwbare energiesystemen
- Robotica en automatisering
- 3D printen van ondersteunende onderdelen
- Onderdelen voor slimme apparaten
De veelzijdigheid van de bewerking van nylon maakt een snelle aanpassing aan nieuwe industriële eisen en innovatieve toepassingen mogelijk. Door ons werk bij PTSMAKE hebben we een toenemende vraag gezien in deze opkomende sectoren, met name in:
- Aangepaste prototypes voor nieuwe technologieën
- Productie in kleine series voor gespecialiseerde toepassingen
- Complex ontwerp van componenten voor innovatieve systemen
- Integratie met andere materialen en systemen
Leer meer over de invloed van kristalliniteit op de bewerkingseigenschappen van nylon voor optimale resultaten. ↩
Begrijp hoe vochtabsorptie de bewerking van Nylon 6 beïnvloedt voor betere resultaten. ↩
Ontdek hoe thermische geleidbaarheid de bewerkingsprestaties beïnvloedt en de productkwaliteit verbetert. ↩
Inzicht in de treksterkte helpt bij het selecteren van materialen die geschikt zijn voor lastdragende toepassingen. ↩
Leer meer over hygroscopische eigenschappen om de stabiliteit en kwaliteit van bewerkingen te verbeteren. ↩
Leer hoe je snijparameters kunt balanceren voor optimale resultaten bij het bewerken van nylon. ↩
Leer hoe kristallisatie de eigenschappen van nylon beïnvloedt en zorgt voor een betere dimensionale stabiliteit. ↩
Ontdek polyamiden voor inzicht in hun eigenschappen, toepassingen en bewerkingsstrategieën om uw projecten te verbeteren. ↩
Leer hoe tribologische eigenschappen de prestaties en levensduur van machinaal bewerkte nylon onderdelen verbeteren. ↩






