

Ik hoor technici vaak discussiëren over de materiaalkeuze voor hun projecten. Als het op duurzaamheid aankomt, is de vergelijking tussen titanium en roestvrij staal een veel voorkomende bron van verwarring. Veel professionals verspillen tijd en geld met het maken van de verkeerde keuze tussen deze metalen.
Titanium gaat over het algemeen langer mee dan roestvrij staal door zijn superieure corrosiebestendigheid en hogere sterkte-gewichtsverhouding. Hoewel beide metalen duurzaam zijn, biedt de natuurlijke oxidelaag van titanium een betere bescherming tegen milieuschade en chemische blootstelling.
Bij PTSMAKE help ik dagelijks bedrijven bij het maken van slimme materiaalkeuzes. Laat me je vertellen wat het belangrijkste is bij de keuze tussen titanium en roestvast staal. We kijken naar hun belangrijkste eigenschappen, ideale toepassingen en hoe je de juiste kiest voor jouw project.
Is titanium moeilijker te bewerken dan roestvrij staal?
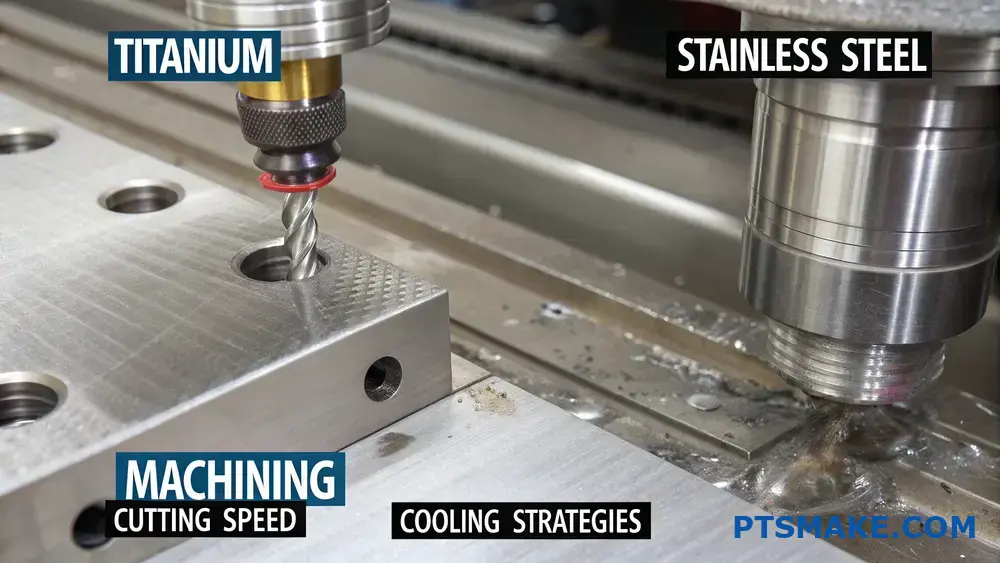
Als het gaat om het bewerken van metalen, worstelen veel technici en fabrikanten vaak met titanium en roestvast staal. Ik krijg vaak vragen over welk materiaal het moeilijkst te bewerken is, omdat de verkeerde aanpak kan leiden tot dure gereedschapsslijtage, langere productietijden en kwaliteitsproblemen.
Hoewel beide materialen unieke uitdagingen bieden, is titaan over het algemeen moeilijker te bewerken dan roestvast staal vanwege de lagere thermische geleidbaarheid, de hogere chemische reactiviteit en de neiging tot werkharding. Deze eigenschappen maken titaan ongeveer 30% moeilijker te bewerken in vergelijking met gewone roestvast staalsoorten.

Materiaaleigenschappen begrijpen
De sleutel tot succesvol bewerken ligt in het begrijpen van de fundamentele eigenschappen van beide materialen. Tijdens mijn werk bij PTSMAKE heb ik gemerkt hoe deze eigenschappen een directe invloed hebben op de bewerking.
Thermische geleidbaarheid
De lage warmtegeleiding van titanium vormt een grote uitdaging. Bij het bewerken van titanium blijft ongeveer 80% van de opgewekte warmte geconcentreerd bij de snijkant, terwijl roestvast staal de warmte beter afvoert door het hele werkstuk. Deze eigenschap van titanium leidt tot:
- Versnelde gereedschapsslijtage
- Verhoogd risico op thermische schade
- Behoefte aan gespecialiseerde koelstrategieën
Kenmerken van werkverharding
De mate van spanningsuitharding1 verschilt aanzienlijk tussen deze materialen. Hier is een gedetailleerde vergelijking:
| Eigendom | Titanium | Roestvrij staal |
|---|---|---|
| Initiële hardheid | Onder | Hoger |
| Work Hardening Snelheid | Zeer snel | Matig |
| Diepte van verharde laag | Diep | Ondiep |
| Invloed op levensduur gereedschap | Ernstig | Matig |
Snijparameters en gereedschapsselectie
Snelheid en aanvoersnelheid
Bij PTSMAKE hebben we specifieke parameters ontwikkeld voor beide materialen:
Titanium:
- Snijsnelheden: 30-60 oppervlakte voeten per minuut (SFM)
- Aanzet: 0,002-0,005 inch per omwenteling (IPR)
Roestvrij staal:
- Snijsnelheden: 70-100 SFM
- Voedingssnelheden: 0,004-0,008 IPR
Materiaalvereisten gereedschap
De keuze van het snijgereedschap is van grote invloed op het succes van de bewerking:
| Gereedschapsmateriaal | Compatibiliteit met titanium | Compatibiliteit roestvrij staal |
|---|---|---|
| Hardmetaal | Uitstekend | Goed |
| HSS | Slecht | Matig |
| Keramisch | Niet aanbevolen | Goed |
| CBN | Beperkt gebruik | Uitstekend |
Overwegingen voor procesbeheersing
Koelvloeistof Strategie
De juiste toepassing van koelmiddel is cruciaal voor beide materialen, maar vooral voor titanium:
Hogedrukkoeling
- Titanium vereist 1000+ PSI
- Roestvrij staal werkt goed bij 300-500 PSI
Type koelvloeistof
- Titanium: Bij voorkeur koelmiddelen op oliebasis
- Roestvrij staal: In water oplosbare koelmiddelen effectief
Vereisten voor de stijfheid van de machine
De machine-instelling speelt een essentiële rol bij succesvol bewerken:
Titanium eisen:
- Hogere stijfheid machine
- Robuustere werkhouding
- Verbeterde trillingscontrole
- Premium gereedschapshouders
Roestvrij staal staat toe:
- Standaard machineopstellingen
- Conventionele werkopspanning
- Normale trillingsbeperkende maatregelen
Implicaties voor de kosten
De uitdagingen van het bewerken van titanium vertalen zich direct naar de kosten:
| Kostenfactor | Titanium | Roestvrij staal |
|---|---|---|
| Slijtagesnelheid gereedschap | Hoog | Matig |
| Machinetijd | 30-40% Meer | Basislijn |
| Gebruik koelvloeistof | Hoger | Standaard |
| Vereisten voor installatie | Complex | Standaard |
Methoden voor kwaliteitscontrole
Kwaliteitsborging vereist voor elk materiaal een andere aanpak:
Afwerking oppervlak
Titanium vereist vaak:
- Meerdere nabewerkingen
- Speciale oppervlaktebehandeling
- Zorgvuldige gereedschapsbaanplanning
Roestvrij staal heeft meestal nodig:
- Standaard afwerking
- Normale oppervlaktebehandeling
- Regelmatige gereedschapspaden
Dimensionale nauwkeurigheid
Beide materialen vereisen zorgvuldige controle, maar door de thermische eigenschappen van titanium is het gevoeliger voor dimensionale veranderingen tijdens het bewerken.
Beste praktijken voor succes
Op basis van onze ervaring bij PTSMAKE zijn hier de belangrijkste aanbevelingen:
Voor titanium:
- Stijve opstellingen gebruiken
- Scherp gereedschap onderhouden
- Gebruik koelmiddel onder hoge druk
- Controleer gereedschapsslijtage nauwgezet
- Gespecialiseerde snijstrategieën implementeren
Voor roestvrij staal:
- Gebruik de juiste snelheden en voedingen
- Selecteer de juiste gereedschapsgeometrie
- Breng voldoende koeling aan
- Werkverharding bewaken
- Consistente snijparameters behouden
Is titanium moeilijk te bewerken?
Als klanten me benaderen over het bewerken van titanium, merk ik vaak hun aarzeling. Ze hebben verhalen gehoord over gesmolten gereedschappen, afgedankte onderdelen en kostbare productievertragingen. De uitdagingen van het bewerken van titanium houden veel fabrikanten 's nachts wakker, omdat ze zich afvragen of hun projecten gedoemd zijn te mislukken voordat ze begonnen zijn.
Ja, titanium is over het algemeen moeilijker te bewerken dan gewone metalen zoals aluminium of zacht staal. Dit komt door de hoge sterkte-gewichtsverhouding, het lage warmtegeleidingsvermogen en de sterke chemische reactiviteit met snijgereedschappen. Met de juiste technieken en parameters kan titanium echter met succes bewerkt worden.

De unieke eigenschappen van titanium begrijpen
De bijzondere eigenschappen van titanium maken het zowel waardevol als uitdagend om te bewerken. Het metaal werkharding2 gedrag betekent dat het materiaal steeds harder wordt naarmate we het snijden. Bij PTSMAKE hebben we gespecialiseerde benaderingen ontwikkeld om met deze unieke eigenschappen om te gaan:
Chemische en fysische eigenschappen
- Lage thermische geleidbaarheid (7,2 W/m-K)
- Hoge sterkte-gewichtsverhouding
- Sterke chemische reactiviteit
- Hoge elasticiteitsmodulus
Invloed op verspanende bewerkingen
De volgende tabel laat zien hoe de eigenschappen van titanium verschillende bewerkingsaspecten beïnvloeden:
| Eigendom | Invloed op verspanen | Oplossingsstrategie |
|---|---|---|
| Lage thermische geleidbaarheid | Warmteconcentratie bij snijrand | Gebruik de juiste koelmethoden |
| Hoge sterkte | Verhoogde snijkrachten | Snijsnelheid verlagen |
| Chemische reactiviteit | Versnelde slijtage van gereedschap | Kies de juiste gereedschapscoating |
| Hard werken | Oppervlakteverharding tijdens het snijden | Constante chipbelasting handhaven |
Kritische factoren bij het bewerken van titanium
Overwegingen voor snijsnelheid
Bij het bewerken van titanium is de snijsnelheid cruciaal. Ik raad aan:
- Met snelheden 50-60% lager dan die gebruikt worden voor staal
- Consistente toevoersnelheden handhaven
- Stops tijdens snijbewerkingen vermijden
Gereedschapsselectie en -beheer
Gereedschapsselectie heeft een grote invloed op de succespercentages:
- Hardmetalen gereedschappen met speciale coatings
- Scherpe snijkanten
- Regelmatige controle van gereedschapsslijtage
- Juiste selectie van gereedschapshouders
Strategieën voor koeling
Effectieve koeling is essentieel voor het bewerken van titanium:
- Koelmiddeltoevoer onder hoge druk
- Waar mogelijk koeling door het gereedschap
- Overvloedige koelmiddelstroom
- Juiste concentratie koelvloeistof
Beste werkwijzen voor succesvol titaan bewerken
Vereisten voor machine-instelling
Voor optimale resultaten:
- Stijve werktuigmachines gebruiken
- Zorg voor de juiste klemming van het werkstuk
- Overhangend gereedschap minimaliseren
- Controleer regelmatig de uitlijning van de machine
Procesparameters
Ik heb gemerkt dat deze parameters cruciaal zijn voor succes:
| Type bewerking | Snelheid (SFM) | Toevoersnelheid (IPR) | Zaagdiepte (inch) |
|---|---|---|---|
| Opruwen | 150-250 | 0.008-0.015 | 0.040-0.150 |
| Afwerking | 250-400 | 0.004-0.008 | 0.010-0.030 |
| Boren | 100-150 | 0.004-0.006 | N.V.T. |
Maatregelen voor kwaliteitscontrole
Kwaliteit behouden vereist:
- Regelmatige dimensionale controles
- Controle van de oppervlakteafwerking
- Inspectie van gereedschapsslijtage
- Temperatuurbewaking
Branchespecifieke toepassingen
Ruimtevaarttoepassingen
In de ruimtevaart worden eisen gesteld aan de bewerking van titanium:
- Strikte naleving van toleranties
- Gecertificeerde materiaaltraceerbaarheid
- Gespecialiseerde afwerkingstechnieken
- Mogelijkheden voor complexe geometrie
Productie medische apparatuur
Medische toepassingen vereisen:
- Biocompatibele oppervlakteafwerking
- Uiterst nauwkeurige toleranties
- Schone ruimte condities
- Gevalideerde processen
Kostenoverwegingen en ROI
Investeringsvereisten
Het succesvol bewerken van titanium vereist:
- Hoogwaardige werktuigmachines
- Snijgereedschap van hoge kwaliteit
- Geavanceerde koelsystemen
- Geschoolde operators
Voordelen op lange termijn
Ondanks de hogere initiële kosten biedt het bewerken van titanium:
- Hogere onderdeelwaarde
- Marktdifferentiatie
- Uitgebreide mogelijkheden
- Verbeterde reputatie
Bij PTSMAKE hebben we veel geïnvesteerd in bewerkingsmogelijkheden voor titanium, waardoor we veeleisende industrieën zoals de ruimtevaart en medische apparatuur kunnen bedienen. Onze ervaring toont aan dat titanium weliswaar een uitdaging is om te bewerken, maar dat de juiste aanpak het beheersbaar en winstgevend maakt.
De sleutel tot het succesvol bewerken van titanium ligt in het begrijpen van de unieke eigenschappen en het daarop afstemmen van uw processen. Met de juiste planning, apparatuur en expertise kunnen fabrikanten de uitdagingen overwinnen en met succes titanium onderdelen van hoge kwaliteit produceren.
Waarom Titanium gebruiken in plaats van roestvrij staal?
De keuze tussen titanium en roestvast staal is niet zo eenvoudig als veel ingenieurs denken. Ik heb veel projecten zien mislukken door een verkeerde materiaalkeuze. De verkeerde keuze kan leiden tot defecte onderdelen, hogere onderhoudskosten en vertragingen in het project.
Titanium presteert in specifieke toepassingen beter dan roestvrij staal vanwege de superieure verhouding tussen sterkte en gewicht, de uitstekende weerstand tegen corrosie en de biocompatibiliteit. Hoewel het duurder is, geven de unieke eigenschappen van titanium de voorkeur aan toepassingen in de ruimtevaart, de medische sector en de scheepvaart.

Vergelijking van materiaaleigenschappen
Bij het vergelijken van titanium en roestvast staal moeten we een aantal belangrijke eigenschappen onderzoeken. Het belangrijkste verschil ligt in hun kristallijne structuur3wat hun prestatiekenmerken beïnvloedt. Ik zal de belangrijkste verschillen op een rijtje zetten:
| Eigendom | Titanium | Roestvrij staal |
|---|---|---|
| Dichtheid | 4,5 g/cm³ | 8,0 g/cm³ |
| Treksterkte | 350-1200 MPa | 515-827 MPa |
| Corrosiebestendigheid | Uitstekend | Goed |
| Kosten per kg | $35-50 | $4-6 |
| Thermische geleidbaarheid | Laag | Matig |
Voordelen sterkte/gewicht
Superieure gewichtsefficiëntie
Bij PTSMAKE, heb ik gewerkt met tal van lucht-en ruimtevaart klanten die titanium kiezen specifiek voor zijn uitzonderlijke sterkte-to-gewicht ratio. Titanium biedt bijna dezelfde sterkte als staal, maar met 45% minder gewicht. Deze gewichtsvermindering vertaalt zich in:
- Verbeterde brandstofefficiëntie in ruimtevaarttoepassingen
- Minder energieverbruik in bewegende delen
- Betere prestaties in toepassingen met hoge snelheid
Weerstand tegen vermoeiing
De vermoeiingseigenschappen van titanium zijn opmerkelijk, vooral in toepassingen met cyclische belasting:
- Hogere uithoudingsgrens vergeleken met roestvrij staal
- Betere prestaties onder herhaalde stress
- Langere levensduur van onderdelen in dynamische toepassingen
Voordelen van corrosiebestendigheid
Chemische stabiliteit
De uitzonderlijke corrosiebestendigheid van titanium is te danken aan het vermogen om een stabiele oxidelaag te vormen. Dit maakt het bijzonder waardevol in:
- Mariene milieus
- Chemische verwerking
- Medische implantaten
Milieuprestaties
In ruwe omgevingen toont titanium een superieure weerstand tegen:
- Corrosie door zout water
- Chemische aanval
- Oxidatie bij hoge temperatuur
Toepassingsspecifieke overwegingen
Ruimtevaarttoepassingen
Bij de productie van lucht- en ruimtevaartproducten wordt vaak de voorkeur gegeven aan titanium:
- Hoge sterkte bij verhoogde temperaturen
- Uitstekende weerstand tegen vermoeiing
- Compatibel met composietmaterialen
Medische toepassingen
De biocompatibiliteit van titanium maakt het ideaal voor:
- Chirurgische implantaten
- Medische apparaten
- Tandheelkundige toepassingen
Kostenanalyse en ROI
Houd bij het evalueren van de kosteneffectiviteit van titanium versus roestvrij staal rekening met het volgende:
| Factor | Titaniumimpact | Roestvrij stalen impact |
|---|---|---|
| Initiële kosten | Hoger | Onder |
| Onderhoud | Minimaal | Matig |
| Levensduur | Uitgebreide | Standaard |
| Vervangingsfrequentie | Laag | Hoger |
Uitdagingen voor productie
Overwegingen bij machinale bewerking
Bij PTSMAKE hebben we gespecialiseerde processen ontwikkeld om titanium effectief te bewerken:
- Vereist specifiek snijgereedschap en specifieke snelheden
- Heeft de juiste koelstrategieën nodig
- Vereist deskundigheid in het omgaan met het materiaal
Kwaliteitscontrole
Werken met titanium vereist:
- Strenge kwaliteitscontrolemaatregelen
- Geavanceerde inspectietechnieken
- Gespecialiseerde behandelingsprocedures
Milieu-impact
Duurzaamheidsfactoren
Hoewel titanium tijdens de productie een hogere initiële milieubelasting heeft, zijn de voordelen onder andere:
- Langere levensduur
- Minder onderhoud nodig
- Volledig recyclebaar
- Lagere operationele milieu-impact
Branchespecifieke toepassingen
Verschillende industrieën hebben verschillende materiaaleigenschappen nodig:
| Industrie | Voordeel Titanium | Voordeel van roestvrij staal |
|---|---|---|
| Ruimtevaart | Gewichtsbesparing | Kosteneffectiviteit |
| Medisch | Biocompatibiliteit | Eenvoudige sterilisatie |
| Zee | Corrosiebestendigheid | Initiële kosten |
| Chemisch | Chemische weerstand | Beschikbaarheid |
Door mijn ervaring bij PTSMAKE heb ik gemerkt dat de keuze tussen titanium en roestvast staal vaak afhangt van een zorgvuldige analyse van deze factoren. Hoewel de hogere kosten van titanium een afschrikmiddel kunnen zijn, rechtvaardigen de superieure eigenschappen vaak de investering in kritieke toepassingen waar prestaties en betrouwbaarheid van het grootste belang zijn.
Wat is het beste materiaal voor het snijden van titanium?
Het effectief snijden van titanium is een belangrijke uitdaging geworden in de moderne productie. Veel verspaners worstelen met gereedschapsslijtage, warmteontwikkeling en een slechte oppervlakteafwerking bij het verspanen van titanium, wat leidt tot hogere productiekosten en een lagere efficiëntie.
Het beste materiaal voor het snijden van titanium is hardmetaal met een PVD of CVD coating, in het bijzonder gereedschap met TiAlN of AlTiN coating. Deze materialen bieden optimale hittebestendigheid, hardheid en slijtvastheid die nodig zijn voor het effectief bewerken van titanium en titaanlegeringen.

Gereedschapsmaterialen voor titaanbewerking begrijpen
Bij het bewerken van titanium is de keuze van het juiste materiaal voor het snijgereedschap cruciaal voor succes. Op basis van mijn ervaring bij PTSMAKE, waar we regelmatig titanium onderdelen bewerken voor de ruimtevaart en medische toepassingen, heb ik gemerkt dat verschillende gereedschapsmaterialen verschillende voordelen en beperkingen hebben.
Staal met hoge snelheid (HSS)
HSS-gereedschappen zijn de meest eenvoudige optie, maar ze worden over het algemeen niet aanbevolen voor het bewerken van titanium vanwege hun relatief lage hittebestendigheid. De thermische geleidbaarheid4 van titanium veroorzaakt overmatige warmteontwikkeling aan de snijkant, waardoor HSS-gereedschappen snel degraderen.
Hardmetalen gereedschap
Hardmetalen gereedschap is de meest praktische en meest gebruikte optie voor titaanbewerking. Ze bieden:
- Superieure hardheid bij hoge temperaturen
- Betere slijtvastheid
- Langere levensduur gereedschap
- Verbeterde kwaliteit van oppervlakteafwerking
Bij PTSMAKE gebruiken we voornamelijk hardmetalen gereedschappen met speciale coatings voor onze bewerkingen op titanium.
Keramisch gereedschap
Hoewel keramische gereedschappen uitblinken in het bewerken van andere materialen, zijn ze over het algemeen niet geschikt voor titanium vanwege:
- Slechte weerstand tegen thermische schokken
- De neiging om te barsten onder de onderbroken sneden
- Chemische reactiviteit met titanium
Coatingtechnologieën die prestaties verbeteren
De effectiviteit van snijgereedschappen hangt grotendeels af van hun coating. Hier zijn de meest effectieve coatings voor titaniumbewerking:
| Type coating | Voordelen | Beste toepassingen |
|---|---|---|
| TiAlN | Hoge hittebestendigheid, uitstekende slijtagebescherming | Bewerking met hoge snelheid |
| AlTiN | Superieure oxidatieweerstand, hoge hardheid | Zware snijwerkzaamheden |
| TiCN | Goede taaiheid, verminderde wrijving | Middelzware bewerking |
| Diamant | Uitzonderlijke hardheid, lage wrijving | Specifieke titanium composieten |
Gereedschapsgeometrie optimaliseren voor titanium
De geometrie van het snijgereedschap speelt een cruciale rol bij het succesvol bewerken van titanium:
Overwegingen voor de hellingshoek
- Positieve zwaaihoeken verminderen de snijkrachten
- Typisch tussen 6° en 12° voor optimale prestaties
- Helpt werkharding van titanium te voorkomen
Vereisten voor ontlastingshoek
- Hogere reliëfhoeken voorkomen wrijving
- Aanbevolen bereik: 10° tot 15°
- Vermindert warmteontwikkeling tijdens het snijden
Geavanceerde gereedschapsstrategieën
Overweeg deze strategieën om de standtijd en snijefficiëntie te maximaliseren bij het bewerken van titanium:
Gereedschapsbaanoptimalisatie
- Consistente chipbelasting handhaven
- Vermijd scherpe richtingsveranderingen
- Trochoïdale freestechnieken gebruiken
Snijparameters
- Lagere snijsnelheden (30-60 m/min)
- Hogere voersnelheden om de productiviteit op peil te houden
- Voldoende zaagdiepte om uitharding te voorkomen
Speciale overwegingen voor verschillende titaniumlegeringen
Verschillende titaanlegeringen vereisen een specifieke aanpak:
Ti-6Al-4V (graad 5)
- Meest gebruikte luchtvaartlegering
- Vereist matige snijsnelheden
- Voordelen van koelvloeistof onder hoge druk
Ti-6Al-2Sn-4Zr-2Mo
- Variant met hogere sterkte
- Heeft lagere snijsnelheden nodig
- Vereist hardmetalen gereedschap van topkwaliteit
Industriële toepassingen en voorbeelden uit de praktijk
Bij PTSMAKE hebben we deze gereedschapsselecties met succes geïmplementeerd in verschillende toepassingen:
- Onderdelen voor de ruimtevaart die nauwkeurige toleranties vereisen
- Medische implantaten met complexe geometrieën
- Onderdelen voor raceauto's onder hoge spanning
- Onderdelen voor militaire uitrusting
Kostenoverwegingen en ROI-analyse
Hoewel eersteklas snijgereedschap hogere initiële kosten kan hebben, biedt het vaak een betere waarde:
Kostenfactoren
- Levensduur gereedschap
- Efficiënte bewerkingstijd
- Kwaliteit oppervlakteafwerking
- Vermindering afvalpercentage
Voordelen van investeringen
- Minder gereedschapwissels
- Verhoogde productiviteit
- Betere kwaliteit van onderdelen
- Lagere totale productiekosten
Milieu- en veiligheidsoverwegingen
De juiste gereedschapsselectie heeft ook invloed op milieu- en veiligheidsaspecten:
- Lager koelmiddelverbruik
- Lager energieverbruik
- Verbeterde chipcontrole
- Veiligere bedrijfsomstandigheden
Toekomstige trends in gereedschappen voor titaniumbewerking
Het bewerken van titanium blijft zich ontwikkelen:
- Ontwikkeling van nieuwe coatingtechnologieën
- Geavanceerde gereedschapsgeometrieën
- Hybride gereedschapsmaterialen
- Slimme gereedschapsbewakingssystemen
Door het implementeren van deze materiaalkeuzes en strategieën bij PTSMAKE, hebben we consistent succes geboekt bij het bewerken van titanium en leveren we componenten van hoge kwaliteit aan onze klanten in de ruimtevaart, de medische sector en andere veeleisende industrieën.
Hoe vergelijkt de machinale bewerkingskosten tussen titanium en roestvrij staal?
Het vergelijken van bewerkingskosten tussen titanium en roestvast staal kan voor veel fabrikanten een uitdagende taak zijn. Met de stijgende materiaalkosten en complexe productievereisten kan het maken van de verkeerde keuze het budget en de tijdlijn van uw project aanzienlijk beïnvloeden.
Op basis van mijn productie-ervaring kost het bewerken van titanium meestal 2 tot 3 keer meer dan roestvast staal vanwege de hogere materiaalprijs, lagere snijsnelheden en speciale gereedschapsvereisten. Het exacte kostenverschil hangt echter af van factoren zoals de complexiteit van het onderdeel, het volume en de specifieke kwaliteit.

Overwegingen met betrekking tot materiaalkosten
De kosten van het basismateriaal zijn van grote invloed op de totale bewerkingskosten. Titaanlegeringen kosten over het algemeen 3-5 keer meer dan roestvast staal. Zo kost titaan graad 5 (Ti-6Al-4V) doorgaans $25-35 per pond, terwijl roestvast staal 316L doorgaans $5-8 per pond kost.
Materiaalprijzen kunnen fluctueren op basis van:
- Marktvraag en beschikbaarheid
- Graad specificaties
- Aankoophoeveelheid
- Mondiale toeleveringsketen
Gereedschapseisen en -kosten
Keuze snijgereedschap
Het bewerken van titanium vereist gespecialiseerde snijgereedschappen met specifieke hardmetaalsoorten5. Bij PTSMAKE hebben we ontdekt dat deze gereedschappen vaak 40-60% meer kosten dan de gereedschappen die gebruikt worden voor roestvast staal. De gereedschapsselectie is van invloed:
- Snijprestaties
- Levensduur gereedschap
- Kwaliteit oppervlakteafwerking
- Totale productiviteit
Vergelijking van de standtijd
| Materiaal | Gemiddelde levensduur gereedschap | Vervangingsfrequentie | Relatieve gereedschapskosten |
|---|---|---|---|
| Titanium | 20-30 onderdelen | Elke 2-3 uur | Hoog |
| Roestvrij staal | 50-70 onderdelen | Elke 6-8 uur | Medium |
Bewerkingsparameters en productiviteit
Verschillen in snijsnelheid
De slechte thermische geleidbaarheid en hoge sterkte van titanium vereisen lagere snijsnelheden:
- Titanium: 50-150 oppervlakte voeten per minuut (SFM)
- Roestvrij staal: 200-400 SFM
Dit snelheidsverschil heeft een directe invloed op de productietijd en -kosten.
Vereisten voor koelvloeistof
Een goede koeling is cruciaal voor beide materialen, maar de toepassing verschilt:
- Titanium heeft hogedrukkoelsystemen nodig
- Roestvrij staal werkt met conventionele koelmethoden
Arbeids- en machinekosten
Vergelijking uurtarief
| Kostenfactor | Titanium | Roestvrij staal |
|---|---|---|
| Tarief machine-uren | $150-200 | $100-150 |
| Installatietijd | 2-3 uur | 1-2 uur |
| Vaardigheidsniveau operator | Expert | Intermediair |
Productietijdanalyse
De lagere snijsnelheden voor titanium resulteren in:
- Langere cyclustijden
- Hogere arbeidskosten
- Hoger machinegebruik
- Verlengde projecttijdlijnen
Kwaliteitscontrole en inspectiekosten
Titanium onderdelen vereisen vaak:
- Frequentere inspecties
- Geavanceerde meettechnieken
- Strengere tolerantiecontrole
- Extra controles van de oppervlakteafwerking
Deze kwaliteitscontrolemaatregelen verhogen de totale kosten met ongeveer 15-20% in vergelijking met roestvrijstalen onderdelen.
Volume Overwegingen
Het kostenverschil tussen het bewerken van titanium en roestvast staal varieert met het productievolume:
Productie van kleine volumes (1-10 stuks)
- Titanium: $300-500 per stuk
- Roestvrij staal: $100-200 per stuk
Productie van middelgrote volumes (11-100 stuks)
- Titanium: $200-400 per stuk
- Roestvrij staal: $80-150 per stuk
Productie van grote volumes (100+ stuks)
- Titanium: $150-300 per stuk
- Roestvrij staal: $60-120 per stuk
Toepassingsspecifieke kostenfactoren
Verschillende industrieën hebben verschillende vereisten die de bewerkingskosten beïnvloeden:
Ruimtevaarttoepassingen
- Hogere materiaalcertificeringskosten
- Strengere kwaliteitscontrole
- Meer documentatievereisten
Medische toepassingen
- Speciale vereisten voor oppervlakteafwerking
- Extra reinigingsprocessen
- Biocompatibiliteitstesten
Industriële toepassingen
- Standaard toleranties
- Basisvereisten voor oppervlakteafwerking
- Regelmatige kwaliteitscontrole
Strategieën voor kostenoptimalisatie
Om onze klanten bij PTSMAKE te helpen hun bewerkingskosten te optimaliseren, raden we aan:
- Ontwerpoptimalisatie voor maakbaarheid
- Keuze van de juiste materiaalsoort
- Efficiënte gereedschapsstrategieën
- Optimalisatie van de batchgrootte
- Optimalisatie van procesparameters
Kostenoverwegingen op lange termijn
Houd bij het evalueren van de totale eigendomskosten rekening met:
- Duurzaamheid van het materiaal
- Onderhoudsvereisten
- Vervangingsfrequentie
- Prestatievoordelen
De aanvankelijk hogere kosten voor het bewerken van titanium kunnen worden gerechtvaardigd door:
- Langere levensduur
- Minder onderhoud nodig
- Betere prestatiekenmerken
- Voordelen van gewichtsbesparing
Welke verschillen in gereedschapsslijtage zijn er bij het bewerken van titanium vs. roestvast staal?
Verspaners worstelen vaak met gereedschapsslijtage bij het werken met titanium en roestvast staal. De snelle degradatie van snijgereedschappen heeft niet alleen invloed op de productkwaliteit, maar leidt ook tot frequente vervanging van gereedschap, waardoor productievertragingen en hogere kosten ontstaan. Deze uitdagingen kunnen zelfs ervaren fabrikanten doen aarzelen.
Het belangrijkste verschil in gereedschapsslijtage tussen het bewerken van titanium en roestvast staal ligt in hun unieke materiaaleigenschappen. Titanium veroorzaakt ernstigere gereedschapsslijtage door zijn lage thermische geleidbaarheid en hoge chemische reactiviteit, terwijl roestvast staal voornamelijk abrasieve slijtage veroorzaakt door werkharding en opgebouwde randvorming.

Materiaaleigenschappen en hun invloed begrijpen
De manier waarop snijgereedschappen slijten tijdens het bewerken wordt direct beïnvloed door de eigenschappen van het werkstukmateriaal. Bij PTSMAKE hebben we gemerkt dat de uithardingssnelheid6 van deze materialen speelt een cruciale rol in de slijtage van gereedschap. Ik zal de belangrijkste verschillen uitleggen:
Thermische geleidbaarheidseffecten
Titanium:
- Extreem lage thermische geleidbaarheid (7 W/m-K)
- Hitte concentreert zich bij de snijkant
- Veroorzaakt snelle verslechtering van gereedschap
- Vereist verbeterde koelstrategieën
Roestvrij staal:
- Matig warmtegeleidingsvermogen (16 W/m-K)
- Betere warmteverdeling
- Voorspelbaardere slijtagepatronen van gereedschap
- Standaard koelmethoden meestal voldoende
Soorten slijtagemechanismen voor gereedschap
Voor titaanbewerking
Chemische slijtage
- Snelle verspreiding tussen gereedschap en werkstuk
- Vorming van titaniumcarbide laag
- Versnelde slijtage van krater op gereedschapsvlak
Thermische slijtage
- Hoge snijtemperaturen (tot 1000°C)
- Verweking van gereedschapmateriaal
- Plastische vervorming van snijrand
Mechanische slijtage
- Afbrokkelen door onderbroken snijden
- Slijtage van inkepingen bij de snededieptelijn
- Randafbraak door thermische schok
| Slijtagetype | Primaire oorzaak | Preventiestrategie |
|---|---|---|
| Chemisch | Materiaal reactiviteit | Gebruik gecoat gereedschap |
| Thermisch | Warmteconcentratie | Goede koeling implementeren |
| Mechanisch | Impact krachten | Snijsnelheid verlagen |
Voor machinale bewerking van roestvrij staal
Slijtage
- Geleidelijk verwijderen van gereedschapsmateriaal
- Uniforme flankslijtage
- Voorspelbare standtijd
Opbouw randvorming
- Materiaalhechting aan snijrand
- Onregelmatige oppervlakteafwerking
- Gereedschapsgeometrie wijzigen
Effecten van werkverharding
- Verhoogde snijkrachten
- Progressieve belasting van gereedschap
- Lagere materiaalafnamesnelheid
| Slijtagepatroon | Kenmerken | Mitigatiemethode |
|---|---|---|
| Schurend | Progressieve slijtage van de flanken | Selecteer de juiste coating |
| Zelfklevend | Opbouw van materiaal | Snijparameters optimaliseren |
| Door spanning geïnduceerde | Verhoogde snijkrachten | Gebruik stevige gereedschapshouders |
Standtijd optimaliseren
Snijparameters selecteren
Voor titanium:
- Lagere snijsnelheden (30-60 m/min)
- Gematigde voersnelheden
- Kleinere snijdiepte
- Gebruik van koelvloeistof onder hoge druk
Voor roestvrij staal:
- Middelmatige snijsnelheden (80-120 m/min)
- Hogere voedingssnelheden mogelijk
- Grotere snedediepte aanvaardbaar
- Regelmatige doorstroming van koelvloeistof voldoende
Overwegingen voor gereedschapmateriaal
Gereedschap voor titaniumbewerking:
- Hardmetaalkwaliteiten met kobaltgehalte
- PVD gecoat gereedschap
- Keramisch gereedschap voor hogesnelheidstoepassingen
- Verbeterde voorbereiding van randen
Gereedschap voor machinale bewerking van roestvrij staal:
- Standaard hardmetaalkwaliteiten
- CVD gecoat gereedschap
- Snelstaal voor eenvoudige bewerkingen
- Standaard kantvoorbereiding
Economische gevolgen
Bij PTSMAKE hebben we specifieke strategieën ontwikkeld om de kosten van gereedschapsslijtage te beheersen:
Tabel met kostenvergelijkingen
| Aspect | Titanium | Roestvrij staal |
|---|---|---|
| Levensduur gereedschap | 20-30 minuten | 45-60 minuten |
| Kosten gereedschap | Hoger | Matig |
| Productiviteit | Onder | Hoger |
| Installatietijd | Kritischer | Standaard |
Strategieën voor productiviteitsverbetering
Levensduurbeheer gereedschap
- Regelmatige conditiebewaking van gereedschap
- Voorspellende slijtageanalyse
- Optimale vervangingsplanning
Procesoptimalisatie
- Snijparameter aanpassen
- Verbetering koelsysteem
- Gereedschapsbaanoptimalisatie
Methoden voor kostenverlaging
- Inkoop van gereedschap in bulk
- Herbindingsservices
- Voorraadbeheer gereedschap
Geavanceerde oplossingen
Moderne Gereedschapstechnologieën
Slim gereedschap
- Ingebouwde slijtage sensoren
- Real-time bewaking
- Automatische parameteraanpassing
Gespecialiseerde coatings
- Ontwerpen met meerdere lagen
- Nanogestructureerde materialen
- Toepassingsspecifieke oplossingen
Hybride verwerking
- Gecombineerde bewerkingsmethoden
- Minder spanning op gereedschap
- Verbeterde materiaalverwijdering
Door deze veelomvattende aanpak zijn we er bij PTSMAKE in geslaagd om de slijtage van gereedschappen bij de bewerking van zowel titanium als roestvast staal succesvol aan te pakken. De sleutel ligt in het begrijpen van de verschillende slijtagemechanismen en het implementeren van de juiste tegenmaatregelen voor elk materiaal.
Welke oppervlakteafwerking verschilt bij de bewerking van titanium vs. roestvast staal?
Wanneer fabrikanten specifieke oppervlakteafwerkingen moeten bereiken bij metaalbewerking, worstelen ze vaak met de verschillende uitdagingen van titanium en roestvast staal. De verschillende materiaaleigenschappen en bewerkingsgedragingen kunnen leiden tot inconsistente resultaten, waardoor productievertragingen en kwaliteitsproblemen ontstaan.
Het belangrijkste verschil in oppervlakteafwerking tussen het bewerken van titanium en roestvast staal ligt in de materiaaleigenschappen. Titanium bereikt doorgaans een ruwere oppervlakteafwerking (32-125 μin) onder standaard bewerkingsomstandigheden, terwijl roestvast staal een gladdere afwerking (16-63 μin) kan bereiken met vergelijkbare parameters.
Materiaaleigenschappen en hun invloed begrijpen
De verschillende resultaten bij het bewerken van titanium versus roestvast staal komen voort uit hun fundamentele materiaaleigenschappen. Titanium's hoge uithardingssnelheid7 zorgt voor extra uitdagingen tijdens het bewerkingsproces. Ik heb gemerkt dat de warmtegeleiding van titanium aanzienlijk lager is dan die van roestvast staal, wat invloed heeft op de manier waarop warmte wordt afgevoerd tijdens bewerkingen.
Vergelijking van thermische geleidbaarheid
| Materiaal | Warmtegeleidingsvermogen (W/m-K) | Warmteverdeling | Invloed op oppervlakteafwerking |
|---|---|---|---|
| Titanium | 6.7 | Geconcentreerde hitte in de snijzone | Meer vatbaar voor gereedschapsslijtage en ruwere afwerking |
| Roestvrij staal | 16.2 | Betere warmteafvoer | Consistentere oppervlakteafwerking |
Mogelijkheden voor oppervlakteafwerking
Titanium oppervlakte-eigenschappen
Bij PTSMAKE hebben we specifieke protocollen ontwikkeld voor het bewerken van titanium om een optimale oppervlakteafwerking te bereiken. De eigenschappen van het materiaal vereisen:
- Lagere snijsnelheden (150-400 SFM)
- Hogere voedingssnelheden
- Gespecialiseerd snijgereedschap met specifieke geometrieën
- Verbeterde koelstrategieën
Roestvrij staal Oppervlaktebehandeling Kenmerken
Werken met roestvrij staal maakt het mogelijk:
- Hogere snijsnelheden (400-600 SFM)
- Meer conventionele bewerkingsmethoden
- Grotere flexibiliteit in gereedschapsselectie
- Voorspelbaardere resultaten bij oppervlakteafwerking
Gereedschapsselectie en -invloed
De keuze van het snijgereedschap beïnvloedt de kwaliteit van de oppervlakteafwerking aanzienlijk. Hier volgt een gedetailleerd overzicht:
| Type gereedschap | Prestaties op titanium | Prestaties op roestvrij staal |
|---|---|---|
| Hardmetalen gereedschap | Goede slijtvastheid, matige afwerking | Uitstekende afwerking, lange levensduur |
| Keramisch gereedschap | Slechte prestaties, snelle slijtage | Goede prestaties, consistente afwerking |
| CBN Gereedschap | Uitstekend voor afwerking, duur | Beperkte toepassingen |
Koelstrategieën en hun effecten
Titanium koelvereisten
De koelbenadering voor titaniumbewerking stelt eisen:
- Koelmiddeltoevoer onder hoge druk
- Nauwkeurig richten op koelvloeistof
- Vereist vaak speciale koelvloeistofformules
- Vaker wisselen van gereedschap
Roestvrij staal Koelvereisten
Voor de bewerking van roestvrij staal is meestal het volgende nodig:
- Standaard koelmiddeldruk
- Conventionele waterkoeling
- Regelmatig onderhoud van koelvloeistof
- Standaard standtijdbeheer
Procesparameters voor optimale oppervlakteafwerking
Overwegingen met betrekking tot snelheid en aanvoer
| Parameter | Titanium | Roestvrij staal |
|---|---|---|
| Snijsnelheid (SFM) | 150-400 | 400-600 |
| Toevoersnelheid (IPR) | 0.005-0.015 | 0.004-0.012 |
| Zaagdiepte (inch) | 0.040-0.080 | 0.050-0.100 |
Maatregelen voor kwaliteitscontrole
Om een consistente kwaliteit van de oppervlakteafwerking te garanderen, implementeren we:
- Regelmatige oppervlakteruwheidsmetingen
- Bewaking van gereedschapsslijtage
- Systemen voor temperatuurregeling
- Realtime procesaanpassingsmogelijkheden
Industriële toepassingen en vereisten
Verschillende industrieën hebben verschillende standaarden voor oppervlakteafwerking nodig:
Eisen voor de ruimtevaart
- Titanium onderdelen: Ra 32-63 μin
- Roestvrijstalen onderdelen: Ra 16-32 μin
- Strikte documentatie-eisen
- 100% inspectieprotocollen
Normen voor medische apparatuur
- Titanium implantaten: Ra 16-32 μin
- Roestvrij chirurgisch gereedschap: Ra 8-16 μin
- Overwegingen met betrekking tot biocompatibiliteit
- Gevalideerde processen
Toekomstige trends en ontwikkelingen
De industrie beweegt zich in de richting van:
- Geavanceerde materialen voor snijgereedschap
- Verbeterde koeltechnologieën
- Slimme bewerkingssystemen
- Verbeterde bewaking van de oppervlakteafwerking
Bij PTSMAKE investeren we voortdurend in deze opkomende technologieën om onze klanten te voorzien van de best mogelijke oppervlakteafwerking voor zowel titanium als roestvast stalen componenten. Onze ervaring in precisiebewerking stelt ons in staat om processen te optimaliseren voor de unieke eigenschappen van elk materiaal, zodat we een consistente kwaliteit kunnen garanderen voor alle projecten.
Hoe varieert de productietijd voor onderdelen van titanium versus roestvrij staal?
Tijdschema's voor de productie kunnen een hoop hoofdbrekens veroorzaken als je te maken hebt met metalen onderdelen. Veel ingenieurs en inkoopmanagers worstelen met het nauwkeurig voorspellen van productieschema's, vooral bij de keuze tussen titanium en roestvast staal. De onzekerheid leidt vaak tot projectvertragingen en budgetoverschrijdingen.
De productietijd voor titanium onderdelen is meestal 30-50% langer dan voor roestvast staal vanwege de hogere hardheid, lagere thermische geleidbaarheid en speciale gereedschapsvereisten. De exacte tijdlijnen zijn echter afhankelijk van de complexiteit van het onderdeel, de hoeveelheid en de specifieke materiaalsoorten.
Invloed van materiaaleigenschappen op productietijd
De fundamentele verschillen tussen titanium en roestvast staal hebben een grote invloed op hun bewerkingseigenschappen. Titanium werkharding8 gedrag vereist lagere snijsnelheden en vaker wisselen van gereedschap. Bij PTSMAKE hebben we onze processen geoptimaliseerd om efficiënt met deze uitdagingen om te gaan.
Snijsnelheidsvergelijking
| Materiaal | Maximale snijsnelheid (SFM) | Levensverwachting gereedschap |
|---|---|---|
| Titaan graad 5 | 150-250 | 30-45 minuten |
| 316L roestvrij staal | 300-400 | 60-90 minuten |
Factoren voor gereedschapsslijtage en -vervanging
Bij het bewerken van titanium slijt het gereedschap sneller dan bij het bewerken van roestvast staal. Deze realiteit vereist:
- Vaker wisselen van gereedschap
- Hogere gereedschapskosten
- Extra insteltijd
- Verlengde productieschema's
Overwegingen bij productieplanning
Ik vind dat een succesvolle productieplanning rekening moet houden met:
- Snelheden materiaalverwijdering
- Wisselfrequentie gereedschap
- Vereisten voor koelvloeistof
- Specificaties oppervlakteafwerking
Uitdagingen voor warmtebeheer
De lage thermische geleidbaarheid van titanium zorgt voor unieke uitdagingen:
Methoden voor temperatuurregeling
| Koelmethode | Titanium | Roestvrij staal |
|---|---|---|
| Vloed Koelvloeistof | Vereist | Optioneel |
| Koelvloeistof onder hoge druk | Aanbevolen | Niet vereist |
| Minimumhoeveelheid Smering | Niet geschikt | Geschikt |
Opsplitsing productietijd
Setup-tijdvariaties
De initiële insteltijd varieert aanzienlijk:
Titanium Onderdelen:
- Voorbereiding gereedschap: 2-3 uur
- Machinekalibratie: 1-2 uur
- Testruns: 1-2 uur
Roestvrij staal Onderdelen:
- Gereedschap voorbereiden: 1-2 uur
- Machinekalibratie: 0,5-1 uur
- Testruns: 0,5-1 uur
Materiaalspecifieke productiestrategieën
Op basis van mijn ervaring met het begeleiden van talloze projecten bij PTSMAKE, heb ik specifieke strategieën ontwikkeld voor elk materiaal:
Optimalisatie van titaniumproductie
Planning vóór de productie
- Gedetailleerde simulatie van gereedschapspaden
- Uitgebreide koelstrategie
- Regelmatige controle van gereedschapsslijtage
Tijdens de productie
- Constante voedingssnelheid
- Regelmatige kwaliteitscontroles
- Preventieve vervanging van gereedschap
Roestvrij staal productie-efficiëntie
Standaard operationele procedures
- Geoptimaliseerde snijparameters
- Regelmatig onderhoud van koelvloeistof
- Levensduurbewaking gereedschap
Maatregelen voor kwaliteitscontrole
- In-proces inspectie
- Controle van de oppervlakteafwerking
- Maatnauwkeurigheidscontroles
Invloed van batchgrootte
De variaties in productietijd worden groter naarmate de batch groter is:
| Partijgrootte | Titanium Time Premium | Sleutelfactoren |
|---|---|---|
| 1-10 eenheden | 30-40% langer | Setup domineert |
| 11-50 eenheden | 40-45% langer | Invloed van wijzigingen in gereedschap |
| 50+ eenheden | 45-50% langer | Cumulatieve slijtage-effecten |
Industriespecifieke overwegingen
Verschillende industrieën hebben verschillende vereisten die de productietijd beïnvloeden:
Ruimtevaart
- Strenge kwaliteitseisen
- Extra inspectiepunten
- Gecertificeerde materiaaltraceerbaarheid
Medisch
- Eisen voor oppervlakteafwerking
- Biocompatibiliteitsvalidatie
- Netheidsnormen
Industrieel
- Focus op kostenoptimalisatie
- Productie-efficiëntie
- Concurrerende doorlooptijden
Afwegingen tussen kosten en tijd
Inzicht in de relatie tussen productietijd en -kosten helpt bij het nemen van weloverwogen beslissingen:
| Factor | Titaniumimpact | Roestvrij stalen impact |
|---|---|---|
| Kosten gereedschap | Hoog | Matig |
| Machinetijd | Uitgebreide | Standaard |
| Arbeid Uren | Verhoogd | Normaal |
| Kwaliteitscontrole | Intensief | Standaard |
Aanbevelingen voor optimale productieplanning
De productietijd minimaliseren met behoud van kwaliteit:
Ontwerpoptimalisatie
- Vereenvoudig geometrieën waar mogelijk
- Houd rekening met materiaalspecifieke kenmerken
- Feedback uit de productie vroegtijdig verwerken
Productiestrategie
- Plan een geschikte gereedschapsinventaris
- Onderhoudsvensters plannen
- Krachtige kwaliteitscontrole implementeren
Toewijzing van middelen
- Toewijzing geschoolde operator
- Planning van machinebeschikbaarheid
- Personeel voor kwaliteitscontrole
Bij PTSMAKE hebben we deze processen verfijnd door jarenlange ervaring, waardoor we consistente resultaten kunnen leveren terwijl we de productietijdlijnen effectief beheren. Onze geavanceerde CNC-machines en ons ervaren team helpen het tijdsverschil tussen de productie van titanium en roestvast staal te minimaliseren, terwijl de hoogste kwaliteitsnormen gehandhaafd blijven.
Welke criteria voor materiaalselectie zijn het belangrijkst voor precisiebewerkingsprojecten?
Het selecteren van het juiste materiaal voor precisieverspaningsprojecten kan overweldigend zijn. Er zijn ontelbare opties beschikbaar en er zijn veel factoren om rekening mee te houden. Ingenieurs en projectmanagers worstelen vaak met het maken van de optimale keuze waarbij prestatie-eisen, kostenbeperkingen en produceerbaarheid in balans zijn.
De meest kritieke materiaalkeuzecriteria voor precisieverspaningsprojecten zijn onder meer mechanische eigenschappen, bewerkbaarheid, kosteneffectiviteit en milieuvriendelijkheid. Deze factoren moeten zorgvuldig worden afgewogen tegen de specifieke toepassingseisen, het productievolume en de budgetbeperkingen om het succes van het project te garanderen.

Materiaaleigenschappen begrijpen
Mechanische eigenschappen
De basis van de materiaalselectie begint bij het begrijpen van de mechanische eigenschappen. Ik benadruk altijd aan mijn klanten bij PTSMAKE dat deze eigenschappen een directe invloed hebben op de prestaties van het onderdeel in de beoogde toepassing:
- Treksterkte
- Opbrengststerkte
- Hardheid
- Weerstand tegen vermoeiing
- Schokbestendigheid
Een cruciaal aspect dat vaak over het hoofd wordt gezien, is het materiaal anisotroop gedrag9 tijdens het bewerken, wat de prestaties van het uiteindelijke onderdeel aanzienlijk kan beïnvloeden.
Chemische weerstand en omgevingsweerstand
Omgevingsfactoren spelen een belangrijke rol bij de materiaalkeuze:
- Corrosiebestendigheid
- Temperatuurstabiliteit
- UV-bestendigheid
- Chemische compatibiliteit
- Vochtbestendigheid
Overwegingen met betrekking tot bewerkbaarheid
Vereisten voor oppervlakteafwerking
Verschillende materialen reageren verschillend op bewerkingsprocessen. Hier is een vergelijkingstabel die ik heb ontwikkeld op basis van veelgebruikte materialen waarmee we werken:
| Type materiaal | Potentiaal voor oppervlakteafwerking (Ra) | Levensduur gereedschap | Kostenfactor |
|---|---|---|---|
| Aluminium | 0,2-0,8 μm | Laag | Laag |
| Roestvrij staal | 0,4-1,6 μm | Hoog | Medium |
| Titanium | 0,8-3,2 μm | Zeer hoog | Hoog |
| Messing | 0,2-0,4 μm | Laag | Medium |
Standtijd en verwerkingssnelheid
De invloed van de materiaalkeuze op de gereedschapskosten kan niet worden onderschat:
- Slijtagesnelheden gereedschap
- Beperkingen snijsnelheid
- Vereiste koelmethoden
- Speciale gereedschapsvereisten
Kostenoverwegingen
Analyse van materiaalkosten
Houd rekening met de materiaalkosten:
- Grondstofprijs
- Beschikbaarheid materiaal
- Minimum bestelhoeveelheden
- Schrootpercentage
- Verwerkingstijd
Impact productievolume
De relatie tussen materiaalkeuze en productievolume:
| Productievolume | Aanbevolen materiaaloverwegingen |
|---|---|
| Prototypes | Focus op bewerkbaarheid en beschikbaarheid |
| Laag volume | Balans tussen kosten en prestaties |
| Hoog volume | Optimaliseren voor verwerkingsefficiëntie |
Branchespecifieke vereisten
Ruimtevaart en defensie
Voor ruimtevaarttoepassingen raad ik meestal materialen aan die het volgende bieden:
- Hoge verhouding sterkte/gewicht
- Uitstekende weerstand tegen vermoeiing
- Superieure corrosiebestendigheid
- Thermische stabiliteit
Medische industrie
Medische toepassingen vereisen materialen met:
- Biocompatibiliteit
- Sterilisatievermogen
- Chemische weerstand
- Traceerbaarheid
Praktisch selectieproces
Stapsgewijze aanpak
- Prestatie-eisen definiëren
- Milieuomstandigheden identificeren
- Budgetbeperkingen vaststellen
- Productiecapaciteiten beoordelen
- Houd rekening met wettelijke vereisten
Algemene materiaalvergelijkingen
Hier volgt een vergelijkende analyse van veelgebruikte materialen:
| Eigendom | Titanium | Roestvrij staal | Aluminium |
|---|---|---|---|
| Sterkte | Zeer hoog | Hoog | Medium |
| Gewicht | Laag | Hoog | Zeer laag |
| Kosten | Hoog | Medium | Laag |
| Bewerkbaarheid | Slecht | Goed | Uitstekend |
Overwegingen voor de toekomst
Duurzaamheid Impact
Moderne materiaalselectie moet rekening houden met:
- Recycleerbaarheid
- Koolstofvoetafdruk
- Energieverbruik
- Afvalvermindering
Kwaliteitsborging
Bij PTSMAKE implementeren we strenge kwaliteitscontrolemaatregelen voor alle materialen:
- Verificatie van materiaalcertificering
- Inspectie van binnenkomend materiaal
- In-proces testen
- Definitieve kwaliteitsvalidatie
Optimalisatiestrategieën
Overweeg om de materiaalkeuze te optimaliseren:
- Ontwerp voor maakbaarheid
- Alternatieve materiaalopties
- Hybride materiaaloplossingen
- Variaties in verwerkingsmethoden
Het belang van de juiste materiaalselectie kan niet genoeg worden benadrukt. Door deze criteria zorgvuldig te overwegen en de projectvereisten grondig te analyseren, kunt u weloverwogen beslissingen nemen die leiden tot succesvolle resultaten op het gebied van precisiebewerking. Bij PTSMAKE begeleiden we onze klanten door dit proces en zorgen we voor een optimale materiaalselectie voor elke unieke toepassing.
Hoe verschillen de industriële toepassingen voor machinaal bewerkte titanium vs. roestvrijstalen onderdelen?
Ingenieurs worstelen vaak met de keuze tussen titanium en roestvast staal voor hun bewerkte onderdelen. De uitdaging wordt complexer als factoren zoals kosten, prestatievereisten en specifieke industrienormen in overweging worden genomen. Het maken van de verkeerde keuze kan leiden tot vertragingen in projecten, budgetoverschrijdingen of zelfs het falen van onderdelen.
Zowel titanium als roestvast staal dienen verschillende industriële toepassingen op basis van hun unieke eigenschappen. Titanium blinkt uit in lucht- en ruimtevaart en medische toepassingen vanwege de verhouding sterkte/gewicht en biocompatibiliteit, terwijl roestvrij staal domineert in de voedselverwerkende en chemische industrie vanwege de corrosiebestendigheid en kosteneffectiviteit.

Materiaaleigenschappen en hun invloed op toepassingen
Bij PTSMAKE hebben we gemerkt dat het begrijpen van de fundamentele eigenschappen van deze materialen cruciaal is voor het maken van weloverwogen beslissingen. Het belangrijkste verschil ligt in hun metallurgische structuur10wat rechtstreeks van invloed is op hun industriële toepassingen.
Titaniumeigenschappen
- Uitzonderlijke verhouding sterkte/gewicht
- Superieure corrosiebestendigheid
- Biocompatibiliteit
- Hoge hittebestendigheid
- Lagere thermische geleidbaarheid
Kenmerken van roestvrij staal
- Hoge duurzaamheid
- Goede corrosiebestendigheid
- Magnetische eigenschappen (afhankelijk van de kwaliteit)
- Betere thermische geleidbaarheid
- Kosteneffectief
Branchespecifieke toepassingen
Ruimtevaartindustrie
Titanium onderdelen domineren ruimtevaarttoepassingen vanwege hun lichte gewicht en hoge sterkte. Veel voorkomende toepassingen zijn:
- Motoronderdelen
- Landingsgestel onderdelen
- Structurele elementen
- Bevestigingsmiddelen
Roestvrij staal vindt zijn plaats in:
- Interieuronderdelen
- Niet-kritieke structurele onderdelen
- Grondondersteuningsapparatuur
Medische industrie
De medische sector is sterk afhankelijk van beide materialen:
| Materiaal | Toepassingen | Belangrijkste voordelen |
|---|---|---|
| Titanium | Implantaten, chirurgische instrumenten, tandheelkundige instrumenten | Biocompatibiliteit, Osseo-integratie |
| Roestvrij staal | Chirurgisch gereedschap, Externe fixatieapparaten | Kosteneffectiviteit, Duurzaamheid |
Scheepvaart en chemische industrie
Mariene toepassingen
Roestvrij staal domineert marinetoepassingen vanwege:
- Uitstekend bestand tegen zout water
- Kosteneffectief onderhoud
- Ruime beschikbaarheid
Het gebruik van titanium is beperkt tot:
- Krachtige componenten
- Speciale toepassingen
- Premium vaartuigonderdelen
Chemische industrie
Hier lees je hoe deze materialen verschillende doelen dienen:
| Type toepassing | Aanbevolen materiaal | Redenering |
|---|---|---|
| Opslagtanks | Roestvrij staal | Kosteneffectief, Goede chemische weerstand |
| Warmtewisselaars | Titanium | Superieure corrosiebestendigheid in agressieve omgevingen |
| Pompen en kleppen | Beide materialen | Afhankelijk van specifieke chemische blootstelling |
Kostenoverwegingen en uitdagingen bij de productie
Materiële kosten
- Titanium kost doorgaans 5-10 keer meer dan roestvrij staal
- Beschikbaarheid van grondstoffen beïnvloedt prijzen
- De verwerkingskosten variëren aanzienlijk
Productie overwegingen
Bij PTSMAKE hebben we gespecialiseerde technieken ontwikkeld voor beide materialen:
Uitdagingen bij titaanbewerking
- Vereist gespecialiseerd snijgereedschap
- Lagere snijsnelheden
- Vaker wisselen van gereedschap
- Hogere bewerkingskosten
Voordelen van machinale bewerking van roestvrij staal
- Standaard gereedschapopties
- Hogere snijsnelheden mogelijk
- Voorspelbaarder bewerkingsproces
- Lagere totale productiekosten
Milieufactoren en duurzaamheid
Milieu-impact
| Factor | Titanium | Roestvrij staal |
|---|---|---|
| Energieverbruik bij productie | Hoger | Onder |
| Recycleerbaarheid | Uitstekend | Uitstekend |
| Levenscycluskosten | Hoger initieel, lager op lange termijn | Lagere initiële, variabele lange termijn |
Duurzaamheidsoverwegingen
- Beide materialen zijn 100% recyclebaar
- De langere levensduur van titanium rechtvaardigt vaak de hogere initiële kosten
- Lagere energievereisten voor de productie van roestvrij staal verbeteren koolstofvoetafdruk
Toekomstige trends en evolutie in de sector
Het productielandschap blijft zich ontwikkelen en bij PTSMAKE zien we dat:
- Toenemende vraag naar lichtgewicht oplossingen met een voorkeur voor titanium
- Geavanceerde bewerkingstechnologieën verlagen de productiekosten
- Toenemend belang van duurzame productiepraktijken
- Hybride materiaaloplossingen in opkomst
Opkomende toepassingen
- Elektrische voertuigen
- Hernieuwbare energiesystemen
- Geavanceerde medische hulpmiddelen
- Ruimtevaart innovaties
Door mijn jarenlange ervaring bij PTSMAKE heb ik geleerd dat de keuze tussen bewerkte titanium en roestvrijstalen onderdelen niet altijd eenvoudig is. Elk materiaal heeft zijn unieke voordelen en optimale toepassingen. Inzicht in deze verschillen helpt bij het maken van de juiste materiaalselectie voor specifieke industriële behoeften.
Dankzij onze expertise in het bewerken van beide materialen kunnen we klanten begeleiden naar de meest geschikte keuze voor hun specifieke toepassingen, rekening houdend met factoren zoals prestatievereisten, budgetbeperkingen en industrienormen. Deze uitgebreide kennis van materiaaleigenschappen en toepassingen garandeert optimale resultaten voor elk project.
Welke bewerkingstechnieken optimaliseren de resultaten voor titanium vs. roestvast staal?
Verspaners worstelen vaak met de complexiteit van het werken met titanium en roestvast staal. De unieke eigenschappen van deze materialen kunnen leiden tot snelle slijtage van gereedschap, slechte oppervlakteafwerking en hogere productiekosten. Een verkeerde bewerkingsaanpak kan resulteren in afgedankte onderdelen en gemiste deadlines, met aanzienlijke financiële verliezen tot gevolg.
Om bewerkingsresultaten voor titanium versus roestvast staal te optimaliseren, zijn specifieke snijparameters en gereedschapsstrategieën voor elk materiaal nodig. Titanium vereist lagere snelheden, hogere voedingssnelheden en stijve gereedschappen, terwijl roestvast staal hogere snijsnelheden met gematigde voedingssnelheden en de juiste koeltechnieken vereist.

Materiaaleigenschappen begrijpen
Voordat we dieper ingaan op specifieke bewerkingstechnieken, is het cruciaal om de fundamentele verschillen tussen deze materialen te begrijpen. Titanium vertoont een hoge werkharding11 eigenschappen en een laag warmtegeleidingsvermogen, waardoor het moeilijker te bewerken is dan roestvast staal. Bij PTSMAKE hebben we gespecialiseerde benaderingen ontwikkeld voor beide materialen om optimale resultaten te garanderen.
Vergelijking van materiaaleigenschappen
| Eigendom | Titanium | Roestvrij staal |
|---|---|---|
| Thermische geleidbaarheid | Laag | Matig |
| Hardheid | Matig tot hoog | Matig |
| Hard werken | Ernstig | Matig |
| Slijtagesnelheid gereedschap | Hoog | Matig |
| Kosten | Hoger | Onder |
Snijsnelheid en voedingssnelheid optimaliseren
Titanium bewerkingsparameters
Voor titanium raad ik altijd aan om lagere snijsnelheden te gebruiken maar een hogere voedingssnelheid. Deze aanpak zorgt voor een langere levensduur van het gereedschap en voorkomt warmteontwikkeling in de snijzone. Op basis van onze ervaring bij PTSMAKE werken de volgende parameters goed:
- Snijsnelheid: 150-250 SFM (Surface Feet per minuut)
- Aanzet: 0,004-0,008 inch per omwenteling
- Zaagdiepte: 0,040-0,080 inch
Roestvrij staal Parameters
Roestvrij staal maakt hogere snijsnelheden mogelijk, maar vereist een matige voedingssnelheid:
- Snijsnelheid: 300-400 SFM
- Aanzet: 0,003-0,006 inch per omwenteling
- Zaagdiepte: 0,030-0,060 inch
Tooling-selectie en -strategie
Gereedschap voor titanium
Bij het bewerken van titanium is de keuze van gereedschap cruciaal. Ik raad aan:
- Hardmetalen gereedschappen met meerlaagse coatings
- Grotere gereedschapdiameter indien mogelijk
- Stijve gereedschaphouders om trillingen te minimaliseren
- Gereedschap met positieve hellingshoek
Gereedschap voor roestvast staal
Voor roestvast staal gelden andere gereedschapsoverwegingen:
- Gereedschap van snelstaal of hardmetaal
- Standaard gereedschapshouders
- Gereedschap met spaanbrekers
- Neutrale tot licht positieve hellingshoeken
Technieken voor koeling en smering
Titanium koelmethoden
Een goede koeling is essentieel voor het bewerken van titanium:
- Koelmiddeltoevoer onder hoge druk
- Waar mogelijk koeling door het gereedschap
- Overvloedige koelmiddelstroom
- Regelmatige controle van de koelmiddelconcentratie
Benaderingen voor koeling van roestvrij staal
Roestvrij staal vereist andere koelstrategieën:
- Standaard koelvloeistof
- Middendruk levering
- Regelmatig koelvloeistof vervangen
- Goed concentratieonderhoud
Optimalisatie van oppervlakteafwerking
Om een optimale oppervlakteafwerking te bereiken, hebben we voor elk materiaal specifieke technieken ontwikkeld:
Titanium oppervlakteafwerking
- Lichte afwerking
- Scherp, vers snijgereedschap
- Consistente snijparameters
- Stijve werkstukhouder
Roestvrijstalen afwerking
- Hogere snelheden voor afwerking
- Regelmatig wisselen van gereedschap
- Juiste afvoer van spanen
- Stabiele werkstukopspanning
Levensduurbeheer gereedschap
De sleutel tot kosteneffectief bewerken ligt in het juiste beheer van de standtijd:
Beheer van titaniumgereedschappen
- Regelmatige controle van gereedschapsslijtage
- Vooraf bepaalde intervallen voor het vervangen van gereedschap
- Back-up gereedschappen direct beschikbaar
- Gereedschapsbaanoptimalisatie
Overwegingen bij roestvrijstalen gereedschap
- Standaard levensduur bijhouden
- Normale slijtagepatronen
- Regelmatige onderhoudsschema's
- Kosteneffectieve gereedschapsselectie
Procesbewaking en kwaliteitscontrole
Bij PTSMAKE hanteren we strenge controleprocedures:
Titanium procesbesturingen
- Temperatuurbewaking tijdens het proces
- Regelmatige dimensionale controles
- Controle van de oppervlakteafwerking
- Slijtage van gereedschap bijhouden
Roestvrijstalen bedieningselementen
- Standaard kwaliteitscontroles
- Regelmatige dimensionale inspectie
- Controle van de oppervlakteafwerking
- Conditiebeoordeling gereedschap
Kostenoverwegingen
Inzicht in de economische aspecten van het bewerken van deze materialen is cruciaal:
| Kostenfactor | Titanium | Roestvrij staal |
|---|---|---|
| Materiële kosten | Zeer hoog | Matig |
| Kosten gereedschap | Hoog | Matig |
| Machinetijd | Langer | Standaard |
| Arbeidskosten | Hoger | Standaard |
Door deze geoptimaliseerde technieken bij PTSMAKE toe te passen, hebben we consistente resultaten van hoge kwaliteit bereikt voor beide materialen. De sleutel is het begrijpen van de unieke eigenschappen van elk materiaal en de bewerkingsparameters daarop afstemmen. Deze allesomvattende aanpak zorgt voor optimale resultaten terwijl de kosteneffectiviteit behouden blijft en aan krappe toleranties wordt voldaan.
Leer hoe spanningsharden de bewerkingsefficiëntie en standtijd beïnvloedt voor betere productieresultaten. ↩
Leer hoe werkharding van invloed is op het bewerken van titanium en verbeter uw snijstrategieën. ↩
Inzicht in kristalstructuren helpt bij het selecteren van het juiste materiaal voor prestaties en betrouwbaarheid. ↩
Begrijpen hoe de thermische eigenschappen van titanium de prestaties van gereedschap en de bewerkingsefficiëntie beïnvloeden. ↩
Leer meer over kostenverschillen om weloverwogen materiaalkeuzes te maken voor uw productieprojecten. ↩
Leer hoe werkharding slijtage van gereedschap beïnvloedt voor verbeterde bewerkingsstrategieën. ↩
Leer hoe werkharding de bewerkingsefficiëntie en oppervlaktekwaliteit in titanium beïnvloedt. ↩
Leer meer over werkharding in titanium om de bewerkingsefficiëntie te verbeteren en productievertragingen te verminderen. ↩
Leer meer over de invloed van anisotroop gedrag op bewerkingsprestaties en projectresultaten. ↩
Leer hoe de metallurgische structuur de prestaties van het materiaal en de geschiktheid voor toepassingen beïnvloedt. ↩
Leer meer over de effecten van werkharding om de bewerkingsefficiëntie en de levensduur van gereedschap te verbeteren. ↩






