

Heb je ooit te maken gehad met een projectvertraging omdat je aangepaste onderdelen weken op zich lieten wachten? Of geworsteld met inconsistente kwaliteit waardoor u op het laatste moment een nieuw ontwerp moest maken? Deze frustraties komen harder aan wanneer deadlines dichterbij komen en budgetten krimpen. Aluminium profielen beloven efficiëntie, maar onbetrouwbare leveranciers veranderen potentiële oplossingen vaak in nieuwe hoofdpijn.
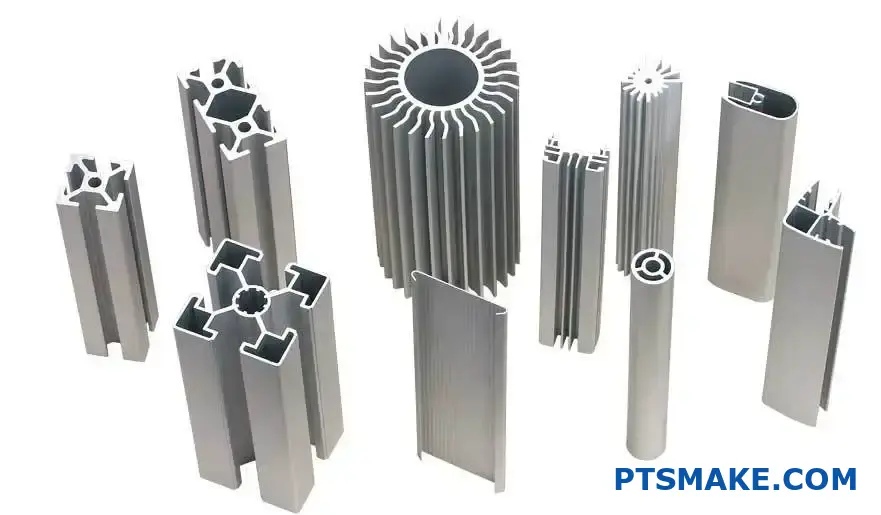
Een aluminium profiel is een gevormde metalen extrusie die wordt gemaakt door verhit aluminium door een matrijs te persen. Deze lichtgewicht, corrosiebestendige onderdelen vormen structurele frames in industrieën zoals de auto-industrie, luchtvaart en robotica.

Je zou kunnen denken dat alle aluminium profielen onderling uitwisselbaar zijn, tot een niet passende tolerantie je assemblagelijn doet ontsporen. De waarheid? Niet elke leverancier begrijpt hoe legeringkwaliteiten, oppervlaktebehandelingen en thermische eigenschappen de prestaties in de praktijk beïnvloeden. Laten we eens kijken waardoor aluminium profielen werken (of falen) in kritieke toepassingen en hoe je kostbare misstappen kunt voorkomen.
Hoe sterk is een aluminium profiel?
Heb je ooit een product ontworpen om er vervolgens achter te komen dat je aluminium frame doorbuigt onder onverwachte belastingen? Of erger nog - kostbare vertragingen opgelopen omdat de sterkte van het materiaal niet overeenkwam met je berekeningen? Deze frustraties zijn niet alleen lastig, ze leggen ook kritieke gaten bloot in het begrip van wat aluminium profielen echt aankunnen.
Aluminium profielen bereiken sterktes gaande van 70 MPa tot 600 MPa, afhankelijk van de samenstelling van de legering, ontlaatprocessen en structureel ontwerp. Hun sterkte-gewichtsverhouding is vaak beter dan staal in toepassingen die een lichtgewicht duurzaamheid vereisen, maar alleen als ze op de juiste manier zijn ontworpen.

De sterkte van aluminiumprofielen afbreken
1. De wetenschap achter het metaal
Aluminium ontleent zijn sterkte aan atoombinding en dislocatiebeweging1. Zuiver aluminium is zacht, maar door elementen als magnesium of silicium toe te voegen, worden deze dislocaties verstoord, waardoor het materiaal harder wordt. Bijvoorbeeld:
| Gelegeerde serie | Belangrijkste elementen | Typische treksterkte (MPa) | Algemene toepassingen |
|---|---|---|---|
| 6000 | Mg, Si | 150-310 | Structurele frames |
| 7000 | Zn | 350-600 | Onderdelen voor de ruimtevaart |
| 1000 | Geen (99%+ Al) | 70-110 | Decoratieve sierlijsten |
Bij PTSMAKE hebben we profielen van deze legeringen bewerkt voor robotica en medische apparatuur. Een recent project vereiste een 7075-T6 aluminium arm voor een industriële robot - deze moest bestand zijn tegen spanningen van 480 MPa en tegelijkertijd 40% minder wegen dan stalen alternatieven.
2. Hoe geometrie kracht vermenigvuldigt
De vorm van een profiel gaat niet alleen over esthetiek:
- Hol vs. massief: Holle profielen verminderen het gewicht zonder aan stijfheid in te boeten. Een hol profiel van 50x50 mm is 3,2x beter bestand tegen buigen dan een massieve staaf van hetzelfde gewicht.
- Rib Plaatsing: Strategisch geplaatste ribben (zo dun als 1,5 mm in onze CNC-bewerkte prototypes) kunnen de torsiestijfheid met 70% verhogen.
3. De verborgen zwakte: Thermische en chemische factoren
De sterkte van aluminium daalt met 15-25% bij 150°C. We hebben ooit een sensorbevestiging voor de auto opnieuw ontworpen nadat we ontdekten dat de hitte van de motor het oorspronkelijke 6061-T6 profiel zachter maakte. Ook zoute omgevingen versnellen corrosie, tenzij geanodiseerd of gecoat - een les die we hebben geleerd van robotprojecten aan de kust.
4. Testmethoden die ertoe doen
Vertrouw niet alleen op de waarden op het gegevensblad:
- Hardheid testen: Snel maar oppervlakkig (bijv. Brinell-schaal)
- Trekproeven: Onthult de werkelijke rekgrens en eindsterkte
- Vermoeiingstesten: Kritisch voor onderdelen die cyclisch worden belast
Ons lab maakt gebruik van digitale beeldcorrelatie om de spanningsverdeling in kaart te brengen - een techniek die ongelijke belastingspaden in een frame van een drone blootlegde, wat leidde tot een herontwerp dat de levensduur verdubbelde.
5. Wanneer sterker niet beter is
Sterke legeringen zoals 7075 kosten 2-3x meer dan 6061 en zijn moeilijker te bewerken. Voor een project voor de behuizing van consumentenelektronica bespaarde het overschakelen van 7075 naar 6061 22% aan materiaalkosten zonder de prestaties te beïnvloeden, omdat het ontwerp in plaats daarvan slimme ribbels gebruikte.
Hoeveel soorten aluminium profielen zijn er?
Heb je ooit te maken gehad met onverwachte projectvertragingen omdat je het verkeerde aluminiumprofiel hebt gekozen? Of heb je halverwege de productie ontdekt dat je gekozen legering de vereiste belastbaarheid niet aankan? Deze frustraties komen niet alleen ongelegen - ze kunnen tijdschema's doen ontsporen en budgetten opblazen.
Er zijn 4 primaire classificatiemethoden voor aluminium profielen: op samenstelling van de legering, vorm van de dwarsdoorsnede, oppervlaktebehandeling en industriële toepassing. Elke categorie bevat meerdere subtypes die zijn ontworpen voor specifieke prestatie-eisen en gebruikssituaties.

Indeling van aluminiumprofielen
Laten we elk classificatiesysteem eens bekijken vanuit het oogpunt van praktische productiebehoeften:
1. Verschillen in legering
De serie aluminiumlegeringen bepaalt de fundamentele materiaaleigenschappen. Bij PTSMAKE werken we regelmatig met deze belangrijke types:
| Serie | Belangrijkste elementen | Treksterkte | Typisch gebruik |
|---|---|---|---|
| 1000 | 99%+ Al | 70-110 MPa | Decoratieve sierlijsten |
| 6000 | Mg + Si | 150-310 MPa | Structurele frames |
| 7000 | Zn + Mg | 350-500 MPa | Onderdelen voor de ruimtevaart |
De 6000 serie (met name 6061 en 6063) is goed voor 68% van de industriële profielen vanwege de optimale balans tussen sterkte en vervormbaarheid. We hebben echter gemerkt dat veel klanten de voordelen over het hoofd zien van precipitatieharding2 in legeringen uit de 7000-serie voor toepassingen onder hoge druk.
2. Opties voor dwarsdoorsnedegeometrie
Profielvormen hebben een directe invloed op functionaliteit en assemblage-efficiëntie:
Standaard Vormen
- T-profielen (modulaire framesystemen)
- I-balken (structurele ondersteuning)
- U-goten (randbescherming)
Aangepaste vormen
Onlangs ontwikkelden we voor een klant uit de robotica een hexagonaal profiel met holle kern en interne koelkanalen, waardoor het gewicht van de onderdelen met 40% werd verlaagd ten opzichte van massief aluminium onderdelen.
3. Oppervlaktebehandelingsmethoden
Verschillende afwerkingen dienen verschillende doelen:
| Behandeling | Dikte | Corrosiebestendigheid | Kostenfactor |
|---|---|---|---|
| Anodiseren | 5-25 μm | Uitstekend | $$$ |
| Poedercoating | 60-120 μm | Goed | $$ |
| Mechanisch polijsten | N.V.T. | Slecht | $ |
Voor projecten met medische apparatuur raden we vaak elektrolytisch polijsten aan - een proces dat onzuiverheden van het oppervlak verwijdert en tegelijkertijd de kwaliteit van het oppervlak verbetert. microbiële resistentie2.
4. Toepassingsspecifieke ontwerpen
Verschillende industrieën vereisen gespecialiseerde profielen:
Architectuur
Thermische onderbrekingssystemen met polyamide inzetstukken (0,24 W/m-K warmtegeleidingsvermogen)Automotive
Crashmanagementsystemen met AA7003-legeringen (energieabsorptie tot 35 kJ)Elektronica
EMI-afgeschermde behuizingen met geleidende coatings (60 dB demping bij 1 GHz)
Ons team heeft onlangs een klant geholpen bij het herontwerpen van hun montagesysteem voor zonnepanelen met behulp van 6063-T6 profielen, waardoor de installatietijd met 30% werd verkort met behoud van de IEC 61215-certificeringsvereisten.
Kritische selectiefactoren
Bij het adviseren van cliënten bij PTSMAKE benadrukken we drie overwegingen die vaak over het hoofd worden gezien:
Compatibiliteit met thermische uitzetting
De uitzettingssnelheid van aluminium van 23 μm/m°C moet worden afgestemd op samengevoegde materialen
Voorbeeld: Roestvrijstalen bevestigingsmiddelen (17 μm/m-°C) vereisen thermische compensatieBewerkingstoeslagen
Aanbevolen toleranties voor veelvoorkomende processen:Proces Tolerantie (±) CNC Frezen 0,05 mm Boren 0,1 mm Lasersnijden 0,2 mm Naleving van regelgeving
- ASTM B221 voor algemene extrusies
- AMS 4152 voor ruimtevaarttoepassingen
- EN 755-9 voor Europese markten
Onze ISO 9001-gecertificeerde fabriek heeft aparte productielijnen voor medische profielen (ISO 13485) en profielen voor de auto-industrie (IATF 16949) om kruisbesmetting te voorkomen - een cruciaal detail dat veel leveranciers over het hoofd zien.
Waar worden aluminium profielen gebruikt?
Heb je ooit te maken gehad met een project waarbij flexibiliteit van materialen en structurele integriteit niet naast elkaar konden bestaan? Of geworsteld met de balans tussen lichtgewicht ontwerp en duurzaamheid in industriële toepassingen? Deze uitdagingen komen vaak voor, maar wat als er een materiaal is dat ze allemaal oplost?
Aluminium profielen zijn geëxtrudeerde vormen die in verschillende industrieën worden gebruikt vanwege hun lichtgewicht sterkte, corrosiebestendigheid en ontwerpflexibiliteit. Van gevels tot accubakken voor elektrische voertuigen, ze maken kosteneffectieve, duurzame oplossingen mogelijk voor complexe technische behoeften.

Belangrijkste sectoren die gebruik maken van aluminium profielen
1. Bouw & Architectuur
Aluminium profielen domineren de moderne bouw dankzij hun aanpassingsvermogen en lange levensduur.
Toepassingen:
- Gordijnwanden en raamkozijnen: Hun corrosiebestendigheid garandeert tientallen jaren dienst in barre weersomstandigheden.
- Structurele ondersteuning: Hoge sterkte/gewicht verhoudingen verminderen de belasting op gebouwen terwijl de veiligheid behouden blijft.
- Montagesystemen voor zonnepanelen: Lichtgewicht en toch duurzaam genoeg om bestand te zijn tegen omgevingsbelasting.
Bij PTSMAKE hebben we aluminium profielen op maat geleverd voor wolkenkrabberprojecten in Europa, met toleranties tot ±0,05 mm voor naadloze assemblage.
2. Auto's & Vervoer
De verschuiving naar elektrische voertuigen (EV's) heeft de vraag naar aluminium profielen enorm doen toenemen.
Kritisch gebruik:
| Toepassing | Aluminium | Belangrijkste voordeel |
|---|---|---|
| EV-batterijbehuizingen | 6061-T6 | Thermisch beheer & botsveiligheid |
| Chassisonderdelen | 7075 | Gewichtsvermindering zonder krachtverlies |
| Koellichamen | 6063 | Geoptimaliseerd thermische geleidbaarheid3 |
Ons team heeft onlangs een modulair accubaksysteem ontwikkeld op basis van 6061-T6 profielen, waardoor de assemblagetijd van een klant met 30% werd verkort en het gewicht met 15% werd verlaagd ten opzichte van stalen alternatieven.
3. Elektronica & Robotica
Precisie is hier onontbeerlijk. Aluminium profielen bieden:
- EMI afscherming voor gevoelige componenten
- Warmteafvoer voor krachtige processors
- Stijve frames voor collaboratieve robots
Een robotica startup waar we mee samenwerkten had een 2-meter robotarmprofiel nodig met 12 interne koelkanalen. Met behulp van CNC-bewerkt aluminium 6063 bereikten we een rechtheidstolerantie van 0,1 mm die cruciaal is voor de positienauwkeurigheid.
4. Industriële machines
De bewerkbaarheid van aluminium maakt het ideaal voor aangepaste machineframes, transportsystemen en automatiseringsapparatuur.
Waarom ingenieurs aluminium kiezen:
- Modulariteit: Profielen met T-gleuven voor snelle herconfiguratie.
- Hygiëne: Niet-poreuze oppervlakken voldoen aan de FDA-normen voor voeding/farmaceutische producten.
- Kostenefficiëntie: Lagere bewerkingskosten in vergelijking met roestvrij staal.
Ontwerpoverwegingen voor aluminium profielen
Handleiding voor materiaalselectie
| Vereiste | Aanbevolen legering | Opmerkingen |
|---|---|---|
| Hoge sterkte | 7075 | Ruimtevaartkwaliteit, minder corrosiebestendig |
| Lascompatibiliteit | 6061 | Warmtebehandeling na het lassen vereist |
| Afwerking anodiseren | 6063 | Superieure oppervlakte-uniformiteit |
Tolerantienormen
- Commercieel: ±0,5mm (structurele toepassingen)
- Precisie: ±0,1mm (robotica, optica)
- Zeer nauwkeurig: ±0,05mm (specialiteit van PTSMAKE voor medisch/automobiel)
Duurzaamheidsfactoren
Aluminium profielen ondersteunen circulaire productie:
- 95% recyclebaar zonder verlies van eigendom
- Lagere koolstofvoetafdruk in vergelijking met de productie van nieuw materiaal
- Lichtgewicht vermindert transportemissies
Een studie uit 2023 toonde aan dat het gebruik van gerecyclede aluminiumprofielen bij de productie van EV's de levenscyclusemissies met 72% vermindert in vergelijking met traditionele methoden.
Waarom samenwerken met PTSMAKE?
- Snelheid: 5-7 dagen levertijd voor prototypen via onze vestiging in Shenzhen.
- Schaal: Jaarlijkse productiecapaciteit van 12.000+ ton.
- Certificeringen: ISO 9001, IATF 16949 en AS9100D.
Vorig kwartaal leverden we 8.000 CNC-bewerkte aluminium behuizingen voor een Duitse fabrikant van medische apparatuur, met 99,98% defectvrije kwaliteit over 14 kritieke afmetingen.
Van concept tot productie bieden aluminium profielen een ongeëvenaarde veelzijdigheid. Of u nu een energieneutraal gebouw of een next-gen robot ontwerpt, inzicht in hun toepassingen zorgt voor slimmere materiaalkeuzes. Bij PTSMAKE combineren we twee decennia aan aluminiumexpertise met geavanceerde extrusie- en bewerkingstechnologieën om uw ontwerpen snel, nauwkeurig en kosteneffectief om te zetten in realiteit.
Wat zijn de belangrijkste kwaliteitsnormen voor aluminiumprofielen?
Heb je ooit aluminium profielen ontvangen die krom trokken bij minimale belasting? Of kostbare bewerkingen ondergaan omdat de afmetingen niet overeenkwamen met de specificaties? Dit zijn niet zomaar ergernissen - het zijn symptomen van het negeren van kritische kwaliteitsmaatstaven.
Aluminium profielen moeten voldoen aan strenge normen voor chemische samenstelling, mechanische eigenschappen, maattoleranties, oppervlakteafwerking en corrosiebestendigheid. Belangrijke certificeringen zijn onder andere ASTM B221, EN 755 en ISO 6361, die zorgen voor consistentie in industrieën zoals de lucht- en ruimtevaart en de auto-industrie.

De kritieke kwaliteitsbenchmarks uitsplitsen
1. Chemische samenstelling: De basis van prestaties
Aluminiumlegeringen ontlenen hun eigenschappen aan precieze elementverhoudingen. Zelfs kleine afwijkingen kunnen de sterkte of corrosiebestendigheid in gevaar brengen.
Belangrijke elementen om te controleren:
| Element | Rol in aluminiumlegeringen | Aanvaardbaar bereik (voorbeeld: 6061-T6) |
|---|---|---|
| Magnesium (Mg) | Verbetert kracht | 0,8-1,2% |
| Silicium (Si) | Verbetert de gietbaarheid | 0,4-0,8% |
| Koper (Cu) | Verhoogt de hardheid | 0,15-0,40% |
Bij PTSMAKE gebruiken we optische emissiespectrometers om samenstellingen te controleren binnen ±0,05% van de doelwaarden. Deze precisie voorkomt problemen zoals spanningscorrosie in scheepvaarttoepassingen.
2. Mechanische eigenschappen: Voorbij de basissterkte
Treksterkte en rekgrens zijn belangrijk, maar voor prestaties in de echte wereld is een diepere analyse nodig.
De verborgen factor: Exponent van spanningsuitharding
Deze zelden besproken metriek (aangeduid als n) bepaalt hoe aluminium de spanning verdeelt tijdens het vervormen. Een hogere n waarde (0,25-0,35 voor 6061-T6) maakt complexe bochten mogelijk zonder te scheuren - essentieel voor onderdelen van autoframes.
3. Maattoleranties: Waar precisie en praktijk elkaar ontmoeten
De krapste toleranties zijn niet altijd beter. Overweeg functionaliteit versus kosten:
| Profiel type | Kritieke tolerantiezones | Standaard industrie |
|---|---|---|
| Structurele balken | Montagevlakken | ±0,5mm/m |
| Koellichamen | Afstand tussen vinnen | ±0,1 mm |
| Autorails | Vlakheid van dwarsdoorsnede | ±0,2 mm over 1 m |
Voor een robotica-project vorig jaar bereikten we een herhaalbaarheid van ±0,05 mm op CNC-bewerkte aluminium geleiders door extrusie te combineren met secundaire bewerking-een hybride aanpak die de kosten met 18% verlaagde ten opzichte van volledige CNC-productie.
4. Integriteit van het oppervlak: Meer dan cosmetisch
Anodisatiediktes overschaduwen vaak gebreken in de ondergrond. Onze kwaliteitscontroles omvatten:
- Microhardheid testen (80-100 HV voor 6063-T5)
- Wervelstroominspectie voor scheuren met een diepte van minder dan 0,1 mm
- Zoutneveltests meer dan 1.000 uur voor onderdelen van maritieme kwaliteit
5. Traceerbaarheid: Het onzichtbare vangnet
Moderne productie vereist volledige tracering van de stamboom:
- Testcertificaten voor ruwe knuppels
- Gegevens van warmtebehandelingsbatches
- Dimensionale inspectierapporten volgens ISO 9001
We sluiten QR-codes direct in op profielen, zodat klanten zoals fabrikanten van medische apparatuur direct toegang hebben tot volledige geschiedenissen.
Wanneer standaarden botsen: Navigeren door conflicterende vereisten
Een recent lucht- en ruimtevaartproject vereist:
- AMS 2772 warmtebehandeling (140°C veroudering)
- EN 12258-3 chemische grenswaarden
- AS9100 traceerbaarheid
Door de oplossing warmtebehandeling4 sequentie en het toevoegen van een laatste koude-stretchstap voldeden we aan alle drie de normen zonder dat dit ten koste ging van de cyclustijden.
De kosten-kwaliteitsbalans
| Kwaliteitsinvestering | Voorafgaande kosten | Besparingen op lange termijn |
|---|---|---|
| Precisiematrijzen | +15% | -30% uitvalpercentage |
| Geautomatiseerde inspectie | +8% | -45% keert terug |
| Gecertificeerde materialen | +12% | +20% product levensduur |
Een klant in hernieuwbare energie bespaarde jaarlijks $220k door over te stappen van commerciële aluminiumprofielen naar ASTM-gecertificeerde aluminiumprofielen, ondanks een stijging van de materiaalkosten met 10%.
Waarom de meeste leveranciers falen in consistentie
In meer dan 15 jaar precisieproductie hebben we drie systemische hiaten geïdentificeerd:
- Onjuiste voorverwarming van de billets: Veroorzaakt ongelijkmatige korrelstructuur
- Te veel vertrouwen op end-of-line testen: Mist procesafwijking
- Omgevingsvochtigheid negeren: Beïnvloedt de prestaties van de verouderingsoven
Onze oplossing? Real-time procesbewaking met AI-gestuurde aanpassingen, waardoor de maatafwijkingen met 63% afnemen in vergelijking met traditionele methoden.
Hoe kies je de juiste leverancier van aluminium profielen?
Heb je ooit te maken gehad met onverwachte projectvertragingen omdat je leverancier van aluminium profielen niet kon voldoen aan de specificaties? Of verborgen kosten ontdekt na het plaatsen van orders? Deze frustraties zijn niet alleen ongemakken - ze kunnen hele productieschema's doen ontsporen en de relatie met de klant beschadigen.
Om de juiste leverancier van aluminiumprofielen te kiezen, moet je de technische mogelijkheden, kwaliteitscontrolesystemen en betrouwbaarheid van de toeleveringsketen op een gestructureerde manier evalueren. De ideale partner combineert materiaalexpertise met productieflexibiliteit om te voldoen aan de eisen van precisie en schaalbaarheid.

Belangrijkste evaluatiecriteria voor leveranciers van aluminiumprofielen
3 Technische vaardigheden die van belang zijn
Naleving materiaalcertificering
- Controleer certificeringen voor:
- ISO 9001 (kwaliteitsbeheer)
- IATF 16949 (auto-industrie)
- AS9100 (luchtvaart)
- Bij PTSMAKE hebben we 14 materiaalcertificeringen, waaronder EN 9100 en ISO 13485 voor medische toepassingen.
- Controleer certificeringen voor:
Omgaan met profielcomplexiteit Vermogen Basisleverancier Geavanceerde leverancier Wanddikte <1mm Beperkt Volledige productie Nauwe toleranties (±0,05 mm) Handmatige controles Lasermeting Opties voor oppervlakteafwerking <5 soorten 12+ behandelingen Aanpassingscapaciteit
- Zoek naar leveranciers die aanbieden:
- CAD/CAM-integratie
- Snelle prototyping (3-5 dagen doorlooptijd)
- Post-processing5 maatwerk
- Zoek naar leveranciers die aanbieden:
4 Operationele rode vlaggen om te herkennen
Verborgen kostentriggers
- Gereedschapskosten meer dan 15% van de oorspronkelijke offerte
- MOQ's waarvoor 30%+ overtollige voorraad nodig is
- Ongespecificeerde verpakkings-/verzendkosten
Lacunes in kwaliteitscontrole
- Ontbrekende documentatie voor:
- Traceerbaarheid van grondstoffen
- Dimensionale inspectierapporten
- Validatie oppervlaktebehandeling
- Ontbrekende documentatie voor:
Communicatiestoringen
- Reactietijd >4 kantooruren
- Geen toegewijde projectmanager
- Beperkte Engelse taalvaardigheid in technische teams
Beperkingen in schaalbaarheid
- Productiecapaciteit <5.000 eenheden/maand
- Inkoop van materiaal uit één bron
- Geen noodplanning voor grondstoffentekorten
5 Partnerschapsindicatoren
Technisch samenwerkingsproces
- Voorkeur voor workflow:
- Ontwerpbeoordeling (DFM-analyse)
- Prototype validatie
- Procesoptimalisatie
- Productie op volledige grootte
- Voorkeur voor workflow:
Kader voor probleemoplossing
- Effectieve leveranciers moeten het volgende bieden:
- Analyse van de oorzaak binnen 24 uur
- Plan met corrigerende maatregelen binnen 48 uur
- Implementatie van preventieve maatregelen
- Effectieve leveranciers moeten het volgende bieden:
Services met toegevoegde waarde
- Programma's voor voorraadbeheer
- Just-in-time leveringsopties
- Jaarlijkse kostenbesparingsinitiatieven
Bij PTSMAKE hebben we een eigen anodisatieproces ontwikkeld dat de corrosieweerstand van aluminiumprofielen 40% verhoogt in vergelijking met standaardbehandelingen. Deze innovatie kwam voort uit het oplossen van herhaalde mislukkingen in de praktijk bij toepassingen in maritieme omgevingen - een uitdaging waar veel leveranciers nog steeds moeite mee hebben om effectief aan te pakken.
Welke oppervlaktebehandelingen zijn er beschikbaar voor aluminium profielen?
Heb je ooit weken besteed aan het ontwerpen van een perfect aluminium profiel, om het vervolgens binnen enkele maanden te zien corroderen? Of geconfronteerd met onverwachte kosten wanneer je geanodiseerde onderdelen een ongelijkmatige kleur ontwikkelen na assemblage? Deze frustraties zijn niet alleen vervelend, ze kunnen ook tijdschema's doen ontsporen, budgetten opblazen en de reputatie van je product schaden.
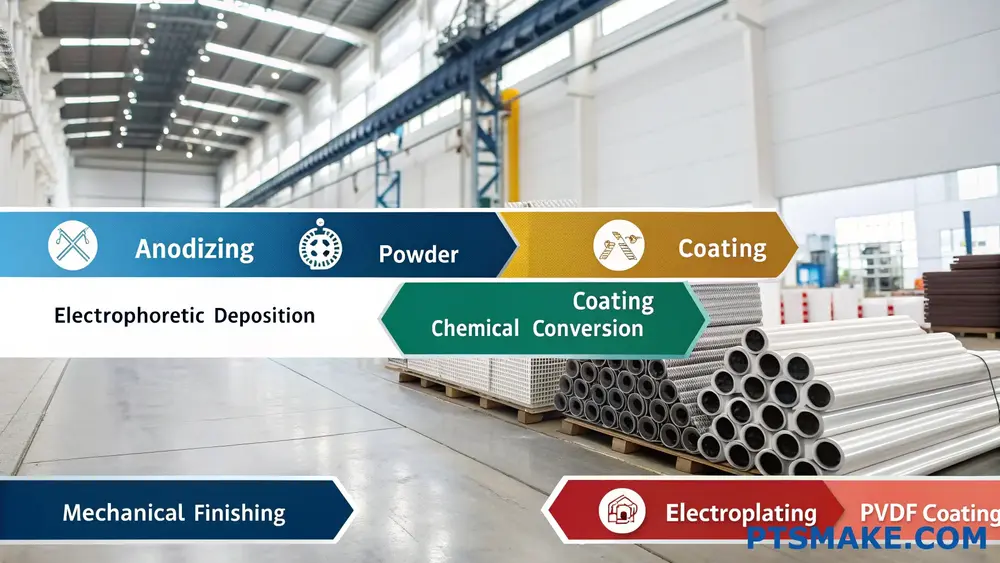
Aluminium profielen kunnen behandeld worden met zeven belangrijke oppervlaktebehandelingen: anodiseren, poedercoaten, elektroforetische afzetting, chemische conversie coating, mechanische afwerking, galvaniseren en PVDF coating. Elke methode zorgt voor een evenwicht tussen corrosiebestendigheid, esthetiek, duurzaamheid en kosten voor industriële toepassingen.
Oppervlaktebehandelingsmethoden voor aluminiumprofielen vergelijken
1. Anodiseren: De industriestandaard
Anodiseren creëert een gecontroleerde oxidelaag door elektrolyse. Bij PTSMAKE hebben we dit proces geoptimaliseerd voor klanten uit de lucht- en ruimtevaart en de medische sector die strakke toleranties (±0,005 mm) en een uniforme afwerking eisen.
| Soorten anodiseren | Type | Dikte (μm) | Belangrijkste kenmerken | Beste voor |
|---|---|---|---|---|
| Type II | 5-25 | Decoratief, verfbaar | Consumentenelektronica | |
| Type III | 25-150 | Hoge slijtvastheid | Hydraulische systemen | |
| Hardcoat | 50+ | Extreme hardheid (60-70 Rockwell C) | Scheepsuitrusting |
Een klant uit de robotica is onlangs overgestapt van anodiseren Type II naar anodiseren met harde lak nadat hun CNC-bewerkte actuatorbehuizingen vroegtijdige slijtage vertoonden. Het herontwerp verlengde de levensduur met 300% maar verhoogde de materiaalkosten met 18% - een afweging die we hielpen modelleren met behulp van eindige elementen analyse6.
2. Poedercoating: Kleur zonder compromis
In tegenstelling tot vloeibare verven harden poedercoatings uit door polymerisatie. Onze faciliteit maakt gebruik van tribostatische pistolen die een 95% overdrachtsefficiëntie bereiken - cruciaal bij het coaten van complexe aluminium extrusies voor autoafwerking.
Overwegingen bij de toepassing
- Verwarm profielen voor tot 180°C voor betere hechting
- Beperk de laagdikte tot 60-120 μm om barsten te voorkomen
- Gebruik chroomvrije voorbehandelingen om te voldoen aan EU-normen
3. Elektroforetische Afzetting (E-Coating)
Deze methode gebruikt elektrische stroom om verfdeeltjes gelijkmatig aan te brengen, zelfs in verzonken gebieden. Hoewel deze methode gebruikelijk is in de auto-industrie, hebben we deze aangepast voor aluminium koellichamen in EV-batterijpakken waar coatingvariaties van 0,1 mm de thermische prestaties beïnvloeden.
4. Chemische conversiecoatings
Chroomvrije alternatieven zoals coatings op basis van zirkonium domineren nu:
| Coating | Corrosiebestendigheid | Elektrische geleidbaarheid | RoHS-naleving |
|---|---|---|---|
| Chromaat | Uitstekend | Slecht | Geen |
| Zirkonium | Goed | Uitstekend | Ja |
| Titanium | Eerlijk | Goed | Ja |
5. Mechanische afwerkingsopties
Geborstelde afwerkingen blijven populair, maar nieuwere technieken zoals AFM (Abrasive Flow Machining) kunnen interne kanalen in aluminium spruitstukken polijsten tot Ra 0,2 μm-kritisch voor medische vloeistofsystemen.
6. Galvanisch verzinken: Wanneer aluminium iets anders moet zijn
Vernikkelen van aluminium vereist eerst verzinken. Onlangs hebben we dronecomponenten vernikkeld met 10 μm nikkel gevolgd door 3 μm goud, waardoor zowel EMI afscherming als betrouwbaarheid van de connector werd bereikt.
7. PVDF-coatings voor extreme omgevingen
Fluorpolymeer coatings zijn bestand tegen UV, chemicaliën en temperaturen van 200°C. Een project voor een zonnepark gebruikte onze PVDF-gecoate aluminium montagesystemen om degradatie in woestijnomstandigheden te voorkomen.
De juiste behandeling kiezen: 5 cruciale factoren
Milieublootstelling
Zoutneveltesturen correleren met prestaties in de praktijk:Behandeling 500 uur 1000 uur 2000 uur Anodiseren (Type III) Geen putjes <5% putjes Mislukt PVDF-coating Geen verandering Geen verandering 20% glansverlies Elektrische vereisten
Geanodiseerde lagen zijn isolerend (doorslagspanning ~800 V/μm). Geef voor geleidende onderdelen niet-poreuze chemische films op.Thermisch beheer
Zwart anodiseren verbetert de warmteafvoer met 15-20% ten opzichte van onbehandeld aluminium.Esthetische eisen
Poedercoatings bieden meer dan 200 RAL-kleuren, terwijl anodiseren beperkt is tot metallics.Budgetbeperkingen
Voor prototypes kost mechanische afwerking 40% minder dan volledig anodiseren.
Veelgemaakte fouten
Voorbehandeling negeren
Eén klant sloeg alkalische reiniging over voordat hij poedercoating aanbracht, waardoor 30% niet hechtte. Altijd:- Ontvetten
- Etsen
- Desmut
Thermische uitzetting over het hoofd zien
Een aluminium gevelpaneel van 2 meter scheurde omdat de CTE van de coating niet overeenkwam met die van het substraat. Overeenstemmingscoëfficiënten binnen 5%.
Toekomstige trends in aluminiumoppervlaktetechnologie
Lasertexturering wordt steeds populairder - ons R&D-team heeft onlangs hydrofobe oppervlakken gemaakt met contacthoeken van 160° met behulp van femtoseconde lasers. Hierdoor zijn in sommige toepassingen geen chemische coatings meer nodig.
Welke invloed heeft de productie van aluminiumprofielen op doorlooptijden?
Heb je ooit te maken gehad met een projectvertraging omdat je aluminium onderdelen weken later aankwamen dan beloofd? Wat als het proces van het maken van die slanke, op maat gemaakte profielen stilletjes aan je tijdlijn vreet? De realiteit is dat de productie van aluminium profielen niet alleen draait om het vormen van metaal, het is een keten van onderling afhankelijke stappen waarbij één knelpunt je hele planning kan doen ontsporen.
De productie van aluminiumprofielen heeft een directe invloed op de doorlooptijden door de complexiteit van het ontwerp, de voorbereiding van de extrusiegereedschappen, de inkoop van materialen en de vereisten voor de nabewerking. Het optimaliseren van deze stadia, zoals het gebruik van gestandaardiseerde matrijsontwerpen of het samenwerken met verticaal geïntegreerde leveranciers, kan vertragingen tot 40% verminderen.

De doorlooptijdvergelijking doorbreken
Om te begrijpen waarom aluminium profielen de tijdlijn van een project beïnvloeden, ontleden we het fabricagetraject.
Fase 1: Ontwerpvalidatie (5-12 dagen)
Elk aangepast profiel begint met CAD-validatie. Zelfs kleine ontwerpfouten kunnen later leiden tot kostbare vertragingen. Bijvoorbeeld:
| Ontwerpfactor | Tijdsimpact | Kosten vermenigvuldiger |
|---|---|---|
| Wanddikte <3mm | +3 dagen (herontwerp matrijs) | 1.7x |
| Interne kanalen zonder trekhoeken | +6 dagen (simulatie herhalingen) | 2.4x |
| Niet-standaard toleranties (±0,05mm) | +4 dagen (proces herkalibratie) | 1.9x |
Bij PTSMAKE hebben we deze fase teruggebracht tot 72 uur voor 80% van de projecten door gebruik te maken van AI-gestuurde ontwerp voor maakbaarheid7 controles tijdens het prototypen.
Fase 2: Ontwikkeling van de matrijs (7-21 dagen)
Extrusiematrijzen vormen het hart van de profielproductie. Deze fase wordt gedomineerd door drie kritieke factoren:
Keuze matrijsmateriaal
H13 stalen matrijzen gaan langer mee, maar het duurt 14 dagen om ze te bewerken. Goedkopere SKD61 alternatieven besparen aanvankelijk 5 dagen, maar vereisen 30% meer stilstand voor onderhoud.Tolerantie Stack-Ups
Een profiel dat ±0,1 mm concentriciteit vereist, heeft matrijzen met ±0,03 mm precisie nodig - wat neerkomt op 4 dagen CNC-slijpen.Testcycli
Proeven met extrusie van eerste deeltjes onthullen vaak onevenwichtigheden in de stroming. Onze gegevens tonen aan:- 63% van nieuwe matrijzen vereisen ≥2 aanpassingen
- Elke aanpassing voegt 2,5 dagen toe
Fase 3: Extrusieproces (3-10 dagen)
Hier ontmoeten natuurkunde en logistiek elkaar:
| Snelheid versus kwaliteit | Alloy | Maximumsnelheid (m/min) | Defectenpercentage bij maximale snelheid |
|---|---|---|---|
| 6061 | 18 | 12% | |
| 6063 | 22 | 8% | |
| 6005A | 15 | 15% |
Met een maximale snelheid van 85% worden defecten gehalveerd, maar wordt de productietijd verlengd met 20%. Onze oplossing? Real-time thermische bewaking om de snelheden veilig te verhogen.
Fase 4: Post-Processing (2-15 dagen)
Oppervlaktebehandelingen worden vaak verborgen tijdverlies:
- Anodiseren: 48 uur voor klasse II (25 µm)
- Poedercoating72 uur met uitharding
- Chemische film (alodine)24 uur
Voor een project voor een medisch apparaat bespaarden we vorig kwartaal 11 dagen door mechanisch borstelen te combineren met lasermarkeren in plaats van traditioneel anodiseren.
De verborgen schuldigen: Wat de meeste ingenieurs missen
Vier over het hoofd geziene factoren hebben een onevenredig grote invloed op doorlooptijden:
Certificeringspapierwerk
ITAR-conforme profielen voor de ruimtevaart vereisen alleen al voor de documentatie 7-10 dagen. Ons geautomatiseerde nalevingssysteem brengt dit terug tot 48 uur.Complexiteit verpakking
Schuim-gescheiden verzending voor krasgevoelige profielen voegt 2 dagen toe ten opzichte van standaard palletiseren.Traceerbaarheid van partijen
Volledige traceerbaarheid volgens ASTM E2376 verlengt de QA-tijd met 30%, maar voorkomt 92% geschillen na levering.Klimaatbeheersing
De vochtigheid in de zomer in Zuid-China voegt 18 uur toe aan de droogcycli - we compenseren dit met ontvochtigde productiecellen.
Casestudie: Tijdlijn behuizing autobatterij
Een recent project met EV-batterijplaten illustreert hoe strategische planning doorlooptijden verkort:
| Fase | Traditionele tijdlijn | Geoptimaliseerde tijdlijn |
|---|---|---|
| Ontwerp | 14 dagen | 6 dagen (DFM gelijktijdige engineering) |
| Matrijzen maken | 21 dagen | 12 dagen (modulaire dobbelsteenblokken) |
| Extrusie | 8 dagen | 5 dagen (legering 6061-T6 voorverouderd) |
| Bewerking | 10 dagen | 7 dagen (5-assig simultaan frezen) |
| Coating | 9 dagen | 4 dagen (UV-uitgeharde keramische coating) |
| Totaal | 62 dagen | 34 dagen (-45%) |
Belangrijkste voordeel: 72% van de tijdsbesparing kwam van upstream beslissingen, niet van snellere machines.
Wanneer sneller niet beter is: De realiteit van kwaliteitscontroles
Het overhaasten van aluminium profielen riskeert catastrofale mislukkingen. Vorig jaar stapte een klant over naar een leverancier met "7 dagen garantie". Resultaat?
- 23% van de profielen is niet door de ultrasone test gekomen
- $182k in lijn uitvaltijd
- 6 weken herstelvertraging
Ons gefaseerde inspectieprotocol voegt 2-3 dagen toe, maar vangt 99,6% van de defecten in een vroeg stadium op:
- 100% dimensionale controles na extrusie
- Wervelstroomtest voor scheuren
- Bemonstering op zoutneveltest
Uw checklist voor doorlooptijdoptimalisatie
Een balans vinden tussen snelheid en betrouwbaarheid:
- Vraag om matrijstekeningen vóór het maken van een offerte
- Geef aanvaardbare bereiken voor oppervlakteafwerking op (RA 0,8-3,2 µm)
- Leveranciers van secundaire processen vooraf goedkeuren
- Bestel 10% teveel voor destructief onderzoek
- Betalingstermijnen afstemmen op mijlpaalleveringen
Bij PTSMAKE, hebben we geholpen klanten zoals Nimble Robotics te bereiken 98% on-time levering voor op maat gemaakte aluminium profielen, zelfs met 15-dagen doorlooptijd-door middel van geïntegreerde proces in kaart brengen. Het geheim? Het behandelen van doorlooptijd verkorting als een systeem, niet alleen een sprint.
Welke kostenfactoren moeten worden overwogen voor aluminium profielen?
Heb je ooit te maken gehad met onverwachte budgetoverschrijdingen bij het bestellen van aluminium profielen op maat? Wat als verborgen kosten, zoals materiaalverspilling of vertraagde leveringen, stilletjes de winstgevendheid van je project ondermijnen? Deze pijnpunten zijn niet zeldzaam. Ingenieurs en inkoopteams worstelen vaak met de balans tussen kwaliteit, levertijd en kosten zonder een duidelijk kader.
Bij het inkopen van aluminium profielen zijn de belangrijkste kostenfactoren onder andere de materiaalsoort, de complexiteit van de extrusie, de oppervlakteafwerking, de gereedschapsvereisten, het ordervolume en de logistiek. Het optimaliseren van deze elementen zorgt voor kostenefficiëntie zonder afbreuk te doen aan de prestaties.

De kostenfactoren opsplitsen
1. Materiaalkeuze: Meer dan alleen "aluminium
Aluminiumlegeringen variëren sterk in kosten en prestaties. 6061-T6 is bijvoorbeeld populair vanwege de lasbaarheid en sterkte, terwijl 7075 een hogere treksterkte biedt maar 30-40% meer kost.
| Type legering | Kosten per kg (USD) | Algemene toepassingen |
|---|---|---|
| 6061-T6 | $3.20–$3.80 | Structurele frames, auto-onderdelen |
| 7075-T6 | $4.50–$5.20 | Onderdelen voor de ruimtevaart, opspanningen onder hoge druk |
| 3003-H14 | $2.90–$3.30 | Sierlijsten, HVAC-systemen |
Bij PTSMAKE gebruiken we computationele materiaaloptimalisatie8 om de legeringseigenschappen af te stemmen op de projectvereisten, zodat over- of onderspecificatie wordt voorkomen.
2. Complexiteit van extrusie: Geometrie bepaalt kosten
- Holle profielen versus massieve profielen: Holle vormen vereisen complexere matrijzen en lagere extrusiesnelheden.
- Tolerantie-eisen: Nauwere toleranties (±0,1 mm vs. ±0,5 mm) kunnen de gereedschapskosten verhogen met 15-25%.
- Wanddikte: Voor uniforme wanden van minder dan 1,5 mm zijn mogelijk speciale persen nodig.
3. Oppervlakteafwerking: de verborgen kostenvermenigvuldiger
Een geborstelde afwerking voegt $0,80-$1,20 per strekkende meter toe, terwijl anodiseren Type III (harde laag) $2,50-$4,00 kost. Voor projecten die corrosiebestendigheid vereisen, biedt poedercoating vaak een betere ROI dan elektrolytisch plateren.
4. Gereedschap: Eenmalige kosten met langetermijneffecten
Een basis extrusiematrijs kost $800-$1.500, maar profielen met meerdere caviteiten of krappe radii kunnen meer dan $3.000 kosten. Voor orders met kleine volumes (<5.000 stuks) kunt u modulaire matrijzen overwegen om de aanloopkosten over projecten te verdelen.
5. Ordervolume: De Paradox van de Schaaleconomie
Hoewel bulkorders de kosten per eenheid verlagen, moet je er rekening mee houden:
- Opslagkosten voor overtollige inventaris
- Verouderingsrisico voor productrevisies
- MOQ-flexibiliteit (PTSMAKE biedt batches van 500 stuks voor prototyping)
6. Secundaire bewerkingen: Vergeet nabewerking niet
- CNC-bewerking voor pasvlakken: $12-$18/uur
- Warmtebehandeling voor T6-toestand: $1.20-$2.00/kg
- Tolerantie op precisiesnijden: ±0,2 mm standaard vs. ±0,05 mm premium
Tips voor strategische kostenoptimalisatie
A. Ontwerp voor maakbaarheid (DFM) Vroeg
Betrek je leverancier bij het CAD-ontwerp. Eenvoudige veranderingen, zoals het vergroten van de hoekradius van 1 mm naar 1,5 mm, kunnen de matrijsslijtage verminderen met 40%.
B. Maak creatief gebruik van standaardprofielen
Combineer standaard U-profielen en -hoeken in plaats van aangepaste vormen. We hebben een klant uit de robotica geholpen om 22% kosten te besparen door een nieuw ontwerp te maken met behulp van 80/20 geëxtrudeerde rails.
C. Regionale logistiek Math
Verzending van 20ft containers van Azië naar de westkust van de VS:
- Standaard levertijd: 35 dagen bij $2.800
- Versneld: 18 dagen bij $4,500
Voor spoedbestellingen onder 500 kg kan luchtvracht minder kosten dan vertraagde productie.
Wanneer investeren in custom tooling
Gebruik deze beslissingsmatrix:
| Ordervolume | Complexiteit profiel | Aanbevolen aanpak |
|---|---|---|
| <1.000 eenheden | Hoog | Bestaande matrijzen aanpassen |
| 1k-5k eenheden | Medium | Modulair gereedschap |
| >5k eenheden | Laag | Volledig aangepaste matrijs |
De duurzaamheidsfactor
Gerecycled aluminium (Grade 6063) kost 8-12% minder dan nieuw materiaal. Met de juiste computationele materiaaloptimalisatie8Het schrootpercentage kan worden teruggebracht van het industriegemiddelde van 15% naar minder dan 7%.
Bij PTSMAKE combineren we ISO 9001-gecertificeerde processen met AI-gestuurde kostenmodellering om aluminium profielen te leveren die voldoen aan zowel technische specificaties als budgetbeperkingen. Onze klanten in de automatisering en medische apparatuur consequent te bereiken 12-18% kostenbesparingen door holistische supply chain optimalisatie.
Hoe onderhoud en verleng je de levensduur van aluminium profielen?
Heb je ooit aluminium profielen voortijdig zien corroderen ondanks je beste inspanningen? Of geworsteld met kromgetrokken structurele componenten die de productietijdlijnen deden ontsporen? Deze frustraties zijn niet alleen kostbaar - ze leggen ook hiaten bloot in het begrip van hoe aluminium zich gedraagt onder echte omstandigheden.
Het juiste onderhoud van aluminium profielen combineert proactief reinigen, beschermende coatings, belastingoptimalisatie en omgevingscontrole. Door de mechanismen van oppervlaktedegradatie en structurele spanningspatronen aan te pakken, kunt u de levensduur 40-60% verlengen en tegelijk de vervangingskosten drukken.
Drie pijlers voor de levensduur van aluminiumprofielen
1. Strategieën voor oppervlaktebescherming
De natuurlijke oxidelaag van aluminium biedt beperkte bescherming. Industriële omgevingen versnellen galvanische corrosie9 door:
| Bedreiging | Impact Diepte | Preventiemethode |
|---|---|---|
| Blootstelling aan zout water | 0,5-2 mm/jaar | Anodiseren + epoxycoating |
| Zure verontreinigingen | Putjes in het oppervlak | pH-neutrale reinigers |
| Schurende deeltjes | Kraspaden | Gewoon perslucht blazen |
Bij PTSMAKE hebben we gevalideerd dat Type III hardcoat anodiseren (25-50μm) de zoutnevelbestendigheid verhoogt van 168 uur tot 1.000+ uur in marinetoepassingen.
2. Beheer van structurele belasting
Vier kritische belastingsfactoren die vaak over het hoofd worden gezien:
2.1 Dynamische vs. statische belasting
- Cyclische spanning: De vermoeiingssterkte van aluminium daalt 30% na 10^7 cycli
- Oplossing: Finite Element Analysis (FEA) om spanningsverhogingen te identificeren
2.2 Compensatie thermische uitzetting
- 6061-T6 legering zet uit 23,6 μm/m-°C
- Casestudy: Een klant uit de robotica verminderde de gewrichtsslijtage met 62% na het implementeren van expansieruimtes berekend met behulp van:
Tussenruimte (mm) = Lengte (m) × ΔT (°C) × 0,0236
3. Kader voor milieucontrole
3.1 Vochtigheidsdrempels
- <60% RH: Veilig voor de meeste toepassingen
- 60-80% RH: Droogmiddelpakketten vereist
80% RH: Verplichte klimaatregeling
3.2 Chemische blootstellingszones
Ons team categoriseert risiconiveaus op basis van verontreinigingen in de lucht:
| Zone | Verontreinigingsniveau | Inspectiefrequentie |
|---|---|---|
| Groen | <5 μg/m³ | Driemaandelijks |
| Amber | 5-20 μg/m³ | Maandelijks |
| Rood | >20 μg/m³ | Wekelijks |
Onderhoudswerkstroom optimaliseren
We implementeren een aanpak in 4 fasen voor klanten:
Basislijn
- Spectrometeranalyse van de samenstelling van de legering
- 3D scannen voor bestaande vervormingen
Aangepast protocolontwerp
- Reinigingsmiddelen afstemmen op plaatselijke verontreinigingen
- Pas smeerintervallen aan op basis van bewegingscycli
Integratie van slimme bewaking
- Corrosiesensoren met een resolutie van 0,1 mm
- Trillingsanalyse voor vroegtijdige detectie van vermoeidheid
Documentatie levenscyclus
- Digitale tweelingmodellen die degradatie voorspellen
- Vervangingsschema's gekoppeld aan werkelijke slijtagegegevens
Wanneer reparatie niet meer mogelijk is
Door materiaaltesten hebben we deze faaldrempels geïdentificeerd:
- Scheuren: >0,3 mm diepte vereist vervanging
- Corrosie: >3% verlies in dwarsdoorsnede
- Afwijking vlakheid: >0,15 mm per 100 mm lengte
Voor missiekritische toepassingen, zoals ruimtevaartonderdelen, raden we aan 20% eerder te vervangen dan deze limieten.
Voorbeeld kosten-batenanalyse
| Actie | Voorafgaande kosten | 10 jaar besparingen |
|---|---|---|
| Basis poedercoating | $1,20/lb | $4,50/lb |
| Plasma elektrolytische oxidatie | $3,80/lb | $12,70/lb |
| Real-time bewakingssysteem | $15k | $83k |
Deze gegevens zijn afkomstig van 37 industriële klanten die we sinds 2020 hebben geholpen, met ROI-tijdlijnen van maar liefst 11 maanden.
Wat zijn de duurzame praktijken bij de productie van aluminiumprofielen?
Heb je je ooit afgevraagd waarom sommige fabrikanten van aluminiumprofielen consequent milieuvriendelijke producten leveren, terwijl anderen worstelen met energieverspilling en milieuboetes? Wat scheidt duurzame productie van greenwashing claims in deze zeer grondstofintensieve industrie?
De duurzame productie van aluminiumprofielen combineert de integratie van gerecycled materiaal, het gebruik van schone energie en gesloten kringloopsystemen om de impact op het milieu te minimaliseren met behoud van industriële prestaties. Tot de belangrijkste praktijken behoren het smelten van secundair aluminium, extrusieprocessen op zonne-energie en waterrecyclingtechnologieën die tot 95% grondstoffen terugwinnen.
Duurzame aluminiumproductie doorbreken
1. Revolutie in materiaalinkoop
Van mijnbouw naar stedelijke mijnbouw
De verschuiving van nieuw bauxiet naar gerecycled aluminiumschroot vermindert de mijnbouwgerelateerde ontbossing met 42% volgens gegevens van het International Aluminum Institute. Bij PTSMAKE hebben we een eigen sorteersysteem voor schroot ontwikkeld dat 27 soorten legeringen identificeert door middel van lasergeïnduceerde afbraakspectroscopie10waardoor nauwkeurig materiaal kan worden teruggewonnen.
| Type materiaal | Energieverbruik (kWh/kg) | CO2-uitstoot (kg/kg) |
|---|---|---|
| Primair aluminium | 55 | 11.2 |
| Gerecycled aluminium | 5.5 | 0.6 |
Optimalisatiestrategieën voor legeringen
Ons technische team maakt legeringen op maat die mechanische eigenschappen behouden terwijl ze hogere onzuiverheidsdrempels accepteren - een cruciale factor bij het gebruik van afval na consumptie. Bijvoorbeeld:
- Kozijnprofielen met 80% gerecycled materiaal
- Auto-onderdelen met 60% gerecycled mengsel
- Ruimtevaartlegeringen met 30% gerecycled materiaal
2. Doorbraken op het gebied van energie-efficiëntie
Innovaties extrusieproces
Moderne extrusiepersen bereiken nu 30% energiebesparing door:
- Motoren met variabele frequentieaandrijving (VFD)
- AI-gestuurde optimalisatie van verwarmingszones
- Systemen voor terugwinning van afvalwarmte
In onze fabriek in Shenzhen hebben we infrarood voorverwarmers geïnstalleerd die de energie voor het verwarmen van billets met 18% verlagen en tegelijkertijd de maatnauwkeurigheid verbeteren.
Integratie van duurzame energie
Thermische zonne-energiesystemen voor het verwarmen van matrijzen en fotovoltaïsche arrays voor machinebewerkingen zijn kosteneffectieve oplossingen geworden. Een recent project voor een Duitse automobielklant combineerde:
- 2MW zonne-installatie op het dak
- Waterstofcellen op locatie
- Integratie van slimme netwerken
Deze configuratie zorgde voor energieonafhankelijkheid van de 73% bij daglicht.
3. Waterbeheersystemen
Gesloten koeling
Geavanceerde waterzuiveringseenheden maken het mogelijk:
- 98% hergebruik van water in extrusieprocessen
- Nullozing van vloeistoffen (ZLD)
- pH-neutrale recycling zonder chemische toevoegingen
Het waterterugwinningssysteem van onze Dongguan-fabriek verwerkt dagelijks 5.000 kubieke meter, wat gelijk staat aan de watervoorziening voor 20.000 huishoudens.
Technieken voor het opvangen van regenwater
Innovatieve opvangontwerpen vangen regenwater op en filteren het voor niet-productief gebruik:
- Landschapsirrigatie
- Koeltoren make-up
- Schoonmaken van apparatuur
4. Valorisatie van afvalstromen
Gebruik bijproducten
Voorheen gestorte materialen vinden nu nieuwe toepassingen:
- Aluminiumschroot → Cementadditief
- Snijslib → 3D-printpoeder
- Thermische olie → Wegenbouwmateriaal
Verpakkingsinnovaties
We hebben houten kratten voor eenmalig gebruik vervangen door:
- Recyclebare aluminium opvouwbare containers
- Biologisch afbreekbaar opvulmateriaal op basis van paddenstoelen
- Herbruikbare systemen met RFID-tracking
5. Implementatie levenscyclusanalyse (LCA)
Moderne duurzaamheid vereist gegevensgestuurde beslissingen. Ons team voert cradle-to-grave-analyses uit die rekening houden met:
- Koolstofvoetafdruk in toeleveringsketens
- Recyclebaarheid aan het einde van de levensduur
- Effecten op transport
Voor een recent project voor medische apparatuur toonde de LCA aan dat gelokaliseerde recyclingcentra de totale uitstoot met 41% konden verminderen in vergelijking met gecentraliseerde verwerking.
6. Certificering en naleving
Belangrijke normen voor duurzame productie:
| Standaard | Focusgebied | Naleving Voordeel |
|---|---|---|
| ASI Prestaties | Verantwoord inkopen | Markttoegang in de EU |
| ISO 14001 | Milieubeheer | Operationele efficiëntie |
| Van wieg tot wieg | Materiële gezondheid | Merkdifferentiatie |
Onze faciliteiten hebben 12 internationale certificeringen, waardoor klanten voldoen aan strenge duurzaamheidseisen, van AB 262 in Californië tot de Duitse Supply Chain Act.
7. Casestudie: Productie van batterijframe voor elektrische voertuigen
Een recente samenwerking met een EV-fabrikant toonde duurzame praktijken in actie:
- 65% gerecycled aluminium
- Extrusielijn op zonne-energie
- Waterloze oppervlaktebehandeling
- Snijdsysteem met gesloten lus
Resultaten:
- 48% lagere koolstofvoetafdruk
- 92% materiaalbezettingsgraad
- 35% snellere productiecyclus
8. Toekomstige trends in groen aluminium
Opkomende technologieën zullen de sector veranderen:
- Met waterstof gestookte gloeiovens
- Blockchain materiaal traceren
- AI-gestuurde energieoptimalisatie
- Biogebaseerde lossingsmiddelen
Bij PTSMAKE testen we momenteel koolstofafvangsystemen die CO2-emissies mineraliseren tot grondstoffen voor de bouwindustrie - een potentiële game-changer voor koolstofnegatieve productie.
Leer hoe de dislocatie-theorie uw ontwerpen beïnvloedt - neem contact op met PTSMAKE voor een gratis handleiding voor materiaalselectie. ↩
Ontdek hoe geavanceerde oppervlaktebehandelingen de prestaties van uw product kunnen verbeteren. ↩ ↩
Leer hoe thermische geleidbaarheid de prestaties van EV's en de materiaalkeuze beïnvloedt. ↩
Leer hoe geavanceerde warmtebehandelingstechnieken de prestaties van aluminium in omgevingen met hoge druk verbeteren. ↩
Leer hoe geavanceerde oppervlaktebehandelingen de duurzaamheid van aluminiumprofielen in ruwe omgevingen verbeteren. ↩
Leer hoe eindige-elementenanalyse de prestaties van coatings in kritieke toepassingen optimaliseert. ↩
Lees hoe je met ontwerp voor maakbaarheid de doorlooptijd van aluminiumprofielen met 30% kunt verkorten in onze gratis gids. ↩
Ontdek hoe computermodellering materiaalverspilling vermindert - klik om een gratis DFM-analyse aan te vragen. ↩ ↩
Galvanische corrosie treedt op wanneer ongelijke metalen met elkaar in contact komen in elektrolyten. Klik om onze controlelijst voor corrosiepreventie te downloaden. ↩
Lasergeïnduceerde afbraakspectroscopie maakt nauwkeurige materiaalidentificatie mogelijk, wat cruciaal is voor het behoud van de integriteit van legeringen in gerecycled aluminium. ↩






