

Ooit geprobeerd uit te leggen wat CNC-draaien is aan iemand die precisieonderdelen nodig heeft? Het is frustrerend als ze dit cruciale productieproces niet begrijpen. Veel bedrijven worstelen met kwaliteitsproblemen en inconsistente resultaten omdat ze geen kennis hebben van de juiste draaitechnieken.
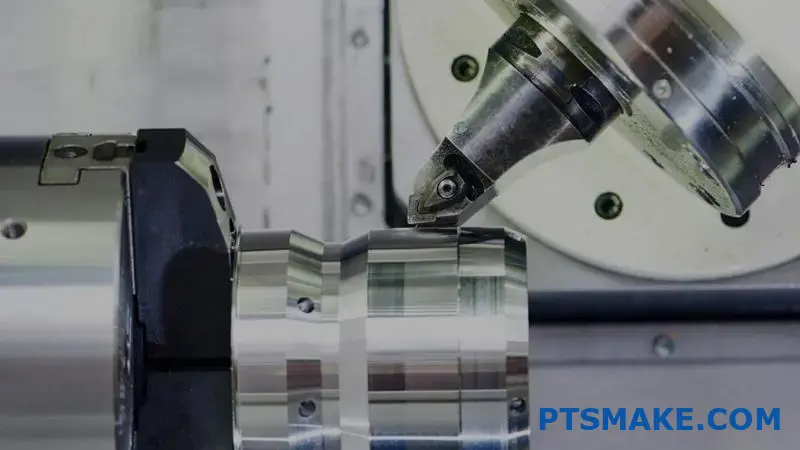
CNC draaien is een bewerkingsproces waarbij een snijgereedschap materiaal verwijdert van een roterend werkstuk om cilindrische onderdelen met precieze afmetingen te maken. De computergestuurde draaibank volgt geprogrammeerde instructies om complexe vormen te produceren met uitzonderlijke nauwkeurigheid en herhaalbaarheid.
Ik heb bedrijven hun productiemogelijkheden zien transformeren nadat ze CNC-draaien goed begrepen hadden. Deze technologie heeft een revolutie teweeggebracht in de manier waarop wij bij PTSMAKE onderdelen produceren. Ik zal u alles vertellen wat u moet weten over CNC-draaien, van de basisprincipes tot de geavanceerde toepassingen die perfect kunnen zijn voor uw volgende project.
Wat is het verschil tussen CNC frezen en CNC draaien?
Bent u wel eens in de war geweest over welk CNC-bewerkingsproces u moet kiezen voor uw project? Misschien hebt u offertes ontvangen voor zowel frezen als draaien, maar weet u niet zeker wat de beste resultaten oplevert voor uw specifieke onderdeelontwerp? Deze verwarring komt vaker voor dan u denkt.
CNC frezen verwijdert materiaal met roterende snijgereedschappen terwijl het werkstuk stil blijft staan. CNC draaien daarentegen roteert het werkstuk tegen een vast snijgereedschap. Frezen blinkt uit in het maken van complexe vormen met vlakke oppervlakken, terwijl draaien ideaal is voor cilindrische onderdelen met draaisymmetrie.
De basisprincipes van CNC-bewerking begrijpen
CNC bewerking heeft een revolutie teweeggebracht in de productie door het automatiseren van het proces om nauwkeurige onderdelen te maken van verschillende materialen. In de kern maakt CNC (Computer Numerical Control) technologie gebruik van computerprogrammering om de beweging van machines te besturen, waardoor consistente, nauwkeurige productie mogelijk is zonder constante menselijke tussenkomst.
Wanneer we kijken naar CNC-bewerkingsopties, springen frezen en draaien eruit als de twee meest voorkomende processen. Hoewel ze beide materiaal verwijderen om afgewerkte onderdelen te maken, werken ze volgens fundamenteel verschillende principes. Laten we deze verschillen eens op een rijtje zetten, zodat u weloverwogen beslissingen kunt nemen voor uw volgende project.
CNC frezen: Proces en mogelijkheden
Bij CNC frezen wordt het werkstuk vastgezet op een tafel terwijl roterende snijgereedschappen materiaal verwijderen. De freesmachine kan het snijgereedschap in meerdere assen bewegen (meestal 3-5 assen bij moderne machines), waardoor complexe geometrieën en vormen mogelijk zijn.
Belangrijkste kenmerken van CNC-frezen
- Meerdere snijvlakken: Freesgereedschap heeft meerdere snijkanten die intermitterend in het werkstuk grijpen.
- Veelzijdige materiaalverwijdering: Kan vlakke oppervlakken, contouren, sleuven, zakken en 3D-vormen maken
- Onderbroken snijbeweging: Het gereedschap maakt herhaaldelijk contact met en ontkoppelt van het materiaal.
Frezen is bijzonder effectief voor onderdelen met complexe kenmerken zoals vierkante schouders, vlakke oppervlakken en ingewikkelde geometrieën. Mijn ervaring bij PTSMAKE is dat we vaak frezen voor onderdelen die nauwe toleranties vereisen op niet-cilindrische elementen.
CNC draaien: Proces en mogelijkheden
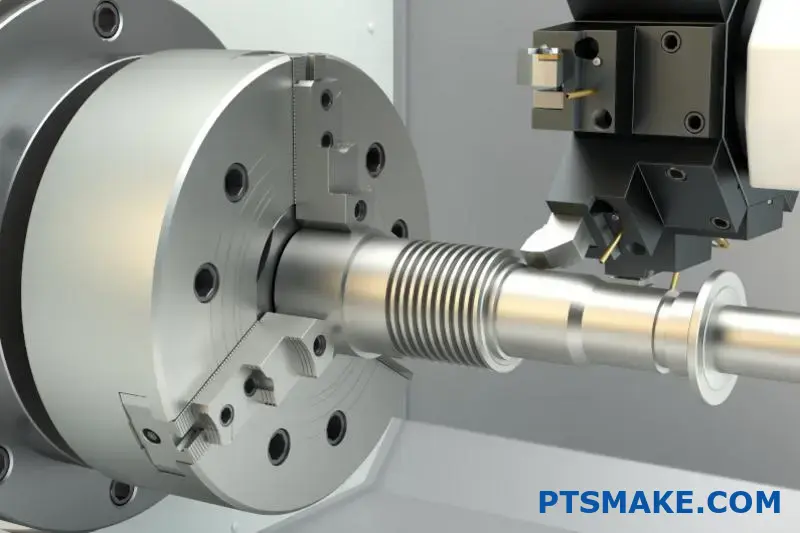
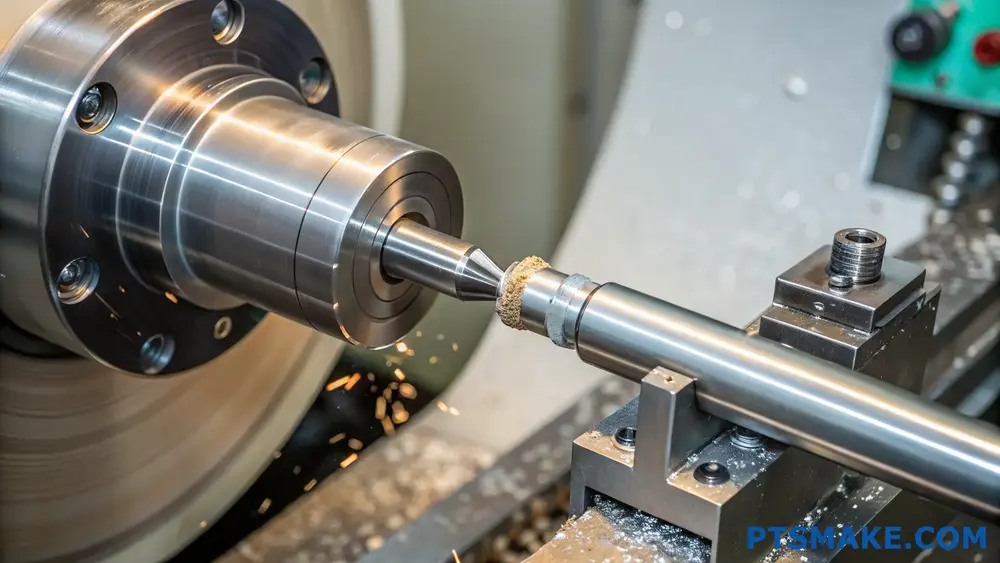
Bij draaien wordt het werkstuk met hoge snelheid rondgedraaid terwijl een stationair snijgereedschap materiaal verwijdert. Dit proces verschilt fundamenteel van frezen omdat het werkstuk beweegt terwijl het gereedschap relatief vast blijft (hoewel het langs assen kan bewegen om verschillende profielen te maken).
Belangrijkste kenmerken van CNC-draaien
- Continue snijactie: Het gereedschap houdt constant contact met het roterende werkstuk
- Rotatiesymmetrie: Maakt voornamelijk cilindrische of conische vormen
- Snijden met één punt: Gebruikt meestal gereedschap met een enkele snijkant
Bij PTSMAKE raden we aan om te draaien voor onderdelen met draaisymmetrie1 en cilindrische onderdelen zoals assen, pennen en mechanische componenten.
Vergelijkende analyse: Frezen vs. draaien
Om de belangrijkste verschillen tussen deze processen te verduidelijken, heb ik deze vergelijkende tabel gemaakt:
| Functie | CNC Frezen | CNC Draaien |
|---|---|---|
| Werkstukbeweging | Stationair | Draait |
| Gereedschap Beweging | Roteert en verplaatst langs assen | Stationair (beweegt langs assen) |
| Ideale onderdeelgeometrie | Complexe vormen, vlakke oppervlakken, zakken | Cilindrische, conische vormen |
| Typische toleranties | ±0,001" tot ±0,005" | ±0,0005" tot ±0,003" |
| Afwerking oppervlak | 16-125 μin Ra | 8-63 μin Ra |
| Productiesnelheid | Matig tot langzaam | Snel voor eenvoudige onderdelen |
| Veelzijdigheid materiaal | Uitstekend voor de meeste materialen | Goed maar met enkele beperkingen |
Materiaal Overwegingen
Beide processen kunnen een breed scala aan materialen verwerken, maar er zijn enkele belangrijke verschillen:
Materialen voor frezen
- Blinkt uit met harde materialen zoals roestvrij staal en titanium
- Zeer geschikt voor kunststoffen, aluminium en andere non-ferrometalen
- Kan efficiënt materialen met een ongelijke hardheid bewerken
Materialen voor draaien
- Ideaal voor uniforme materialen die netjes snijden
- Bijzonder effectief met messing, aluminium en zacht staal
- Kan moeite hebben met zeer harde of brosse materialen, tenzij er speciaal gereedschap wordt gebruikt
Kosten- en efficiëntiefactoren
Als ik klanten help kiezen tussen frezen en draaien bij PTSMAKE, houd ik rekening met verschillende kosten- en efficiëntiefactoren:
- Productievolume: Draaien is vaak rendabeler voor de productie van grote volumes eenvoudige cilindrische onderdelen.
- Installatietijd: Voor frezen zijn doorgaans complexere opspanningen en instellingen nodig
- Materiaal Afval: Draaien levert over het algemeen minder materiaalafval op voor cilindrische onderdelen
- Afwerking oppervlak: Met draaien worden vaak betere oppervlaktekwaliteiten bereikt met minder bewerkingen
Voor veel projecten is de beslissing niet of/of, maar welk proces te gebruiken voor verschillende onderdelen van hetzelfde onderdeel. We combineren vaak beide processen met behulp van draai-freesmachines om optimale resultaten te behalen en tegelijkertijd de productietijd en -kosten te minimaliseren.
De juiste keuze maken voor uw project
De keuze tussen CNC-precisiedraaien en -frezen moet worden bepaald door de geometrie van uw onderdeel, de tolerantievereisten en het productievolume. Voor onderdelen met voornamelijk cilindrische kenmerken is draaien meestal de beste optie. Voor onderdelen met vlakke oppervlakken, kamers en complexe geometrieën is frezen meestal de beste keuze.
Bij PTSMAKE analyseren we elk project afzonderlijk om de meest geschikte bewerkingsstrategie aan te bevelen. Soms betekent dit het gebruik van beide processen om de optimale balans tussen kwaliteit, kosten en doorlooptijd te bereiken.
Inzicht in de gangbare normen en eisen voor CNC-draaitoleranties
Hebt u ooit met precisie gedraaide onderdelen ontvangen die de eindinspectie of assemblage niet haalden? Of urenlang problemen opgelost met het uitlijnen van onderdelen die perfect op elkaar zouden moeten passen? Misverstanden over toleranties kunnen projecten doen ontsporen, lanceringen vertragen en uw bedrijfsresultaat aanzienlijk beïnvloeden.
CNC-draaitoleranties voor toepassingen met hoge precisie variëren gewoonlijk van ±0,0005" tot ±0,001" (0,0127 mm tot 0,0254 mm). Deze nauwe toleranties zijn essentieel voor de ruimtevaart, medische apparatuur en precisie-instrumentatie waar de pasvorm en functionaliteit van onderdelen afhangen van een uitzonderlijke maatnauwkeurigheid.
Standaard tolerantieclassificaties voor CNC-draaien
Bij het bespreken van toleranties voor CNC-precisiedraaien is het belangrijk om de gevestigde classificatiesystemen te begrijpen. De meest algemeen erkende standaard is het ISO-systeem, dat toleranties indeelt in verschillende klassen van IT01 (meest nauwkeurig) tot IT16 (minst nauwkeurig). Bij toepassingen met hoge precisie werken we meestal met klassen IT5 tot IT7.
In de jaren dat ik bij PTSMAKE werk, heb ik gemerkt dat veel ingenieurs toleranties specificeren die kleiner zijn dan nodig, waardoor de kosten stijgen zonder functionele waarde toe te voegen. Inzicht in deze normen helpt deze veelgemaakte fout te voorkomen.
ISO Tolerantiegraad Classificaties
Het ISO-classificatiesysteem biedt een systematische benadering voor tolerantiespecificaties. Hier volgt een overzicht van veelgebruikte klassen voor precisiedraaien:
| ISO-norm | Typisch tolerantiebereik | Algemene toepassingen |
|---|---|---|
| IT5 | ±0,0002" (0,005mm) | Precisiematen, meetinstrumenten |
| IT6 | ±0,0003" (0,008mm) | Precisielagers, hydraulische componenten |
| IT7 | ±0,0005" (0,013mm) | Nauwkeurige assen, medische apparatuur |
| IT8 | ±0,0008" (0,02 mm) | Auto-onderdelen, algemene machines |
| IT9 | ±0,0012" (0,03mm) | Standaard bewerkte onderdelen |
In de communicatie met fabrikanten biedt het specificeren van de ISO-kwaliteit een duidelijke, internationaal erkende standaard die onduidelijkheid over verwachtingen wegneemt.
Materiaal-specifieke tolerantieoverwegingen
Niet alle materialen kunnen dezelfde tolerantieniveaus bereiken met een consistente betrouwbaarheid. Dit is een van de meest over het hoofd geziene aspecten van tolerantiespecificaties die ik tegenkom bij het beoordelen van de eisen van klanten.
Materialen met een hoge thermische uitzettingscoëfficiënt, zoals aluminium, kunnen ruimere toleranties vereisen dan materialen zoals roestvast staal of titanium. De metallurgische stabiliteit2 van het materiaal heeft een directe invloed op hoe nauw de toleranties kunnen worden gehandhaafd na verloop van tijd en onder wisselende omgevingsomstandigheden.
Bij het draaien van onderdelen uit 6061 aluminium raden we bijvoorbeeld toleranties aan die niet kleiner zijn dan ±0,0008" voor kritieke afmetingen, terwijl 304 roestvast staal in veel gevallen betrouwbaar ±0,0005" kan aanhouden.
Op materiaal gebaseerde tolerantieaanbevelingen
Op basis van onze productie-ervaring bij PTSMAKE volgen hier praktische tolerantierichtlijnen voor veelvoorkomende materialen in precisietoepassingen:
| Materiaal | Praktische minimum tolerantie | Overwegingen |
|---|---|---|
| Aluminium | ±0,0008" (0,02 mm) | Hogere thermische uitzetting, zachter materiaal |
| Roestvrij staal | ±0,0005" (0,013mm) | Goede stabiliteit, moeilijker te bewerken |
| Messing | ±0,0006" (0,015mm) | Uitstekende bewerkbaarheid, matige stabiliteit |
| Titanium | ±0,0005" (0,013mm) | Uitstekende stabiliteit, uitdagend om te bewerken |
| Kunststoffen (PEEK, Delrin) | ±0,001" (0,025mm) | Vochtabsorptie, thermische uitzetting |
Eigenschapsspecifieke tolerantievereisten
Verschillende geometrische vormen hebben verschillende mogelijkheden om strakke toleranties aan te houden. Mijn ervaring is dat dit genuanceerde begrip beginnende ontwerpers onderscheidt van doorgewinterde ingenieurs.
Voor zeer nauwkeurige gedraaide onderdelen zijn deze specifieke richtlijnen van belang:
- Externe diameters: Over het algemeen geschikt voor de krapste toleranties (±0,0005")
- Interne diameters: Iets minder nauwkeurig dan externe kenmerken (±0,0007")
- Dieptes en lengtes: Moeilijker om nauwkeurig te regelen (±0,001")
- Draden: Gewoonlijk gespecificeerd door klassepassingen in plaats van decimale toleranties
- Afwerking oppervlak: Rechtstreeks gerelateerd aan tolerantievermogen (fijnere afwerkingen maken nauwere toleranties mogelijk)
Toen ik onlangs een precisieas ontwierp voor een medisch apparaat, adviseerde ik om alleen de toleranties op de kritieke lageroppervlakken aan te scherpen en de toleranties op minder functionele onderdelen te versoepelen. Deze aanpak verminderde de productiekosten met 23% zonder de prestaties in gevaar te brengen.
Economische implicaties van tolerantiespecificatie
Er is een direct verband tussen tolerantie-eisen en productiekosten. Deze relatie is niet lineair, maar exponentieel. Bij PTSMAKE laten we klanten vaak deze kosten-tolerantiecurve zien om hen te helpen weloverwogen beslissingen te nemen.
Een goede vuistregel die ik met klanten deel: toleranties aanscherpen met 50% verhoogt de productiekosten meestal met 80-100%. Deze dramatische stijging treedt op omdat nauwere toleranties vereisen:
- Nauwkeurigere machines
- Langzamere snijsnelheden
- Extra kwaliteitscontroles
- Vaker wisselen van gereedschap
- Hogere afwijzingspercentages
Het specificeren van de juiste toleranties is een van de meest effectieve manieren om de productiekosten te beheersen en tegelijkertijd de functionaliteit van het product te garanderen. Ik moedig ingenieurs altijd aan om zich af te vragen: "Welke tolerantie is nodig om deze functie te laten functioneren zoals bedoeld?" in plaats van te kiezen voor de strakst mogelijke specificaties.
Materiaaleigenschappen en hun invloed op CNC-draaiprecisie?
Heb je je ooit afgevraagd waarom sommige materialen prachtig machinaal worden bewerkt terwijl je bij andere materialen worstelt met een slechte oppervlakteafwerking en maatproblemen? De frustratie van het herhaaldelijk aanpassen van de parameters en dan nog steeds subpar resultaten te krijgen kan gekmakend zijn, vooral wanneer de deadlines van een project hoog oplopen.
De materiaalselectie is aantoonbaar de meest kritische factor die van invloed is op de resultaten van CNC-precisiedraaien. De unieke eigenschappen van elk materiaal, zoals hardheid, thermische geleidbaarheid en microstructuur, hebben een directe invloed op de bewerkingsparameters, gereedschapsslijtage, haalbare toleranties en oppervlaktekwaliteit van gedraaide componenten.
Kritische materiaaleigenschappen voor precisiedraaien
Bij het selecteren van materialen voor CNC-draaiprojecten is het essentieel om te begrijpen hoe specifieke eigenschappen het bewerkingsresultaat beïnvloeden. Ik heb gemerkt dat het vroeg in het ontwerpproces rekening houden met deze eigenschappen kostbare aanpassingen later helpt voorkomen.
Bewerkbaarheidsindex en zijn betekenis
De bewerkbaarheid3 van een materiaal verwijst naar hoe gemakkelijk het gesneden kan worden om de gewenste oppervlakteafwerking en maatnauwkeurigheid te bereiken. Materialen met een hoge bewerkbaarheidsindex hebben minder vermogen nodig, hebben minder slijtage aan het gereedschap en leveren doorgaans een betere oppervlakteafwerking. In mijn ervaring bij PTSMAKE hebben we een praktisch classificatiesysteem ontwikkeld om verschillende materialen te vergelijken:
| Type materiaal | Bewerkbaarheidsclassificatie (1-100) | Kenmerken tijdens het draaien |
|---|---|---|
| Messing frezen | 90-100 | Uitstekende spaanvorming, minimale gereedschapsslijtage |
| Aluminium 6061 | 80-90 | Vormt lange spanen, uitstekende oppervlakteafwerking |
| Zacht staal | 60-70 | Matige snijkrachten, goede afwerking |
| Roestvrij 304 | 40-50 | Het werk wordt harder, vereist een stijve opstelling |
| Titaanlegeringen | 20-30 | Slechte thermische geleiding, kleverig |
| Inconel 718 | 10-20 | Ernstige gereedschapsslijtage, moeilijk spaan breken |
Hardheid en het effect ervan op draaibewerkingen
De hardheid van het materiaal heeft een directe invloed op de keuze van gereedschap, snijsnelheden en haalbare toleranties. Hardere materialen vereisen over het algemeen:
- Hardmetalen of keramisch snijgereedschap in plaats van snelstaal
- Lagere snijsnelheden om overmatige warmteontwikkeling te voorkomen
- Stuggere machineopstellingen om trillingen te minimaliseren
- Vaker wisselen van gereedschap door versnelde slijtage
Als ik bijvoorbeeld gehard staal (>45 HRC) draai, verlaag ik de snijsnelheden meestal met 40-50% in vergelijking met hetzelfde materiaal in gegloeide toestand. Deze aanpassing verlaagt weliswaar de productiviteit, maar is essentieel voor het behoud van de maatnauwkeurigheid en standtijd.
Thermische eigenschappen: De verborgen uitdaging
Veel technici zien de kritieke rol over het hoofd die warmtegeleiding speelt bij precisiedraaien. Materialen met een slecht warmtegeleidingsvermogen (zoals titanium en roestvast staal) concentreren de warmte op het snijvlak, wat leidt tot:
- Versnelde gereedschapsslijtage
- Thermische uitzetting van het werkstuk tijdens bewerking
- Mogelijke microstructurele veranderingen in het materiaal
- Verminderde dimensionale stabiliteit
Tijdens een recent lucht- en ruimtevaartproject bij PTSMAKE moesten we titanium onderdelen draaien met toleranties van ±0,005 mm. De sleutel tot succes was het implementeren van de juiste koelstrategieën en het maken van meerdere lichte nabewerkingslagen om de thermische effecten te minimaliseren.
Materiaalspecifieke draaistrategieën
Aluminiumlegeringen: Overwegingen met betrekking tot snelheid en oppervlakteafwerking
Aluminiumlegeringen zijn zeer goed machinaal te bewerken, maar brengen unieke uitdagingen met zich mee. Hun hoge thermische uitzettingscoëfficiënt (ongeveer 2,3 × 10^-5 per °C) betekent dat afmetingen aanzienlijk kunnen veranderen tijdens het bewerken als de warmte niet goed wordt beheerd. Bij het draaien van aluminium op PTSMAKE heb ik deze best practices toegepast:
- Gebruik gepolijste snijkanten om materiaalophoping te voorkomen
- Hogere snijsnelheden toepassen (meestal 300-500 m/min)
- Gebruik koelvloeistof om de dimensionale stabiliteit te behouden
- Kies de juiste geometrieën om de lange, vezelige spanen te hanteren
Roestvrij staal: Werkverharding tegengaan
Austenitische roestvaste staalsoorten (zoals 304 en 316) zijn berucht om hun werkharding tijdens draaibewerkingen. Dit fenomeen creëert een geharde laag die de slijtage van gereedschap versnelt en de oppervlakteafwerking in gevaar brengt. Mijn aanpak omvat:
- Continue snij-inzet om te voorkomen dat het gereedschap over de geharde laag wrijft
- Gebruik van hogere voedingssnelheden met matige snededieptes
- Snijgereedschap met positieve spaanhoek kiezen om de snijkrachten te verminderen
- Consistente koelmiddeldebiet toepassen om warmteontwikkeling te beheren
Exotische legeringen: De ultieme uitdaging op het gebied van precisie
Materialen zoals Inconel, Hastelloy en titaanlegeringen vragen om speciale draaistrategieën. Deze materialen combineren een laag warmtegeleidingsvermogen met een hoog sterktebehoud bij hoge temperaturen, wat een grote uitdaging vormt voor precisiedraaien.
Voor deze materialen heb ik succes gevonden met:
- Stijve machineopstellingen met minimale overhang
- Geavanceerde coatingtechnologieën selecteren voor snijgereedschappen
- Hogedrukkoelvloeistofsystemen implementeren (70+ bar)
- Gebruik van lagere snijsnelheden met consistente voedingssnelheden
- Regelmatige procesinspecties uitvoeren om afwijkende afmetingen op te sporen
Door deze materiaalspecifieke vereisten te begrijpen, hebben we consistent toleranties van ±0,01 mm behaald, zelfs in de meest uitdagende exotische legeringen.
Welke oppervlakteafwerkingen zijn beschikbaar voor CNC precisiegedraaide onderdelen?
Hebt u ooit CNC-gestuurde precisieonderdelen ontvangen die er perfect uitzagen, maar niet voldeden aan uw functionele eisen? Of misschien heeft u wel eens moeite gehad om te communiceren welke oppervlakteafwerking u precies nodig hebt voor uw toepassing? Het verschil tussen succes en mislukking in veel engineeringprojecten komt vaak neer op deze schijnbaar kleine oppervlaktedetails.
Oppervlakteafwerkingen voor CNC precisie gedraaide onderdelen zijn zoals machinaal bewerkt, parelstralen, anodiseren, poedercoaten, galvaniseren, polijsten en borstelen. Elke afwerking dient specifieke functionele en esthetische doeleinden en beïnvloedt eigenschappen zoals corrosiebestendigheid, slijtagekenmerken, uiterlijk en interactie met het onderdeel.

Soorten oppervlakteafwerkingen voor CNC-gedraaide onderdelen
Bij CNC-gestuurde precisieonderdelen is de oppervlakteafwerking veel meer dan alleen het uiterlijk. Het heeft directe invloed op de functionaliteit, duurzaamheid en prestaties van het onderdeel. Op PTSMAKE, bieden wij verschillende oppervlakte-afwerking opties om verschillende eisen van de industrie te voldoen.
Zoals afgewerkt
De onbewerkte afwerking is de meest basale oppervlakteafwerking voor CNC-gedraaide onderdelen. Het is wat je krijgt direct na het bewerkingsproces zonder extra behandeling. Deze afwerking vertoont meestal zichtbare gereedschapssporen en heeft een oppervlakteruwheid (Ra) variërend van 0,8 tot 3,2 micrometer, afhankelijk van de gebruikte snijparameters.
De voordelen van een machinaal bewerkte afwerking zijn onder andere
- Kosteneffectiviteit (geen extra verwerking nodig)
- Geschikt voor niet-kritieke oppervlakken of prototyping
- Snellere levertijden
Het is echter mogelijk dat machinaal bewerkte afwerkingen niet geschikt zijn voor onderdelen die specifieke wrijvingseigenschappen, corrosiebestendigheid of esthetische aantrekkingskracht vereisen.
Parelstralen en Media Stralen
Parelstralen is een proces waarbij kleine bolvormige media (meestal glasparels) onder hoge druk tegen het oppervlak van het onderdeel worden geslingerd. Hierdoor ontstaat een gelijkmatige, matte afwerking die effectief gereedschapsporen en kleine oneffenheden in het oppervlak verwijdert.
Bij media stralen worden verschillende materialen gebruikt zoals aluminiumoxide, siliciumcarbide of kunststof media om verschillende oppervlaktestructuren te verkrijgen. De keuze van het straalmiddel beïnvloedt de uiteindelijke afwerking en oppervlakteruwheid4.
Media stralen is vooral nuttig voor:
- Een consistent uiterlijk creëren op alle oppervlakken
- Bramen en scherpe randen verwijderen
- Oppervlakken voorbereiden voor coatings of andere afwerkingen
- Een lichtverspreidend oppervlak maken
Opties voor oppervlaktecoating
Anodiseren (voor aluminium)
Anodiseren is een elektrochemisch proces dat het oppervlak van aluminium omzet in een duurzame, corrosiebestendige oxidelaag. Op PTSMAKE, bieden wij zowel Type II (standaard) en Type III (hard) anodiseren, met verschillende kleuren opties.
Voordelen zijn onder andere:
- Verbeterde weerstand tegen corrosie
- Verbeterde slijtvastheid
- Elektrische isolatie
- Esthetische aantrekkingskracht met kleuropties
Poedercoating
Bij poedercoaten wordt een vrijstromend, droog poeder op het metalen oppervlak aangebracht en vervolgens onder hitte uitgehard. Dit zorgt voor een sterke, beschermende afwerking die dikker is dan conventionele verf.
Belangrijkste voordelen:
- Uitstekende duurzaamheid en schokbestendigheid
- Breed scala aan kleuren en texturen
- Goede chemische weerstand
- Milieuvriendelijk (geen oplosmiddelen)
Galvanisch verzinken
Galvanisch verzinken brengt een dunne laag metaal aan op het oppervlak van het onderdeel via een elektrochemisch proces. Bekledingsmaterialen zijn nikkel, chroom, zink, goud en zilver.
Elk platingmateriaal biedt specifieke voordelen:
| Plateermateriaal | Primaire voordelen | Typische toepassingen |
|---|---|---|
| Nikkel | Corrosiebestendigheid, hardheid | Auto's, elektronica |
| Chroom | Slijtvast, lage wrijving | Mechanische onderdelen, decoratieve onderdelen |
| Zink | Rendabele corrosiebescherming | Bevestigingsmiddelen, structurele componenten |
| Goud | Uitstekend geleidingsvermogen, corrosiebestendigheid | Elektronica, connectoren |
| Zilver | Superieur elektrisch geleidingsvermogen | Hoogwaardige elektronica |
Mechanische afwerkingsmethoden
Polijsten
Bij het polijsten worden steeds fijnere schuurmiddelen gebruikt om een glad, reflecterend oppervlak te creëren. We kunnen verschillende polijstniveaus bereiken, van een satijnen afwerking tot een spiegelachtig uiterlijk. Polijsten is ideaal voor onderdelen waarbij:
- Esthetisch uiterlijk is cruciaal
- Verminderde wrijving is vereist
- Nauwkeurige dimensionale controle is nodig
- Reinheid is belangrijk (minder kans op het insluiten van verontreinigingen)
Borstelen en richtingsafwerking
Borstelen creëert een satijnen afwerking in één richting met fijne, parallelle lijnen. Deze afwerking is zowel functioneel als decoratief en wordt vaak gebruikt in:
- Consumentenproducten
- Bouwkundige onderdelen
- Medische apparaten
- Apparatuur voor voedselverwerking
De gecontroleerde oppervlaktestructuur verbergt kleine krasjes en vingerafdrukken terwijl het er professioneel blijft uitzien.
Chemische behandelingen
Passiveren (voor roestvrij staal)
Passiveren is een chemisch proces dat de natuurlijke corrosieweerstand van roestvast staal verbetert door vrij ijzer van het oppervlak te verwijderen en de vorming van een beschermende oxidelaag te bevorderen.
Voordelen zijn onder andere:
- Verbeterde weerstand tegen corrosie
- Geen dimensionale veranderingen
- Verwijdering van oppervlakteverontreinigingen
Zwart oxide (voor koolstofstaal)
Zwartoxide is een conversielaag die zorgt voor een zwart uiterlijk terwijl het een bescheiden bescherming tegen corrosie biedt. Het wordt gewaardeerd voor:
- Maatnauwkeurigheid behouden (extreem dunne coating)
- Minimaliseren van lichtreflectie
- Visueel contrast verbeteren
- Biedt milde bescherming tegen corrosie
De juiste oppervlakteafwerking kiezen
Bij het kiezen van een oppervlakteafwerking voor CNC precisie gedraaide onderdelen moet je rekening houden met de volgende factoren:
- Functionele vereisten (corrosiebestendigheid, slijtage-eigenschappen, wrijvingseigenschappen)
- Omgevingsblootstelling (binnen/buiten, chemicaliën, extreme temperaturen)
- Esthetische vereisten
- Budgettaire beperkingen
- Industriestandaarden of specificaties
- Montagevereisten (passen bij andere componenten)
Bij PTSMAKE werk ik nauw samen met klanten om de meest geschikte oppervlakteafwerking aan te bevelen op basis van hun specifieke toepassingsbehoeften. Bijvoorbeeld, voor de luchtvaart componenten, kunnen we suggereren anodiseren voor aluminium onderdelen of passiveren voor roestvrij stalen onderdelen om optimale prestaties te garanderen in veeleisende omgevingen.
Vergeet niet dat de keuze van de oppervlakteafwerking vroeg in het ontwerpproces moet plaatsvinden. Deze vroegtijdige overweging helpt kostbare herontwerpen of wijzigingen later te voorkomen en zorgt ervoor dat uw CNC gedraaide onderdelen voldoen aan zowel functionele als esthetische eisen.
Hoe verbeter je de kwaliteitscontrole bij CNC-draaiprojecten?
Hebt u ooit onderdelen met precisiedraaiwerk ontvangen die niet helemaal aan uw specificaties voldeden, ondanks aanzienlijke investeringen? Bent u de frustratie beu wanneer kwaliteitsproblemen pas na de productie aan het licht komen, wat leidt tot kostbaar herwerk en vertragingen?
Effectieve kwaliteitscontrole bij CNC-precisiedraaien draait niet alleen om inspectie; het is een allesomvattende aanpak die begint bij het ontwerp en doorgaat tot aan de levering. Door strategische kwaliteitsmaatregelen in uw hele productieproces te implementeren, kunt u defecten aanzienlijk verminderen en tegelijkertijd de efficiëntie behouden.

De basis van kwaliteitscontrole in CNC-draaien
Kwaliteitscontrole bij CNC-precisiedraaiprojecten vereist een systematische aanpak. Bij PTSMAKE heb ik kwaliteitscontroleprocessen ontwikkeld die zowel gericht zijn op preventie als op detectie.
Duidelijke kwaliteitsnormen opstellen
De eerste stap in elk kwaliteitscontrolesysteem is definiëren wat "kwaliteit" betekent voor jouw specifieke project. Dit houdt in:
- Gedetailleerde technische tekeningen met de juiste GD&T (Geometric Dimensioning and Tolerancing)
- Materiaalspecificaties en vereisten voor oppervlakteafwerking
- Kritische afmetingen geïdentificeerd met de juiste toleranties
- Speciale kenmerken die extra aandacht vereisen
Wanneer we projecten in onze fabriek ontvangen, bespreken we deze specificaties meteen met ons engineeringteam. Deze gezamenlijke beoordeling helpt bij het identificeren van mogelijke productieproblemen voordat de productie begint.
Procesinspectie implementeren
Traditionele kwaliteitscontrole leunt vaak zwaar op eindinspectie. Hiermee worden defecten opgespoord, maar niet voorkomen. Statistische procesbeheersing5 biedt een meer proactieve benadering:
- Regelmatige bemonstering tijdens productieruns
- Meting van kritieke afmetingen op vooraf bepaalde intervallen
- Procesvariaties bijhouden om trends te herkennen voordat het problemen worden
- Onmiddellijke corrigerende actie wanneer metingen afglijden naar tolerantiegrenzen
Deze aanpak heeft ons geholpen om het uitvalpercentage met bijna 30% te verlagen bij al onze CNC-draaibewerkingen.
Geavanceerde meettechnologieën
De effectiviteit van kwaliteitscontrole is sterk afhankelijk van de meetnauwkeurigheid en -efficiëntie.
CMM (coördinaten meetmachine) integratie
Moderne CMM's bieden uitzonderlijke precisie voor complexe geometrieën:
- Geautomatiseerde meting van meerdere dimensies
- Minder operatorfouten
- Digitale rapportagemogelijkheden voor trendanalyse
- Snellere inspectietijden voor massaproductie
Voor cilindrische componenten met krappe toleranties zijn CMM's van onschatbare waarde bij het verifiëren van afmetingen die met handmatige methodes lastig te controleren zijn.
Vision-systemen voor detectie van oppervlaktedefecten
Oppervlaktefouten kunnen bijzonder problematisch zijn bij precisiedraaien. Geavanceerde vision-systemen helpen bij het detecteren:
- Microscopische krassen
- Gereedschapsmarkeringen
- Materiële inconsistenties
- Afwijkingen in afwerking
Deze systemen leggen hogeresolutiebeelden vast die defecten onthullen die met het blote oog niet zichtbaar zijn, wat vooral belangrijk is voor componenten met kritische oppervlakte-eisen.
Kwaliteitsdocumentatiesystemen
Documentatie vormt de ruggengraat van effectieve kwaliteitscontrole. Dit is wat ik aanbeveel om te implementeren:
Digitale kwaliteitsbeheersystemen
Papieren kwaliteitssystemen zijn steeds meer verouderd. Digitale systemen bieden:
| Voordeel | Beschrijving |
|---|---|
| Traceerbaarheid | Onderdelen volgen tijdens elke productiefase |
| Gegevensanalyse | Terugkerende problemen identificeren aan de hand van historische gegevens |
| Toegankelijkheid | Onmiddellijke toegang tot kwaliteitsdocumenten voor alle belanghebbenden |
| Consistentie | Gestandaardiseerde documentatie voor alle projecten |
Onze overgang naar digitaal kwaliteitsbeheer heeft onze reactietijd bij kwaliteitsproblemen met 65% verkort.
Protocol eerste artikelinspectie (FAI)
FAI is de hoeksteen van validatie van productiekwaliteit:
- Volledige inspectie van het eerste geproduceerde onderdeel tegen alle specificaties
- Gedetailleerde documentatie van alle metingen
- Goedkeuringsproces waarbij kwaliteits- en engineeringteams betrokken zijn
- Vaststelling van de basislijn voor latere productie
Ik sta altijd op een grondige FAI voordat ik volledige productieruns goedkeur. Deze ene stap heeft talloze kwaliteitsproblemen voorkomen die tot volumeproductie hebben geleid.
Kwaliteitsbeheer van leveranciers
Voor onderdelen die externe verwerking of materialen vereisen, heeft de kwaliteit van de leverancier een directe invloed op uw eindproduct.
Kwalificatieproces voor verkopers
Ontwikkel een robuust systeem voor het kwalificeren van leveranciers:
- Capaciteitsbeoordelingen op locatie
- Voorbeeldbeoordeling vóór gunning van contracten
- Duidelijke kwaliteitsverwachtingen vastgelegd in overeenkomsten
- Regelmatige prestatiebeoordelingen
Bij PTSMAKE hanteren we een gelaagd leverancierssysteem op basis van kwaliteitsprestaties, waarbij alleen topleveranciers worden gebruikt voor onze meest kritische onderdelen.
Inspectie van binnenkomend materiaal
Zelfs met gekwalificeerde leveranciers blijft verificatie essentieel:
- Steekproefplannen gebaseerd op historische leveranciersprestaties
- Verificatie van materiaalcertificering
- Dimensionale controles van kritieke onderdelen
- Controle van de oppervlaktebehandeling indien van toepassing
Deze aanpak biedt een vroegtijdig waarschuwingssysteem voor kwaliteitsproblemen in de toeleveringsketen voordat ze uw productie beïnvloeden.
Training en voortdurende verbetering
Kwaliteitssystemen zijn slechts zo effectief als de mensen die ze implementeren.
Trainingsprogramma's voor operators
Investeer in uitgebreide training:
- Specifieke technische vaardigheden voor precisiedraaien
- Standaardisatie van meettechnieken
- Training kwaliteitsbewustzijn
- Methodologieën voor probleemoplossing
Onze operators worden jaarlijks opnieuw gecertificeerd in meettechnieken, waardoor consistentie tussen ploegen wordt gegarandeerd en interpretatievariaties worden verminderd.
Analyse van de onderliggende oorzaak en corrigerende maatregelen
Als er kwaliteitsproblemen optreden, bepaalt de reactie of ze zich opnieuw voordoen:
- Grondig onderzoek naar defecte oorzaken
- Implementatie van corrigerende maatregelen
- Verificatie van effectiviteit
- Standaardisatie van verbeteringen in vergelijkbare processen
Deze gedisciplineerde aanpak zet kwaliteitsproblemen om in kansen voor systeemverbetering.
Door deze kwaliteitscontrolestrategieën te implementeren in uw CNC-draaiprojecten, vermindert u niet alleen het aantal defecten, maar verbetert u ook de efficiëntie en de klanttevredenheid. Onthoud dat kwaliteit geen inspectieafdeling is, maar een allesomvattende aanpak waarbij elk aspect van uw productieproces wordt betrokken.
De rol van kwaliteitscontrole bij CNC-precisiedraaien?
Hebt u wel eens bewerkte onderdelen ontvangen die er geweldig uitzagen, maar niet voldeden tijdens het assembleren of testen? Of misschien heb je de frustratie ervaren van inconsistente batches waarbij sommige onderdelen perfect werken terwijl andere niet helemaal passen? Kwaliteitsproblemen kunnen projecten doen ontsporen, lanceringen vertragen en uiteindelijk uw reputatie bij klanten schaden.
Kwaliteitscontrole bij CNC-precisiedraaien is niet alleen een laatste controlepunt, maar een veelomvattend proces dat tijdens de gehele productie wordt geïntegreerd. Van materiaalverificatie tot eindinspectie zorgen effectieve QC-protocollen ervoor dat componenten aan de exacte specificaties voldoen, betrouwbaar functioneren en consistent blijven tijdens productieruns.

De grondbeginselen van kwaliteitscontrole bij CNC-draaien
Kwaliteitscontrole bij CNC-precisiedraaien omvat verschillende onderling verbonden processen die bedoeld zijn om defecten op te sporen en te voorkomen. In tegenstelling tot wat veel mensen denken, bestaat kwaliteitscontrole niet alleen uit het inspecteren van afgewerkte onderdelen. Het begint met de selectie van grondstoffen en gaat door in elke stap van het productieproces.
Bij PTSMAKE hebben we een uitgebreid kwaliteitsmanagementsysteem ontwikkeld dat elk kritisch punt in het CNC-draaiproces aanpakt. Dit systeem helpt ons om een constante kwaliteit te handhaven voor duizenden onderdelen en tegelijkertijd verspilling en productiekosten voor onze klanten te verminderen.
Kwaliteitsmaatregelen vóór de productie
Voordat er met draaien wordt begonnen, moeten er verschillende kwaliteitscontroles worden uitgevoerd:
- Materiaalverificatie: Het testen van grondstoffen om te bevestigen dat ze voldoen aan de gespecificeerde normen en de juiste eigenschappen hebben. metallurgische eigenschappen6.
- Validatie programmering: CNC-programma's controleren op nauwkeurigheid en efficiëntie.
- Gereedschapsvoorbereiding: Ervoor zorgen dat al het snijgereedschap goed voorbereid en gekalibreerd is.
- Machinekalibratie: Controleren of CNC-machines goed zijn gekalibreerd voor de specifieke taak.
Deze preproductiemaatregelen voorkomen problemen voordat ze zich voordoen en besparen tijd en middelen. Ik heb projecten gezien waarbij het overslaan van deze stappen resulteerde in het weggooien van hele batches - een dure les die het belang van proactieve kwaliteitscontrole versterkt.
Technieken voor kwaliteitscontrole tijdens het proces
Tijdens de productie helpt continue bewaking om de kwaliteit te handhaven:
Statistische procesbeheersing (SPC)
SPC gebruikt statistische methoden om een proces te controleren en te beheersen. Door tijdens de productie op regelmatige tijdstippen gegevens te verzamelen, kunnen we:
- Trends detecteren voordat het problemen worden
- Processtabiliteit behouden
- Variatie tussen onderdelen verminderen
Deze aanpak is vooral waardevol voor projecten waarbij grote aantallen precisiedraaiwerk worden uitgevoerd en waarbij een constante kwaliteit essentieel is.
Inspectie eerste artikel
Inspectie van het eerste artikel omvat het grondig testen van het eerste onderdeel dat in een serie wordt geproduceerd. Deze kritische stap controleert of:
- Het CNC-programma is correct
- De machine is nauwkeurig ingesteld
- Het gereedschap werkt naar behoren
- Het onderdeel voldoet aan alle specificaties
Bij PTSMAKE documenteren we de eerste artikelinspecties grondig en voorzien we klanten van gedetailleerde rapporten die vertrouwen wekken in het productieproces.
Bemonstering tijdens het proces
Regelmatige bemonstering tijdens de productie helpt bij het identificeren van kwaliteitsafwijkingen. De frequentie van monstername hangt af van verschillende factoren:
| Productievolume | Typische bemonsteringssnelheid | Inspectiemethode |
|---|---|---|
| Laag (minder dan 100 stuks) | 10-20% | Visueel en dimensionaal |
| Medium (100-1.000 stuks) | 5-10% | Dimensioneel en functioneel |
| Hoog (meer dan 1.000 stuks) | 1-5% | Statistische steekproeftrekking met CMM |
Geavanceerde inspectietechnologieën
Moderne kwaliteitscontrole voor CNC-precisiedraaien maakt gebruik van geavanceerde meettechnologieën:
Coördinatenmeetmachines (CMM)
CMM's bieden extreem nauwkeurige dimensionale inspectie door punten op het oppervlak van een onderdeel te meten met een taster. Deze machines kunnen:
- Kenmerken meten met nauwkeurigheid tot 0,001 mm
- Gedetailleerde inspectierapporten maken
- Resultaten direct vergelijken met CAD-modellen
- Afwijkingen identificeren die onmogelijk handmatig te detecteren zijn
Vision-systemen
Geautomatiseerde vision-systemen gebruiken camera's en software om onderdelen snel en consistent te inspecteren. Ze blinken uit in:
- Inspectie van de oppervlakteafwerking
- Visuele defecten opsporen
- Draadinspectie
- Supersnel sorteren op basis van visuele criteria
Oppervlakteruwheidstesten
De oppervlaktekwaliteit is cruciaal voor veel precisiegedraaide componenten. Moderne profilometers kunnen:
- Oppervlakteruwheid meten in Ra, Rz en andere parameters
- Gedetailleerde oppervlakteprofielen maken
- Controleer of aan de eisen voor oppervlakteafwerking wordt voldaan
Documentatie en traceerbaarheid
Kwaliteitscontrole is niet compleet zonder de juiste documentatie. Voor CNC-precisiedraaien omvat dit:
- Materiaalcertificaten: Documentatie van materiaalsamenstelling en -eigenschappen
- Procesdocumentatie: Registratie van alle productiestappen en parameters
- Inspectierapporten: Gedetailleerde metingen en testresultaten
- Rapporten over niet-naleving: Documentatie van eventuele problemen en hun oplossing
- Traceerbaarheid van partijen: Systemen om componenten te volgen van grondstof tot verzending
In de lucht-en ruimtevaart, medische en defensie-toepassingen, deze documentatie is niet alleen een goede praktijk - het is vaak een wettelijke verplichting. Ons kwaliteitssysteem op PTSMAKE onderhoudt grondige records die gemoedsrust te bieden voor klanten in deze veeleisende industrieën.
Veelvoorkomende kwaliteitsuitdagingen bij precisiedraaien
Zelfs met robuuste kwaliteitssystemen doen zich vaak bepaalde uitdagingen voor:
Problemen met maatnauwkeurigheid
Het handhaven van krappe toleranties (vaak minder dan ±0,005 mm) vereist aanpak:
- Thermische uitzetting tijdens bewerking
- Compensatie gereedschapsslijtage
- Stijfheid en trillingen van de machine
- Materiaalgedrag tijdens snijden
Bezorgdheid over oppervlakteafwerking
Het bereiken van specifieke oppervlakteafwerkingen vereist controle over:
- Keuze en conditie van snijgereedschap
- Aanvoersnelheden en snijsnelheden
- Toepassing koelvloeistof
- Materiaaleigenschappen
Materiaalspecifieke uitdagingen
Verschillende materialen brengen unieke kwaliteitsuitdagingen met zich mee:
- Roestvrij staal: De neiging om te verharden vereist specifieke snijstrategieën
- Aluminium: Zachtere materialen kunnen vervormen tijdens het klemmen
- Titanium: Warmteopbouw kan de maatvastheid beïnvloeden
- Kunststoffen: Materiaalconsistentie en temperatuurgevoeligheid
Continue verbetering in kwaliteitssystemen
De beste kwaliteitscontrolesystemen zijn nooit statisch. Bij PTSMAKE verfijnen we onze aanpak voortdurend:
- Analyse van de Onderliggende Oorzaak: Onderzoeken van kwaliteitsproblemen om herhaling te voorkomen
- Regelmatig kalibreren: De nauwkeurigheid van meetapparatuur handhaven
- Personeelstraining: Ervoor zorgen dat het kwaliteitspersoneel over de huidige vaardigheden en kennis beschikt
- Integratie van technologie: Implementeren van nieuwe inspectie- en controletechnologieën
- Integratie van feedback van klanten: Input van klanten gebruiken om processen te verbeteren
Dit streven naar verbetering heeft ons in staat gesteld om uitzonderlijke kwaliteitsniveaus te bereiken met behoud van concurrerende prijzen - een bewijs dat kwaliteit en efficiëntie hand in hand kunnen gaan als er goed wordt gemanaged.
Hoe zorg je voor kwaliteitscontrole bij CNC-draaiprocessen?
Hebt u ooit met precisie gedraaide onderdelen ontvangen die niet aan uw specificaties voldeden? Of erger nog, kwaliteitsproblemen pas ontdekt nadat de onderdelen geassembleerd waren tot uw eindproduct? Deze situaties veroorzaken niet alleen vertragingen, maar kunnen ook de tijdlijnen en budgetten van een project verwoesten wanneer kritieke onderdelen het laten afweten.
Kwaliteitscontrole bij CNC precisiedraaien is niet zomaar een productiestap, het is een allesomvattende methodologie die zorgt voor consistentie, nauwkeurigheid en betrouwbaarheid tijdens het hele productieproces. Effectieve QC-systemen combineren strenge inspectieprotocollen, de juiste documentatie, statistische procescontrole en voortdurende verbetering om onderdelen te leveren die consequent voldoen aan de specificaties of deze zelfs overtreffen.

De basis van kwaliteitscontrole in CNC-draaien
Kwaliteitscontrole bij CNC-precisiedraaien begint lang voordat de eerste spaan wordt gesneden. Bij PTSMAKE hebben we een allesomvattende aanpak ontwikkeld die kwaliteitsoverwegingen in elke productiefase integreert. De basis van effectieve kwaliteitscontrole rust op drie belangrijke pijlers: preventie, bewaking en correctie.
Preventie richt zich op het elimineren van potentiële problemen voordat ze zich voordoen. Dit omvat grondige ontwerpbeoordelingen, materiaalverificatie en procesvalidatie. Bewaking omvat een continue beoordeling tijdens de productie met behulp van zowel procescontroles als statistische methoden. Correctie pakt afwijkingen snel aan en implementeert systematische verbeteringen om herhaling te voorkomen.
Kwaliteitsvoorbereidingen vóór de productie
Voordat u aan een CNC-draaibewerking begint, moet u een aantal kritische kwaliteitsmaatregelen treffen:
- Ontwerp voor maakbaarheidsanalyse (DFM): Ontwerpen van onderdelen beoordelen om mogelijke productieproblemen te identificeren die de kwaliteit kunnen beïnvloeden.
- Verificatie van materiaalcertificering: Ervoor zorgen dat grondstoffen voldoen aan gespecificeerde vereisten en de juiste documentatie hebben.
- Gereedschapsselectie en -verificatie: Het juiste snijgereedschap kiezen voor de specifieke materiaal- en geometrievereisten.
- Planning eerste artikelinspectie: Gedetailleerde inspectieprocedures opstellen voor de eerste geproduceerde onderdelen.
Ons engineeringteam voert altijd een uitgebreide DFM-beoordeling uit om kenmerken te identificeren die mogelijk de oorzaak zijn van dimensionale instabiliteit7 of andere kwaliteitsproblemen. Deze proactieve aanpak voorkomt veel problemen voordat ze zich voordoen.
Technieken voor kwaliteitsbewaking tijdens het proces
Om de kwaliteit tijdens de productie te handhaven, is waakzaam toezicht nodig. De meest effectieve technieken zijn onder andere:
Statistische procesbeheersing (SPC)
SPC houdt in dat gegevens van het bewerkingsproces worden verzameld en geanalyseerd om trends en potentiële problemen te identificeren voordat ze resulteren in defecte onderdelen. De belangrijkste meetgegevens om in de gaten te houden zijn
- Controlediagrammen voor kritieke afmetingen
- Bewaking van gereedschapsslijtage
- Trillingsanalyse
- Temperatuurstabiliteit
Geautomatiseerde inspectiesystemen
Moderne CNC-draaimachines hebben in-line inspectiemogelijkheden die real-time feedback geven over de kwaliteit van producten:
- Meettasters voor dimensionale verificatie
- Vision-systemen voor oppervlakte-inspectie
- Lasermeting voor nauwkeurige geometrievalidatie
Protocollen voor bedrijfsinspecties
Ondanks de technologische vooruitgang blijven vakkundige operators essentieel voor kwaliteitscontrole. Een gestructureerd inspectieprotocol kan het volgende omvatten:
| Inspectiepunt | Frequentie | Methode | Documentatie |
|---|---|---|---|
| Kritische dimensies | Elk 5e deel | Micrometer/ schuifmaat | Digitaal meetrecord |
| Afwerking oppervlak | Elk 10e deel | Visueel + ruwheidstester | Checklist kwaliteit |
| Draadkwaliteit | Elk deel | Go/No-go-meter | Slagen/zakken record |
| Geometrische toleranties | Eerste en laatste deel van batch | CMM | Inspectierapport |
Kwaliteitsverificatie na productie
Nadat de bewerking is voltooid, zorgen uitgebreide inspectieprotocollen ervoor dat de afgewerkte onderdelen aan alle specificaties voldoen voordat ze worden verzonden.
Methoden voor eindinspectie
Voor de uiteindelijke kwaliteitscontrole wordt meestal een combinatie van technieken gebruikt:
- Dimensionale inspectie: Precisiemeetapparatuur gebruiken, zoals CMM's, optische vergelijkers en micrometers.
- Analyse van oppervlakteafwerking: Gebruik van profilometers en visuele inspectie onder geschikte verlichting.
- Functioneel testen: Indien van toepassing, het testen van onderdelen in gesimuleerde operationele omstandigheden.
- Materiaalverificatie: Uitvoeren van hardheidsmetingen en andere niet-destructieve evaluaties.
Voor toepassingen met hoge precisie zijn temperatuurgecontroleerde inspectieruimten essentieel. Bij PTSMAKE wordt onze inspectieruimte op een constante temperatuur van 20°C (68°F) gehouden om thermische uitzettingsproblemen te voorkomen die de meetnauwkeurigheid zouden kunnen beïnvloeden.
Documentatie en traceerbaarheid
Uitgebreide documentatie vormt de ruggengraat van effectieve kwaliteitscontrole:
- Inspectierapporten: Gedetailleerde verslagen van alle metingen en testresultaten.
- Materiaalcertificaten: Documentatie van materiaalsamenstelling en -eigenschappen.
- Procesparameters: Registratie van machine-instellingen, gebruikte snijgereedschappen en opspanmiddelen.
- Rapporten over niet-naleving: Documentatie van eventuele afwijkingen en hun oplossing.
Deze documentatie dient niet alleen als bewijs van kwaliteit, maar levert ook waardevolle gegevens voor continue verbetering en traceerbaarheid als er later problemen optreden.
Continue verbetering implementeren
Kwaliteitscontrole is geen statisch gegeven, maar moet voortdurend evolueren. Effectieve verbeteringsstrategieën zijn onder andere:
- Analyse van de Onderliggende Oorzaak: Systematisch onderzoeken van de onderliggende oorzaken van kwaliteitsproblemen.
- Plannen voor corrigerende maatregelen: Specifieke, meetbare stappen ontwikkelen om geïdentificeerde problemen aan te pakken.
- Preventieve acties: Systeemomvattende wijzigingen doorvoeren om soortgelijke problemen te voorkomen.
- Regelmatige procescontroles: Grondige herziening van alle kwaliteitsprocedures.
Ik heb gemerkt dat het implementeren van regelmatige "kwaliteitscirkels" - teambijeenkomsten over de grenzen heen die specifiek gericht zijn op kwaliteitsverbetering - tot aanzienlijke verbeteringen in onze draaiprocessen leidt. Deze gezamenlijke sessies helpen bij het identificeren van subtiele problemen die anders misschien onopgemerkt zouden blijven.
Technologie en hulpmiddelen voor moderne kwaliteitscontrole
Geavanceerde technologie heeft de kwaliteitscontrole bij CNC-precisiedraaien veranderd:
Coördinatenmeetmachines (CMM's)
CMM's bieden uitgebreide dimensionale verificatie met extreem hoge nauwkeurigheid. Moderne systemen kunnen:
- Automatisch honderden functies meten
- Genereer gedetailleerde inspectierapporten
- Resultaten direct vergelijken met CAD-modellen
- Trends in productieruns identificeren
Vision-systemen
Optische meetsystemen blinken uit in:
- Complexe profielen snel inspecteren
- Oppervlaktegesteldheid controleren
- Minuscule defecten opsporen
- Contactloos meten van kwetsbare elementen
Systemen voor gegevensbeheer
Kwaliteitssystemen voor gegevensbeheer maken het mogelijk:
- Real-time bewaking van productiekwaliteit
- Statistische analyse van meerdere taken
- Identificatie van langetermijntrends
- Documentatie voor ISO-naleving
Bij PTSMAKE hebben we deze technologieën geïntegreerd in een uniform kwaliteitsmanagementsysteem dat realtime inzicht geeft in onze draaiprocessen, waardoor we een consistente kwaliteit kunnen handhaven, zelfs voor de meest veeleisende toepassingen.
Wat zijn de doorlooptijden voor CNC-draaibestellingen?
Hebt u ooit meegemaakt dat u zich tegen de klok moest haasten, wanhopig wachtend op kritieke CNC-gedraaide onderdelen die "zo snel mogelijk" beloofd waren? Of misschien hebt u de frustratie ervaren van vage leveringsramingen die uw productieschema in het ongewisse laten?
Doorlooptijden voor CNC precisiedraaiautomaten variëren gewoonlijk van 1-3 dagen voor eenvoudige prototypes tot 4-6 weken voor complexe productieruns. Factoren die van invloed zijn op deze tijdsbestekken zijn onder andere de complexiteit van het onderdeel, de materiaalkeuze, het aantal orders, de nabewerkingseisen en de huidige productiecapaciteit.

Factoren die de doorlooptijd van CNC-draaien beïnvloeden
Inzicht in de elementen die van invloed zijn op doorlooptijden helpt u om uw projecten effectiever te plannen. Uit mijn ervaring met duizenden precisieproductieprojecten blijkt dat een aantal sleutelfactoren consistent van invloed zijn op hoe snel uw gedraaide onderdelen geleverd kunnen worden.
Beschikbaarheid en voorbereiding van materiaal
Het materiaal dat u kiest voor uw CNC-draaiproject is van grote invloed op de doorlooptijd. Standaardmaterialen zoals aluminium 6061, messing C360 of roestvrij staal 303 hebben de meeste draaierijen op voorraad en zijn direct klaar voor gebruik. Voor speciale materialen zoals Inconel, titaniumlegeringen of specifieke kunststofpolymeren is het echter vaak nodig om ze bij leveranciers te bestellen, wat 3-7 dagen toevoegt aan uw tijdlijn.
De voorbereiding van het materiaal speelt ook een rol. Bij PTSMAKE houden we bijvoorbeeld een uitgebreide voorraad aan van veelgebruikte materialen om vertragingen te minimaliseren, maar zelfs wij moeten af en toe speciale legeringen inkopen voor unieke toepassingen.
Complexiteit van onderdelen
De complexiteit van het product is direct gerelateerd aan programmeer- en bewerkingstijd. Een eenvoudig cilindrisch onderdeel met basiskenmerken kan in minder dan een uur geprogrammeerd worden, terwijl complexe geometrieën met krappe toleranties, dunne wanden of ingewikkelde vormen dagen programmeer- en insteltijd kunnen vergen.
Overweeg deze complexiteitsniveaus en hun invloed op doorlooptijden:
| Complexiteitsniveau | Kenmerken | Typische Levertijd Toevoeging |
|---|---|---|
| Eenvoudig | Basis cilindrische vormen, weinig kenmerken | Minimale impact |
| Matig | Meerdere diameters, gaten, sleuven | 1-3 dagen toevoeging |
| Complex | Nauwe toleranties, schroefdraad, dunne wanden | 3-7 dagen toevoeging |
| Geavanceerd | Meerdere opstellingen, 5-assige vereisten, ingewikkelde details | 7-14 dagen toevoeging |
Orderaantal en partijgrootte
De relatie tussen hoeveelheid en doorlooptijd is niet altijd lineair. Voor kleine hoeveelheden (1-10 stuks) domineert de insteltijd vaak de totale doorlooptijd. Naarmate de hoeveelheden toenemen, wordt de bewerkingstijd de belangrijkste factor.
Interessant is dat middelgrote batches (50-500 stuks) vaak de sweet spot vormen voor efficiëntie bij CNC-draaien. Zodra de hoeveelheden bepaalde drempels overschrijden, zijn extra overwegingen zoals gereedschapsslijtage8 en de planning van de machinecapaciteit worden belangrijke factoren.
Vereisten voor nabewerking
Alle secundaire bewerkingen na het eerste draaiproces verlengen de doorlooptijden. Veel voorkomende nabewerkingen zijn onder andere:
- Warmtebehandeling: Voegt 2-5 dagen toe
- Oppervlakteafwerking (anodiseren, plating, verven): Voegt 3-7 dagen toe
- Kwaliteitsinspectie en certificering: Voegt 1-3 dagen toe
- Verpakkingsvereisten op maat: Voegt 1-2 dagen toe
Bij PTSMAKE hebben we onze workflow geoptimaliseerd om veel van deze bewerkingen parallel uit te voeren in plaats van achter elkaar, waardoor de cumulatieve impact op de doorlooptijden geminimaliseerd wordt.
Realistische doorlooptijdverwachtingen per projecttype
Prototyping (1-10 onderdelen)
Verwacht voor eenvoudige prototype-onderdelen met gemakkelijk verkrijgbare materialen:
- Eenvoudige ontwerpen: 1-3 werkdagen
- Matige complexiteit: 3-5 werkdagen
- Complexe ontwerpen: 5-10 werkdagen
Het prioriteitsniveau van uw bestelling kan deze termijnen aanzienlijk beïnvloeden. Veel winkels, waaronder de onze, bieden een snelle service voor kritieke prototypes, waarbij onderdelen soms binnen 24 uur worden geleverd, maar meestal tegen een hogere prijs.
Kleine productieseries (10-100 onderdelen)
Kleine productieseries volgen over het algemeen deze tijdschema's:
- Eenvoudige ontwerpen: 3-7 werkdagen
- Matige complexiteit: 7-14 werkdagen
- Complexe ontwerpen: 2-3 weken
Op dit kwantiteitsniveau begint de verhouding tussen de insteltijd en de productietijd in evenwicht te komen, waardoor de kosten per onderdeel voordeliger worden terwijl de doorlooptijd nog steeds relatief snel is.
Middelgrote tot grote productie (100+ onderdelen)
Voor grotere productiehoeveelheden:
- Eenvoudige ontwerpen: 2-3 weken
- Matige complexiteit: 3-4 weken
- Complexe ontwerpen: 4-6 weken
Bij grotere orders wordt de inkoop van materialen kritischer en speelt de planning van de machinecapaciteit een grotere rol. Bij deze volumes dalen de kosten per onderdeel echter aanzienlijk.
Strategieën om doorlooptijden te verkorten
Op basis van mijn ervaring met het helpen van klanten om hun productieworkflows te optimaliseren, volgen hier enkele praktische benaderingen om de doorlooptijden van CNC-draaien te verkorten:
Ontwerp voor maakbaarheid: Vereenvoudig geometrieën waar mogelijk, vermijd onnodig krappe toleranties en overweeg standaard materiaalafmetingen.
Zorg voor volledige technische documentatie: Onvolledige of dubbelzinnige specificaties leiden tot tijdrovende verduidelijkingslussen.
Overweeg materiaalalternatieven: Flexibiliteit bij de keuze van materialen kan vertragingen bij de inkoop van speciale materialen helpen voorkomen.
Plan vooruit voor post-processing: Neem afwerkingsvereisten op in je eerste planning in plaats van ze later toe te voegen.
Relaties ontwikkelen met betrouwbare leveranciers: Bij PTSMAKE geven we voorrang aan opdrachten van vaste klanten die consistent werk leveren, waarbij we dringende verzoeken vaak inpassen in ons productieschema.
Beste praktijken voor communicatie en planning
Duidelijke communicatie met uw CNC-draaier is essentieel voor realistische verwachtingen van de doorlooptijd. Wanneer u offertes aanvraagt, zorg er dan voor dat u:
- Specificeer je daadwerkelijke leveringseisen in plaats van simpelweg te vragen om "zo snel mogelijk".
- Projectprioriteiten communiceren als er meerdere onderdelen worden besteld
- Bespreek opties voor deelleveringen als deze uw productiestroom zouden helpen
- Wees transparant over uw eindtoepassing om potentiële optimalisatiekansen te helpen identificeren
Bij de meest succesvolle projecten die ik bij PTSMAKE heb gedaan, waren klanten betrokken die hun grotere tijdlijn met ons deelden, zodat we het productieproces perfect konden afstemmen op hun assemblageplannen.
Kan CNC precisiedraaien omgaan met complexe geometrieën en dunne wanden?
Hebt u wel eens te maken gehad met de frustratie van het bewerken van onderdelen met ingewikkelde details of delicate kenmerken? Die momenten waarop uw ontwerpen de traditionele productielimieten op de proef stellen en u zich afvraagt of precisiedraaien echt kan leveren wat u voor ogen hebt?
Ja, modern CNC-precisiedraaien kan effectief omgaan met complexe geometrieën en dunne wanden. Met geavanceerde meerassige machines, gespecialiseerde gereedschappen en de juiste insteltechnieken kunnen de huidige draaibewerkingen met succes onderdelen produceren met ingewikkelde vormen en wanddiktes van slechts 0,2 mm, terwijl de toleranties krap blijven.

Inzicht in de mogelijkheden van modern CNC-draaien
Als we het hebben over complexe geometrieën en dunwandige componenten, is het belangrijk om te beseffen hoe ver de CNC-draaitechnologie is gevorderd. Traditionele draaibewerkingen waren ooit beperkt tot eenvoudige cilindrische vormen, maar de CNC-draaicentra van tegenwoordig hebben een enorme ontwikkeling doorgemaakt.
Moderne meerassige CNC-draaimachines combineren zowel draai- als freesbewerkingen, waardoor ongelooflijk complexe geometrieën kunnen worden gemaakt die voorheen onmogelijk waren met alleen conventioneel draaien. Deze machines zijn vaak voorzien van live tooling, sub-spindels en Y-as bewegingen die hun mogelijkheden aanzienlijk uitbreiden tot meer dan alleen basisdraaibewerkingen.
Bij PTSMAKE ben ik in de loop der jaren getuige geweest van de transformatie van de draaitechnologie. Onze geavanceerde draaicentra kunnen componenten met complexe profielen, ondersnijdingen, excentrische vormen en extreem dunne wanden verwerken zonder dat dit ten koste gaat van de maatnauwkeurigheid of de kwaliteit van de oppervlakteafwerking.
Sleutelfactoren die verspanen van complexe geometrie mogelijk maken
Verschillende technologische ontwikkelingen hebben het draaien van complexe geometrieën mogelijk gemaakt:
Meerassige mogelijkheden: Moderne CNC-draaicentra met 5 of meer assen bieden de mogelijkheid om werkstukken vanuit meerdere hoeken te benaderen, waardoor complexe contouren en vormen mogelijk worden.
Live gereedschap: Dit maakt freesbewerkingen binnen dezelfde opstelling mogelijk, waardoor er geen secundaire bewerkingen nodig zijn en de algehele nauwkeurigheid verbetert.
Geavanceerde CAD/CAM-systemen: Met deze softwareoplossingen kunnen programmeurs geavanceerde freesbanen ontwikkelen die het aanslaan van het gereedschap optimaliseren en de snijkrachten op kwetsbare vormen minimaliseren.
Gereedschapcontrolesystemen: Realtime bewaking helpt bij het detecteren van gereedschapsslijtage of potentiële defecten voordat ze dunwandige secties beschadigen.
Gelijktijdige interpolatie9: Deze geavanceerde programmeertechniek zorgt voor soepele, continue gereedschapsbeweging over complexe oppervlakken.
Succesvol dunwandig draaien
Bij het produceren van dunwandige componenten via CNC-draaien moet speciale aandacht worden besteed aan een aantal kritieke factoren. Op basis van mijn ervaring bij PTSMAKE volgen hier de belangrijkste overwegingen voor succesvol dunwandig draaien:
Overwegingen bij materiaalselectie
Het materiaal dat je kiest, heeft een grote invloed op je vermogen om dunne wanden te verkrijgen. Sommige materialen zijn geschikter dan andere:
| Type materiaal | Minimale praktische wanddikte | Uitdagingen |
|---|---|---|
| Aluminiumlegeringen | 0,2-0,3 mm | Opspannen zonder vervorming |
| Roestvrij staal | 0,3-0,5mm | Hittebeheer, gereedschapsslijtage |
| Titanium | 0,4-0,6 mm | Warmteconcentratie, gereedschapsslijtage |
| Messing/koper | 0,2-0,3 mm | Braamvorming, spaancontrole |
| Technische kunststoffen | 0,3-0,5mm | Afbuiging, warmtegevoeligheid |
Vereisten voor speciaal gereedschap
Om dunne wanden te bereiken, moet het gereedschap geoptimaliseerd worden:
Scherpe snijranden: Bot gereedschap creëert te grote snijkrachten die dunne wanden kunnen doorbuigen of vervormen.
Positieve hellingshoeken: Deze verminderen de snijkrachten en minimaliseren de doorbuiging van het werkstuk.
Kleine neusstralen: Voor ingewikkelde details en krappe binnenhoeken.
Aangepaste gereedschapsgeometrie: Soms is standaardgereedschap niet voldoende en moeten er aangepaste gereedschappen worden ontworpen voor specifieke functies.
Opspanstrategieën voor kwetsbare componenten
Een van de grootste uitdagingen bij het draaien aan dunne wanden is de juiste werkstukopspanning. Standaard klauwplaten of spantangen kunnen onderdelen met dunne wanden gemakkelijk vervormen. Dit zijn effectieve strategieën die we toepassen:
Zachte kaken op maat: Ontworpen om de exacte contour van het werkstuk aan te nemen en de klemdruk gelijkmatig te verdelen.
Doornsteun: Voor het inwendig opspannen van dunwandige buisonderdelen.
Vacuümarmaturen: Zorgt voor verdeelde houdkracht zonder geconcentreerde drukpunten.
Achterbalksteun: Live centers gebruiken voor extra stabiliteit tijdens het bewerken.
Sequentiële bewerking: Strategisch materiaal verwijderen om de structurele integriteit tijdens het proces te behouden.
Geavanceerde programmeertechnieken
De programmeeraanpak is even cruciaal voor succesvol dunwandig draaien:
Lichte afwerking: Minimale snijkrachten door meerdere lichte gangen in plaats van agressieve sneden.
Geoptimaliseerde snijparameters: Snelheden en voedingen aangepast om trillingen en doorbuiging van het werkstuk te verminderen.
Uitgebalanceerde snijrichting: Afwisselende snijrichtingen om de doorbuigingskrachten te neutraliseren.
Gereedschapsbaanoptimalisatie: Doorlopende freesbanen maken die het in- en uitstappen van gereedschap minimaliseren, waardoor de schokbelasting wordt verminderd.
Toepassingen en beperkingen in de praktijk
Hoewel modern CNC-draaien ongelooflijk goed mogelijk is, is het belangrijk om de praktische beperkingen te begrijpen. Hier volgt een realistische inschatting op basis van mijn ervaring:
Bereikbare geometrieën
CNC-draaien blinkt uit in het produceren:
- Conische profielen met verschillende diameters
- Uitwendige en inwendige schroefdraad
- Ondersnijdingen en groeven
- Gecontourde oppervlakken met complexe stralen
- Excentrische functies (met live gereedschap)
- Dunwandige cilindrische of buisvormige componenten
Praktische beperkingen
Ondanks de geavanceerde mogelijkheden blijven er enkele beperkingen bestaan:
- Extreem diepe interne kenmerken kunnen moeilijk toegankelijk zijn
- Voor zeer dunne wanden (minder dan 0,2 mm) zijn mogelijk alternatieve productiemethoden nodig
- Zeer complexe niet-ronde vormen vereisen mogelijk extra freesbewerkingen
- Bepaalde materialen met een slechte bewerkbaarheid vormen een grotere uitdaging voor toepassingen met dunne wanden
Bij PTSMAKE evalueren we elk project zorgvuldig om te bepalen of precisiedraaien de optimale productiemethode is of dat alternatieve benaderingen beter aan de eisen kunnen voldoen. Soms levert een hybride aanpak, waarbij draaien wordt gecombineerd met andere processen, de beste resultaten op voor bijzonder complexe componenten.
Welke certificaten garanderen betrouwbaarheid in CNC precisiedraaiservices?
Heb je ooit met precisie gedraaide onderdelen ontvangen die gewoon niet aan je specificaties voldeden? Of erger nog, gewerkt met een leverancier die beweerde kwaliteit te leveren, maar onderdelen leverde die niet voldeden tijdens assemblage of gebruik? Deze situaties veroorzaken niet alleen projectvertragingen, maar kunnen ook uw reputatie bij klanten en belanghebbenden schaden.
Bij het selecteren van een leverancier van CNC-draaiservices zijn certificeringen cruciale indicatoren voor betrouwbaarheid en kwaliteitsgarantie. De meest waardevolle certificeringen zijn ISO 9001 voor kwaliteitsmanagement, AS9100 voor luchtvaarttoepassingen, ISO 13485 voor medische apparatuur en IATF 16949 voor auto-onderdelen - ze verifiëren allemaal de toewijding van een fabrikant aan consistente precisie en procesbeheersing.

De betekenis van kwaliteitscertificaten voor CNC-draaien
Kwaliteitscertificaten voor CNC-precisiedraaien zijn niet alleen mooie badges op de website van een bedrijf. Het zijn gestructureerde systemen en processen die zorgen voor consistente kwaliteit en betrouwbaarheid. In mijn ervaring met precisiefabricage bij PTSMAKE heb ik gezien hoe goed geïmplementeerde certificeringssystemen processen transformeren van alleen maar productief naar consistent uitstekend.
Certificeringen bieden een gestandaardiseerd kader voor productieprocessen, kwaliteitscontroleprocedures en initiatieven voor voortdurende verbetering. Ze vereisen dat bedrijven hun processen documenteren, hun personeel goed opleiden en gegevens bijhouden over kwaliteitscontroles en problemen. Deze systematische aanpak minimaliseert menselijke fouten en zorgt ervoor dat elk onderdeel voldoet aan de specificaties, ongeacht wie de machine bedient of wanneer het onderdeel wordt geproduceerd.
ISO-kerncertificeringen voor precisieproductie
De International Organization for Standardization (ISO) biedt verschillende certificeringen die relevant zijn voor CNC-draaiservices:
ISO 9001: de basis van kwaliteitsmanagement
ISO 9001 is de meest fundamentele certificering voor elke kwaliteitsgerichte fabrikant. Het stelt eisen aan een kwaliteitsmanagementsysteem (QMS) dat organisaties helpt:
- Processen consistent documenteren
- Proactief risico's identificeren en aanpakken
- Methoden voor continue verbetering implementeren
- Zorgen voor klanttevredenheid door middel van kwaliteitsproducten
Bij PTSMAKE vormt onze ISO 9001-certificering de ruggengraat van onze kwaliteitssystemen. Het begeleidt alles, van hoe we de eisen van de klant beoordelen tot hoe we afgewerkte onderdelen meten en inspecteren. Deze standaardisatie10 creëert voorspelbaarheid in resultaten - een cruciale factor wanneer precisie gemeten wordt in microns.
ISO 14001: Milieubeheersystemen
Hoewel de ISO 14001-certificering niet direct gerelateerd is aan de kwaliteit van onderdelen, toont deze aan dat een fabrikant zich inzet voor een verantwoord milieu. Dit wordt steeds belangrijker voor klanten die moeten rapporteren over de duurzaamheid van hun toeleveringsketen. Een CNC-draaiservice met ISO 14001:
- Minimaliseert verspilling in bewerkingsprocessen
- Beheert en verwijdert snijvloeistoffen op de juiste manier
- Implementeert energie-efficiënte maatregelen
- Voldoet aan milieuvoorschriften
Branchespecifieke certificeringen
Verschillende industrieën hebben gespecialiseerde vereisten die verder gaan dan de ISO-basisnormen:
AS9100: Kwaliteitsmanagement voor de ruimtevaart
Voor luchtvaartonderdelen is AS9100-certificering (die alle ISO 9001-eisen plus luchtvaartspecifieke aanvullingen omvat) vaak niet-onderhandelbaar. Deze certificering richt zich op:
- Strenge traceerbaarheidsvereisten
- Risicobeheer specifiek voor vliegveiligheid
- Controle van speciale processen zoals warmtebehandeling
- Voorkomen van vervalste onderdelen
IATF 16949: Vereisten voor de auto-industrie
Autofabrikanten eisen leveranciers met een IATF 16949-certificering, die zich richt op:
- Preventie van defecten in plaats van detectie
- Vermindering van variatie en afval
- Specifieke hulpmiddelen zoals FMEA (Failure Mode and Effects Analysis)
- Eisen voor Supply Chain Management
ISO 13485: Kwaliteitssystemen voor medische hulpmiddelen
Voor fabrikanten van medische onderdelen garandeert ISO 13485 certificering:
- Strenge controles op reinheid en verontreiniging
- Validatie van productieprocessen
- Verbeterde traceerbaarheid voor implanteerbare componenten
- Uitgebreid risicobeheer
Verificatie van technische mogelijkheden
Naast certificeringen voor managementsystemen controleren certificeringen voor technische capaciteit specifieke vaardigheden en de kalibratie van apparatuur:
NADCAP accreditatie
Het National Aerospace and Defense Contractors Accreditation Program (NADCAP) biedt gespecialiseerde accreditatie voor processen zoals:
- Niet-destructief testen
- Warmtebehandeling
- Chemische verwerking
- Oppervlaktebehandelingen
De NADCAP-accreditatie voor deze speciale processen is een bewijs van uitzonderlijke technische bekwaamheid en procesbeheersing.
Certificeringen voor precisiemetingen
Een betrouwbare CNC-draaiservice moet certificeringen bijhouden voor hun meetapparatuur. Let op:
- Kalibratiecertificaten herleidbaar naar nationale normen
- R&R-onderzoeken (herhaalbaarheid en reproduceerbaarheid) van meters
- CMM programmeercertificeringen
- Regelmatige kalibratieschema's en verslagen
Hoe de certificeringen van een leverancier controleren
Bij het evalueren van potentiële CNC-draaipartners raad ik aan deze stappen te ondernemen om certificeringen te controleren:
- Huidige certificaten met vervaldatums aanvragen
- Controleer de website van de certificeringsinstantie om de geldigheid te bevestigen
- Vraag naar recente auditrapporten en corrigerende maatregelen
- Informeer naar eventuele voorwaarden of beperkingen op certificeringen
De certificeringsstatus kan in tabelvorm worden weergegeven zodat u deze gemakkelijk kunt vergelijken:
| Certificering | Doel | Typische geldigheidsperiode | Verificatiemethode |
|---|---|---|---|
| ISO 9001 | Kwaliteitsmanagementsysteem | 3 jaar met jaarlijks toezicht | Certificaat opzoeken op registrarwebsite |
| AS9100 | QMS voor de ruimtevaart | 3 jaar met halfjaarlijkse controles | Verificatie van OASIS-database |
| ISO 13485 | QMS medische apparatuur | 3 jaar met jaarlijks toezicht | Certificaat opzoeken op registrarwebsite |
| IATF 16949 | Automotive QMS | 3 jaar met jaarlijks toezicht | IATF-database verificatie |
Het verband tussen certificaten en prestaties
Hoewel certificeringen een goede basis vormen voor een beoordeling, moeten ze worden gezien als noodzakelijk, maar niet voldoende om kwaliteit te garanderen. In de jaren dat ik bij PTSMAKE werk, heb ik gemerkt dat de echte waarde voortkomt uit de mate waarin een bedrijf de principes achter de certificeringen omarmt, en niet alleen uit het voldoen aan de eisen tijdens audits.
De beste CNC-draaipartners demonstreren:
- Integratie van certificeringsvereisten in de dagelijkse werkzaamheden
- Voortdurende verbetering die verder gaat dan de certificeringsvereisten
- Regelmatige interne audits en zelfevaluaties
- Investering in voortdurende training en capaciteitsontwikkeling
Opkomende certificeringstrends in precisiefabricage
Het certificeringslandschap blijft zich ontwikkelen. Vooruitstrevende CNC-draaiservices gaan verder:
- Cyberbeveiligingscertificeringen (zoals ISO 27001) om ontwerpgegevens te beschermen
- Industrie 4.0 certificeringen
- Additief-subtractieve hybride productiecertificaten
- Certificeringen voor duurzaamheid en koolstofvoetafdruk
Bij PTSMAKE evalueren we voortdurend nieuwe certificeringsstandaarden om ervoor te zorgen dat we voorop blijven lopen op het gebied van precisieproductiemogelijkheden.
Klik hier voor meer informatie over het ontwerpen van onderdelen voor optimale rotatiesymmetrie bij CNC-draaien. ↩
Leer meer over de stabiliteit op lange termijn van materiaaleigenschappen in precisietoepassingen. ↩
Klik voor onze uitgebreide gids voor bewerkbaarheid van materialen. ↩
Klik voor een gedetailleerde uitleg over hoe oppervlakteruwheid de prestaties van onderdelen beïnvloedt. ↩
Leer meettechnieken die kostbare fouten voorkomen. ↩
Meer informatie over materiaaleigenschappen die de bewerkingsprestaties beïnvloeden. ↩
Als je dit concept begrijpt, kun je dure bewerkingsfouten voorkomen. ↩
Leer hoe gereedschapsslijtage de bewerkingsnauwkeurigheid en projecttijdlijnen beïnvloedt. ↩
Klik hier om meer te leren over geavanceerde programmeertechnieken voor complexe geometrische bewerkingen. ↩
Gestandaardiseerde processen die zorgen voor een consistente kwaliteitsoutput in productieomgevingen. ↩






