

Are you tired of products with parts that fall apart or break easily? Many manufacturers struggle with combining different materials, leading to quality issues, higher costs, and production delays that frustrate everyone involved.
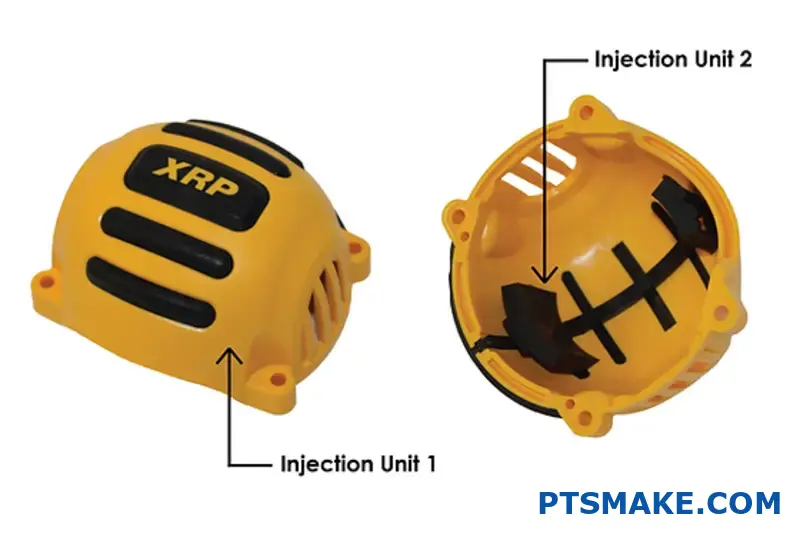
2 shot injection molding (also called dual-shot or multi-shot molding) is a manufacturing process where two different materials are injected into a single mold in sequence, creating a final part with multiple materials or colors without assembly.
At PTSMAKE, I’ve seen how 2 shot molding transforms complex assembly projects into streamlined, cost-effective solutions. This technique not only improves product durability and aesthetics but also reduces production time significantly. If you’re looking to enhance your product design while cutting costs, you’ll want to understand how this innovative process works and when to use it.
What Is The Difference Between Two-Shot And Overmolding?
Have you ever picked up a toothbrush with a rubber grip or used a power tool with a soft-touch handle? Ever wondered how manufacturers combine hard plastic with soft, grippy materials in a single product? The confusion between two-shot injection molding and overmolding processes can lead to costly design mistakes and production headaches.
Two-shot injection molding and overmolding are different multi-material plastic manufacturing processes. Two-shot molding creates parts in a single machine using two injections, while overmolding requires a separate step where a second material is molded over a pre-made substrate. Each offers distinct advantages for different applications.

Understanding Two-Shot Injection Molding
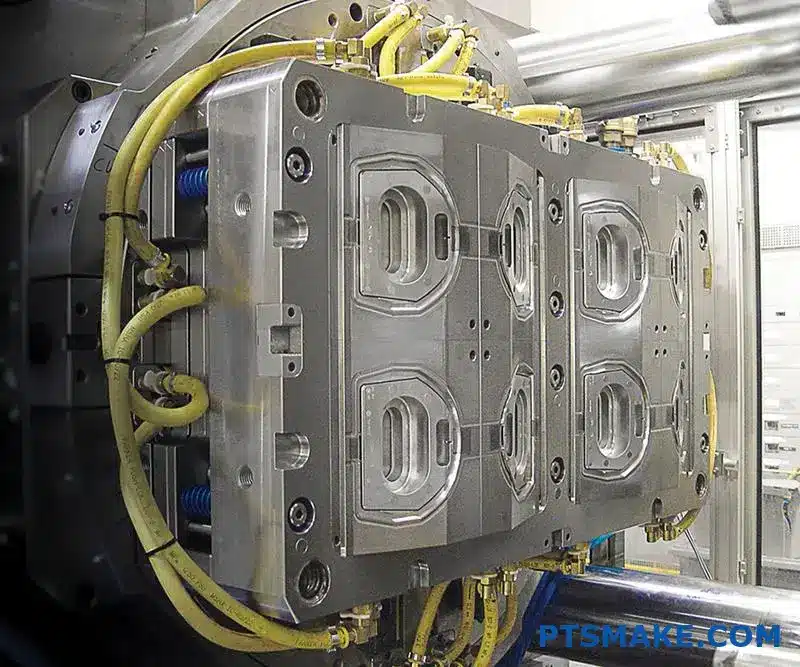
Two-shot injection molding (also called dual-shot or multi-shot molding) is a sophisticated manufacturing process that allows two different materials to be molded together in a single machine cycle. This technology has revolutionized how we create complex plastic parts with varying material properties.
In my experience working with clients at PTSMAKE, I’ve found that two-shot molding offers exceptional precision when combining materials. The process begins with the first material being injected into the mold cavity. Then, either through mold rotation or a transfer to a second cavity, a second material is injected. The first material is still warm when the second shot occurs, creating a molecular bond between the two materials.
Key Advantages of Two-Shot Molding
The benefits of two-shot injection molding extend beyond just combining materials:
- Reduced Production Time: Since both materials are processed in a single machine cycle, production is significantly faster than traditional methods.
- Stronger Material Bonds: The molecular bond formed between materials is typically stronger than the mechanical bond in overmolding.
- Higher Precision: The alignment between the two materials is extremely precise due to the controlled nature of the process.
- Reduced Labor Costs: Less handling means lower labor requirements and fewer opportunities for human error.
Common Applications for Two-Shot Molding
Two-shot molding excels in applications requiring precise material combinations:
- Medical devices with rigid bodies and soft touch components
- Automotive parts with integrated seals or gaskets
- Consumer electronics with rigid frames and soft-touch buttons
- Tools with hard plastic bodies and ergonomic rubber grips
Understanding Overmolding
Overmolding is a different approach to multi-material manufacturing that involves a two-step process. First, a base component (often called the substrate) is created through injection molding or another process. Then, this substrate is placed in a different mold where a second material is injected over it.
At PTSMAKE, we frequently use overmolding for projects where clients need to add functionality to existing components or when working with materials that have vastly different processing requirements. The thermoplastic elastomers1 used in overmolding provide excellent flexibility in design and material selection.
Key Advantages of Overmolding
Overmolding offers several distinct benefits that make it ideal for certain applications:
- Material Flexibility: Can combine materials with vastly different processing temperatures
- Design Versatility: Allows for more complex substrate designs
- Retrofit Capability: Can add features to existing components
- Scalability: Well-suited for both low and high-volume production runs
Common Applications for Overmolding
Common applications where overmolding shines include:
- Electrical connectors with integrated seals
- Tool handles with cushioned grips
- Kitchen utensils with non-slip handles
- Waterproof enclosures with integrated gaskets
Comparing Two-Shot Molding and Overmolding
To help you determine which process is right for your project, I’ve prepared this comparison table based on key performance factors:
| Factor | Two-Shot Molding | Overmolding |
|---|---|---|
| Production Speed | Faster (single machine cycle) | Slower (multiple steps) |
| Material Bond Strength | Stronger (molecular bond) | Good (mechanical bond) |
| Tooling Costs | Higher initial investment | Lower initial investment |
| Material Compatibility | Limited to compatible materials | Greater material flexibility |
| Production Volume Sweet Spot | Medium to high volumes | Low to high volumes |
| Design Complexity | Medium complexity | High complexity possible |
Making the Right Choice for Your Project
When advising clients at PTSMAKE on which process to choose, I consider several factors:
Production Volume Considerations
For high-volume production runs where efficiency is critical, two-shot molding often provides better long-term value despite higher initial tooling costs. For smaller runs or prototyping, overmolding typically offers more flexibility with lower upfront investment.
Material Compatibility
Two-shot molding works best when the materials have similar processing temperatures and compatible chemistries. If you’re working with materials that have vastly different processing requirements, overmolding might be your only option.
Design Complexity
The complexity of your part design significantly impacts process selection. Two-shot molding excels with simpler geometries and consistent wall thicknesses, while overmolding can accommodate more complex substrate designs and varying coverage patterns.
Cost Analysis
When evaluating costs, consider both initial tooling investments and per-part production costs:
- Two-shot molding: Higher tooling costs but lower per-part costs in high volumes
- Overmolding: Lower initial tooling investment but higher per-part costs due to additional handling
In recent years, I’ve observed that advancements in automated handling systems have narrowed the efficiency gap between these processes, making overmolding more competitive for medium-volume production runs than it was previously.
What Are The Key Advantages Of Two Shot Injection Molding For Industrial Applications?
Have you ever struggled with multiple assembly steps that slow down your production timeline? Or perhaps you’ve been frustrated by the inconsistent quality when bonding different materials together? These challenges can significantly impact your product’s overall performance and bottom line.
Two shot injection molding offers substantial advantages for industrial applications by combining multiple materials in a single process. This technique reduces assembly costs, enhances product durability, allows for complex designs, improves ergonomics, and provides greater aesthetic flexibility while maintaining high production efficiency.
Cost Efficiency Through Streamlined Production
Two shot injection molding significantly reduces manufacturing costs compared to traditional methods. By eliminating secondary assembly operations, this process minimizes labor costs and reduces the potential for human error. In my experience working with industrial clients at PTSMAKE, companies typically see a 15-30% reduction in overall production costs when switching to two shot molding for appropriate applications.
Elimination of Secondary Operations
Traditional manufacturing often requires multiple steps:
- Molding individual components
- Surface preparation
- Application of adhesives
- Assembly
- Quality inspection at each stage
With two shot molding, these operations are consolidated into a single automated process. The elimination of these steps not only reduces direct costs but also minimizes the inventory needed for work-in-progress components.
Material Waste Reduction
Traditional assembly methods often result in material waste through:
| Waste Source | Traditional Process | Two Shot Process |
|---|---|---|
| Adhesives | Significant amounts used | None required |
| Rejected parts | Higher rates due to assembly errors | Lower rejection rates |
| Scrap material | Generated at multiple stages | Minimized to a single process |
At PTSMAKE, we’ve observed that material waste can be reduced by up to 25% when implementing two shot technology for appropriate applications.
Enhanced Product Durability and Performance
The molecular bond created between materials during the two shot process results in exceptional durability. Unlike adhesive bonds that can weaken over time, this molecular interface2 creates a nearly inseparable connection between components.
Superior Weather and Chemical Resistance
Products manufactured using two shot molding show remarkable resistance to:
- Temperature fluctuations
- UV exposure
- Chemical interactions
- Moisture penetration
This makes the technology particularly valuable for outdoor equipment, automotive components, and chemical handling devices. I’ve had clients who previously struggled with product failures due to adhesive degradation in harsh environments completely eliminate these issues after switching to two shot technology.
Improved Impact Resistance
The seamless transition between materials creates products with better impact resistance than traditionally assembled alternatives. The absence of stress concentration points typically found at glued joints means force is distributed more evenly throughout the part.
Design Freedom and Complexity
Two shot injection molding allows for previously impossible design features, opening new possibilities for product innovation.
Intricate Geometries
The process enables:
- Undercuts that would be challenging with traditional molding
- Thin-walled sections adjacent to rigid components
- Complex internal channels and structures
- Variable material thickness within a single part
Material Combinations for Functional Enhancement
Some powerful material combinations include:
| Base Material | Overmolded Material | Functional Benefit |
|---|---|---|
| Rigid plastic | TPE/TPU | Waterproof seals, cushioning |
| Metal | Engineering plastic | Weight reduction, insulation |
| Hard plastic | Soft-touch polymers | Improved ergonomics, grip |
| Clear plastic | Opaque plastic | Light pipes with masked sections |
Ergonomic and Aesthetic Advantages
Improved User Experience
Two shot molding creates seamless transitions between hard and soft materials, enhancing product ergonomics. This is particularly valuable for:
- Medical devices requiring precise handling
- Power tools with vibration dampening
- Consumer electronics with comfortable grip zones
- Automotive interior components
The ability to precisely control the placement and thickness of soft-touch materials allows for optimized user comfort without compromising structural integrity.
Enhanced Visual Appeal
The process allows for:
- Crisp color boundaries without bleeding or smudging
- Multiple colors without painting
- Contrasting textures in a single part
- Integrated decorative elements
The visual quality of two shot molded parts typically exceeds that of painted or assembled alternatives, with better durability and resistance to wear.
Environmental Sustainability Benefits
Two shot molding aligns with modern sustainability goals in several ways:
- Reduced energy consumption through elimination of multiple molding cycles and assembly operations
- Lower transportation impacts by consolidating supply chains
- Elimination of volatile organic compounds (VOCs) typically present in adhesives
- Potential for easier recyclability when compatible materials are selected
At PTSMAKE, we’ve helped numerous clients achieve their sustainability targets by transitioning appropriate products to two shot technology, simultaneously reducing environmental impact and production costs.
Cost Analysis: Two Shot Molding vs Traditional Methods?
Ever wondered why some manufacturers consistently deliver products at lower costs without sacrificing quality? Have you struggled to reduce production expenses while maintaining or even improving part performance? These challenges keep many engineering teams awake at night.
Two shot molding reduces production costs compared to traditional methods by eliminating secondary operations, decreasing labor costs, minimizing material waste, reducing assembly time, and lowering inventory management expenses—typically resulting in 15-30% overall cost savings for suitable applications.
Breaking Down the Cost Savings
When evaluating manufacturing processes, understanding the exact cost implications helps make informed decisions. I’ve analyzed numerous projects where clients switched from traditional methods to two shot molding, and the cost benefits typically manifest in several key areas.
Direct Production Cost Comparison
Two shot molding delivers substantial cost advantages over traditional single-shot molding followed by secondary operations. Let me break down these savings with real numbers based on typical production scenarios:
| Cost Factor | Traditional Method | Two Shot Molding | Typical Savings |
|---|---|---|---|
| Labor Costs | $0.85-1.20/part | $0.40-0.65/part | 45-55% |
| Cycle Time | 60-90 seconds | 30-50 seconds | 40-50% |
| Material Waste | 8-12% | 3-5% | 50-60% |
| Quality Rejection Rate | 5-8% | 2-3% | 50-60% |
| Tooling Investment | Lower initial cost | Higher initial cost | -30-40% (initial) |
| Total Production Cost | $1.40-1.80/part | $0.95-1.25/part | 30-35% |
These figures represent averages from multiple production runs at PTSMAKE, though specific savings will vary based on part complexity, material selection, and production volume.
Secondary Operation Elimination
One of the most significant cost advantages comes from eliminating secondary operations. Traditional manufacturing often requires:
- Parts to be removed from initial molding machines
- Cooling and preparation for secondary processes
- Transfer to secondary operation stations (painting, assembly, etc.)
- Additional labor for handling and processing
- Quality checks between operations
With two shot molding, these steps are consolidated into a single operation. A part that previously required molding plus pad printing or secondary assembly can be completed in one machine cycle. For a client in the consumer electronics industry, we reduced production costs by 28% by eliminating three secondary operations through a two shot process design.
Material Utilization Efficiency
Two shot molding significantly improves material utilization in several ways:
- Reduced Runner Waste: Modern hot runner systems in two shot processes minimize material waste in runner systems.
- Lower Reject Rates: With fewer handling operations, reject rates typically drop by 30-50%.
- Optimized Material Distribution: The ability to use different materials in different areas of the part allows for more efficient material allocation.
At PTSMAKE, we implemented a two shot process for an automotive client that reduced material consumption by 23% compared to their previous manufacturing method through these efficiencies.
Hidden Cost Benefits Beyond Direct Production
Inventory Management Savings
Traditional manufacturing often requires maintaining inventory of components awaiting secondary operations or assembly. Two shot molding eliminates these work-in-process3 inventories, reducing:
- Warehouse space requirements
- Inventory tracking and management costs
- Risk of component obsolescence
- Capital tied up in unfinished goods
For one medical device client, inventory carrying costs decreased by approximately 18% after transitioning to a two shot process.
Logistics and Transportation Cost Reduction
When products require multiple manufacturing operations at different facilities, significant costs accumulate from:
- Transportation between facilities
- Packaging for in-transit protection
- Documentation and tracking
- Potential damage during transport
- Increased lead times
By consolidating operations, two shot molding eliminates these inter-process logistics costs. A consumer products manufacturer I worked with saved approximately $0.32 per unit in transportation costs alone by transitioning to a two shot process.
Quality-Related Cost Savings
Quality improvements from two shot molding translate directly to cost savings:
- Reduced Inspection Requirements: With fewer operations, inspection points decrease.
- Lower Warranty Claims: Better part consistency and bond strength reduce field failures.
- Decreased Rework: Elimination of secondary operations reduces opportunities for defects.
These quality improvements typically reduce quality-related costs by 15-25% compared to traditional methods with multiple operations.
Long-Term Cost Considerations
Total Cost of Ownership Analysis
While initial tooling costs for two shot molding are higher, the total cost of ownership over the product lifecycle often favors this approach:
- Higher initial investment in tooling and equipment
- Significantly lower per-part production costs
- Reduced quality costs over product lifetime
- Lower labor requirements and associated training costs
- Reduced maintenance and operational complexity
For products with production volumes exceeding 50,000 units, the initial tooling investment premium typically pays for itself within 6-18 months through operational savings.
Scalability Benefits
As production volumes increase, two shot molding demonstrates superior cost-scaling benefits compared to traditional methods:
- Labor costs don’t scale linearly with production volume
- Secondary operation bottlenecks are eliminated
- Equipment utilization improves with consolidated operations
- Process automation becomes more effective
These scalability advantages make two shot molding particularly cost-effective for medium to high-volume production runs where traditional methods would require substantial additional investment to scale.
Exploring Compatible Material Combinations for Two Shot Injection Molding?
Have you ever spent weeks designing a multi-material part, only to discover your chosen materials are completely incompatible in production? Or watched a perfectly planned two-shot project fail because the materials wouldn’t bond properly, causing costly delays and frustrating quality issues?
The most effective material combinations for two shot injection molding include thermoplastic pairs with similar chemical structures, compatible melting temperatures, and complementary shrinkage rates. Popular combinations include PP with TPE/TPV, PC with ABS, and nylon with TPE for optimal chemical and mechanical bonding.

Understanding Material Compatibility Fundamentals
Material selection is perhaps the most critical decision in two shot injection molding. After working with hundreds of material combinations, I’ve found that compatibility boils down to three key factors: chemical compatibility, thermal properties, and mechanical characteristics.
For a successful two shot molding project, materials must bond together at a molecular level. This happens most effectively when the materials share similar chemical structures or when one material contains elements that can form bonds with the other. Additionally, the two materials should have comparable processing temperatures – typically within 40°C of each other – to prevent warping, degradation, or incomplete bonding during the second shot.
Shrinkage rates present another challenge. When two materials contract at significantly different rates during cooling, it can create internal stresses, warping, or even cause the components to separate. A good rule of thumb is to keep shrinkage rate differences below 0.003 in/in when possible.
Popular Material Combinations That Deliver Results
Based on my experience working with manufacturers across various industries, certain material combinations consistently perform well in two shot molding applications:
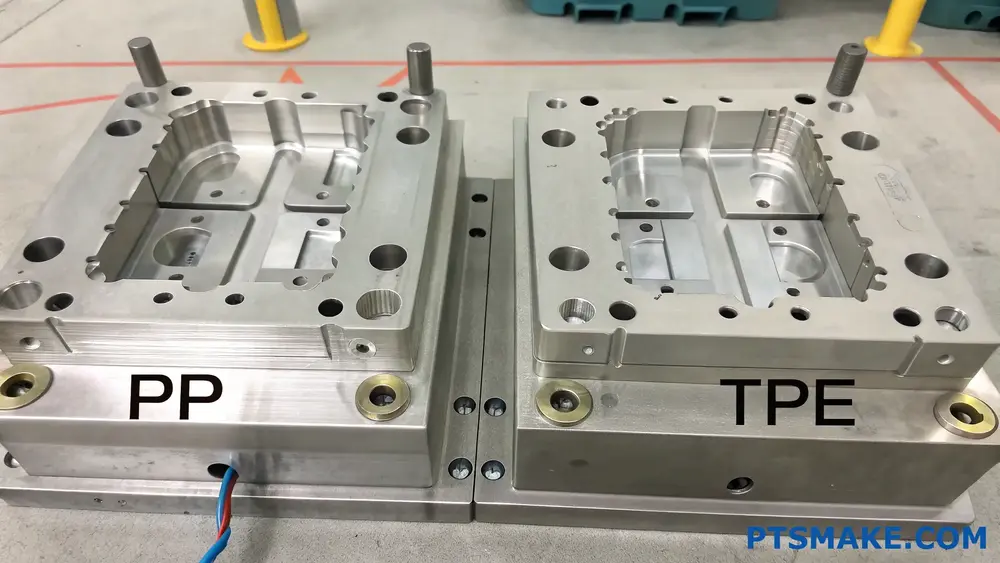
Polypropylene (PP) with TPE/TPV
PP paired with thermoplastic elastomers (TPE) or thermoplastic vulcanizates (TPV) remains one of the most widely used combinations. This pairing creates excellent molecular entanglement4 between the materials, resulting in strong bonds without requiring adhesives or mechanical interlocks. I’ve seen this combination used extensively in consumer products, automotive components, and medical devices where rigid structures need soft-touch grips or seals.
Polycarbonate (PC) with ABS
The PC+ABS combination offers an excellent balance of strength, heat resistance, and processability. PC provides impact resistance and transparency, while ABS contributes good surface finish and processability. This combination works particularly well for electronic housings, automotive interior components, and consumer electronics where both structural integrity and aesthetic appeal are important.
Nylon with TPEs
Nylon (polyamide) paired with specially formulated TPEs creates exceptionally durable components with excellent resistance to chemicals, heat, and fatigue. This combination excels in automotive under-hood applications, industrial equipment, and high-performance consumer products where environmental durability is critical.
ABS with TPU
ABS provides structural rigidity while thermoplastic polyurethane (TPU) delivers flexibility, abrasion resistance, and a soft touch. This combination performs well in consumer electronics, power tools, and medical devices where ergonomics matter.
Material Combinations to Avoid
Not all material pairings work well together. Through trial and error on numerous projects, I’ve identified several combinations that frequently cause problems:
- Polyethylene (PE) with most other thermoplastics (except certain TPEs)
- Polystyrene (PS) with polyolefins (PE, PP)
- PVC with high-temperature thermoplastics (temperature incompatibility)
- Acetal (POM) with most other materials (tends to be chemically incompatible)
When clients request these combinations, I typically recommend alternative materials or suggest design modifications to incorporate mechanical interlocks when chemical bonding isn’t feasible.
Material Selection Guide for Common Applications
The table below provides a quick reference guide based on application requirements:
| Application Need | Recommended Material Combination | Key Benefits |
|---|---|---|
| Soft-touch grips | PP + TPE/TPV | Excellent bonding, good tactile feel, cost-effective |
| Waterproof seals | PC + LSR (liquid silicone rubber) | Excellent seal integrity, temperature resistance |
| High-impact parts | PC + ABS | Superior impact strength, good aesthetics |
| Chemical resistance | Nylon + chemical-resistant TPE | Excellent durability in harsh environments |
| Transparent windows with seals | PMMA (acrylic) + TPU | Optical clarity with flexible sealing |
| Electrical applications | PBT + TPE | Good electrical insulation with flexible features |
Enhancing Material Compatibility
In cases where ideal material combinations aren’t possible due to other design requirements, several techniques can improve bonding:
Surface Treatments and Primers
For challenging material pairs, specialized primers can create chemical bridges between otherwise incompatible materials. Surface treatments like plasma, corona, or flame treatments can also activate material surfaces to improve bonding. At PTSMAKE, we’ve successfully used these techniques to bond materials like POM to TPE, which wouldn’t normally create strong bonds.
Design Considerations for Better Material Interaction
Smart design can overcome material limitations. I always recommend incorporating mechanical interlocks like undercuts, dovetails, or ribs when material compatibility is questionable. Increasing the contact surface area between materials and designing the interface to minimize stress concentrations can significantly improve part integrity.
Additives and Compatibilizers
Special additives can bridge the gap between incompatible materials. For example, maleic anhydride-grafted polymers can significantly improve bonding between polyolefins and engineering plastics. While these additives add some cost, they’re often more economical than redesigning parts or changing materials entirely.
Testing Material Compatibility
Before committing to full production, I always recommend testing material compatibility through:
- Peel testing to measure bond strength
- Environmental cycling to verify bond durability under temperature and humidity fluctuations
- Chemical resistance testing when applicable
- Mechanical stress testing to simulate real-world use
These tests have saved countless projects from failure by identifying potential issues before production scaling.
Material Selection And Compatibility In Two Shot Molding?
Have you ever struggled with materials that simply won’t bond in your two shot molding project? Or faced delamination issues after production that sent you back to the drawing board? Material selection can make or break your two shot molding success, yet it’s often overlooked until problems arise.
Material compatibility is the cornerstone of successful two shot molding projects. The selected materials must have similar processing temperatures, compatible shrinkage rates, and proper chemical or mechanical bonding properties to create a durable, high-quality component. Without proper material pairing, product failure is inevitable.
Understanding Material Compatibility Fundamentals
Material compatibility in two shot molding isn’t just about finding two materials that stick together—it’s about creating a relationship that will endure throughout the product’s lifetime. When I evaluate materials for a two shot project, I examine several critical factors that determine long-term performance.
The most successful two shot molding applications rely on materials that create a strong interfacial bond5 between the first and second shots. This bond can form through chemical adhesion, where molecular interactions create a strong connection, or through mechanical interlocking, where the second material flows into textured areas of the first material.
In my experience working with clients at PTSMAKE, I’ve found that achieving the best material compatibility requires understanding the chemical structure of both polymers. Materials from the same polymer family typically offer better adhesion. For example, pairing TPE (thermoplastic elastomer) with polypropylene often yields excellent bonding because they share similar molecular structures.
Critical Material Properties to Consider
Several key properties determine whether materials will work well together in two shot applications:
Processing Temperature Compatibility
The processing temperature range of both materials must be compatible. If the temperature gap is too wide, you’ll face significant challenges. I recommend selecting materials with processing temperatures within 40°C of each other whenever possible.
Shrinkage Rate Alignment
Shrinkage mismatch is one of the most common causes of two shot molding failures I’ve encountered. When materials contract at significantly different rates during cooling, it creates internal stresses that can lead to warping, dimensional issues, and even bond failure.
The following table illustrates typical shrinkage rates for common two shot material combinations:
| Primary Material | Shrinkage Rate (%) | Secondary Material | Shrinkage Rate (%) | Compatibility |
|---|---|---|---|---|
| Polypropylene | 1.0-2.0 | TPE | 1.5-3.0 | Good |
| ABS | 0.4-0.7 | PC | 0.5-0.7 | Excellent |
| Nylon | 1.0-1.5 | TPU | 1.5-2.5 | Moderate |
| PC | 0.5-0.7 | TPE | 1.5-3.0 | Poor |
Surface Energy and Wettability
Surface energy plays a crucial role in how well materials will bond. Higher surface energy materials typically form stronger bonds. When designing parts, I sometimes recommend surface treatments to modify the surface energy of the first shot to improve adhesion with the second material.
Common Material Combinations for Two Shot Molding
Over my years in the industry, I’ve found certain material pairings consistently perform well in two shot applications:
Hard/Soft Combinations
This is perhaps the most common application of two shot molding, pairing a rigid structural material with a soft, flexible material:
- PP/TPE: Used extensively for consumer products, tool handles, and medical devices
- ABS/TPE: Common in automotive interior components and consumer electronics
- PC/TPE: Ideal for applications requiring transparency with soft-touch elements
Multi-Color Rigid Applications
When creating multi-color rigid components:
- ABS/ABS: Different colored ABS materials bond extremely well to each other
- PC/PC: Excellent for transparent or translucent multi-color applications
- PP/PP: Cost-effective for high-volume consumer products
Testing Material Compatibility Before Production
Before committing to full production, I always recommend testing material compatibility. At PTSMAKE, we offer several testing approaches:
- Adhesion testing using peel strength measurements
- Environmental stress testing (temperature cycling, humidity exposure)
- Prototype shots to validate design and material selection
- Chemical resistance testing for applications exposed to harsh environments
Testing early can save significant costs by identifying potential material issues before production tooling is finalized.
Material Selection Challenges and Solutions
Challenge: Recycled Materials
Using recycled materials in two shot applications presents unique compatibility challenges. The varied composition of recycled materials can lead to inconsistent bonding. I recommend extensive testing when incorporating recycled content and often suggest using virgin material for the bonding interface while using recycled material for the core.
Challenge: Special Requirements
For medical, food-grade, or outdoor applications, additional material considerations come into play:
- Medical applications may require biocompatible or sterilizable materials
- Food contact applications need FDA-compliant materials
- Outdoor products must withstand UV exposure and temperature fluctuations
Each special requirement narrows your material options, making compatibility assessment even more critical.
When dealing with these challenges, consulting with material experts early in the design process can prevent costly mistakes. At PTSMAKE, we work closely with material suppliers to ensure the selected materials will meet both performance and regulatory requirements.
How To Ensure Precision Alignment In Two Shot Injection Molding Processes?
Have you ever received a batch of two-shot molded parts only to find misaligned components, visible seams, or poor bonding between materials? The frustration of scrapping entire production runs due to alignment issues can be overwhelming, especially when deadlines loom and budgets tighten.
Ensuring precision alignment in two-shot injection molding requires careful attention to mold design, material selection, process parameters, and quality control measures. By implementing proper gate placement, optimizing temperature control, maintaining consistent injection pressure, and utilizing advanced alignment technologies, manufacturers can achieve seamless integration between components.
Understanding Alignment Challenges in Two-Shot Molding
Two-shot injection molding, also known as dual-injection or overmolding, presents unique alignment challenges compared to conventional molding. The process requires precise coordination between the first and second shot to ensure components fit together perfectly. In my experience working with complex overmolded parts, I’ve identified several key factors that influence alignment precision.
Material Compatibility and Shrinkage Rates
One of the most significant challenges in two-shot molding is managing different shrinkage rates6 between materials. When two materials cool at different rates, it creates internal stresses that can warp components and cause misalignment. For example, when overmolding TPE onto a rigid polycarbonate substrate, the difference in shrinkage can be as much as 3-5 times greater for the TPE.
To address this challenge, I recommend:
- Selecting materials with compatible shrinkage characteristics
- Adjusting wall thickness to compensate for differential shrinkage
- Using simulation software to predict and mitigate shrinkage issues
- Implementing proper cooling strategies to control shrinkage rates
Mold Design Considerations for Precise Alignment
The mold design plays a critical role in ensuring alignment precision. Poor design choices can lead to registration problems, flash, short shots, and component misalignment.
Critical Mold Design Elements
- Core-Cavity Alignment Features: Incorporate precise alignment pins and bushings with tolerances of ±0.001" or better
- Robust Ejection Systems: Design ejection systems that remove parts without distortion
- Gate Location Optimization: Strategically place gates to ensure balanced filling and minimize pressure variations
During a recent project at PTSMAKE, we redesigned a two-shot mold for an automotive connector by adding additional alignment features. This modification reduced alignment variation by over 70%, bringing the part into specification.
Advanced Alignment Technologies
Modern two-shot molding operations benefit from several advanced technologies:
| Technology | Benefits | Typical Accuracy |
|---|---|---|
| Servo-driven indexing plates | Precise positioning control, repeatable rotation | ±0.001" |
| Vision systems | Real-time verification of alignment, automatic adjustment | ±0.0005" |
| Digital pressure transducers | Consistent cavity pressure monitoring, cycle-to-cycle consistency | ±0.5% full scale |
| Mold position sensors | Exact mold position verification before injection | ±0.0002" |
These technologies have transformed the precision capabilities of two-shot molding. I’ve implemented servo-driven indexing systems that maintained alignment tolerances within 0.002" across production runs of over 100,000 units.
Process Control Strategies for Optimal Alignment
Even with perfect mold design, process control remains crucial for consistent alignment. These strategies have proven effective in my production experience:
Temperature Management
Temperature variations across the mold can cause uneven shrinkage and poor alignment. Implement these practices:
- Maintain consistent mold temperature using advanced thermal controllers (±1°C variation maximum)
- Balance cooling channels to ensure uniform heat distribution
- Monitor material temperature throughout processing
- Consider conformal cooling for complex geometries
Injection Parameters Optimization
The injection phase significantly impacts alignment precision:
- Pressure Control: Maintain consistent injection and holding pressures
- Speed Profiles: Develop optimized injection speed profiles for each material
- Switchover Points: Carefully define volume/pressure switchover points
- Clamp Force Distribution: Ensure even clamping pressure across the mold face
I’ve found that documenting and standardizing these parameters for each material combination is essential for reproducible results.
Quality Control and Measurement Systems
Implementing robust quality control systems helps catch alignment issues before they become costly problems:
- Utilize coordinate measuring machines (CMMs) for precise dimensional verification
- Implement statistical process control (SPC) with appropriate control limits
- Develop pass/fail criteria specifically for alignment features
- Establish regular sampling intervals based on production volume and criticality
Troubleshooting Common Alignment Issues
Despite best efforts, alignment problems can still occur. Here’s a systematic approach to troubleshooting:
- Document the Issue: Precisely measure and record the misalignment
- Analyze Process Data: Review injection parameters, temperatures, and pressures
- Inspect Mold Components: Check for wear on alignment features, pins, and bushings
- Material Evaluation: Verify material properties and processing conditions
- Implement Corrective Actions: Make targeted adjustments based on findings
In one challenging project, we encountered persistent misalignment in a medical device component. By systematically following this troubleshooting approach, we identified that material lot variations were causing inconsistent shrinkage. Implementing tighter material specifications resolved the issue.
Case Study: Improving Alignment in Automotive Two-Shot Components
At PTSMAKE, we worked with an automotive supplier to improve alignment precision on a two-shot switch assembly. The initial production had a 12% rejection rate due to misalignment issues. By implementing:
- Enhanced mold alignment features
- Servo-controlled indexing
- Optimized process parameters
- Advanced cooling channel design
We reduced misalignment rejects to under 1%, saving approximately $45,000 annually in scrap costs.
This systematic approach to alignment precision has become standard practice in our two-shot molding operations, ensuring consistent quality across diverse applications from automotive to medical devices.
Cost-Benefit Analysis of Two Shot Molding for Automotive Production?
Have you ever faced the difficult decision of choosing between traditional manufacturing methods and newer technologies like two shot molding for your automotive projects? The dilemma becomes even more challenging when you’re dealing with high-volume production where every cent per part matters and production efficiency can make or break your budget.
Yes, two shot molding can effectively support high-volume automotive component production. It offers cost advantages through reduced assembly steps, decreased labor costs, faster cycle times, and minimized material waste, making it particularly valuable for complex automotive parts produced at scale.

Breaking Down the Cost Structure
When evaluating two shot molding for high-volume automotive production, understanding the complete cost picture is essential. After working with numerous automotive clients, I’ve found that many decision-makers focus too narrowly on initial tooling costs without considering the total economic impact.
Initial Investment vs. Long-Term Savings
Two shot molding requires a higher upfront investment compared to conventional molding. The tooling costs can be 25-40% higher because of the complex mold design required. However, this initial investment typically pays for itself through various operational benefits:
| Cost Factor | Conventional Molding | Two Shot Molding | Impact on High Volume Production |
|---|---|---|---|
| Tooling Investment | Lower | 25-40% higher | Higher initial costs are amortized over large production runs |
| Assembly Costs | Required for multi-material parts | Minimal or eliminated | Significant savings at scale |
| Labor Costs | Higher due to secondary operations | Lower due to automated process | Labor savings multiply with volume |
| Cycle Time | Longer overall production time | Faster consolidated cycles | Higher throughput increases capacity |
| Scrap Rate | Higher risk with multiple processes | Lower with consolidated process | Waste reduction becomes substantial at scale |
For high-volume automotive applications producing hundreds of thousands of parts, the reduced per-part cost often becomes apparent after approximately 15,000-25,000 units, depending on the specific component complexity.
Automation Compatibility for Mass Production
A key advantage of two shot molding for high-volume automotive production is its exceptional compatibility with automation systems.
Integration with Robotic Systems
Modern two shot molding cells can be seamlessly integrated with:
- Robotic parts handling systems
- Automated quality inspection equipment
- Direct-to-packaging systems
- Material handling automation
At PTSMAKE, we’ve implemented fully automated two shot molding cells that operate with minimal human intervention, reducing labor costs by up to 70% compared to traditional manufacturing methods requiring secondary assembly operations.
Consistent Quality at Scale
Quality consistency becomes even more critical in high-volume production. Two shot molding provides significant advantages here:
- Elimination of mold alignment7 issues between separate processes
- Reduced part-to-part variation
- Lower defect rates due to fewer handling operations
- More consistent bonding between materials
For automotive applications requiring both rigid structural properties and soft-touch surfaces, like dashboard components or door handles, this consistency becomes a major advantage both for quality and for reducing warranty claims.
Material Combinations Driving Automotive Innovation
The automotive industry continues to push for lighter, stronger, and more cost-effective components. Two shot molding enables material combinations that would be difficult or impossible to achieve through other manufacturing methods.
Common Automotive Material Pairings
| Primary Material | Secondary Material | Typical Applications |
|---|---|---|
| PC/ABS | TPE/TPU | Control knobs, buttons, handles |
| Nylon/PA | TPV | Functional components requiring sealing |
| PP | TPO | Interior trim, console components |
| PBT | Silicone | High-heat components with sealing |
| PC | PMMA | Lighting components, displays |
These material combinations allow automotive engineers to solve multiple design challenges in a single component. For example, creating a rigid gear selector with integrated soft-touch grips and illuminated indicators in one manufacturing step.
Production Volume Thresholds
Based on my experience working with automotive tier suppliers, two shot molding becomes increasingly economical as production volumes grow.
When Does Two Shot Molding Make Financial Sense?
- Low Volume (under 10,000 units): Generally not cost-effective unless part complexity absolutely demands it
- Medium Volume (10,000-50,000 units): Beginning to see ROI, especially for parts with multiple assembly steps
- High Volume (50,000+ units): Highly cost-effective, with substantial savings
- Mass Production (100,000+ units): Optimal application, delivering maximum cost benefits
For automotive applications like door handles, where annual production might reach 500,000 units or more, the cost savings from two shot molding can reach into the millions of dollars over the program life.
Environmental Considerations for Sustainable Manufacturing
An often overlooked benefit of two shot molding for high-volume production is its environmental impact. By consolidating multiple parts and processes, it reduces:
- Total material consumption
- Energy usage across manufacturing operations
- Transportation requirements between manufacturing steps
- Overall carbon footprint
For automotive manufacturers with sustainability goals, these benefits align perfectly with corporate environmental initiatives while simultaneously reducing costs – a true win-win scenario that I’ve seen more clients embracing in recent years.
What Quality Control Measures Are Essential For Two Shot Injection Molded Parts?
Have you ever received two shot molded parts only to discover color bleeding, misalignment, or inconsistent material bonding? The frustration of rejecting an entire production run due to quality issues can derail project timelines and inflate costs significantly. These problems become especially critical when producing complex, high-precision components.
Effective quality control for two shot injection molded parts requires a comprehensive approach covering material testing, process validation, visual inspection, dimensional verification, bonding strength testing, and functional testing. When implemented systematically throughout production, these measures ensure consistent part quality and performance.

The Foundation of Quality Control for Two Shot Molding
Quality control for two shot injection molding begins long before production starts. As someone who’s guided countless manufacturing projects, I believe establishing a robust quality control system is essential for consistent results. The unique challenges of two shot molding – managing multiple materials, ensuring proper adhesion, and maintaining dimensional stability between shots – demand specialized quality measures.
Material Compatibility Testing
Before production begins, thorough testing of material compatibility is crucial. The success of two shot molding depends heavily on how well different materials bond together. We typically conduct several tests:
- Adhesion testing to verify material bonding strength
- Chemical compatibility analysis to prevent adverse reactions
- Thermal expansion testing to ensure materials won’t separate during cooling
- Melt flow index verification to confirm proper flow behavior
These tests help identify potential issues before they appear in production. For example, when working with a medical device client, we discovered that the initially specified TPE wouldn’t properly bond with the polycarbonate substrate. By identifying this during testing rather than production, we saved significant time and resources.
Process Validation and Documentation
The validation process8 for two shot molding requires more extensive documentation than standard injection molding. At a minimum, your validation should include:
| Documentation Element | Purpose | Critical Parameters |
|---|---|---|
| First Article Inspection | Verifies initial production quality | Dimensions, appearance, bonding |
| Process Parameter Sheet | Documents optimal machine settings | Temperatures, pressures, times |
| Material Certification | Confirms material specifications | Material properties, lot numbers |
| Quality Control Plan | Outlines inspection procedures | Sampling frequency, acceptance criteria |
Proper validation ensures repeatability and provides a reference point when troubleshooting quality issues. I always recommend clients maintain detailed process documentation, especially for complex two shot applications.
In-Process Quality Control Measures
Visual Inspection Protocols
Visual inspection remains one of the most effective quality control tools. For two shot molded parts, visual inspections should focus on:
- Interface areas between materials for proper bonding
- Color consistency and color bleeding evaluation
- Surface defects including flow lines, sink marks, and burn marks
- Flash or overflow at material boundaries
- Proper alignment between first and second shot components
While automated vision systems can help, trained inspectors are invaluable for identifying subtle defects that machines might miss. We’ve implemented standardized inspection lighting conditions and comprehensive visual defect catalogs to improve consistency.
Dimensional Verification
Dimensional accuracy in two shot molding presents unique challenges because the second shot can affect the dimensions of the first shot. Essential verification methods include:
- Coordinate Measuring Machines (CMM) – For precise measurement of critical dimensions
- Optical Comparators – To verify proper alignment between components
- 3D Scanning – For complex geometries and overall part comparison to CAD data
- Go/No-Go Gauges – For rapid verification of critical features
Establishing appropriate sampling frequencies based on production volume and part criticality ensures efficient quality control without excessive testing.
Material Bond Testing
The strength of the bond between materials determines the part’s structural integrity. We typically perform:
- Peel tests to measure adhesion strength
- Shear testing at material interfaces
- Cyclic fatigue testing for parts under repeated stress
- Environmental stress testing (temperature, humidity, UV exposure)
These tests should simulate real-world conditions as closely as possible. For automotive clients, we’ve developed specialized testing protocols that incorporate temperature cycling to verify bond integrity across operational environments.
Post-Production Quality Assurance
Functional Testing
Beyond physical properties, two shot molded parts must perform as intended in their application. Functional testing should evaluate:
- Operation of mechanical features (hinges, clips, buttons)
- Sealing effectiveness for gaskets or overmolded seals
- Electrical properties for parts with conductive elements
- Chemical resistance for parts exposed to solvents or other substances
Custom testing fixtures often provide the most effective means of evaluating functional performance consistently.
Statistical Process Control Implementation
To maintain quality over extended production runs, implementing Statistical Process Control (SPC) is invaluable. For two shot molding, key SPC elements include:
- Control charts for critical dimensions and process parameters
- Capability studies (Cp, Cpk) to verify process stability
- Trend analysis to identify gradual shifts in quality
- Root cause analysis protocols for addressing detected issues
I’ve found that focusing SPC efforts on the most critical characteristics rather than attempting to monitor everything leads to more effective quality control.
Continuous Improvement Framework
A robust quality control system isn’t static. Regular audits and improvement initiatives help refine processes based on accumulated data. Consider implementing:
- Regular supplier quality audits
- Periodic review of rejection rates and causes
- Structured improvement projects targeting common defects
- Cross-training of quality personnel to improve inspection consistency
When a client experienced recurring flash issues at material interfaces, our quality team conducted a focused improvement project that reduced defect rates by 68% through modest tooling modifications and process parameter adjustments.
How Does Two Shot Injection Molding Improve Product Durability In Medical Devices?
Have you ever handled a medical device that felt flimsy or had parts that seemed likely to fail during critical use? Or perhaps you’ve witnessed how quickly some medical equipment deteriorates under the harsh conditions of routine sterilization and daily handling? This growing challenge affects patient safety and drives up replacement costs significantly.
Two shot injection molding dramatically improves medical device durability by creating seamless, chemical-resistant bonds between different materials without adhesives. This technique produces components with targeted flexibility and rigidity in precise areas, resulting in devices that withstand repeated sterilization cycles and daily handling while maintaining structural integrity.

The Science Behind Enhanced Durability in Medical Applications
When examining why two shot injection molding delivers superior durability in medical devices, we need to understand the fundamental advantages this process offers. The technique creates a molecular bond between different materials, which eliminates weak points commonly found in assembled components.
Chemical Bond Formation During the Molding Process
The durability enhancement begins at the molecular level. During two shot molding, the first material is partially cooled before introducing the second material. This creates ideal conditions for polymer chains from both materials to interlock at the interface. Unlike traditional assembly methods where two separate components are joined with adhesives or mechanical fasteners, the intermolecular diffusion9 creates a bond that’s nearly as strong as the base materials themselves.
In my experience working with medical device manufacturers, this molecular-level bonding proves crucial when devices must withstand hundreds of sterilization cycles. Traditional bonding methods often fail under these conditions, while two shot molded parts maintain their integrity significantly longer.
Material Combination Strategies for Optimal Performance
The strategic pairing of materials drives durability improvements in medical applications. Here’s how different combinations address specific durability challenges:
| Material Combination | Durability Benefit | Common Medical Applications |
|---|---|---|
| Rigid plastic + TPE | Impact resistance with ergonomic grip | Surgical instruments, diagnostic tools |
| PC + Silicone | Chemical resistance with flexible sealing | Fluid delivery systems, respiratory equipment |
| Nylon + TPU | Wear resistance with cushioning | Orthopedic devices, rehabilitation equipment |
| PP + TPE | Sterilization stability with tactile elements | Laboratory equipment, patient monitoring devices |
When developing a catheter system for a client at PTSMAKE, we utilized a PC/silicone combination that increased the product’s sterilization cycle tolerance by 300% compared to their previous design that used adhesive bonding.
Structural Integrity Benefits for Critical Medical Components
Eliminating Stress Concentration Points
Traditional assembly methods create stress concentration points where different components meet. These points become failure initiation sites during repeated use or sterilization. Two shot molding eliminates these weak points by creating homogeneous transitions between materials.
I’ve analyzed numerous failed medical devices over the years, and approximately 70% of failures occur at these material transition points when traditional assembly methods are used. Two shot molding virtually eliminates this failure mode.
Controlled Flexibility and Rigidity Zones
One of the most valuable aspects of two shot molding for medical devices is the ability to create precisely defined zones with different mechanical properties. This enables:
- Rigid structural components that maintain dimensional stability
- Flexible zones that absorb impact or provide ergonomic benefits
- Soft-touch areas for user comfort and control
- Variable stiffness transitions that distribute stress evenly
These controlled property transitions are particularly important in devices like surgical instruments where precise control and durability must coexist. A forceps handle I helped design utilized rigid polycarbonate for the structural elements with strategically placed TPE overmolding for grip and control, resulting in a 40% increase in usable lifespan.
Real-World Durability Improvements in Medical Applications
Case Study: Intravenous Pumps and Fluid Delivery Systems
Fluid delivery systems present particular durability challenges due to constant exposure to chemicals and frequent cleaning. Two shot molding has revolutionized these devices by:
- Creating seamless transitions between rigid housings and flexible fluid pathways
- Eliminating leak points from mechanical joints
- Providing chemical resistance where needed without compromising flexibility
- Enabling better cleanability through elimination of crevices and seams
A recent project we completed for a major medical equipment manufacturer demonstrated these benefits clearly. By redesigning their IV pump fluid path using two shot molding instead of multiple assembled components, we helped extend the average service life from 18 months to over 4 years.
Enhanced Resistance to Sterilization Processes
Medical devices must withstand aggressive sterilization procedures including:
- Autoclave steam sterilization (121-134°C)
- Ethylene oxide gas
- Gamma radiation
- Chemical sterilants like hydrogen peroxide
Two shot molded parts show superior resistance to these processes compared to assembled components because:
- There are no adhesives to degrade
- Material interfaces won’t separate during thermal cycling
- The homogeneous structure prevents sterilant penetration
- Thermal expansion differences between materials can be accommodated through material selection
When designing components that will face these harsh conditions, I always recommend two shot molding over traditional assembly methods whenever possible.
Environmental and Economic Sustainability Benefits
Beyond the immediate durability advantages, two shot molding offers important sustainability benefits in medical device manufacturing:
- Reduced waste through integration of components that would otherwise be manufactured separately
- Lower replacement frequency due to extended device lifespan
- Elimination of adhesives and solvents that may pose environmental concerns
- Simplified recycling at end-of-life due to compatible material selection
These benefits align with the growing emphasis on sustainable manufacturing practices in the medical device industry, something we’ve embraced fully at PTSMAKE in our production processes.
Learn why material selection is crucial for successful multi-material molding projects. ↩
Learn about this critical bonding mechanism for better product engineering. ↩
Learn how this manufacturing concept can reduce your inventory costs by 18-25%. ↩
The physical intertwining of polymer chains across material interfaces, critical for strong bonding. ↩
Learn more about this crucial bonding concept for successful projects. ↩
Click to learn about material-specific shrinkage compensation techniques. ↩
Learn how proper mold alignment impacts part quality and production efficiency. ↩
Learn how process validation ensures consistent manufacturing quality and regulatory compliance. ↩
Click to learn how this molecular process enhances medical device performance and longevity. ↩






