

Wyobraź sobie proces spawania tak precyzyjny, że może połączyć ludzki drut cienki jak włos bez uszkadzania otaczających elementów. Spawanie laserowe robi dokładnie to - i przekształca nowoczesną produkcję.
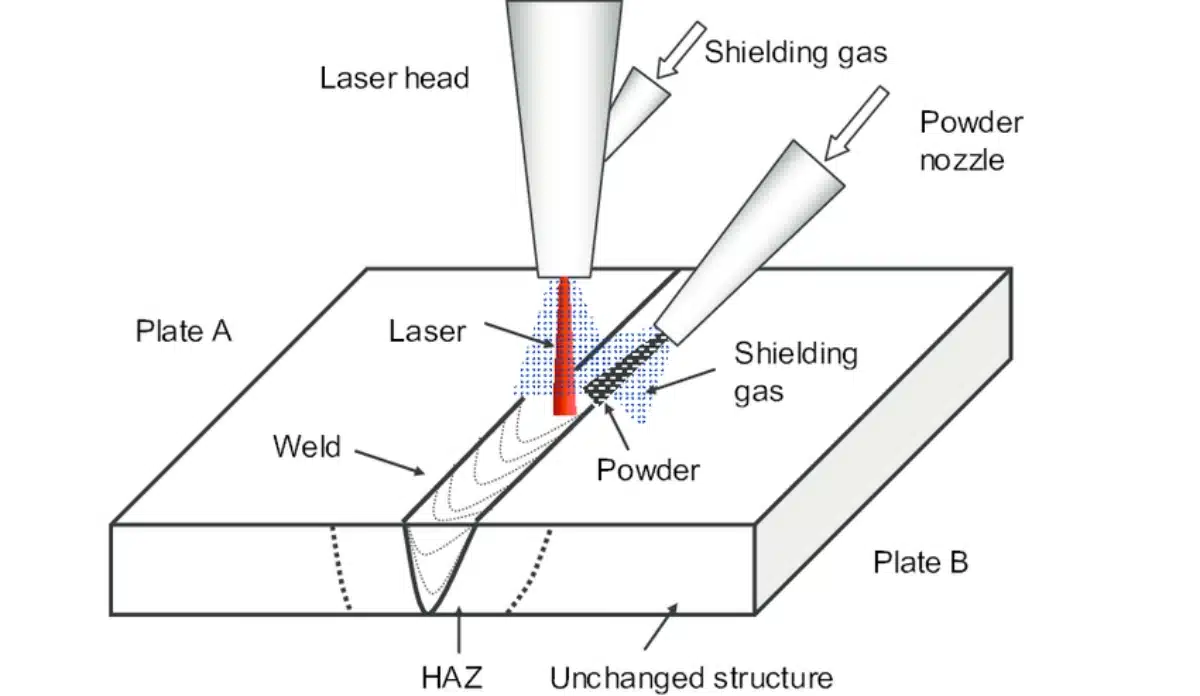
Spawanie laserowe wykorzystuje wysoce skupioną wiązkę światła do stapiania i łączenia materiałów z najwyższą dokładnością. W przeciwieństwie do tradycyjnych metod, minimalizuje zniekształcenia cieplne, działa na złożonych geometriach i osiąga powtarzalne wyniki - dzięki czemu jest idealny dla branż o wysokiej precyzji, takich jak przemysł lotniczy i urządzenia medyczne.
Jako ktoś, kto spędził ponad 15 lat w produkcja precyzyjna W PTSMAKE widziałem, jak spawanie laserowe rozwiązuje problemy, których inne metody nie są w stanie rozwiązać. Przyjrzyjmy się, jak to działa, gdzie się sprawdza i kiedy alternatywne rozwiązania mogą być lepsze.
Jak działa spawanie laserowe?
A gdyby można było spawać tytanowe implanty oczu bez wypaczania metalu? Na tym polega magia spawania laserowego.
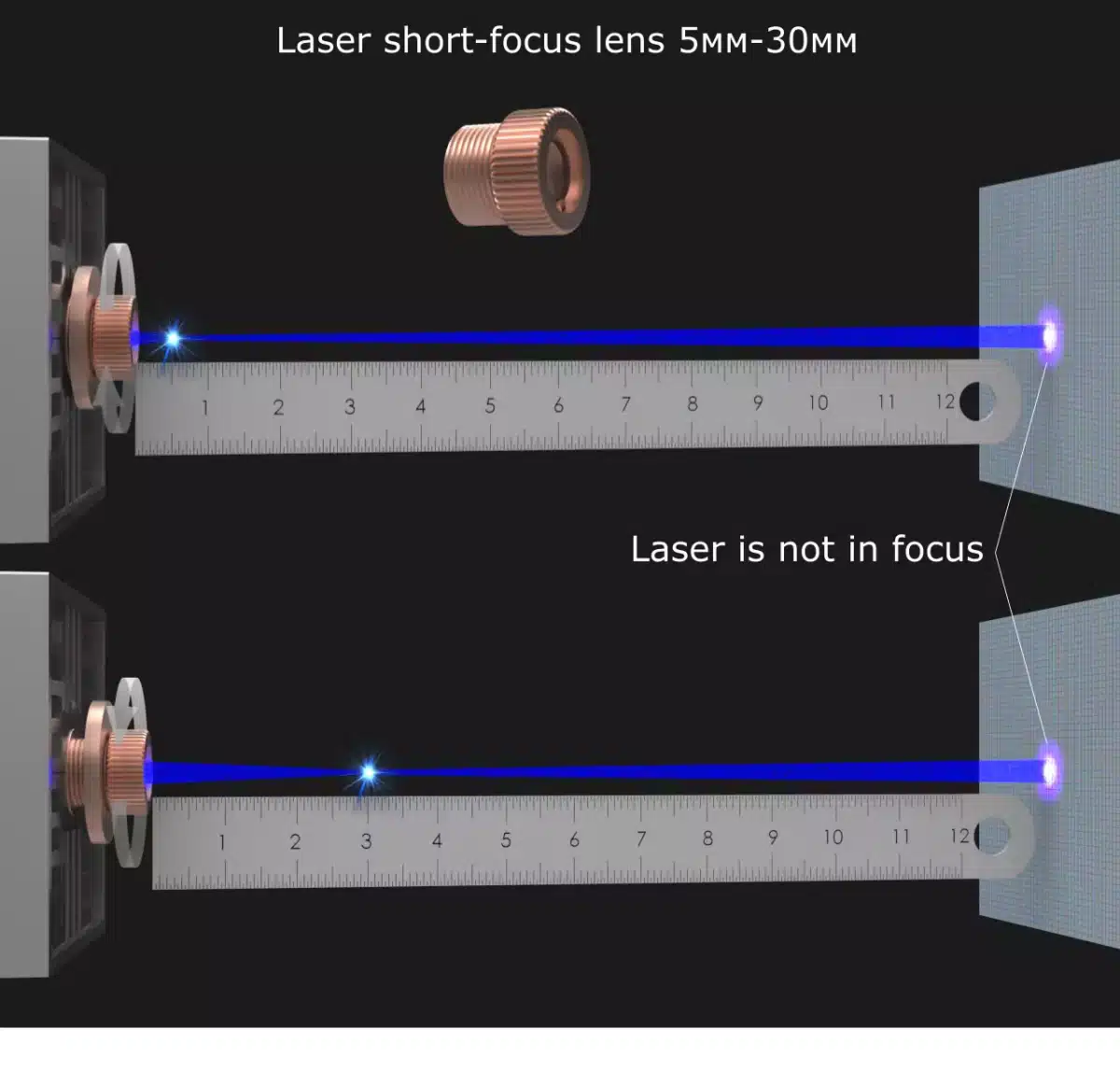
Spawanie laserowe koncentruje energię świetlną w mikronowej plamce (o średnicy 0,1-1 mm). Wiązka topi powierzchnię materiału, tworząc głębokie, wąskie jeziorko spawalnicze, które szybko się ochładza, co skutkuje minimalnymi naprężeniami termicznymi w porównaniu z metodami spawania łukowego.
Fizyka stojąca za wiązką
O jakości spoiny decydują trzy czynniki:
- Długość fali (1,064 nm dla laserów Nd:YAG)
- Gęstość mocy (do 10⁶ W/cm²)
- Czas interakcji (zaledwie 1 ms)
Używamy tej formuły codziennie w PTSMAKE:
Głębokość penetracji ≈ (moc lasera × współczynnik absorpcji) / (prędkość spawania × gęstość materiału)
Kluczowe komponenty
| Część | Funkcja | Wpływ na koszty |
|---|---|---|
| Źródło lasera | Generuje spójne światło | 40-60% całości |
| Optyka | Skupia/steruje wiązką | 15-25% |
| Układ chłodzenia | Utrzymuje temperaturę | 10-15% |
| Sterowanie CNC | Pozycjonowanie prowadnic | 20-30% |
Kompatybilność materiałowa
Z naszych danych produkcyjnych:
| Materiał | Wskaźnik sukcesu | Uwagi |
|---|---|---|
| Stal nierdzewna | 98% | Najlepsze dla początkujących |
| Aluminium | 85% | Wymaga modulacji impulsów |
| Tytan | 92% | Wymaga ekranowania gazem obojętnym |
| Miedź | 70% | Wyzwanie wysokiego współczynnika odbicia |
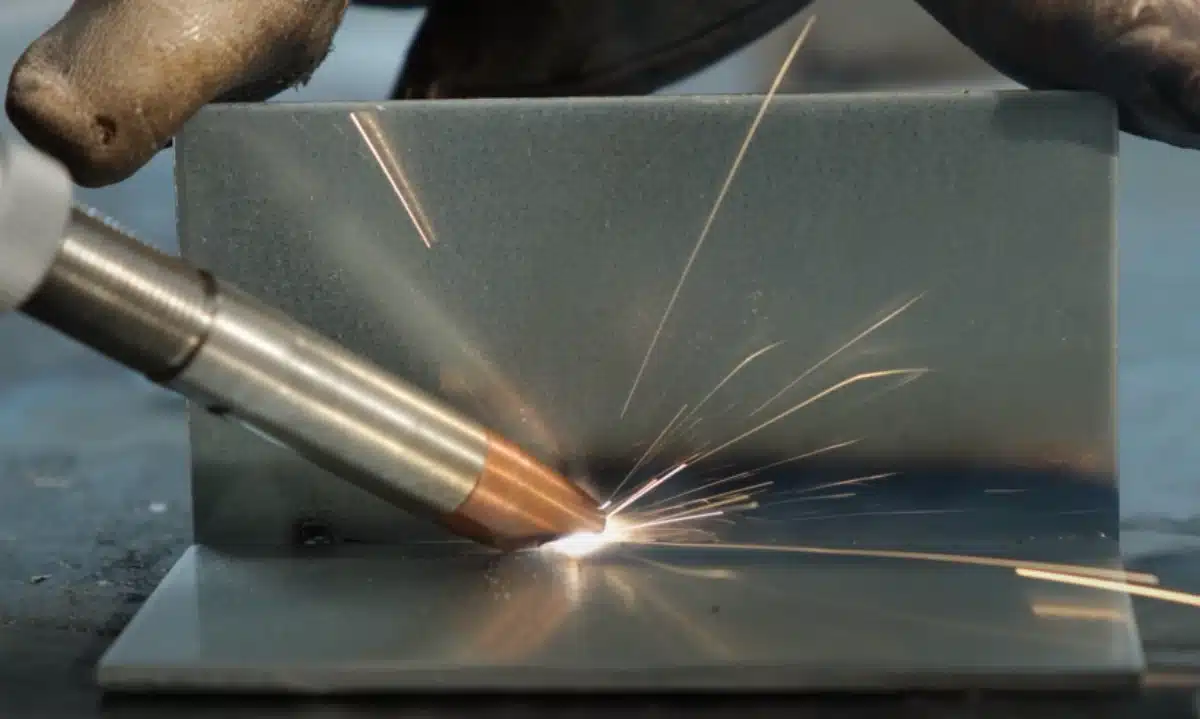
Czy spawanie laserowe jest tak mocne jak MIG?
Gdy producent ramion robotów zażądał spoin o wytrzymałości 500 MPa na stali o grubości 5 mm, przetestowaliśmy obie metody.
Spoiny laserowe często dorównują lub przewyższają wytrzymałość MIG w cienkich materiałach (10 mm), spoiwo MIG zapewnia lepszą odporność na zmęczenie materiału.
Tabela porównawcza wytrzymałości
| Grubość | Laserowe rozciąganie (MPa) | MIG Rozciąganie (MPa) | Koszt za metr |
|---|---|---|---|
| 1 mm | 520 | 480 | $0.80 vs $0.50 |
| 3 mm | 510 | 500 | $1.20 vs $0.70 |
| 6 mm | 490 | 510 | $2.00 vs $1.00 |
| 10 mm | 460 | 530 | $3.50 vs $1.50 |
Kiedy wybrać laser zamiast MIG
- Komponenty cienkościenne (klapki baterii, obudowy czujników)
- Hermetyczne uszczelki (pojemniki na implanty medyczne)
- Zautomatyzowane linie dużych prędkości (ponad 300 spoin/minutę)
W ubiegłym kwartale pomogliśmy producentowi dronów przejść z metody MIG na laserową dla ich aluminiowych ram o grubości 0,8 mm - zmniejszyliśmy współczynnik odrzutów z 12% do 1,8%.
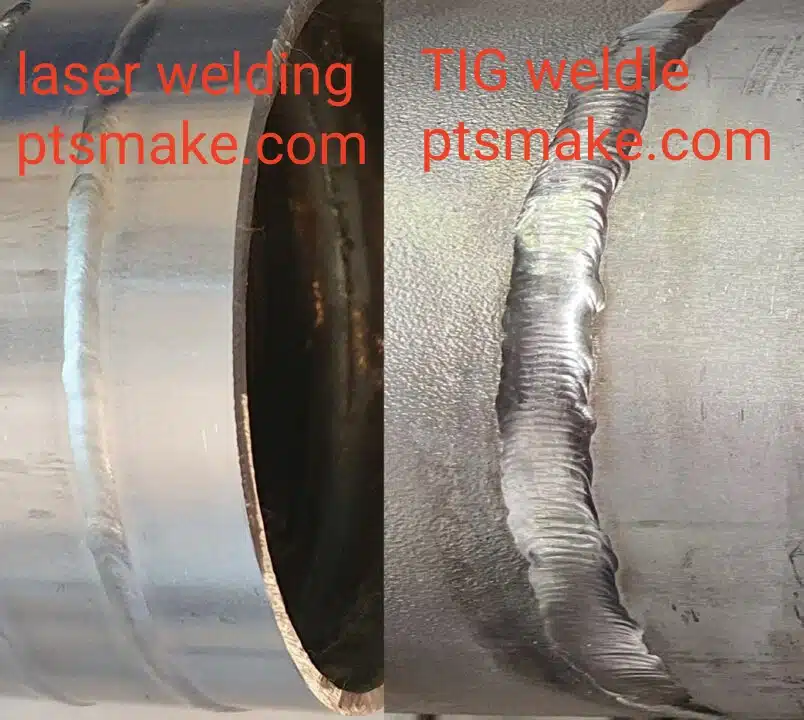
Czy spawanie laserowe jest lepsze od spawania TIG?
Klient z branży medycznej potrzebował rur nierdzewnych o grubości 0,3 mm spawanych bez przebarwień. TIG zawiódł - laser odniósł sukces.
Laser przewyższa TIG pod względem szybkości (do 10x szybciej), precyzji (±0,1 mm vs ±0,5 mm) i kontroli ciepła. Jednak metoda TIG pozostaje lepsza w przypadku: 1) Grube sekcje (>12 mm) 2) Różne metale 3) Naprawy w terenie bez konfiguracji CNC.
Analiza kosztów i korzyści
| Czynnik | Laser | TIG |
|---|---|---|
| Czas konfiguracji | 2-4 godz. | 0,5 godz. |
| Czas cyklu | 5 sek | 50 sek |
| Umiejętności operatora | Wysoki | Średni |
| Koszt energii | $8/godz. | $3/godz. |
| Koszt oprzyrządowania | $50k+ | $5k |
Wdrożone przez nas rozwiązania hybrydowe
- Kombinacja laser-TIG do aluminiowych kadłubów łodzi 10 mm
- Laser-MIG hybrydowy dla podwozi samochodowych
- Laser impulsowy + drut wypełniający dla miedzianych szyn zbiorczych
Jak skuteczne jest spawanie laserowe?
Nasze wewnętrzne badanie obejmujące 1237 projektów wykazało spawanie laserowe:
- Skrócenie czasu przetwarzania końcowego o 63%
- Lepsza spójność spoiny (σ=0,03 vs σ=0,12 dla TIG)
- Precyzja 0,05 mm w urządzeniach mikroprzepływowych
Skuteczność według branży
| Sektor | Wskaźnik przyjęcia | Kluczowy przypadek użycia |
|---|---|---|
| Motoryzacja | 78% | Spawanie klapki akumulatora |
| Medyczny | 92% | Hermetyczne uszczelnienie implantu |
| Lotnictwo i kosmonautyka | 65% | Tytanowe złącza płatowca |
| Elektronika | 88% | Hermetyzacja czujnika |
Przykład obliczania ROI
Projekt: 50 000 złączy baterii do smartfonów/miesiąc
- Inwestycja w laser: $350,000
- Oszczędności:
- Odpady materiałowe: $8,200/miesiąc
- Praca: $15,000/miesiąc
- Przeróbka: $6,500/miesiąc
- Okres zwrotu z inwestycji: 14 miesięcy
Jakie są wady spawania laserowego?
Kiedyś straciliśmy $200k, próbując spawać laserowo cewki miedziane bez odpowiedniej obróbki powierzchni. Wyciągnięte wnioski:
Kluczowe ograniczenia obejmują: 1) Metale o wysokim współczynniku odbicia (Cu, Al) wymagają specjalnego przygotowania 2) Połączenie musi być idealnie dopasowane (szczelina <0,1 mm) 3) Koszty sprzętu 5-10 razy wyższe niż w przypadku tradycyjnych spawarek 4) Ograniczone do zastosowań w linii wzroku.
Podział kosztów dla systemu klasy podstawowej
| Komponent | Zakres cen |
|---|---|
| Laser światłowodowy 1kW | $50k-$80k |
| Stacja robocza CNC | $30k-$50k |
| Układ chłodzenia | $8k-$15k |
| Szkolenie | $5k-$10k |
| Konserwacja (roczna) | $7k-$12k |
Stosowane przez nas strategie łagodzenia skutków
- Stacje czyszczenia przed spawaniem do usuwania tlenków
- Optyka adaptacyjna do mostkowania szczelin do 0,3 mm
- Systemy modułowe które skalują się wraz z potrzebami produkcyjnymi
Jakie ryzyko wiąże się ze spawaniem laserowym?
Incydent z 2022 r., w którym odbite światło lasera uszkodziło kamerę $15k, nauczył nas, że bezpieczeństwo nie może być zagrożone.
Podstawowe zagrożenia: 1) Uszkodzenie oczu/skóry przez bezpośrednie/odbite promienie 2) Opary z odparowanych metali 3) Zagrożenie pożarowe z materiałami łatwopalnymi 4) Zagrożenie elektryczne z komponentów wysokiego napięcia.

Lista kontrolna protokołu bezpieczeństwa
PPE
- Gogle bezpieczne dla lasera (OD 7+ przy 1064 nm)
- Odzież ognioodporna
- Maski oddechowe
Kontrola inżynieryjna
- Obudowy belek
- Systemy blokujące
- Wyciągi oparów
Szkolenie
- 40-godzinny kurs certyfikacyjny
- Kwartalne szkolenia odświeżające
Statystyki incydentów (nasze obiekty)
| Rok | Bliskie chybienia | Drobne obrażenia | Poważne incydenty |
|---|---|---|---|
| 2021 | 17 | 3 | 0 |
| 2022 | 9 | 1 | 0 |
| 2023 | 2 | 0 | 0 |
Dlaczego spawarki laserowe są tak drogie?
Kiedy w 2015 roku kupiliśmy naszą pierwszą spawarkę laserową $250k, dyrektor finansowy prawie dostał zawału serca. Oto dlaczego jest to uzasadnione:
Wysokie koszty wynikają z: 1) Precyzyjnej optyki (lustra tracą 0,1% współczynnika odbicia/rok) 2) Światłowodowych diod laserowych ($1k/W) 3) Systemów monitorowania w czasie rzeczywistym 4) Zgodność z przepisami (certyfikaty FDA/CE/ISO).
Całkowity koszt posiadania (5 lat)
| Rodzaj kosztu | Spawarka laserowa | Spawarka MIG |
|---|---|---|
| Początkowy | $200k | $20k |
| Konserwacja | $75k | $10k |
| Energia | $40k | $25k |
| Praca | $150k | $200k |
| Złom | $5k | $50k |
| Łącznie | $470k | $305k |
*Zakłada pracę na 3 zmiany, 250 dni w roku
Czy spawarki laserowe mogą spawać aluminium?
Z powodzeniem spawaliśmy blachy aluminiowe o grubości 0,5 mm na potrzeby projektu satelitarnego - ale dopiero po 6 miesiącach prac badawczo-rozwojowych.
Tak, ale z wyzwaniami: 1) Użycie laserów impulsowych (impulsy 1-10 ms) 2) Nałożenie powłoki antyrefleksyjnej 3) Utrzymanie szczelin <0,05 mm 4) Użycie helu jako gazu osłonowego.

Ustawienia parametrów, które działają
| Grubość | Moc | Prędkość | Gaz |
|---|---|---|---|
| 0,5 mm | 1,2 kW | 8 m/min | On |
| 1,2 mm | 2,5 kW | 5 m/min | Mieszanka He/Ar |
| 3,0 mm | 4,0 kW | 2 m/min | On |
Typowe wady i rozwiązania
- Porowatość → Zwiększenie przepływu gazu osłonowego
- Pękanie → Rozgrzej do 150°C
- Podcięcie → Zmniejszenie mocy o 15%
Wyzwania i ograniczenia związane ze spawaniem laserowym
Nasz zespół badawczo-rozwojowy spędził 18 miesięcy na opracowywaniu rozwiązania do spawania laserowego połączeń miedziano-aluminiowych w akumulatorach pojazdów elektrycznych. Kluczowe przeszkody:
Wyzwania techniczne
- Różne temperatury topnienia (1085°C vs 660°C)
- Tworzenie związków międzymetalicznych
- Niedopasowanie współczynnika rozszerzalności cieplnej
Ograniczenia handlowe
- ROI opłacalny tylko powyżej 50 000 jednostek/rok
- Wymaga urządzeń laserowych klasy 4
- Ograniczone opcje naprawy optyki
Przełomy, którymi jesteśmy podekscytowani
- Niebieskie lasery (450nm) do spawania miedzi
- Wykrywanie usterek oparte na sztucznej inteligencji
- Ręczne spawarki laserowe poniżej $20k
Przyszłe trendy i innowacje w spawaniu laserowym
W PTSMAKE testujemy te nowe technologie w wersji beta:
- Systemy wielowiązkowe (4 lasery jednocześnie)
- Ultraszybkie lasery (impulsy pikosekundowe)
- Monitorowanie jakości w trakcie procesu przy użyciu spektroskopii plazmowej
Prognozy rynkowe
| Rok | Wielkość rynku globalnego | Kluczowy czynnik wzrostu |
|---|---|---|
| 2023 | $2.1B | Zapotrzebowanie na akumulatory do pojazdów elektrycznych |
| 2025 | $3.8B | Miniaturyzacja w medycynie |
| 2030 | $7.9B | Produkcja kosmiczna |
Jak grubą stal może spawać spawarka laserowa?
Nasz rekord: 32 mm stali węglowej dla klienta z branży sprzętu górniczego - ale wymagało to lasera 12 kW i 8 przejść.
**Systemy komercyjne zazwyczaj obsługują
- 6-8 mm z jednoprzebiegowymi laserami CO₂
- 12-15 mm z wieloprzejściowymi laserami światłowodowymi
- 25 mm+ przy użyciu hybrydowych metod laserowo-łukowych**
Grubość a wymagania dotyczące zasilania
| Grubość | Typ lasera | Wymagana moc | Prędkość |
|---|---|---|---|
| 1 mm | Włókno | 1kW | 10 m/min |
| 5mm | Dysk | 4kW | 2 m/min |
| 10 mm | CO₂ | 8kW | 0,8 m/min |
| 20 mm | Hybryda | 10kW + 350A MIG | 0,3 m/min |
Wnioski
Spawanie laserowe to nie tylko kolejne narzędzie - to brama do możliwości produkcyjnych, których nie mogliśmy sobie wyobrazić 20 lat temu. Od ratujących życie urządzeń medycznych po komponenty łazików marsjańskich, technologia ta zapewnia precyzję, która doskonale wpisuje się w misję PTSMAKE: dostarczanie zaufania poprzez produkcję z milimetrową dokładnością. Spawanie laserowe nie jest idealne do każdego zastosowania, ale rewolucjonizuje wydajność i jakość produkcji. Kontynuując przesuwanie granic w CNC i formowaniu wtryskowym, integracja zaawansowanych metod spawania gwarantuje, że pozostaniemy dla naszych klientów najbardziej niezawodnym partnerem w zakresie precyzji.






