

Masz trudności z produkcją małych, złożonych części o wąskich tolerancjach? Tradycyjne metody obróbki skrawaniem często zawodzą, gdy precyzja ma kluczowe znaczenie, co prowadzi do odrzucania części i kosztownych opóźnień w produkcji.
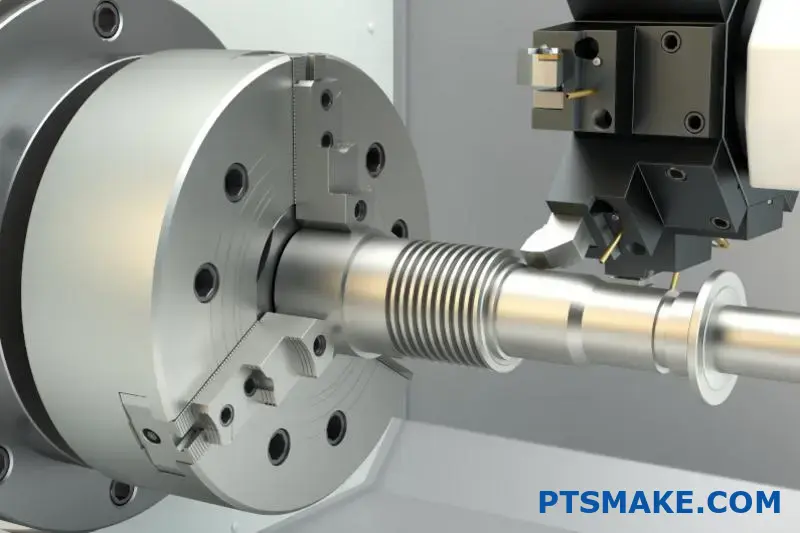
Szwajcarska tokarka CNC to wyspecjalizowana maszyna tokarska, która utrzymuje obrabiany przedmiot za pomocą tulei prowadzącej, umożliwiając wyjątkową precyzję podczas obróbki małych, złożonych części. Doskonale sprawdza się w produkcji długich, smukłych komponentów o wąskich tolerancjach, minimalizując ugięcia i wibracje podczas operacji cięcia.

Pracowałem z wieloma klientami, którzy byli zdumieni możliwościami tokarek szwajcarskich. Maszyny te zmieniają zasady gry w branżach wymagających precyzyjnych małych części. Jeśli rozważasz szwajcarską obróbkę skrawaniem dla swojego następnego projektu, będziesz chciał zrozumieć, czym różnią się one od konwencjonalnych tokarek i kiedy mają największy sens dla Twoich potrzeb produkcyjnych.
Jaka jest różnica między tokarką szwajcarską a zwykłą tokarką?
Czy kiedykolwiek zastanawiałeś się, dlaczego niektóre obrabiane części mają tak niesamowitą precyzję, podczas gdy inne nie do końca spełniają Twoje oczekiwania? Być może badałeś dwa pozornie podobne cylindryczne komponenty i byłeś zaskoczony ich dramatyczną różnicą w jakości, szczególnie w przypadku tych małych, złożonych części?
Tokarka szwajcarska różni się od zwykłej tokarki przede wszystkim sposobem mocowania i podawania przedmiotu obrabianego. Podczas gdy zwykła tokarka utrzymuje materiał nieruchomo w uchwycie, tokarka szwajcarska prowadzi materiał przez tuleję prowadzącą, zapewniając doskonałe wsparcie przy tworzeniu precyzyjnych, złożonych części o wąskich tolerancjach.
Zrozumienie podstawowych mechanizmów
Kiedy po raz pierwszy zetknąłem się z oboma typami tokarek w mojej karierze, fundamentalne różnice nie były od razu oczywiste. Obie maszyny zasadniczo obracają materiał względem narzędzi skrawających, tworząc cylindryczne części. Jednak diabeł tkwi w szczegółach.
Zwykła obsługa tokarki
Zwykłe tokarki (zwane również tokarkami konwencjonalnymi lub tradycyjnymi) mocują obrabiany przedmiot w uchwycie lub między centrami. Narzędzie tnące przesuwa się wzdłuż przedmiotu obrabianego w celu usunięcia materiału. W tej konfiguracji dłuższe elementy obrabiane mają tendencję do większego ugięcia - co oznacza, że lekko wyginają się pod naciskiem cięcia - zwłaszcza podczas obróbki z dala od uchwytu.
Pomyśl o tym jak o trzymaniu ołówka: im dalej od palców, tym bardziej końcówka chwieje się podczas wywierania nacisku. To naturalne wyzwanie fizyki utrudnia utrzymanie wąskich tolerancji na długich, cienkich częściach.
Obsługa tokarki szwajcarskiej
Tokarki szwajcarskie (zwane również tokarkami typu szwajcarskiego lub szwajcarskimi automatami tokarskimi) stosują zupełnie inne podejście. Materiał jest podawany przez tuleję prowadzącą, która podtrzymuje materiał w punkcie cięcia. Tylko niewielka część materiału wystaje poza tuleję, gdzie następuje cięcie.
Ten wyjątkowy system tulei zaciskowych1 zapewnia wyjątkowe wsparcie dokładnie tam, gdzie jest ono potrzebne - w punkcie cięcia. Materiał przesuwa się osiowo (do przodu) przez tuleję, podczas gdy narzędzia tną z boku, tworząc znacznie mniejsze ugięcie i umożliwiając znacznie dokładniejsze tolerancje.
Tabela kluczowych różnic
| Cecha | Tokarka szwajcarska | Tokarka zwykła |
|---|---|---|
| Podpora przedmiotu obrabianego | Tuleja prowadząca podtrzymuje materiał w punkcie cięcia | Uchwyt trzyma tylko jeden koniec |
| Ruch materiałowy | Materiał przesuwa się przez tuleję prowadzącą | Materiał zamocowany w uchwycie |
| Precyzja | Bardzo wysoka (często ±0,0001") | Dobra, ale mniej precyzyjna na długich odcinkach |
| Idealna długość części | Długie, smukłe części | Krótsze części o większej średnicy |
| Operacje wielokrotne | Jednoczesna obróbka z przodu i z tyłu | Ogólnie operacje sekwencyjne |
| Prędkość produkcji | Bardzo wysoka dla małych części | Umiarkowany |
| Typowe zastosowania | Urządzenia medyczne, zegarmistrzostwo, elektronika | Obróbka ogólna, większe komponenty |
| Złożoność konfiguracji | Bardziej złożony | Mniej złożony |
| Programowanie | Bardziej wyrafinowane | Prostszy |
Kiedy wybrać każdy typ
Najlepsze aplikacje do toczenia szwajcarskiego
Z mojego doświadczenia w PTSMAKE wynika, że szwajcarskie toczenie doskonale sprawdza się w produkcji:
- Części o małej średnicy i wysokiej precyzji (zazwyczaj o średnicy poniżej 1,25")
- Części wymagające bardzo wąskich tolerancji
- Długie, smukłe komponenty, których ugięcie jest istotne
- Złożone części wymagające wielu operacji
- Produkcja wielkoseryjna
Na przykład branża urządzeń medycznych w dużym stopniu polega na szwajcarskim toczeniu komponentów, takich jak śruby kostne, implanty dentystyczne i narzędzia chirurgiczne. Podobnie, przemysł elektroniczny wykorzystuje szwajcarskie elementy do produkcji złączy i precyzyjnego sprzętu.
Najlepsze aplikacje do regularnego toczenia
Zwykłe tokarki pozostają lepszym wyborem:
- Części o większej średnicy (ponad 1,25")
- Krótsze komponenty, gdzie ugięcie nie jest znaczące
- Części wymagające mniejszej liczby operacji
- Niższe wolumeny produkcji
- Części, w których ultraprecyzja nie jest krytyczna
- Prototypowanie i części jednorazowe
Rozważania dotyczące wydajności produkcji
Jedną z głównych zalet szwajcarskiej obróbki skrawaniem, którą zaobserwowałem, jest radykalna poprawa czasu cyklu dla złożonych części. Szwajcarska tokarka może często wykonać część w jednej konfiguracji, co może wymagać wielu operacji na konwencjonalnym sprzęcie.
Na przykład złożone złącze elektroniczne, które wyprodukowaliśmy w PTSMAKE, wymagało siedmiu operacji na konwencjonalnym sprzęcie, ale zostało ukończone w jednej konfiguracji na naszych szwajcarskich maszynach, skracając czas realizacji o 60% i poprawiając spójność wymiarową.
Nowoczesne tokarki szwajcarskie są zazwyczaj wyposażone w:
- Wiele pozycji narzędzi (często ponad 20 narzędzi)
- Umiejętność frezowania, wiercenia i gwintowania
- Możliwość obróbki wstecznej kompletnych części
- Wysokoobrotowe wrzeciona (często 10 000+ RPM)
- Zaawansowane systemy monitorowania narzędzi
Wpływ na koszty
Maszyny szwajcarskie zazwyczaj oferują wyższą stawkę godzinową niż tokarki konwencjonalne ze względu na:
- Wyższe początkowe koszty inwestycji
- Bardziej złożone wymagania dotyczące konfiguracji
- Wyższe wymagania konserwacyjne
- Droższe systemy oprzyrządowania
Jednak w przypadku produkcji odpowiednich części w dużych ilościach, wyższa wydajność i ograniczona liczba operacji wtórnych często skutkują niższymi kosztami w przeliczeniu na część, pomimo wyższej stawki godzinowej.
Jakie jest 5 najpopularniejszych typów maszyn CNC?
Czy kiedykolwiek byłeś przytłoczony szeroką gamą maszyn CNC dostępnych podczas rozpoczynania projektu produkcyjnego? A może miałeś trudności z określeniem, która maszyna najlepiej odpowiadałaby Twoim konkretnym potrzebom produkcyjnym, a jednocześnie mieściła się w budżecie?
Pięć popularnych typów maszyn CNC to frezarki, tokarki, routery, wycinarki plazmowe i tokarki szwajcarskie. Każda maszyna służy określonym celom produkcyjnym, przy czym frezarki obsługują złożone kształty 3D, tokarki tworzą cylindryczne komponenty, routery pracują z bardziej miękkimi materiałami, przecinarki plazmowe zarządzają arkuszami metalu, a tokarki typu szwajcarskiego wytwarzają precyzyjne małe części.
Frezarki CNC: Wszechstronne konie robocze
Frezarki CNC stanowią prawdopodobnie najbardziej wszechstronny rodzaj maszyn CNC w nowoczesnej produkcji. Maszyny te doskonale radzą sobie z cięciem i kształtowaniem materiałów stałych poprzez usuwanie materiału za pomocą obracających się narzędzi tnących. To, co czyni frezarki szczególnie cennymi, to ich zdolność do pracy wzdłuż wielu osi.
Rodzaje frezarek CNC
Frezarki CNC występują zazwyczaj w dwóch głównych konfiguracjach:
- Młyny pionowe: Oś wrzeciona jest zorientowana pionowo, dzięki czemu idealnie nadaje się do obróbki matryc i szczegółowych, skomplikowanych części.
- Młyny poziome: Wrzeciono jest ustawione poziomo, co pozwala na cięższe cięcie i lepsze usuwanie wiórów, idealne do produkcji wielkoseryjnej.
Z mojego doświadczenia w PTSMAKE wynika, że frezarki 3-osiowe skutecznie radzą sobie z większością standardowych projektów, podczas gdy frezarki 5-osiowe zapewniają nam niezwykłą elastyczność w przypadku złożonych geometrii, które w przeciwnym razie wymagałyby wielu ustawień.
Zastosowania i zalety
Frezarki sprawdzają się podczas tworzenia złożonych części z wieloma elementami. Mogą one wiercić, nawiercać, frezować i tworzyć skomplikowane kontury 3D. Branże od lotniczej po urządzenia medyczne w dużym stopniu polegają na operacjach frezowania komponentów wymagających wąskich tolerancji.
Tokarki CNC: Mistrzowie symetrii obrotowej
Jeśli chodzi o części cylindryczne, prym wiodą tokarki CNC. Maszyny te obracają obrabiany przedmiot względem stacjonarnych narzędzi tnących, dzięki czemu idealnie nadają się do wałów, cylindrów i wszelkich elementów o symetrii obrotowej.
Jak działają tokarki CNC
Podstawowa różnica między frezarkami i tokarkami polega na tym, co porusza się podczas procesu cięcia:
- We frezarkach narzędzie obraca się, podczas gdy obrabiany przedmiot pozostaje nieruchomy
- W tokarkach obrabiany przedmiot obraca się, podczas gdy narzędzie pozostaje nieruchome
To proste rozróżnienie tworzy zupełnie inne możliwości produkcyjne, które uzupełniają się wzajemnie w kompletnym środowisku produkcyjnym.
Centra tokarskie a podstawowe tokarki
Nowoczesne centra tokarskie CNC znacznie ewoluowały od podstawowych tokarek, obecnie obejmując:
- Oprzyrządowanie pod napięciem (narzędzia obrotowe)
- Wiele wieżyczek
- Wrzeciona pomocnicze do obróbki "wszystko w jednym"
- Możliwości osi Y dla elementów niecentrycznych
Plotery CNC: Precyzja w dużym formacie
Frezarki CNC są podobne do frezarek, ale zazwyczaj są przeznaczone do większych obszarów roboczych i bardziej miękkich materiałów. Są to maszyny przeznaczone do obróbki drewna, tworzyw sztucznych, kompozytów i aluminium, gdy wymagany jest duży obszar roboczy.
Aplikacje routera
Maszyny te wyróżniają się na tle innych:
- Produkcja szafek i mebli
- Tworzenie znaków i rzeźb artystycznych
- Elementy architektoniczne
- Duże części kompozytowe
Konstrukcja typu gantry pozwala na duże odległości przesuwu X i Y przy zachowaniu rozsądnej dokładności dla tych zastosowań.
Przecinarki plazmowe: Specjaliści od blachy
Systemy cięcia plazmowego CNC wykorzystują łuk elektryczny i sprężony gaz do tworzenia kanału plazmowego zdolnego do cięcia materiałów przewodzących. Są nieocenione przy produkcji blach, gdy:
- Wycinanie złożonych kształtów z blach
- Przetwarzanie materiałów o średniej i dużej grubości
- Szybkość ma pierwszeństwo przed najwyższą jakością krawędzi
Widziałem, jak przecinarki plazmowe zmieniły produkcję blach dzięki ich zdolności do szybkiego wytwarzania złożonych komponentów, które byłyby czasochłonne lub niemożliwe przy użyciu metod ręcznych.
Tokarki szwajcarskie: Precyzja w miniaturze
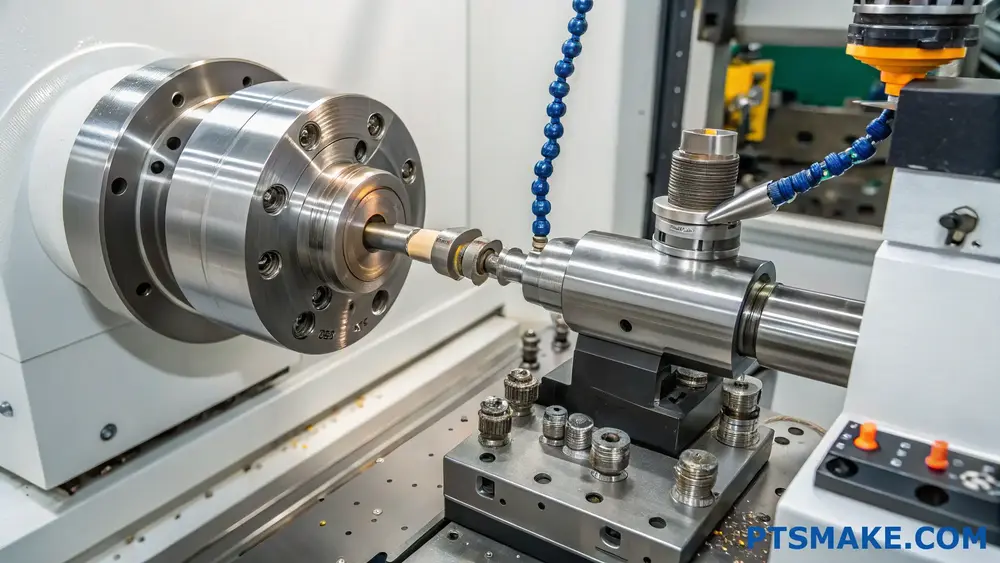
Tokarka typu szwajcarskiego2 to jedna z najbardziej wyspecjalizowanych i precyzyjnych form obróbki CNC. Maszyny te zostały pierwotnie opracowane do produkcji zegarków, ale z czasem znalazły zastosowanie w medycynie, przemyśle lotniczym i elektronicznym.
Co sprawia, że Swiss Turning jest wyjątkowy
Maszyny szwajcarskie różnią się od konwencjonalnych tokarek w zasadniczy sposób:
- Materiał jest prowadzony przez tuleję prowadzącą
- Cięcie następuje bardzo blisko tego punktu podparcia
- Taka konstrukcja praktycznie eliminuje problemy związane z ugięciem
Rezultatem jest niezwykła precyzja w przypadku długich części o małej średnicy, których produkcja na konwencjonalnych tokarkach byłaby niezwykle trudna.
Idealne zastosowania dla szwajcarskiej obróbki skrawaniem
Maszyny typu szwajcarskiego przodują w produkcji:
| Typ komponentu | Typowy przemysł | Kluczowa zaleta |
|---|---|---|
| Śruby medyczne | Opieka zdrowotna | Niezwykle wąskie tolerancje |
| Złącza elektroniczne | Elektronika | Wysokie prędkości produkcji |
| Elementy złączne dla przemysłu lotniczego | Lotnictwo i kosmonautyka | Złożone funkcje na małych częściach |
| Elementy zegarka | Towary luksusowe | Wyjątkowe wykończenie powierzchni |
W PTSMAKE znacząco zainwestowaliśmy w szwajcarskie możliwości toczenia, ponieważ maszyny te pozwalają nam produkować złożone małe części o wyjątkowej jakości i wydajności dla naszych klientów z sektora medycznego i elektronicznego.
Porównanie kluczowych cech
Pomagając klientom wybrać odpowiednią maszynę CNC do ich projektu, biorę pod uwagę kilka czynników:
- Geometria części: Złożone kształty 3D sprzyjają frezarkom, podczas gdy części obrotowe sprzyjają tokarkom.
- Materiał: Twardsze materiały mogą wymagać specjalnych typów maszyn
- Wymagania dotyczące tolerancji: Większe tolerancje mogą wymagać sprzętu wyższej klasy
- Wielkość produkcji: Wyższe wolumeny uzasadniają bardziej zautomatyzowane, wyspecjalizowane maszyny
- Rozmiar części: Od drobnych, toczonych w Szwajcarii komponentów po duże, wycinane frezarką panele
Zrozumienie tych kwestii pomaga zapewnić wybór odpowiedniej maszyny zapewniającej optymalną jakość i opłacalność.
Czym różni się szwajcarska obróbka skrawaniem?
Czy kiedykolwiek zmagałeś się z produkcją złożonych, miniaturowych komponentów, które wymagają wyjątkowej precyzji? Czy jesteś zmęczony częściami, które nie przechodzą kontroli jakości z powodu niespójnych tolerancji, z którymi tradycyjna obróbka skrawaniem po prostu sobie nie radzi? Ograniczenia konwencjonalnej obróbki skrawaniem mogą być niewiarygodnie frustrujące podczas pracy z wąskimi tolerancjami.
Obróbka szwajcarska różni się od konwencjonalnego toczenia CNC tym, że wykorzystuje tuleję prowadzącą do podparcia materiału w pobliżu punktu cięcia, co pozwala na doskonałą precyzję w przypadku małych, złożonych części. Ta wyspecjalizowana technika doskonale sprawdza się w produkcji długich, smukłych elementów o wąskich tolerancjach wynoszących zaledwie ±0,0001 cala.

Podstawowa różnica: Technologia tulei prowadzących
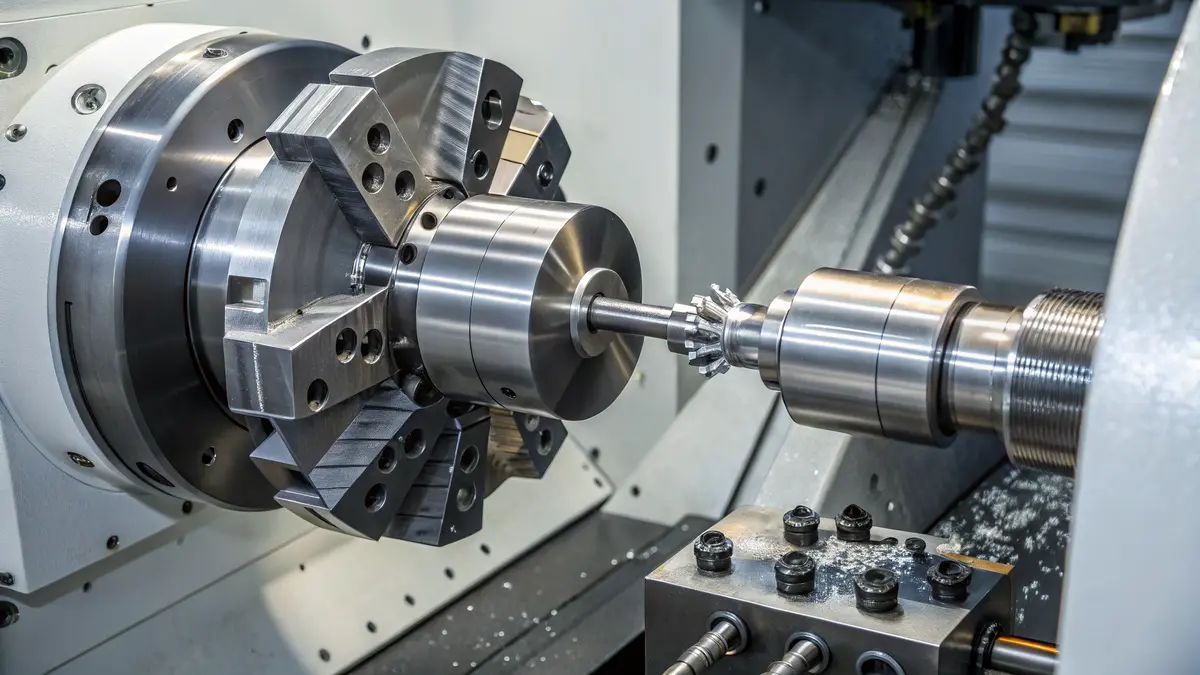
U podstaw wyjątkowości szwajcarskiej obróbki skrawaniem leży system tulei prowadzących. W przeciwieństwie do konwencjonalnego toczenia, w którym materiał jest podparty tylko na wrzecionie, szwajcarskie maszyny wykorzystują tuleję prowadzącą, która utrzymuje materiał bardzo blisko miejsca cięcia. Ta fundamentalna różnica zmienia sposób obróbki materiału.
Z mojego doświadczenia w pracy z precyzyjnymi komponentami w PTSMAKE, ta tuleja prowadząca działa jak stabilna ręka trzymająca materiał zaledwie milimetry od miejsca cięcia. Materiał przechodzi przez tę tuleję, pozostając nieruchomo względem narzędzi skrawających. Takie podejście minimalizuje ugięcie - częsty problem w konwencjonalnym toczeniu, gdzie niepodparty materiał może zginać się pod wpływem sił skrawania.
Ruch materiału a ruch narzędzia
Jednym z najbardziej charakterystycznych aspektów szwajcarskiego toczenia jest sposób, w jaki radzi sobie ono z ruchem:
- Szwajcarska obróbka skrawaniem: Materiał przesuwa się przez tuleję prowadzącą (oś Z), podczas gdy narzędzia tnące zaczepiają się w różnych pozycjach.
- Konwencjonalne toczenie: Materiał obraca się w miejscu, podczas gdy narzędzia poruszają się wzdłuż jego długości.
Ten odwrócony paradygmat oznacza, że szwajcarskie maszyny mogą zachować wyjątkową koncentryczność nawet w przypadku bardzo długich i cienkich części. Widziałem komponenty o stosunku długości do średnicy wynoszącym 20:1 lub więcej obrabiane z precyzją, która byłaby niemożliwa na konwencjonalnych tokarkach.
Precyzyjne możliwości, które wyróżniają Swiss
Szwajcarskie maszyny rutynowo osiągają tolerancje, które przekraczają granice konwencjonalnej obróbki:
| Zdolność | Szwajcarska obróbka skrawaniem | Konwencjonalne toczenie |
|---|---|---|
| Typowe tolerancje | ±0.0001-0.0005" | ±0.001-0.003" |
| Min. Średnica | Już od 0,012" | Zazwyczaj 0,125"+ |
| Wykończenie powierzchni | Do 16 mikrocali Ra | 32-63 mikrocale Ra |
| Stosunek długości do średnicy | Do 30:1 | Zwykle ograniczone do 4:1 |
The ugięcie tulei zaciskowej3 które nękają konwencjonalne toczenie, są praktycznie wyeliminowane w szwajcarskiej obróbce skrawaniem, umożliwiając uzyskanie stabilnych wymiarowo części o wyjątkowej współosiowości.
Możliwości wieloprocesowe
Nowoczesne szwajcarskie maszyny oferują niezwykłą wszechstronność wykraczającą poza zwykłe toczenie:
Jednoczesne operacje obróbki skrawaniem
Maszyny szwajcarskie zazwyczaj posiadają wiele pozycji narzędzi i wrzecion. W PTSMAKE nasze zaawansowane maszyny szwajcarskie mogą wykonywać kilka operacji jednocześnie na jednym obrabianym przedmiocie:
- Jednoczesna obróbka z przodu i z tyłu
- Operacje wrzeciona głównego i podrzędnego
- Frezowanie przy użyciu narzędzi pod napięciem
- Wirowanie gwintów dla specjalistycznych gwintów
- Toczenie wielokątów dla geometrii nieokrągłych
Ta wieloprocesowa zdolność skraca to, co może wymagać 3-4 oddzielnych ustawień na konwencjonalnych maszynach, do jednej operacji, znacznie skracając czas produkcji i potencjalne błędy.
Idealne zastosowania dla szwajcarskiej obróbki skrawaniem
Dzięki mojemu doświadczeniu z różnymi technologiami produkcyjnymi stwierdziłem, że szwajcarska obróbka skrawaniem szczególnie dobrze nadaje się do niektórych zastosowań:
Komponenty dla przemysłu medycznego
Przemysł urządzeń medycznych wymaga szwajcarskiej obróbki takich komponentów jak
- Wkręty kostne
- Implanty dentystyczne
- Narzędzia chirurgiczne
- Stenty sercowo-naczyniowe
Komponenty te często wymagają submilimetrowych elementów z krytyczną dla życia precyzją, którą niezawodnie może zapewnić tylko szwajcarskie toczenie.
Przemysł elektroniczny i złącza
Szwajcarska obróbka skrawaniem wyróżnia się w produkcji precyzyjnych złączy i małych komponentów elektronicznych:
- Bardzo drobne boiska
- Złożone profile
- Rygorystyczne wymagania dotyczące współosiowości
Niezawodne części dla przemysłu lotniczego
W zastosowaniach lotniczych szwajcarskie komponenty toczone oferują stałą jakość wymaganą w systemach o krytycznym znaczeniu dla lotu:
- Złączki hydrauliczne
- Tuleje precyzyjne
- Elementy układu paliwowego
Rozważania ekonomiczne: Kiedy Swiss ma sens
Podczas gdy szwajcarskie maszyny mają zazwyczaj wyższe stawki godzinowe niż konwencjonalne tokarki CNC, ekonomia często faworyzuje szwajcarskie maszyny w niektórych scenariuszach produkcyjnych:
- Produkcja na dużą skalę: Po skonfigurowaniu szwajcarskie maszyny działają przy minimalnej interwencji operatora.
- Złożone części: To, co może wymagać wielu operacji na konwencjonalnym sprzęcie, można wykonać w jednym cyklu.
- Tolerancje krytyczne: Unikanie przeróbek i odpadów wynikających ze spiętrzenia tolerancji pozwala zaoszczędzić znaczne koszty.
W PTSMAKE starannie oceniamy każdy projekt, aby określić, czy obróbka szwajcarska lub konwencjonalna zapewnia optymalną równowagę między jakością, czasem dostawy i opłacalnością dla naszych klientów.
Różnice w obsłudze materiałów
Często pomijaną różnicą jest sposób zarządzania materiałami:
- Szwajcarska obróbka skrawaniem Zazwyczaj wykorzystuje bardzo spójne pręty o wąskich tolerancjach średnicy.
- Przygotowanie materiału jest bardziej krytyczna w obróbce szwajcarskiej, ponieważ różnice w zapasie mogą wpływać na precyzję
- Specjalistyczne podajniki prętów są zaprojektowane tak, aby utrzymać wyrównanie i zminimalizować wibracje
Te względy materiałowe przyczyniają się do wyjątkowej spójności między częściami, która sprawia, że obróbka szwajcarska jest preferowanym wyborem dla krytycznych komponentów w zastosowaniach medycznych, lotniczych i elektronicznych.
Jaka jest tolerancja tokarki szwajcarskiej?
Czy kiedykolwiek otrzymałeś precyzyjne części, które po prostu nie pasowały do Twojego zespołu? A może zastanawiałeś się, dlaczego niektórzy producenci konsekwentnie dostarczają komponenty z idealną precyzją, podczas gdy inni nie? Różnica często polega na zrozumieniu i kontrolowaniu możliwości tolerancji - zwłaszcza w przypadku tokarek szwajcarskich.
Tokarki szwajcarskie zazwyczaj osiągają tolerancje od ±0,0002" do ±0,0005" (od ±0,005 mm do ±0,013 mm), znacznie mniejsze niż w przypadku konwencjonalnych operacji toczenia CNC. Ta wyjątkowa precyzja sprawia, że toczenie szwajcarskie jest idealne do produkcji małych, złożonych komponentów, w których dokładność wymiarowa ma kluczowe znaczenie.
Kluczowe czynniki wpływające na tolerancje tokarek szwajcarskich
Analizując imponujące tolerancje osiągalne dzięki szwajcarskiej obróbce skrawaniem, w grę wchodzi kilka krytycznych czynników. Pracując z tymi zaawansowanymi maszynami przez wiele lat, odkryłem, że zrozumienie tych elementów jest niezbędne do konsekwentnego osiągania wąskich tolerancji.
Właściwości materiału
Obrabiany materiał ma znaczący wpływ na osiągane tolerancje. Różne materiały różnie reagują na siły skrawania i ciepło generowane podczas obróbki:
- Metale takie jak mosiądz i aluminium są względnie wyrozumiałe i często mogą być obrabiane do węższego końca spektrum tolerancji (±0,0002").
- Stale hartowane mogą wymagać dodatkowych rozważań, ale nadal zapewniają doskonałe tolerancje.
- Tworzywa sztuczne może stanowić wyzwanie ze względu na rozszerzalność cieplną i elastyczność, czasami ograniczając tolerancje do ±0,0005" lub nieco luźniej.
Stabilność temperatury podczas obróbki jest szczególnie istotna w przypadku tworzyw sztucznych. W PTSMAKE wdrożyliśmy specjalistyczne systemy chłodzenia, aby zminimalizować odkształcenia termiczne podczas szwajcarskich operacji toczenia.
Sztywność i stan maszyny
Nieodłączna konstrukcja tokarek szwajcarskich przyczynia się do ich precyzji:
- System tulei prowadzących Znacznie zmniejsza ugięcie narzędzia poprzez podparcie materiału blisko punktu cięcia.
- Stabilność termiczna ramy i komponentów maszyny
- Konserwacja maszyn w tym regularna kalibracja wrzeciona i mechanizmów przesuwnych
Dobrze utrzymana tokarka szwajcarska w odpowiednim stanie roboczym ma zasadnicze znaczenie dla osiągnięcia stałych tolerancji. Zalecam kompleksowe programy konserwacji zapobiegawczej, które obejmują regularne kontrole osiowania i kalibrację.
Wybór i zużycie narzędzi
Wybór narzędzi i zarządzanie nimi mają bezpośredni wpływ na możliwości tolerancji:
| Współczynnik narzędzia | Wpływ na tolerancję | Najlepsze praktyki |
|---|---|---|
| Materiał narzędzia | Wpływa na precyzję cięcia i szybkość zużycia | W przypadku wymiarów krytycznych należy stosować węgliki premium lub PCD |
| Geometria narzędzia | Wpływa na wykończenie powierzchni i dokładność wymiarową | Wybór odpowiednich geometrii dla określonych materiałów |
| Zużycie narzędzia | Postępująca degradacja tolerancji | Wdrożenie monitorowania żywotności narzędzi i zaplanowanych wymian |
| Sztywność uchwytu narzędzia | Wpływa na wibracje i ugięcie | Używaj wysokiej jakości, sztywnych systemów mocowania narzędzi |
Monitorowanie zużycia narzędzia jest niezbędne do utrzymania spójności tolerancji. Przyspieszone zużycie narzędzia4 podczas długich serii produkcyjnych może powodować stopniowe odchylenia od wymiarów docelowych.
Parametry operacyjne
Właściwy dobór parametrów cięcia znacząco wpływa na osiągalne tolerancje:
- Prędkość cięcia: Nadmierne prędkości generują ciepło, które może powodować rozszerzalność cieplną.
- Prędkość posuwu: Wyższe prędkości posuwu zwiększają siły skrawania i potencjalne ugięcie.
- Głębokość cięcia: Głębsze cięcia zwiększają siłę cięcia i wytwarzanie ciepła
- Zastosowanie chłodziwa: Właściwe chłodzenie stabilizuje warunki termiczne i poprawia odprowadzanie wiórów.
W przypadku bardzo precyzyjnych tolerancji (poniżej ±0,0002") często wdrażamy dodatkowe kontrole procesu, takie jak pomiary w trakcie procesu i adaptacyjne prędkości posuwu.
Porównanie tolerancji: Toczenie szwajcarskie a toczenie konwencjonalne
Obróbka szwajcarska konsekwentnie przewyższa konwencjonalne toczenie CNC pod względem osiągalnych tolerancji. To porównanie pomaga zilustrować znaczące korzyści:
Możliwości tolerancji
| Typ maszyny | Typowy zakres tolerancji | Najlepsza tolerancja | Odpowiednie zastosowania |
|---|---|---|---|
| Tokarka szwajcarska | ±0,0002" do ±0,0005" | ±0.0001" | Implanty medyczne, elementy zegarków, elektronika precyzyjna |
| Konwencjonalna tokarka CNC | ±0,001" do ±0,003" | ±0.0005" | Większe komponenty, mniej krytyczne tolerancje |
System tulei prowadzących w szwajcarskich maszynach zapewnia doskonałe wsparcie podczas obróbki, co jest szczególnie korzystne w przypadku długich, smukłych części, w przypadku których ugięcie byłoby problematyczne.
Czynniki spójności
Poza surowymi liczbami, szwajcarska obróbka zapewnia doskonałą spójność w utrzymywaniu tolerancji:
- Lepsza stabilność termiczna podczas długich serii produkcyjnych
- Redukcja wibracji podczas cięcia
- Większa powtarzalność między częściami
- Doskonała wydajność z komponentami o małej średnicy
Zalety te sprawiają, że toczenie szwajcarskie jest preferowanym wyborem do zastosowań wymagających zarówno wąskich tolerancji, jak i wysokiej spójności.
Praktyczne strategie tolerancji dla obróbki szwajcarskiej
Bazując na moim doświadczeniu w zarządzaniu szwajcarskimi operacjami tokarskimi, polecam te praktyczne strategie osiągania i utrzymywania wąskich tolerancji:
Projektowanie pod kątem możliwości produkcyjnych: Współpraca z partnerem w zakresie obróbki skrawaniem na wczesnym etapie procesu projektowania w celu optymalizacji funkcji pod kątem szwajcarskich możliwości obróbki skrawaniem.
Rozważania dotyczące wyboru materiałów: Należy wybierać materiały, które są stabilne w obróbce i mają minimalną charakterystykę rozszerzalności cieplnej.
Realistyczne specyfikacje tolerancji: Określ najluźniejsze tolerancje, które nadal będą spełniać wymagania funkcjonalne, aby zoptymalizować koszty produkcji.
Protokoły weryfikacji jakości: Wdrożenie odpowiednich technik pomiarowych i statystycznej kontroli procesu dla wymiarów krytycznych.
W PTSMAKE opracowaliśmy wyspecjalizowane procesy utrzymywania tolerancji tak wąskich jak ±0,0001" dla niektórych cech, ale wymaga to kompleksowej kontroli procesu i może mieć wpływ na koszty produkcji.
Jakie branże powszechnie wykorzystują toczenie szwajcarskie CNC?
Czy kiedykolwiek zastanawiałeś się, dlaczego niektóre produkty mają tak niewiarygodnie precyzyjne i małe komponenty? A może byłeś zdumiony stałą jakością złożonych części w urządzeniach medycznych lub zegarkach? W tym miejscu pojawia się szwajcarskie toczenie CNC - cud produkcji, na którym polega wiele branż, ale niewiele osób spoza tej dziedziny w pełni go rozumie.
Toczenie szwajcarskie CNC jest powszechnie stosowane w przemyśle medycznym, lotniczym, elektronicznym, motoryzacyjnym, zegarmistrzowskim, obronnym i telekomunikacyjnym. Sektory te wymagają wysoce precyzyjnych, złożonych komponentów o wąskich tolerancjach i doskonałym wykończeniu powierzchni, które tokarki typu szwajcarskiego wyróżniają się wydajną produkcją.

Branża medyczna: Gdzie precyzja ratuje życie
Branża medyczna jest prawdopodobnie jednym z największych beneficjentów szwajcarskiej technologii toczenia CNC. W mojej pracy w PTSMAKE współpracowałem z wieloma producentami urządzeń medycznych, którzy w dużym stopniu polegają na tej technologii.
Narzędzia chirurgiczne
Toczenie szwajcarskie wytwarza skomplikowane elementy znajdujące się w narzędziach chirurgicznych, których chirurdzy używają codziennie. Narzędzia te wymagają wyjątkowej precyzji, gładkości i biokompatybilności. Zdolność do obróbki drobnych elementów o złożonej geometrii sprawia, że toczenie szwajcarskie jest idealne do ich tworzenia:
- Endoskopowe narzędzia chirurgiczne
- Wkręty kostne i urządzenia mocujące
- Implanty i narzędzia dentystyczne
- Urządzenia artroskopowe
Urządzenia wszczepialne
W przypadku wszczepialnych urządzeń medycznych nie ma miejsca na błędy. Komponenty te muszą bezbłędnie funkcjonować w ludzkim ciele przez lata. Doskonałe wykończenie powierzchni i wąskie tolerancje szwajcarskich części toczonych sprawiają, że są one idealne:
- Implanty kręgosłupa
- Stenty sercowo-naczyniowe i elementy zastawek serca
- Implanty ortopedyczne
- Elementy urządzenia do podawania leków
Przemysł lotniczy: Gdzie niezawodność nie podlega negocjacjom
Przemysł lotniczy wymaga komponentów, które łączą lekkość z wyjątkową trwałością. Toczenie szwajcarskie CNC zapewnia jedno i drugie.
Krytyczne elementy lotu
Wiele precyzyjnych komponentów w układach hydraulicznych, paliwowych i sterowania samolotów jest produkowanych przy użyciu szwajcarskiego toczenia. Części te muszą wytrzymać ekstremalne warunki, zachowując przy tym doskonałą funkcjonalność:
- Trzpienie i korpusy zaworów
- Złączki hydrauliczne
- Złącza elektryczne
- Obudowy czujników
Silnik i systemy sterowania
Złożone geometrie i wąskie tolerancje wymagane dla komponentów silników lotniczych sprawiają, że toczenie szwajcarskie jest doskonałym wyborem produkcyjnym. Zdolność do produkcji części z asymetria osiowa5 w pojedynczej konfiguracji zmniejsza potencjalne punkty awarii.
Przemysł elektroniczny: Umożliwienie cyfrowej rewolucji
Nasz współczesny cyfrowy świat zależy od niezwykle małych, precyzyjnych komponentów, w tworzeniu których szwajcarskie toczenie przoduje.
Złącza i zaciski
Przemysł elektroniczny wykorzystuje miliony małych, precyzyjnie wykonanych złączy i terminali. Komponenty te muszą utrzymywać stały kontakt elektryczny, a jednocześnie być wystarczająco małe, aby zmieścić się w coraz mniejszych urządzeniach:
- Złącza USB i Lightning
- Złącza RF
- Styki zacisków
- Mikrozłącza dla smartfonów i urządzeń ubieralnych
Sprzęt komputerowy
Od zawiasów laptopów po komponenty dysków twardych, szwajcarskie toczenie produkuje wiele małych metalowych części, które sprawiają, że nasze urządzenia cyfrowe działają:
- Ramiona siłownika dysku twardego
- Elementy układu chłodzenia
- Osprzęt podwozia
- Obudowy złączy
Przemysł motoryzacyjny: Wydajność i efektywność
Sektor motoryzacyjny w znacznym stopniu korzysta ze szwajcarskich możliwości toczenia, szczególnie w przypadku wysokowydajnych i precyzyjnych komponentów.
Systemy wtrysku paliwa
Nowoczesne układy wtrysku paliwa wymagają niezwykle precyzyjnych komponentów, aby zoptymalizować dostarczanie paliwa i wydajność silnika:
- Dysze wtryskiwaczy paliwa
- Regulatory ciśnienia
- Elementy zaworu
- Obudowy czujników
Komponenty skrzyni biegów i silnika
Wiele krytycznych części samochodowych korzysta z wąskich tolerancji i doskonałego wykończenia powierzchni, które zapewnia toczenie szwajcarskie:
| Komponent | Typowa tolerancja | Korzyści z toczenia szwajcarskiego |
|---|---|---|
| Wały napędowe | ±0.0005" | Wydajność pojedynczej konfiguracji, doskonała koncentryczność |
| Prowadnice zaworów | ±0.0003" | Doskonałe wykończenie powierzchni, stała jakość |
| Elementy czujnika | ±0.0002" | Złożone geometrie, wysoka precyzja |
| Złącza układu hamulcowego | ±0.001" | Niezawodne działanie pod presją |
Zegarmistrzostwo: Tradycyjny dom szwajcarskiego tokarstwa
To nie przypadek, że technologia ta nazywana jest "szwajcarskim" toczeniem - przemysł zegarmistrzowski w Szwajcarii był pionierem tego podejścia.
Komponenty ruchu
Skomplikowane koła zębate, trzpienie i sworznie, które sprawiają, że zegarki mechaniczne działają, są klasycznymi przykładami szwajcarskich zastosowań tokarskich:
- Wskazówki zegarka
- Wały zębate
- Zębatki
- Koła wyważające
- Kręcące się łodygi
Kopertki i bransoletki do zegarków
Poza mechanizmami wewnętrznymi, wiele kopert zegarków i elementów bransolet jest również produkowanych przy użyciu szwajcarskiego toczenia:
- Tył obudowy
- Elementy ramki
- Linki do bransoletek
- Pędy koronowe
Przemysł obronny: Gdzie precyzja spotyka się z bezpieczeństwem
Zastosowania obronne wymagają najwyższej precyzji, niezawodności i trwałości - wszystkie mocne strony szwajcarskiej technologii toczenia.
Komponenty broni palnej
Wiele małych, precyzyjnych komponentów broni palnej jest produkowanych przy użyciu toczenia szwajcarskiego:
- Sworznie zapłonowe
- Wyzwalacze i mechanizmy wyzwalające
- Selektory bezpieczeństwa
- Elementy lufy
Systemy komunikacji i naprowadzania
Przemysł obronny polega na szwajcarskich komponentach do wielu swoich systemów elektronicznych i mechanicznych:
- Elementy złącza
- Części systemu naprowadzania
- Sprzęt urządzenia komunikacyjnego
- Obudowy czujników
Telekomunikacja: Łącząc nasz świat
Branża telekomunikacyjna polega na szwajcarskich komponentach, które zapewniają niezawodne połączenia.
Sprzęt sieciowy
Od wież komórkowych po centra danych, szwajcarskie komponenty pomagają budować naszą infrastrukturę komunikacyjną:
- Złącza RF
- Zakończenia kabli
- Elementy falowodu
- Sprzęt do połączeń światłowodowych
W PTSMAKE byliśmy świadkami rosnącego zapotrzebowania na komponenty toczone szwajcarsko we wszystkich tych branżach. Wspólnym wątkiem jest potrzeba wyjątkowej precyzji, złożonych geometrii i wydajnej produkcji małych komponentów - dokładnie to, co toczenie szwajcarskie CNC zapewnia lepiej niż prawie każdy inny proces produkcyjny.
Adaptacja toczenia szwajcarskiego do złożonych wyzwań produkcyjnych?
Czy kiedykolwiek utknąłeś w wąskich gardłach produkcyjnych, które wydają się niemożliwe do rozwiązania? Lub zmagałeś się ze złożonymi częściami, które wymagają zarówno wyjątkowej precyzji, jak i szybkiego czasu realizacji? Takie dylematy produkcyjne mogą spędzać sen z powiek nawet najbardziej doświadczonym inżynierom.
Toczenie szwajcarskie CNC znacznie poprawia wydajność produkcji, łącząc możliwości obróbki wieloosiowej z ciągłym podawaniem materiału, umożliwiając wykonanie złożonych części w jednej konfiguracji. Skraca to czas cyklu nawet o 70%, minimalizuje straty materiału i zapewnia stałą jakość nawet w przypadku skomplikowanych elementów.
Pokonywanie wyzwań specyficznych dla branży dzięki toczeniu szwajcarskiemu
W mojej pracy z różnymi branżami zaobserwowałem, że każdy sektor niesie ze sobą unikalne wyzwania produkcyjne, którym toczenie szwajcarskie jest w stanie sprostać. Na przykład branża medyczna wymaga komponentów o mikroskopijnych tolerancjach i złożonych geometriach produkowanych w ultra czystych środowiskach - idealnych dla precyzyjnych możliwości toczenia szwajcarskiego.
Sektor lotniczy stawia inne wyzwania: komponenty muszą być lekkie, a jednocześnie niezwykle wytrzymałe, często wymagając egzotycznych materiałów, z którymi konwencjonalna obróbka skrawaniem ma trudności. Zdolność toczenia szwajcarskiego do zachowania wąskich tolerancji podczas pracy z trudnymi materiałami, takimi jak tytan i Inconel, czyni go nieocenionym w tej branży.
Producenci elektroniki potrzebują miniaturowych komponentów o złożonych cechach produkowanych w dużych ilościach. The mikroobróbka6 Możliwości szwajcarskiej technologii toczenia pozwalają na produkcję tych niewielkich części z niezwykłą spójnością i wydajnością.
Równoważenie precyzji i szybkości
Jedną z najważniejszych zalet toczenia szwajcarskiego jest możliwość zrównoważenia precyzji z szybkością produkcji. Tradycyjne operacje toczenia CNC często zmuszają producentów do wyboru między dokładnością a wydajnością. Toczenie szwajcarskie eliminuje ten kompromis:
- Jednoczesna obróbka z wykorzystaniem wielu pozycji narzędzia
- Krótszy czas konfiguracji dzięki produkcji jednostanowiskowej
- Zwiększona stabilność termiczna dzięki konstrukcji tulei prowadzącej
- Bliskość narzędzia do przedmiotu obrabianego minimalizująca wibracje
W PTSMAKE wdrożyliśmy te zasady, aby osiągnąć tolerancje tak wąskie jak ±0,0005" przy jednoczesnym utrzymaniu prędkości produkcji, które zapewniają naszym klientom konkurencyjność na ich rynkach.
Zaawansowane szwajcarskie strategie toczenia dla maksymalnej wydajności
Optymalizacja wyboru i rozmieszczenia narzędzi
Wybór narzędzia i strategia jego umieszczania mają ogromny wpływ na wydajność operacji toczenia w szwajcarskich tokarkach. Zalecam systematyczne podejście, które uwzględnia
| Typ narzędzia | Najlepsze aplikacje | Wpływ na wydajność |
|---|---|---|
| Narzędzia z płytkami z węglików spiekanych | Produkcja na dużą skalę | 30-40% redukcja czasu cyklu |
| Narzędzia powlekane diamentem | Materiały nieżelazne | Wydłużona żywotność narzędzia, mniej przezbrojeń |
| Niestandardowe narzędzia formularzy | Powtarzające się złożone funkcje | Eliminuje konieczność wielokrotnej wymiany narzędzi |
| Wysokociśnieniowe narzędzia do chłodziwa | Trudne materiały | Lepsze odprowadzanie wiórów, szybsze cięcie |
Przemyślana strategia narzędziowa nie tylko skraca czas cyklu, ale także wydłuża żywotność narzędzia i poprawia jakość wykończenia powierzchni.
Techniki programowania złożonych części
Podejście do programowania toczenia szwajcarskiego znacznie różni się od konwencjonalnego programowania CNC. Poniższe techniki okazały się szczególnie skuteczne w celu uzyskania optymalnej wydajności:
- Programowanie synchroniczne - Jednoczesne korzystanie z wrzeciona głównego i podrzędnego
- Zoptymalizowane sekwencjonowanie cięć - Planowanie operacji w celu zminimalizowania zmian narzędzi
- Strategiczne czasy przebywania - Równoważenie czynników termicznych z czasem cyklu
- Niestandardowe programowanie makr - Tworzenie bloków kodu wielokrotnego użytku dla podobnych funkcji
Podczas programowania złożonych części w PTSMAKE skupiamy się na maksymalizacji czasu wykorzystania wrzeciona. Nawet niewielkie optymalizacje programowania mogą przynieść znaczący wzrost wydajności, gdy zostaną pomnożone przez tysiące części.
Innowacje w zakresie obsługi materiałów
System ciągłego podawania prętów w toczeniu szwajcarskim stwarza możliwości dla innowacji w zakresie obsługi materiałów, które zwiększają wydajność:
- Wdrażanie automatycznych ładowarek prętów do pracy bez nadzoru
- Wykorzystanie strategii redukcji pozostałości w celu zminimalizowania odpadów materiałowych
- Instalowanie systemów zarządzania chipami, które zapobiegają ich gromadzeniu się
- Zastosowanie niestandardowych tulei prowadzących dla niestandardowych materiałów
Strategie te utrzymują ciągłą pracę maszyny przy minimalnej interwencji operatora, znacznie zwiększając ogólną efektywność sprzętu (OEE).
Rozważania dotyczące zwrotu z inwestycji przy wdrażaniu Swiss Turning
Doradzając klientom w zakresie inwestowania w szwajcarskie możliwości toczenia, kładę nacisk na spojrzenie poza początkowy koszt sprzętu, aby rozważyć pełny obraz zwrotu z inwestycji:
- Niższe koszty pracy - Części, które wcześniej wymagały wielu operacji, można wykonać w jednej konfiguracji
- Niższe wydatki na narzędzia - Mniej konfiguracji oznacza mniej specjalistycznych urządzeń
- Niższe wskaźniki złomowania - Obróbka jednostanowiskowa eliminuje błędy transferu
- Zwiększona przepustowość - Krótsze czasy cykli przekładają się na wyższą wydajność produkcji
Dla większości producentów zajmujących się złożonymi, wysoce precyzyjnymi częściami, ramy czasowe zwrotu z inwestycji dla wdrożenia toczenia szwajcarskiego zwykle wynoszą od 8 do 18 miesięcy - jest to niezwykle szybki okres zwrotu z inwestycji w sprzęt.
Przyszłe trendy w szwajcarskiej technologii toczenia
Ewolucja szwajcarskiego toczenia wciąż przyspiesza. Jestem szczególnie podekscytowany tymi nowymi rozwiązaniami:
- Integracja z zasadami Przemysłu 4.0 w celu monitorowania w czasie rzeczywistym i adaptacyjnego sterowania
- Zaawansowane systemy automatyzacji, które dodatkowo zmniejszają zapotrzebowanie na siłę roboczą
- Maszyny hybrydowe, które łączą toczenie szwajcarskie z innymi procesami, takimi jak szlifowanie lub produkcja addytywna.
- Innowacyjne oprogramowanie optymalizujące programowanie dla coraz bardziej złożonych geometrii
Te postępy jeszcze bardziej zwiększą zalety wydajności szwajcarskiego toczenia, czyniąc z niego coraz bardziej wartościową technologię dla myślących przyszłościowo producentów.
Materiały, które można przetwarzać za pomocą toczenia szwajcarskiego CNC?
Czy kiedykolwiek otrzymałeś części, które nie spełniały Twoich specyfikacji, ponieważ użyto niewłaściwego materiału? A może zmagałeś się ze znalezieniem procesu produkcyjnego, który poradziłby sobie ze specjalistycznymi wymaganiami materiałowymi bez poświęcania precyzji? Dylemat związany z wyborem materiału może przesądzić o powodzeniu lub porażce projektu, zwłaszcza w przypadku złożonych komponentów.
Toczenie szwajcarskie CNC może przetwarzać szeroką gamę materiałów, w tym różne metale (stal nierdzewna, aluminium, mosiądz, tytan), tworzywa sztuczne (PEEK, Delrin, nylon) i egzotyczne stopy. Proces ten doskonale sprawdza się w przypadku materiałów wymagających wysokiej precyzji, wąskich tolerancji i złożonych geometrii, nawet tych trudnych w obróbce.

Metale powszechne w tokarstwie szwajcarskim
Stal nierdzewna
Stal nierdzewna jest jednym z najczęściej obrabianych materiałów w szwajcarskich operacjach toczenia. Typy 303, 304 i 316 są szczególnie popularne ze względu na ich doskonałą odporność na korozję i właściwości mechaniczne.
Podczas pracy ze stalą nierdzewną w toczeniu szwajcarskim, odpowiednie chłodzenie jest niezbędne, ponieważ materiały te mogą szybko się utwardzać. W PTSMAKE zoptymalizowaliśmy nasze systemy chłodzenia, aby utrzymać stałą temperaturę podczas obróbki, co pomaga zapobiegać zużyciu narzędzi i zapewnia stabilność wymiarową.
Biokompatybilność niektórych gatunków stali nierdzewnej sprawia, że idealnie nadają się one do produkcji komponentów medycznych, dlatego też wielu naszych klientów z sektora opieki zdrowotnej wymaga specjalnie toczonych w Szwajcarii części ze stali nierdzewnej do swoich urządzeń.
Stopy aluminium
Stopy aluminium, takie jak 6061, 7075 i 2024, są doskonałymi kandydatami do toczenia szwajcarskiego ze względu na ich skrawalność i lekkość. Materiały te łatwo się tną i pozwalają na szybkie tempo produkcji, dzięki czemu są opłacalne w przypadku dużych serii.
Uważam, że przewodność cieplna aluminium stanowi zarówno wyzwanie, jak i szansę w toczeniu szwajcarskim. Materiał ten szybko rozprasza ciepło, co pomaga zapobiegać wypaczaniu, ale wymaga starannych obliczeń prędkości i posuwu, aby uniknąć tworzenia się narostu na narzędziach skrawających.
Mosiądz i brąz
Stopy mosiądzu (zwłaszcza C360 i C385) i materiały z brązu oferują wyjątkową skrawalność w szwajcarskich operacjach toczenia. Ich właściwości samosmarujące zmniejszają zużycie narzędzi i pozwalają na uzyskanie doskonałych wykończeń powierzchni bez konieczności stosowania rozległej obróbki końcowej.
W przypadku precyzyjnych komponentów elektrycznych i zastosowań związanych z przenoszeniem płynów, toczone w Szwajcarii części mosiężne zapewniają zarówno niezbędną przewodność, jak i wąskie tolerancje wymagane do prawidłowego działania.
Stopy tytanu
Obróbka tytanu poprzez toczenie szwajcarskie wymaga specjalistycznej wiedzy ze względu na jego niską przewodność cieplną i wysoki stosunek wytrzymałości do masy. Popularne gatunki, takie jak Ti-6Al-4V, są obrabialne, ale wymagają precyzyjnego oprzyrządowania i zoptymalizowanych parametrów skrawania.
The zatarcie tytanu7 Tendencja ta może stwarzać wyzwania podczas szwajcarskich operacji toczenia, wymagając specjalnych powłok narzędziowych i strategii cięcia w celu osiągnięcia wysokiej jakości wyników.
Tworzywa konstrukcyjne do toczenia szwajcarskiego
Toczenie szwajcarskie nie ogranicza się do metali. Wiele tworzyw konstrukcyjnych może być skutecznie przetwarzanych przy użyciu tej metody:
| Materiał | Kluczowe właściwości | Typowe zastosowania |
|---|---|---|
| PEEK | Odporność na wysokie temperatury, stabilność chemiczna | Implanty medyczne, komponenty lotnicze i kosmiczne |
| Delrin/Acetal | Niskie tarcie, stabilność wymiarowa | Precyzyjne koła zębate, łożyska, tuleje |
| PTFE | Wyjątkowa odporność chemiczna, niskie tarcie | Uszczelki, komponenty do obsługi chemikaliów |
| Nylon | Odporność na uderzenia, samosmarowanie | Części zużywające się, izolatory elektryczne |
| UHMW | Odporność na ścieranie, udarność | Sprzęt do przetwarzania żywności, części przenośników |
Inżynieryjne tworzywa sztuczne często wymagają innych strategii cięcia niż metale. Na przykład, geometria krawędzi skrawającej i prędkości posuwu muszą być dostosowane, aby zapobiec topieniu lub odpryskiwaniu. Przy odpowiedniej konfiguracji, toczenie szwajcarskie może osiągnąć wyjątkowe wykończenie powierzchni elementów z tworzyw sztucznych bez dodatkowych operacji.
Materiały egzotyczne i specjalne
Inconel i stopy wysokotemperaturowe
Inconel i inne nadstopy na bazie niklu mogą być przetwarzane za pomocą toczenia szwajcarskiego, choć stanowią one poważne wyzwanie ze względu na ich właściwości utwardzania podczas pracy i odporność na ciepło. Materiały te mają kluczowe znaczenie dla zastosowań w przemyśle lotniczym i energetycznym, gdzie wymagana jest stabilność w ekstremalnych temperaturach.
Z mojego doświadczenia wynika, że skuteczne toczenie szwajcarskie Inconelu wymaga sztywnych ustawień maszyny, specjalistycznego oprzyrządowania i często mniejszych prędkości skrawania w porównaniu do konwencjonalnych materiałów. Podwyższony koszt tych materiałów również podkreśla znaczenie prawidłowego wykonania części za pierwszym razem.
Metale szlachetne
W jubilerstwie, medycynie i niektórych zastosowaniach elektronicznych, toczenie szwajcarskie może być wykorzystywane do obróbki metali szlachetnych, takich jak złoto, srebro i platyna. Precyzja toczenia szwajcarskiego sprawia, że nadaje się ono do obróbki tych cennych materiałów, w których odpady materiałowe muszą być zminimalizowane.
W PTSMAKE wdrożyliśmy specjalistyczne systemy zbierania materiałów podczas pracy z metalami szlachetnymi, aby zapewnić maksymalny odzysk materiałów i efektywność kosztową.
Rozważania dotyczące wyboru materiału do toczenia szwajcarskiego
Wybierając materiały do szwajcarskich projektów tokarskich, biorę pod uwagę kilka czynników:
- Wymagania dotyczące wymiarów: Materiały, które zachowują stabilność wymiarową podczas obróbki, są preferowane do prac wymagających wąskich tolerancji.
- Wielkość produkcji: Niektóre materiały obrabia się szybciej niż inne, co wpływa na opłacalność w przypadku dużych serii.
- Środowisko użytkowania końcowego: Odporność na korozję, temperatura i charakterystyka zużycia powinny odpowiadać wymaganiom aplikacji.
- Wskaźnik skrawalności: Materiały o wyższych wskaźnikach skrawalności generalnie zapewniają lepsze wykończenie powierzchni i dłuższą żywotność narzędzia.
Jakość pręta ma również kluczowe znaczenie dla powodzenia toczenia szwajcarskiego. Niespójny materiał lub słaba prostoliniowość mogą powodować wibracje w tulei prowadzącej, prowadząc do problemów wymiarowych i słabego wykończenia powierzchni.
Parametry obróbki specyficzne dla materiału
Różne materiały wymagają określonych parametrów skrawania w celu uzyskania optymalnych wyników toczenia szwajcarskiego:
Regulacja prędkości cięcia
Bardziej miękkie materiały, takie jak aluminium i mosiądz, tolerują wyższe prędkości cięcia, często 2-3 razy szybsze niż jest to możliwe w przypadku stali nierdzewnej lub tytanu. Ma to znaczący wpływ na czas cyklu i koszty produkcji.
Wybór narzędzia i geometria
Narzędzia z węglików spiekanych dobrze sprawdzają się w przypadku większości materiałów, ale niektóre zastosowania wymagają zastosowania specjalistycznych opcji:
- Narzędzia powlekane diamentem do materiałów nieżelaznych i ściernych
- Wkładki ceramiczne do stopów wysokotemperaturowych
- PCD (diament polikrystaliczny) do niektórych metali nieżelaznych i kompozytów
Prawidłowa geometria narzędzia - w tym kąty natarcia, kąty luzu i przygotowanie krawędzi - musi być dopasowana do charakterystyki materiału w celu uzyskania optymalnej wydajności cięcia.
Jakie są korzyści kosztowe korzystania z toczenia szwajcarskiego CNC?
Czy kiedykolwiek zastanawiałeś się, dlaczego niektóre precyzyjne części kosztują znacznie mniej przy zachowaniu wyjątkowej jakości? A może zmagałeś się z równoważeniem kosztów produkcji bez poświęcania precyzji? Wyzwania te mogą wpłynąć na budżet produkcyjny lub go zrujnować, gdy mamy do czynienia ze złożonymi, precyzyjnymi komponentami.
Toczenie szwajcarskie CNC oferuje znaczne korzyści kosztowe dzięki wydajnemu wykorzystaniu materiału, zmniejszonym kosztom pracy, minimalnym operacjom wtórnym i zmniejszonemu zużyciu narzędzi. Ten zaawansowany proces obróbki zapewnia doskonałą precyzję przy jednoczesnym znacznym obniżeniu kosztów jednostkowych dla małych, złożonych komponentów w dużych seriach produkcyjnych.

Zrozumienie ekonomii toczenia szwajcarskiego CNC
Oceniając metody produkcji precyzyjnych komponentów, przy podejmowaniu decyzji często kierujemy się względami kosztowymi. Toczenie szwajcarskie CNC wyróżnia się jako wyjątkowo opłacalne rozwiązanie dla konkretnych zastosowań. W PTSMAKE pomogłem wielu klientom przejść na toczenie szwajcarskie i na własne oczy przekonałem się, jak zmienia ono ekonomikę ich produkcji.
Optymalizacja wykorzystania materiałów
Jedną z najważniejszych zalet kosztowych toczenia szwajcarskiego jest doskonałe wykorzystanie materiału. W przeciwieństwie do konwencjonalnych procesów toczenia, które mogą wymagać większej ilości materiału do mocowania, system tulei prowadzących w toczeniu szwajcarskim wspiera obrabiany przedmiot bezpośrednio przy miejscu cięcia.
Ta bliskość przekłada się na:
- Mniej odpadów materiałowych na część (zazwyczaj 15-30% oszczędności materiału)
- Możliwość wydajniejszej pracy z drogimi materiałami
- Niższe koszty zapasów surowców
Dla jednego z klientów z branży lotniczej przestawiliśmy produkcję komponentów tytanowych na nasze szwajcarskie tokarki, co zaowocowało redukcją kosztów materiałowych o 22% przy zachowaniu identycznych specyfikacji.
Redukcja kosztów pracy
Praca stanowi znaczną część kosztów produkcji. Toczenie szwajcarskie znacznie obniża te koszty poprzez:
- Kompletne części w jednym ustawieniu (w porównaniu z wieloma ustawieniami maszyny)
- Wymagana minimalna interwencja operatora
- Możliwość pracy bez nadzoru przez dłuższy czas
- Wyższe wskaźniki produkcji na godzinę pracy
Nasz zakład produkcyjny codziennie demonstruje tę wydajność - jeden operator może monitorować wiele szwajcarskich maszyn jednocześnie, znacznie zmniejszając koszty pracy na część.
Eliminacja operacji drugorzędnych
Tradycyjna obróbka skrawaniem często wymaga wielu dodatkowych operacji, które zwiększają koszty:
| Działanie | Konwencjonalne CNC | Swiss Turning |
|---|---|---|
| Transfer części między maszynami | Wymagane | Wyeliminowany |
| Gratowanie wtórne | Często potrzebne | Minimalny/brak |
| Dodatkowe mocowanie | Wiele konfiguracji | Pojedyncza konfiguracja |
| Kontrole jakości między operacjami | Wymagane | Skonsolidowany |
Eliminując te etapy, szwajcarski obrót zmniejsza się:
- Koszty pracy związane z obsługą wtórną
- Koszty sprzętu dla dodatkowych stacji roboczych
- Opóźnienia czasowe między operacjami
- Potencjalne problemy z jakością wynikające z wielu konfiguracji
Czynniki efektywności produkcji
Ulepszenia czasu cyklu
Toczenie szwajcarskie osiąga krótsze czasy cyklu dzięki kilku mechanizmom:
- Jednoczesna praca z wieloma narzędziami
- Ciągłe podawanie materiału bez zatrzymywania w celu załadowania części
- Wyższe prędkości cięcia dzięki doskonałemu podparciu przedmiotu obrabianego
- Krótszy czas bez cięcia (wymiana narzędzi, przenoszenie części)
Z mojego doświadczenia wynika, że skrócenie czasu cyklu o 30-50% w porównaniu do konwencjonalnego toczenia jest powszechne w przypadku odpowiednich części.
Wydłużenie żywotności narzędzia
Koszty narzędzi mogą wydawać się niewielkie, ale w przypadku produkcji wielkoseryjnej znacznie się sumują. The sztywność dynamiczna8 szwajcarskich maszyn wydłuża żywotność narzędzi o
- Utrzymywanie stałych warunków cięcia
- Redukcja wibracji podczas obróbki
- Podtrzymywanie materiału roboczego bliżej strefy cięcia
- Zapewnia lepszą stabilność termiczną podczas cięcia
Nasze dane produkcyjne wskazują na poprawę trwałości narzędzia 25-40% w większości zastosowań w porównaniu do konwencjonalnego toczenia.
Rozważania dotyczące efektywności energetycznej
Nowoczesne szwajcarskie maszyny tokarskie są niezwykle energooszczędne dzięki:
- Kompaktowy rozmiar wymagający mniej miejsca w obiekcie
- Mniejsze silniki zużywające mniej energii elektrycznej
- Zmniejszone zapotrzebowanie na chłodziwo
- Mniej energii marnowanej na przenoszenie materiałów między operacjami
Ta poprawa wydajności przekłada się bezpośrednio na niższe koszty ogólne i mniejszy wpływ na środowisko.
Najlepsze aplikacje do optymalizacji kosztów
Podczas gdy toczenie szwajcarskie oferuje wiele korzyści, zrozumienie, gdzie zapewnia największe korzyści kosztowe, ma zasadnicze znaczenie dla maksymalizacji zwrotu z inwestycji:
Idealna charakterystyka części
Toczenie szwajcarskie zapewnia największe korzyści pod względem kosztów:
- Części o małej średnicy (zazwyczaj poniżej 32 mm)
- Komponenty wymagające wąskich tolerancji (±0,0005" lub lepszych)
- Złożone geometrie wymagające obróbki zarówno od przodu, jak i od tyłu
- Wysokie wolumeny produkcji, w przypadku których koszty konfiguracji mogą być amortyzowane
- Części o stosunku długości do średnicy większym niż 3:1
Rozważania dotyczące objętości
Ekonomia znacznie się poprawia przy dużej skali:
- Niskie wolumeny (100-500): Koszty konfiguracji mogą przewyższać oszczędności w przeliczeniu na część.
- Średnie ilości (500-5000): Próg rentowności, w którym oszczędności stają się widoczne
- Duże ilości (5 000+): Maksymalna przewaga kosztowa dzięki wydajności
W PTSMAKE pomagamy klientom analizować ten punkt przecięcia złożoności części i wielkości produkcji, aby określić, kiedy toczenie szwajcarskie staje się najbardziej opłacalnym rozwiązaniem.
Współczynniki kosztów materiałów
Dynamika kosztów zmienia się znacząco w zależności od materiału:
- Drogie materiały (tytan, Inconel, stal nierdzewna klasy medycznej): Same oszczędności materiałowe często uzasadniają toczenie szwajcarskie
- Standardowe materiały (aluminium, mosiądz, stal miękka): Oszczędność pracy i wydajności stają się ważniejszymi czynnikami
- Materiały trudne w obróbce: Poprawa trwałości narzędzia zapewnia znaczne korzyści kosztowe
Analiza porównawcza kosztów
Porównując metody produkcji, toczenie szwajcarskie konsekwentnie zapewnia przewagę kosztową dla odpowiednich zastosowań:
- 15-40% niższe koszty jednostkowe w porównaniu do konwencjonalnego toczenia złożonych, małych części
- 20-35% Redukcja kosztów w porównaniu z frezowaniem i operacjami wtórnymi
- 25-50% Oszczędności w stosunku do produkcji maszyn śrubowych do precyzyjnych komponentów
Nie są to tylko teoretyczne liczby - reprezentują one rzeczywiste oszczędności, które udokumentowaliśmy dla klientów z różnych branż, w tym medycznej, lotniczej i elektronicznej.
Rozumiejąc tę dynamikę kosztów, producenci mogą podejmować świadome decyzje dotyczące tego, kiedy wykorzystać szwajcarską technologię toczenia w celu uzyskania maksymalnych korzyści ekonomicznych przy jednoczesnym zachowaniu precyzji wymaganej przez ich aplikacje.
Jak zapewnić kontrolę jakości w operacjach toczenia szwajcarskiego CNC?
Czy kiedykolwiek otrzymałeś precyzyjne części, które nie spełniały specyfikacji pomimo obietnic "wysokiej jakości" szwajcarskiego toczenia? Albo, co gorsza, odkryłeś problemy z jakością dopiero po zainstalowaniu komponentów w końcowym montażu? Frustracja i koszty związane z kiepskimi częściami toczonymi w Szwajcarii mogą zniweczyć nawet najstaranniej zaplanowane projekty.
Kontrola jakości w szwajcarskich operacjach toczenia CNC wymaga systematycznych protokołów kontroli, właściwej konserwacji maszyn, szkolenia operatorów i statystycznej kontroli procesu. Wdrażając te środki wraz z weryfikacją materiałów i kontrolą środowiskową, producenci mogą konsekwentnie wytwarzać precyzyjne komponenty, które spełniają dokładne specyfikacje.

Zrozumienie krytycznego charakteru kontroli jakości szwajcarskiego toczenia
Szwajcarskie tokarki są znane z produkcji niezwykle precyzyjnych, złożonych części o wąskich tolerancjach. Zautomatyzowany charakter tych maszyn zapewnia wysoką produktywność, ale wydajność ta może szybko stać się zagrożeniem bez odpowiednich środków kontroli jakości. Jedna wadliwa część może potencjalnie prowadzić do tysięcy niezgodnych komponentów, zanim problem zostanie wykryty.
Z mojego doświadczenia w zarządzaniu operacjami toczenia szwajcarskiego w PTSMAKE wynika, że kontrola jakości musi być zintegrowana z całym procesem produkcyjnym, a nie tylko stosowana jako końcowy etap kontroli. Takie holistyczne podejście jest niezbędne do utrzymania wyjątkowej precyzji, która sprawia, że szwajcarskie toczenie jest cenne.
Kluczowe elementy skutecznego szwajcarskiego systemu kontroli jakości toczenia
Przedprodukcyjne środki jakości
Zanim jakiekolwiek chipy zaczną latać, należy wdrożyć kilka krytycznych procedur kontroli jakości:
Weryfikacja materiałów
Jakość dostarczanych materiałów ma bezpośredni wpływ na produkt końcowy. Zawsze sprawdzamy, czy certyfikaty materiałów są zgodne ze specyfikacjami i przeprowadzamy testy w celu potwierdzenia składu i właściwości. Widziałem wiele projektów zakończonych niepowodzeniem tylko dlatego, że materiał nie spełniał wymaganej twardości lub wytrzymałości na rozciąganie.
Weryfikacja i symulacja programu
Nowoczesne szwajcarskie centra tokarskie CNC umożliwiają symulację programu przed faktyczną produkcją. Możliwość ta pomaga zidentyfikować potencjalne problemy ze ścieżkami narzędzia, prześwitami lub innymi błędami programowania, które mogą mieć wpływ na jakość. W PTSMAKE używamy zaawansowanego oprogramowania do symulacji, aby wyeliminować problemy z programowaniem, zanim staną się one problemami z jakością.
Inspekcja pierwszego artykułu
Kompleksowa kontrola pierwszego artykułu obejmuje pomiar wszystkich krytycznych wymiarów określonych na rysunkach technicznych. Ten krok zapewnia kluczową walidację, że proces jest w stanie spełnić wymagania przed rozpoczęciem pełnej produkcji.
Środki kontroli jakości w trakcie procesu
Podczas produkcji kilka środków pomaga utrzymać stałą jakość:
Statystyczna kontrola procesu (SPC)
SPC9 obejmuje monitorowanie i kontrolowanie procesów poprzez statystyczną analizę danych pomiarowych. Ustanowienie wykresów kontrolnych dla krytycznych wymiarów pozwala operatorom wykrywać trendy, zanim doprowadzą one do powstania niezgodnych części.
Regularne pobieranie próbek w odstępach czasu
Zamiast polegać wyłącznie na kontrolach na końcu serii, wdrażamy pobieranie próbek w określonych odstępach czasu w oparciu o złożoność i objętość części. Próbki te są poddawane weryfikacji wymiarowej pod kątem zgodności ze specyfikacjami.
Monitorowanie zużycia narzędzi
Zużycie narzędzi znacząco wpływa na jakość części w szwajcarskich operacjach toczenia. Wdrażanie regularnych kontroli narzędzi i zaplanowanych zmian narzędzi zapobiega pogorszeniu jakości w miarę zużywania się narzędzi.
Zaawansowane technologie monitorowania
Nowoczesna szwajcarska kontrola jakości toczenia została zrewolucjonizowana dzięki zaawansowanym systemom monitorowania:
| Technologia | Funkcja | Korzyści jakościowe |
|---|---|---|
| Pomiar w trakcie procesu | Automatycznie mierzy krytyczne cechy podczas obróbki | Natychmiastowe wykrywanie dryftu wymiarowego |
| Czujniki emisji akustycznej | Wykrywa nieprawidłowe warunki cięcia | Wczesna identyfikacja zużycia lub uszkodzenia narzędzia |
| Kamery termowizyjne | Monitoruje stabilność temperatury | Zapobiega rozszerzalności cieplnej |
| Systemy analizy oleju | Monitoruje stan płynu tnącego | Utrzymuje optymalne warunki cięcia |
Czynniki środowiskowe wpływające na jakość toczenia w Szwajcarii
Środowisko warsztatowe odgrywa zaskakująco istotną rolę w kontroli jakości szwajcarskiego toczenia. Wahania temperatury mogą powodować rozszerzalność cieplną lub kurczenie się zarówno maszyny, jak i przedmiotu obrabianego, potencjalnie wpływając na wymiary o kilka mikronów - wystarczająco dużo, aby odrzucić precyzyjne części.
W PTSMAKE utrzymujemy obszary produkcyjne z kontrolowaną temperaturą dla naszych szwajcarskich operacji toczenia, szczególnie w przypadku precyzyjnych komponentów medycznych i lotniczych. Odkryliśmy, że inwestowanie w kontrole środowiskowe faktycznie zmniejsza koszty w dłuższej perspektywie, minimalizując ilość odpadów i przeróbek.
Kluczowe kwestie środowiskowe:
- Stabilność temperaturowa (zazwyczaj utrzymywana w zakresie ±1°C)
- Kontrola wilgotności (aby zapobiec korozji i utrzymać stabilność materiału)
- Izolacja drgań (szczególnie ważne w przypadku części mikroprecyzyjnych)
- Jakość powietrza (filtracja zapobiegająca zanieczyszczeniom i cząstkom ściernym)
Dokumentacja i systemy identyfikowalności
Dokumentacja kontroli jakości służy wielu celom w szwajcarskich operacjach toczenia:
- Walidacja procesu - Udowodnienie, że proces konsekwentnie spełnia wymagania
- Identyfikowalność - Powiązanie każdej części z określonymi danymi produkcyjnymi
- Ciągłe doskonalenie - Dostarczanie danych do ciągłego udoskonalania procesów
- Wymagania klienta - Spełnianie standardów branżowych, takich jak AS9100 lub ISO 13485
Przekonałem się, że wdrożenie nowoczesnego systemu realizacji produkcji (MES) zintegrowanego z urządzeniami kontrolnymi znacznie poprawia wydajność i dokładność dokumentacji. Zautomatyzowane gromadzenie danych eliminuje błędy ludzkie w rejestrowaniu pomiarów i zapewnia informacje o jakości w czasie rzeczywistym.
Kwalifikacje i szkolenia personelu
Pomimo zautomatyzowanego charakteru toczenia szwajcarskiego, czynnik ludzki pozostaje kluczowy. W PTSMAKE intensywnie inwestujemy w programy szkoleniowe dla operatorów:
- Kompetencje techniczne - Zrozumienie szwajcarskiej mechaniki toczenia i programowania
- Świadomość jakości - Rozpoznawanie potencjalnych problemów z jakością za pomocą wzroku, dźwięku i dotyku
- Procedury inspekcji - Prawidłowe korzystanie z precyzyjnych przyrządów pomiarowych
- Umiejętności rozwiązywania problemów - Systematyczne podejście do rozwiązywania problemów jakościowych
Dobrze wyszkoleni operatorzy często są w stanie wykryć potencjalne problemy z jakością, zanim przejawią się one w postaci mierzalnych wad, po prostu zauważając subtelne zmiany w dźwięku lub zachowaniu maszyny.
Programy kalibracji i konserwacji
Regularna kalibracja sprzętu kontrolnego i konserwacja szwajcarskich maszyn tokarskich to podstawowe elementy kontroli jakości:
- Zaplanowana kalibracja dla wszystkich urządzeń pomiarowych zgodnie z identyfikowalnymi standardami
- Konserwacja zapobiegawcza na tulejach prowadzących, tulejach zaciskowych i łożyskach wrzeciona
- Regularna weryfikacja geometrii aby potwierdzić wyrównanie maszyny
- Kontrola stabilności termicznej aby zapewnić spójność wymiarów maszyny
Działania te powinny być zgodne z udokumentowanym harmonogramem z formalnymi procedurami weryfikacji, aby zapewnić, że system produkcyjny utrzymuje zdolność do wytwarzania zgodnych części.
Dowiedz się, jak systemy tulei zaciskowych poprawiają jakość części i obniżają koszty. ↩
Kliknij, aby dowiedzieć się więcej o zaletach szwajcarskiej obróbki precyzyjnych komponentów. ↩
Poznaj tę kluczową koncepcję obróbki skrawaniem i jej wpływ na produkcję precyzyjną. ↩
Dowiedz się więcej o zapobieganiu przedwczesnym awariom narzędzi w szwajcarskich operacjach obróbki skrawaniem. ↩
Dowiedz się, jak asymetryczna konstrukcja części wpływa na wydajność produkcji i jakość części. ↩
Kliknij, aby poznać specjalistyczne techniki mikroobróbki dla bardzo małych komponentów. ↩
Dowiedz się, jak zapobiegać zacieraniu się tytanu w zastosowaniach związanych z obróbką precyzyjną. ↩
Dowiedz się, jak ta charakterystyka maszyny znacząco obniża koszty produkcji. ↩
Dowiedz się, jak SPC może radykalnie zmniejszyć liczbę defektów w produkcji części precyzyjnych. ↩






