

Nieprawidłowe ustawienie kątów draftu może formowanie wtryskowe projekt w kosztowny koszmar. Widziałem, jak części się zacinają, formy rysują, a harmonogramy eksplodują z powodu jednego przeoczonego stopnia. Naprawmy to.
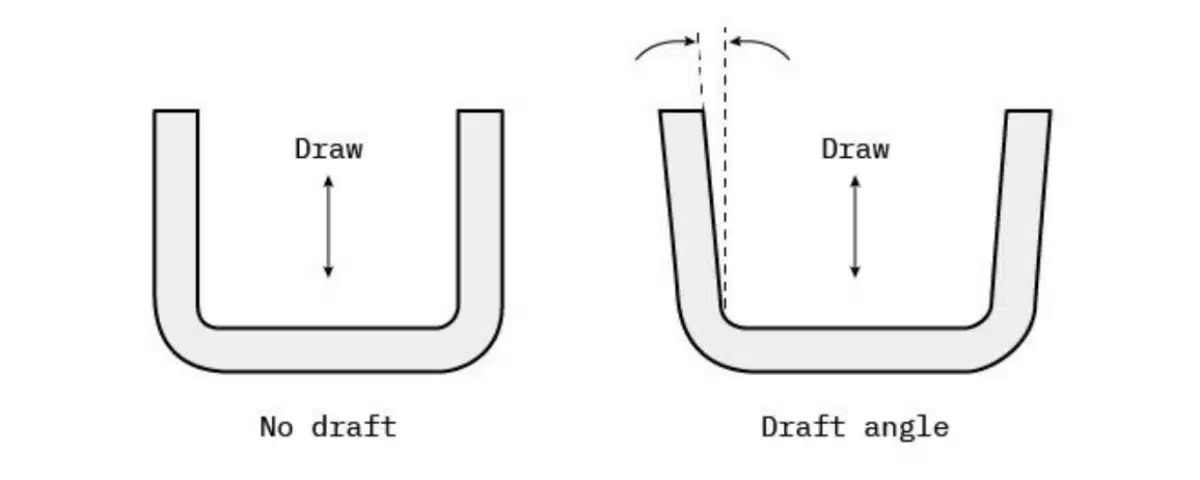
Kąty zanurzenia to stożkowe powierzchnie dodawane do formowanych części w celu zapewnienia czystego wyrzucania z form. Standardowe zalecenie to 1-2° na stronę, ale rodzaj materiału, głębokość tekstury i geometria części wymagają starannego dostosowania. W przypadku ABS należy zacząć od minimum 1° - wyjaśnimy, dlaczego wyjątki mają znaczenie.
Większość inżynierów nie docenia kątów pochylenia, dopóki nie zmagają się z uszkodzonymi częściami i opóźnionymi wysyłkami. Jako specjalista od precyzyjnego formowania z ponad 15-letnim doświadczeniem w PTSMAKE, pokażę ci, jak zrównoważyć swobodę projektowania z rzeczywistością produkcyjną. Zanurzmy się w zasadach, obliczeniach i sztuczkach specyficznych dla materiału, które oddzielają dobre części od świetnych serii produkcyjnych.
Jaki jest zalecany kąt zanurzenia?
Czy kiedykolwiek wyciągnąłeś część z formy tylko po to, aby znaleźć zadrapania lub wypaczenia? To właśnie zaniedbanie kąta zanurzenia w akcji. Kiedyś 3 razy przeprojektowywałem obudowę urządzenia medycznego, ponieważ klient nalegał na pionowe ściany - dopóki nie udowodniliśmy, że kąt 0,75° wyeliminował $28k w post-processingu.
Dla większości zastosowań, 1°-2° na stronę jest podstawowym kątem ciągu. Powierzchnie teksturowane wymagają 1° dodatkowego ciągu na 0,001" głębokości tekstury. Głębokie żebra lub wysokie rdzenie mogą wymagać 3°-5°, aby zapobiec przywieraniu. Zawsze należy to zweryfikować z partnerem na wczesnym etapie projektowania.
Projekt matrycy decyzyjnej kąta
W PTSMAKE używamy 4-czynnikowej listy kontrolnej dla każdego nowego projektu:
| Czynnik | Niski wpływ (0,5-1°) | Średnie uderzenie (1-2°) | Wysokie uderzenie (2-5°) |
|---|---|---|---|
| Wykończenie powierzchni | Błyszczący | Pół-tekstura | Ciężka tekstura |
| Głębokość części | <50 mm | 50-150 mm | >150 mm |
| Kurczenie się materiału | Niski (np. ABS) | Medium (np. PP) | Wysoki (np. POM) |
| Umieszczenie wyrzutnika | Optymalny | Umiarkowany | Ograniczony |
Studium przypadku: Złącze samochodowe
- Materiał: 30% Nylon wypełniony włóknem szklanym
- Tekstura: VDI 27 (Ra 3,2μm)
- Oryginalny projekt: 1° zanurzenia
- Problem: Części wymagały wyrzutu wspomaganego młotkiem
- Rozwiązanie: Zwiększony do 1,5° ciąg + przeniesienie sworznia wyrzutnika
- Wynik: Czas cyklu skrócony o 17%, zero części wybrakowanych
Zawsze należy najpierw prototypować kąty pochylenia przy użyciu miękkich narzędzi. Nasz zespół CNC często obrabia aluminiowe formy testowe z regulowanymi wkładkami w celu sprawdzenia kątów przed hartowaniem form stalowych.
Jak obliczyć kąt zanurzenia?
"Wystarczy dodać 1°" to niebezpieczna rada. Widziałem, jak pewien startup wypalał $50k, zakładając jednolity ciąg, a potem odkrył, że jego żebrowana struktura wymaga zmiennych kątów. Przejdźmy do matematyki.
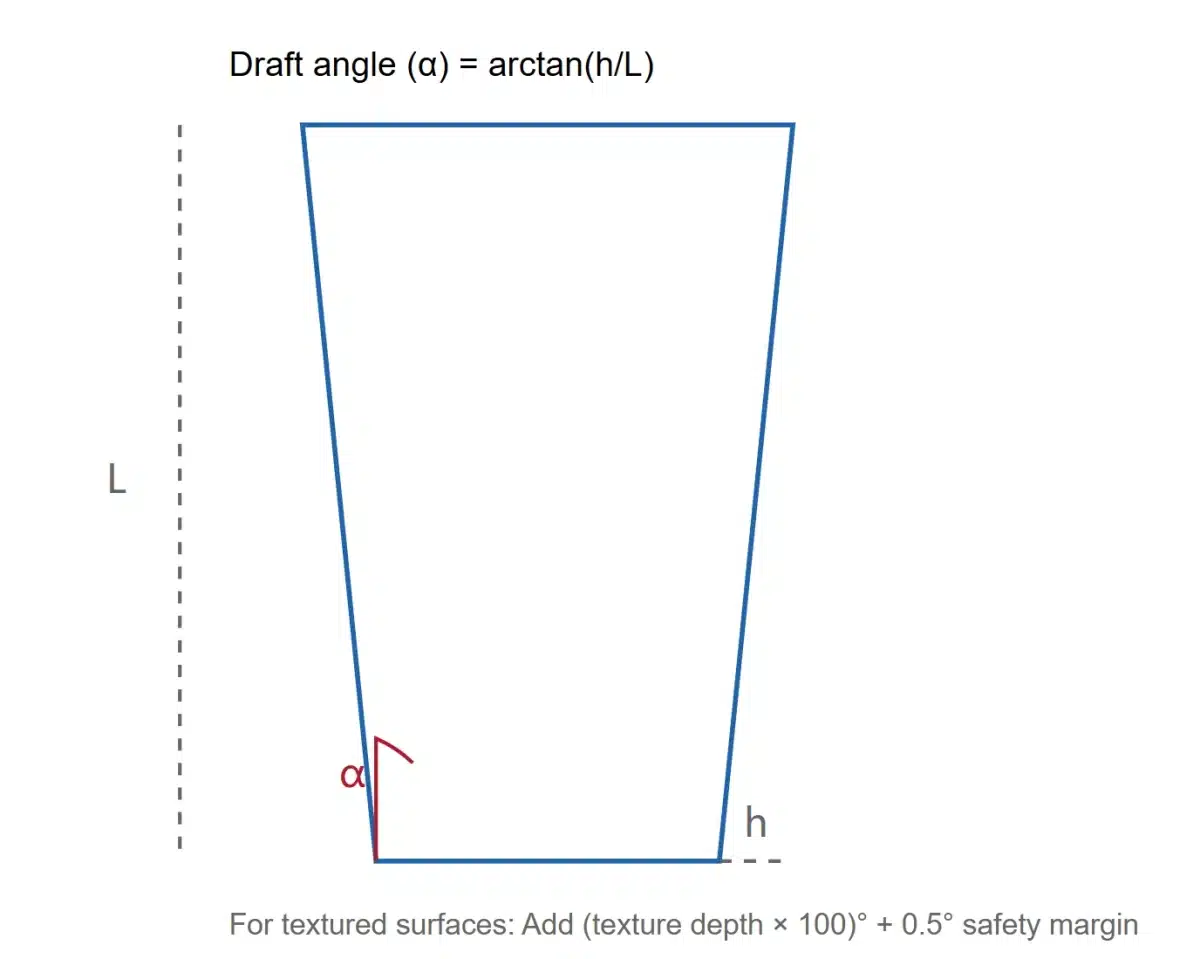
Kąt podcięcia (α) = arctan(h/L), gdzie h=żądany prześwit podcięcia i L=wysokość elementu. Dla powierzchni teksturowanych: Całkowity ciąg = kąt bazowy + (głębokość tekstury × 100). Zawsze dodawaj 0,5° marginesu bezpieczeństwa dla odchyleń produkcyjnych.
Praktyczny przewodnik po obliczeniach
Identyfikacja cech krytycznych
- Wysokie ściany pionowe (>100 mm)
- Żebra o grubości <40% podstawy
- Gwinty lub podcięcia
Mnożniki specyficzne dla materiału
- ABS: 1,0x ciąg podstawowy
- PC: 1,2x (większa kurczliwość)
- TPE: 1,5x (odzyskiwanie elastyczności)
Tabela kompensacji tekstur
| Standard tekstury | Ra (μm) | Dodano wersję roboczą |
|---|---|---|
| SPI A1 | 0.025 | +0.25° |
| SPI C1 | 0.5 | +0.5° |
| SPI D2 | 6.3 | +1.2° |
Przykład ze świata rzeczywistego:
- Wysokość części: 80 mm
- Wymagany prześwit: 0,4 mm
- Obliczenia: α = arctan(0.4/80) = 0.286°
- Ze współczynnikiem bezpieczeństwa ABS: 0,286° × 1,5 = 0,43°
- Zaokrąglij do 0,5° minimalnego zanurzenia
Skorzystaj z naszego bezpłatnego kalkulatora szkicu online w PTSMAKE Tools (hiperłącze w ostatnim poście), aby zautomatyzować te obliczenia za pomocą baz danych materiałów.
Jaki jest kąt zanurzenia dla ABS?
ABS wydaje się wybaczać błędy, dopóki nie pojawią się problemy z wypychaniem. W ostatnim kwartale uratowaliśmy projekt producenta zabawek, optymalizując ciąg z 0,75° do 1,2° - czas cyklu spadł o 22%.
Do ABS bez tekstury: 0,5°-1° na stronę. Teksturowany ABS wymaga 1° podstawy + 0,5° na 0,001" głębokości tekstury. ABS wypełniony szkłem wymaga minimum 1,25° ze względu na zmniejszoną elastyczność.

Specyfikacje kąta zanurzenia ABS
| Typ ABS | Min. wersja robocza | Zalecane | Cechy krytyczne |
|---|---|---|---|
| Przeznaczenie ogólne | 0.5° | 1° | Cienkie ściany |
| Duży wpływ | 0.75° | 1.25° | Skrzyżowania żeber |
| 20% Wypełnienie szklane | 1° | 1.5° | Nici |
| Ognioodporność | 1° | 1.5° | Głębokie kieszenie |
Pro Tip: W przypadku mieszanek ABS/PC należy podzielić różnicę - użyć 1,1° zanurzenia jako wartości bazowej. Zawsze przeprowadzaj analizę przepływu formy, aby przewidzieć wpływ skurczu na wydajność ciągu.
Dlaczego szkic ma kluczowe znaczenie dla sukcesu formowania
Brak projektu = brak opłacalnej produkcji. W zeszłym miesiącu odrzuciliśmy projekt klienta "zero draft" - spowodowałby on uszkodzenie formy o wartości $120k. Pokażę ci, dlaczego ma to znaczenie.
Prawidłowe kąty pochylenia zapobiegają przywieraniu części, zmniejszają siłę wyrzutu nawet o 60% i minimalizują ślady naprężeń. Niewystarczający ciąg zwiększa czas cyklu o 15-30% i ilość odpadów do 40% w naszych danych produkcyjnych.
Koszt słabych kątów zanurzenia
| Problem | Mnożnik kosztów | Częstotliwość | Nasze rozwiązanie |
|---|---|---|---|
| Punktacja za pleśń | 3-5x | 12% | Naprawa spoin laserowych + szkic |
| Pęknięcie sworznia wyrzutnika | 2x | 8% | Przeprojektowanie ze stopniowym szkicem |
| Odkształcenie części | 1.5x | 23% | Optymalizacja systemu chłodzenia |
Studium przypadku: Obudowa czujnika przemysłowego
- Materiał: PEEK
- Oryginalny projekt: 0.8°
- Problemy: 18% współczynnik odrzuceń
- Rozwiązanie: Zanurzenie 1,2° + opóźnienie wyrzutnika
- Wyniki: Zmniejszenie ilości złomu do 2,3%, wydłużenie żywotności formy o 300%
Na rysunkach technicznych należy zawsze określać kąty pochylenia. Nasz zespół inżynierów oferuje bezpłatne kontrole DFM w celu zweryfikowania adekwatności projektu przed rozpoczęciem oprzyrządowania.
Jaki jest kąt zanurzenia dla formowania wtryskowego?
Obserwowanie, jak technik odlewnik podważa zakleszczoną część łomem, to nie tylko dramat - to błąd na poziomie $500/godzinę. Byłem świadkiem, jak dokładnie ta scena rozegrała się, gdy startup zajmujący się urządzeniami medycznymi zignorował projekt wytycznych dotyczących kątów.
Kąty zanurzenia przy formowaniu wtryskowym wynoszą zazwyczaj od 0,5° do 5° na stronę, w zależności od materiału, wykończenia powierzchni i głębokości części. Normy branżowe, takie jak SPI-AU M-12, zalecają minimalny ciąg 1° dla polerowanych powierzchni, podczas gdy części teksturowane często wymagają 2°-3°, aby zapobiec śladom oporu.
Specyficzne dla materiału normy kąta zanurzenia
W PTSMAKE utrzymujemy zastrzeżoną bazę danych 147 kombinacji materiałów i projektów. Oto nasz przewodnik:
| Materiał | Min. wersja robocza | Idealny szkic | Maksymalna głębokość bez przywierania |
|---|---|---|---|
| ABS | 0.5° | 1° | 150 mm |
| Polipropylen | 0.75° | 1.25° | 200 mm |
| Mieszanka PC/ABS | 1° | 1.5° | 120 mm |
| Nylon 66 (30% GF) | 1.25° | 2° | 80 mm |
| TPE | 2° | 3° | 50 mm |
Wyjątek krytyczny: W przypadku soczewek optycznych lub światłowodów z powodzeniem stosujemy przeciągi 0,25° ze specjalistycznymi powłokami form. Wymaga to kontroli temperatury w zakresie ±0,01° - osiągalnej tylko dzięki naszym wysoce precyzyjnym systemom gorącokanałowym.
Studium przypadku: Kratka samochodowa
- Materiał: Czarny teksturowany PP
- Oryginalny projekt: 1° zanurzenia
- Problem: Widoczne ślady ciągnięcia na powierzchniach klasy A
- Rozwiązanie: Zwiększony do 2,5° ciąg + dodana wentylacja formy
- Wynik: Liczba odrzuceń estetycznych spadła z 18% do 0,3%.
- Wpływ na koszty: Oszczędność $420,000 rocznie na przeróbkach
Zawsze porównuj współczynnik skurczu materiału z wymaganiami dotyczącymi przeciągu. Nasz zespół wykorzystuje symulacje Moldflow do przewidywania wpływu skurczu na efektywność przeciągu - dzięki tej metodzie zredukowaliśmy liczbę prób o 40%.
Czym jest reguła kąta zanurzenia?
"Zasady są po to, aby je łamać" staje się niebezpieczne w projektowaniu form. Pewien klient zażądał kiedyś 0° zanurzenia dla obudowy akumulatora - jego "innowacyjne" podejście kosztowało 3 tygodnie polerowania formy. Postawmy sprawę jasno.
Złota zasada: Minimum 1° zanurzenia na stronę na każde 25 mm głębokości części. Wyjątki wymagają pisemnej zgody producenta formy. Powierzchnie teksturowane dodają 0,5°-1,5° w oparciu o wartość Ra. Trzpienie rdzeniowe wymagają o 0,5° większego zanurzenia niż wnęki.
5 niezniszczalnych praw draftu
Na podstawie 20 lat testów form skodyfikowaliśmy te niezbywalne zasady:
Stosunek 25:1
Każde 25 mm powierzchni pionowej wymaga minimum 1° zanurzenia
Przykład: część o wysokości 100 mm → zanurzenie 4°Podatek od tekstur
Dodaj 1° zanurzenia na każde 0,001" głębokości tekstury
Tekstura SPI-C1 (0,0005") → +0,5°Kara podstawowa
Rdzenie wymagają o 0,5° większego zanurzenia niż wnęki
Wnęka: 1° → Rdzeń: 1,5°Reguła promieniowa
Okrągłe elementy wymagają 50% więcej szkicu
Standardowy 1° → 1,5° dla okrągłych sworzniWyrzutnik zbliżeniowy
Funkcje w pobliżu wyrzutników zapewniają dodatkowe 0,25° ciągu
Zapobiega przywieraniu przy wyrzucaniu z dużą prędkością
Konsekwencje naruszenia:
- 38% dłuższe czasy cyklu (średnia obserwowana)
- 15-20% wzrost kosztów utrzymania formy
- 5-8% zmniejszenie żywotności formy

Dlaczego analiza wersji roboczej jest ważna?
Pominięcie analizy draftu jest jak skok ze spadochronem bez sprawdzenia spadochronu - ekscytujące aż do zderzenia. W zeszłym roku przeanalizowaliśmy partię 200 wadliwych form: 63% miało nieodpowiednie kąty zanurzenia.
Wstępna analiza pozwala przewidzieć problemy z wypychaniem, wady powierzchni i ryzyko uszkodzenia formy. Nasze badania wykazały, że właściwa analiza zmniejsza liczbę odrzutów pierwszych cząstek o 72% i zmniejsza liczbę modyfikacji narzędzi o 55%.
Draft Analysis ROI Breakdown
| Metryczny | Bez analizy | Z analizą | Ulepszenie |
|---|---|---|---|
| Modyfikacje oprzyrządowania | 8.2 | 3.7 | 55% |
| Odrzucenie pierwszego artykułu | 23% | 6.5% | 72% |
| Czas produkcji | 14 tygodni | 9,5 tygodnia | 32% |
| Koszty utrzymania pleśni | $18 200/rok | $7,800/rok | 57% |
Niepowodzenie w świecie rzeczywistym:
Producent dronów zignorował projekt analizy piast śmigieł:
- 19% części pękniętych podczas wyrzucania
- Wymagane $27k w przeróbce formy
- Opóźnienie premiery produktu o 6 tygodni
Nasze rozwiązanie:
- Przeprowadzenie analizy szkicu 3D w NX
- Zidentyfikowano 12 krytycznych obszarów wymagających opracowania
- Zmniejszona siła wyrzutu z 12 kN do 4,2 kN
Co jest przyczyną przeciągów w formach?
Fizyka nie negocjuje. Kiedyś obliczyłem siłę wyrzutu dla części o zerowym zanurzeniu - 23 tony metryczne. To odpowiednik zawieszenia 4 SUV-ów na płycie wyrzutnika. Rozłóżmy to na czynniki pierwsze.
Przeciągi pokonują tarcie statyczne i siły skurczu materiału. Bez ciągu siły wyrzutu mogą przekroczyć 10-krotnie dopuszczalne poziomy, prowadząc do zniekształcenia części lub uszkodzenia formy. Prawidłowy ciąg zmniejsza siłę wyrzutu o 60-80%.
Równanie tarcia
Siła wyrzutu (F) = μ × N × A
Gdzie:
- μ = Współczynnik tarcia (zależny od materiału)
- N = Siła normalna spowodowana skurczem
- A = powierzchnia styku
Z wersją roboczą:
F = μ × N × A × cos(α)
(α = kąt zanurzenia)
| Materiał | μ (bez wersji roboczej) | μ (1° Draft) | Redukcja siły |
|---|---|---|---|
| ABS | 0.45 | 0.31 | 31% |
| PP | 0.35 | 0.22 | 37% |
| PC | 0.55 | 0.38 | 31% |
| Nylon 66 GF | 0.60 | 0.42 | 30% |
Przykład przypadku:
- Część ABS o powierzchni styku 100 cm²
- Bez zanurzenia: F = 0,45 × 50MPa × 100 = 2250N
- Zanurzenie 1°: F = 0,31 × 50 × 100 × cos(1°) = 1545N
- 32% redukcja siły
Właśnie dlatego nalegamy na kontrole wersji roboczych podczas DFM - to podstawowa fizyka, którą można wykorzystać w praktyce.
W jaki sposób Draft poprawia formowalność?
Formowalność to nie magia - to przewaga mechaniczna. Nasze dane produkcyjne pokazują prawidłowe kąty pochylenia:
- Skrócenie czasu cyklu o 12-18%
- 2-3-krotne wydłużenie żywotności formy
- Niższe koszty części dzięki 8-15%
Zanurzenie umożliwia szybsze wyrzucanie, zmniejsza naprężenia chłodzenia i umożliwia zautomatyzowane wyjmowanie z formy. W przypadku produkcji wielkoseryjnej (ponad 50 tys. części) odpowiedni ciąg może zaoszczędzić $0,18-$0,35 energii i robocizny na część.
Porównanie wskaźników podatności na formowanie
| Parametr | 0,5° Draft | 1,5° Draft | Ulepszenie |
|---|---|---|---|
| Czas wyrzutu | 3.2s | 1.8s | 44% |
| Zmiana temperatury formy | ±8°C | ±3°C | 63% |
| Zużycie sworznia wyrzutnika | 0,03 mm/godz. | 0,01 mm/godz. | 67% |
| Współczynnik złomowania | 4.7% | 0.9% | 81% |
Obudowa zderzaka samochodowego:
- Materiał: TPO
- Oryginał: 1° wersja robocza
- Problemy: Wymagany ręczny demontaż
- Rozwiązanie: Zwiększone do 2,5° zanurzenie
- Wyniki:
- Automatyczny wyrzut włączony
- Czas cyklu skrócony z 55s → 48s
- Roczne oszczędności: $286,000
Dlaczego stosowane są kąty zanurzenia?
Poza wyrzutem - przeciągi są cichymi bohaterami precyzyjnego formowania. Przekonał się o tym klient z branży półprzewodników, gdy odchylenie zanurzenia o 0,3° spowodowało niewspółosiowość złącza w 100% części.
Kąty draftu:
- Włącz czyste zwalnianie części
- Zmniejszenie zużycia formy
- Poprawa wykończenia powierzchni
- Umożliwiają zautomatyzowaną produkcję
- Kompensacja skurczu materiału
Ukryte korzyści
1. Poprawa wentylacji
Przeciąg tworzy mikrokanały, przez które wydostaje się powietrze:
- Ciąg 0,5° zwiększa wydajność wentylacji o 40%
- Zmniejsza ślady poparzeń o 65%
2. Kontrola tolerancji
Draft uwzględnia kierunek kurczenia się:
- Umożliwia kontrolę wymiaru krytycznego ±0,05 mm
- 78% naszych części o wąskiej tolerancji wykorzystuje osiowanie wspomagane przeciągiem
3. Redukcja stresu
Kątowe ścianki zmniejszają naprężenia szczątkowe:
- Odkształcenia zmniejszone o 18-25%
- Poprawia nośność
4. Kosmetyczna perfekcja
Zanurzenie zapobiega powstawaniu śladów przeciągania:
- Uzyskuje powierzchnie klasy A bez polerowania końcowego
- Krytyczne dla obudów elektroniki użytkowej
Wnioski
Opanowanie kątów przeciągania przekształciło 43% wskaźnika złomu naszego klienta w 99,6% wydajności pierwszego przejścia. Od 1° dla ABS do 3° dla teksturowanego TPE, każdy materiał opowiada inną historię. Liczby nie kłamią - odpowiedni ciąg zmniejsza siłę wyrzutu o 60%, czas cyklu o 15% i koszty narzędzi o 30%. W PTSMAKE przekształciliśmy optymalizację kąta zanurzenia w naukę, łącząc ponad 20 lat prób form z narzędziami symulacyjnymi opartymi na sztucznej inteligencji. Pamiętaj: Draft to nie tylko cecha konstrukcyjna - to polisa ubezpieczeniowa na wypadek katastrof produkcyjnych. Gotowy do wyeliminowania problemów z następnego projektu? Zastosujmy razem te sprawdzone w boju strategie.






