

Często słyszę, jak inżynierowie debatują nad wyborem materiałów do swoich projektów. Jeśli chodzi o trwałość, porównanie tytanu ze stalą nierdzewną jest częstym źródłem nieporozumień. Wielu profesjonalistów traci czas i pieniądze, dokonując niewłaściwego wyboru między tymi metalami.
Tytan zazwyczaj wytrzymuje dłużej niż stal nierdzewna ze względu na doskonałą odporność na korozję i wyższy stosunek wytrzymałości do masy. Chociaż oba metale są trwałe, naturalna warstwa tlenku tytanu zapewnia lepszą ochronę przed uszkodzeniami środowiskowymi i narażeniem chemicznym.
W PTSMAKE codziennie pomagam firmom dokonywać mądrych wyborów materiałowych. Pozwól mi podzielić się tym, co jest najważniejsze przy wyborze między tytanem a stalą nierdzewną. Przyjrzymy się ich kluczowym właściwościom, idealnym zastosowaniom i sposobom wyboru odpowiedniego materiału do danego projektu.
Czy tytan jest trudniejszy w obróbce niż stal nierdzewna?
Jeśli chodzi o obróbkę metali, wielu inżynierów i producentów często zmaga się z tytanem i stalą nierdzewną. Często otrzymuję pytania o to, który materiał jest trudniejszy w obróbce, ponieważ wybór niewłaściwego podejścia może prowadzić do kosztownego zużycia narzędzi, wydłużenia czasu produkcji i problemów z jakością.
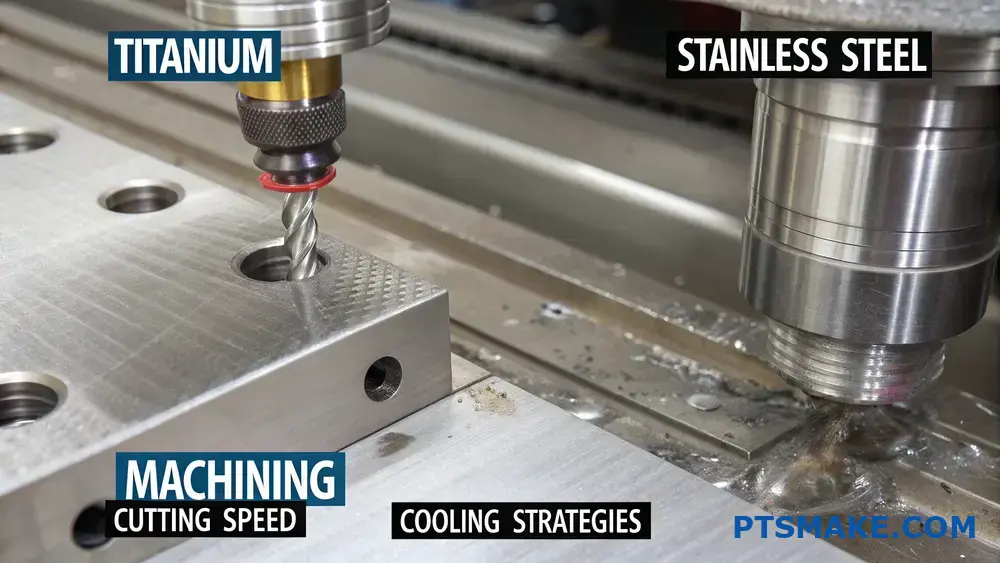
Chociaż oba materiały stanowią unikalne wyzwania, tytan jest ogólnie trudniejszy w obróbce niż stal nierdzewna ze względu na niższą przewodność cieplną, wyższą reaktywność chemiczną i tendencję do utwardzania. Właściwości te sprawiają, że tytan około 30% jest trudniejszy w obróbce w porównaniu z popularnymi gatunkami stali nierdzewnej.

Zrozumienie właściwości materiału
Kluczem do udanej obróbki jest zrozumienie podstawowych właściwości obu materiałów. Podczas mojego doświadczenia w PTSMAKE zaobserwowałem, jak te właściwości bezpośrednio wpływają na operacje obróbki skrawaniem.
Przewodność cieplna
Niska przewodność cieplna tytanu stanowi poważne wyzwanie. Podczas obróbki tytanu około 80% generowanego ciepła pozostaje skoncentrowane na krawędzi skrawającej, podczas gdy stal nierdzewna lepiej rozprasza ciepło w całym obrabianym przedmiocie. Ta cecha tytanu prowadzi do:
- Przyspieszone zużycie narzędzia
- Zwiększone ryzyko uszkodzeń termicznych
- Potrzeba specjalistycznych strategii chłodzenia
Charakterystyka utwardzania podczas pracy
The szybkość utwardzania odkształceniowego1 różni się znacznie między tymi materiałami. Oto szczegółowe porównanie:
| Własność | Tytan | Stal nierdzewna |
|---|---|---|
| Twardość początkowa | Niższy | Wyższy |
| Prędkość utwardzania | Bardzo szybko | Umiarkowany |
| Głębokość utwardzonej warstwy | Głęboki | Płytki |
| Wpływ na żywotność narzędzia | Ciężki | Umiarkowany |
Parametry cięcia i wybór narzędzia
Prędkość i prędkość posuwu
W PTSMAKE opracowaliśmy specyficzne parametry dla obu materiałów:
Tytan:
- Prędkości cięcia: 30-60 stóp powierzchniowych na minutę (SFM)
- Prędkości posuwu: 0,002-0,005 cala na obrót (IPR)
Stal nierdzewna:
- Prędkości cięcia: 70-100 SFM
- Prędkości posuwu: 0,004-0,008 IPR
Wymagania dotyczące materiałów narzędziowych
Wybór narzędzi skrawających ma znaczący wpływ na powodzenie obróbki:
| Materiał narzędzia | Kompatybilność z tytanem | Kompatybilność ze stalą nierdzewną |
|---|---|---|
| Węglik | Doskonały | Dobry |
| HSS | Słaby | Umiarkowany |
| Ceramika | Niezalecane | Dobry |
| CBN | Ograniczone użycie | Doskonały |
Rozważania dotyczące kontroli procesu
Strategia chłodziwa
Prawidłowa aplikacja chłodziwa jest kluczowa dla obu materiałów, ale szczególnie krytyczna dla tytanu:
Chłodzenie wysokociśnieniowe
- Tytan wymaga ciśnienia 1000+ PSI
- Stal nierdzewna działa dobrze przy 300-500 PSI
Typ chłodziwa
- Tytan: Preferowane chłodziwa na bazie oleju
- Stal nierdzewna: Skuteczne chłodziwa rozpuszczalne w wodzie
Wymagania dotyczące sztywności maszyny
Konfiguracja maszyny odgrywa kluczową rolę w udanej obróbce:
Wymagania dotyczące tytanu:
- Większa sztywność maszyny
- Bardziej wytrzymałe uchwyty robocze
- Ulepszona kontrola wibracji
- Najwyższej jakości uchwyty na narzędzia
Stal nierdzewna pozwala:
- Standardowe ustawienia maszyny
- Konwencjonalne uchwyty robocze
- Normalne środki kontroli wibracji
Wpływ na koszty
Wyzwania związane z obróbką tytanu przekładają się bezpośrednio na koszty:
| Współczynnik kosztów | Tytan | Stal nierdzewna |
|---|---|---|
| Szybkość zużycia narzędzia | Wysoki | Umiarkowany |
| Czas maszyny | 30-40% Więcej | Linia bazowa |
| Zużycie płynu chłodzącego | Wyższy | Standard |
| Wymagania dotyczące konfiguracji | Kompleks | Standard |
Metody kontroli jakości
Zapewnienie jakości wymaga różnych podejść dla każdego materiału:
Wykończenie powierzchni
Tytan często wymaga:
- Wiele przejść wykańczających
- Specjalna obróbka powierzchni
- Staranne planowanie ścieżki narzędzia
Stal nierdzewna zazwyczaj wymaga:
- Standardowe przejścia wykończeniowe
- Normalna obróbka powierzchni
- Zwykłe ścieżki narzędzia
Dokładność wymiarowa
Oba materiały wymagają starannego monitorowania, ale właściwości termiczne tytanu sprawiają, że jest on bardziej podatny na zmiany wymiarów podczas obróbki.
Najlepsze praktyki prowadzące do sukcesu
Opierając się na naszym doświadczeniu w PTSMAKE, oto kluczowe zalecenia:
Dla tytanu:
- Używaj sztywnych konfiguracji
- Utrzymywanie ostrych narzędzi
- Zastosuj chłodziwo pod wysokim ciśnieniem
- Dokładne monitorowanie zużycia narzędzi
- Wdrażanie specjalistycznych strategii cięcia
Dla stali nierdzewnej:
- Używaj odpowiednich prędkości i posuwów
- Wybór prawidłowej geometrii narzędzia
- Zastosuj odpowiednie chłodzenie
- Monitorowanie utwardzania pracy
- Utrzymywanie stałych parametrów cięcia
Czy tytan jest trudny w obróbce?
Kiedy klienci zwracają się do mnie w sprawie obróbki tytanu, często wyczuwam ich wahanie. Słyszeli historie o stopionych narzędziach, złomowanych częściach i kosztownych opóźnieniach w produkcji. Wyzwania związane z obróbką tytanu sprawiają, że wielu producentów nie może spać w nocy, zastanawiając się, czy ich projekty są skazane na porażkę jeszcze przed ich rozpoczęciem.
Tak, tytan jest ogólnie trudniejszy w obróbce w porównaniu do zwykłych metali, takich jak aluminium czy stal miękka. Wynika to z jego wysokiego stosunku wytrzymałości do masy, niskiej przewodności cieplnej i silnej reaktywności chemicznej z narzędziami skrawającymi. Jednak przy zastosowaniu odpowiednich technik i parametrów, tytan może być z powodzeniem obrabiany.

Zrozumienie unikalnych właściwości tytanu
Charakterystyczne cechy tytanu sprawiają, że jest on zarówno cenny, jak i trudny w obróbce. Metal utwardzanie robocze2 Oznacza to, że w miarę cięcia materiał staje się coraz twardszy. W PTSMAKE opracowaliśmy specjalistyczne metody obsługi tych unikalnych właściwości:
Właściwości chemiczne i fizyczne
- Niska przewodność cieplna (7,2 W/m-K)
- Wysoki stosunek wytrzymałości do wagi
- Silna reaktywność chemiczna
- Wysoki moduł sprężystości
Wpływ na operacje obróbki skrawaniem
Poniższa tabela pokazuje, jak właściwości tytanu wpływają na różne aspekty obróbki:
| Własność | Wpływ na obróbkę | Strategia rozwiązania |
|---|---|---|
| Niska przewodność cieplna | Koncentracja ciepła na krawędzi tnącej | Stosowanie odpowiednich metod chłodzenia |
| Wysoka wytrzymałość | Zwiększona siła cięcia | Zmniejszenie prędkości cięcia |
| Reaktywność chemiczna | Przyspieszenie zużycia narzędzia | Wybór odpowiedniej powłoki narzędzia |
| Hartowanie pracy | Utwardzanie powierzchni podczas cięcia | Utrzymywanie stałego obciążenia układu |
Czynniki krytyczne w obróbce tytanu
Rozważania dotyczące prędkości cięcia
Podczas obróbki tytanu prędkość skrawania ma kluczowe znaczenie. Polecam:
- Korzystanie z prędkości 50-60% niższych niż te stosowane do stali
- Utrzymywanie stałych prędkości podawania
- Unikanie przestojów podczas cięcia
Wybór i zarządzanie narzędziami
Wybór narzędzia znacząco wpływa na wskaźnik sukcesu:
- Narzędzia z węglików spiekanych ze specjalnymi powłokami
- Ostre krawędzie tnące
- Regularne monitorowanie zużycia narzędzi
- Właściwy dobór uchwytu narzędziowego
Strategie chłodzenia
Skuteczne chłodzenie ma zasadnicze znaczenie dla obróbki tytanu:
- Dostarczanie chłodziwa pod wysokim ciśnieniem
- Chłodzenie przez narzędzie, jeśli to możliwe
- Obfity przepływ chłodziwa
- Prawidłowe stężenie płynu chłodzącego
Najlepsze praktyki skutecznej obróbki tytanu
Wymagania dotyczące konfiguracji maszyny
Aby uzyskać optymalne wyniki:
- Korzystanie ze sztywnych obrabiarek
- Zapewnienie prawidłowego mocowania przedmiotu obrabianego
- Minimalizacja zwisu narzędzia
- Regularnie sprawdzaj ustawienie maszyny
Parametry procesu
Uważam, że te parametry mają kluczowe znaczenie dla sukcesu:
| Typ operacji | Prędkość (SFM) | Prędkość posuwu (IPR) | Głębokość cięcia (cale) |
|---|---|---|---|
| Szorstkość | 150-250 | 0.008-0.015 | 0.040-0.150 |
| Wykończenie | 250-400 | 0.004-0.008 | 0.010-0.030 |
| Wiercenie | 100-150 | 0.004-0.006 | NIE DOTYCZY |
Środki kontroli jakości
Utrzymanie jakości wymaga:
- Regularne kontrole wymiarów
- Monitorowanie wykończenia powierzchni
- Kontrola zużycia narzędzi
- Monitorowanie temperatury
Aplikacje branżowe
Zastosowania lotnicze i kosmiczne
W przemyśle lotniczym obróbka tytanu wymaga:
- Ścisłe przestrzeganie tolerancji
- Certyfikowana identyfikowalność materiałów
- Specjalistyczne techniki wykończeniowe
- Złożone możliwości geometrii
Produkcja urządzeń medycznych
Aplikacje medyczne wymagają:
- Biokompatybilne wykończenie powierzchni
- Niezwykle precyzyjne tolerancje
- Warunki w pomieszczeniach czystych
- Sprawdzone procesy
Koszty i zwrot z inwestycji
Wymagania inwestycyjne
Skuteczna obróbka tytanu wymaga:
- Wysokiej klasy obrabiarki
- Wysokiej jakości narzędzia tnące
- Zaawansowane systemy chłodzenia
- Wykwalifikowani operatorzy
Korzyści długoterminowe
Pomimo wyższych kosztów początkowych, obróbka tytanu oferuje:
- Wyższa wartość części
- Zróżnicowanie rynku
- Rozszerzone możliwości
- Lepsza reputacja
W PTSMAKE zainwestowaliśmy znaczne środki w możliwości obróbki tytanu, co pozwala nam obsługiwać wymagające branże, takie jak przemysł lotniczy i urządzenia medyczne. Nasze doświadczenie pokazuje, że chociaż tytan jest trudny w obróbce, właściwe podejście sprawia, że jest to wykonalne i opłacalne.
Kluczem do udanej obróbki tytanu jest zrozumienie jego unikalnych właściwości i odpowiednie dostosowanie procesów. Dzięki odpowiedniemu planowaniu, wyposażeniu i wiedzy fachowej, producenci mogą sprostać wyzwaniom i z powodzeniem produkować wysokiej jakości komponenty tytanowe.
Dlaczego warto używać tytanu zamiast stali nierdzewnej?
Wybór między tytanem a stalą nierdzewną nie jest tak prosty, jak sądzi wielu inżynierów. Widziałem wiele projektów zakończonych niepowodzeniem z powodu niewłaściwego doboru materiałów. Zły wybór może prowadzić do awarii komponentów, zwiększonych kosztów konserwacji i opóźnień w realizacji projektu.
Tytan przewyższa stal nierdzewną w określonych zastosowaniach ze względu na doskonały stosunek wytrzymałości do masy, doskonałą odporność na korozję i biokompatybilność. Choć jest droższy, unikalne właściwości tytanu sprawiają, że jest on preferowanym wyborem w zastosowaniach lotniczych, medycznych i morskich.

Porównanie właściwości materiałów
Porównując tytan i stal nierdzewną, musimy zbadać kilka kluczowych właściwości. Najbardziej znacząca różnica polega na ich struktura krystaliczna3co wpływa na ich wydajność. Poniżej przedstawię główne różnice:
| Własność | Tytan | Stal nierdzewna |
|---|---|---|
| Gęstość | 4,5 g/cm³ | 8,0 g/cm³ |
| Wytrzymałość na rozciąganie | 350-1200 MPa | 515-827 MPa |
| Odporność na korozję | Doskonały | Dobry |
| Koszt za kg | $35-50 | $4-6 |
| Przewodność cieplna | Niski | Umiarkowany |
Zalety wytrzymałości w stosunku do masy
Doskonała wydajność wagowa
W PTSMAKE współpracowałem z wieloma klientami z branży lotniczej i kosmicznej, którzy wybrali tytan ze względu na jego wyjątkowy stosunek wytrzymałości do masy. Tytan oferuje prawie taką samą wytrzymałość jak stal, ale przy 45% mniejszej wadze. Ta redukcja wagi przekłada się na:
- Zwiększona wydajność paliwowa w zastosowaniach lotniczych
- Zmniejszone zużycie energii przez części ruchome
- Lepsza wydajność w szybkich aplikacjach
Odporność na zmęczenie
Właściwości zmęczeniowe tytanu są niezwykłe, szczególnie w zastosowaniach wymagających cyklicznych obciążeń:
- Wyższy limit wytrzymałości w porównaniu do stali nierdzewnej
- Lepsza wydajność przy powtarzającym się obciążeniu
- Dłuższa żywotność komponentów w dynamicznych aplikacjach
Korzyści związane z odpornością na korozję
Stabilność chemiczna
Wyjątkowa odporność tytanu na korozję wynika z jego zdolności do tworzenia stabilnej warstwy tlenku. Sprawia to, że jest on szczególnie cenny w:
- Środowiska morskie
- Przetwarzanie chemiczne
- Implanty medyczne
Wydajność środowiskowa
W trudnych warunkach tytan wykazuje doskonałą odporność na:
- Korozja w słonej wodzie
- Atak chemiczny
- Utlenianie w wysokiej temperaturze
Uwagi dotyczące aplikacji
Zastosowania lotnicze i kosmiczne
W produkcji lotniczej tytan jest często preferowanym wyborem ze względu na:
- Wysoka wytrzymałość w podwyższonych temperaturach
- Doskonała odporność na zmęczenie
- Kompatybilność z materiałami kompozytowymi
Zastosowania medyczne
Biokompatybilność tytanu czyni go idealnym materiałem:
- Implanty chirurgiczne
- Urządzenia medyczne
- Zastosowania stomatologiczne
Analiza kosztów i zwrot z inwestycji
Oceniając opłacalność tytanu w porównaniu ze stalą nierdzewną, należy wziąć pod uwagę:
| Czynnik | Titanium Impact | Uderzenie ze stali nierdzewnej |
|---|---|---|
| Koszt początkowy | Wyższy | Niższy |
| Konserwacja | Minimalny | Umiarkowany |
| Długość życia | Rozszerzony | Standard |
| Częstotliwość wymiany | Niski | Wyższy |
Wyzwania związane z produkcją
Rozważania dotyczące obróbki
W PTSMAKE opracowaliśmy specjalistyczne procesy efektywnej obróbki tytanu:
- Wymaga określonych narzędzi tnących i prędkości
- Wymaga odpowiednich strategii chłodzenia
- Wymaga doświadczenia w obsłudze materiału
Kontrola jakości
Praca z tytanem wymaga:
- Rygorystyczne środki kontroli jakości
- Zaawansowane techniki inspekcji
- Specjalistyczne procedury obsługi
Wpływ na środowisko
Czynniki zrównoważonego rozwoju
Chociaż tytan ma większy początkowy wpływ na środowisko podczas produkcji, jego zalety obejmują:
- Dłuższa żywotność
- Zmniejszone wymagania konserwacyjne
- Możliwość całkowitego recyklingu
- Niższy operacyjny wpływ na środowisko
Aplikacje branżowe
Różne branże wymagają różnych właściwości materiałów:
| Przemysł | Titanium Advantage | Zalety stali nierdzewnej |
|---|---|---|
| Lotnictwo i kosmonautyka | Oszczędność wagi | Efektywność kosztowa |
| Medyczny | Biokompatybilność | Łatwość sterylizacji |
| Marine | Odporność na korozję | Koszt początkowy |
| Chemiczny | Odporność chemiczna | Dostępność |
Dzięki mojemu doświadczeniu w PTSMAKE zaobserwowałem, że wybór między tytanem a stalą nierdzewną często zależy od dokładnej analizy tych czynników. Podczas gdy wyższy koszt tytanu może być czynnikiem odstraszającym, jego doskonałe właściwości często uzasadniają inwestycję w krytycznych zastosowaniach, w których wydajność i niezawodność są najważniejsze.
Jaki jest najlepszy materiał do cięcia tytanu?
Efektywne cięcie tytanu stało się poważnym wyzwaniem w nowoczesnej produkcji. Wielu mechaników zmaga się ze zużyciem narzędzi, wytwarzaniem ciepła i słabym wykończeniem powierzchni podczas obróbki tytanu, co prowadzi do wzrostu kosztów produkcji i zmniejszenia wydajności.
Najlepszym materiałem do cięcia tytanu jest węglik spiekany z powłoką PVD lub CVD, w szczególności narzędzia z powłoką TiAlN lub AlTiN. Materiały te zapewniają optymalną odporność cieplną, twardość i odporność na zużycie niezbędne do efektywnej obróbki tytanu i jego stopów.

Zrozumienie materiałów narzędziowych do obróbki tytanu
Jeśli chodzi o obróbkę tytanu, wybór odpowiedniego materiału narzędzia skrawającego ma kluczowe znaczenie dla sukcesu. Opierając się na moim doświadczeniu w PTSMAKE, gdzie regularnie obrabiamy tytanowe komponenty do zastosowań lotniczych i medycznych, odkryłem, że różne materiały narzędziowe oferują różne zalety i ograniczenia.
Stal szybkotnąca (HSS)
Narzędzia HSS są najbardziej podstawową opcją, ale generalnie nie są zalecane do obróbki tytanu ze względu na ich stosunkowo niską odporność na ciepło. Narzędzia przewodność cieplna4 tytanu powoduje nadmierne nagrzewanie się krawędzi skrawającej, co szybko niszczy narzędzia HSS.
Narzędzia z węglików spiekanych
Narzędzia z węglików spiekanych stanowią najbardziej praktyczną i powszechnie stosowaną opcję obróbki tytanu. Oferują one:
- Doskonała twardość w wysokich temperaturach
- Lepsza odporność na zużycie
- Dłuższa żywotność narzędzia
- Lepsza jakość wykończenia powierzchni
W PTSMAKE używamy głównie narzędzi z węglików spiekanych ze specjalistycznymi powłokami do obróbki tytanu.
Narzędzia ceramiczne
Podczas gdy narzędzia ceramiczne doskonale sprawdzają się w obróbce innych materiałów, generalnie nie nadają się do tytanu ze względu na jego właściwości:
- Słaba odporność na szok termiczny
- Tendencja do pękania pod wpływem przerywanych cięć
- Reaktywność chemiczna z tytanem
Technologie powlekania zwiększające wydajność
Skuteczność narzędzi skrawających w dużej mierze zależy od ich powłoki. Oto najskuteczniejsze powłoki do obróbki tytanu:
| Typ powłoki | Korzyści | Najlepsze aplikacje |
|---|---|---|
| TiAlN | Wysoka odporność na ciepło, doskonała ochrona przed zużyciem | Obróbka z dużą prędkością |
| AlTiN | Doskonała odporność na utlenianie, wysoka twardość | Ciężkie operacje cięcia |
| TiCN | Dobra wytrzymałość, zmniejszone tarcie | Obróbka skrawaniem przy średnich obciążeniach |
| Diament | Wyjątkowa twardość, niskie tarcie | Specyficzne kompozyty tytanowe |
Optymalizacja geometrii narzędzia dla tytanu
Geometria narzędzia skrawającego odgrywa kluczową rolę w udanej obróbce tytanu:
Rozważania dotyczące kąta natarcia
- Dodatnie kąty natarcia zmniejszają siły cięcia
- Zazwyczaj od 6° do 12° dla optymalnej wydajności
- Pomaga zapobiegać twardnieniu tytanu podczas pracy
Wymagania dotyczące kąta odciążenia
- Wyższe kąty odciążenia zapobiegają tarciu
- Zalecany zakres: 10° do 15°
- Zmniejsza wytwarzanie ciepła podczas cięcia
Zaawansowane strategie narzędziowe
Aby zmaksymalizować trwałość narzędzia i wydajność skrawania podczas obróbki tytanu, należy rozważyć następujące strategie:
Optymalizacja ścieżki narzędzia
- Utrzymywanie stałego obciążenia chipami
- Unikaj gwałtownych zmian kierunku
- Wykorzystanie technik frezowania trochoidalnego
Parametry cięcia
- Niższe prędkości cięcia (30-60 m/min)
- Wyższe tempo podawania paszy w celu utrzymania wydajności
- Odpowiednia głębokość cięcia, aby zapobiec utwardzeniu podczas pracy
Specjalne uwagi dotyczące różnych stopów tytanu
Różne stopy tytanu wymagają specyficznego podejścia:
Ti-6Al-4V (klasa 5)
- Najpopularniejszy stop lotniczy
- Wymaga umiarkowanych prędkości cięcia
- Korzyści z chłodziwa pod wysokim ciśnieniem
Ti-6Al-2Sn-4Zr-2Mo
- Wariant o wyższej wytrzymałości
- Wymaga zmniejszonej prędkości cięcia
- Wymaga najwyższej jakości narzędzi z węglików spiekanych
Zastosowania przemysłowe i przykłady ze świata rzeczywistego
W PTSMAKE z powodzeniem wdrożyliśmy te materiały narzędziowe w różnych zastosowaniach:
- Komponenty lotnicze wymagające precyzyjnych tolerancji
- Implanty medyczne o złożonej geometrii
- Części samochodów wyścigowych narażone na duże obciążenia
- Komponenty sprzętu wojskowego
Analiza kosztów i zwrotu z inwestycji
Podczas gdy narzędzia tnące klasy premium mogą mieć wyższe koszty początkowe, często zapewniają one lepszą wartość:
Czynniki kosztowe
- Żywotność narzędzia
- Wydajność czasu obróbki
- Jakość wykończenia powierzchni
- Redukcja wskaźnika złomowania
Korzyści inwestycyjne
- Mniej zmian narzędzi
- Zwiększona produktywność
- Lepsza jakość części
- Niższe ogólne koszty produkcji
Uwagi dotyczące środowiska i bezpieczeństwa
Właściwy dobór narzędzi ma również wpływ na aspekty związane z ochroną środowiska i bezpieczeństwem:
- Zmniejszone zużycie chłodziwa
- Niższe zużycie energii
- Ulepszona kontrola chipów
- Bezpieczniejsze warunki pracy
Przyszłe trendy w dziedzinie narzędzi do obróbki tytanu
Dziedzina obróbki tytanu wciąż ewoluuje:
- Rozwój nowych technologii powlekania
- Zaawansowane geometrie narzędzi
- Hybrydowe materiały narzędziowe
- Inteligentne systemy monitorowania narzędzi
Wdrażając te wybory materiałowe i strategie w PTSMAKE, osiągnęliśmy stały sukces w operacjach obróbki tytanu, dostarczając wysokiej jakości komponenty naszym klientom w przemyśle lotniczym, medycznym i innych wymagających branżach.
Jak wypada porównanie kosztów obróbki tytanu i stali nierdzewnej?
Porównanie kosztów obróbki tytanu i stali nierdzewnej może być trudnym zadaniem dla wielu producentów. Przy rosnących kosztach materiałów i złożonych wymaganiach produkcyjnych, dokonanie niewłaściwego wyboru może znacząco wpłynąć na budżet i harmonogram projektu.
Bazując na moim doświadczeniu produkcyjnym, obróbka tytanu zwykle kosztuje 2-3 razy więcej niż stali nierdzewnej ze względu na wyższą cenę materiału, wolniejsze prędkości skrawania i specjalistyczne wymagania narzędziowe. Dokładna różnica w kosztach zależy jednak od czynników takich jak złożoność części, objętość i konkretny gatunek.

Rozważania dotyczące kosztów materiałów
Koszt materiału bazowego znacząco wpływa na ogólne koszty obróbki. Stopy tytanu zazwyczaj kosztują 3-5 razy więcej niż gatunki stali nierdzewnej. Przykładowo, tytan klasy 5 (Ti-6Al-4V) zwykle kosztuje od $25-35 za funt, podczas gdy stal nierdzewna 316L zwykle kosztuje $5-8 za funt.
Ceny materiałów mogą się zmieniać w zależności od:
- Popyt rynkowy i dostępność
- Specyfikacje klas
- Ilość zakupu
- Warunki globalnego łańcucha dostaw
Wymagania dotyczące oprzyrządowania i koszty
Wybór narzędzia tnącego
Obróbka tytanu wymaga specjalistycznych narzędzi skrawających o określonych właściwościach. Gatunki węglików spiekanych5. W PTSMAKE odkryliśmy, że narzędzia te często kosztują 40-60% więcej niż te używane do stali nierdzewnej. Wybór narzędzia ma wpływ:
- Wydajność cięcia
- Żywotność narzędzia
- Jakość wykończenia powierzchni
- Ogólna produktywność
Porównanie żywotności narzędzi
| Materiał | Średnia żywotność narzędzia | Częstotliwość wymiany | Względny koszt narzędzia |
|---|---|---|---|
| Tytan | 20-30 części | Co 2-3 godziny | Wysoki |
| Stal nierdzewna | 50-70 części | Co 6-8 godzin | Średni |
Parametry obróbki i wydajność
Różnice w prędkości cięcia
Słaba przewodność cieplna tytanu i jego wysoka wytrzymałość wymagają wolniejszych prędkości cięcia:
- Tytan: 50-150 stóp powierzchniowych na minutę (SFM)
- Stal nierdzewna: 200-400 SFM
Ta różnica prędkości ma bezpośredni wpływ na czas i koszty produkcji.
Wymagania dotyczące chłodziwa
Odpowiednie chłodzenie jest kluczowe dla obu materiałów, ale różni się w zależności od zastosowania:
- Tytan wymaga wysokociśnieniowych systemów chłodzenia
- Stal nierdzewna współpracuje z konwencjonalnymi metodami chłodzenia
Koszty pracy i czasu pracy maszyn
Porównanie stawek godzinowych
| Współczynnik kosztów | Tytan | Stal nierdzewna |
|---|---|---|
| Stawka za godzinę pracy maszyny | $150-200 | $100-150 |
| Czas konfiguracji | 2-3 godziny | 1-2 godziny |
| Poziom umiejętności operatora | Ekspert | Pośredni |
Analiza czasu produkcji
Wolniejsze prędkości cięcia tytanu skutkują:
- Dłuższe czasy cyklu
- Zwiększone koszty pracy
- Wyższe wykorzystanie maszyn
- Wydłużone ramy czasowe projektu
Koszty kontroli jakości i inspekcji
Części tytanowe często wymagają:
- Częstsze inspekcje
- Zaawansowane techniki pomiarowe
- Bardziej rygorystyczna weryfikacja tolerancji
- Dodatkowe kontrole wykończenia powierzchni
Te środki kontroli jakości zwiększają całkowity koszt o około 15-20% w porównaniu do części ze stali nierdzewnej.
Rozważania dotyczące objętości
Różnica w kosztach obróbki tytanu i stali nierdzewnej zależy od wielkości produkcji:
Produkcja małoseryjna (1-10 sztuk)
- Tytan: $300-500 za sztukę
- Stal nierdzewna: $100-200 za sztukę
Produkcja średniej wielkości (11-100 sztuk)
- Tytan: $200-400 za sztukę
- Stal nierdzewna: $80-150 za sztukę
Produkcja wielkoseryjna (ponad 100 sztuk)
- Tytan: $150-300 za sztukę
- Stal nierdzewna: $60-120 za sztukę
Czynniki kosztowe specyficzne dla aplikacji
Różne branże mają różne wymagania, które wpływają na koszty obróbki:
Zastosowania lotnicze i kosmiczne
- Wyższe koszty certyfikacji materiałów
- Bardziej rygorystyczna kontrola jakości
- Więcej wymagań dotyczących dokumentacji
Zastosowania medyczne
- Specjalne wymagania dotyczące wykończenia powierzchni
- Dodatkowe procesy czyszczenia
- Testy biokompatybilności
Zastosowania przemysłowe
- Standardowe tolerancje
- Podstawowe wymagania dotyczące wykończenia powierzchni
- Regularna kontrola jakości
Strategie optymalizacji kosztów
Aby pomóc naszym klientom w PTSMAKE zoptymalizować koszty obróbki, zalecamy:
- Optymalizacja projektu pod kątem możliwości produkcyjnych
- Wybór odpowiedniego gatunku materiału
- Wydajne strategie narzędziowe
- Optymalizacja wielkości partii
- Optymalizacja parametrów procesu
Długoterminowe koszty
Oceniając całkowity koszt posiadania, należy wziąć pod uwagę:
- Trwałość materiału
- Wymagania dotyczące konserwacji
- Częstotliwość wymiany
- Korzyści z wydajności
Początkowy wyższy koszt obróbki tytanu może być uzasadniony:
- Wydłużona żywotność produktu
- Mniejsze potrzeby w zakresie konserwacji
- Lepsza charakterystyka działania
- Korzyści wynikające z oszczędności wagi
Jakie są różnice w zużyciu narzędzi podczas obróbki tytanu i stali nierdzewnej?
Obrabiarki często borykają się ze zużyciem narzędzi podczas pracy z tytanem i stalą nierdzewną. Szybka degradacja narzędzi skrawających nie tylko wpływa na jakość części, ale także prowadzi do częstych wymian narzędzi, powodując opóźnienia w produkcji i zwiększone koszty. Wyzwania te mogą sprawić, że nawet doświadczeni producenci będą się wahać.
Podstawowa różnica w zużyciu narzędzi do obróbki tytanu i stali nierdzewnej wynika z ich unikalnych właściwości materiałowych. Tytan powoduje większe zużycie narzędzia ze względu na niską przewodność cieplną i wysoką reaktywność chemiczną, podczas gdy stal nierdzewna powoduje głównie zużycie ścierne poprzez utwardzanie robocze i tworzenie się narostu.

Zrozumienie właściwości materiałów i ich wpływu
Sposób, w jaki narzędzia skrawające zużywają się podczas obróbki, zależy bezpośrednio od właściwości materiału obrabianego. W PTSMAKE zaobserwowaliśmy, że szybkość utwardzania6 tych materiałów odgrywa kluczową rolę w niszczeniu narzędzi. Poniżej przedstawię najważniejsze różnice:
Efekty przewodności cieplnej
Tytan:
- Wyjątkowo niska przewodność cieplna (7 W/m-K)
- Ciepło koncentruje się na krawędzi tnącej
- Powoduje szybkie niszczenie narzędzi
- Wymaga ulepszonych strategii chłodzenia
Stal nierdzewna:
- Umiarkowana przewodność cieplna (16 W/m-K)
- Lepsza dystrybucja ciepła
- Bardziej przewidywalne wzorce zużycia narzędzi
- Standardowe metody chłodzenia są zazwyczaj wystarczające
Rodzaje mechanizmów zużycia narzędzi
Do obróbki tytanu
Zużycie chemiczne
- Szybka dyfuzja między narzędziem a obrabianym przedmiotem
- Tworzenie warstwy węglika tytanu
- Przyspieszone zużycie kraterowe na powierzchni narzędzia
Zużycie termiczne
- Wysokie temperatury cięcia (do 1000°C)
- Zmiękczenie materiału narzędzia
- Odkształcenie plastyczne krawędzi tnącej
Zużycie mechaniczne
- Wyszczerbienia spowodowane przerywanym cięciem
- Zużycie karbu na linii głębokości cięcia
- Uszkodzenie krawędzi w wyniku szoku termicznego
| Typ zużycia | Główna przyczyna | Strategia zapobiegania |
|---|---|---|
| Chemiczny | Reaktywność materiału | Używanie narzędzi powlekanych |
| Termiczny | Stężenie ciepła | Wdrożenie odpowiedniego chłodzenia |
| Mechaniczny | Siły uderzenia | Zmniejszenie prędkości cięcia |
Do obróbki stali nierdzewnej
Zużycie ścierne
- Stopniowe usuwanie materiału narzędzia
- Jednolite zużycie boków
- Przewidywalna żywotność narzędzia
Formacja zabudowanej krawędzi
- Przyczepność materiału do krawędzi tnącej
- Nieregularne wykończenie powierzchni
- Zmiana geometrii narzędzia
Efekty hartowania w pracy
- Zwiększona siła cięcia
- Progresywne obciążenie narzędzia
- Zmniejszona szybkość usuwania materiału
| Wzór zużycia | Charakterystyka | Metoda łagodzenia skutków |
|---|---|---|
| Materiał ścierny | Postępujące zużycie boków | Wybór odpowiedniej powłoki |
| Klej | Nagromadzenie materiału | Optymalizacja parametrów cięcia |
| Wywołane naprężeniem | Zwiększona siła cięcia | Używaj sztywnych uchwytów narzędziowych |
Optymalizacja żywotności narzędzia
Wybór parametrów cięcia
Dla tytanu:
- Niższe prędkości cięcia (30-60 m/min)
- Umiarkowane prędkości podawania
- Mniejsza głębokość cięcia
- Zastosowanie chłodziwa pod wysokim ciśnieniem
Dla stali nierdzewnej:
- Średnie prędkości cięcia (80-120 m/min)
- Możliwe wyższe prędkości posuwu
- Dopuszczalna większa głębokość cięcia
- Wystarczający regularny przepływ płynu chłodzącego
Materiał narzędzia
Narzędzia do obróbki tytanu:
- Gatunki węglików spiekanych z zawartością kobaltu
- Narzędzia z powłoką PVD
- Narzędzia ceramiczne do zastosowań wymagających dużych prędkości
- Ulepszone przygotowanie krawędzi
Narzędzia do obróbki stali nierdzewnej:
- Standardowe gatunki węglików spiekanych
- Narzędzia z powłoką CVD
- Stal szybkotnąca do prostych operacji
- Standardowe przygotowanie krawędzi
Implikacje ekonomiczne
W PTSMAKE opracowaliśmy specjalne strategie zarządzania kosztami zużycia narzędzi:
Tabela porównawcza kosztów
| Aspekt | Tytan | Stal nierdzewna |
|---|---|---|
| Żywotność narzędzia | 20-30 minut | 45-60 minut |
| Koszt narzędzia | Wyższy | Umiarkowany |
| Wydajność | Niższy | Wyższy |
| Czas konfiguracji | Bardziej krytyczny | Standard |
Strategie zwiększania produktywności
Zarządzanie żywotnością narzędzi
- Regularne monitorowanie stanu narzędzia
- Predykcyjna analiza zużycia
- Optymalne planowanie wymiany
Optymalizacja procesu
- Regulacja parametrów cięcia
- Ulepszenie układu chłodzenia
- Optymalizacja ścieżki narzędzia
Metody redukcji kosztów
- Zbiorcze zakupy narzędzi
- Usługi ponownego wiązania
- Zarządzanie zapasami narzędzi
Zaawansowane rozwiązania
Nowoczesne technologie narzędziowe
Inteligentne narzędzia
- Wbudowane czujniki zużycia
- Monitorowanie w czasie rzeczywistym
- Automatyczna regulacja parametrów
Specjalistyczne powłoki
- Konstrukcje wielowarstwowe
- Materiały nanostrukturalne
- Rozwiązania specyficzne dla aplikacji
Przetwarzanie hybrydowe
- Połączone metody obróbki
- Zmniejszone naprężenia narzędzia
- Ulepszone usuwanie materiału
Dzięki tym kompleksowym podejściom, w PTSMAKE z powodzeniem poradziliśmy sobie z wyzwaniami związanymi ze zużyciem narzędzi zarówno w obróbce tytanu, jak i stali nierdzewnej. Kluczem jest zrozumienie różnych mechanizmów zużycia i wdrożenie odpowiednich środków zaradczych dla każdego materiału.
Jakie są różnice w wykończeniu powierzchni podczas obróbki tytanu i stali nierdzewnej?
Gdy producenci muszą osiągnąć określone wykończenie powierzchni w obróbce metali, często zmagają się z różnymi wyzwaniami związanymi z tytanem i stalą nierdzewną. Różne właściwości materiału i zachowania podczas obróbki mogą prowadzić do niespójnych wyników, powodując opóźnienia w produkcji i problemy z jakością.
Kluczowa różnica w osiągnięciach wykończenia powierzchni między obróbką tytanu i stali nierdzewnej leży w charakterystyce ich materiałów. Tytan zwykle osiąga bardziej szorstkie wykończenie powierzchni (32-125 μin) w standardowych warunkach obróbki, podczas gdy stal nierdzewna może osiągnąć gładsze wykończenie (16-63 μin) przy podobnych parametrach.
Zrozumienie właściwości materiałów i ich wpływu
Różne wyniki wykończenia powierzchni w obróbce tytanu i stali nierdzewnej wynikają z ich podstawowych właściwości materiałowych. Wysoka szybkość utwardzania7 stwarza dodatkowe wyzwania podczas procesu obróbki. Zauważyłem, że przewodność cieplna tytanu jest znacznie niższa niż stali nierdzewnej, co wpływa na sposób rozpraszania ciepła podczas operacji obróbki skrawaniem.
Porównanie przewodności cieplnej
| Materiał | Przewodność cieplna (W/m-K) | Dystrybucja ciepła | Wpływ na wykończenie powierzchni |
|---|---|---|---|
| Tytan | 6.7 | Skoncentrowane ciepło w strefie cięcia | Większa podatność na zużycie narzędzi i bardziej szorstkie wykończenie |
| Stal nierdzewna | 16.2 | Lepsze rozpraszanie ciepła | Bardziej spójne wykończenie powierzchni |
Możliwości wykończenia powierzchni
Charakterystyka wykończenia powierzchni tytanu
W PTSMAKE opracowaliśmy specjalne protokoły obróbki tytanu w celu uzyskania optymalnego wykończenia powierzchni. Właściwości materiału wymagają:
- Niższe prędkości cięcia (150-400 SFM)
- Wyższe prędkości posuwu
- Specjalistyczne narzędzia tnące o określonej geometrii
- Ulepszone strategie chłodzenia
Charakterystyka wykończenia powierzchni ze stali nierdzewnej
Praca ze stalą nierdzewną pozwala na:
- Wyższe prędkości cięcia (400-600 SFM)
- Bardziej konwencjonalne metody obróbki
- Większa elastyczność w wyborze narzędzi
- Bardziej przewidywalne wyniki wykończenia powierzchni
Wybór i wpływ narzędzia
Wybór narzędzi tnących znacząco wpływa na jakość wykończenia powierzchni. Oto szczegółowy podział:
| Typ narzędzia | Wydajność na Titanium | Wydajność na stali nierdzewnej |
|---|---|---|
| Narzędzia z węglików spiekanych | Dobra odporność na zużycie, umiarkowane wykończenie | Doskonałe wykończenie, długa żywotność narzędzia |
| Narzędzia ceramiczne | Słaba wydajność, szybkie zużycie | Dobra wydajność, spójne wykończenie |
| Narzędzia CBN | Doskonały do wykańczania, drogi | Ograniczone zastosowania |
Strategie chłodzenia i ich efekty
Wymagania dotyczące chłodzenia tytanu
Podejście do chłodzenia tytanu wymaga obróbki skrawaniem:
- Dostarczanie chłodziwa pod wysokim ciśnieniem
- Precyzyjne namierzanie chłodziwa
- Często wymaga specjalistycznych formuł chłodziwa
- Częstsze zmiany narzędzi
Wymagania dotyczące chłodzenia stali nierdzewnej
Obróbka stali nierdzewnej zazwyczaj wymaga:
- Standardowe ciśnienie chłodziwa
- Konwencjonalne chłodzenie zalewowe
- Regularna konserwacja płynu chłodzącego
- Standardowe zarządzanie żywotnością narzędzi
Parametry procesu zapewniające optymalne wykończenie powierzchni
Rozważania dotyczące prędkości i posuwu
| Parametr | Tytan | Stal nierdzewna |
|---|---|---|
| Prędkość cięcia (SFM) | 150-400 | 400-600 |
| Prędkość posuwu (IPR) | 0.005-0.015 | 0.004-0.012 |
| Głębokość cięcia (cale) | 0.040-0.080 | 0.050-0.100 |
Środki kontroli jakości
Aby zapewnić stałą jakość wykończenia powierzchni, wdrażamy:
- Regularne pomiary chropowatości powierzchni
- Monitorowanie zużycia narzędzi
- Systemy kontroli temperatury
- Możliwości dostosowania procesu w czasie rzeczywistym
Zastosowania i wymagania branżowe
Różne branże wymagają różnych standardów wykończenia powierzchni:
Wymagania lotnicze
- Elementy tytanowe: Ra 32-63 μin
- Części ze stali nierdzewnej: Ra 16-32 μin
- Rygorystyczne wymagania dotyczące dokumentacji
- Protokoły kontroli 100%
Normy dotyczące urządzeń medycznych
- Implanty tytanowe: Ra 16-32 μin
- Nierdzewne narzędzia chirurgiczne: Ra 8-16 μin
- Kwestie biokompatybilności
- Sprawdzone procesy
Przyszłe trendy i rozwój
Branża zmierza w tym kierunku:
- Zaawansowane materiały narzędzi skrawających
- Ulepszone technologie chłodzenia
- Inteligentne systemy obróbki
- Ulepszone monitorowanie wykończenia powierzchni
W PTSMAKE stale inwestujemy w te nowe technologie, aby zapewnić naszym klientom najlepsze możliwe wykończenie powierzchni zarówno elementów tytanowych, jak i ze stali nierdzewnej. Nasze doświadczenie w precyzyjnej obróbce skrawaniem pozwala nam optymalizować procesy pod kątem unikalnych cech każdego materiału, zapewniając stałą jakość we wszystkich projektach.
Jak zmienia się czas produkcji komponentów z tytanu i stali nierdzewnej?
Harmonogram produkcji może być poważnym bólem głowy, gdy mamy do czynienia z komponentami metalowymi. Wielu inżynierów i menedżerów ds. zaopatrzenia ma trudności z dokładnym przewidywaniem harmonogramów produkcji, zwłaszcza przy wyborze między tytanem a stalą nierdzewną. Niepewność ta często prowadzi do opóźnień projektu i przekroczenia budżetu.
Czas produkcji elementów tytanowych jest zazwyczaj o 30-50% dłuższy niż w przypadku stali nierdzewnej ze względu na wyższą twardość, niższą przewodność cieplną i specjalne wymagania dotyczące oprzyrządowania. Dokładne ramy czasowe zależą jednak od złożoności części, ilości i konkretnych gatunków materiałów.
Wpływ właściwości materiału na czas produkcji
Podstawowe różnice między tytanem a stalą nierdzewną znacząco wpływają na ich właściwości obróbcze. Tytan utwardzanie robocze8 zachowanie wymaga wolniejszych prędkości skrawania i częstszych zmian narzędzi. W PTSMAKE zoptymalizowaliśmy nasze procesy, aby skutecznie radzić sobie z tymi wyzwaniami.
Porównanie prędkości cięcia
| Materiał | Maksymalna prędkość cięcia (SFM) | Żywotność narzędzia |
|---|---|---|
| Tytan klasy 5 | 150-250 | 30-45 minut |
| Stal nierdzewna 316L | 300-400 | 60-90 minut |
Czynniki zużycia i wymiany narzędzi
Zużycie narzędzia występuje szybciej podczas obróbki tytanu niż stali nierdzewnej. Ta rzeczywistość wymaga:
- Częstsze zmiany narzędzi
- Wyższe koszty oprzyrządowania
- Dodatkowy czas konfiguracji
- Rozszerzone harmonogramy produkcji
Rozważania dotyczące planowania produkcji
Uważam, że skuteczne planowanie produkcji musi uwzględniać:
- Szybkość usuwania materiału
- Częstotliwość wymiany narzędzi
- Wymagania dotyczące chłodziwa
- Specyfikacje wykończenia powierzchni
Wyzwania związane z zarządzaniem ciepłem
Niska przewodność cieplna tytanu stwarza wyjątkowe wyzwania:
Metody kontroli temperatury
| Metoda chłodzenia | Tytan | Stal nierdzewna |
|---|---|---|
| Płyn chłodzący | Wymagane | Opcjonalnie |
| Wysokociśnieniowe chłodziwo | Zalecane | Niewymagane |
| Minimalna ilość Smarowanie | Nieodpowiednie | Odpowiedni |
Podział czasu produkcji
Różnice w czasie konfiguracji
Początkowy czas konfiguracji znacznie się różni:
Komponenty tytanowe:
- Przygotowanie narzędzia: 2-3 godziny
- Kalibracja maszyny: 1-2 godziny
- Przebieg testu: 1-2 godziny
Elementy ze stali nierdzewnej:
- Przygotowanie narzędzia: 1-2 godziny
- Kalibracja maszyny: 0,5-1 godz.
- Przebiegi testowe: 0,5-1 godziny
Strategie produkcji specyficzne dla materiału
Bazując na moim doświadczeniu w nadzorowaniu niezliczonych projektów w PTSMAKE, opracowałem konkretne strategie dla każdego materiału:
Optymalizacja produkcji tytanu
Planowanie przedprodukcyjne
- Szczegółowa symulacja ścieżki narzędzia
- Kompleksowa strategia chłodzenia
- Regularne monitorowanie zużycia narzędzi
Podczas produkcji
- Utrzymanie stałej prędkości posuwu
- Regularne kontrole jakości
- Zapobiegawcza wymiana narzędzi
Wydajność produkcji stali nierdzewnej
Standardowe procedury operacyjne
- Zoptymalizowane parametry cięcia
- Regularna konserwacja płynu chłodzącego
- Monitorowanie żywotności narzędzia
Środki kontroli jakości
- Kontrola w trakcie procesu
- Weryfikacja wykończenia powierzchni
- Kontrola dokładności wymiarowej
Wpływ wielkości partii
Wahania czasu produkcji stają się bardziej widoczne przy większych partiach:
| Rozmiar partii | Titanium Time Premium | Czynniki przyczyniające się |
|---|---|---|
| 1-10 jednostek | 30-40% dłuższy | Konfiguracja dominuje |
| 11-50 jednostek | 40-45% dłuższy | Wpływ zmian narzędzia |
| 50+ jednostek | 45-50% dłuższy | Skumulowane efekty zużycia |
Rozważania specyficzne dla branży
Różne branże mają różne wymagania, które wpływają na czas produkcji:
Lotnictwo i kosmonautyka
- Rygorystyczne wymagania jakościowe
- Dodatkowe punkty kontrolne
- Certyfikowana identyfikowalność materiałów
Medyczny
- Wymagania dotyczące wykończenia powierzchni
- Walidacja biokompatybilności
- Standardy czystości
Przemysłowy
- Optymalizacja kosztów
- Wydajność produkcji
- Konkurencyjne czasy realizacji
Kompromis między kosztami a czasem
Zrozumienie zależności między czasem produkcji a kosztami pomaga w podejmowaniu świadomych decyzji:
| Czynnik | Titanium Impact | Uderzenie ze stali nierdzewnej |
|---|---|---|
| Koszty narzędzi | Wysoki | Umiarkowany |
| Czas maszyny | Rozszerzony | Standard |
| Godziny pracy | Zwiększona | Normalny |
| Kontrola jakości | Intensywny | Standard |
Zalecenia dotyczące optymalnego planowania produkcji
Zminimalizowanie czasu produkcji przy jednoczesnym zachowaniu jakości:
Optymalizacja projektu
- Uproszczenie geometrii tam, gdzie to możliwe
- Rozważ cechy specyficzne dla materiału
- Wczesne uwzględnianie informacji zwrotnych od producentów
Strategia produkcji
- Zaplanuj odpowiednie zapasy narzędzi
- Zaplanuj okna konserwacji
- Wdrożenie solidnej kontroli jakości
Alokacja zasobów
- Przydział wykwalifikowanego operatora
- Planowanie dostępności maszyn
- Personel kontroli jakości
W PTSMAKE udoskonaliliśmy te procesy dzięki wieloletniemu doświadczeniu, co pozwala nam dostarczać spójne wyniki przy jednoczesnym efektywnym zarządzaniu terminami produkcji. Nasze zaawansowane maszyny CNC i doświadczony zespół pomagają zminimalizować różnicę czasu między produkcją tytanu i stali nierdzewnej przy zachowaniu najwyższych standardów jakości.
Jakie kryteria doboru materiałów mają największe znaczenie dla projektów obróbki precyzyjnej?
Wybór odpowiedniego materiału do precyzyjnej obróbki skrawaniem może być przytłaczający. Przy niezliczonych dostępnych opcjach i wielu czynnikach do rozważenia, inżynierowie i kierownicy projektów często mają trudności z dokonaniem optymalnego wyboru, który równoważy wymagania dotyczące wydajności, ograniczenia kosztowe i możliwości produkcyjne.
Najważniejszymi kryteriami wyboru materiałów do precyzyjnej obróbki skrawaniem są właściwości mechaniczne, skrawalność, opłacalność i odporność na warunki środowiskowe. Czynniki te muszą być starannie zestawione z konkretnymi wymaganiami aplikacji, wielkością produkcji i ograniczeniami budżetowymi, aby zapewnić sukces projektu.

Zrozumienie właściwości materiału
Właściwości mechaniczne
Podstawą wyboru materiału jest zrozumienie jego właściwości mechanicznych. Zawsze podkreślam moim klientom w PTSMAKE, że właściwości te mają bezpośredni wpływ na wydajność części w jej zamierzonym zastosowaniu:
- Wytrzymałość na rozciąganie
- Wytrzymałość na rozciąganie
- Twardość
- Odporność na zmęczenie
- Odporność na uderzenia
Jednym z kluczowych aspektów, często pomijanym, jest materiał zachowanie anizotropowe9 podczas obróbki, co może znacząco wpłynąć na wydajność końcowej części.
Odporność chemiczna i środowiskowa
Czynniki środowiskowe odgrywają istotną rolę w doborze materiałów:
- Odporność na korozję
- Stabilność temperatury
- Odporność na promieniowanie UV
- Kompatybilność chemiczna
- Odporność na wilgoć
Uwagi dotyczące obrabialności
Wymagania dotyczące wykończenia powierzchni
Różne materiały różnie reagują na procesy obróbki. Oto tabela porównawcza, którą opracowałem na podstawie typowych materiałów, z którymi pracujemy:
| Rodzaj materiału | Potencjał wykończenia powierzchni (Ra) | Wpływ na żywotność narzędzia | Współczynnik kosztów |
|---|---|---|---|
| Aluminium | 0,2-0,8 μm | Niski | Niski |
| Stal nierdzewna | 0,4-1,6 μm | Wysoki | Średni |
| Tytan | 0,8-3,2 μm | Bardzo wysoka | Wysoki |
| Mosiądz | 0,2-0,4 μm | Niski | Średni |
Żywotność narzędzia i szybkość przetwarzania
Wpływ wyboru materiału na koszty oprzyrządowania jest nie do przecenienia:
- Wskaźniki zużycia narzędzi
- Ograniczenia prędkości cięcia
- Wymagane metody chłodzenia
- Specjalne wymagania dotyczące oprzyrządowania
Rozważania dotyczące kosztów
Analiza kosztów materiałów
Oceniając koszty materiałów, należy wziąć pod uwagę
- Cena surowca
- Dostępność materiałów
- Minimalne ilości zamówienia
- Współczynnik złomowania
- Czas przetwarzania
Wpływ na wielkość produkcji
Związek między wyborem materiału a wielkością produkcji:
| Wielkość produkcji | Zalecane materiały |
|---|---|
| Prototypy | Koncentracja na obrabialności i dostępności |
| Niski poziom głośności | Równowaga między kosztami a wydajnością |
| Duża objętość | Optymalizacja pod kątem wydajności przetwarzania |
Wymagania specyficzne dla branży
Przemysł lotniczy i obronny
W zastosowaniach lotniczych zazwyczaj zalecam materiały, które oferują:
- Wysoki stosunek wytrzymałości do wagi
- Doskonała odporność na zmęczenie materiału
- Doskonała odporność na korozję
- Stabilność termiczna
Przemysł medyczny
Zastosowania medyczne wymagają materiałów z
- Biokompatybilność
- Zdolność sterylizacji
- Odporność chemiczna
- Identyfikowalność
Praktyczny proces selekcji
Podejście krok po kroku
- Definiowanie wymagań dotyczących wydajności
- Identyfikacja warunków środowiskowych
- Ustalenie ograniczeń budżetowych
- Ocena możliwości produkcyjnych
- Rozważenie wymogów regulacyjnych
Wspólne porównania materiałów
Oto analiza porównawcza często używanych materiałów:
| Własność | Tytan | Stal nierdzewna | Aluminium |
|---|---|---|---|
| Siła | Bardzo wysoka | Wysoki | Średni |
| Waga | Niski | Wysoki | Bardzo niski |
| Koszt | Wysoki | Średni | Niski |
| Obrabialność | Słaby | Dobry | Doskonały |
Przyszłe rozważania
Wpływ na zrównoważony rozwój
Nowoczesny dobór materiałów musi uwzględniać:
- Możliwość recyklingu
- Ślad węglowy
- Zużycie energii
- Redukcja odpadów
Zapewnienie jakości
W PTSMAKE wdrażamy rygorystyczne środki kontroli jakości wszystkich materiałów:
- Weryfikacja certyfikacji materiałów
- Kontrola materiałów przychodzących
- Testowanie w trakcie procesu
- Ostateczna walidacja jakości
Strategie optymalizacji
Aby zoptymalizować wybór materiału, należy wziąć pod uwagę
- Projektowanie pod kątem możliwości produkcyjnych
- Alternatywne opcje materiałowe
- Hybrydowe rozwiązania materiałowe
- Różne metody przetwarzania
Znaczenie właściwego doboru materiałów jest nie do przecenienia. Dzięki starannemu rozważeniu tych kryteriów i dokładnej analizie wymagań projektu, można podejmować świadome decyzje, które prowadzą do udanych wyników obróbki precyzyjnej. W PTSMAKE prowadzimy naszych klientów przez ten proces, zapewniając optymalny dobór materiałów do każdego unikalnego zastosowania.
Czym różnią się zastosowania przemysłowe dla obrabianych części z tytanu i stali nierdzewnej?
Inżynierowie często zmagają się z wyborem między tytanem a stalą nierdzewną dla obrabianych części. Wyzwanie to staje się bardziej złożone, gdy weźmie się pod uwagę takie czynniki jak koszty, wymagania dotyczące wydajności i określone standardy branżowe. Dokonanie niewłaściwego wyboru może prowadzić do opóźnień projektu, przekroczenia budżetu, a nawet awarii podzespołów.
Zarówno tytan, jak i stal nierdzewna mają różne zastosowania przemysłowe oparte na ich unikalnych właściwościach. Tytan wyróżnia się w zastosowaniach lotniczych i medycznych ze względu na stosunek wytrzymałości do masy i biokompatybilność, podczas gdy stal nierdzewna dominuje w przetwórstwie żywności i przemyśle chemicznym ze względu na odporność na korozję i opłacalność.

Właściwości materiałów i ich wpływ na zastosowania
W PTSMAKE zauważyliśmy, że zrozumienie podstawowych właściwości tych materiałów ma kluczowe znaczenie dla podejmowania świadomych decyzji. Kluczowa różnica polega na ich struktura metalurgiczna10co bezpośrednio wpływa na ich zastosowania przemysłowe.
Charakterystyka tytanu
- Wyjątkowy stosunek wytrzymałości do wagi
- Doskonała odporność na korozję
- Biokompatybilność
- Wysoka odporność na ciepło
- Niższa przewodność cieplna
Charakterystyka stali nierdzewnej
- Wysoka wytrzymałość
- Dobra odporność na korozję
- Właściwości magnetyczne (w zależności od klasy)
- Lepsza przewodność cieplna
- Opłacalność
Aplikacje branżowe
Przemysł lotniczy
Komponenty tytanowe dominują w zastosowaniach lotniczych ze względu na ich lekkość i wysoką wytrzymałość. Typowe zastosowania obejmują:
- Komponenty silnika
- Części podwozia
- Elementy konstrukcyjne
- Elementy złączne
Stal nierdzewna znajduje swoje miejsce w:
- Elementy wewnętrzne
- Niekrytyczne części konstrukcyjne
- Sprzęt wsparcia naziemnego
Przemysł medyczny
Sektor medyczny w dużym stopniu opiera się na obu materiałach:
| Materiał | Zastosowania | Kluczowe korzyści |
|---|---|---|
| Tytan | Implanty, Narzędzia chirurgiczne, Narzędzia dentystyczne | Biokompatybilność, Osseointegracja |
| Stal nierdzewna | Narzędzia chirurgiczne, Zewnętrzne urządzenia mocujące | Opłacalność, trwałość |
Przemysł morski i chemiczny
Zastosowania morskie
Stal nierdzewna dominuje w zastosowaniach morskich ze względu na
- Doskonała odporność na słoną wodę
- Ekonomiczna konserwacja
- Szeroka dostępność
Użycie tytanu jest ograniczone do:
- Wydajne podzespoły
- Zastosowania specjalne
- Najwyższej jakości komponenty zbiornika
Przemysł przetwórstwa chemicznego
Oto jak te materiały służą różnym celom:
| Typ aplikacji | Preferowany materiał | Uzasadnienie |
|---|---|---|
| Zbiorniki magazynowe | Stal nierdzewna | Opłacalność, dobra odporność chemiczna |
| Wymienniki ciepła | Tytan | Doskonała odporność na korozję w agresywnych środowiskach |
| Pompy i zawory | Oba materiały | Zależy od konkretnego narażenia chemicznego |
Wyzwania związane z kosztami i produkcją
Koszty materiałowe
- Tytan kosztuje zazwyczaj 5-10 razy więcej niż stal nierdzewna
- Dostępność surowców wpływa na ceny
- Koszty przetwarzania znacznie się różnią
Rozważania dotyczące produkcji
W PTSMAKE opracowaliśmy specjalistyczne techniki dla obu materiałów:
Wyzwania związane z obróbką tytanu
- Wymaga specjalistycznych narzędzi tnących
- Niższe prędkości cięcia
- Częstsze zmiany narzędzi
- Wyższe koszty obróbki
Zalety obróbki stali nierdzewnej
- Standardowe opcje oprzyrządowania
- Możliwe wyższe prędkości cięcia
- Bardziej przewidywalny proces obróbki
- Niższe ogólne koszty produkcji
Czynniki środowiskowe i zrównoważony rozwój
Wpływ na środowisko
| Czynnik | Tytan | Stal nierdzewna |
|---|---|---|
| Zużycie energii w produkcji | Wyższy | Niższy |
| Możliwość recyklingu | Doskonały | Doskonały |
| Koszt cyklu życia | Wyższy początkowy, niższy długoterminowy | Niższy początkowy, zmienny długoterminowy |
Zrównoważony rozwój
- Oba materiały nadają się do recyklingu 100%
- Dłuższa żywotność tytanu często uzasadnia wyższe koszty początkowe
- Niższe zapotrzebowanie stali nierdzewnej na energię produkcyjną korzystnie wpływa na ślad węglowy
Przyszłe trendy i rozwój branży
Krajobraz produkcyjny wciąż ewoluuje, a w PTSMAKE widzimy:
- Zwiększone zapotrzebowanie na lekkie rozwiązania preferujące tytan
- Zaawansowane technologie obróbki zmniejszające koszty produkcji
- Rosnące znaczenie zrównoważonych praktyk produkcyjnych
- Pojawiające się hybrydowe rozwiązania materiałowe
Pojawiające się aplikacje
- Pojazdy elektryczne
- Systemy energii odnawialnej
- Zaawansowane urządzenia medyczne
- Innowacje w branży lotniczej i kosmicznej
Dzięki wieloletniemu doświadczeniu w PTSMAKE nauczyłem się, że wybór między obrabianymi częściami z tytanu i stali nierdzewnej nie zawsze jest prosty. Każdy materiał ma swoje unikalne zalety i optymalne zastosowania. Zrozumienie tych różnic pomaga zapewnić właściwy dobór materiału do konkretnych potrzeb przemysłu.
Nasze doświadczenie w obróbce obu materiałów pozwala nam prowadzić klientów w kierunku najbardziej odpowiedniego wyboru dla ich konkretnych zastosowań, biorąc pod uwagę takie czynniki, jak wymagania dotyczące wydajności, ograniczenia budżetowe i standardy branżowe. To kompleksowe zrozumienie właściwości materiałów i ich zastosowań zapewnia optymalne wyniki dla każdego projektu.
Jakie techniki obróbki optymalizują wyniki dla tytanu i stali nierdzewnej?
Obrabiarki często zmagają się ze złożonością pracy z tytanem i stalą nierdzewną. Unikalne właściwości tych materiałów mogą prowadzić do szybkiego zużycia narzędzi, słabego wykończenia powierzchni i zwiększonych kosztów produkcji. Niewłaściwe podejście do obróbki może skutkować złomowaniem części i niedotrzymaniem terminów, powodując znaczne straty finansowe.
Aby zoptymalizować wyniki obróbki tytanu w porównaniu ze stalą nierdzewną, potrzebne są określone parametry skrawania i strategie narzędziowe dla każdego materiału. Tytan wymaga wolniejszych prędkości, wyższych prędkości posuwu i sztywnego oprzyrządowania, podczas gdy stal nierdzewna wymaga wyższych prędkości skrawania z umiarkowanymi prędkościami posuwu i odpowiednimi technikami chłodzenia.

Zrozumienie właściwości materiału
Przed zagłębieniem się w konkretne techniki obróbki, kluczowe jest zrozumienie podstawowych różnic między tymi materiałami. Tytan wykazuje wysoką utwardzanie robocze11 i niską przewodność cieplną, co czyni ją trudniejszą w obróbce niż stal nierdzewną. W PTSMAKE opracowaliśmy specjalistyczne podejścia do obu materiałów, aby zapewnić optymalne wyniki.
Porównanie właściwości materiałów
| Własność | Tytan | Stal nierdzewna |
|---|---|---|
| Przewodność cieplna | Niski | Umiarkowany |
| Twardość | Umiarkowany do wysokiego | Umiarkowany |
| Hartowanie pracy | Ciężki | Umiarkowany |
| Szybkość zużycia narzędzia | Wysoki | Umiarkowany |
| Koszt | Wyższy | Niższy |
Optymalizacja prędkości cięcia i posuwu
Parametry obróbki tytanu
W przypadku tytanu zawsze zalecam stosowanie niższych prędkości skrawania, ale wyższych prędkości posuwu. Takie podejście pomaga utrzymać trwałość narzędzia i zapobiega gromadzeniu się ciepła w strefie cięcia. Bazując na naszym doświadczeniu w PTSMAKE, dobrze sprawdzają się następujące parametry:
- Prędkość cięcia: 150-250 SFM (stóp powierzchni na minutę)
- Prędkość posuwu: 0,004-0,008 cala na obrót
- Głębokość cięcia: 0,040-0,080 cala
Parametry stali nierdzewnej
Stal nierdzewna pozwala na wyższe prędkości cięcia, ale wymaga umiarkowanych prędkości posuwu:
- Prędkość cięcia: 300-400 SFM
- Prędkość posuwu: 0,003-0,006 cala na obrót
- Głębokość cięcia: 0,030-0,060 cala
Wybór narzędzi i strategia
Narzędzia do tytanu
Podczas obróbki tytanu wybór narzędzia ma kluczowe znaczenie. Polecam:
- Narzędzia z węglików spiekanych z wielowarstwowymi powłokami
- Większa średnica narzędzia, jeśli to możliwe
- Sztywne uchwyty narzędziowe minimalizujące wibracje
- Narzędzia z dodatnim kątem natarcia
Narzędzia do stali nierdzewnej
W przypadku stali nierdzewnej obowiązują inne zasady dotyczące narzędzi:
- Narzędzia ze stali szybkotnącej lub węglików spiekanych
- Standardowe uchwyty narzędziowe
- Narzędzia z łamaczami wiórów
- Neutralne lub lekko dodatnie kąty natarcia
Techniki chłodzenia i smarowania
Metody chłodzenia tytanu
Odpowiednie chłodzenie jest niezbędne do obróbki tytanu:
- Dostarczanie chłodziwa pod wysokim ciśnieniem
- Chłodzenie przez narzędzie, jeśli to możliwe
- Obfity przepływ chłodziwa
- Regularne monitorowanie stężenia płynu chłodzącego
Podejścia chłodzące ze stali nierdzewnej
Stal nierdzewna wymaga różnych strategii chłodzenia:
- Standardowy płyn chłodzący
- Dostarczanie pod średnim ciśnieniem
- Regularna wymiana płynu chłodzącego
- Właściwa konserwacja stężenia
Optymalizacja wykończenia powierzchni
Aby uzyskać optymalne wykończenie powierzchni, opracowaliśmy specjalne techniki dla każdego materiału:
Wykończenie powierzchni tytanu
- Lekkie przejścia wykańczające
- Ostre, świeże narzędzia tnące
- Stałe parametry cięcia
- Sztywne mocowanie przedmiotu obrabianego
Wykończenie ze stali nierdzewnej
- Wyższe prędkości wykańczania
- Regularna wymiana narzędzi
- Prawidłowe odprowadzanie wiórów
- Stabilne mocowanie przedmiotu obrabianego
Zarządzanie żywotnością narzędzi
Kluczem do efektywnej kosztowo obróbki skrawaniem jest odpowiednie zarządzanie żywotnością narzędzi:
Zarządzanie narzędziami Titanium
- Regularne monitorowanie zużycia narzędzi
- Określone interwały wymiany narzędzi
- Łatwo dostępne narzędzia zapasowe
- Optymalizacja ścieżki narzędzia
Uwagi dotyczące narzędzi ze stali nierdzewnej
- Standardowe śledzenie żywotności narzędzia
- Normalne wzorce zużycia
- Regularne harmonogramy konserwacji
- Ekonomiczny wybór narzędzi
Monitorowanie procesów i kontrola jakości
W PTSMAKE wdrażamy rygorystyczne procedury monitorowania:
Tytanowe sterowniki procesowe
- Monitorowanie temperatury w trakcie procesu
- Regularne kontrole wymiarów
- Weryfikacja wykończenia powierzchni
- Śledzenie zużycia narzędzia
Elementy sterujące ze stali nierdzewnej
- Standardowe kontrole jakości
- Regularna kontrola wymiarów
- Monitorowanie wykończenia powierzchni
- Ocena stanu narzędzia
Rozważania dotyczące kosztów
Zrozumienie ekonomicznych aspektów obróbki tych materiałów ma kluczowe znaczenie:
| Współczynnik kosztów | Tytan | Stal nierdzewna |
|---|---|---|
| Koszt materiałów | Bardzo wysoka | Umiarkowany |
| Koszt narzędzia | Wysoki | Umiarkowany |
| Czas maszyny | Dłuższy | Standard |
| Koszt pracy | Wyższy | Standard |
Wdrażając te zoptymalizowane techniki w PTSMAKE, osiągnęliśmy spójne, wysokiej jakości wyniki dla obu materiałów. Kluczem jest zrozumienie unikalnych cech każdego materiału i odpowiednie dostosowanie parametrów obróbki. To kompleksowe podejście zapewnia optymalne wyniki przy jednoczesnym zachowaniu efektywności kosztowej i zachowaniu wąskich tolerancji.
Dowiedz się, jak hartowanie naprężeniowe wpływa na wydajność obróbki i trwałość narzędzi, zapewniając lepsze wyniki produkcyjne. ↩
Dowiedz się, jak hartowanie wpływa na obróbkę tytanu i ulepsz swoje strategie cięcia. ↩
Zrozumienie struktur krystalicznych pomaga w wyborze odpowiedniego materiału pod kątem wydajności i niezawodności. ↩
Zrozumienie, w jaki sposób właściwości termiczne tytanu wpływają na wydajność narzędzia i efektywność obróbki. ↩
Dowiedz się o różnicach w kosztach, aby dokonywać świadomych wyborów materiałów dla swoich projektów produkcyjnych. ↩
Dowiedz się, w jaki sposób hartowanie wpływa na zużycie narzędzia, aby ulepszyć strategie obróbki. ↩
Dowiedz się, jak hartowanie wpływa na wydajność obróbki i jakość powierzchni tytanu. ↩
Dowiedz się więcej o hartowaniu tytanu w celu poprawy wydajności obróbki i zmniejszenia opóźnień produkcyjnych. ↩
Dowiedz się więcej o wpływie anizotropii na wydajność obróbki i wyniki projektu. ↩
Dowiedz się, w jaki sposób struktura metalurgiczna wpływa na wydajność materiału i jego przydatność. ↩
Dowiedz się więcej o efektach hartowania w celu zwiększenia wydajności obróbki i trwałości narzędzi. ↩






